

Toute l’activité
- La dernière heure
-
Je fais tout la chaud jamais eu de soucis.
-

Probleme dextrusion Artillery sidewinder x1
Gomez en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour Alain , comment sa hauteur de buse? mais oui plateau ok -
Oh, quelle coïncidence, et quelle surprise : la dernière version de Bambu Studio propose une fonction (celle des "PIN" pour la sécurité) disponible pour toutes les imprimantes SAUF les X1C - alors p-e que ce sera ajouté plus tard ce coup-ci, mais çà semble bien montrer que la X1C n'est plus une "key player" ... Added binding method for pin code We have added a non LAN mode binding method, which allows for easy binding of printers on the Studio side by inputting the Pin Code generated on the printer side. - P series added support in version 01.06.00.00 - A1 mini is supported starting from version 01.03.00.00 - A1 is supported starting from version 01.03.00.00 - X series is currently not supported
-
1.9.0 beta 4 cette fois : https://github.com/bambulab/BambuStudio/releases - Gestion de fermes d'imprimantes ... (un cas marginal pour beaucoup d'utilisateurs, mais sans doute intéressant pour ceux concernés + p-e un moyen de "lutter" comme l'écran Big Tree Tech qui permet aussi cette fonctionnalité) - Une gestion de la sécurité par PIN ... pour toutes les imprimantes, sauf les X1C ! - Des .obj avec colorisations intégrées dans le fichier ... si çà pouvait éviter de devoir s'échanger des .m3f, ce serait pas mal en effet (qui embarque bcp trop de choses niveau paramètres pour que ce soit une bonne idée d'utiliser ce format de fichier plutôt destiné aux fonctions "projet") --- Feature 1. Support Multi-device Management. We are excited to announce a new feature in our latest release: Multi-device Management. With this feature, you can now send print jobs to multiple printers simultaneously and monitor the printers' status, print