

Toute l’activité
- La dernière heure
-
Salutation ! Je n'ai pas de K1C mais actuellement je test un Ender-3 V3 (CoreXZ), qui me semble avoir un système d'extrusion très proche que la K1C ( elles utilisent toutes les deux des buses "Unicorn" ( "Licorne" ) ) Je n'ai pour l'instant fait que 4 impression avec du TPU. Deux avec du "CR-TPU Geen Creality". Et j'ai réimprimé les même g-code avec du "TPU Transparent 95-A de ArianePlast". Le TPU 95-A de ArianePlast me semble plus souple que le CR-TPU ( Le capteur de fin de filament m'a fait des fausses détection de fin de filament, l'une des impressions en TPU 95-A ArianePlast a quelque couche en sous extrusion (qui se sont séparé lors du décollement de l'objet). Alors qu'avec le CR-TPU pas de soucies ) Donc, je dirais que c'est probablement la souplesse qui créé le problème et je me dis qu'il te faut trouver un TPU moins souple que celui de ArianePast ( Je sais en principe la dureté Shore et normé mais là pour moi le CR-TPU semble plus dur que la 95-A de ArianePlast. ) Ou éventuellement le TPU 95A de ArianePlast a peut être besoins d’être extrudé a une température plus haute. ( Si il est légèrement plus souple, l'imprimer a une plus haute température pourrait réduire les frictions lors du passage dans la partie chaude ) Aussi, comme la K1C est en caisson, bien faire attention de laisser le caisson ouvert. (Il me semble que tu ne le précise pas explicitement )
-

Problème impression résine anycubic standard HD pour m5s
MatrixCeg en réponse au topic de Gagneux dans Les imprimantes 3D SLA
Bonjour, Alors, par défaut tu as les paramètres dans l'imprimante. Mais perso je galère avec la standard HD v2. Décollement systématique alors que la résine high speed avec les paramètres de base et la standard clear avec les paramètres du site s'imprime sans problème. J'ai pas encore utilisé de vrai standard. Est ce qu'on parle de la même chose? Je suis sur m5s pro mais je pense qu'on à les mêmes réglages
- Aujourd’hui
-
Non, pas de raspberry avec les kits en général (mais peut être une CB1 ?) Attention, si tu as une Manta il ne te faut pas un Pi 'normal', mais un Raspberry CM4 ou un BTT CB1 ou CB2) L'avantage de la manta, c'est le gain de place (le CM4/CB1 se branche directement sur la carte) la V2 est très bien, les V 1.x étaient un peu 'faibles' en processeur, mais rien de bloquant. Ce sont de bonne cartes. Si tu veux brancher une camera sur le port csi ou un écran sur le port dsi : il te faut une CM4 obligatoirement, le CB1 ne les gère pas (le CB2 il me semble que oui, mais je ne sais pas si il est dispo). oui tu as probablement le mod 'ombilical' par défaut (ce qui est une bonne chose) En général les kits sont précablés donc pas grand chose à faire
- Hier
-
Je commence à comprendre ce qu'il se passe. En même temps, j'ai foiré une dizaine de print aujourd'hui, un qui est allé au bout les roues de l'extrudeur abiment le fil comme on peut voir sur la photo précédente. et il ne passe plus et se bloque, soit dans le trou de sortie de l'extrudeur soit dans le trou d'entrée de la buse. Pour la vitesse, le débit max est annoncé à 3.5mm cube/s pour du TPU donc j'ai divisé les vitesses par 5 ou 6. j'ai testé une bobine de flashforge flexible, même résultat. j'ai essayé en virant le tube guide jusqu'à l'extrudeur, en pendant la bobine au dessus de l'imprimante, comme ça l'extrudeur n'a pas besoin de forcer, même résultat. Faut que j'essaye sans rétractation pour voir pour preciser, j'ai imprimer du PLA et du petg sans soucis avec
