

Toute l’activité
- La dernière heure
-
Suite a un changement de projet pour l'achat d'une autre imprimante je vends mon Flsun V400 L'imprimante peut être tester si vous êtes de la région , elle fonctionne toujours aussi bien Complètement d'origine rien n'as était modifié, juste support d'écran Prix de vente 530 euros Département du Gard

-
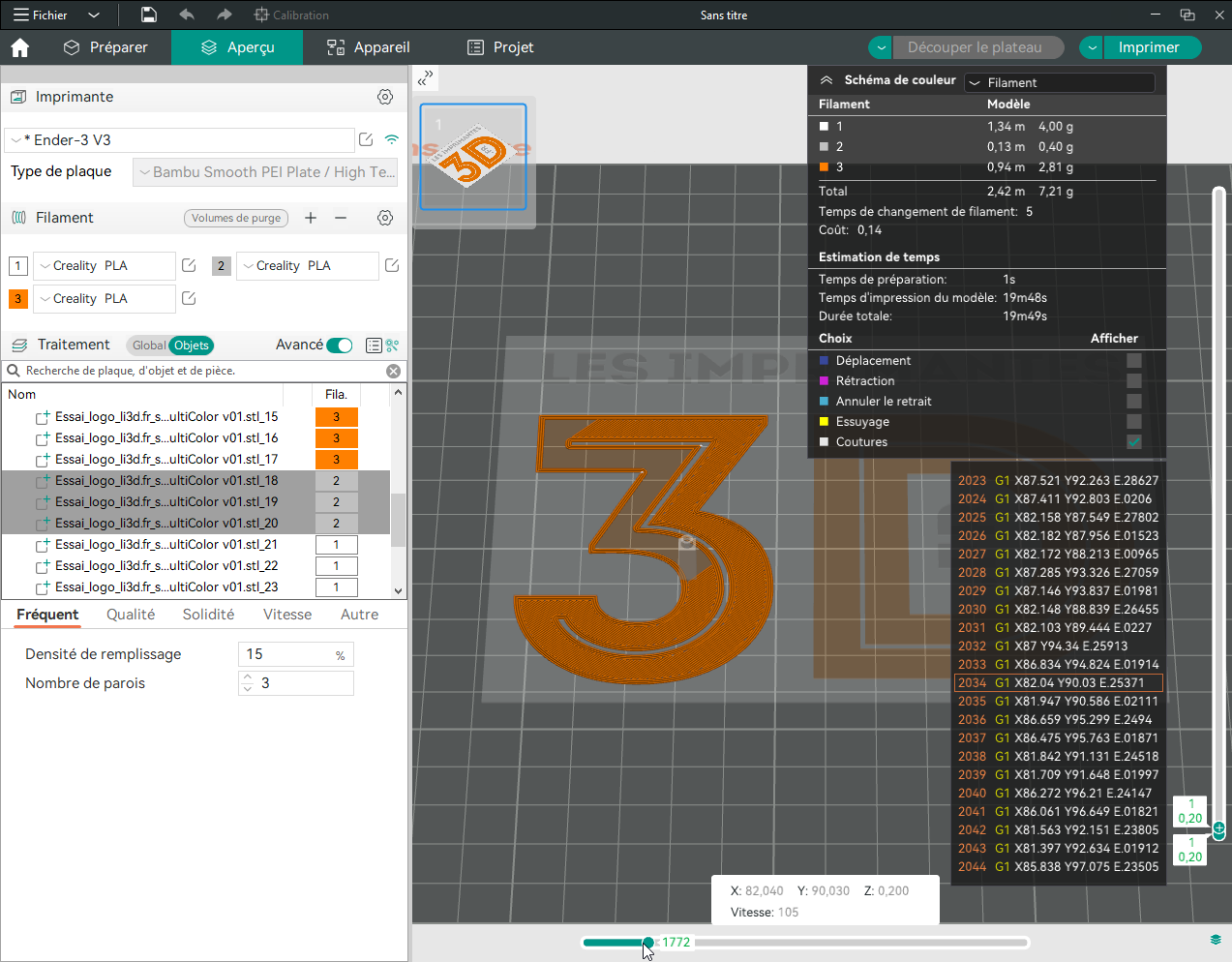
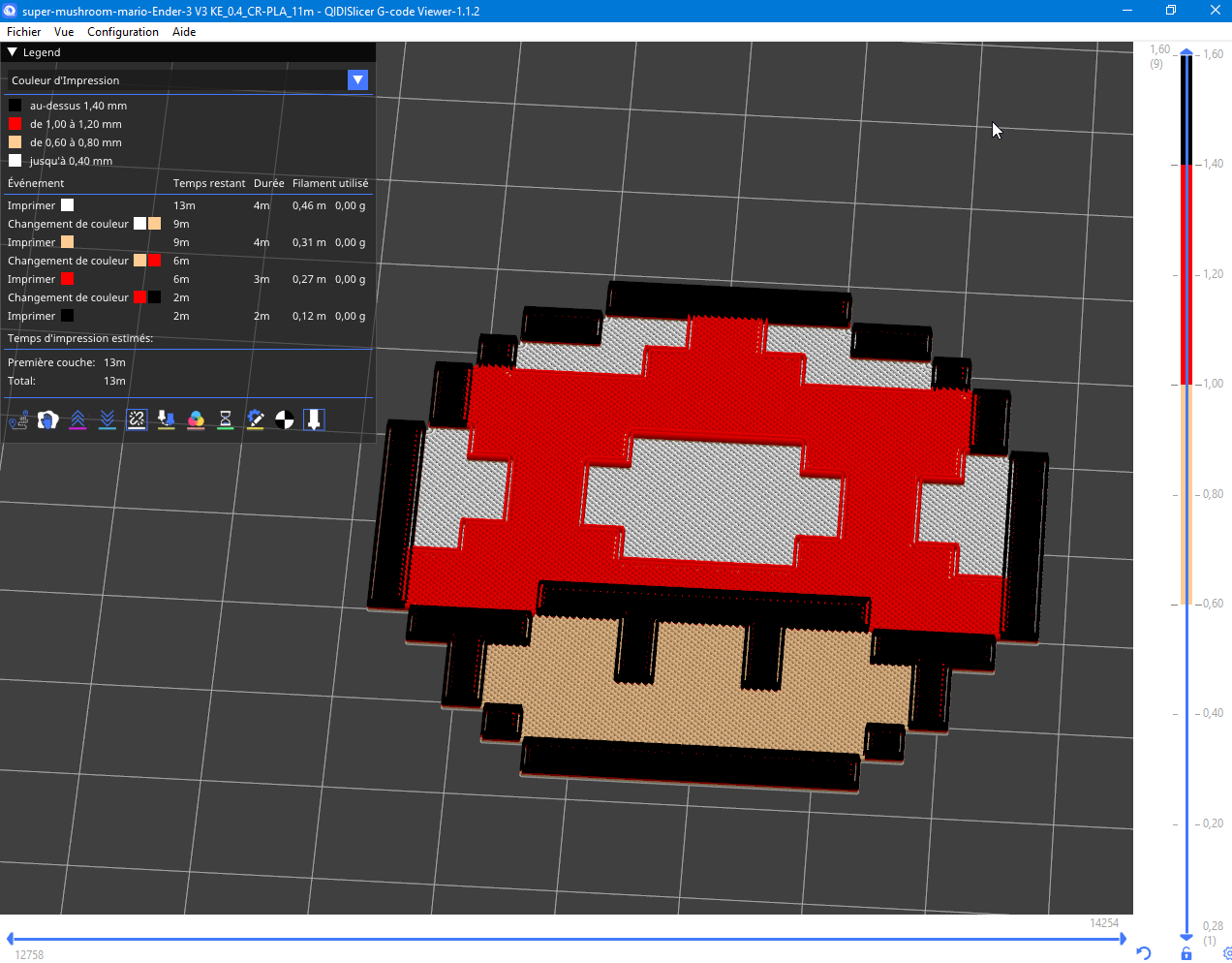
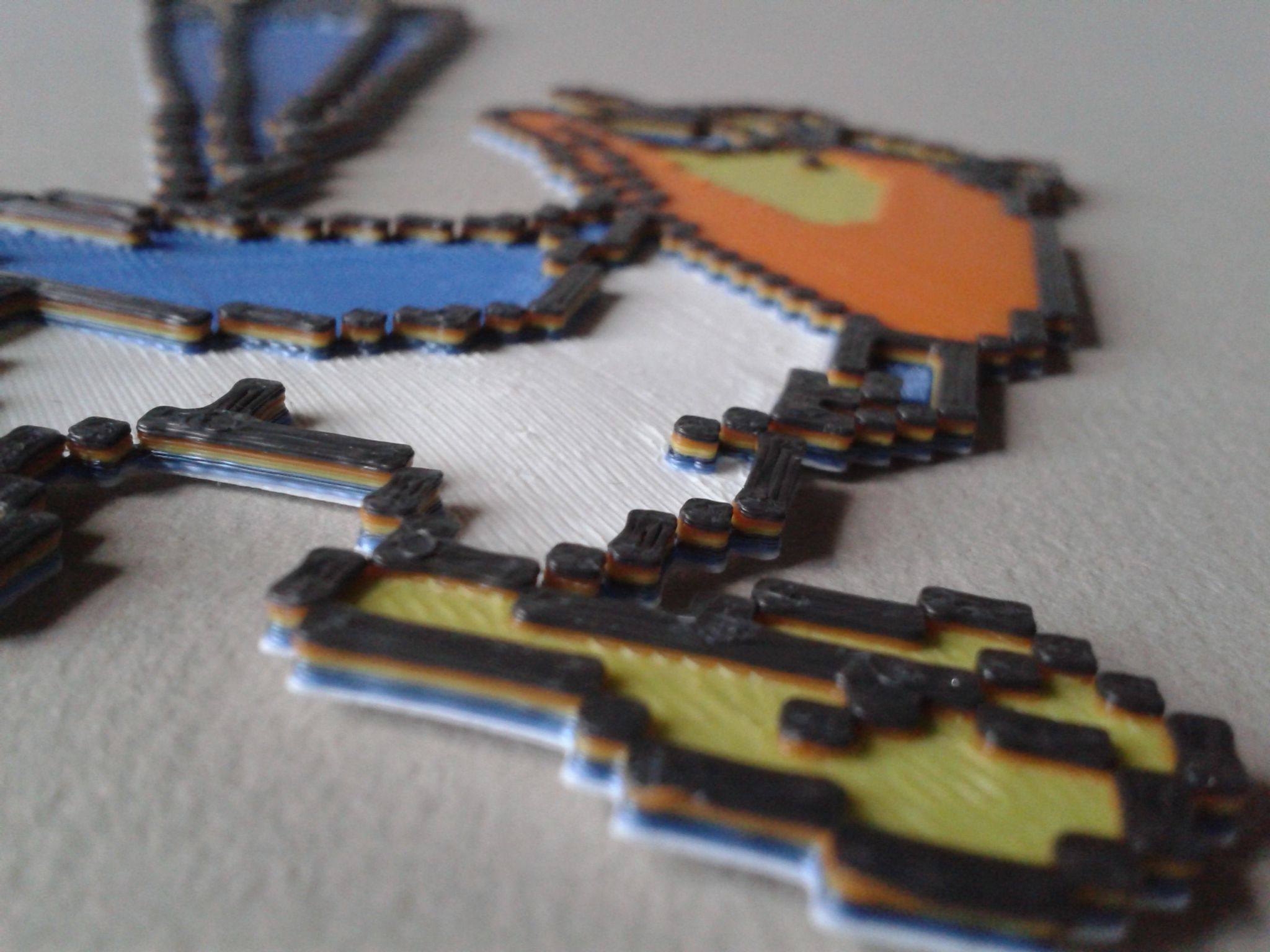
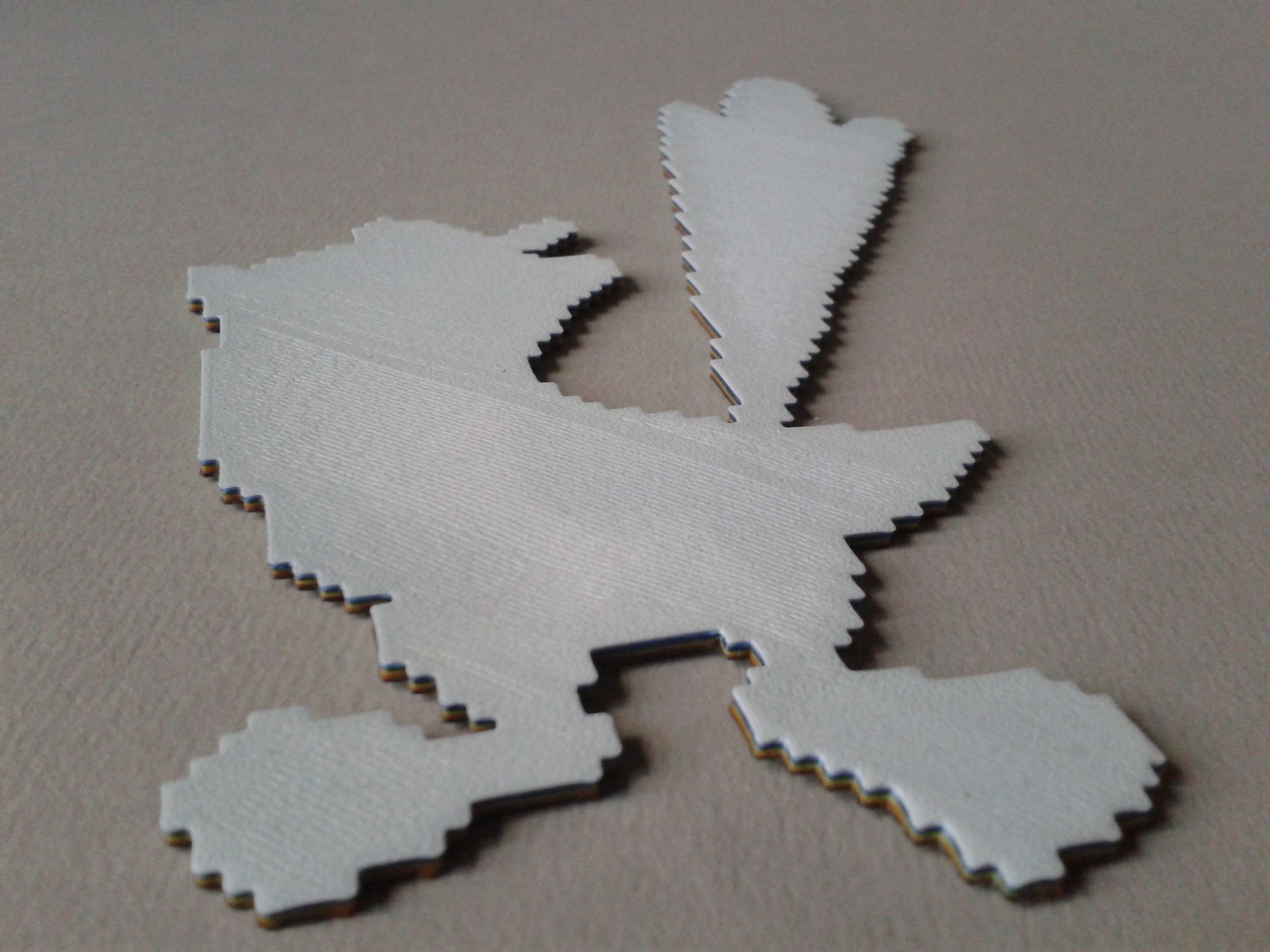
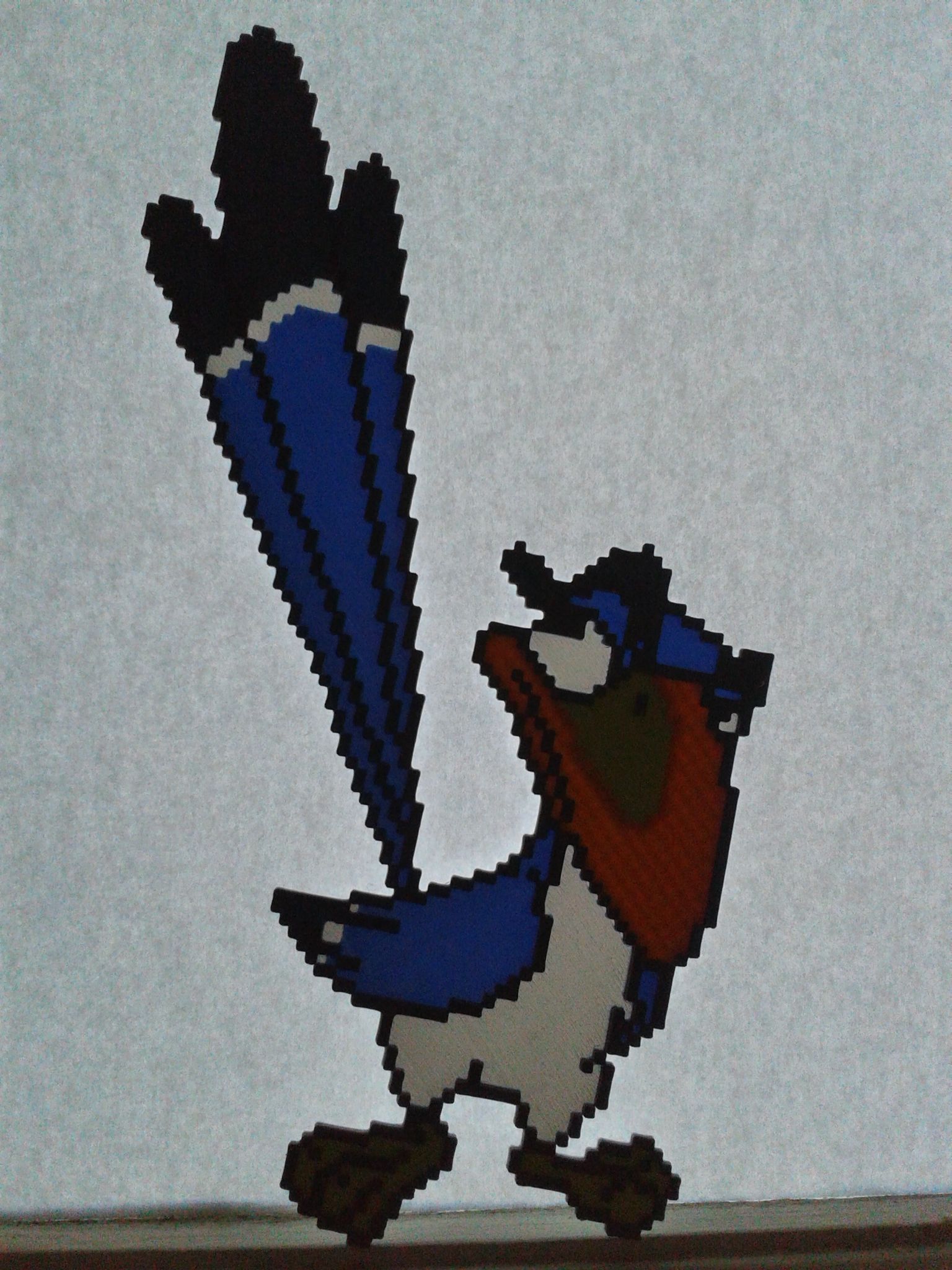
Salutation Je cherche à regrouper l'ensemble des techniques et méthodes ( et les bons mots pour les nommer ) pour le Multi-Couleurs en impression 3D. Je me focalise sur le côté modélisation