history, and task queuing. When sending a job, you can also choose filament from either the external spool holder or AMS However, if you select AMS, we currently only support one AMS on each printer. You can configure the task sending procedures by setting up the batch size and interval, which reduce the risk of overloading your power supply. Heating up the hotbeds is when the printers consume the most power. By controlling the batch size and the interval between batches, you can even out the peak power consumption, therefore reducing the risk of overloading. However, please always check your power supply capability when running multiple printers. Edit printing parameters in the Send window View task details on the tab page of Multi-Device For more detailed information about this feature, please click the wiki page. https://wiki.bambulab.com/en/software/bambu-studio/multi-device-management 2. Imported .obj File with Color Function Added color imported from vertex in obj file, and color imported from mtl file function. You can use software such as Blender or Meshlab to color vertices or patches of the model. The PNG color function is currently under development. Please stay tuned. Note: Please ensure that the imported obj file does not contain non-manifold edges. After color parsing, the results may not fully correspond with other rendering software. Users can continue to manually adjust the printed colors in BambuStudio. 3. New CrossHatch Infill Pattern We developed a new infill pattern called CrossHatch. As the name suggests, it primarily fills parts with lines, while periodically altering the direction of the lines through some transition layers. It dramatically improves strength compared to line and concentric infill, while achieving high speed and silent printing in most layers. When compared to Gyroid infill, it prints 28% quicker in a test