-
 Bonjour ! Je suis un énième pélo qui souhaite mettre à neuf son Anet A8 et qui n'y connais rien de base. J'ai beaucoup appris en parcourant le forum mais quelques questions résident. Je souhaite changer ma carte mère (pour passer en 32 bits et passer sur marlin 2.x sans être trop limité dans mes options) et d'après le post de Biquet j'ai deux choix: la MKS GenL 2.1 et la BTT SKR V1.4 turbo. En fouillant un peu les boutiques il n'y a rien qui convienne mieux chez BTT mais chez mks je trouve la Robin E3D v1.1 qui elle est en 32 bits (contrairement à la GenL ?!). Je cherche à ne pas me tromper et mon imprimante étant dans un atelier à part et ne possédant pas d'ordi portable il me faut un port micro SD ce qui élimine la GenL en plus du fait qu'elle soit équipée du même microprocesseur que ma cm d'origine en 8bits. Après cela, en comparant les deux autres il semble qu'elles sont très similaires en plus d'avoir, (elles contrairement à la GenL) deux ports natifs pour moteur Z, avec un driver partagé qui supportera facilement la charge[moteurs 42SHDC 3025-24B). À priori mon choix se porterait donc sur la Robin qui en plus est la moins chère, qu'en pensez-vous ? A savoir que l'ajout d'un BLTouch n'est pas de suite envisagé, mais en réflexion pour plus tard (et je m'en passerai si c'est trop compliqué). Seulement pour faire un achat groupé j'ai mes quelques questions qui arrivent : -Dois-je changer l'écran ? J'ai peur d'avoir mal compris mais ils parlent de le changer si le proc est en 32 bits? (https://github.com/makerbase-mks/MKS-Robin-E3-E3D/wiki/LCD12864_2004) [edit] auto-réponse: après avoir sortit la tête de l'eau des dizaines de pages de forums, vidéos YT et compagnie je crois que j'ai compris haha, je PEUX garder le LCD2004, mais si je veux le LCD12864 ALORS il me faut la version B) [RE-edit] comme quoi je continue de travailler dessus haha. Pour 4€ passer au LCD12864B c'est vraiment faisable ET y'a un lecteur de carte intégré donc la GenL redevient envisageable(ou pas puisqu'en 8bit)... En fait je ne comprends pas bien ce qui ferait que je devrais choisir une CM plutôt qu'une autre à part le prix) -Ces cartes mères semblent être équipées de smoothers (avec drivers compatibles) donc l'achat de smoothers externes est superflu ? -Les mosfets sont également revus à la hausse, faut-il donc que j'en achète? Ce que j'aurai inévitablement dû faire si je gardais la CM d'origine mais là c'est peut-être pas utile. -Dernière question : j'ai lu sur un autre post quelqu'un conseillant de passer sur une alim 30A pour chauffer plus vite le tapis, dans les spécifications électroniques je ne trouve que la valeur d'entrée de tension, l'intensité n'a pas d'importance ? Question subsidiaire: est-ce qu'il y a un intérêt à choisir entre une alim 12 et 24V ? Merci d'avance et surtout merci beaucoup ! J'espère que le post n'est pas trop confus.
