

Toute l’activité
- La dernière heure
-

Compatibilité plateau chauffant pour CR-10 Smart Pro
fran6p en réponse au topic de JPD78 dans Discussion sur les imprimantes 3D
@ecavities Même si la plupart des membres de ce forum comprennent la langue anglaise, la langue utilisée ici est le français (plus ou moins maltraité) -
Je pense qu'on va bientôt devoir créer un groupe de soutien "Les testeurs, d'imprimantes 3D/Graveurs Laser/CNC, Compulsifs Anonymes". ( Au moins pour rassurer nos proches )
-
Tu vas faire une collection Creality ?
-
il a fourni la réponse à un M503 ici. Les valeurs sont cohérentes. Pour moi, c'est probablement un soucis sur quelques couches de l'extrudeur. Ce ne serait pas une grande surprise puisqu' apparemment, ils sont souvent remplacés car pas assez fiables. Je ne suis pas sûr qu'il faille s'entêter à faire fonctionner le matériel existant, vu l'expérience acquise par les utilisateurs dont fait parti @medmed. Pour moi, il faut changer le matériel (extrudeur + tête), quitte à rester en extrudeur déporté pour réduire les coûts
-
des que je rentre je te dis cela pour le slicer j utilise cura avec les modification que tu m avait donné sur un des messages. oui merci à pommeverte le pauvre je crois qu il en a eu marre de mes soucis
-
Encore un ! ... Si c'est pour effacer des tatouages, attention nos graveurs laser n'ont pas la bonne longueur d'onde ( C'est mieux aussi d'avoir un dermato qui gère/supervise le truc ) XTool ?
-
Quelqu'un qui habite à Lille ne peut être foncièrement mauvais ! Welcome
-
Allez c'est un autre graveur laser d'une autre marque
-
Je pense que tu n'as pas lu ce sujet https://www.lesimprimantes3d.fr/forum/topic/57267-filaments-hautes-vitesses-la-réponse-darianeplast/
-
bon a savoir , merci , je vais tenter cela , je n'ai pas encore touché au matos
-