cube. When compared to Grid infill, it has a smaller grid size at the same density setting. Based on our tests, we recommend printing it with a slightly lower density setting than you normally would, such as 12%. Improvement 1. Added binding method for pin code We have added a non LAN mode binding method, which allows for easy binding of printers on the Studio side by inputting the Pin Code generated on the printer side. P series added support in version 01.06.00.00 A1 mini is supported starting from version 01.03.00.00 A1 is supported starting from version 01.03.00.00 X series is currently not supported These firmware updates will be released soon. For more information, please refer to the WIKI page https://wiki.bambulab.com/en/bambu-studio/manual/pin-code Pin Code obtained on the printer side. 2.Error code pop-up using new UI We have updated the error code prompts and added illustrations, making the error codes easier to understand. This helps users locate and identify issues more effectively. 3.Optimized PA calibration for P-series and A-series printers P series and A series printers can support saving calibration results to the printer like X series printers. The calibration results can be edited in Studio's "Manage Result", and the calibrated k value can be set for the AMS slot in device page. P series added support in version 01.06.00.00 A1 mini is supported starting from version 01.03.00.00 A1 is supported starting from version 01.03.00.00 These firmware updates will be released soon. 4. Added more fonts. This improvement is inspired by PrusaSlicer. Thanks to PrusaSlicer. 5. Added an assembly tool for creating assembly relationships between objects. Currently, face-to-face and point-to-point assemblies have been achieved. 6. Add "filament long retraction when cut" for P1P and P1S. The P series firmware that supports this feature will be released soon. 7. Some translations improvement, Russion by @AndylgTom, Turkish by @fatih5228, Korean by @bluesoul33 8. Add local levelling for A1 series