Bonjour ! Je suis un énième pélo qui souhaite mettre à neuf son Anet A8 et qui n'y connais rien de base. J'ai beaucoup appris en parcourant le forum mais quelques questions résident. Je souhaite changer ma carte mère (pour passer en 32 bits et passer sur marlin 2.x sans être trop limité dans mes options) et d'après le post de Biquet j'ai deux choix: la MKS GenL 2.1 et la BTT SKR V1.4 turbo. En fouillant un peu les boutiques il n'y a rien qui convienne mieux chez BTT mais chez mks je trouve la Robin E3D v1.1 qui elle est en 32 bits (contrairement à la GenL ?!). Je cherche à ne pas me tromper et mon imprimante étant dans un atelier à part et ne possédant pas d'ordi portable il me faut un port micro SD ce qui élimine la GenL en plus du fait qu'elle soit équipée du même microprocesseur que ma cm d'origine en 8bits. Après cela, en comparant les deux autres il semble qu'elles sont très similaires en plus d'avoir, (elles contrairement à la GenL) deux ports natifs pour moteur Z, avec un driver partagé qui supportera facilement la charge[moteurs 42SHDC 3025-24B). À priori mon choix se porterait donc sur la Robin qui en plus est la moins chère, qu'en pensez-vous ? A savoir que l'ajout d'un BLTouch n'est pas de suite envisagé, mais en réflexion pour plus tard (et je m'en passerai si c'est trop compliqué). Seulement pour faire un achat groupé j'ai mes quelques questions qui arrivent : -Dois-je changer l'écran ? J'ai peur d'avoir mal compris mais ils parlent de le changer si le proc est en 32 bits? (https://github.com/makerbase-mks/MKS-Robin-E3-E3D/wiki/LCD12864_2004) [edit] auto-réponse: après avoir sortit la tête de l'eau des dizaines de pages de forums, vidéos YT et compagnie je crois que j'ai compris haha, je PEUX garder le LCD2004, mais si je veux le LCD12864 ALORS il me faut la version B) [RE-edit] comme quoi je continue de travailler dessus haha. Pour 4€ passer au LCD12864B c'est vraiment faisable ET y'a un lecteur de carte intégré donc la GenL redevient envisageable(ou pas puisqu'en 8bit)... En fait je ne comprends pas bien ce qui ferait que je devrais choisir une CM plutôt qu'une autre à part le prix) -Ces cartes mères semblent être équipées de smoothers (avec drivers compatibles) donc l'achat de smoothers externes est superflu ? -Les mosfets sont également revus à la hausse, faut-il donc que j'en achète? Ce que j'aurai inévitablement dû faire si je gardais la CM d'origine mais là c'est peut-être pas utile. -Dernière question : j'ai lu sur un autre post quelqu'un conseillant de passer sur une alim 30A pour chauffer plus vite le tapis, dans les spécifications électroniques je ne trouve que la valeur d'entrée de tension, l'intensité n'a pas d'importance ? Question subsidiaire: est-ce qu'il y a un intérêt à choisir entre une alim 12 et 24V ? Merci d'avance et surtout merci beaucoup ! J'espère que le post n'est pas trop confus.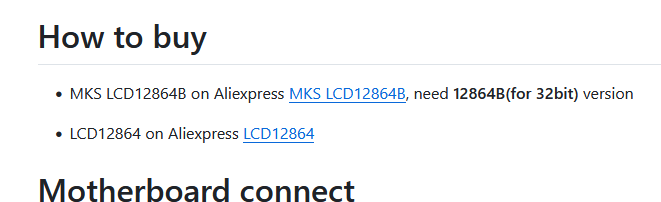
-

cura trier l'ordre des profils ?
hyoti en réponse au topic de OUPS65 dans Paramétrer et contrôler son imprimante 3D
Bonsoir @OUPS65 En dehors des profils de base classés par épaisseur de couche croissante, les profils personalisés (ceux que tu crées) apparaissent dans l'ordre alphabétique du nom, Cela n'a pas l'air modifiable (version 5.6.0). donc il faut bien choisir son nom lors de la création. -
Ce soir, j'ai regardé tout ce que comporte le kit Formbot. Je ne trouve pas le Raspeberry PI dans le colis ! Est-ce normal ? Dois-je en faire l'acquisition moi-même ? Et que pensez-vous de la carte Manta qui est fourni ? De ce que je peux voir, il n'y a qu'une chaine livrée pour l'axe Z. J'imagine que le câblage passe par un canbus. J'espère qu'il existe un manuel pour câbler cela sinon je ne vais pas m'en sortir !