et tranchage pour en une impression 3D FDM, obtenir un objet Multi-couleurs. Je mets donc de coté les techniques qui demande des posts-traitements comme Peinture, "hydro dipping", Anodisation, ... d'assemblage et collage en post-impression d'objet de différentes couleurs Utilisation de filament a dégradé ou rupture de couleurs ("Arc-en-ciel" ou ... ) ou de filament "Multi-Couleurs" (plusieurs couleurs dans une même section du filament) ( Et j'écarte aussi l'impression résine UV. Car sauf mettre en pause pour changer la résine ou ajouter au goûte a goûtes une résine d'une autre couleur ou un colorant lors de l'impression, pas d'autre méthode a ma connaissance que la peinture post-impression l'assemblage post-impression ou éventuellement pour une résine transparente, prévoir des cavités a remplir en post-traitement avec une autre résine. ) Pour l'instant coté trancheur, (si j'écarte les machines avec des têtes d'impression qui permettent de mélanger plusieurs filaments avec par exemple une "buse diamant multicouleur" ) il semble n'y avoir que deux approches que l'on peut éventuellement mixer lors d'une impression (mais les trancheurs comme Orca Slicer ne permettent pas encore le mix). Changement de filament au changement de couche ( donc une couche sera entièrement imprimé avec une seul couleur. ) Il faut avoir un trancheur qui permet en début ou fin d'une couche d’insérer un changement de filament selon la couche ou hauteur Z. (HueForge génère