-

Probleme dextrusion Artillery sidewinder x1
Alain D. en réponse au topic de Gomez dans Entraide : Questions/Réponses sur l'impression 3D
Niveau du plateau et hauteur de buse Ok ? - Aujourd’hui
-

Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
MrMagounet en réponse au topic de MrMagounet dans Artillery
encore une erreur sur la chaine d'assemblage le plus gros soucis c'est cela pour moi leur unité d'assemblage est pas top car tu en as nickel mais d'autre c'est pas sa. -
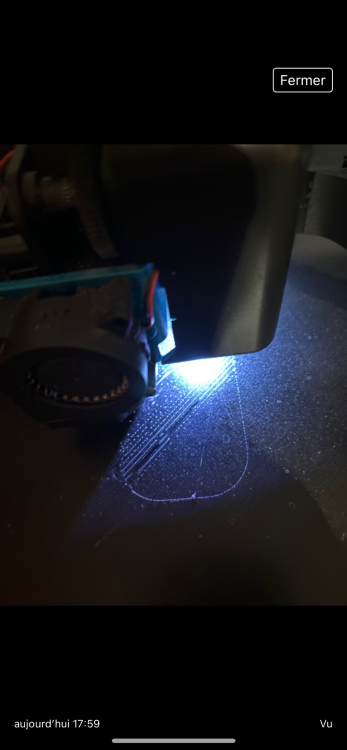
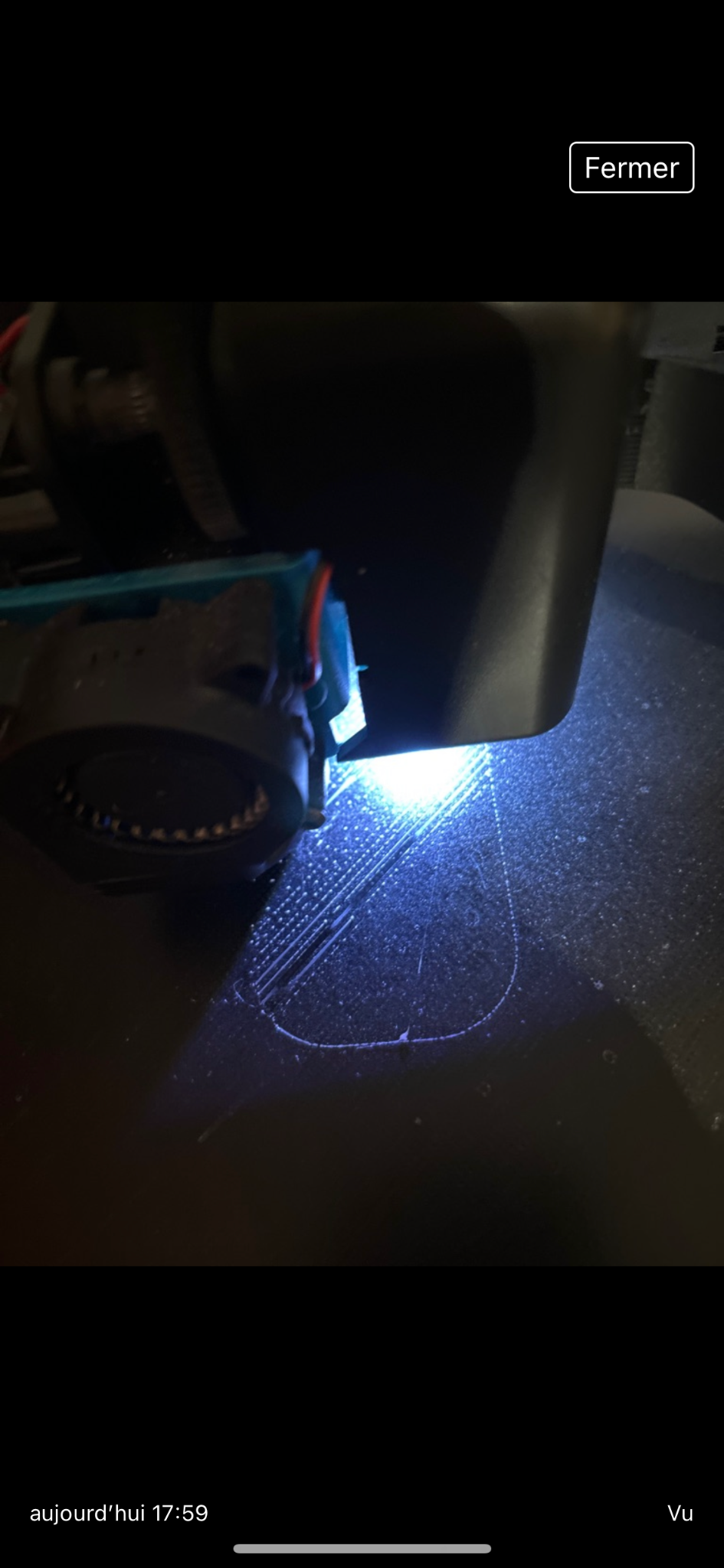
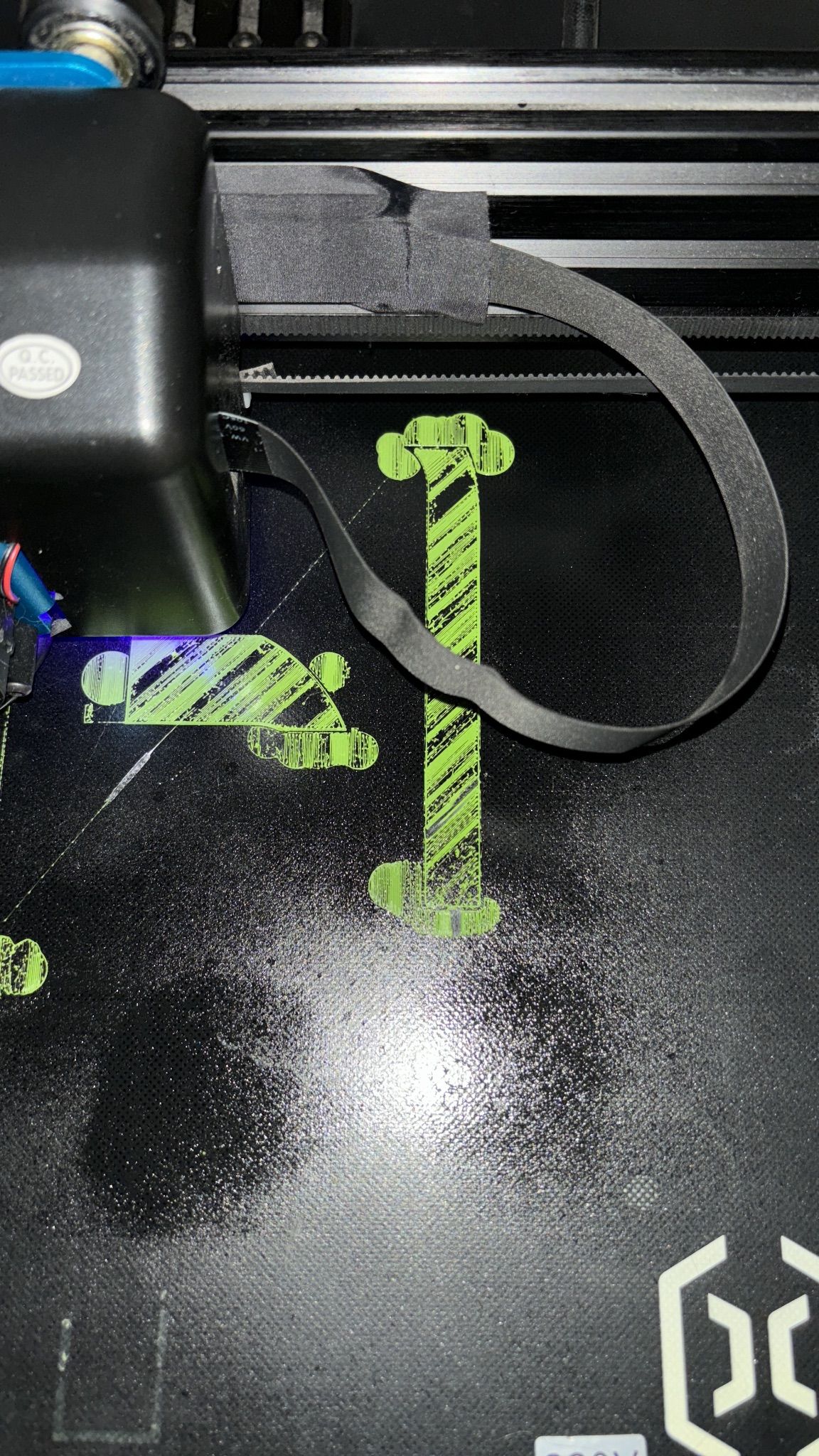
Bonjour jai acheter une sidewinder x1 mais a chaque impression cela me donne ceci: Peut importe les reglage fait. Aide svp
-
Gomez a rejoint la communauté
-
Bonjour exactement le même problème. Avez-vous trouvé une solution ?
-
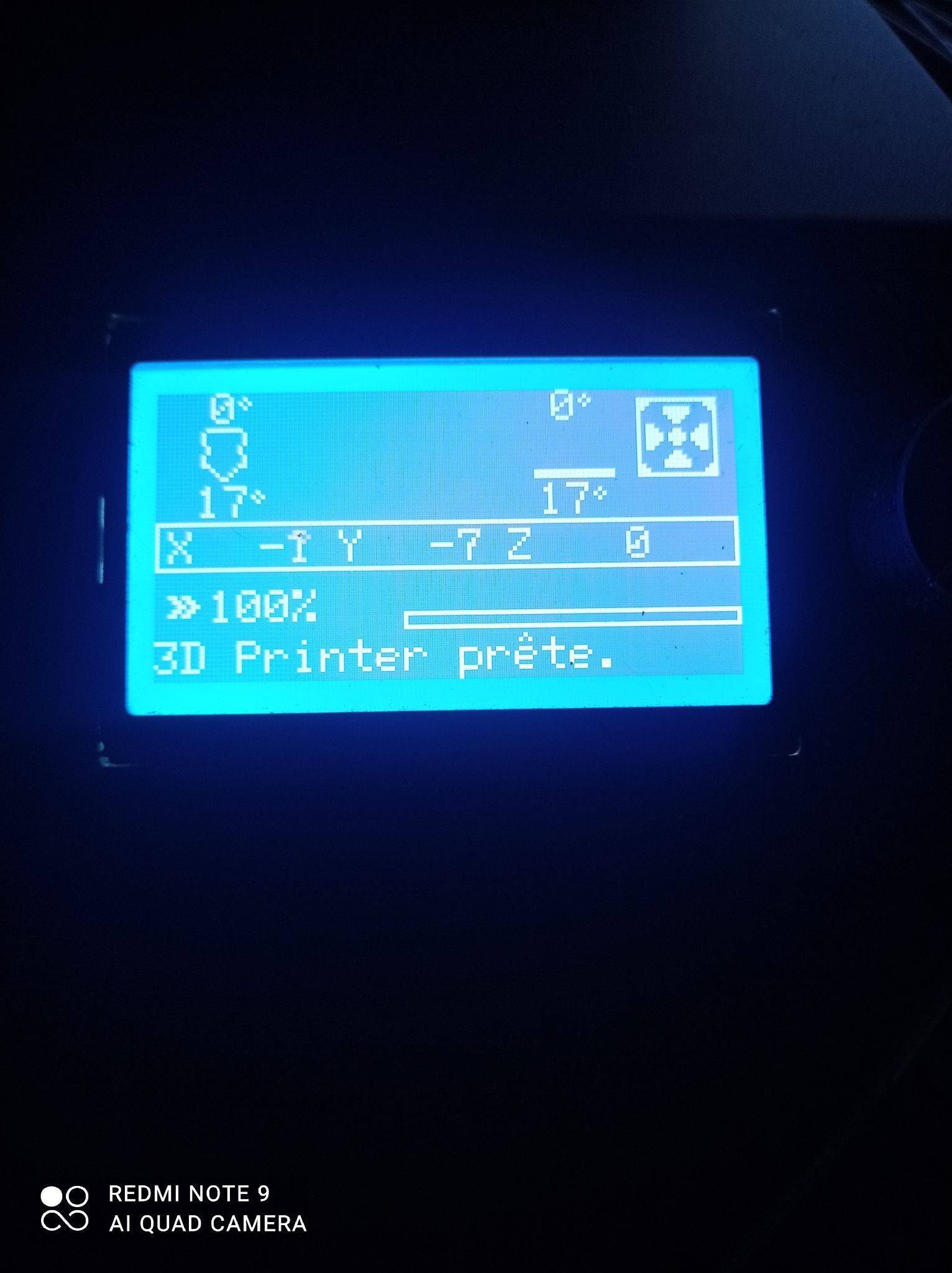
bonsoir a vous deja merci pour vos message . 1 er chose quand j allume l imprimante sur mon il me mets cela est ce normal ? que mon X et Y soit a -1 et -7 et que mon Z soit a zero. pour ce qui est de changer la tète et l extrudeur est ce bien ca ou pas ? https://www.amazon.fr/Redrex-Extruder-Aluminium-Conductrice-Imprimantes/dp/B07DDGGN92/ref=sr_1_1?__mk_fr_FR=ÅMÅŽÕÑ&crid=1XV7A1UIYO8BU&dib=eyJ2IjoiMSJ9.F1ntsvoML6eJAvqwU9hDFg.dcjYqCJ4P49qjuVMjXcyiEaBTiAtZnDW7sKcjTftQ38&dib_tag=se&keywords=extrudeur+deporter&qid=1714066106&sprefix=extrudeur+deporter%2Caps%2C83&sr=8-1 https://www.amazon.fr/Creality-Officiel-Upgrade-Ender-3-Imprimante/dp/B09RXRQ5HM/ref=sr_1_5?crid=1E9M4LTMTMWEE&dib=eyJ2IjoiMSJ9.8hhDZc7LtHrbk6huacyk6i56WkaH1LPhiwmGSckkjFquC23qsiGlQKsKf4HyDb45J-_nPMgshKV4EUS1oJh2AEKpldgIALqk7_dZ94nm-U_MC_6akyYpKjtFGJWC5gw2bO4IELgN1KQ2wHUdNsooOMe1GvxeizwZ5PiuEiYd_Rph-N0sqCzWjg7dVK-UHmkX0215FFmOfsmWEXAGjvz6p-8QHBmjOhwSrwPqxW_QaYnIoEhYdFACTSbzOuDETfzeGmAMGp3qQEwn6VLNImgilBsF2WPEs2fm3v9rY1psvcI.mEE_mYwQPmEWvV9pykbIHLtQvxjPhZS33k3TgQMFJvw&dib_tag=se&keywords=hotend+ender+3&qid=1714066167&sprefix=hotend+%2Caps%2C93&sr=8-5