-
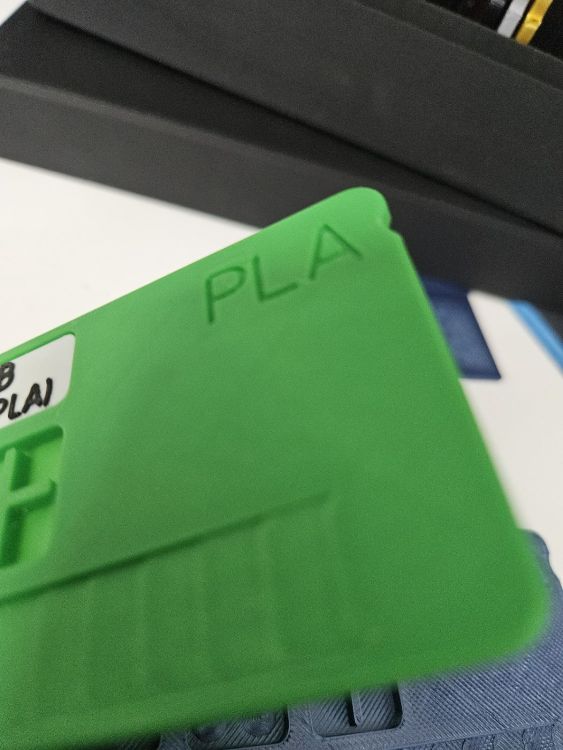
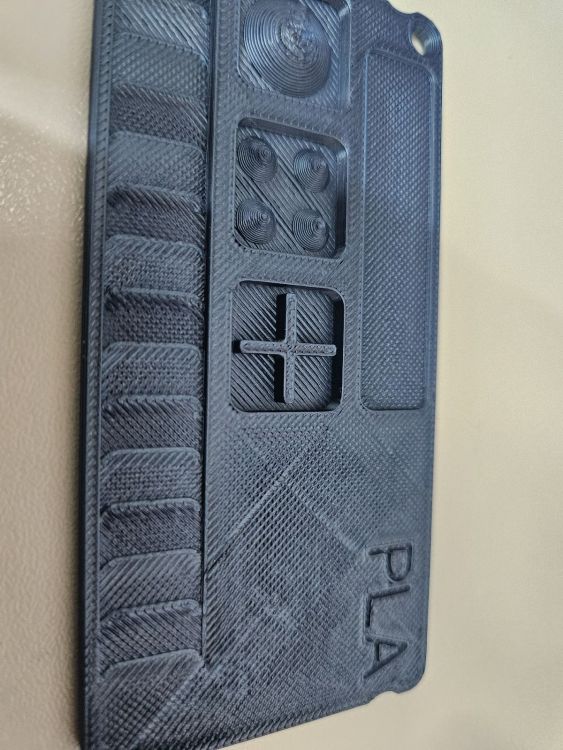
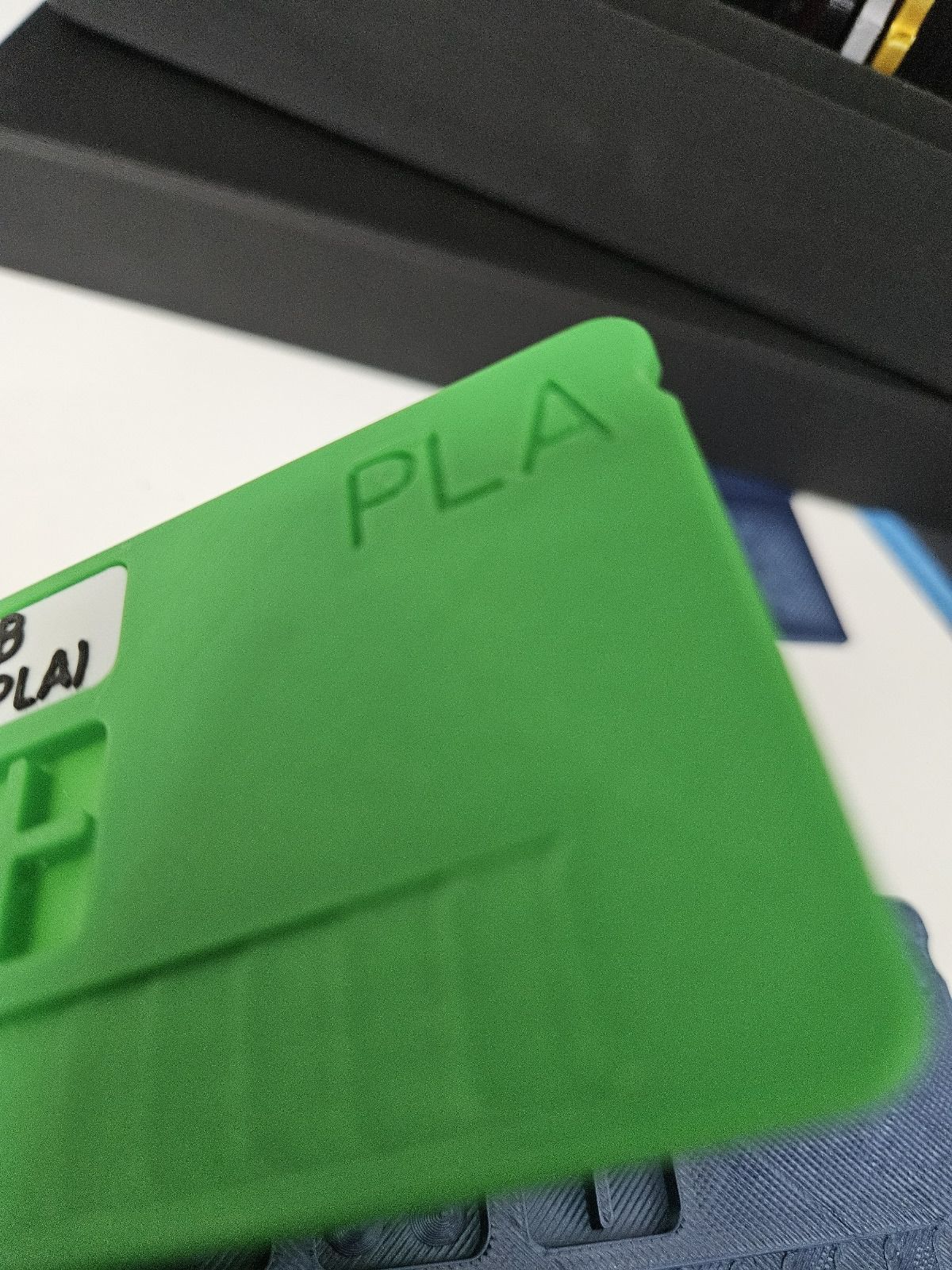
Bonsoir, Je reviens encore vers vous car j'ai un soucis ces 2-3 derniers jours avec un état de surface rugueux et franchement plus très lisse. Cela crée parfois des sur épaisseurs. C'est peut être une coïncidence mais j'ai imprimer un peu de PETG et ABS que j'avais pas essayé avant. Savez vous de quoi cela peut venir? J'ai changé la buse pour tester mais c'est toujours la même chose. Elle avait plus de 1000 heures, je pensai que c'était cela. C'est des filaments Bambu, la pièce verte imprimée à la réception de la machine est parfaite. Merci d'avance pour votre aide.



-

[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
leaure en réponse au topic de Motard Geek dans Bambu Lab
Bon bricolage ! -
 multispeed a rejoint la communauté
multispeed a rejoint la communauté -
 D'accord. Si j'ai bien tout compris, il suffit d'échanger les câbles des moteurs X et extrudeur pour vérifier si tu as un soucis avec le câble de l'extrudeur
D'accord. Si j'ai bien tout compris, il suffit d'échanger les câbles des moteurs X et extrudeur pour vérifier si tu as un soucis avec le câble de l'extrudeur -
 Merci beaucoup, mais pour le moment ce n'est pas nécessaire la combi , je vais tester avec les nouveaux câbles demain et, si ça marche pas, je t’appellerai au secours pour la modif du firmware. En effet, et sans doute elle n'a pas aimé être déplacée.... Dès que je fais mes essais demain j'envoie les résultats. Merci pour vos aides à tous
Merci beaucoup, mais pour le moment ce n'est pas nécessaire la combi , je vais tester avec les nouveaux câbles demain et, si ça marche pas, je t’appellerai au secours pour la modif du firmware. En effet, et sans doute elle n'a pas aimé être déplacée.... Dès que je fais mes essais demain j'envoie les résultats. Merci pour vos aides à tous -

cura trier l'ordre des profils ?