Ma Longer LK4P ne démarre plus ou il est prévu !
robin26i en réponse au topic de Vertaco889 dans Discussion sur les imprimantes 3D
Bonjours je ne sais pas si sa pourrait t'aider mais moi j'avais un problème dans ce genre sur ma longer lk 4 pro car après avoir fait les nivellements j'oubliais de remettre les position x, y, z à zéro. -
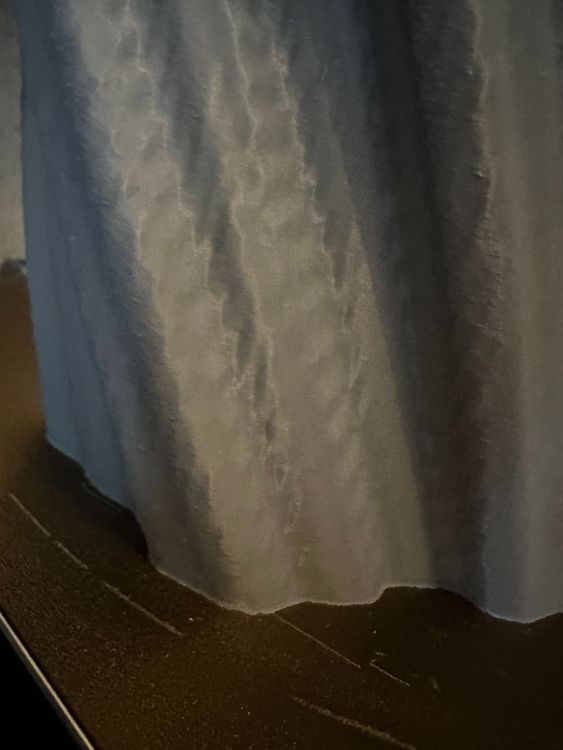
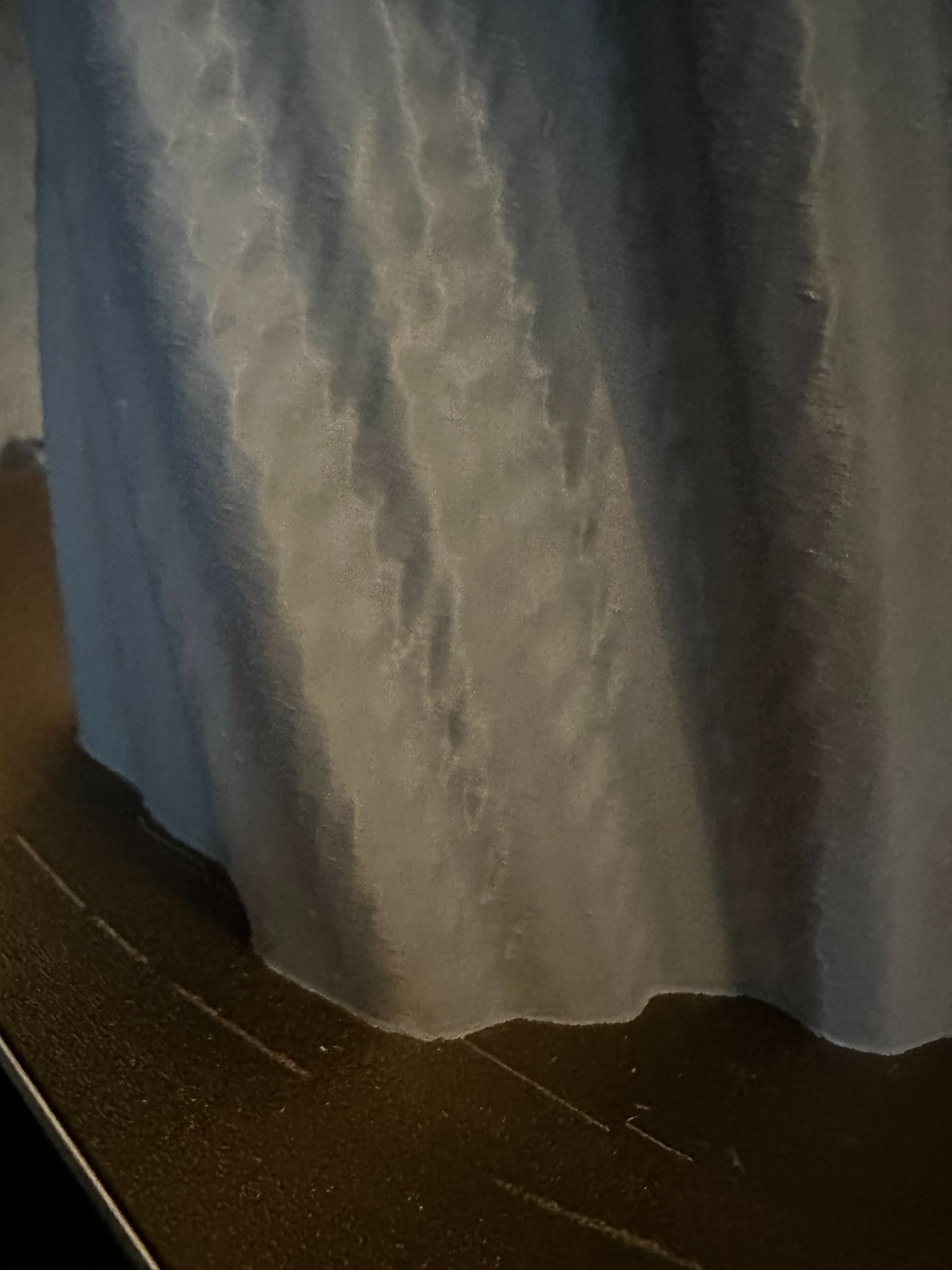
Bonjour à tous, Je rencontre un problème avec mon imprimante Anycubic Kobra et j'espère que quelqu'un pourra m'offrir des conseils ou des solutions. Lors d'une impression récente, l'imprimante s'est arrêtée subitement et a affiché le message d'erreur suivant : "Nozzle NTC abnormal, please check it and wiring. Warning: Troubleshooting in switch-off state." Après redémarrage, j'ai observé un décalage de couche d'environ 2 cm en dessous du point d'arrêt, ainsi qu'une altération de la texture qui est devenue moins lisse sur une dizaine de centimètres avant l'arrêt. J'inclus des photos de l'erreur et du changement de texture pour référence. En plus de chercher des pistes pour résoudre ces problèmes, j'aimerais savoir s'il est possible de reprendre l'impression là où elle s'est arrêtée. Environ 40 cm de l'objet ont déjà été imprimés. Est-il envisageable si on connais la bonne couche Z, de modifier le G-code et de reprendre l'impression ? Si oui, comment procéder exactement ? (PS: cela ne serais plus util pour cette impression, mais pour les prochain arret cela me sera grandement util) PS: J'ai relancer une nouvelle impression , qui a bien commencer et le probleme "Nozzle NTC abnormal" et trés rapidement réaparut. J'ai fait un mail au support egalement Il a donc plusieur question en une : - l'erreur Nozzle NTC abnormal - la degradation de la texture avec la hauteur - Un systeme pour reprendre l'imression au bonne endroit si l'on connais la bonne couche Merci d'avance pour votre aide et vos suggestions !