-
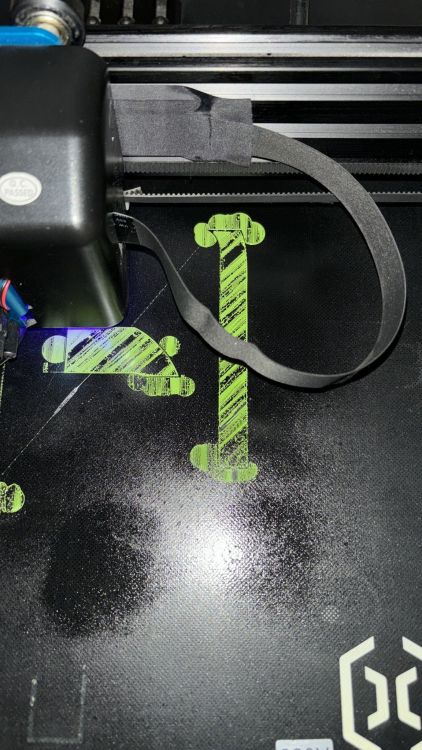
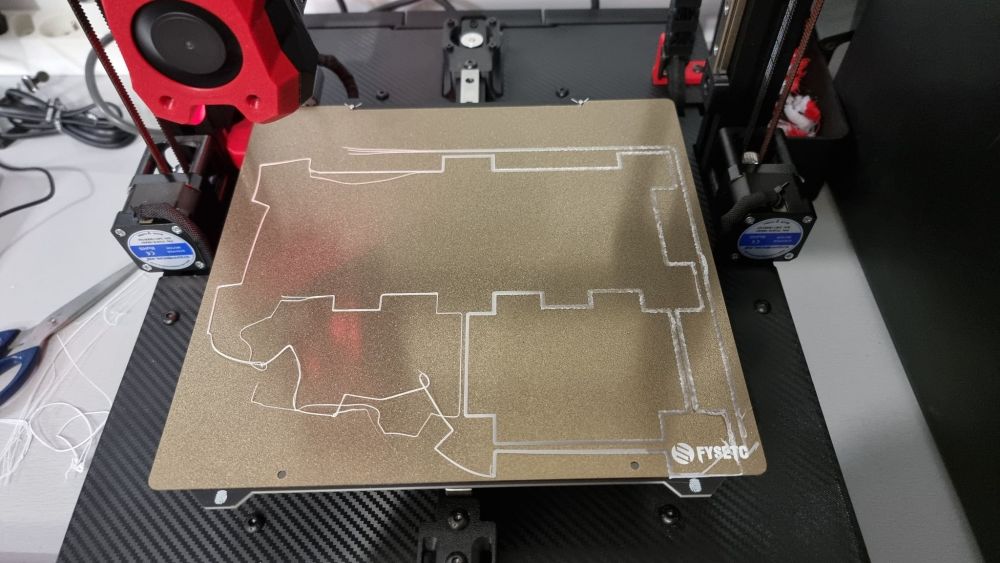
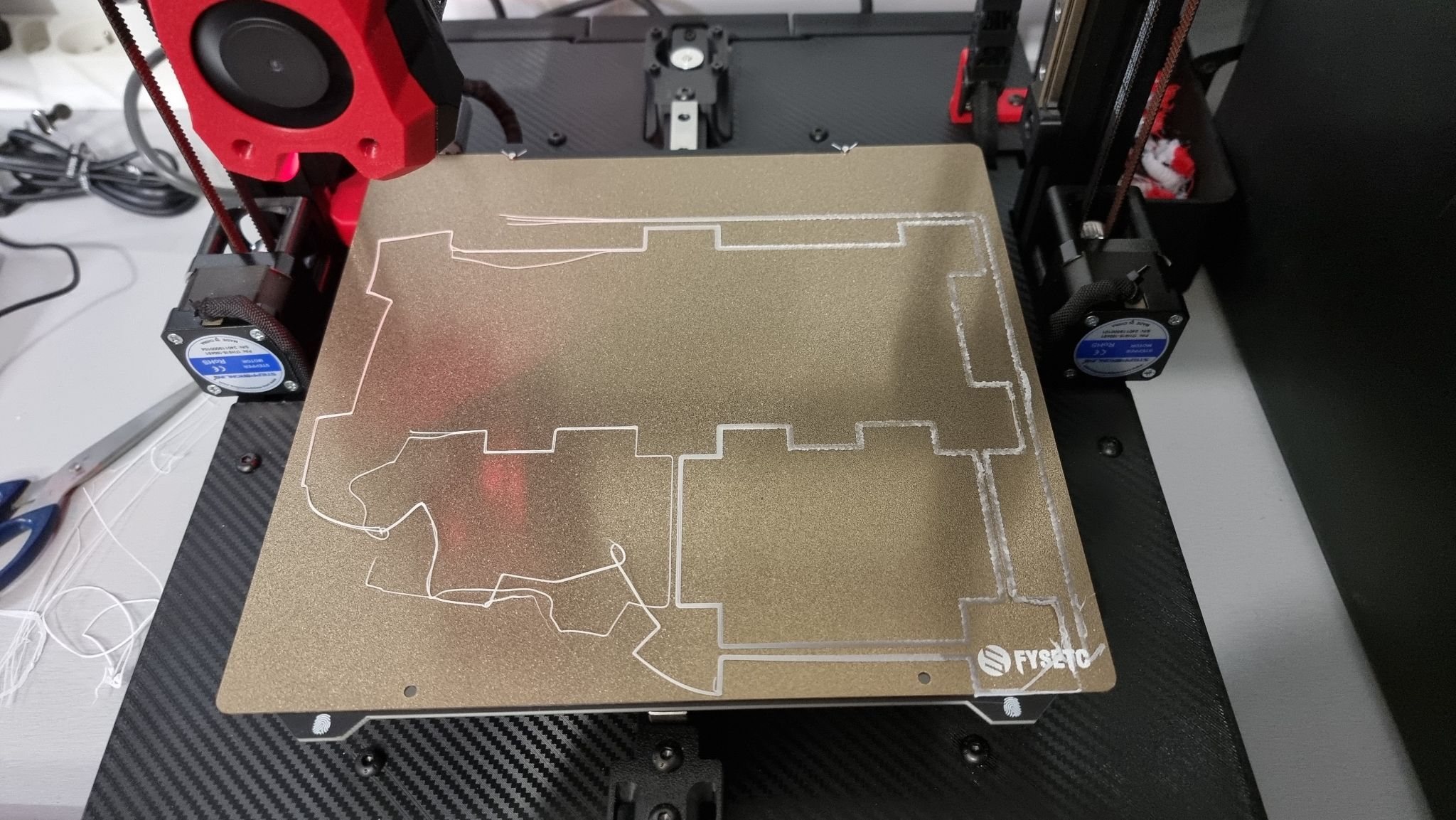
Bonsoir. J'ai un soucis de bed et je vais avoir besoin de la communauté : J'ai lancé une impression du" bed level test" de Prusa. pour tester la planéité du bed. Non seulement mon bed n'est pas plan mais l'impression est décalée vers l'avant par rapport à ce qui s'affiche dans prusaslicer. La buse imprime le raft dans le vide! Une idée de comment corriger ce soucis? Je débute en Klipper.
-

Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir
Griffin Dark en réponse au topic de MrMagounet dans Artillery
Ok je te tiens au courant de la suite. j'ai contacter le SAV mais le délai de traitement est de 3 jours. J'avais un autre problème, ma SW x4 est arrivé avec 5 ressorts pour le bed j'en ai profité pour leur demander de m'en envoyer 1 pour avoir tous les mêmes. -
Tout dépend sur quel type de presse. Sur une presse manuelle, je pense que l'on peut utiliser tous métaux pour faire quelques pièces Sur une presse d'injection haute pression, je pense que le laiton ne va pas résister longtemps. Il y de très nombreux Bronze avec des caractéristiques très différentes. Il nous arrive de mettre des inserts en bronze pour des portions de moule que nous voulons refroidir rapidement et dans lesquels il est compliqué de créer un circuit de refroidissement (le bronze transmet beaucoup mieux les calories que l'acier), mais nous utilisons uniquement des bronze HR au béryllium pour avoir une bonne durée de vie. Il n'y a pas de collage sur le bronze, mais ne t’empêche de mettre un petit coup de bombe démoulante.