des modèles 3D à trancher avec des couches de l'ordre de 0.08 mm pour arriver a des nuances de couleurs selon les transparences des filaments utilisés) Si l'on regarde l'impression par transparence certains enchaînements de couleurs, ne fonctionne pas, on obtient des mélanges non souhaités ( Il faut préférer commencer par les teintes blanches, puis en dernier les teintes noirs) Changement de filament par objet ou sous-objet d'un modèle ( donc une couche pourra être composé de plusieurs couleurs) Il faut avoir un trancheur qui permet d'affecter un filament à un objet ou sous objet sur le plateau. Et un système qui automatise les changements de filament devient vite indispensable. Là par transparence comme il n'y a pas de superposition de couleurs selon la couche, si les purges sont suffisantes lors des changements de filaments durant l'impression, il n'y a pas de risque de "mélange" Avez-vous d'autres approches ? ( même dans celles que je mets de côté, par exemple prévoir que l'on va couler de la résine UV de couleur dans un sous-relief, ... ) et les bons termes pour nommer chaque méthode ? Merci.







-
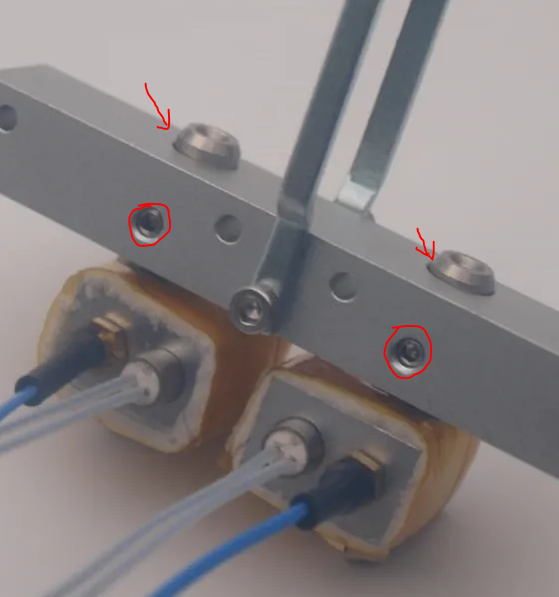
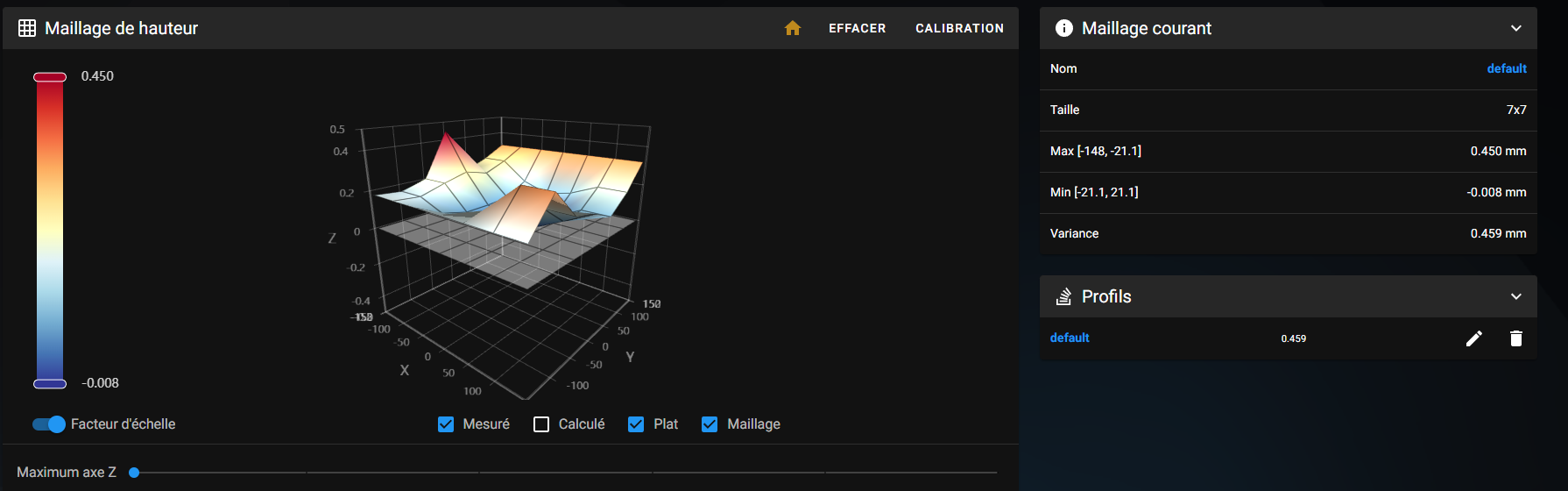
Salut @Shrhulk, Sur ta photo on voit nettement une différence de hauteur. Tu dois pouvoir agir sur les vis entourées en rouge pour monter ou descendre les buses de sorte qu'elles soient parfaitement alignées. Limer les buses ne me parait pas être une bonne idée !!!
