

Toute l’activité
- La dernière heure
-
Bon ce schmilblick relie deux morceaux de barre et il faut trouver de quelle barre il est question ? Ou ce ne sont pas deux morceaux de barres ?
-
Un genre d'attache porte savon qui s'utilise sur un rideau de douche ? Y a t'il un rapport avec les "anneaux" qui servent a tenir le rideau de douche ? ( Edit > Comme il me semble que l'on débute une nouvelle page )
-
Non, regarde c’est déjà répondu
-
C'est pour assembler deux éléments ?
-
Non
-
Et bien ... une partie de l'idée était dans l'air, car voici ce que BIQU communique actuellement. Le "Panda Fur" ( J'avais seulement le "Rose" ) https://www.facebook.com/BIQU3DPrinter/posts/pfbid0PDateCpB9u3GokacXpsaLyCV9B9965pneedJLhPr9LdQkQmo594DTh3pn9o7ZALgl

-
Bonjour, Suite au changement de la cartouche de chauffe de mon Ender3V1 4.2.7 CrTouch Marlin 2.0.6, le pid autotune se met en dépassement de température. Impossible, donc, de le régler. Je crois savoir qu'il suffit de modifier dans Marlin le Bang_Max et sa suite. Mon problème est que j'ai télécharger, sur le site de créality, le Firmware en binaire. où puis trouver un marlin non compilé, paramétré pour mon imprimante afin que je puisse modifier le Bang_Max et recompiler? Merci L.Fleur
-

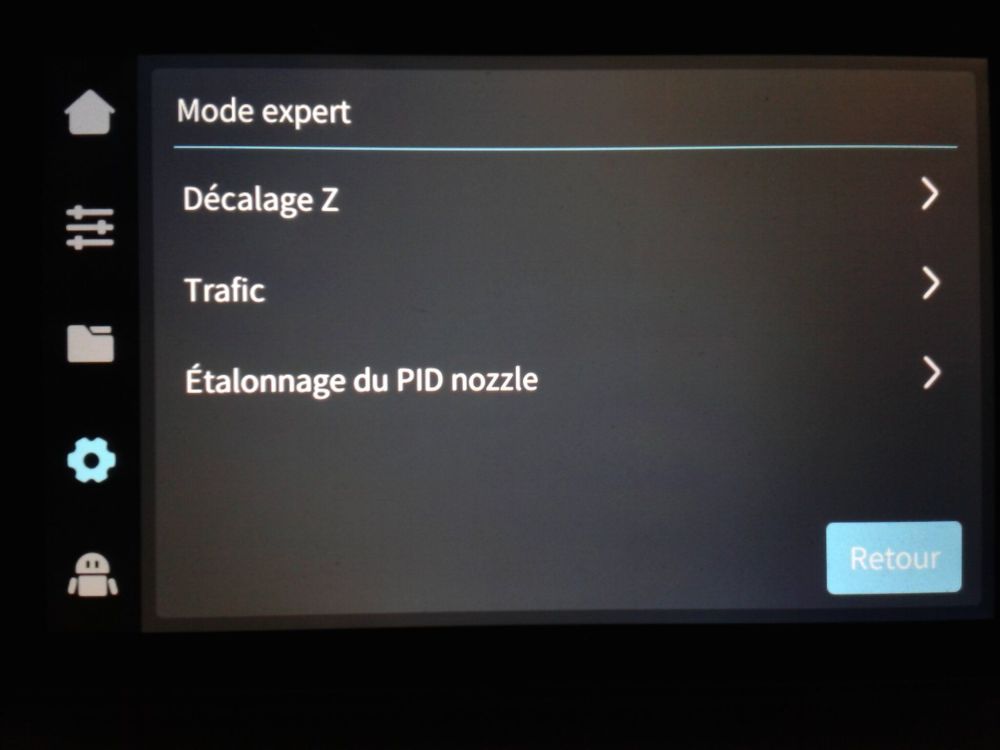
- autre - Ai-je briquer ma SW-X2 avec klipper ?
MrMagounet en réponse au topic de XIIgion dans Artillery
il semble y avoir des soucis depuis la version 2.16 de STM32cube donc essaie avec la version 2.15 -

problèmes d'impression résine sur elegoo saturn2
grumf en réponse au topic de grumf dans Les imprimantes 3D SLA
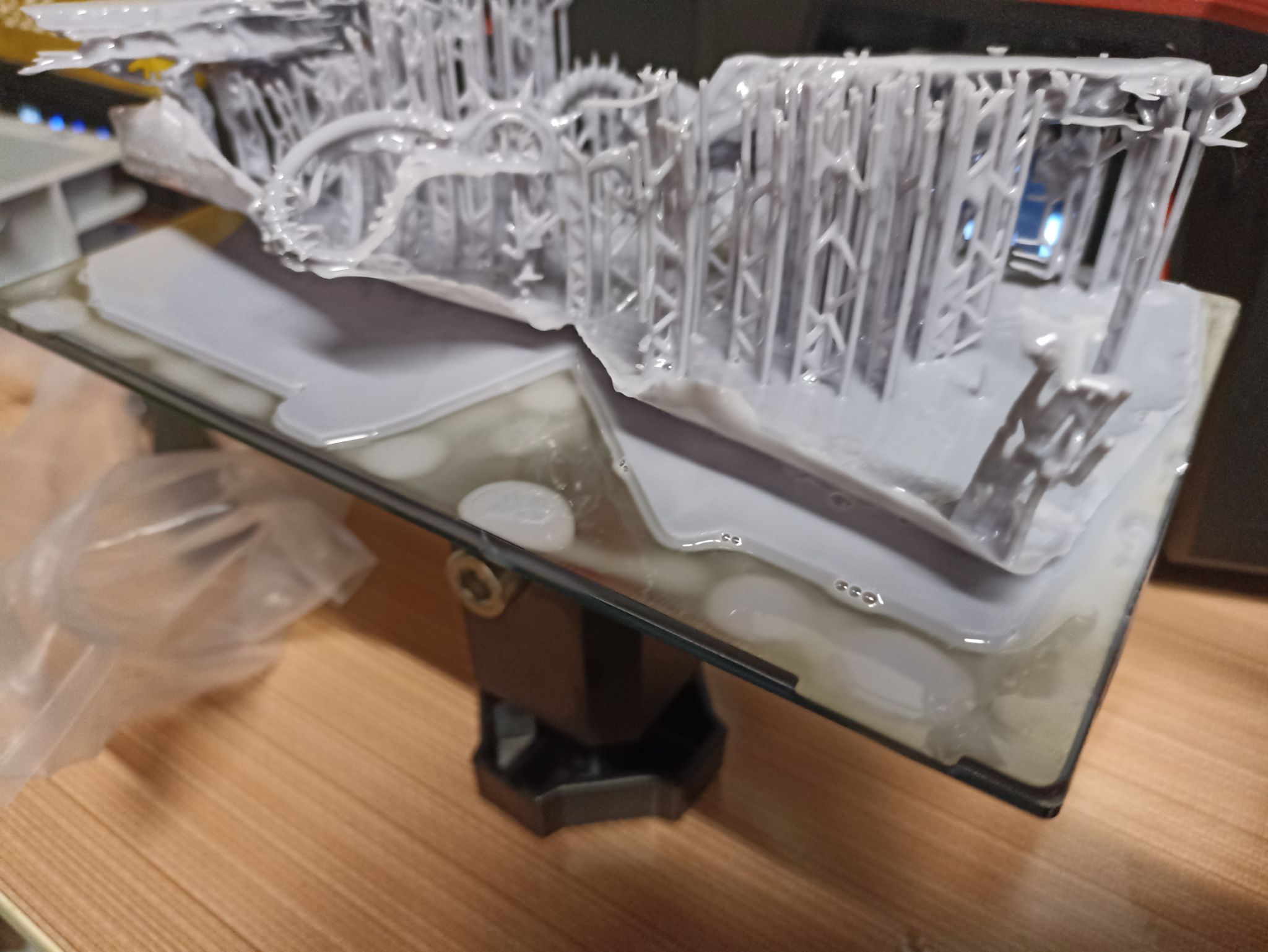
Bonjour fvuichard, j'ai testé les premières fois avec les paramètres donnés puis inscrit ceux de ma mars 2 pour le même résultat . Bonjour PPAC , pour le "forçage du moteur" je referai un nouveau symblotage, sachant que comme je l'ai écrit , je n'ai pas le bruit en mode home sans résine, comme si ça forçait à cause de la résine (la température est ambiante), peut être la vitesse de descente trop rapide pour chasser la résine ? Pour mon décrochage , je vais me pencher sur ces "couches de transition" car effectivement je passe de 45 à 3 s Attention à la photo , est est trompeuse puisque j'ai stoppé l'impression à 20% En tout cas , merci pour vos réponses rapides et constructives. -
Le lidar a peu d'utilité de mon point de vue, as tu regarder la FlashForge 5M Pro ? cette machine est juste magique je trouve, après il faut par contre qu'un plateu de 220x220 te suffise.
-

problèmes d'impression résine sur elegoo saturn2
PPAC en réponse au topic de grumf dans Les imprimantes 3D SLA
Salutation ! Je parle sans vraiment savoir car je n'ai pas cette machine. Et si tu fait délicatement l'ajustement du plateau sans aucune feuille/calle, mais avec le réservoir de résine en place ? ( bien utiliser une main pour plaquer le plateau dans le fond du réservoir de résine quand tu serre les vis ) Le "forçage de moteur lors d'un Home" me dis que peut être l'ajustement du plateau bouge. Il y a aussi la piste de la température de la résine ( plus il fait froid moins la résine est fluide et donc lors de la plongé du plateau il y a plus de résistance car la résine met plus de temps a s’échapper ... ) Éventuellement ( mais comme les "burn layer" semblent adhérer au plateau cela ne doit pas être le cas ) vérifier que la surface du plateau est bien "ultra plane" ( avec un réglet plaqué contre le plateau et une lumière rasante ) Quoi quoi quoi ! Tu n'as pas refait des essais de test d'impression pour trouver les durées d'exposition pour cette machine spécifique ? ( Personnellement j'aime bien "The cones of calibration" de TableFlip Foundry, pour savoir où je me situe. ) La dé-lamination des couches c'est souvent signe d'une sous exposition ( durée d'exposition trop courte pour cette résine). Il y a aussi les variations de température de l'environnement d'impression, voir un levage trop rapide. ( Où encore mais plus rare une trop brusque rupture de temps d'exposition entre les couche ( d'où l'utilisation des couche de transitions ) ) -
problèmes d'impression résine sur elegoo saturn2
grumf en réponse au topic de grumf dans Les imprimantes 3D SLA
Bonjour , je suis désolé et vous remercie . -
problèmes d'impression résine sur elegoo saturn2
fvuichard en réponse au topic de grumf dans Les imprimantes 3D SLA
Hello! As-tu retester les paramètres d'exposition ou juste repris les même valeurs que sur la mars 2, car il est possible que la puissance de la saturne diffère de la mars et que les paramêtres actuel ne soit pas bon... -

problèmes d'impression résine sur elegoo saturn2
pascal_lb en réponse au topic de grumf dans Les imprimantes 3D SLA
@grumf je déplace dans la bonne section - Aujourd’hui
-
C'est pour allonger la tringle à rideau de douche ?
