

Toute l’activité
- La dernière heure
-
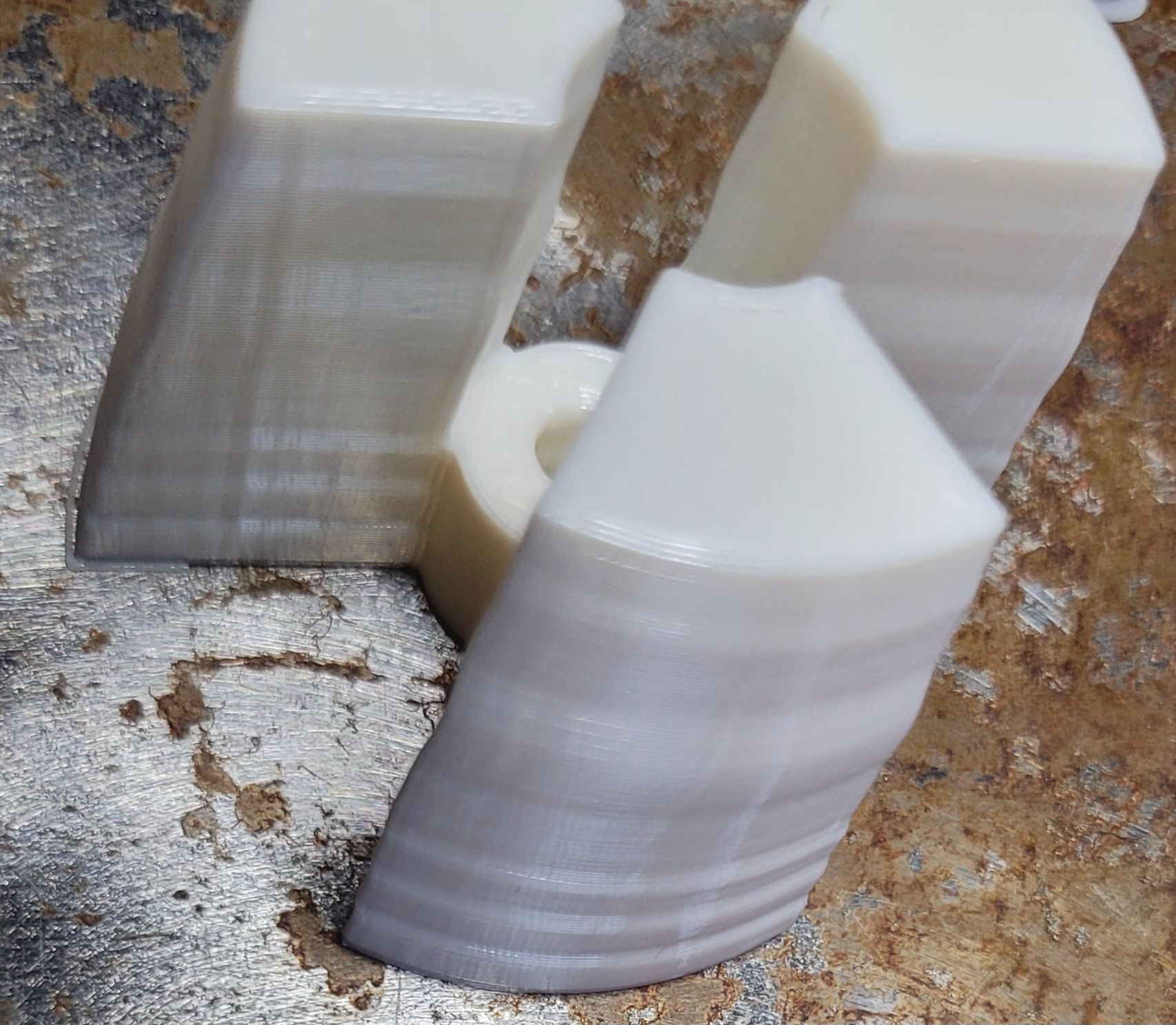
Bonjour, Depuis un moment, je rencontre des soucis de frottement de l'extrudeur non utilisé pour l'impression. Il abime la surface imprimée, voir casse complètement la pièce dans certains cas. Le nivellement est bien fait, j'ai l'habitude et l'imprimante est équipée de la plaque amovible depuis le début sans que cela pose de soucis. Je viens de changer les buses pour deux identiques, elles sont bien serrées, pas de bavures de filament. Je sèche un peut sur la source du problème. Dans le slicer je viens d'activer l'option Mode Z Hop pour les déplacement. Si vous avez rencontrez ce soucis sur ce modèle et trouvé la solution de suis preneur. Bonne soirée.
-
 a effacer ..
a effacer .. - Aujourd’hui
-