-
Pour la chauffe du plateau, pourquoi pas mais il me semble que la sonde qui sert au nivelage ne doit pas être utilisée avec une buse chaude: risque de détérioration avec ces imprimantes Delta. A confirmer par des utilisateurs de Flsun, raison pour laquelle je déplace dans la bonne section.
-
La question n'est pas sur le GCODE (qui n'évolue pas trop) mais bien sur : - les fonctions supplémentaires ajoutées au fil du temps (noise cancellation, ...) - la capacité à pouvoir utiliser Bambu Studio (et les nouvelles fonctions apportées : supports organiques, ...) en mode "impression depuis Bambu Studio en direct" (il y a tout un protocole d'échange entre Bambu Studio pour ces manipulations (MQTT) et le firmware de l'imprimante - ce protocole évoluera (avec la X2C, etc.), et s'il n'y a plus de versions du firmware des X1C, çà veut dire qu'on ne pourra plus utiliser les versions récentes des Bambu Studio (pour imprimer depuis) - on pourra sans doute toujours utiliser une version récente pour générer du GCODE et l'envoyer autrement vers l'imprimante (carte SD, FTP) en effet, mais çà casse un des intérêts de l'écosystème. Après il est clair que jusqu'ici Bambu a bien mieux supporter niveau évolutions / suivi de firmwares ses imprimantes que la plupart des autres constructeurs ... mais les X1C sont d'un autre côté des machines à 1500€ et pas à 250€ ...
-
relis ce que j ai ecrit avant de repondre.
-
Rajoute de l'isolant entre le support du plateau et le dessous du plateau, tu gagnera sans doute quelques °... Je l'avais fais sur ma prusa Pourquoi tu met le ventilo, pour de l'ABS, il ne faut pas le mettre et pour du PLA, 60° sur le plateau suffise
-
En retour d'expérience, j'ai clairement pris beaucoup de plaisir à mettre au point mes imprimantes "modées". Les modifications de ma Ender 5 Pro avaient pour objectif la conversion au mode coreXY et au passage au "multiTool". Le pire, c'est que ça fonctionnait... et se déréglait rapidement, mais... un petit réglage d'offset et ça repartait ! Pour les autres imprimantes, le mode IDEX apparaissait le plus probant, aussi bien pour la duplication de pièces identiques ou en miroir, qu'en usage bi matériau. La ArtistD Pro m'a permis de découvrir que cette technologie n'était pas si facile, du moins dans la configuration que proposait cette imprimante. Donc retour aux R&D pour la faire évoluer, et modification de ma vieille CR10S historique en IDEX. Mais ces 2 imprimantes ne sont pas coreXY . Entre temps, la BambuLab X1c avec son AMS est arrivée : des impressions fiables avec une mise en œuvre minimale, le rêve... Donc les Ender 5, ArtistD Pro et CR10s IDEX ont été "décommissionnées" (terme diplomatique pour dire poliment "abandonnées"). Avant la mise à la benne de ces héroïques imprimantes, l'idée d'un recyclage de leurs pièces m'a poussé de nouveau à la table à dessin pour modéliser la "CRIDEX", une version coreXY IDEX imprimant en 300x300x300. Toutes le matos complémentaire est approvisionné depuis janvier 2023, mais je n'ai pas encore commencé la construction... La retraite étant très proche, j'aurai du temps pour tous ces projets...
- Aujourd’hui
-

FlashForge Adventurer 5M Pro : Test en approche
erok en réponse au topic de MrMagounet dans FlashForge
Je n'avais pas compris la question comme cela Je pensais que la question était d'accéder à la mémoire où sont stockés les fichiers gcode via le réseau pour y déposer ou retirer les fichiers. Effectivement pour la partie configuration si klipper était pleinement exposé ça serait très simple. Après, mon expérience est que lorsqu'on commence à passer du temps à optimiser ou configurer klipper on y passe finalement plus de temps que d'imprimer des pièces. C'est pourquoi finalement j'adhère à l'approche Flashforge, car je passe maintenant plus de temps sur Fusion360 et l'impression n'est plus que l'étape finale. -
Salut Medmed. Le schmilblick vient remplacer un élément cassé qui fait partie d'un ensemble. Mais ce n"est pas de l"électroménager ni du mobilier. Salut Papagalak. Ce n'est pas un support de lampe de chevet. Et merci de me le faire remarquer : J'ai oublié les cotes : 62x50x30mm Le schmilblick a été imprimé en PETG.