-
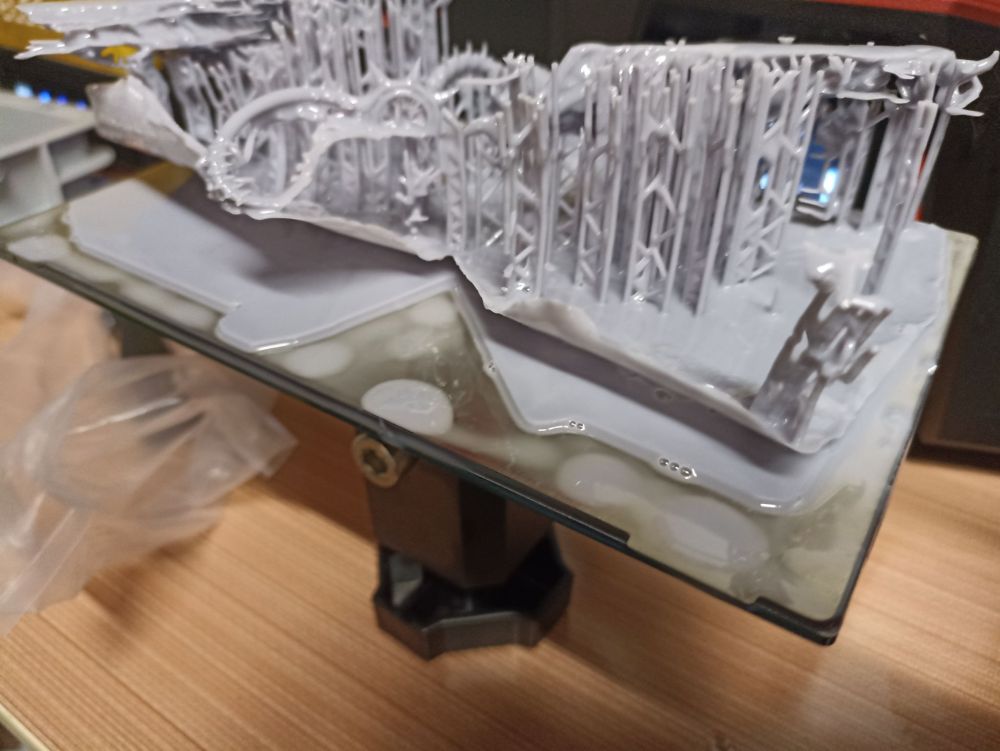
Bonjour à tous, je suis propriétaire d'une imprimante résine elegoo mars 2 pro depuis plus d'un an et j'ai imprimé de nombreuses figurines avec sans aucun problème. Je dirais même que je suis un imprimeur "compulsif" J'ai voulu investir dans une nouvelle imprimante plus grande pour repousser les limites de mon plateau et donc acheté une saturn 2 puisque j'étais plus que content de la marque elegoo. Je galère depuis le début et je n'arrive pas à sortir de bons prints avec cette dernière. j'ai réglé la machine avec une feuille A4 et non celle donnée par la marque (à première vue trop épaisse) j'ai imprimé la tour test sans aucun problème . J'ai préparé mon impression avec lychee comme à mon habitude et mes ennuis ont commencé. Je rencontre 2 problèmes systématiques : la machine force à chaque lancement d'impression durant 1 à 2 secondes en fin de descente avant d'attaquer la première couche (chose qu'elle ne fait pas si je fais un "home" sans résine). Bon vous me direz , si ce n'est que ça ; mais ça reste anormal et j'ai toujours peur d'abimer