

Toute l’activité
- La dernière heure
-
 grumf a rejoint la communauté
grumf a rejoint la communauté -

[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
phildc en réponse au topic de Motard Geek dans Bambu Lab
Colis arrivé: 1180gr, dont 890 gr pour le plateau avec son câble. J'avais sur-estimé le poids! Et l'emballage est très bon. Et il y a le petit pare-choc à fixer à l'arrière. Aucun document, on fera avec la video. - Aujourd’hui
-
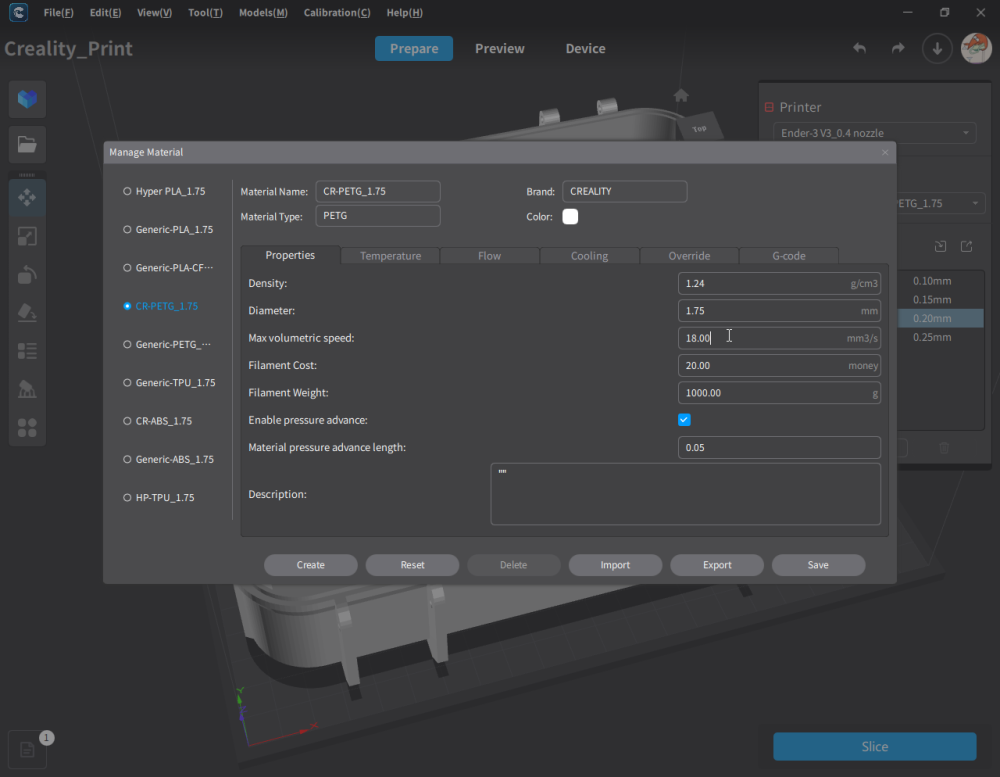
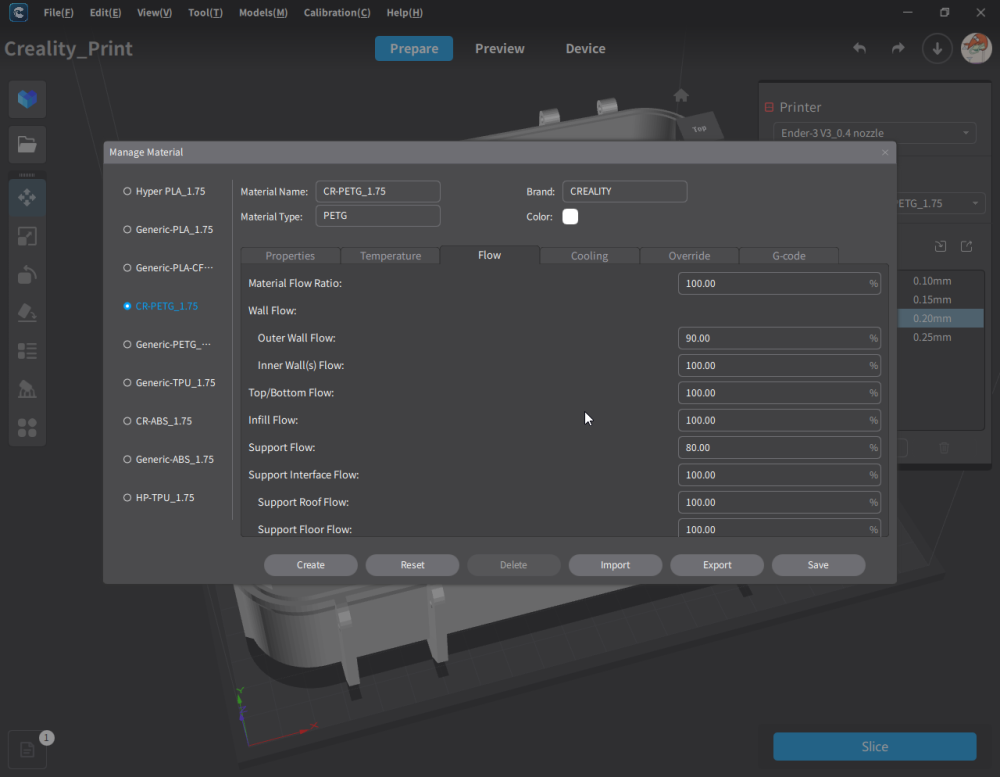
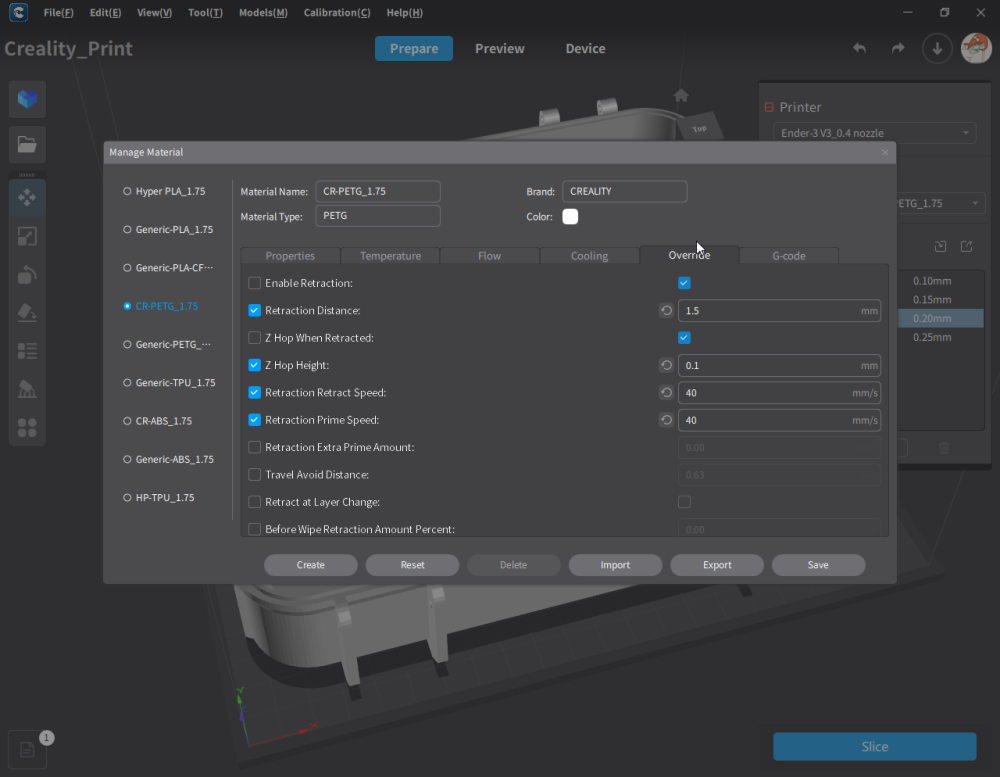
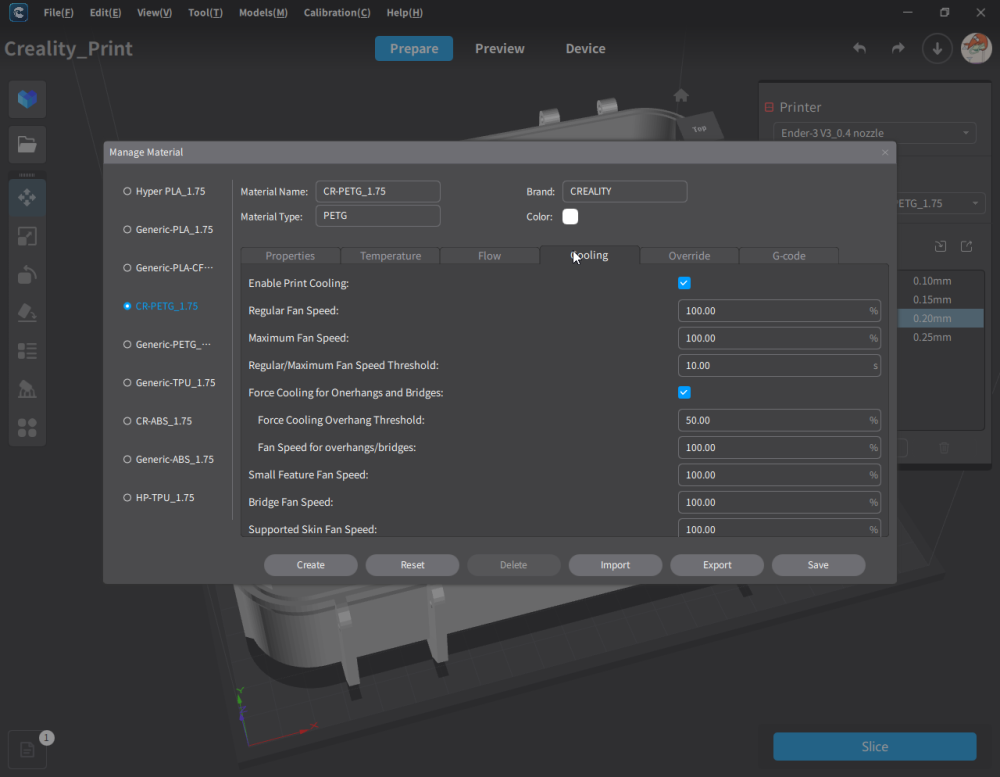
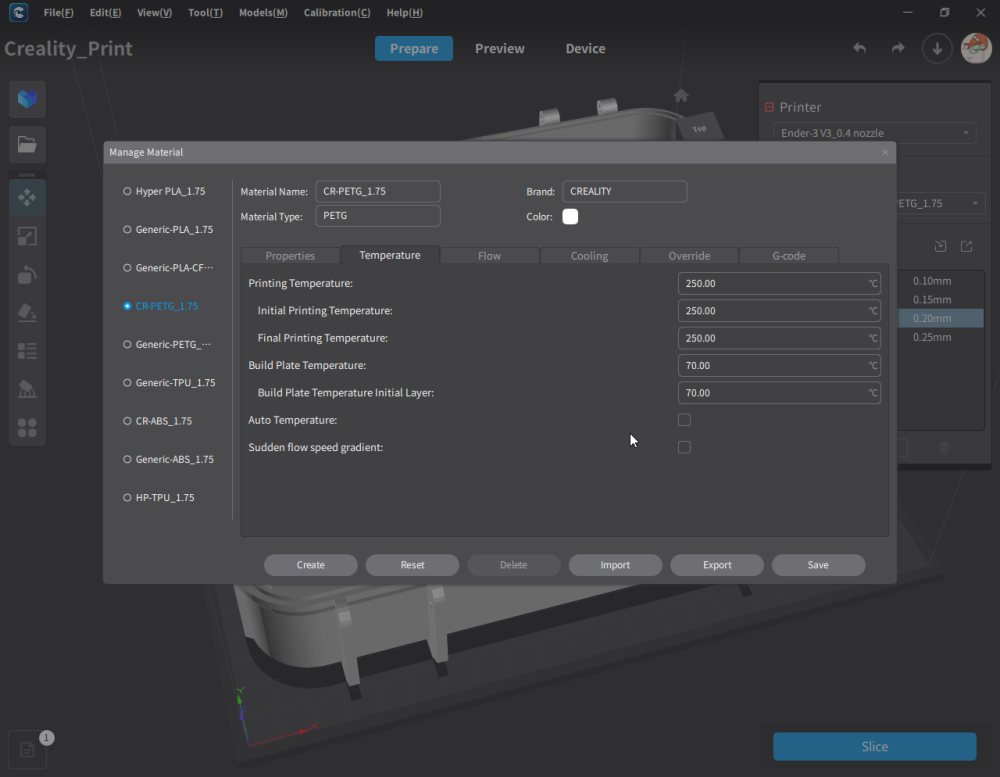
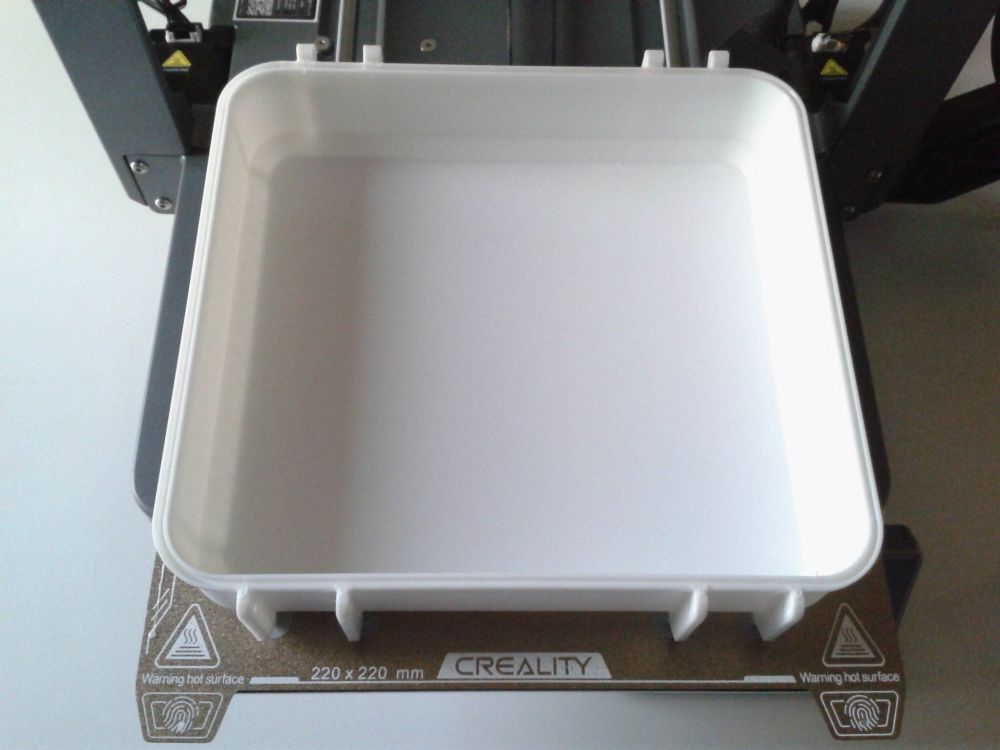
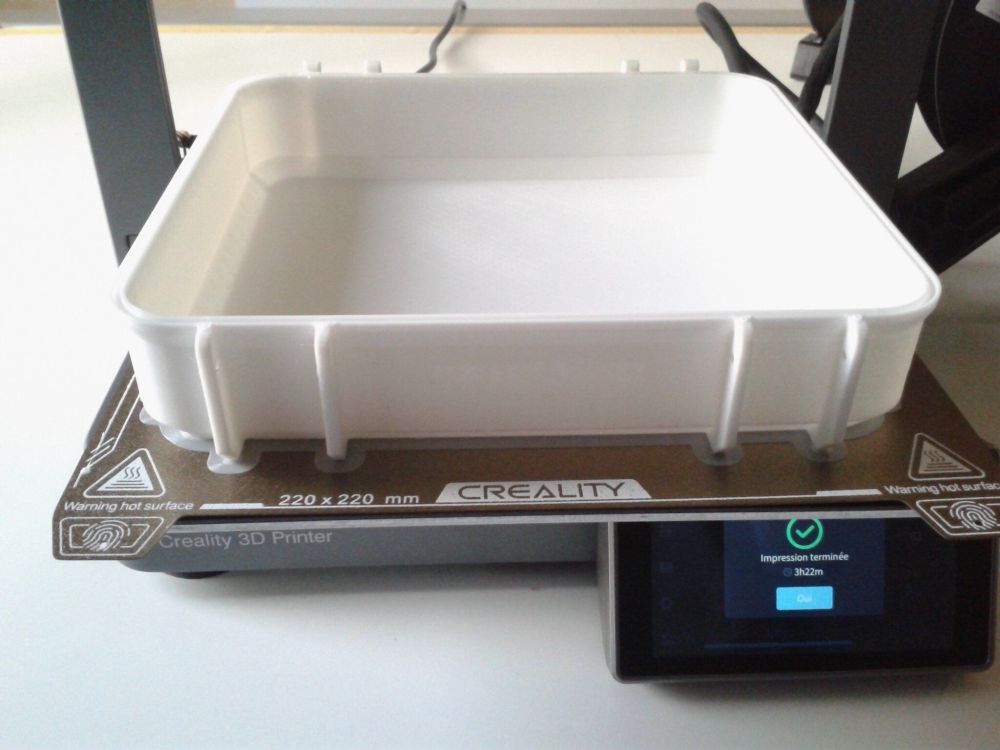
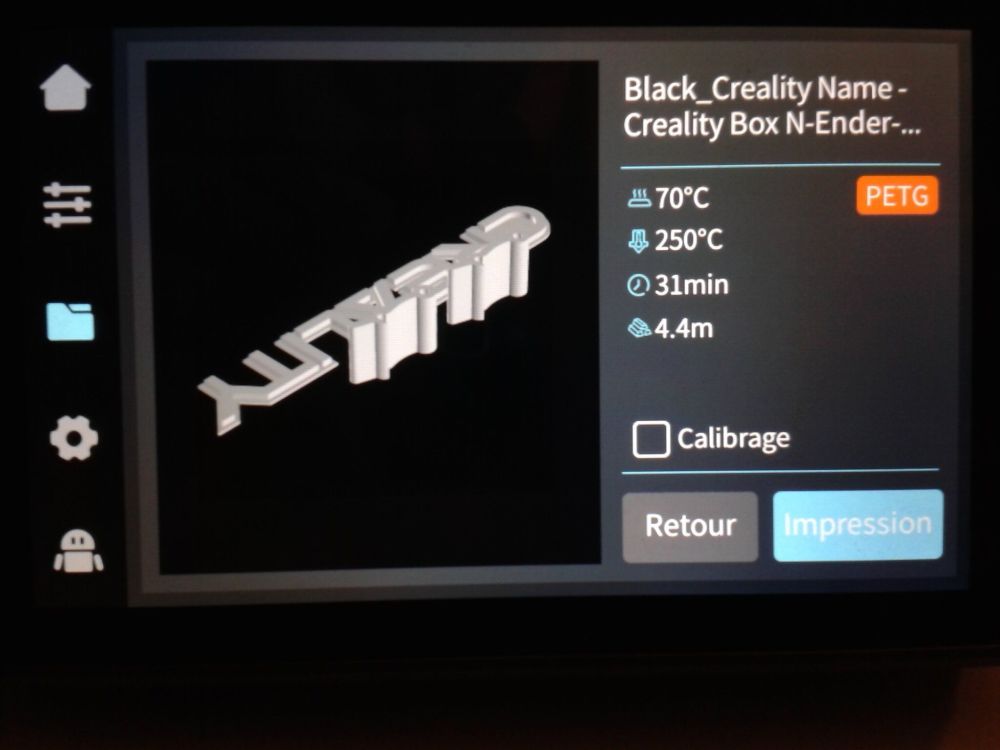
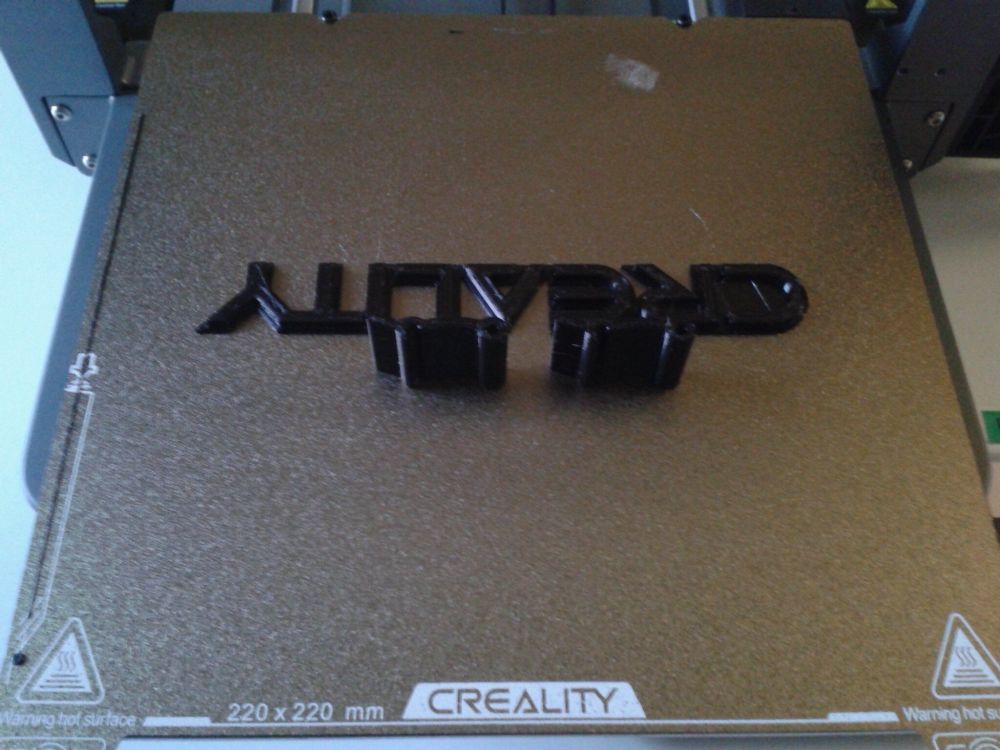
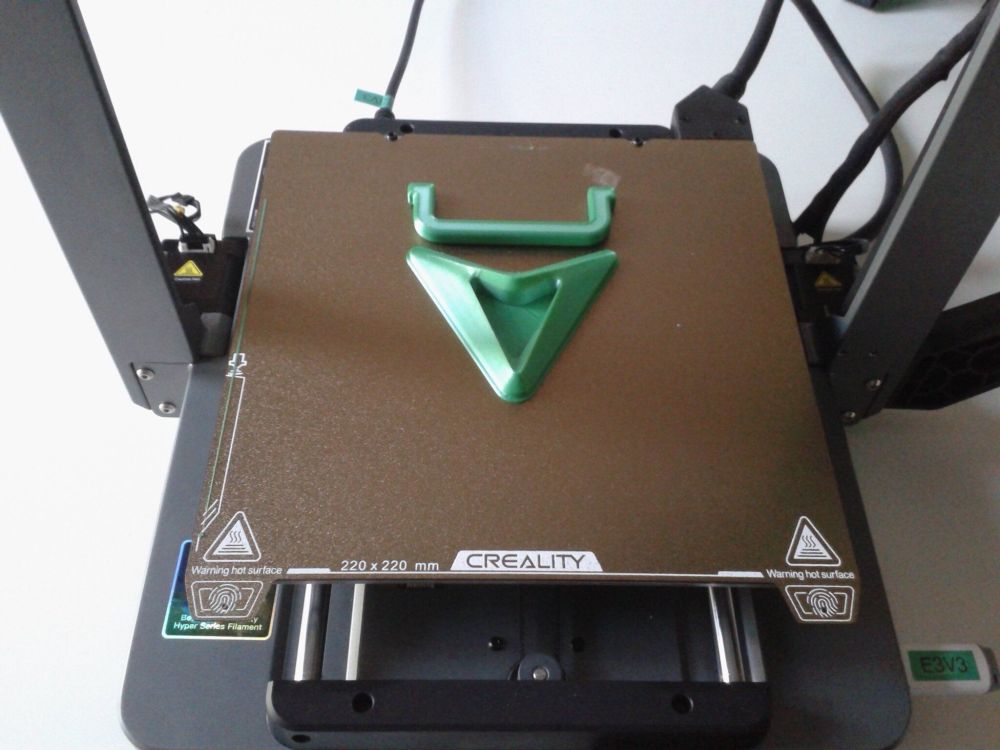
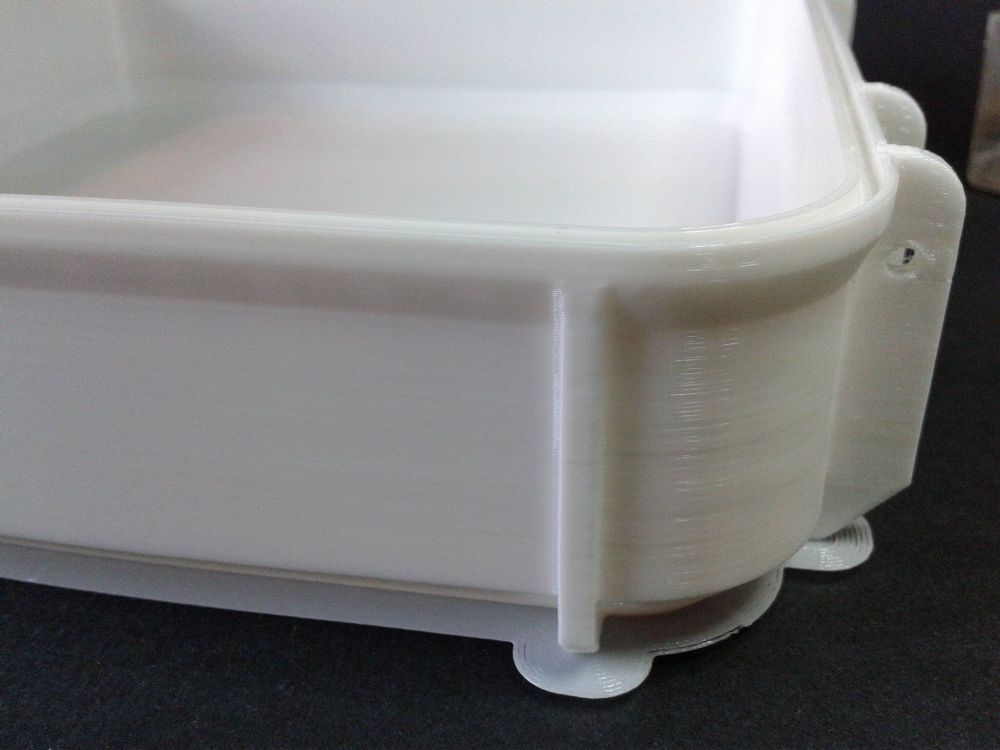
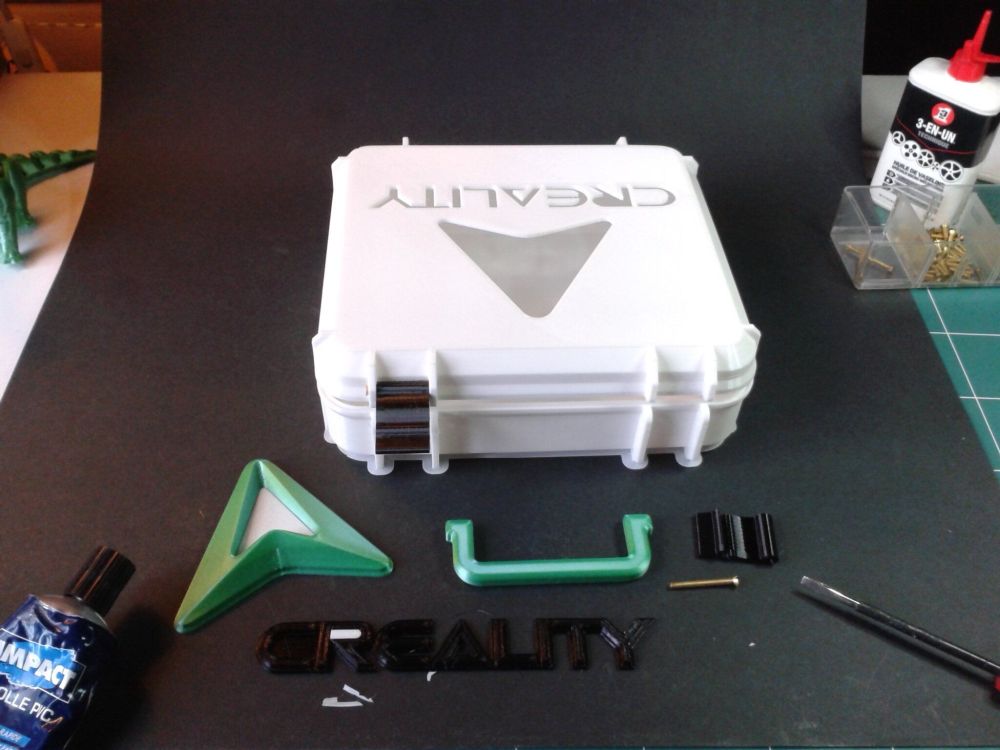
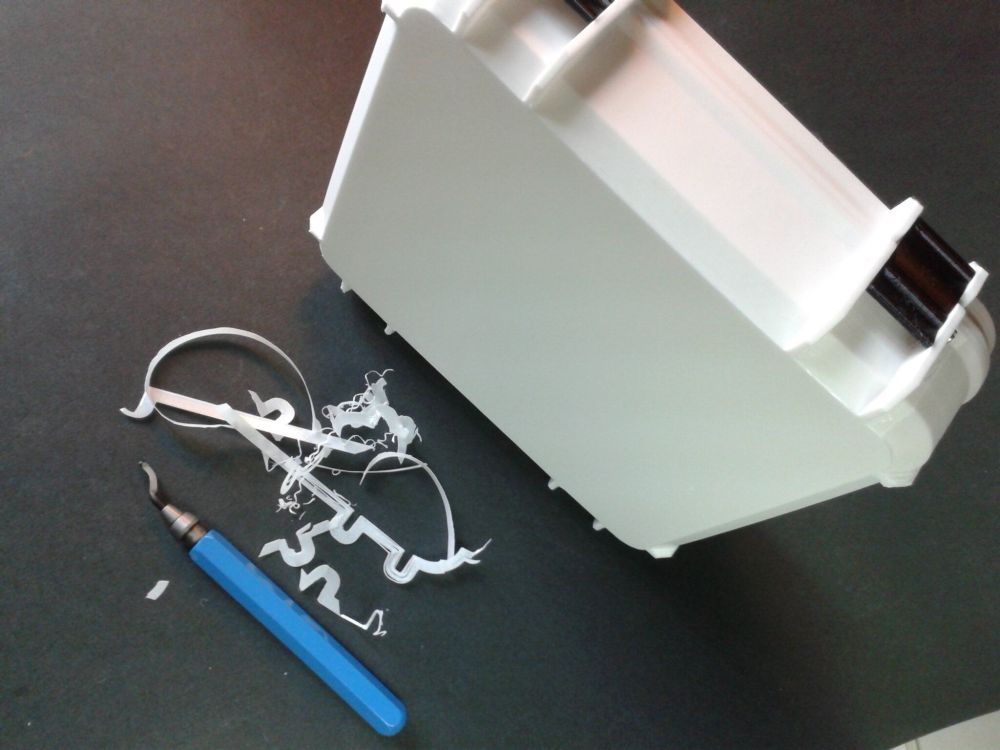
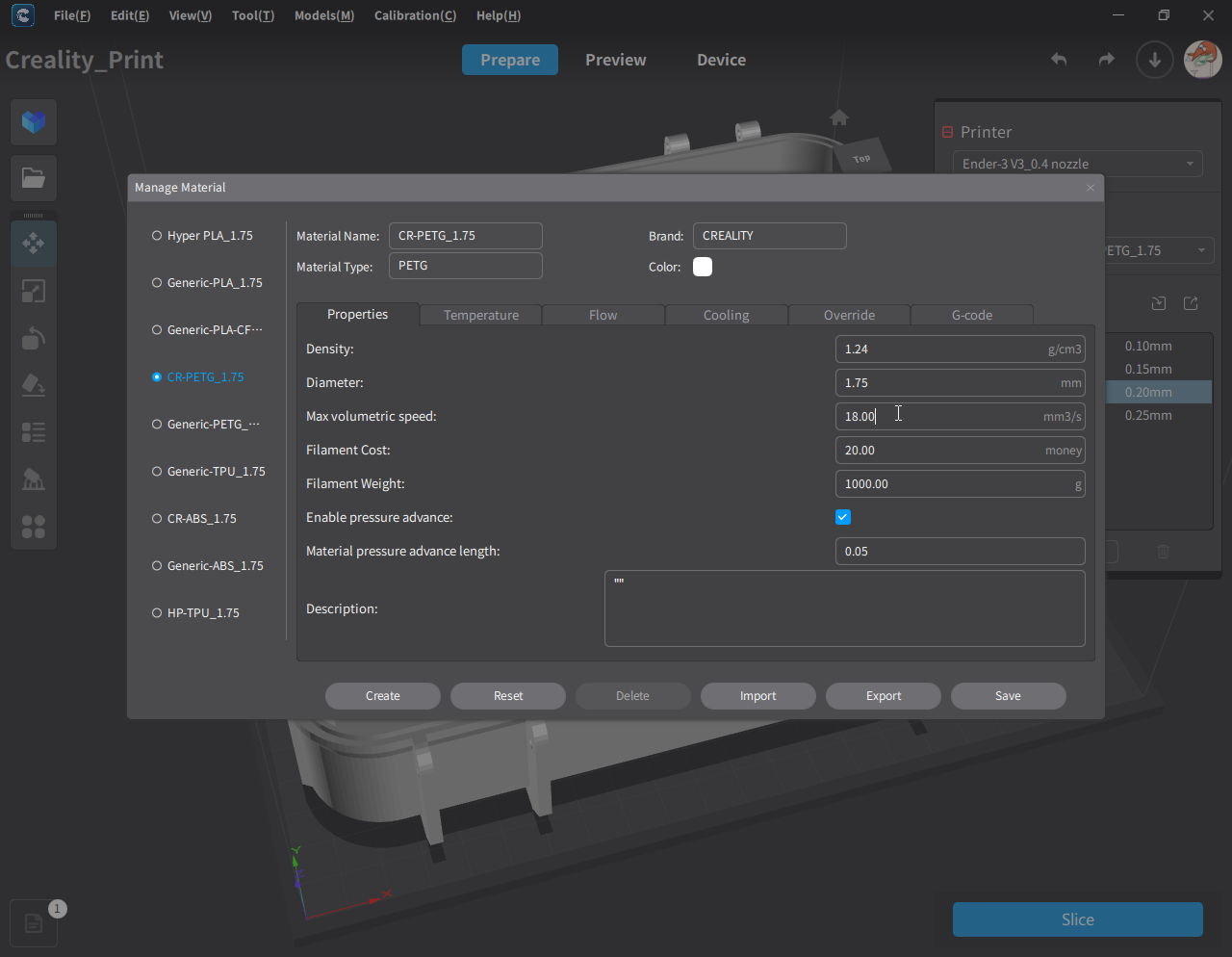
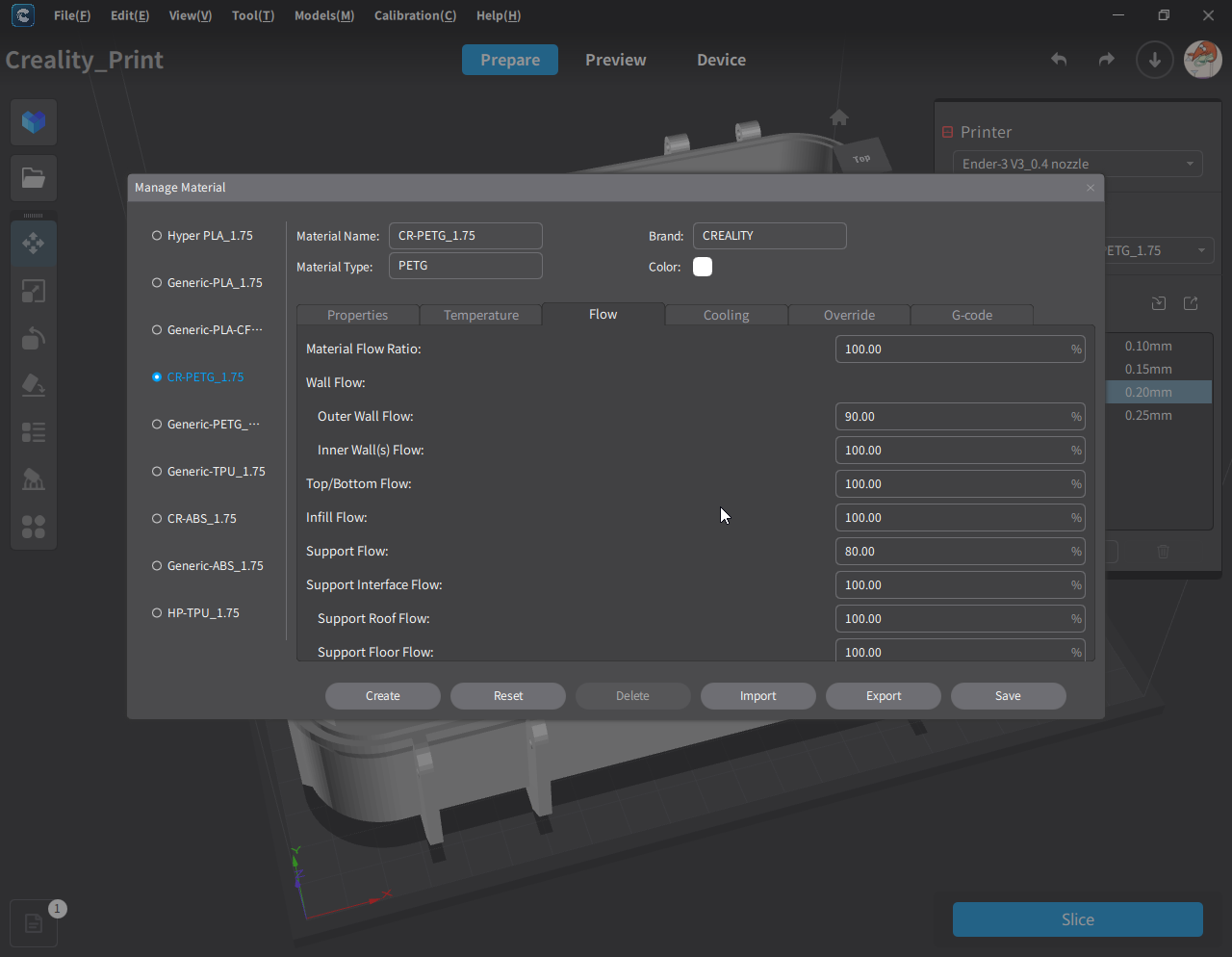
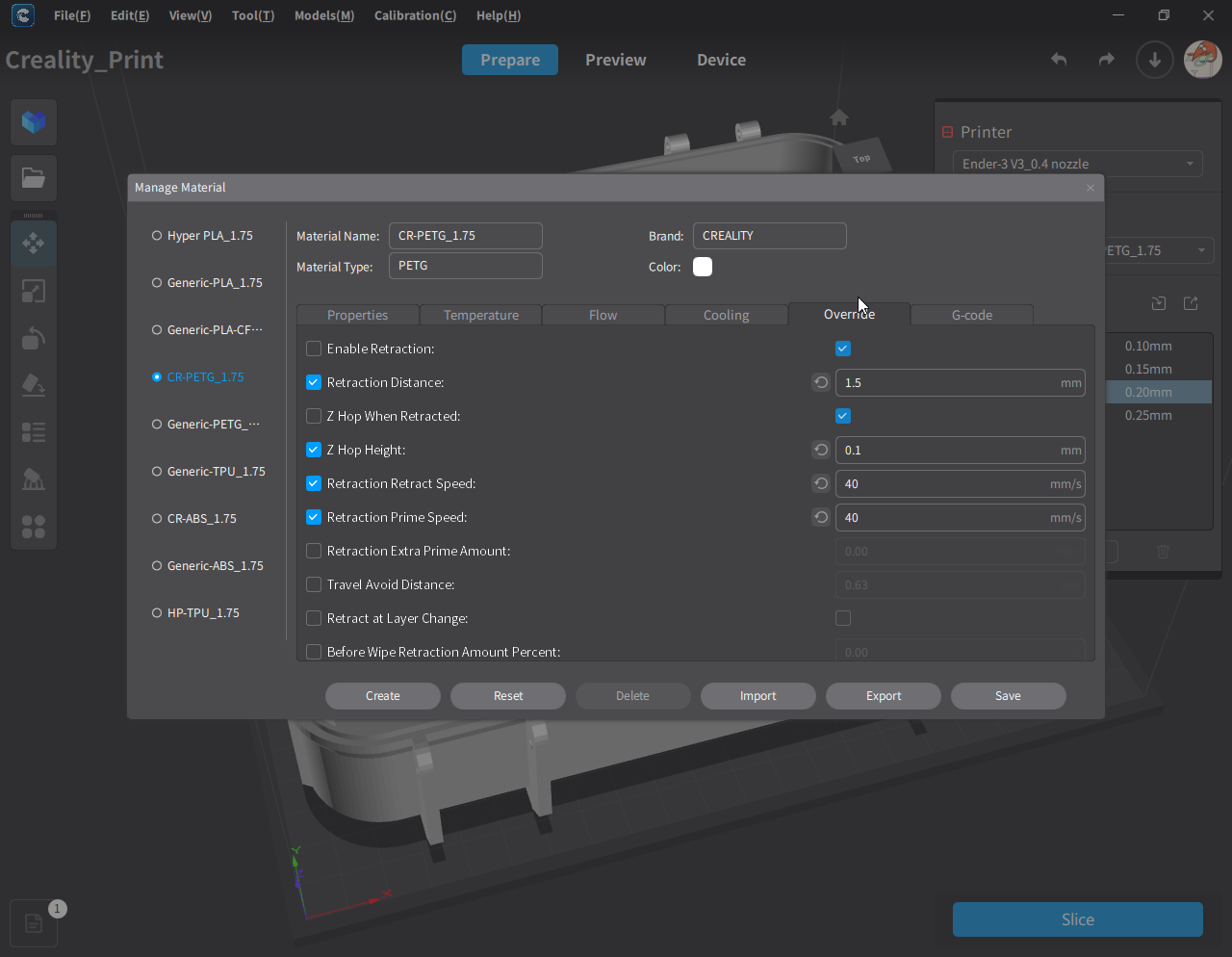
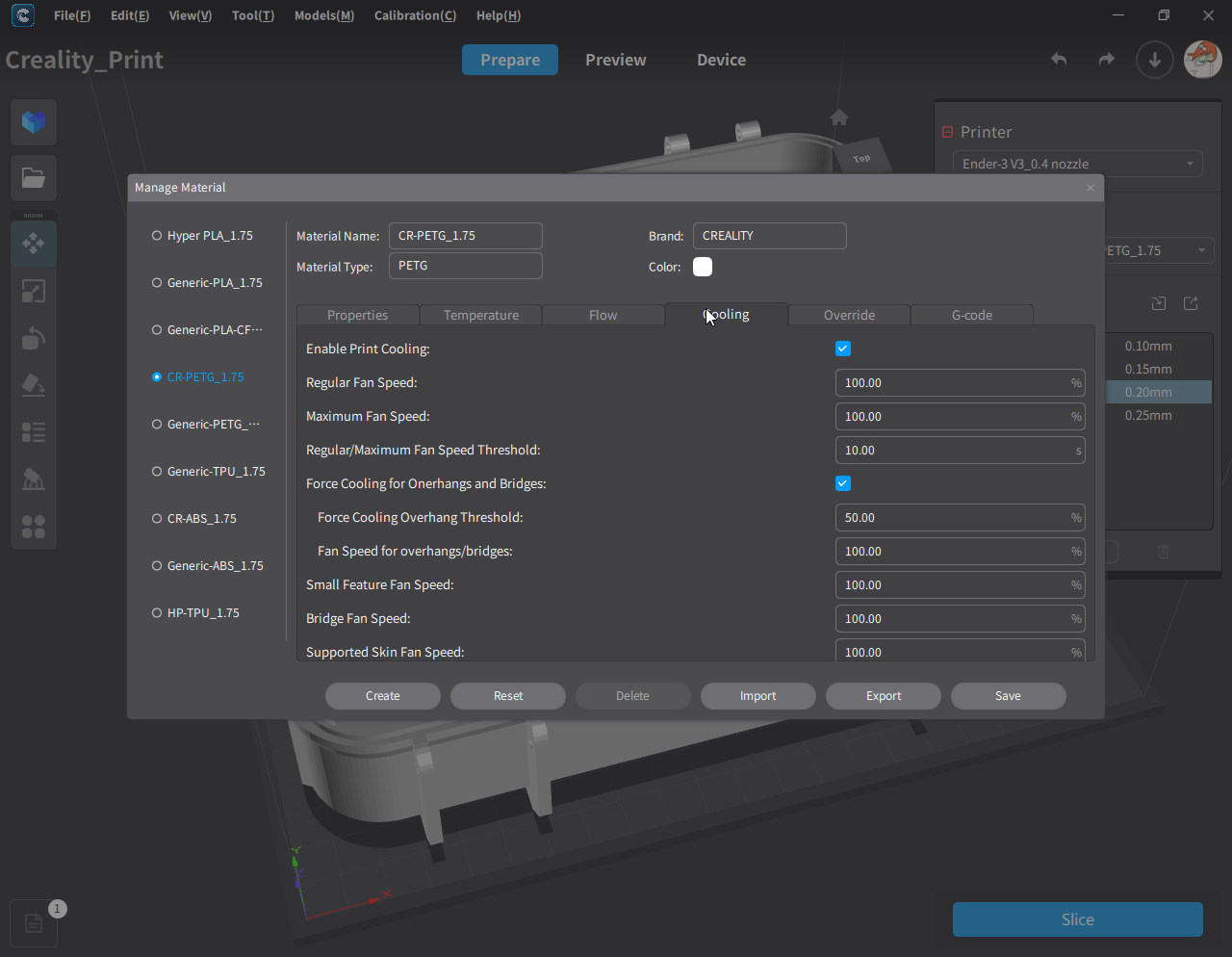
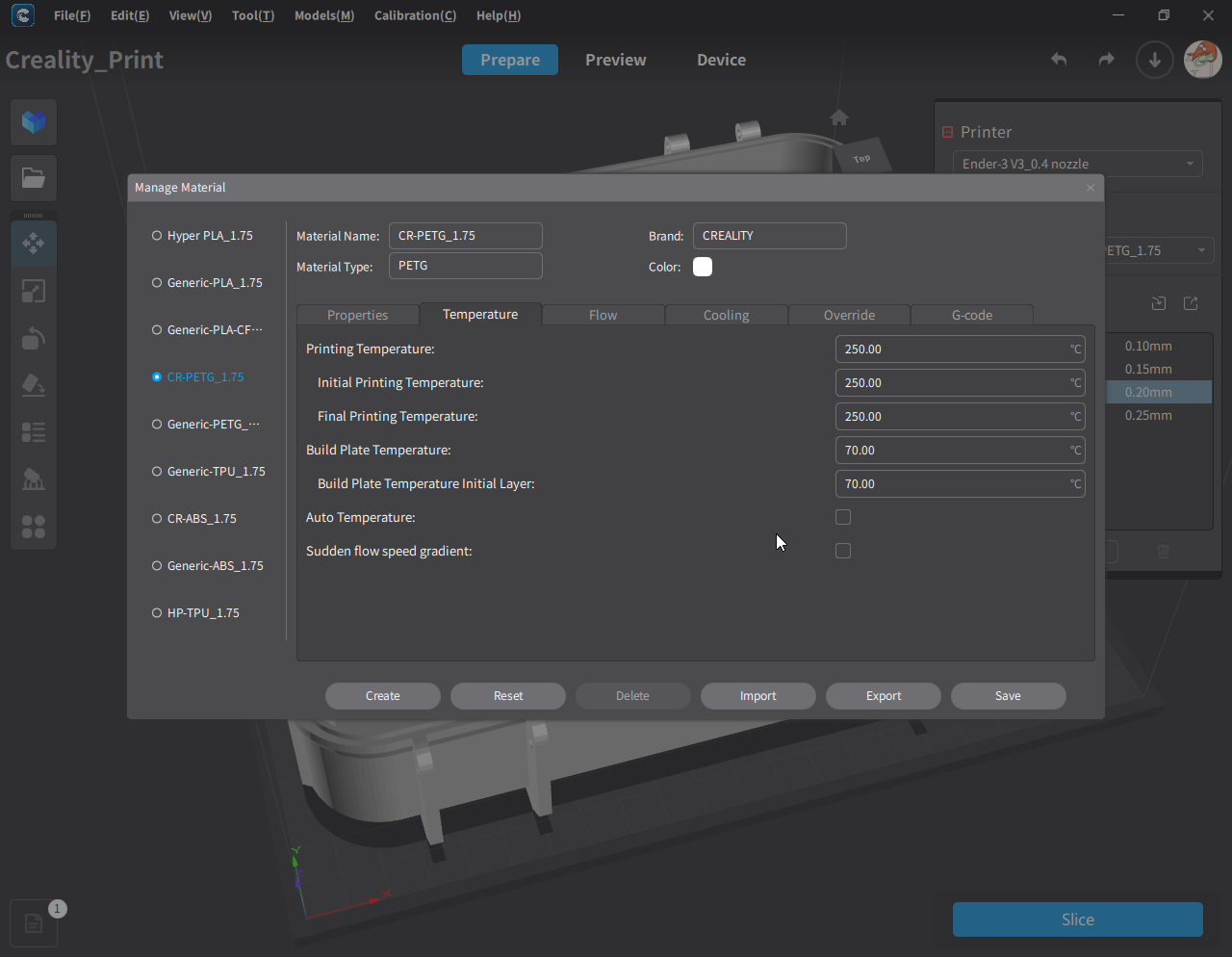
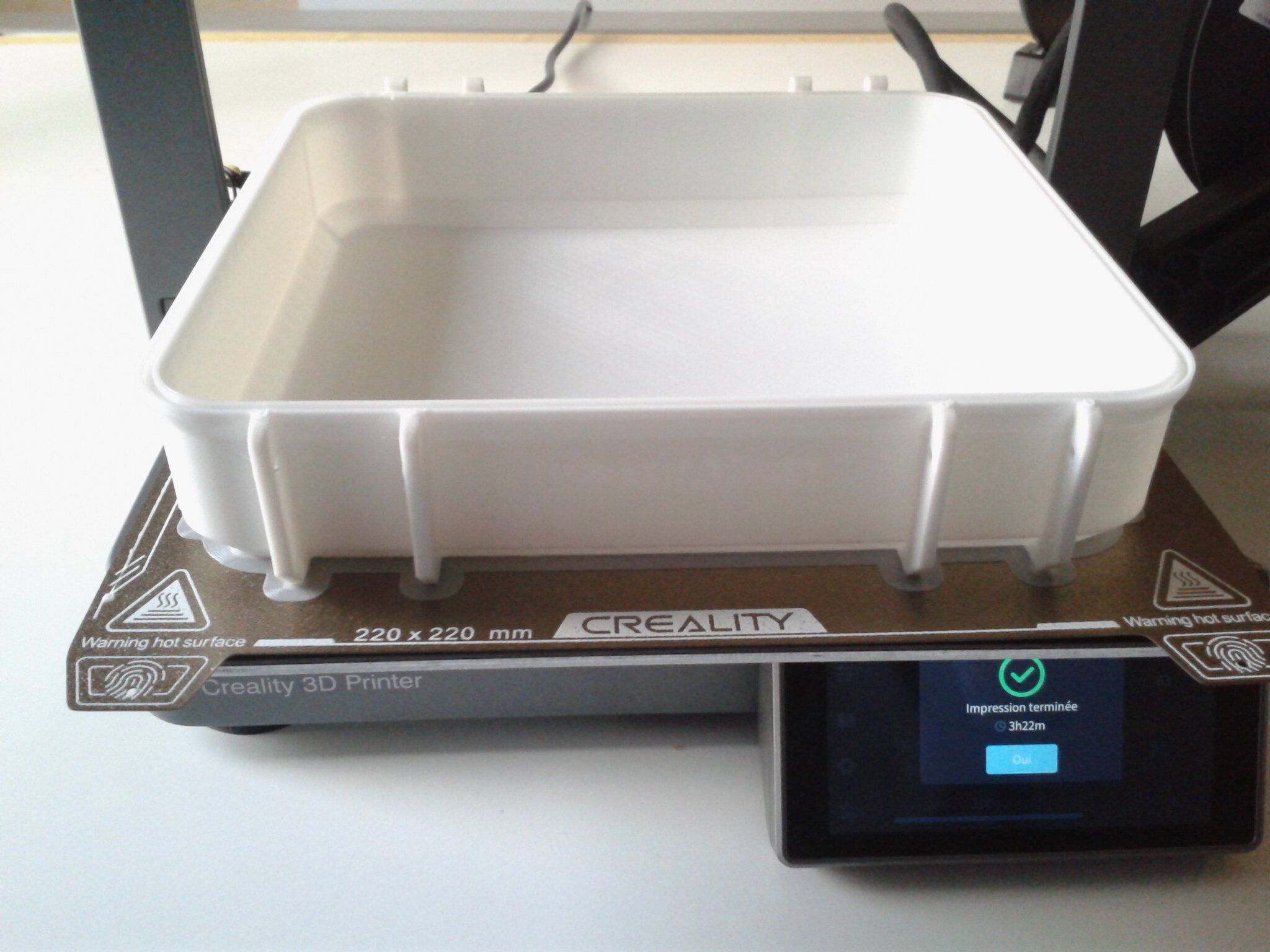
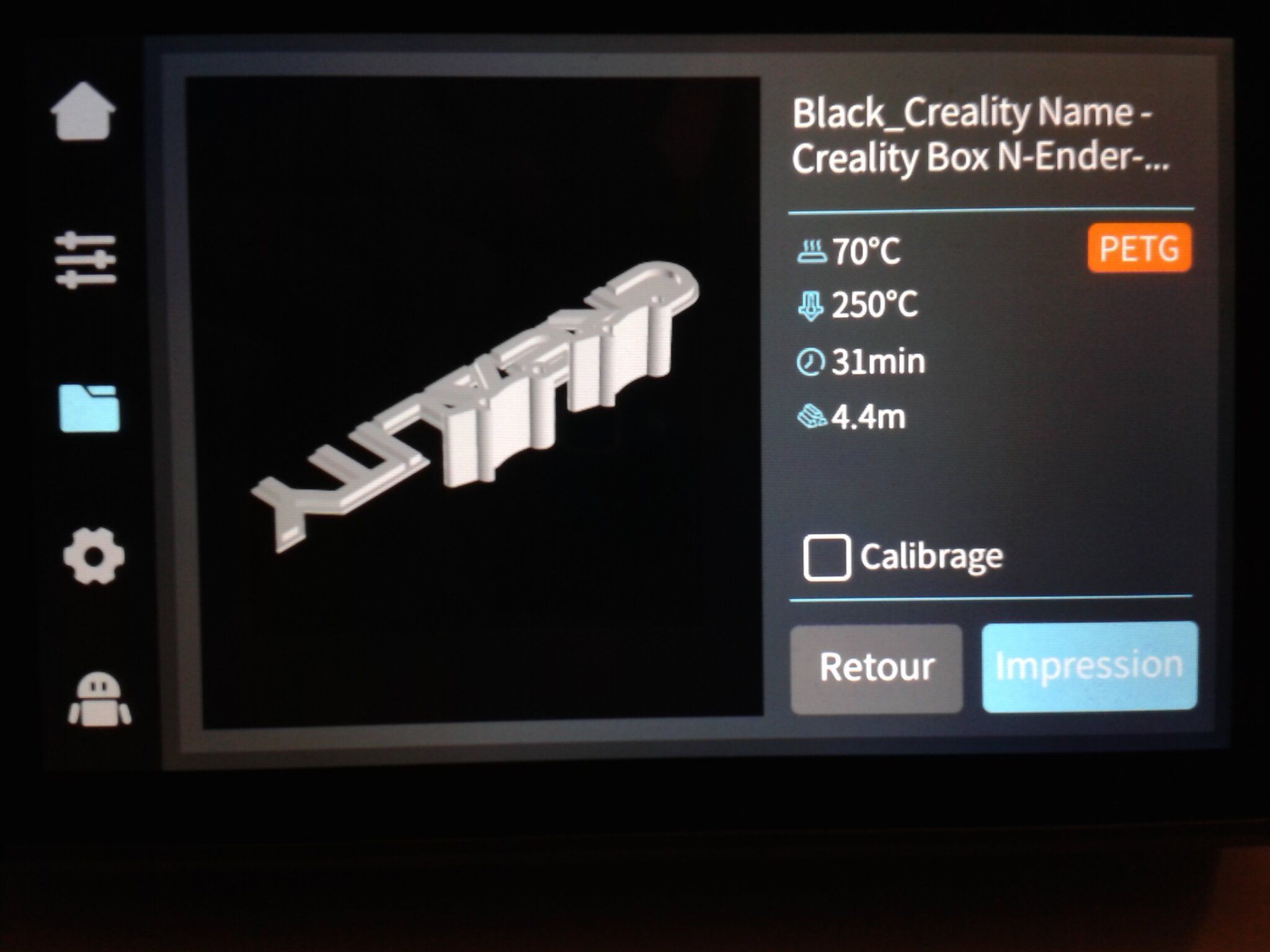
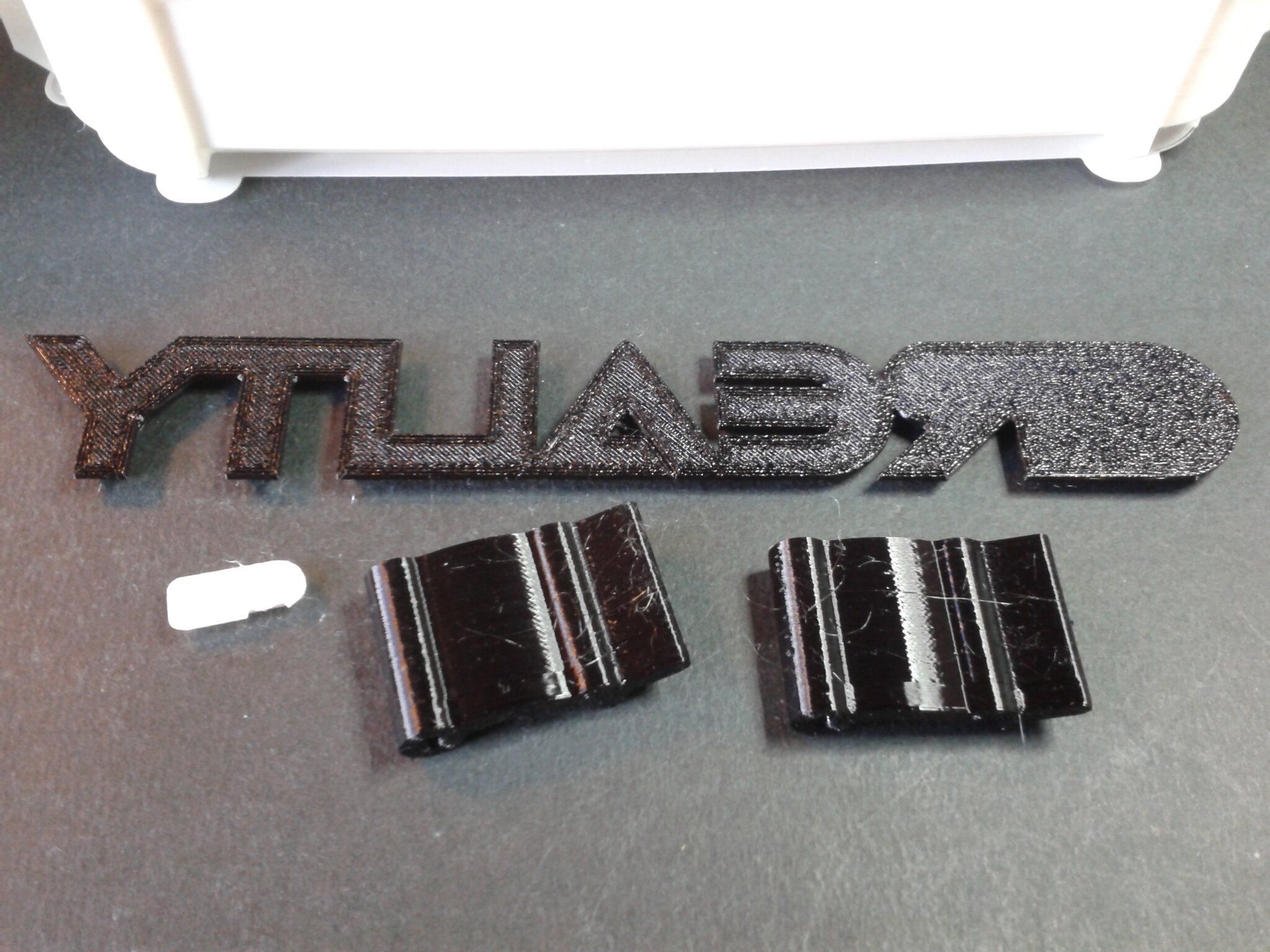
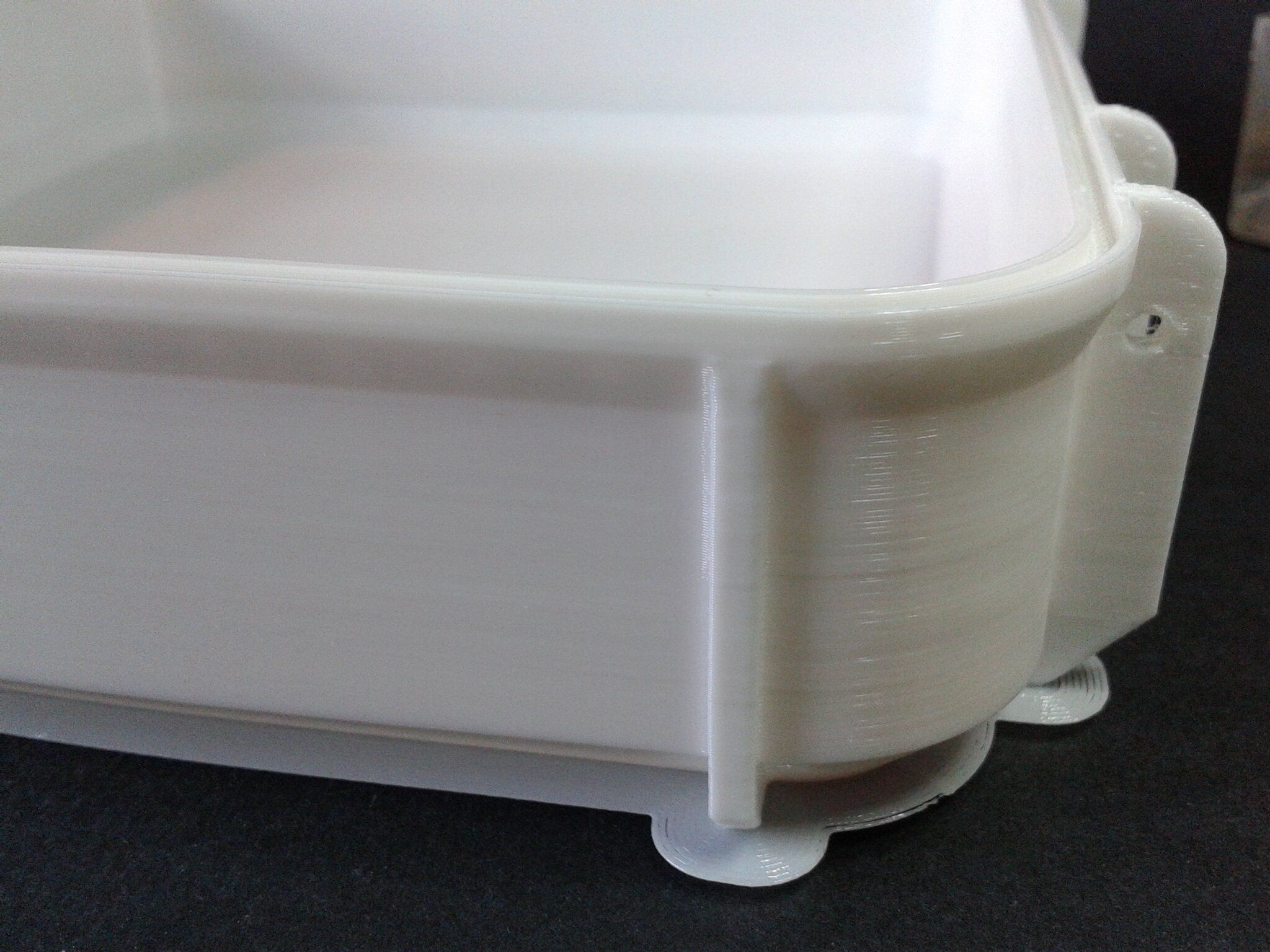