IMPRESSION AVEC DECALAGE SANS SOLUTION
Skizhoo en réponse au topic de tomatplaya59 dans Entraide : Questions/Réponses sur l'impression 3D
Je ne pense pas que se soit du ghosting mais plutôt du jeu dans les axes x-y. Donc à bien vérifier. -
Bienvenue chez les imprimeurs fous
-

Problèmes depuis passage sous klipper
willy2406 en réponse au topic de JuClem dans Entraide : Questions/Réponses sur l'impression 3D
A mon sens tu as un probleme avec ta sonde de nivellement... je ferais un test de type PROBE_ACCURACY : PROBE_ACCURACY SAMPLES=20 PROBE_SPEED=4 ca va te sortir un resultat de type : probe accuracy results: maximum 5.208750, minimum 5.201875, range 0.006875, average 5.205562, median 5.205625, standard deviation 0.001884 Pour ma part, un range (la différence entre la valeur max et min sur 20 palpages) de 0.006, ca me va pas mal. Jusque 0.2 c'est acceptable à mon sens. Peut être la vitesse lors des palpages à modifier ? c'est quel capteur que vous avez ? Et d'autre part, vu la tête du benchy je me pose 2 3 questions : - extruder calibré ? - valeur du fade_start et fade_end Bon courage, klipper c'est dense et un peu complexe, mais c'est surpuissant à l'usage. (pour moi, la source c'est la doc officielle : https://www.klipper3d.org/fr/ ). n’hésite pas à poster ton fichier printer.cfg ici ! ( bon, pour ma part je pars en vacances, enfin...! et du coup je prends pas mon ordi ni mes imprimantes, donc je ne pourrais vous aider que dans la mesure de mon incompétence sur smartphone... ) -