quelque chose à la longue. Mon vrai problème n'est pas foncièrement là mais plutôt lors de l'impression puisqu'elle se décroche de façon irrégulière entrainant de nombreux défauts. Je vous poste une photo explicative qui vaut toutes les explications laborieuses que je pourrais écrire. ce défaut est plus ou moins important mais systématique . j'utilises à 80 % une résine elegoo lavable à l'eau (la même depuis mes débuts et j'en suis très content) avec les mêmes paramètres que la mars 2 soit 45s les 5 premières couches puis 3s pour les suivantes. Pouvez vous me venir en aide, s'il vous plait, afin que je puisse imprimer avec ma saturn de beaux dragons, vouivres et autres monstres XXL. cordialement grumf

-
grumf a rejoint la communauté
-

[TOPIC UNIQUE] Bambu Lab A1, A1 mini et AMS Lite
phildc en réponse au topic de Motard Geek dans Bambu Lab
Colis arrivé: 1180gr, dont 890 gr pour le plateau avec son câble. J'avais sur-estimé le poids! Et l'emballage est très bon. Et il y a le petit pare-choc à fixer à l'arrière. Aucun document, on fera avec la video. -
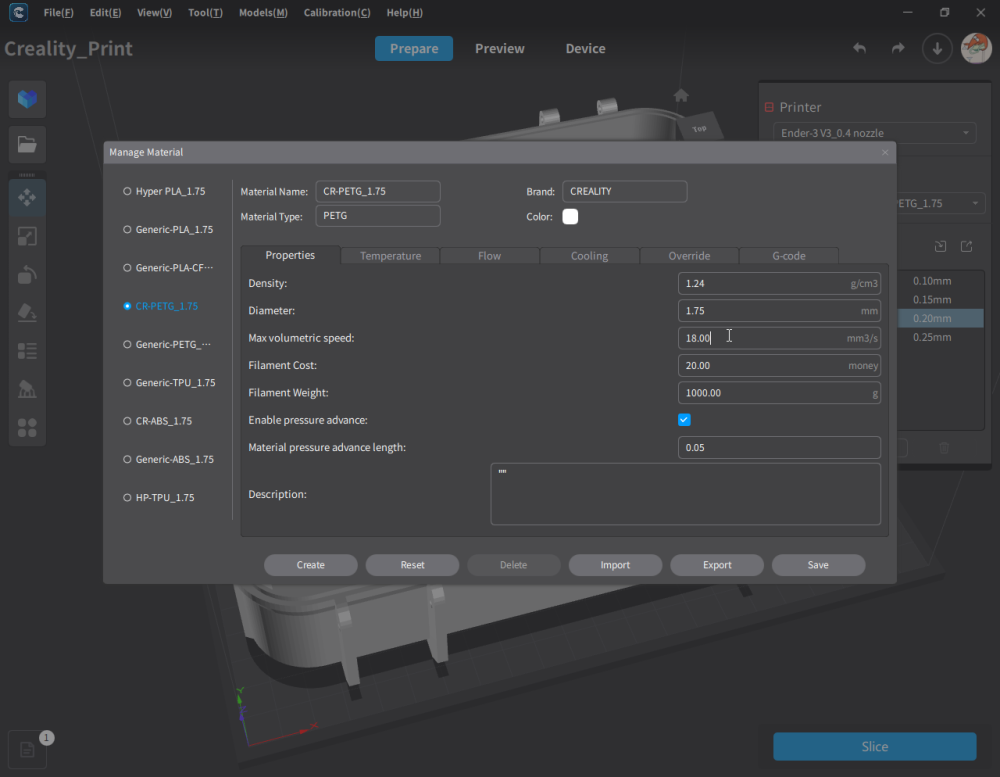