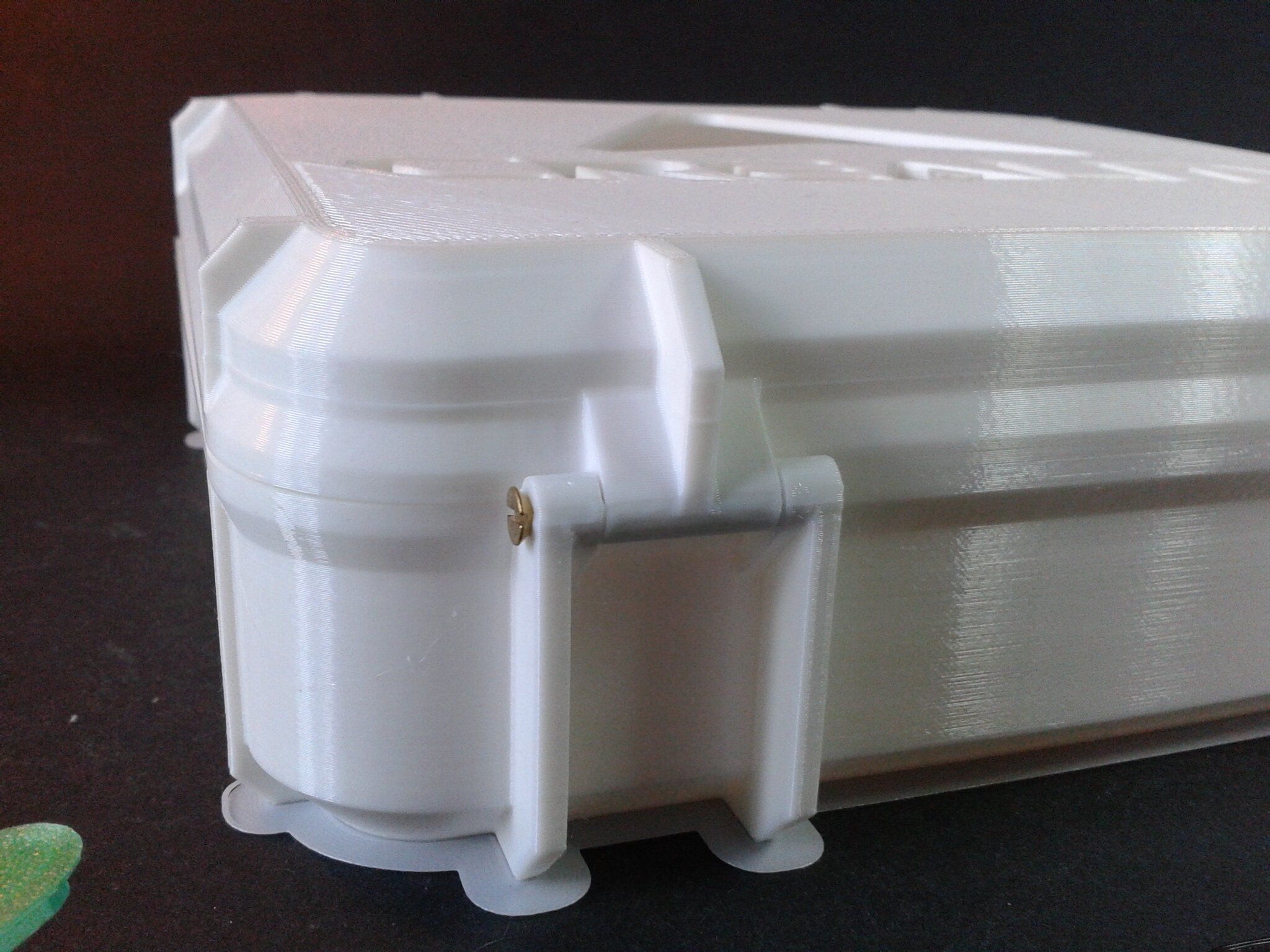
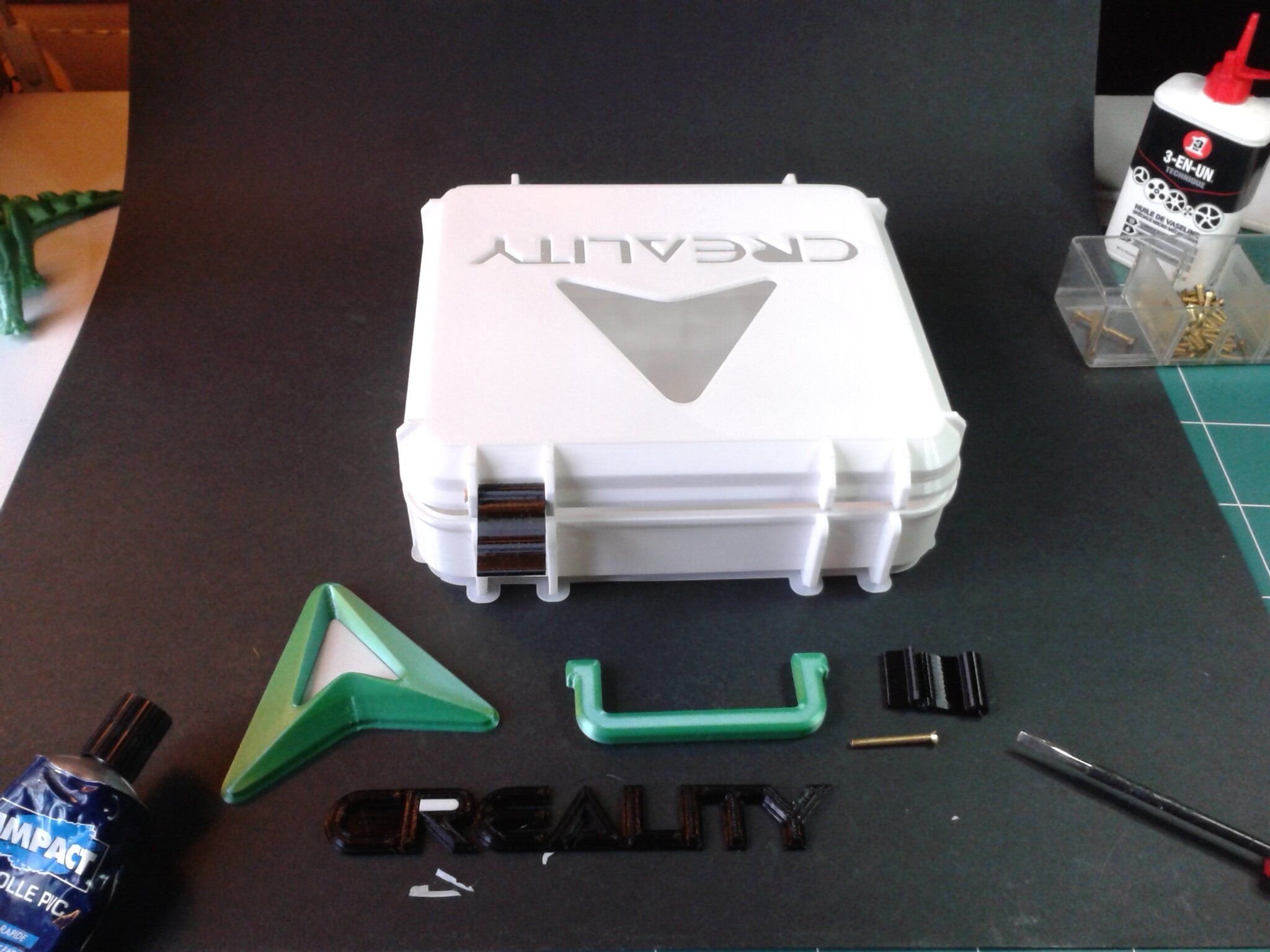
Autres impressions - (Acte III) - PETG Trancheur Creality Print 4.3.8.7021, "CR-PETG_1.75" "Creality New Logo Box" de "Frikarte3D" https://www.crealitycloud.com/model-detail/659999ac2063ad89b7ba926b (gratuit) échelle 100% "Lid - Creality Box New Logo Sp.stl", filament "CR-PETG White Creality" "Tool Box Base Frikarte3D.stl", filament "CR-PETG White Creality" "R Insert - Creality Box New Lo.stl" et "Logo Insert - Creality Box New.stl", filament "CR-PETG White Creality" "Tool Box Latch Yanev.stl" (x2), "Creality Name - Creality Box N.stl", filament "PETG Black Sunlu" "Tool Box Handle Humming.stl" et "Logo - Creality Box New Logo S.stl", filament "PLA Silk Vert ArianePlast" // A Faire >"Tool Box Seal 1.15mm Frikarte3D.stl", filamant TPU Je n'avais pas en stock de visse M3 suffisamment longue pour permettre de mettre en place, maintenir la poignée. Ignorer le fait que la poignée n'est pas fixée, je n'avais pas de vis M3 suffisamment longues en stock.




























-
NON
-
Un système d'enrouleur ?
-
Oui, mais quel utilité
-

P1P, hotend aliexpress, PETG et pei, AMS... :D
Motard Geek en réponse au topic de Oxonium dans Bambu Lab
T'as essayé une autre marque / bobine de PETG j'imagine ? C'est du neuf, pas humide ? -
Rideau de douche ?
-