Problème impression résine anycubic standard HD pour m5s
MatrixCeg en réponse au topic de Gagneux dans Les imprimantes 3D SLA
Pour info les références, par imprimante https://fr.anycubic.com/blogs/news/parametres-de-resine-pour-limprimante-3d-anycubic-photon-series -
Bonjour à tous, Nicolas 41 ans je me relance dans le modélisme après une pause de près de 10 ans j' ai acheté ma première imprimante résine, une anycubic Photon x6ks il y a quelques mois pour imprimer des pièces de miniatures. je possède aussi une alfawise U30 pro depuis 4 ans .
-
 Bonjour à tous je ne suis pas le premier à m'exprimer sur le sujet mais mon soucis est que j'ai fouillé les moindres recoins du net pour trouver une solution mais impossible. Je possède une ANYCUBIC COBRA 2 MAX et j'ai un énorme soucis de ghosting depuis que je l'ai reçu il y a un peu près un an et impossible de me dépatouiller. Ma prochaine étape c'est la tuer à coup de masse !!!! Voila ce que j''ai testé sur l'imprimante pour résoudre mon problème: Niveau du plateau : OK / Les contacteurs moteur : tout testé / utiliser un autre slicer : même résultat / tendre et vérifier les courroies / nettoyer et lubrifier les guides et vis sans fin / Régler les excentriques : tournent légèrement à un doigt/ changé de marque de PLA/ Réduit la vitesse d'impression à 30 dans Cura / Activer er réduire le jerk dans CURA / Vérifié toute la visserie/ Réduit la vitesse de remplissage dans CURA. Je vous joins les photos des belles oeuvres réalisées . On peut voir très nettement le ghosting , ce qui est étrange c'est que peu importe la pièce les décalages de couches sont à peu près à la même hauteur. Et maintenant je fais quoi je la suicide ??? Plaisanterie à part quelle marque est moins merdique que ANYCUBIC ? C'est la deuxième suite à un défaut de la première et franchement ANYCUBIC je suis super décu!!! En tout cas merci par avance de vos réponses et de votre aide je vous souhaite moins de déboires que moi
Bonjour à tous je ne suis pas le premier à m'exprimer sur le sujet mais mon soucis est que j'ai fouillé les moindres recoins du net pour trouver une solution mais impossible. Je possède une ANYCUBIC COBRA 2 MAX et j'ai un énorme soucis de ghosting depuis que je l'ai reçu il y a un peu près un an et impossible de me dépatouiller. Ma prochaine étape c'est la tuer à coup de masse !!!! Voila ce que j''ai testé sur l'imprimante pour résoudre mon problème: Niveau du plateau : OK / Les contacteurs moteur : tout testé / utiliser un autre slicer : même résultat / tendre et vérifier les courroies / nettoyer et lubrifier les guides et vis sans fin / Régler les excentriques : tournent légèrement à un doigt/ changé de marque de PLA/ Réduit la vitesse d'impression à 30 dans Cura / Activer er réduire le jerk dans CURA / Vérifié toute la visserie/ Réduit la vitesse de remplissage dans CURA. Je vous joins les photos des belles oeuvres réalisées . On peut voir très nettement le ghosting , ce qui est étrange c'est que peu importe la pièce les décalages de couches sont à peu près à la même hauteur. Et maintenant je fais quoi je la suicide ??? Plaisanterie à part quelle marque est moins merdique que ANYCUBIC ? C'est la deuxième suite à un défaut de la première et franchement ANYCUBIC je suis super décu!!! En tout cas merci par avance de vos réponses et de votre aide je vous souhaite moins de déboires que moi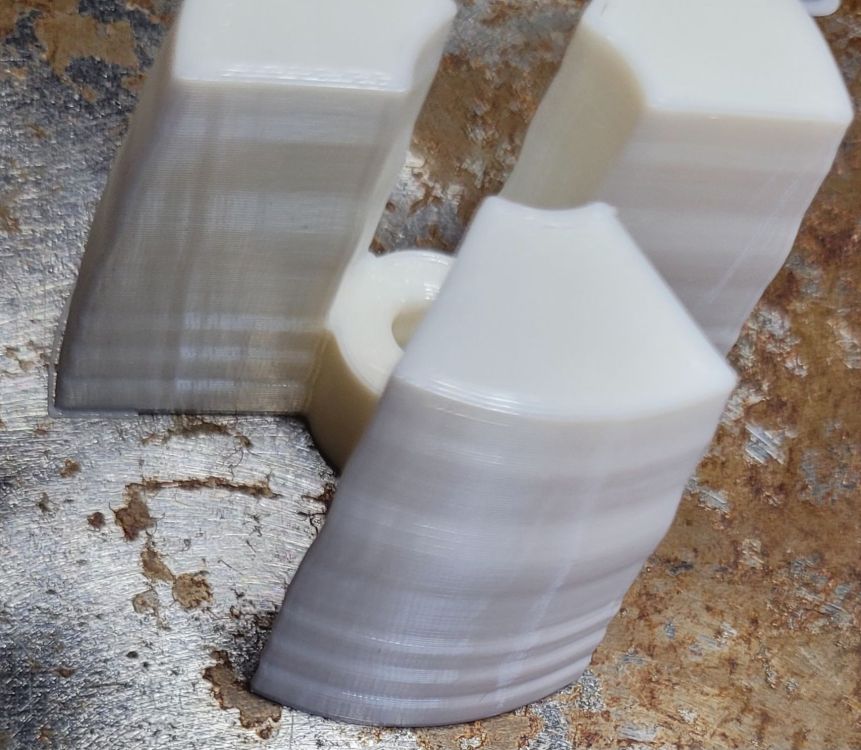