OUPS65 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, comment trier l'affichage des profils pour les lister par ordre alphabétique ou par ordre de création ? merci Philippe -
Coté carte-mère pour lever le doute sur le couple câble-moteur. Par contre, il faut modifier le firmware. Si tu es intéressé par le test, il faut que je remette les mains dessus pour faire la modif . Dis-moi si je dois enfiler ma combi de spéléo pour la retrouver l'électronique est parfois capricieuse quand elle chauffe trop ...
-
Même si le FEP est tendu, comme tu l'a deviné, et car l'épaisseur du scotch qui encadre l'écran et relativement faible, la masse de la résine aide a plaquer le FEP contre l'écran. Noter que le FEP doit être en contacte mais ne doit pas coller a l'écran ( il faut éviter un écran ou FEP humide car, si le FEP colle a l'écran, si il ne se déforme pas idéalement lors de la phase de décollement d'une couche ( de levé du plateau ), alors la force de décollement d'une couche, ( la force de traction a effectuer pour décoller la couche ) n'est pas répartie dans le temps de la levé du plateau. imaginer un pansement que l'on retire, c'est mieux de soulever/tirer par un bout pour le décoller. et ici c'est la déformation du FEP qui permet cela. Donc le FEP dois pouvoir facilement se décoller de l'écran )
-
Coucou, Merci du conseil. Comment aurait-il pu se mettre à "bugué" d'un coup ? Il suffit d'inverser les câbles des moteurs au niveau de la carte ou des moteurs ?
-
Faut faire attention avec les tubes Capricorne. Le diamètre intérieur est tellement serré que le filament peut frotter à l'intérieur, surtout aux extrémités, là où il est vissé sur les écrous. Au début que j'ai monté du Capricorne sur ma Geeetech, j'avais pleins de problèmes d'impressions. Je mettais ça sur le dos de l'extrudeur alors que cela venait du Capricorne . J'ai mis du temps comprendre d'où venait le problème. J'ai résolu le problème en perçant les extrémités (là où il est fixé aux écrous) sur environ 1 cm avec un foret de 2mm.
-
Wow, merci pour ta réponse super complête ! Ca ne créer pas un jeu si le film FEP repose sur le scotch qui tient en position l'écran ? Enfin si, mais tu penses que c'est négligeable avec la masse de la résine qui viendra distendre le film et ainsi compenser le jeu ?
-
 Ludo30360 a rejoint la communauté
Ludo30360 a rejoint la communauté -
Salut, Si ce n'est pas le câble, il reste la piste du pilote du moteur . Pour le vérifier, il "suffit" d'inverser les câbles des moteurs X et extrudeur et de modifier le firmware.
-
Je ne connais pas le détail de ta tête d'impression, mais si tu as un morceau de tube PTFE qui est en contact avec le dessus de la buse, je t'aurais plutôt orienté vers un tube "capricorn" (attention aux arnaques ) qui résistera mieux aux hautes températures. Peut-être que @medmed , @Savate ou d'autres pourront te renseigner plus précisément sur la conception de la tête.
-
Bon, ben c'était le câble ...... Et évidemment j'ai eu la bonne idée dans un excès de confiance de ne pas en commander....... C"est sûr car même problème avec l'extrudeur direct.... J'ai commandé les cables que tu m'as recommandé, je les reçois demain Enfin, j'espère que c'est bien ça, mais par élimination je vois pas d'autre solution. Et le multimètre a décidé de jouer à cache-cache . Je vous fait part de mes résultats demain, parce que je n'ai trouvé aucun sujet similaire sur les différents forums et au cas où ça pourrait dépanner quelqu'un par la suite.