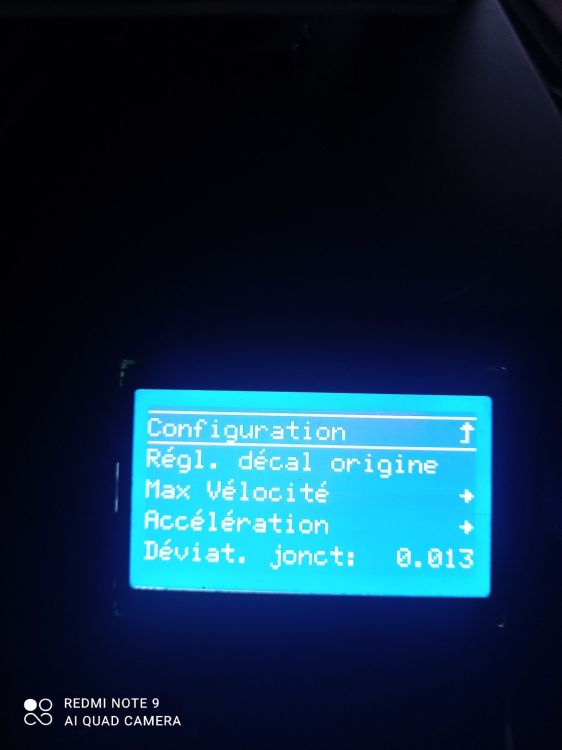
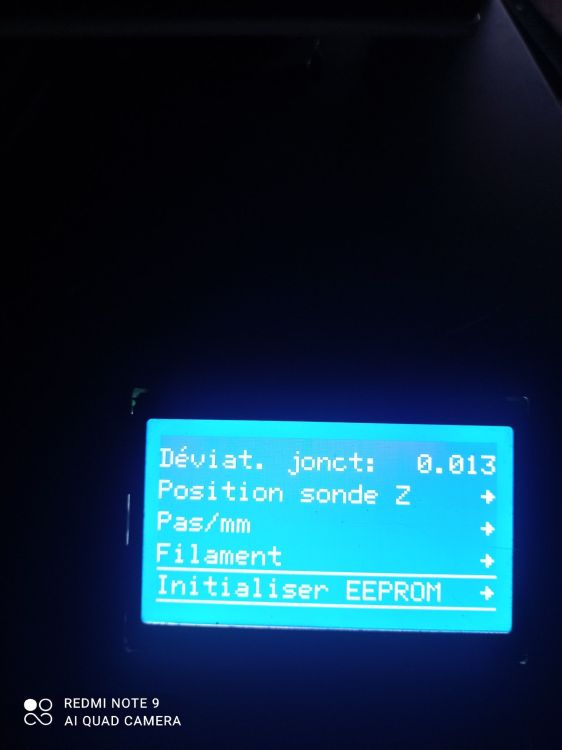
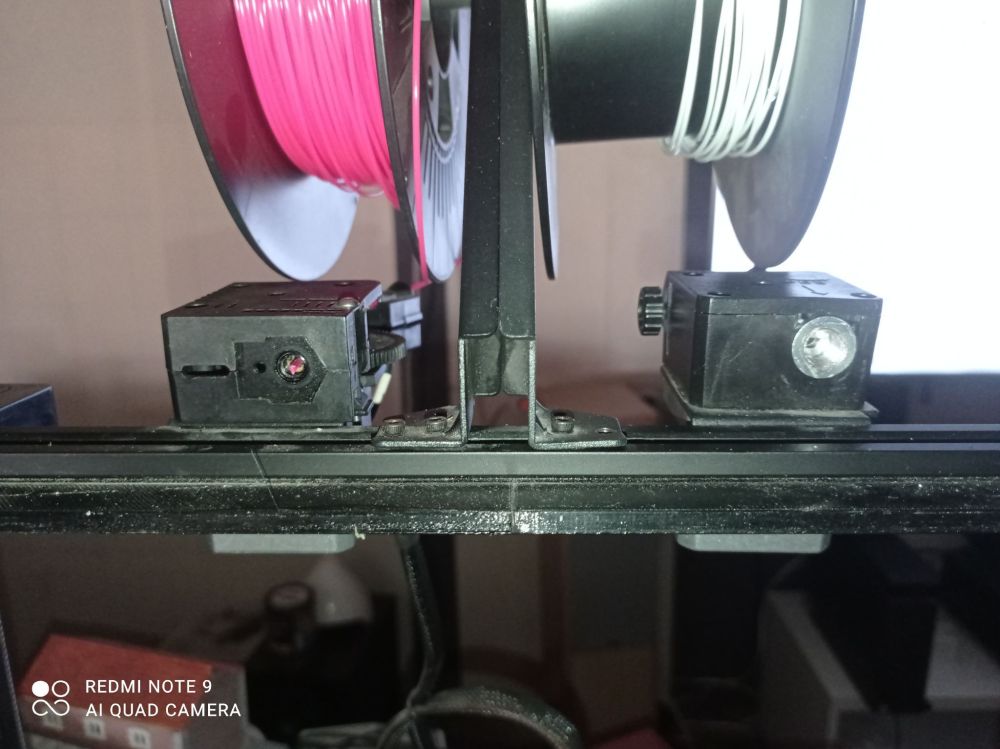
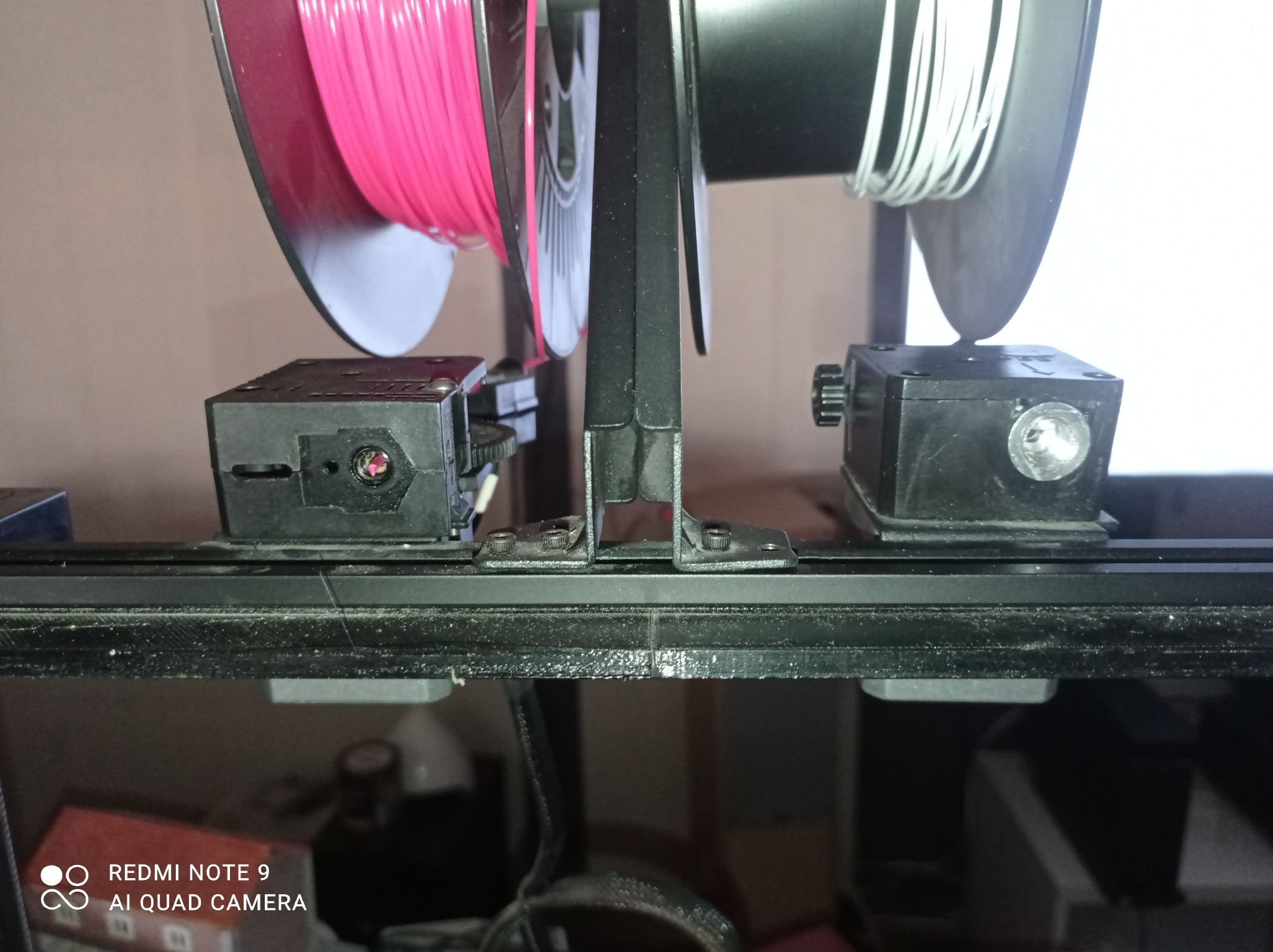
Salut, Habituellement, la dispersion des mesures ne devraient pas dépasser les ±0.5mm. Pour l'extrudeur 1, c'est bon mais pas le 2. Tu pourrais: vérifier le serrage des 2 vis M3 qui bloquent la roue moletée de l'extrudeur et surtout vérifier qu'au moins 1 des 2 est plaquée contre le méplat de l'axe du moteur nettoyer de la roue moletée qui entraine le filament L'écart de 7mm me parait énorme entre les 2 extrudeurs, mais si tu es sûr de tes mesures et qu'après changement des pas/mm (M92) tu mesures 100mm, c'est le principal désolé, j'ai oublié d'ajouter ces menus. Tu peux t'en sortir avec cette procédure à faire dans Pronterface. Sinon, voici une nouvelle version de firmware où j'ai également ajouté le Gcode M503 pour répondre à ta question: firmwareV2.1.bugfix_V3.hex non. Ceux sont des versions spécifiques, légèrement modifiées pour le tuto en anglais
-
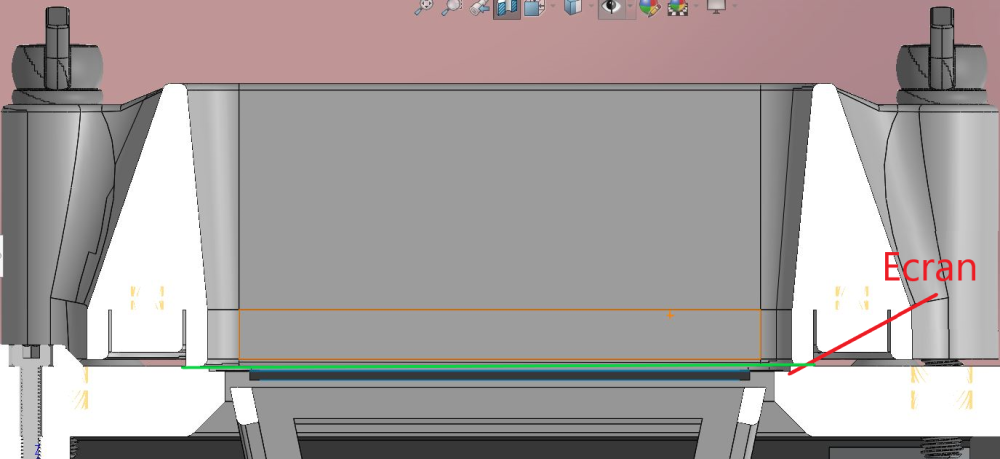
Ne pas oublier que je ne suis pas un constructeur d'imprimante 3D mais un utilisateur. Donc bien prendre le temps de vérifier / critiquer ce que je peut affirmer. Car je dis peut être des bêtises dans ce qui suit. Éventuellement. Mais bien souvent, il est juste "posé" dans