-
je viens de relire le fil de cette discussion mais je ne vois pas a quel moment tu parles de M119 j'ai lancé la commande et fait une capture écran , je sais pas ce que je dois faire de cette info

-

Concours sur "Makeronline" bêta (Anycubic)
PPAC en réponse au topic de PPAC dans Bons plans et crowdfunding
MakerOnline précise quelque points https://forum.makeronline.com/topic/Challenge Announcement Quality Standards for Submissions-279.html Il faut une certaine "Assurance qualité" du modèle et mettre des photos du print. Pour avoir "un environnement concurrentiel équitable, basé sur les mérites de leurs conceptions plutôt que sur des soumissions stratégiques" Je vais devoir partir a la recherche de personnes disposant d'une imprimante avec AMS / MMU / ... qui voudrait bien m'imprimer quelque modèles ou alors me taper un bon nombre de changement de filament dans le prochains jours Afin que je complète mes participations ( https://www.makeronline.com/en/challenge/SharePage/346ce0f0-a25a-40f8-8091-29feb939d5ac.html ) Voila pour aujourd’hui (Chute ne pas leur dire que j'ai imprimé cela avec un Ender-3 V3 )


-
Choix Première imprimante 3D
MrMagounet en réponse au topic de ptitom1381 dans Bien choisir son imprimante 3D
La A1 et A1Mini a des techno que n'ont pas la Ender3 KE, comme l'AMS oui mais surtout l'ajustement du débit auto. L'avantage des bambulab c'est l'environnement complet très maitrise c'est du plus surtout quand on début, après perso j'ai pas la KE mais j'ai les SW X4 Pro et Plus de Artillery qui sont comparable et j'arrive a quelques chose d'ultra bon même si j'ai créer des profils plus adapter sur OrcaSlicer par exemple ou ajouter des macro utile sous klipper, mais je suis pas novice c'est sur. Après Bambulab est plus carré que creality, Artillery, anycubic, elegoo et autre marque tu l'assemblage et plein d'autre aspect c'est indéniable. -

Demande de conseil disposition des pièces
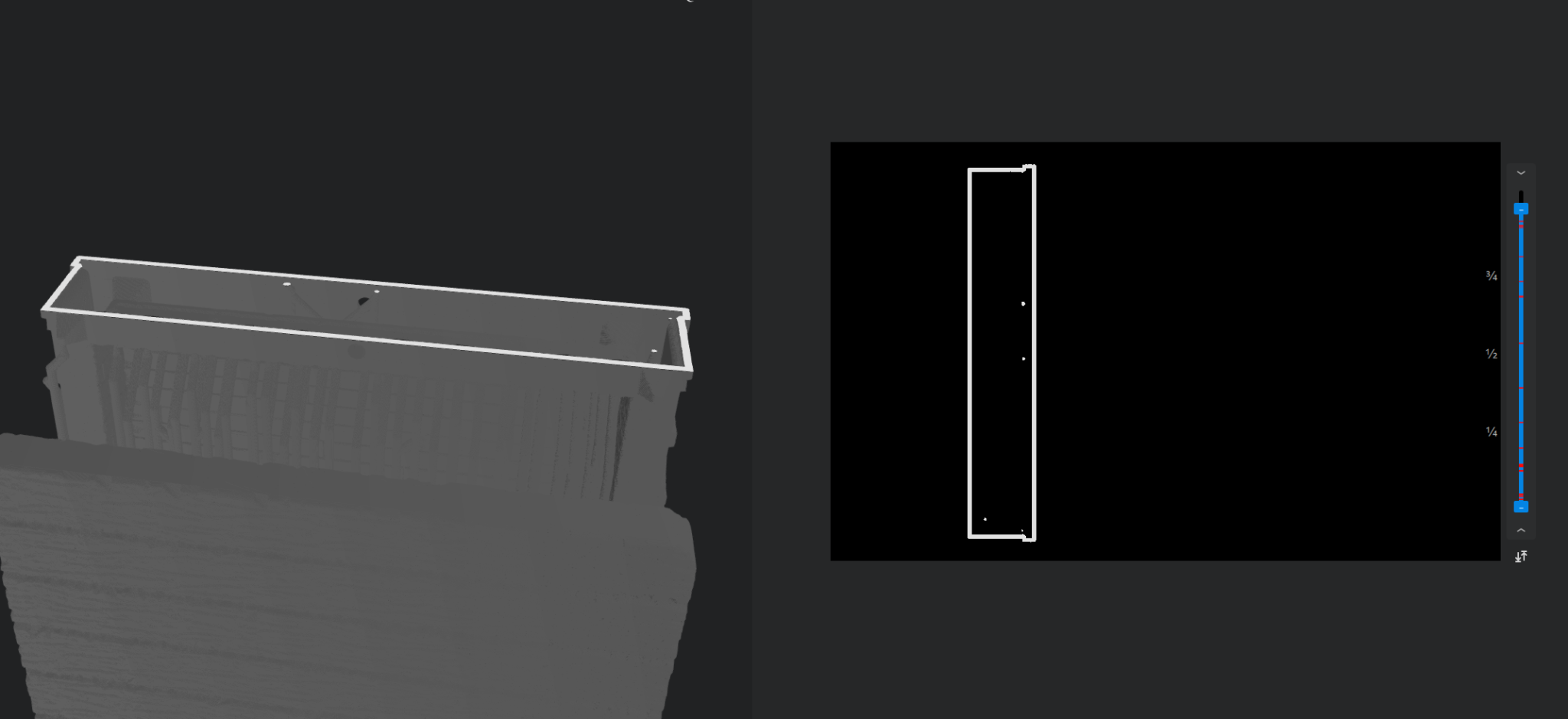
Majestic59 en réponse au topic de Majestic59 dans Les imprimantes 3D SLA