-
Pour un seul support lampe de chevet? Les cotes svp
-
C'est pour réparer un objet, électroménager, ou un meuble ?
-
 zefr0g a rejoint la communauté
zefr0g a rejoint la communauté -
Bonjour à toutes/tous. Je me désole du gel du post que je trouve très instructif, même si je ne participe pas beaucoup : Je suis nul en devinettes... Comme PPAC cède sa place brillamment gagnée, je me permets de vous proposer un nouveau schmilblick, modelé avec blender pour remplacer un truc cassé dans un logement.

-
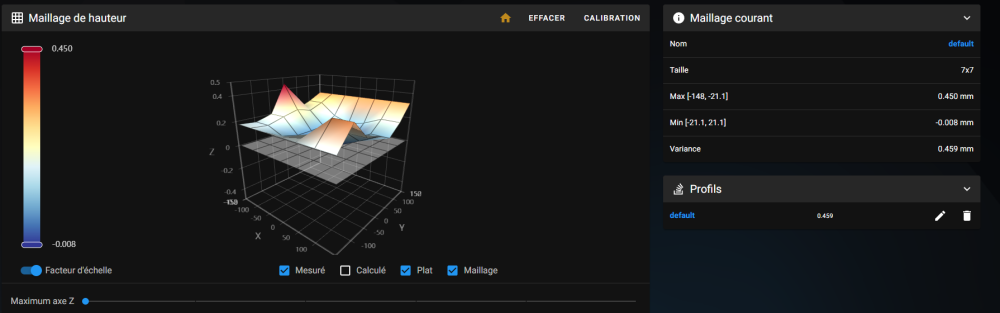
RE bonjour, Merci beaucoup "PPAC" pour ton aide. Bon, je vais faire un test alors. Pour l'instant, je faisais le "leveling plateau et buse froide. Et cela, fonctionnai très bien. Mais je pense que tu as raison en situation d'impression cela devrai être mieux. De toutes les façons sur les "flsun V400" le mech plateau est horrible et inréglable, mais elle imprime super bien quand même avec un bed horrible. Et il n'y a rien à faire pour corriger cela, j'ai tout essayé.
-

Adventurer 5m pro ou Adventurer 5m + caisson maison ?
QTB21 en réponse au topic de QTB21 dans FlashForge
Bonjour à tous ; J'ai finalement revendu mon ensemble U30 pro + caisson et pris à la place une Creality K1c : L'annonce du CFS (AMS Creality) à fini de me convaincre. Pour avoir fait quelques recherches, le dossier important si l'on souhaite enfermer une imprimante si rapide, c'est la ventilation auxiliaire latérale mais il ne doit pas être impossible de bricoler quelques chose. A bientôt -
Bonjour à toutes et à tous, Pour information, j'ai aussi un "Flsun V400", et mon "bed" est exactement pareil que vous le "mech" est difforme et il n'y a rien à faire. Pour moi, elles arrivent toutes comme ça ! Mais je n'ai aucun problème d'impression, j'ai fait des buts, des pièces mécaniques, des figurines ... Avec le plateau comme ça, et c'est nickel, je ne pige pas trop pourquoi, mais ça marche bien comme ça.
-
Hello Pour répondre à kaillou38, J'ai reçu ma K1C vendredi et testé avec une très vielle bobine (ouverte depuis 4 ans) sans souci majeur avec le profil TPU de base de Creality print... En parlant de Profils, Je trouve qu'il y a quelques incohérences avec ceux fournis de base sur Creality Print. J'ai pris l'exemple du Toaster que Motard Geek à imprimé en 5h40. Avec le profil HyperPLA pour la K1C, Creality Print annonce un peu plus de 9h d'impression en 0.2mm alors que les temps d'impression annoncés avec le profil K1c-HyperPLA carbone et avec le profil K1-HyperPLA sont bien d'environ 5h40... Je trouve aussi que la première couche est un peu sur-extrudée avec le profil de base. J'ai pu comparer avec les profils Prusaslicer pour la série K1 de KaminoKGY, c'est bien plus propre à ce niveau (mais il il y davantage de cheveux d'anges de base). Pour les utilisateurs de K1 ou K1C : avez vous pu affiner un peu les profils CrealityPrint fournis par le constructeur ? Avez-vous également testé de faire un profil avec Cura ? C'est encore le Slicer que je connais le mieux Merci à vous
-
@Pedro02 un conseil toujours garder une copie de la sa configuration sur son ordinateur, j'ai pris l'habitude depuis longtemps de garder une copi de mon printer.cfg et d'autre fichier utile sur mon ordi au cas ou, et après modification de ce dernier et constat que tous fonctionne comme je le souhaite je refais une copie. Quand j'ai commencé Klipper il y a 1 an et demi j'ai tellement fait de test qui ont conduit parfois a des erreurs et refaire tous a 0 que j'ai pris certaines bonnes habitudes a présent . l'erreur que tu avait sur l'ecran est pas méchante normalement, c'est d'ailleurs pas une erreur, c'est le power lose recovery reprise en cas de coupure, en faisant cancel le message part et plus de soucis normalement (sauf si bug), cela met arriver quelques fois de l'avoir dans 90% des cas c'etait de ma faut j'avais couper électriquement la X4 Plus après un print a distance (via la prise commander) sans avoir cliqué sur ok en fin d'impression sur l'écran et donc pour la SW x4 Plus cela equivaux a une coupure de courant avant la fin du print . 1 fois seulement j'avais eu ce message a l'allumage sans être sur de l'avoir coupé de cette façon mais je ne serait dire si je m'en rappelais plus ou si j'ai eu un bug très honnetement.