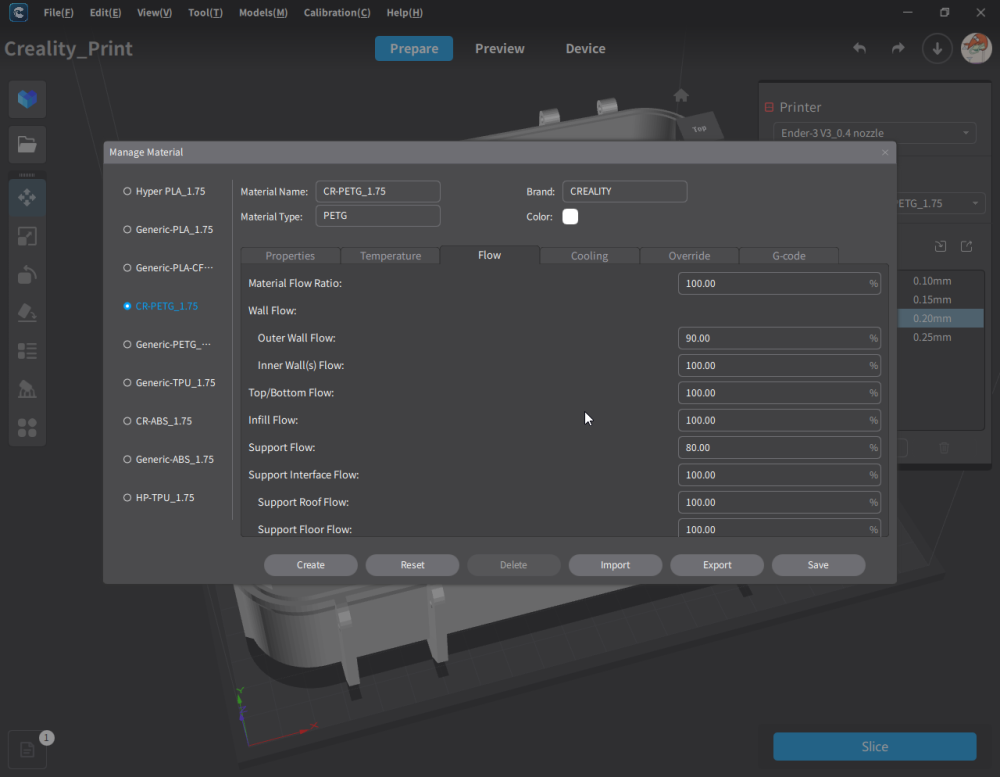
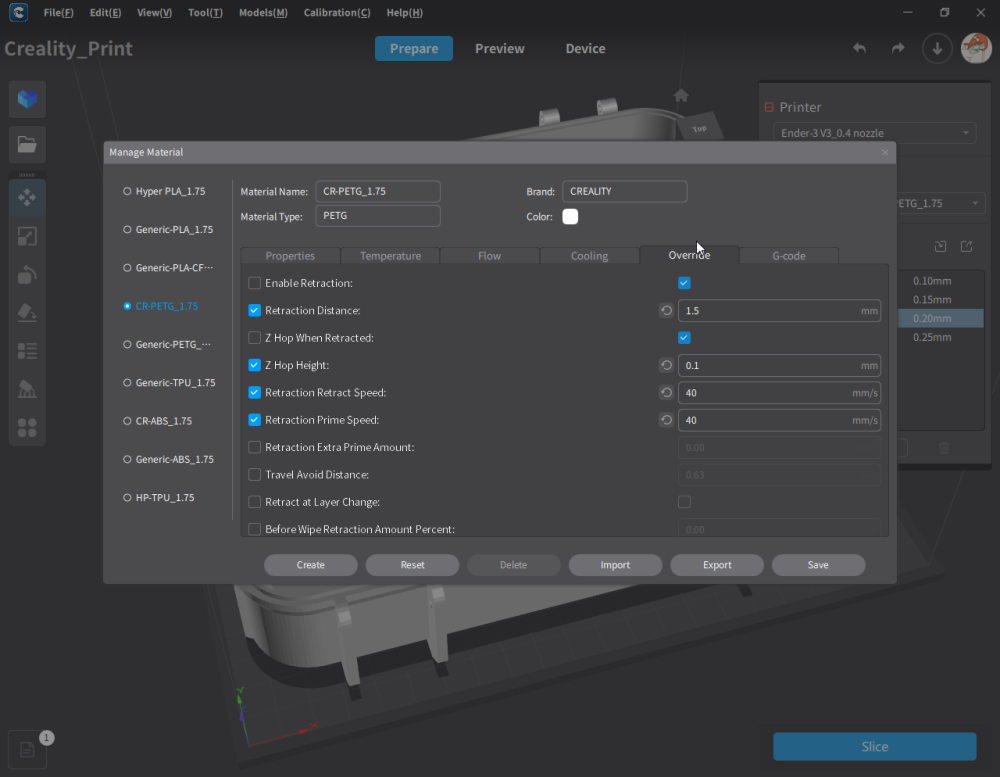
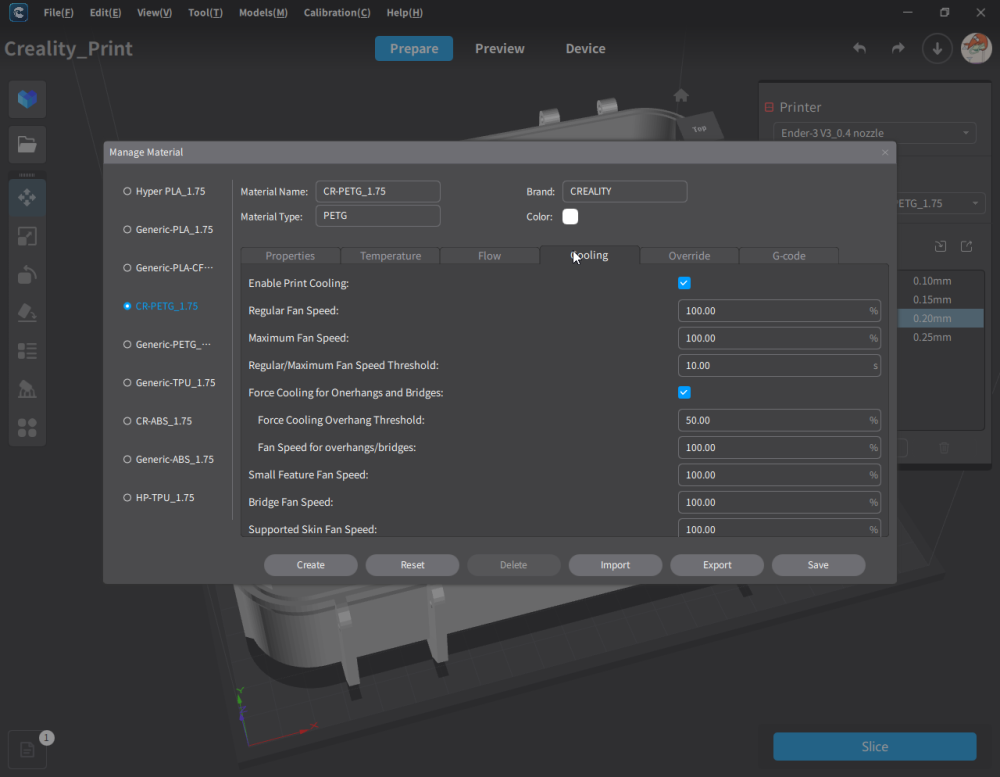
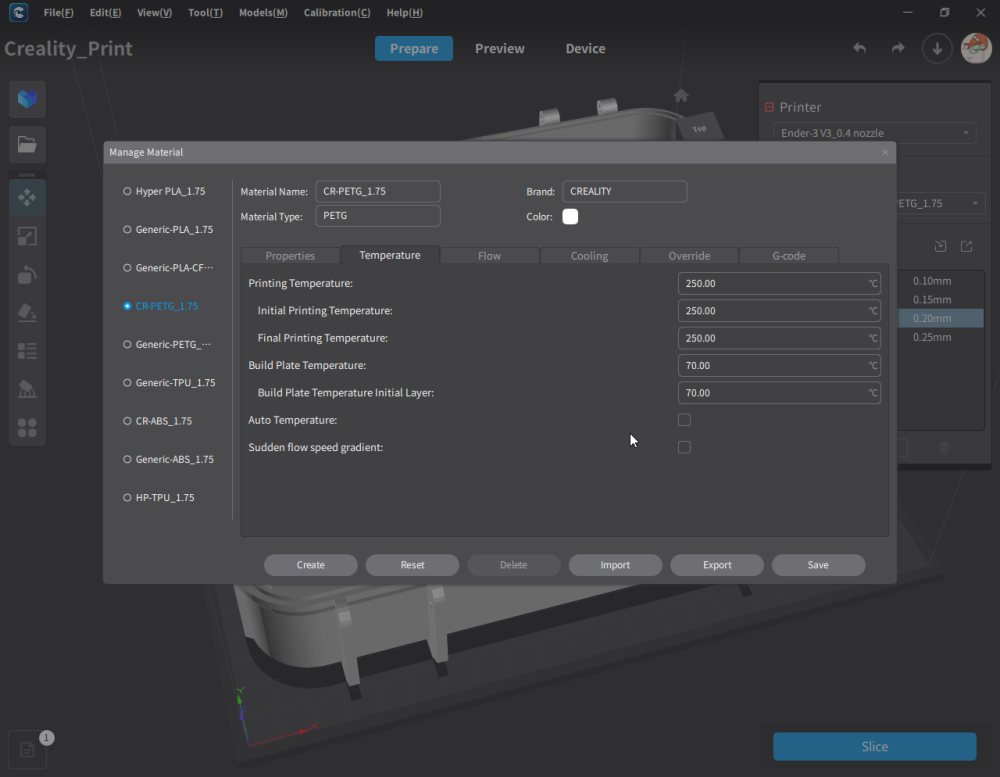
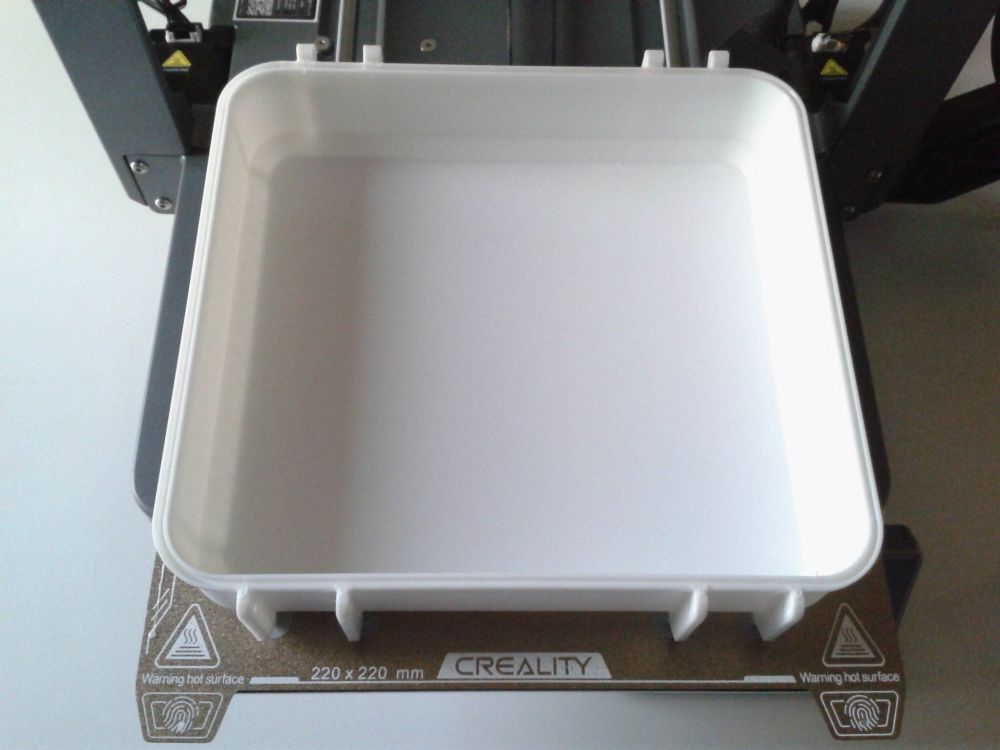
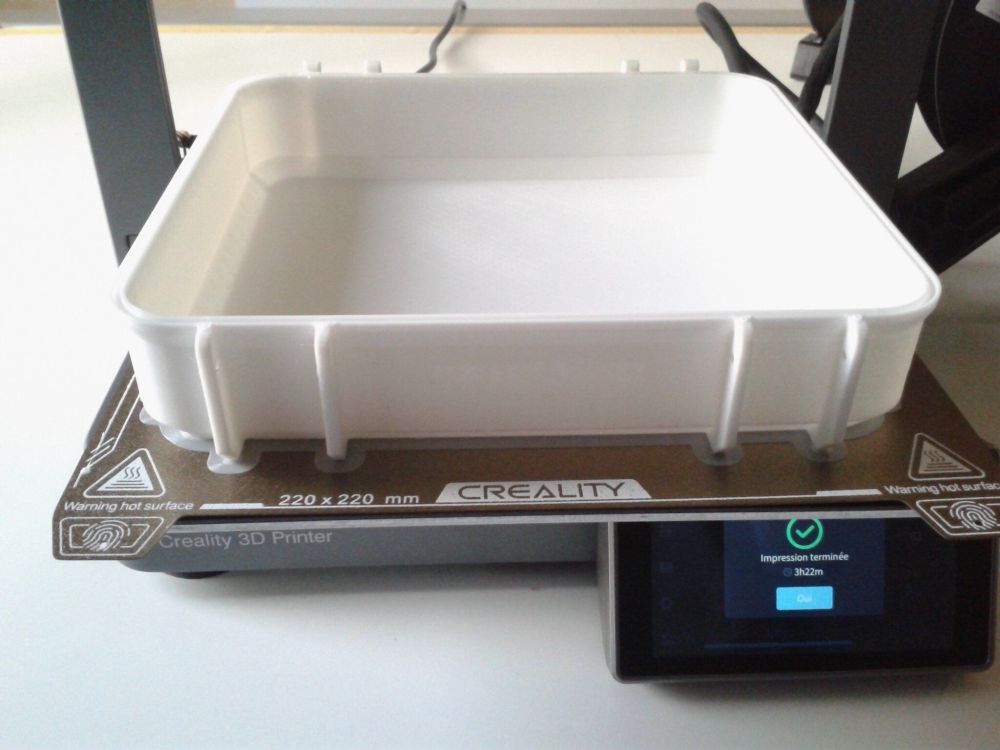
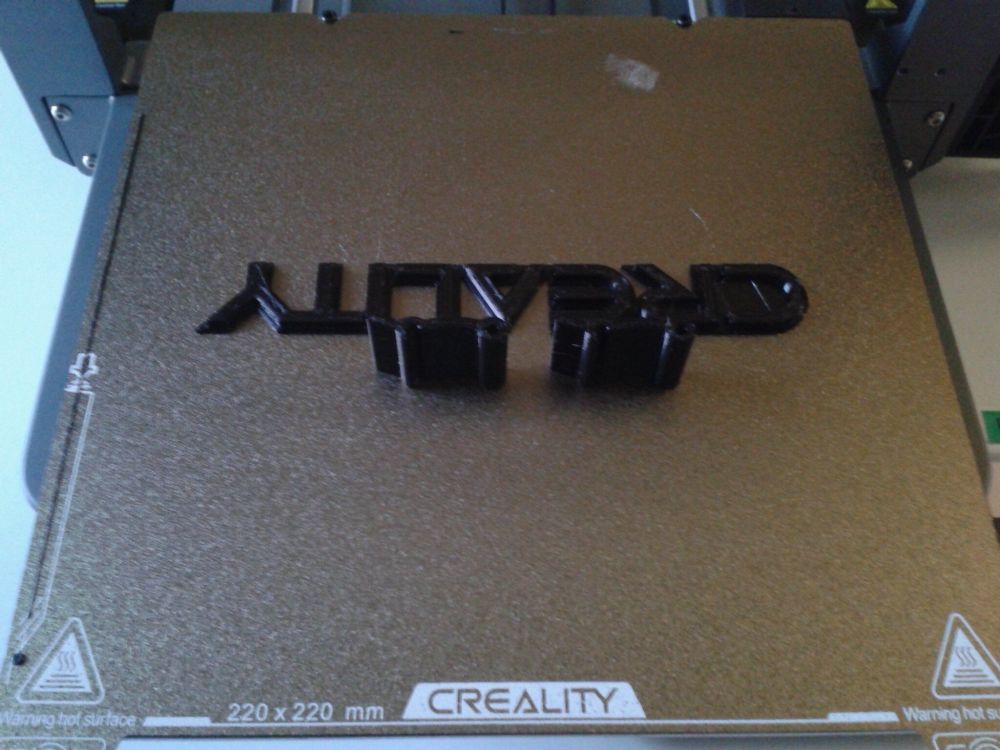
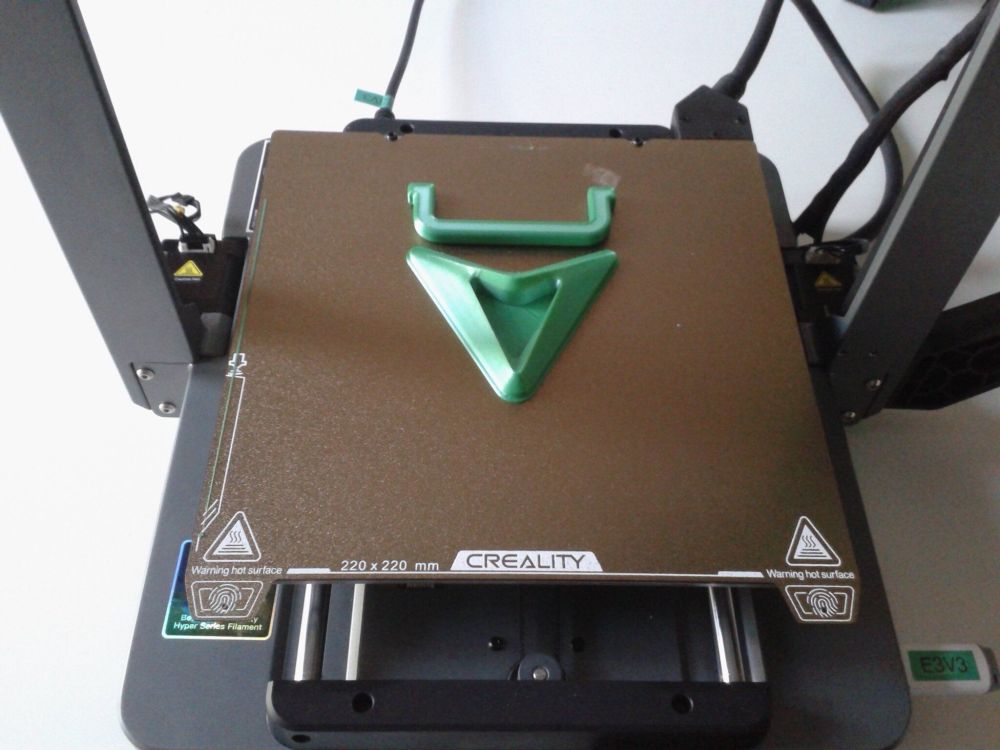
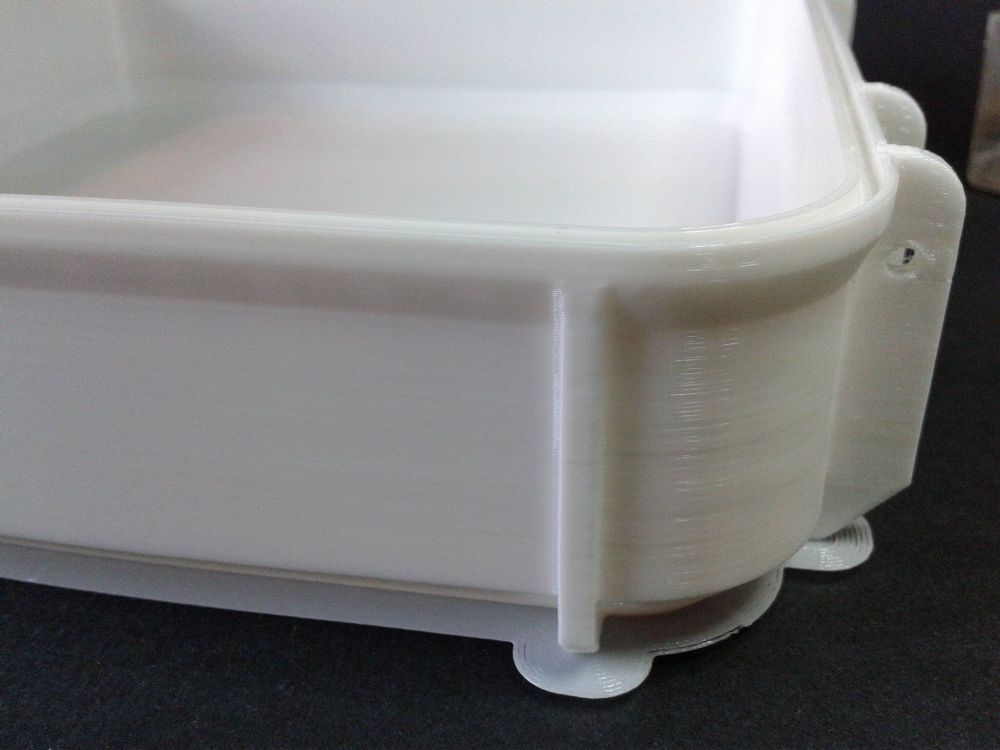
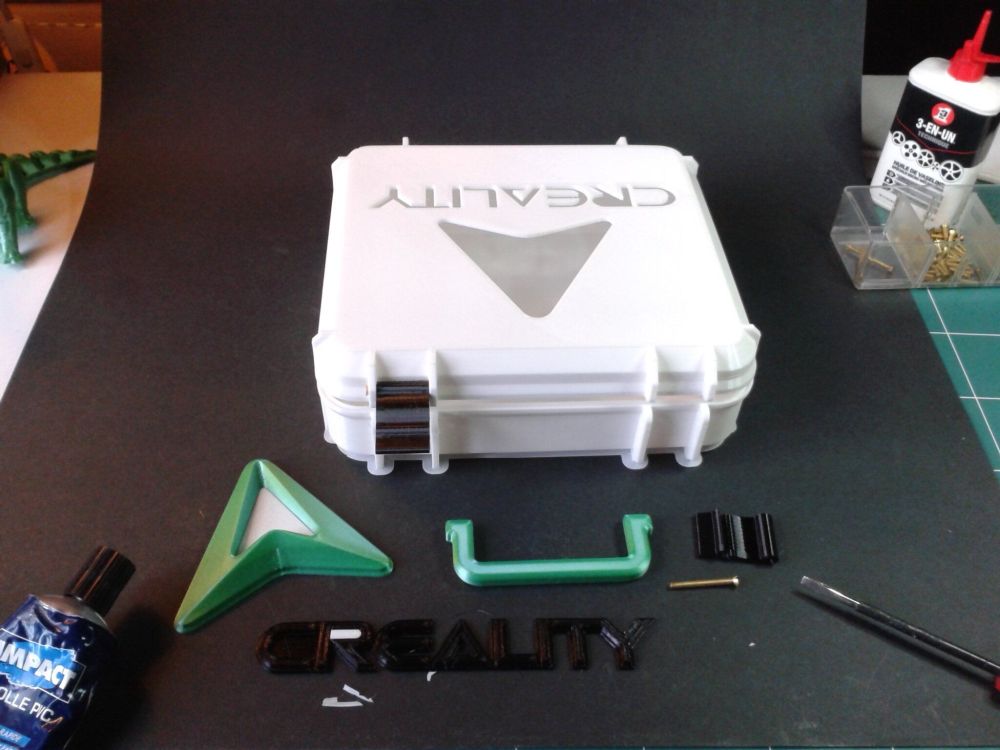
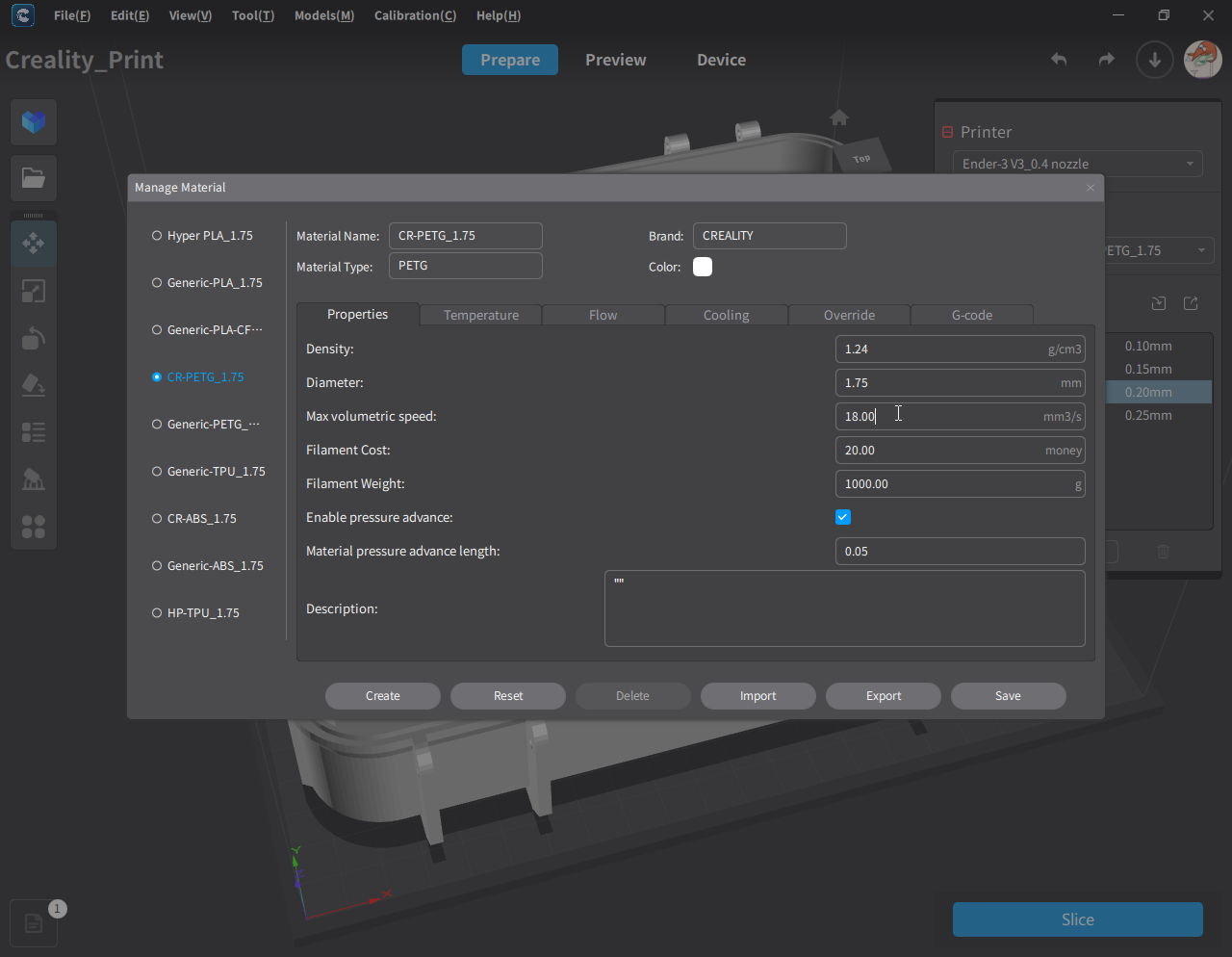
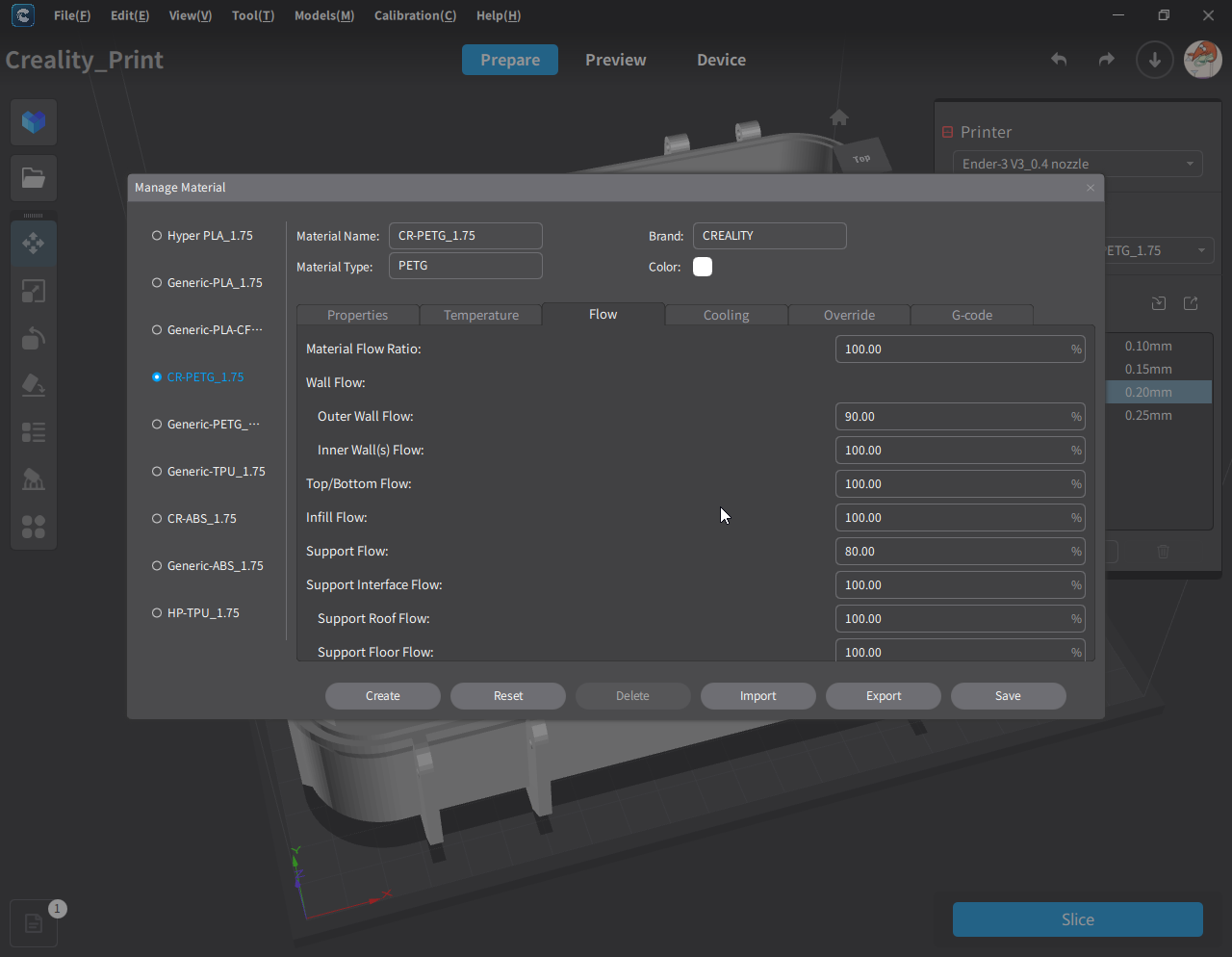
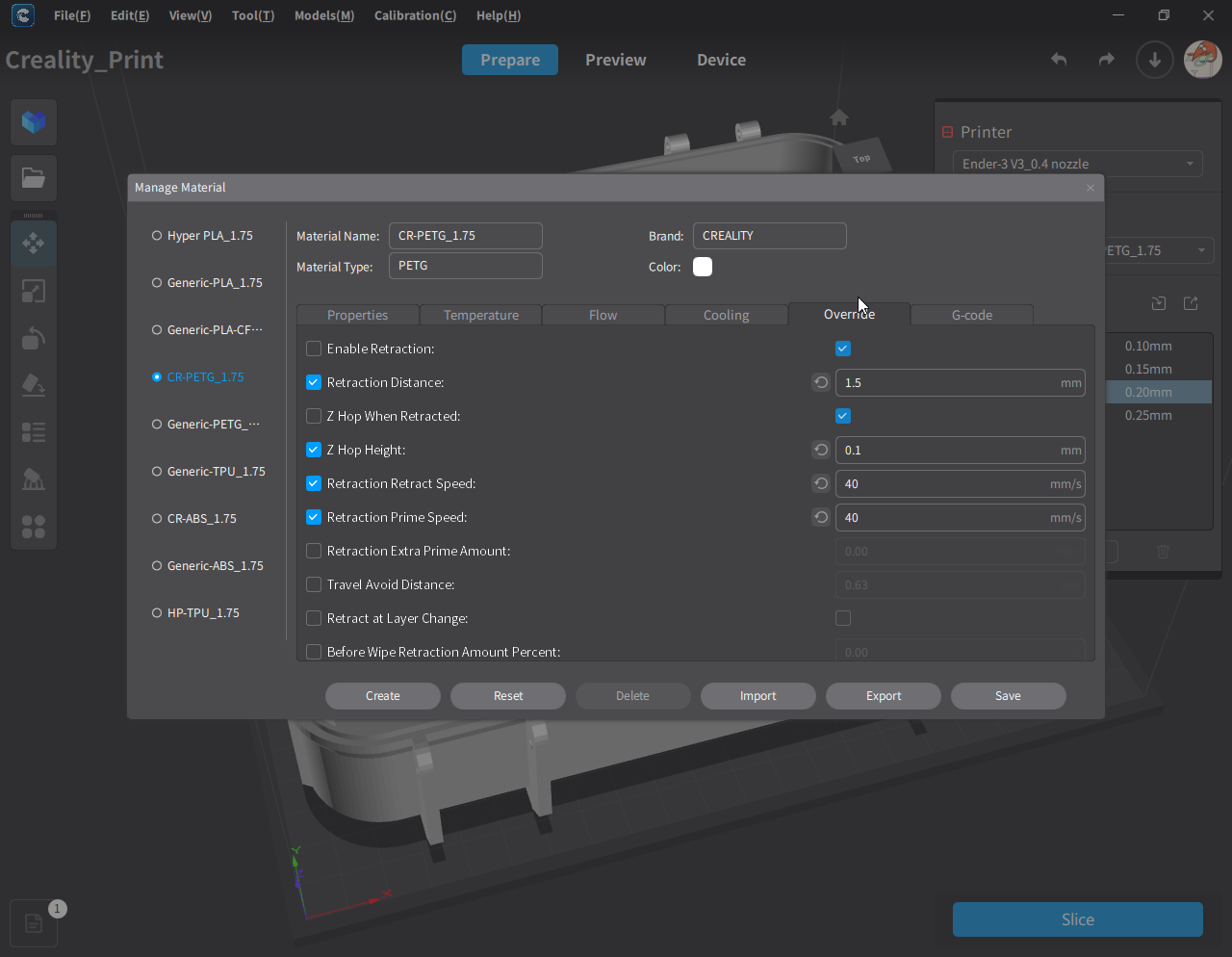
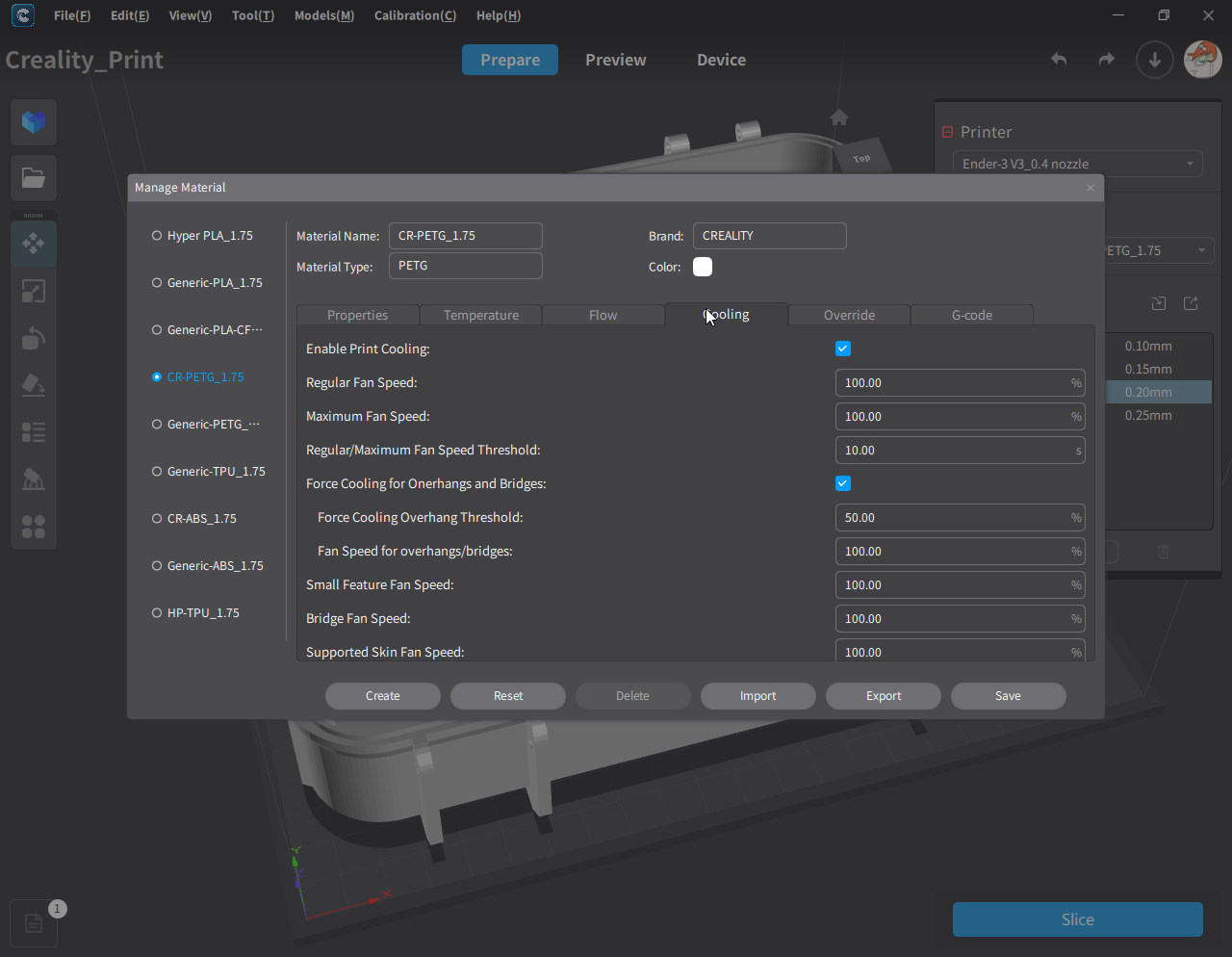
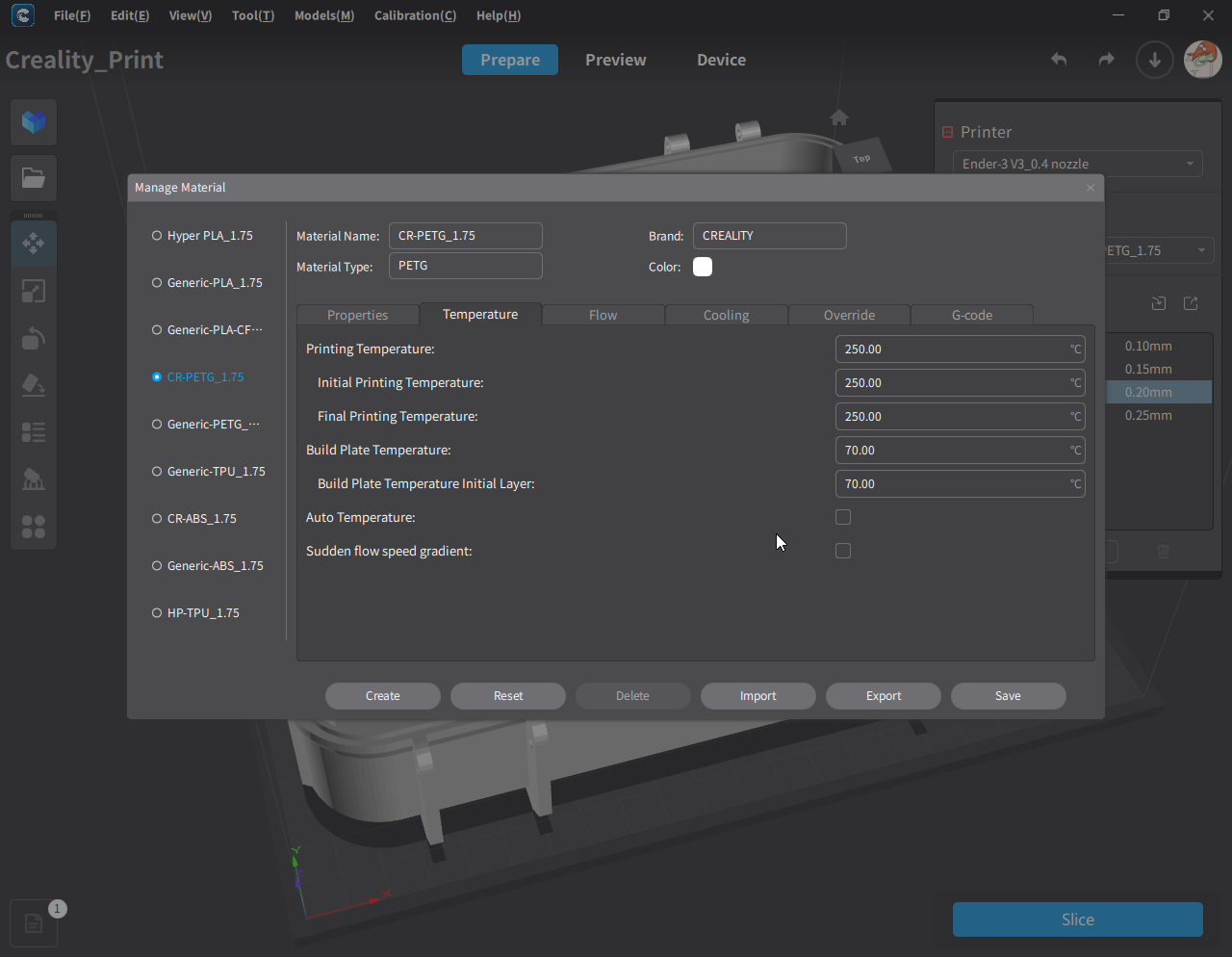
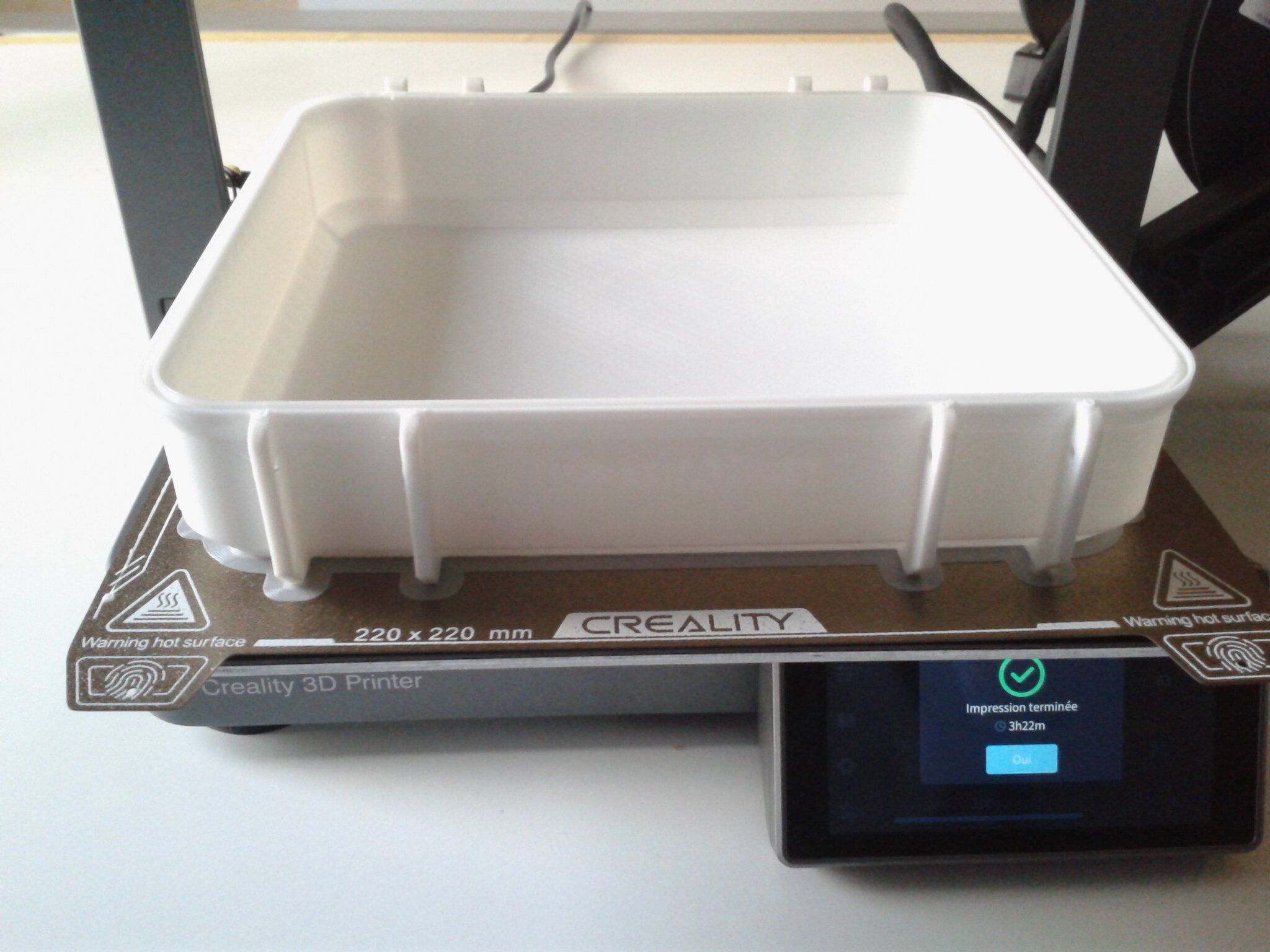
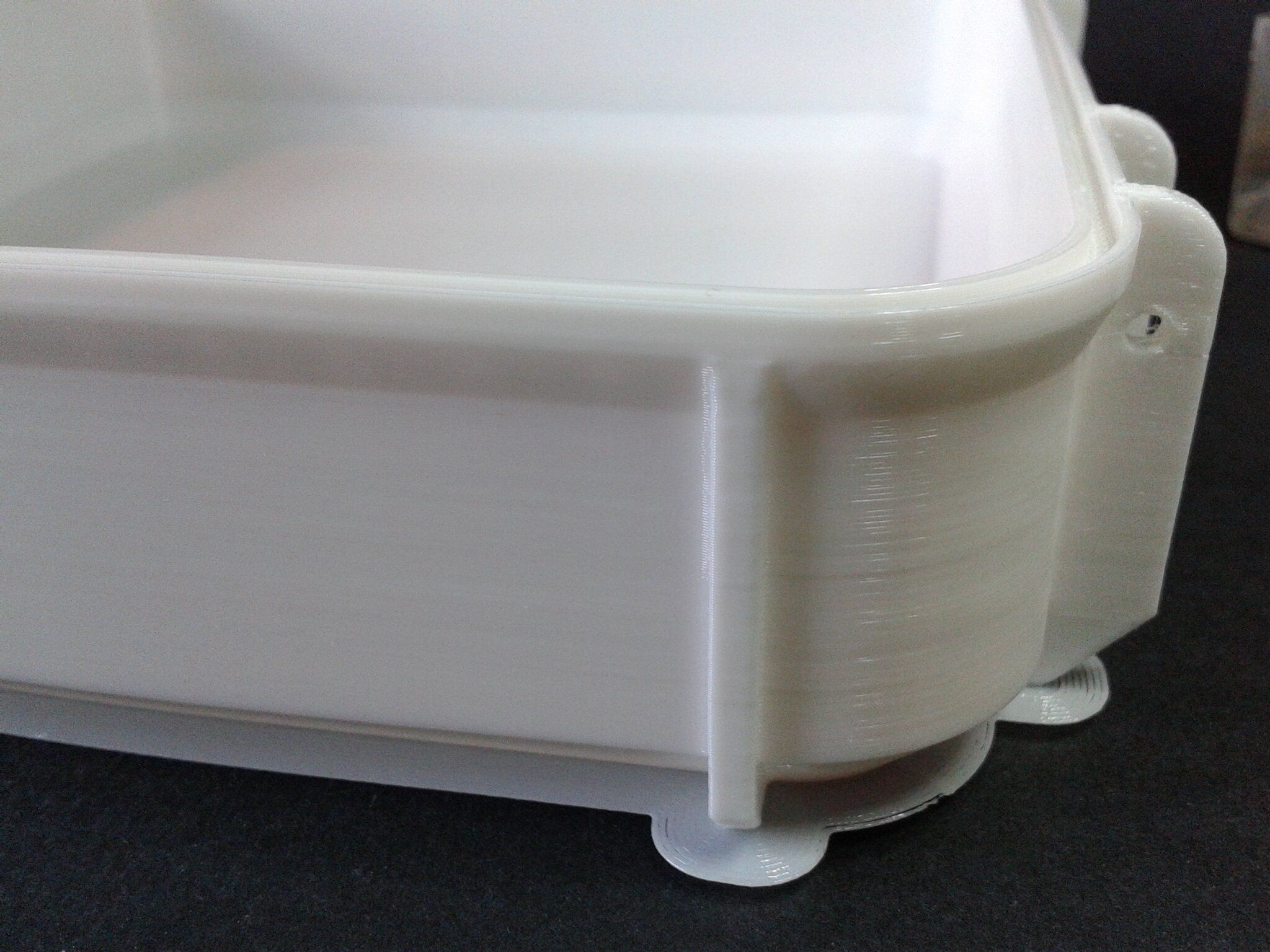
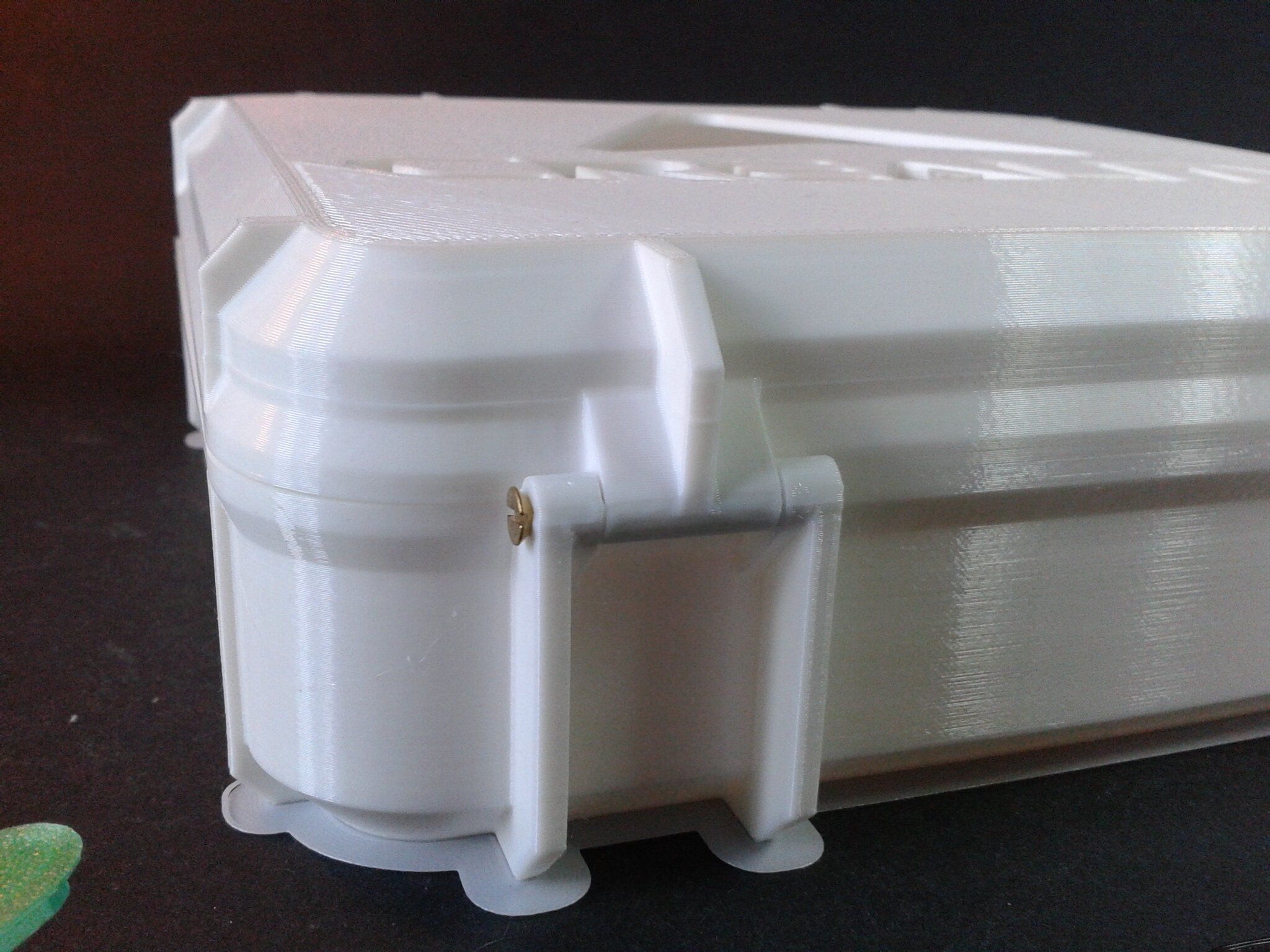
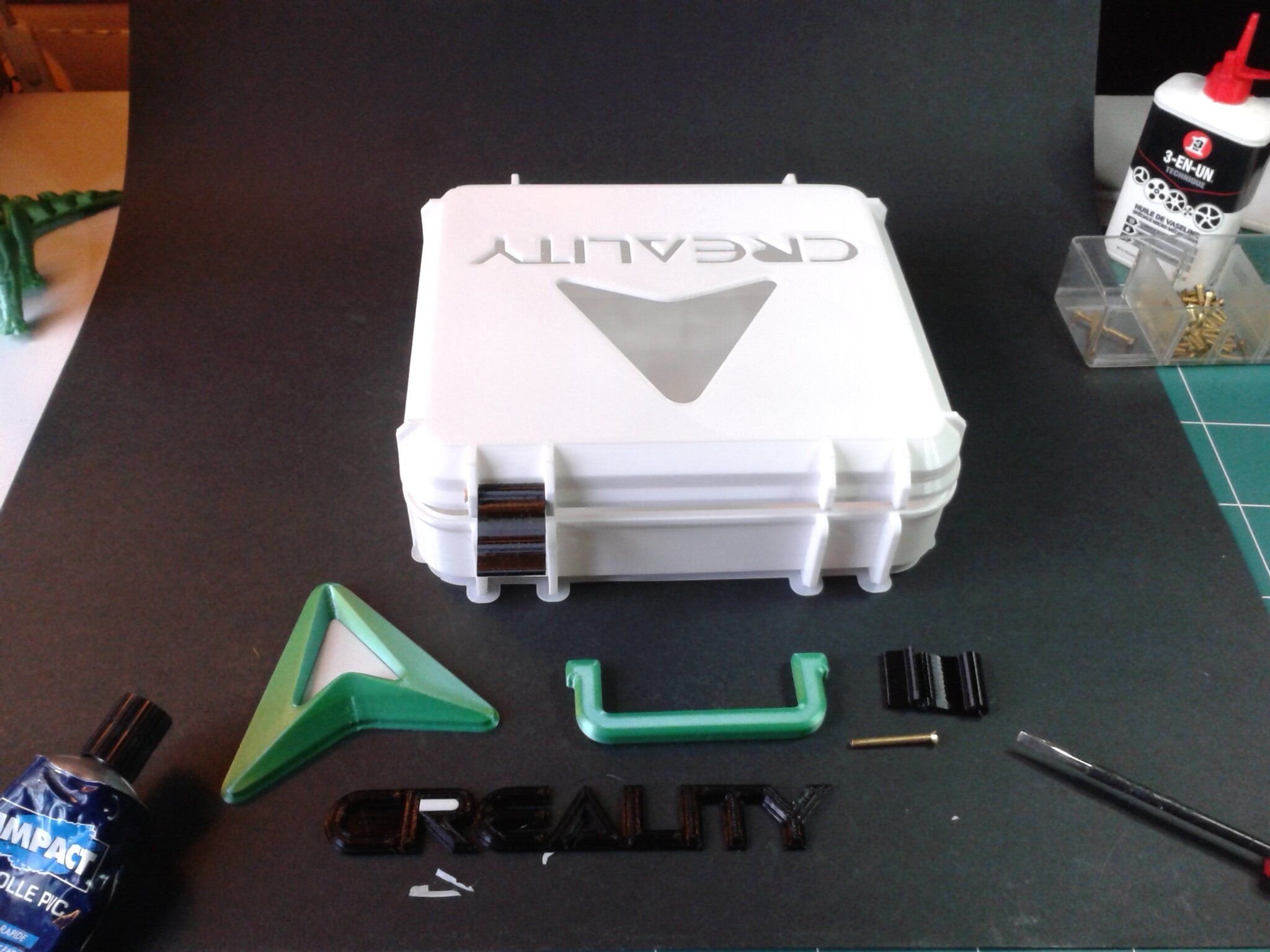
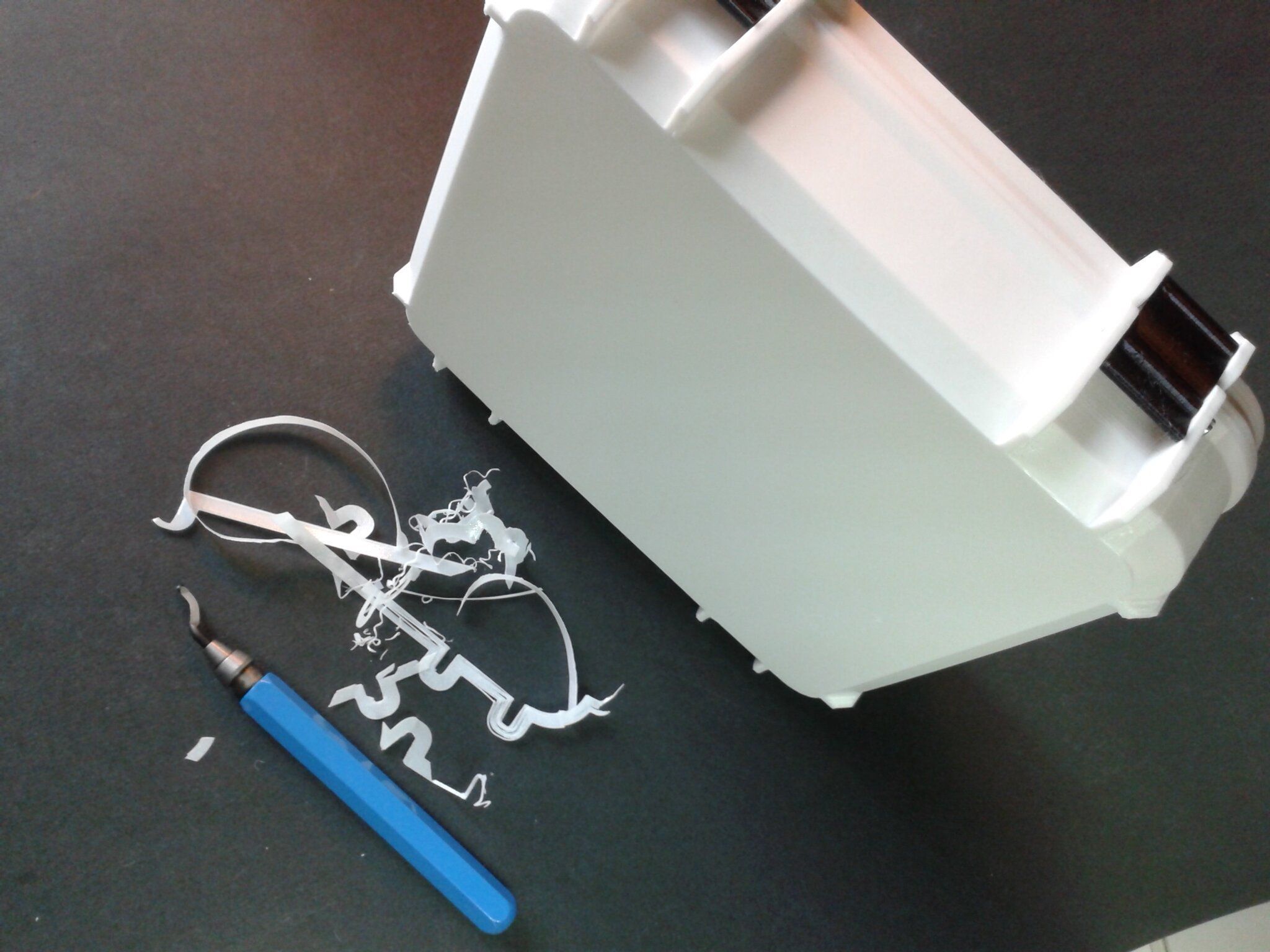
Autres impressions - (Acte III) - PETG Trancheur Creality Print 4.3.8.7021, "CR-PETG_1.75", "Quality 0.20mm" "Creality New Logo Box" de "Frikarte3D" https://www.crealitycloud.com/model-detail/659999ac2063ad89b7ba926b (gratuit) échelle 