l'ouverture / son "logement" ( ouverture avec sur les bords "une empreinte" pour l'épaisseur de l'écran ) et il est simplement maintenu dans son "logement" par un cadre de scotch noir ou polyimide Pour vérifier regarde quelque vidéos de changement de l’écran LCD de certaine machines (type de recherche google "<nom machine> replacement screen" -> pour la mono X2 ( calé là ou il commence a retirer le cadre de scotch noir. ) -> ) Non pas sur la plus part de mes machines. Rarement de vitre sous l'écran LCD monochrome. ( Sur mon "Anycubic Photon Ultra" (DLP) comme c'est une sorte de projecteur laser, là il y a une vitre a la place de l'écran LCD de masquage, mais c'est car il n'y a pas d’écran LCD du fait du système laser en DLP ... ) C'est l'idée pour éviter d'avoir un espace entre le FEP et l'écran. Quand on place le réservoir de résine, le FEP doit se retrouver en contacte avec la surface de l'écran. La surface de l'écran peut légèrement dépasser de la base de l'imprimante selon comment est fait le réservoir de résine. c'est toujours mieux qu'il soit en appuie sur, en contacte avec, l'écran mais il peut "déborder" est donc être aussi en contacte avec une partie du dessus de la base de l'imprimante, et/ou des sotchs noir qui entourent l’écran. Je dirais de l'ordre de 1 cm mais c'est des fois plus serré ou plus large. ( l'idée c'est