-

[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
ledanois39 en réponse au topic de Motard Geek dans Bambu Lab
Hello à tous, j’ai une A1mini, tout se passe bien pour le moment à une exception, je n’arrive pas à imprimer avec un filament PLA silk dual color. Le filament ne sort pas de la tête. Si je tente d’imprimer le même modèle avec du PLA basic, tout se passe bien. le modèle vient de l’app Bambulab et j’utilise les paramètres par défaut. ‘Merci de votre aide !!! -
Salutation ! Je parle sans vraiment savoir car je n'ai pas cette machine. Mais, en règle générale, c'est toujours mieux de faire un leveling dans des conditions proche de celles d'une impression. Donc si tu imprime avec la buse a 210°C et le plateau a 60°C le mieux c'est de faire une leveling avec la buse a 210°C et le plateau a 60°C. Edit > Mais il ce peut que cela n'est pas d'importance. Donc si après un leveling a froid, tu remarque que l'impression de la couche initiale n'est pas au top. Alors faire un leveling a chaud.
-
ledanois39 a rejoint la communauté
-
A la lecture de ce que tu as ecrit j'en viens a me dire qu'en effet tu as installer le firmware de la X4 pro sur ta X4 plus l'ai valeur du home et des limite correspond a ce que l'on a sur la X4 Pro ! Après sur la partie système Armbian pas de soucis c'est la même mais la partie configuration est différente je peux te fournir mes printer.cfg (mais si j'ai des fonction en plus de l'origine) pour contrôler ou remplacer, mais il est possible que certain script ou fonction programmer dans le TFT ne sois pas parfaitement utilisable si c'est celui de la Pro.
-

Essai Filament Grossiste3D (15-20€/kg) sur Disco200
Motard Geek en réponse au topic de BaoBab dans Consommables (filaments, résines...)
Joli déterrage en effet -
J'ai rencontré un problème similaire après avoir imprimé un filament chargé et c'était un problème mécanique. Malgré tous les ajustements logiciels je n'avais pas réussi à compenser la sous extrusion. Après avoir fait une bonne maintenance : nettoyage / graissage axes tension courroies (rien à voir avec le problème, mais autant en profiter) nettoyage de la buse et du hot-end (avec aiguille spéciale pour enlever les résidus des anciens filaments) Tu n'es pas obligé de tout faire, mais si ton problème est effectivement apparu après l'utilisation de filaments un peu spéciaux, je te recommande de bien tout nettoyer. Sur la X1 je ne connais pas la procédure de nettoyage de la buse et du hot-end mais tu dois trouver tout cela sur le wiki. Cela m'est encore arrivé récemment avec du filament "bois" et j'ai choisi la solution de facilité en dédiant un ensemble hot-end + buse pour ça.
-

Quelle imprimante après une ENDER 3 S1 PRO
Fx_oO7 en réponse au topic de Fx_oO7 dans Bien choisir son imprimante 3D
Je reviens vous voir car mon budget va augmenter pour l'achat de l'imprimante. Je pense que je vais pouvoir mettre entre 600 et 700€. Dans cette fourchette de prix, en prenant en compte la taille du plateau de 300x300 et un bon auto-nivellement que pouvez-vous me conseiller à présent ? Peux ton avoir une core xy pour ce prix ? elle sont mieux que les imprimantes de style Ender 3 et X4 non ? Merci de vos retours -

Changement Ender 3 v2 pour Ender 3 v3 ke
Rafale01 a posté un sujet dans Bien choisir son imprimante 3D
Salut tout le monde, Je suis nouveau sur le forum. J’ai dans mon ancien chez moi une Ender 3 v2 dans un carton car je viens de déménager et nous avons encore garder notre ancienne maison. Cependant j’habitais en outre mer et maintenant je suis en metropole, et je n’ai pas envie d’attendre que le conteneur arrive avant de pouvoir utiliser mon imprimante 3D. J’aimerais donc vendre ma Ender 3 v2 pour racheter une Ender 3 v3 ke. J’aimerais savoir ci cela vaut le coup ? Merci d’avance pour vos réponses. PS : J’ai été légèrement découragé au début de mon aventure dans l’impression 3D par le leveling du plateau de ma Ender 3 v2 avant chaque impression, le leveling automatique est donc pour moi une plus-value sur la Ender 3 v3 ke.



















-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 25 membres, 0 anonyme, 217 invités (Afficher la liste complète)
-
Statistiques des membres
46 285
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,8k
Total des sujets570,5k
Total des messages -
Sujets les plus vus




-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.