100% ( "Make" https://www.crealitycloud.com/post-detail/66211e3066bb05cc886fb8fc ) "Lid - Creality Box New Logo Sp.stl", filament "CR-PETG White Creality" "Tool Box Base Frikarte3D.stl", filament "CR-PETG White Creality" "R Insert - Creality Box New Lo.stl" et "Logo Insert - Creality Box New.stl", filament "CR-PETG White Creality" "Tool Box Latch Yanev.stl" (x2), "Creality Name - Creality Box N.stl", filament "PETG Black Sunlu" "Tool Box Handle Humming.stl" et "Logo - Creality Box New Logo S.stl", "Generic-PLA_1.75", filament "PLA Silk Vert ArianePlast" // A Faire >"Tool Box Seal 1.15mm Frikarte3D.stl", filamant TPU Je n'avais pas en stock de vis M3 suffisamment longues pour permettre de mettre en place, maintenir la poignée. Ignorer le fait que la poignée n'est pas fixée, je n'avais pas de vis M3 suffisamment longues en stock.




























-
NON
-
Un système d'enrouleur ?
-
Oui, mais quel utilité
-

P1P, hotend aliexpress, PETG et pei, AMS... :D
Motard Geek en réponse au topic de Oxonium dans Bambu Lab
T'as essayé une autre marque / bobine de PETG j'imagine ? C'est du neuf, pas humide ? -
Rideau de douche ?