d'avoir au minimum 5 à 7 mm d'espace pour quand on utilise une plaque flexible avec une base magnétique que les "tabs" ( petit truc qui dépasse pour facilement la retirer ) de la plaque flexible ne risque pas de frotter les bords du réservoir de résine. Je dirais que d'un point de vu dynamique des fluides plus il y a d'espace moins il y aura de remous. Mais plus il y a d'espace plus il faut mettre un grande volume de résine pour être certain de bien couvrir la surface ...
-
Aucun des 3. Allez GROS indice, "rideau étanche "
-

firmware bigtreetech skr mini e3 pour ender 3 V2
pommeverte en réponse au topic de Briouche dans Entraide : Questions/Réponses sur l'impression 3D
Salut, Pour le jerk, ou plutôt le junction deviation dans le firmware que j'ai fourni, tu as ce tuto. Je te conseille aussi de régler le linear advance (voir ce tuto) -
C'est pour des rideaux de fenêtres, portes, placards ?
-
Bonjour pour commencer merci beaucoup de votre aide 1ere : j ai modifier les 2 Gcodes dans cura +installer les extensions que tu m avais envoyer pommeverte je te joint ce que j ai mis dans cura voir si je me suis pas trompé merci 2 eme j ai suivi après ce que tu m as dis (D'après tes photos, tu n'as pas calibré tes extrudeurs? (mesure de l'extrusion de 100mm de filament pour les 2 extrudeurs) voir le point 1 de ce tuto, en spécifiant le