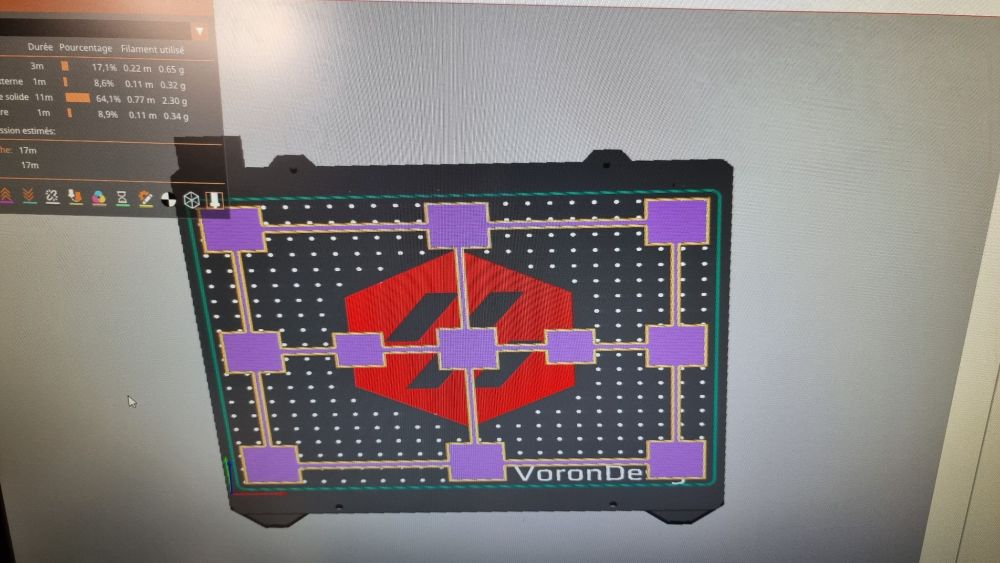
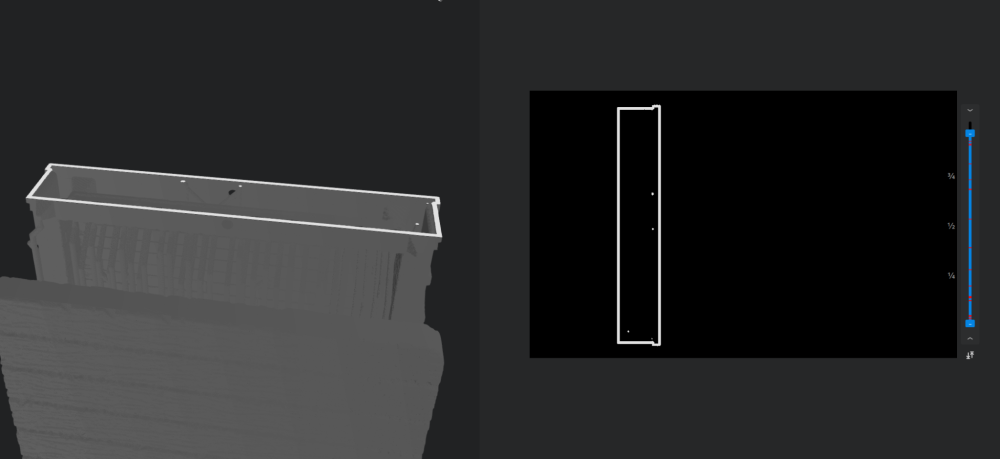
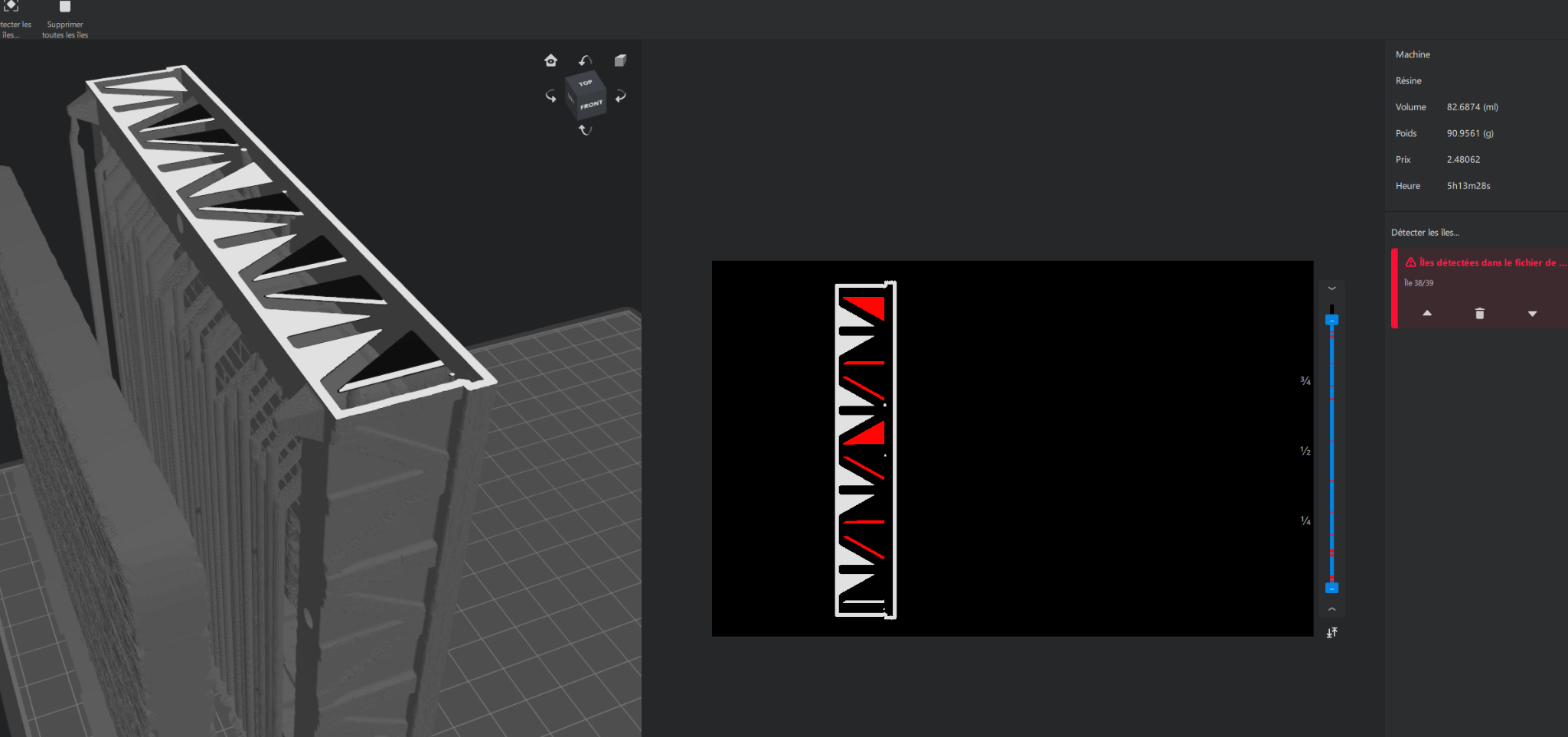
Hello Je me permets de revenir vers vous avec ces screens qui parleront peut être plus. Le dessus de la pièce commence dans le vide de la pièce. Comme j'ai évidé la pièce, les rebords commencent à print dans le vide. Dois je mettre des renforts DANS la pièces ? Si oui comment svp ? Merci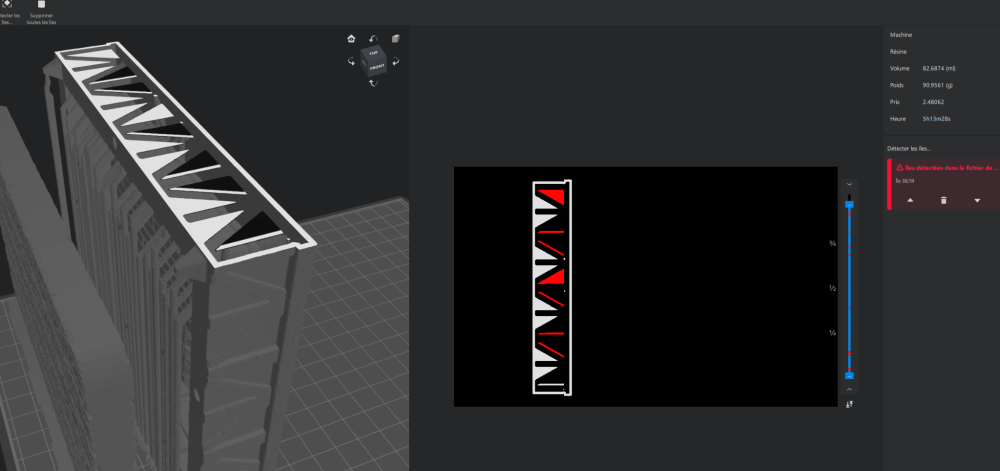
-
As tu fais ce que je t'ai indiqué regarder si il y a bien changement d'étant des endstop X et Y via la commande M119
-
@divers : est-ce qu'il est possible qu'un moule pour presse à injecter le plastique soit réalisé en laiton ou en bronze ? Si oui, faut-il appliquer un produit de démoulage pour éviter que la pièce en plastique obtenue (ABS, PETG, voire PLA) reste collée à l'intérieur ? Bien sûr, ce serait pour une presse à injecter "expérimentale", pas une vraie machine professionnelle Lors des journées du patrimoine, avec des bénévoles nous réalisons des pièces en bronze. J'ai pu obtenir quelques pièces sympa à partir de modèles imprimés en 3D ayant servit à confectionner un moule sable pour couler du bronze dedans. En panne d'inspiration pour l'édition 2024, je me dit que je pourrais : - modéliser en 3D un moule - l'imprimer en 3D avec mon imprimante FDM (ou ma SLA qui souffre de ne pas être utilisée depuis un certain temps) - ensuite j'utiliserais ce moule imprimé en 3D pour faire un moule sable - pour obtenir le moule initialement imprimé en 3D en bronze - il y aura un travail d'usinage notamment pour que les deux parties du moule s'ajustent bien entre elles (je pense surfacer le plan de joint, puis percer les deux parties ensemble aux quatre coins pour ensuite y placer des piges de centrage) - et, finalement, tenter de faire expérimentalement un moulage de plastique par injection - j'ai vu des amateurs réaliser la buse et la vis sans fin d'injection avec un gros tube et une mèche à bois, ça pourrait être intéressant à tester Bien sûr la pièce à obtenir sera simple (juste un plan de joint, pas de paroies minces, pas de noyau, pas de tolérance sévère sur les dimenssions) ; par exemple un bouton de tiroir ou une médaille souvenir relativement épaisse ça devrait le faire.