-
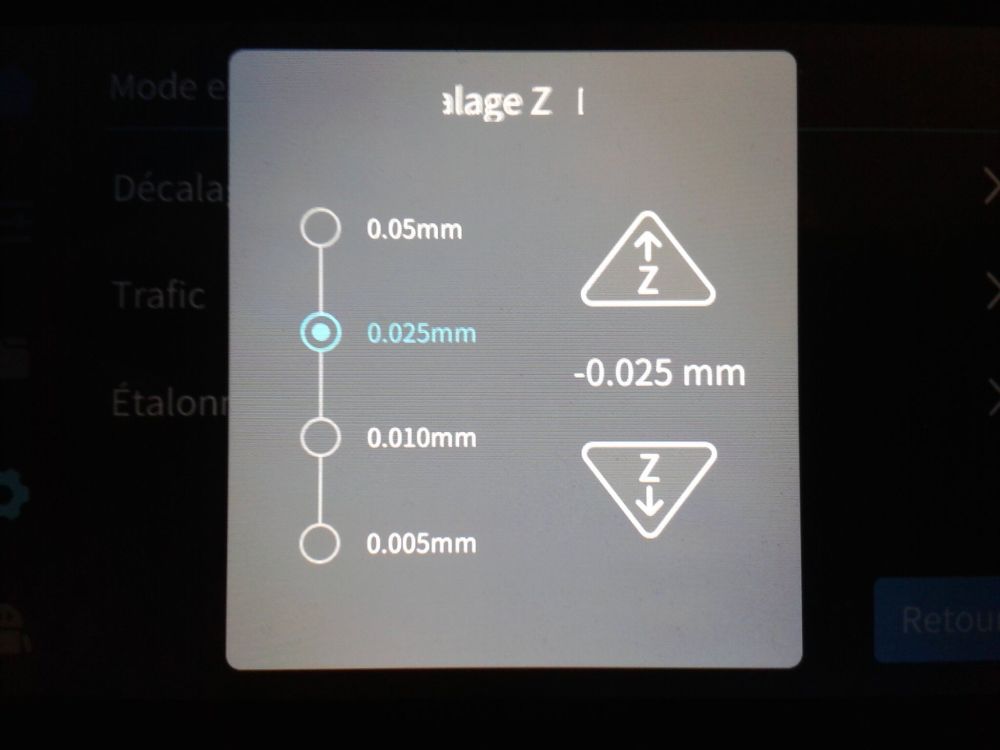
Salut, Habituellement, la dispersion des mesures ne devraient pas dépasser les ±0.5mm. Pour l'extrudeur 1, c'est bon mais pas le 2. Tu pourrais: vérifier le serrage des 2 vis M3 qui bloquent la roue moletée de l'extrudeur et surtout vérifier qu'au moins 1 des 2 est plaquée contre le méplat de l'axe du moteur nettoyer de la roue moletée qui entraine le filament L'écart de 7mm me parait énorme entre les 2 extrudeurs, mais si tu es sûr de tes mesures et qu'après changement des pas/mm (M92) tu mesures 100mm, c'est le principal désolé, j'ai oublié d'ajouter ces menus. Tu peux t'en sortir avec cette procédure à faire dans Pronterface. Sinon, voici une nouvelle version de firmware où j'ai également ajouté le Gcode M503 pour répondre à ta question: firmwareV2.1.bugfix_V3.hex non. Ceux sont des versions spécifiques, légèrement modifiées pour le tuto en anglais
-
Ne pas oublier que je ne suis pas un constructeur d'imprimante 3D mais un utilisateur. Donc bien prendre le temps de vérifier / critiquer ce que je peut affirmer. Car je dis peut être des bêtises