n° de l'extrudeur avec un T0 puis T1 dans Pronterface.) et la je ne sais pas si c est normal j ai bien suivi le tuto de fran6p . j ai ouvert pronterface j ai tapé T0 G1 E100 F120 je l ai fait 3 fois et c est la que ca ce complique j'ai mesuré au pied à coulisse le 1er 105.0 mm 2 eme 104.7 et le 3 eme 105.3 T1 G1 E100 F120 1er 111.9 2 eme 110.9 3eme 112.0 est ce normal ? dans ce tuto a la fin il dis de tapé M503 mais ca me sors aucune ligne . 3 eme pour le reglage des pids tu m a mis cela (C'est dans le menu "configuration-> config. avancée -> température -> PID autotune E1 : " . Je te conseille de régler la valeur sur 200°C puis en validant, la procédure va commencer.) or je ne trouve ni température -> PID autotune E1 : je te joint les photos merci Gcode cura.txt pommeverte dernier question au niveau de régler la rétraction les 2 Gcodes que tu m as envoyer hier soir faut il que je mette ceci dans cura ou bien ceux que j ai déjà installé les 1 er que tu m as envoyer merci
-
Oui très efficace Oui, la partie centrale sert de butée les 2 parties sont identiques
-
Schmilblick a un fond ou il est percé ? Il peut glisser sur la tige, ou il sert de butoir ?
-
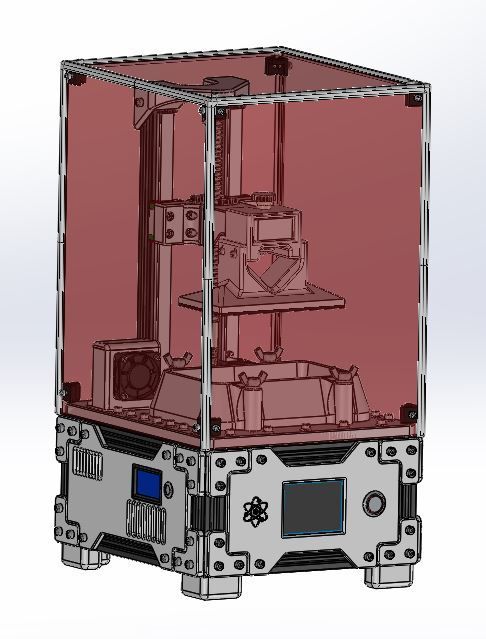
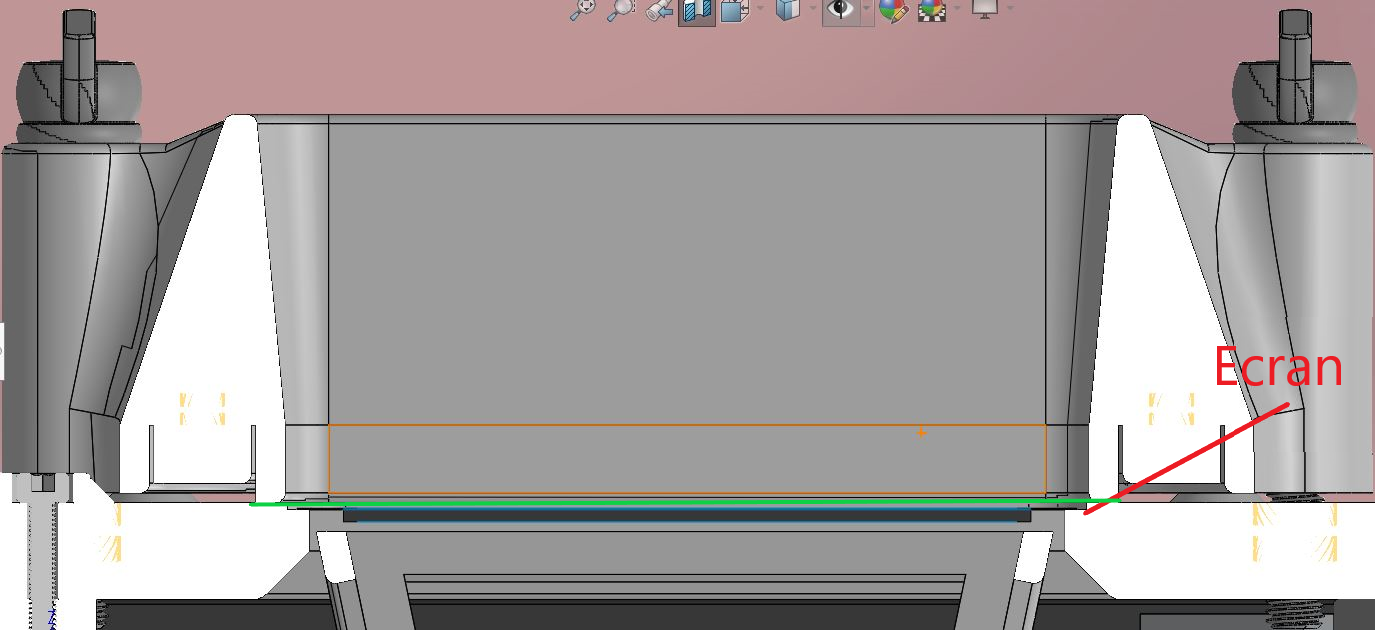