-
 marius.huet a rejoint la communauté
marius.huet a rejoint la communauté -
je te fais cela demain pour le M503. j ai aussi commander sur amazon du PTFE ainsi que des buse neuf je recois ca samedi . je vais voir aussi demain pour la procedure que tu me parle . encore merci à toi bonne soirée
-
Bonjour, Je sais que le sujet date un peu, mais je tenais à partager mon expérience qui pourrait peut-être vous aider. Vous mentionnez avoir suivi un tutoriel pour la tension des courroies, mais avez-vous vérifié si le firmware de votre imprimante est le firmware original ou si vous avez effectué une mise à jour via un tutoriel disponible sur le forum? Parfois, une mise à jour ou un retour à une version antérieure peut résoudre certains problèmes inattendus. Concernant les courroies et les vis, j'ai rencontré un problème similaire avec des impressions instables : parfois bonnes, parfois mauvaises, et parfois les pièces se décollaient du plateau. J'ai résolu ce problème en resserrant toutes les vis de l'imprimante et en réalisant une calibration complète, incluant les paramètres delta, les end stops, le Z offset, et le bed mesh. Cela pourrait valoir la peine de vérifier si toutes les vis sont bien serrées et de refaire une calibration complète de votre machine. De plus, je veille toujours à nettoyer soigneusement mon plateau avec de l'alcool isopropylique entre chaque impression pour assurer une adhérence optimale du filament. Enfin, pourriez-vous partager à quoi ressemble votre bed mesh? Un bed mesh irrégulier pourrait être un indicateur de problèmes avec la planéité de votre plateau ou avec le mécanisme de nivellement. Espérant que ces conseils vous seront utiles pour résoudre vos problèmes d'impression.
-
 Chaussyjimmy a rejoint la communauté
Chaussyjimmy a rejoint la communauté -

Nouvelle dinguerie SOVOL SV08
fran6p en réponse au topic de mich0111 dans Discussion sur les imprimantes 3D
Elle est en vente sur le site (passée de 499$ à 549$, plus si ajout des plexi, écran HDMI 5", …), livraison début juin pour l'Europe On trouve déjà quelques vidéos de ce modèle qui me semble très intéressant (ici et là et encore là et probablement ailleurs) Je ne comprends pas bien la «polémique» sur cette imprimante très inspirée des Voron 2.4. Leur modèle est totalement Open source, Sovol n'a pas réalisé une pure copie / clone mais a repris la structure (Quad Gantry) et utilisé des pièces plastique injectées… Si c'est un moyen de faire connaitre plus l'univers Voron sans avoir besoin de sourcer les pièces (il existe de nombreux kits par se faciliter la tâche) ni y passer quelques jours de montage, je ne vois pas ou est le mal -
Quelle marque de petg ? PEI visiblement ? Imprime alors un coup sur plaque engineering' avec colle, pour régler correctement ton profile d'impression = avec option 'flow calibration' activé, puis repars sur plaque PEI mais avec cette option décochée.
-
- autre - Alfawise U20 Carte mère HS / Remplacement ?
pommeverte en réponse au topic de Esprit.MH dans Alfawise / Longer3D
Salut, tu pourrais commencer par ne brancher que le détecteur de fin de course X (pas d'écran, de TMC2209, thermistances,...) et le tester avec le Gcode M119. Comme j'ai une confiance très relative dans la dernière version de Marlin, je te propose de flasher ce firmware basé sur la version précédente (V2.1.2.1): firmware.bin















-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 9 membres, 0 anonyme, 173 invités (Afficher la liste complète)
-
Statistiques des membres
46 255
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,8k
Total des sujets570,1k
Total des messages -
Sujets les plus vus




-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.