-

Problèmes depuis passage sous klipper
papagalak en réponse au topic de JuClem dans Entraide : Questions/Réponses sur l'impression 3D
Pour cela il y a beaucoup de tuto. As tu exporté tes réglages marlin avant de muter klipper. Moi j’ai pas mal potassé le ghitub klipper. Et j’ai aussi utilisé ce forum quand je ne comprenais pas -
J'ai vérifié, j'ai résseré légèrement toutes les vis, et aucun câble ne touche nul part. Possible qu'il y ait un léger jeu quelque part, mais tout ce qui est a l'extérieur et doit se déplacer, ça le fait sans jeux apparent. Du coup, je ne comprends pas ce qui fait ce bruit, mais il n'est même pas permanent, il ne le fait que de temps en temps. C'est bizarre, mais je vais laisser comme ça, on verra bien. Sinon, ils ont drôlement amélioré le changement de buse sur les Ender 3 V3, je me rappelle très bien que c'était une grosse galère sur la Ender 3 V1, avec le PTFE et toute la procédure autour. J'ai vu une vidéo Creality Officielle sur YouTube pour le changement de buse sur la Ender 3 V3 KE, ça à l'air drôlement plus simple qu'avant. A voir en réel.

-
tomatplaya59 a rejoint la communauté
-
 bitspain1980 a rejoint la communauté
bitspain1980 a rejoint la communauté -

Problèmes depuis passage sous klipper
JuClem en réponse au topic de JuClem dans Entraide : Questions/Réponses sur l'impression 3D
Merci pour cette réponse. Le problème c'est qu'on a l'impression qu'il n'y a pas de tutoriel de A à Z. On trouve des infos par ci par là mais une procédure détaillée et chronologique on a pas trouvé. Si il faut faire 8h de réglages et de config on est pas contre mais on ne trouve pas ce qu'on veut -

Par où commencer ? (Atomstack S10 Pro inside)
Zetif en réponse au topic de Niki dans CNC / Graveur laser
Bonjour, pour le logiciel, il y a laserGRBL (sert uniquement à faire les gcode et piloter le laser) gratuit et Lightburn payant. Je préfère de loin Lighburn qui permet de dessiner, faire différents calques avec des vitesses et puissances différentes, piloter une camera de positionnement (la mienne, Atomstack AC2 est en transit actuellement) Beaucoup de fumée est dégagée (surtout pour le découpage), j'ai donc installé un caisson et un filtre de marque Atomstack (avec ça, plus d'odeurs mais beaucoup plus de bruit). Il faut commencer par du carton, du papier épais, du contre plaqué. Attention, le contre plaqué de grande surface de bricolage se découpe très mal, il est fait avec beaucoup de colle et à tendance à se consumer. Le contre plaqué de 3 mm pour laser qui se trouve sur Amazon ou autre est parfait. Je trouve l'air assist indispensable pour le découpage ainsi que la plaque en nid d'abeille. -
Pour l'Amiga surtout le 500 en même temps que l'Atari ST, il y a en eu beaucoup de vendu, entre autres pour leurs capacités grahiques, cela remplaçait les consoles.
-
pourtant je pensais les avoir sauvegarder je m en occupe des demain encore desolé franchement merci à vous 2
-
Problèmes depuis passage sous klipper
papagalak en réponse au topic de JuClem dans Entraide : Questions/Réponses sur l'impression 3D
@JuClem,Perso, quand je suis passé sous klipper j’ai repris tous les réglages (extrud, pid et tout le tralala) -