Re-bonjour à tous J'effectue mes vérifications mais il me reste quelques doutes concernant la fixation de l'écran 2k au châssis, alors quelques petites questions à ceux qui possèdent des imprimantes SLA : - L'écran est-il bien fixé dans son logement par du scotch double-face ? - Il y a t'il une vitre de "maintien" en dessous de votre écran pour éviter qu'il se torde sous la masse de la résine contenue dans le bac ? - Est-ce que la surface de l'écran est parfaitement au même niveau que la plaque de l'imprimante ? - Est-ce que le film FEP du réservoir est en appuie directement sur l'écran ou sur la plaque ? - Quel est l'espace moyen entre la plateforme d'impression et les bords du réservoir ? (l'espace permettant à la résine de recouvrir à nouveau l'écran quand la plateforme se lève) J'essaye de comprendre comment on assure parfaitement le parfait contact "plan" entre l'écran et le film FEP En vert c'est l'emplacement du film FEP mais dans ma configuration actuelle il est pris en sandwich entre le réservoir et la plaque support et il y a du jeu entre lui et l'écran en dessous, pensez-vous qu'il faudrait que je diminue la taille du réservoir afin qu'il soit directement en appuie sur l'écran ? Je peux aussi sur-élever l'écran pour qu'il soit légèrement au dessus du niveau de la plaque support. D'ailleurs le nom de l'imprimante sera "Cyclop" ! Le logo définitif reste à définir (à gauche de l'écran de contrôle), des idées ?