-
@Froon un truc que l'on a évoqué y a peu attention quels version de STM32cube tu as la dernier pose soucis faut utiliser la version 2.15 ou antérieur sinon y a des soucis d'écriture sur la dernière c'est peut être cela en réalité ton soucis.
-

Quelle imprimante 3d choisir, qui allie volume, qualité et fiabilité ?
SiscoGege67 en réponse au topic de SiscoGege67 dans Bien choisir son imprimante 3D
Recoucou, je vais encore temporiser un peu, comme dit plus haut je ne suis pas spécialement pressé et j'ai bien envie de laisser passer l'été pour voir comment la concurrence d'Elegoo se manifeste et même peut-être attendre de voir quelles seront les offres lors du BF ! Donc on va d'abord penser aux vacances d'été et on se mettra de nouveau dans les recherches pour une imprimante résine pour l'automne/hiver ! Mais en tout cas merci à tous les acteurs de cette conversation qui font bien avancer mes recherches, en particulier @isidon et @MrMagounet ! -
Merci @pommeverte pour le fichier configuration.h. Je viens de vérifier. Tout est ok. Reste donc 3 possibiltés. Une mauvaise calibration de l'extrudeur. Un problème mécanique de l'extrudeur. Un mauvais paramétrage du slicer. Ou peut-être un petit mélange des 3... @christophe1492 , tu lis quelle valeur sur l'écran pour l'extrudeur en Esteps/mm ?

- Aujourd’hui
-
Salut, non, tu n'as rien à faire. Pour mémoire ton firmware a été compilé à partir de ces sources et de ces fichiers de config : Configuration.hConfiguration_adv.h Lorsque tu as calibré tes 2 extrudeurs, la mesure des 100mm était suffisamment répétable (au moins pour l'extrudeur1, les nouvelles mesures avec l'extrudeur 2 sont, je l'espère, dans la tolérance de ±0.5mm). Cette étape est donc validée Pour le réglage du débit, voici le cube à imprimer en mode vase afin de mesurer l'épaisseur des parois: cube simple.STL
-
Pour moi, une imprimante standard FDM à une vitesse normal qui va d'environ 40 a 100mm/s . Ce standard est en train bouger avec les nouvelles imprimantes, mais pas pour les fabricants de bobines, sauf sur les bobines high speed . Depuis que j'imprime, j'ai rarement dépassé les 210°, sauf sur la A1 ou le standard est 220° .
-
Merci pour le retour Souriceaux. Du coup, je vais m'abstenir en attendant un système plus fiable.
-
Le colis n'a pas l'air très épais ou alors ma vue baisse et du coup je n'ai pas d'idée
-
est ce que je dosi modifier quelque chose dans le firmware ou je dois pour l instant regler mon extrudeur merci a toi
-
C'est tout le truc de savoir c'est quoi exactement "a une vitesse normal" ... "? mm/s" pour la couche initiale ?
-
230° pour du pla a une vitesse normal, c'est pour moi énorme. J'ai rarement vu de vendeurs préconiser des températures supérieur à 220° (le max n'est pas pour moi une température normal) pour du pla standard Ce n'est pas un problème d'humidité ?
-
J'ai déjà eu ce problème, le lit était sale ou gras, je l'ai bien nettoyé au liquide vaisselle, bien rincé, bien séché avec un sopalin propre et c'est réparti comme en 14 Argh @PPAC a été trop rapide
-
nop nop, c'est une machine entière dans le carton J'sais pas encore, j'ai pas ouvert, mais je pense que si il y a un montage il doit pas être trop long
-
230°C pour du PLA ne me semble pas aberrant. D'une bobine de filament a l'autre il faut souvent adapter la température. Surtout si l'on imprime relativement vite la couche initiale ( >50mm/s). Sinon tu fait comment le nettoyage et dégraissage du plateau ? ( Rien que des traces de doigts peuvent gêner l'adhérence ) Éventuellement regarder si le Pressure Advance ne serait pas a ajuster pour ce filament ( je te laisse cherche sur le forum comment on fait )

















-
YouTube / Les Imprimantes 3D .fr
-
Qui est en ligne 31 membres, 0 anonyme, 206 invités (Afficher la liste complète)
-
Statistiques des membres
46 312
Total des membres6 937
Maximum en ligne
-
Statistiques des forums
50,9k
Total des sujets570,7k
Total des messages -
Sujets les plus vus





-
-
-



-
Images
-
Sujets récents
-
-
Contributeurs populaires
-
Sujets actifs
-
-
Sur le blog
-
Soutenir le forum




Les liens affiliés
Certains liens affichés sur le site et le forum sont affiliés. En tant que partenaire Amazon entre autres, nous pouvons recevoir une commission mais le prix que vous payez ne change pas, il reste au plus bas.