FlashForge Adventurer 5M Pro : Test en approche
Lyryln en réponse au topic de MrMagounet dans FlashForge
salut salut, si comme moi, vous êtes en galère avec le support bobine, et que vous êtes pas chaud pour le suspendre à la carcasse. J'ai fait un support latéral qui s'accroche sur les 2 vis d'origine a l'arrière. Si ca vous intéresse, j'ai fait 2 versions: Avec roulement 6001: https://www.thingiverse.com/thing:6581966 Avec roulement 608: https://www.thingiverse.com/thing:6578700 -
et les altaïr (peut on vraiment appeler ça un ordi ?), thomson, matra, amiga ... Mais ce n'était pas vraiment du "grand public" à proprement parler, c'était plutôt réservé à un public de connaisseurs oui, mais on faisait un tout petit peu plus attention à ne pas écrire de conneries
-
 J'avais raté cette info . Évidemment, la permutation des câbles est à faire avec le moteur de l'extrudeur d'origine. Par contre, pour les tests, tu n'es même pas obligée de le fixer sur l'imprimante puisque le but est de vérifier si il tourne lorsque tu imprimes un fichier.
J'avais raté cette info . Évidemment, la permutation des câbles est à faire avec le moteur de l'extrudeur d'origine. Par contre, pour les tests, tu n'es même pas obligée de le fixer sur l'imprimante puisque le but est de vérifier si il tourne lorsque tu imprimes un fichier. -
Problèmes depuis passage sous klipper
JuClem a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous, Avec notre imprimantes Sidewinder x2 nous venons de passer sous klipper et nous ne parcenons plus à imprimer convenablement. Hier nous avons lancé un benchy. Et voilà le résultat. Cf photo . Je précise que le filament adhérait très bien et la première couche est belle. J'avais l impression que c était de la surextrusion mais j'ai fair un test et ce n'est pas cela. Les 6 ou 7 premières couches sont belles et ensuite le matériau "dégouline" sur les côtés. Pour les connaisseurs de klipper j'aurais aussi deux petites questions : - quand on lance plusieurs screw tilt calculate a la suite sans rien changer, les valeurs changent. Ce n est pas répétable et on ne sais pas si cela est normal - la heightmap est différente aussi entre deux tests même quand on ne change strictement rien. Merci pour votre aide. Cordialement. clémence
-
Je confirme Début des années 80 (1981 ou 1982), mon premier «PC» était un Sinclair ZX81 avec sa mémoire «astronomique: 1 Ko En 1978, à la fac de Lyon (Villeurbanne), on avait accès aux ordinateurs que par l'intermédiaire de cartes perforées qu'on remettait au prof pour qu'il nous redonne une bonne semaine après le listing du programme (FORTRAN) et ses résultats… Niveau praticité et convivialité, on a fait mieux depuis
-
Je ne sais pas où, mais en tous cas, ça n'a pas été sauvegardé dans le fichier. Tu as toujours les valeurs du firmware: echo: M92 T0 E430.00 echo: M92 T1 E430.00 Par contre, on peut voir que tu a calibré les axes X,Y,Z et le PID de la buse. Le PID du plateau sera à faire également, tant que tu as les mains dans le cambouis . Je confirme, je n'ai pas de soucis sur ma U20. Donc @christophe1492, tu peux ranger ton foret de Ø2mm
-
Test et vidéo sur l'imprimante 3D résine Elegoo Mars 4 Max 6K avec son écran 35 µm qui rivalise avec des machines encore plus précises ! https://www.lesimprimantes3d.fr/test-elegoo-mars-4-max-6k-20240419/
-
Intéressant Merci pour ta réponse, cela même avec une bobine Bambu? L'imprimante peut varier avec le temps?
-
Il y a confusion. En fait pour moi, Capricorne = Magnet -fit. J'ai toujours utilisé ce tube avec ce système. La contrainte exercée pour visser le tube fait qu'il y a mécaniquement un rétrécissement intérieur du tube. Dans un raccord pneumatique la contrainte est bien moindre, il ne devrait pas avoir ce problème. Mais à surveiller quand même. Le Capricorne ayant un diamètre intérieur plus petit qu'un tube ptfe standard. Il suffit que le filament ait un diamètre légèrement supérieur, pour avoir des problèmes.


-
Toujours se souvenir de cela: Il faut remédier à la cause du problème plutôt aux conséquences du problème. Cela évite toujours d'ajouter des problèmes au problème initial et de ne plus rien maitriser.

















-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 5 membres, 0 anonyme, 72 invités (Afficher la liste complète)
-
Statistiques des membres
46 259
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,8k
Total des sujets570,1k
Total des messages -
Sujets les plus vus





-
-
-



-
Images
-

-
 Par lariflette77,
Par lariflette77, -
 Par lariflette77,
Par lariflette77, -

-

-
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.