dans ce qui suit. Éventuellement. Mais bien souvent, il est juste "posé" dans l'ouverture / son "logement" ( ouverture avec sur les bords "une empreinte" pour l'épaisseur de l'écran ) et il est simplement maintenu dans son "logement" par un cadre de scotch noir ou polyimide Pour vérifier regarde quelque vidéos de changement de l’écran LCD de certaine machines (type de recherche google "<nom machine> replacement screen" -> pour la mono X2 ( calé là ou il commence a retirer le cadre de scotch noir. ) -> ) Non pas sur la plus part de mes machines. Rarement de vitre sous l'écran LCD monochrome. ( Sur mon "Anycubic Photon Ultra" (DLP) comme c'est une sorte de projecteur laser, là il y a une vitre a la place de l'écran LCD de masquage, mais c'est car il n'y a pas d’écran LCD du fait du système laser en DLP ... ) C'est l'idée pour éviter d'avoir un espace entre le FEP et l'écran. Quand on place le réservoir de résine, le FEP doit se retrouver en contacte avec la surface de l'écran. La surface de l'écran peut légèrement dépasser de la base de l'imprimante selon comment est fait le réservoir de résine. c'est toujours mieux qu'il soit en appuie sur, en contacte avec, l'écran mais il peut "déborder" est donc être aussi en contacte avec une partie du dessus de la base de l'imprimante, et/ou des sotchs noir qui entourent l’écran. Je dirais de l'ordre de 1 cm mais c'est des fois plus serré ou plus large. ( l'idée c'est d'avoir au minimum 5 à 7 mm d'espace pour quand on utilise une plaque flexible avec une base magnétique que les "tabs" ( petit truc qui dépasse pour facilement la retirer ) de la plaque flexible ne risque pas de frotter les bords du réservoir de résine. Je dirais que d'un point de vu dynamique des fluides plus il y a d'espace moins il y aura de remous. Mais plus il y a d'espace plus il faut mettre un grande volume de résine pour être certain de bien couvrir la surface ...


































-
YouTube / Les Imprimantes 3D .fr
-
Statistiques des membres
46 250
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,8k
Total des sujets570k
Total des messages -
Sujets les plus vus




-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.