-
Ça sert à quelque chose ? (Ou c'est juste pour un élément decoratif ?)
-
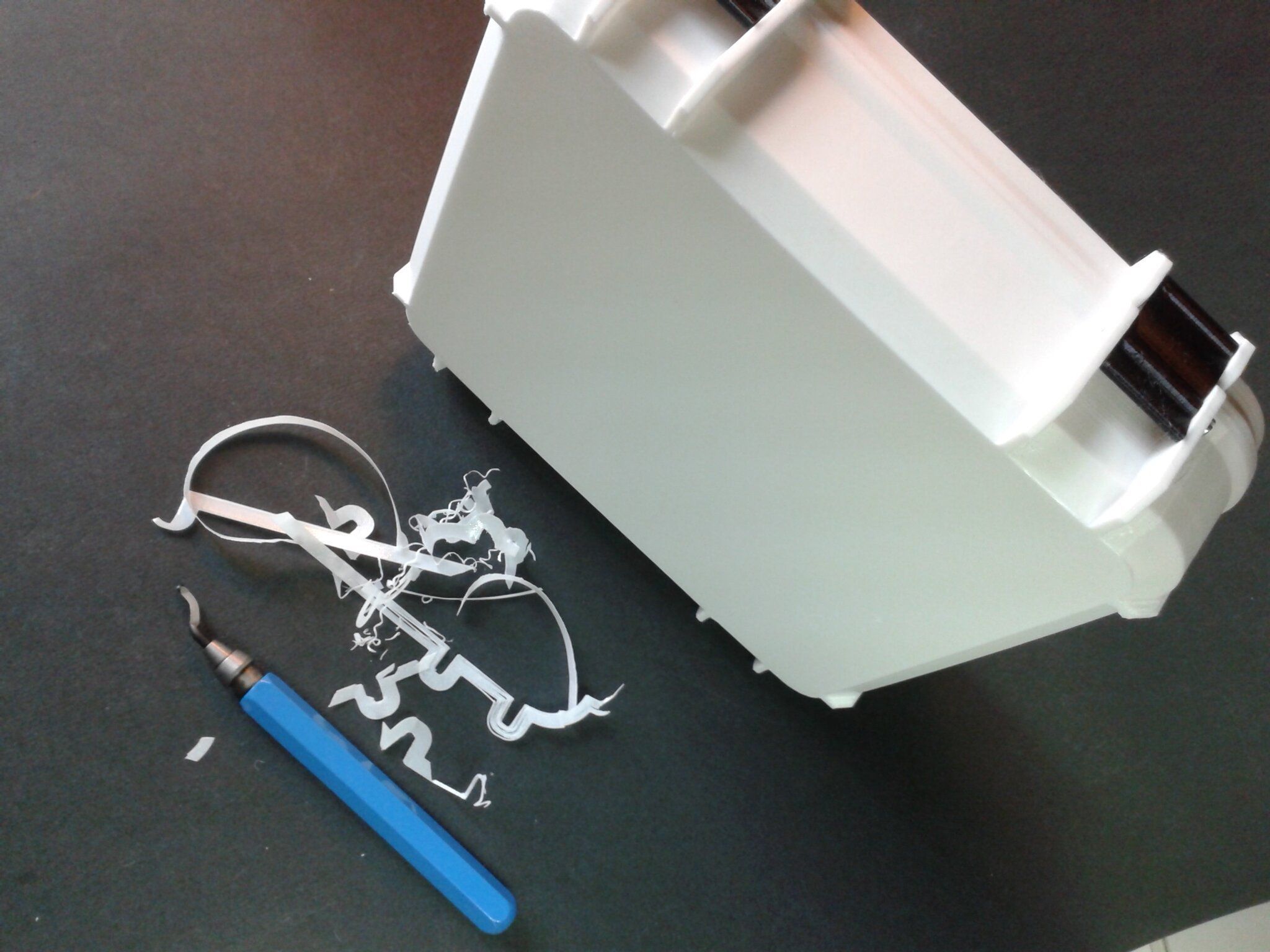
Yes j'ai renvoyé le hotend car trop de probleme avec. Par contre ce PETG me prends la tete , impossible de l'imprimer la 1ere couche ne tient juste pas du tout Voici 90% de mes impressions en PETG j'ai essayé de réduire la vitesse de 1ere couche, la température du plateau, et le flow ratio Et les 10% restant donne ca. j'ai jamais vu une telle cata



-
 Bonjour , il y a quelque jour je me suis commander un 2cran bigtreetech tft35 e3 v2.0 et une carte bigtreetech mini E3 V2.0 , mais j'ai fais les branchement principal correctement mais mon BLTouch je ne sais point ou le brancher j'ai regarder plusieurs vidéo et tous mon rien donner donc je sais pas si mon firmware BLTouch et à jour . et mon écran ne veux pas se mettre à jour j'ai tout le temps des code erreur et j'ai remarqué que que à chaque fois que j'allume mon imprimante j'ai une erreur de Bed leveling et j'ai regarder une vidéo mais rien ne change . mon BLTouch clignote en rouge je sais pas si c'est normal . j'espère que c'est pas grave .
Bonjour , il y a quelque jour je me suis commander un 2cran bigtreetech tft35 e3 v2.0 et une carte bigtreetech mini E3 V2.0 , mais j'ai fais les branchement principal correctement mais mon BLTouch je ne sais point ou le brancher j'ai regarder plusieurs vidéo et tous mon rien donner donc je sais pas si mon firmware BLTouch et à jour . et mon écran ne veux pas se mettre à jour j'ai tout le temps des code erreur et j'ai remarqué que que à chaque fois que j'allume mon imprimante j'ai une erreur de Bed leveling et j'ai regarder une vidéo mais rien ne change . mon BLTouch clignote en rouge je sais pas si c'est normal . j'espère que c'est pas grave . -

Quelle imprimante 3d choisir, qui allie volume, qualité et fiabilité ?
isidon en réponse au topic de SiscoGege67 dans Bien choisir son imprimante 3D
Comme toute les machines, maintenant ça dépend d'Elegoo, qui ne semble pas nous avoir sélectionné dans l'immédiat pour en faire la review day one, à voir plus tard... J'ai un petit avis sur la raison pour laquelle on n'a pas été rapidement sélectionné, notre "exigence". (ou alors qu'on génère moins de trafic que d'autre, ce qui me surprendrait un peu quand même, mais vu la couverture médiatique, cette machine semble être à destination d'un nouveau public, donc... à voir) J'ai maté beaucoup de review sur cette machine, et quelque chose cloche d'après moi. On retourne plus d'un an en arrière quand Anycubic enterre sa M3 premium pour la M5S, plus petite, moins chère, et avec plein de gadgets qui ont fait les frais de pas mal d'utilisateurs. La review qui m'a le plus fait réagir c'est celle de Polyworkshop, principalement sur les vitesses. en 0,100 il atteint environ 56 mm/h, ce qui voudrait dire 25/30 mm/h pour du 0,050 rendant cette machine encore moins rapide que la Saturn 2 ? Sauf que la promotion elegoo c'est "ULTRA FAST" grâce au système de tilt qui ne rassure pas beaucoup d'utilisateurs pour le moment... Ca va pas du tout... Pour le moment, je pense que les annonces 2024 vont être décevantes pour les imprimeurs actuels. - Ce downgrade capacitif de la Saturn 3 Ultra me dérange (vitesse et volume pour des gadgets inutile, outre le capot), une simple suppression du film ACF pourtant acclamé comme "révolutionnaire" l'année dernière. On reste sur un écran 12K, alors là à la rigueur, je m'en cogne mais c'est surprenant, et surtout on a aucune explication rationnelle, ça permettrait d'enterrer la concurrence qui va se démarquer en bombardant le marketing d'un écran 14K. - La Halot-mage S reprend le concept de la Halot-mage pro en moins bien. On change l'écran, on vire l'ACF (on promet monts et merveilles avec un nouveau système de fep dont on a aucune comparaison avec un nfep ou un acf), on promet une moins bonne vitesse, on vire la pompe, et on baisse un poil le prix... - La Anycubic M7 pro qui a voulu montrer à Elegoo qu'elle n'était pas à la bourre en teasant... Rien, on a aucune infos sur la M7 pro sauf une vitesse annoncée pour des couches super hautes, et super inutile (puis on voit que le capot n'est pas à charnière non plus), à voir le prix et le volume mais je pense qu'on atteint le bout du marché là. Bref, alors oui, la Saturn 4 Ultra à 400€ c'est assez dingue, j'irai même plus loin, la Saturn 4 simple à 300€ c'est encore plus dingue (on arrive à faire mieux que la Halot-mage), après à voir en test, les influenceurs les plus influents, sont souvent les plus vendeurs. Je pense, et je ne peux que penser pour le moment, que oui cette Saturn 4 Ultra sera une bonne chose pour ceux qui n'ont jamais eu de machine au niveau rapport qualité prix (il faudra toujours faire gaffe à ce que la résine ne passe pas par le "tilt" ça serait funeste pour la machine). Quelqu'un qui a déjà une Saturn 2, ou S, outre ce besoin du capot pivotant, si il est à l'aise avec le leveling ne trouvera pas d'améliorations "utiles" (bien que pratique) à cette machine, comme dit plus haut, la vitesse et le volume d'impression, c'est un frein, pour moi. Bref, pour conclure, je pense que le placement tarifaire de la saturn 4 et saturn 4 ultra en font un bon choix pour commencer, mais je ne peux m’empêcher de regretter une simple saturn 3 Ultra avec un capot à charnière, dans mon cas précis, j'aurai préféré. -

Préparation pour migration sous Klipper d'une Sidewinder X1 PArt 2
AlphAndruino en réponse au topic de AlphAndruino dans Artillery
OK, merci beaucoup -
Non.
-

Préparation pour migration sous Klipper d'une Sidewinder X1 PArt 2
Savate en réponse au topic de AlphAndruino dans Artillery
le ^ c'est pour forcer à l'état haut (pull up) quand le pin est 'en l'air' (sans contact avec le - ou le vcc) il sera à 1 le ! c'est pour inverser l'état (1 deviens 0 et inversement) le ~ c'est pour forcer à l'état bas (pull down) quand le pin est 'en l'air' (sans contact avec le - ou le vcc) il sera à 0 c'est une bonne base effectivement (vérifie si il n'y a pas des alias dans ton printer.cfg). -

Quelle imprimante 3d choisir, qui allie volume, qualité et fiabilité ?
SiscoGege67 en réponse au topic de SiscoGege67 dans Bien choisir son imprimante 3D
Salut les makers, je regarde des tests sur la Saturn 4 Ultra ! Elle est super intéressante, prix très compétitif, couvercle basculant, auto-levelling, caméra IA, etc... c'est assez incroyable ce qui est proposé pour le prix non ? Elle enterre un peu la concurrence pour le coup ! Je ne sais pas si elle a un chauffage par contre, il ne me semble pas ? Si vous avez des infos supplémentaires je suis preneur ! @isidon tu as prévu de la tester je crois ? -
Préparation pour migration sous Klipper d'une Sidewinder X1 PArt 2
AlphAndruino en réponse au topic de AlphAndruino dans Artillery
OK, du coup, si je comprend bien, D4 = ^AR4? Si je regarde les allias pour un Arduino Mega, qui est dans le printer.cfg de Clanks et qui est le même que dans le github de Klipper il y a PG5 comme correspondance et je ne vois pas de D4 dans les définitions d'alias. Et les ^ et ! que je vois devant certains pin ça correspond à quoi? Des états genre ouvert/fermé? et il y a aussi des combinaison ^! ? Je viens de trouver ça ; https://github.com/makerbase-mks/Klipper-for-MKS-Boards/blob/main/MKS Gen l/README.md C'est bon comme ref?




































-
YouTube / Les Imprimantes 3D .fr
-
Statistiques des membres
46 250
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,8k
Total des sujets570k
Total des messages -
Sujets les plus vus




-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.