-
Un rapport avec le/les graveur laser ? Rotary ? Air Assiste ? Tête laser ?
-
bon je viens de remonter la machine et j'ait fait un test , en fait je reviens au probleme initial : le home ne se fait pas correctement , il commençait toujours a l'angle gauche coté écran quand on se place devant la machine ,mais la il ne le fait pas , il avance a droite ,peu importe ou se trouve l'extrudeur a ce moment la, par exemple si l'extrudeur se trouve au milieu et le plateau aussi , lorsque je fait un home avec Octopi , le plateau va bien en arriere et se place correctement (j'entends le clic de fin de course) mais l'extrudeur fait un petit coup a droite puis s'arrete , a chaque fois je refait home, il va un petit coup a droite puis stoppe .Elle commence a me fatiguer cette machine , en fait il ne fait absolument pas le " home " , quelqu'un a une idée ?
-
De la résine ?
-
Et oui Et le petit dernier


-
@Froon oui d'autre avait eu quelques soucis et après plusieurs échange l'idée m'etait venue que la version 2.16 pourrait être en cause et après test c'etait bien cela, n'ayant plus cette machine en ma possession, ce n'etait que de l'hypothèse lié a mon expérience. Mais oui tu a raison fallait la trouver la cause, et même moi j'ai pas trouver de suite.
-
Je crois qu'il n'est qu'en anglais leur site officiel, et j'avoue que en anglais je ne suis pas terrible. Le racler oui (dans mon idée), le percer quand même pas, lol.

















-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 14 membres, 0 anonyme, 198 invités (Afficher la liste complète)
-
Statistiques des membres
46 315
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,9k
Total des sujets570,8k
Total des messages -
Sujets les plus vus





-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.












