Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 16/04/2024 Dans tous les contenus
-
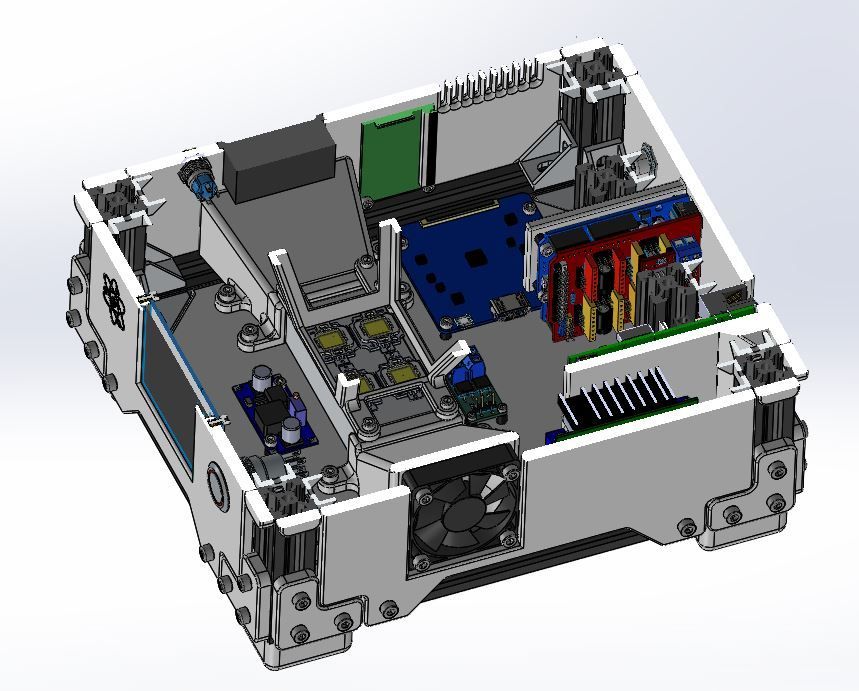
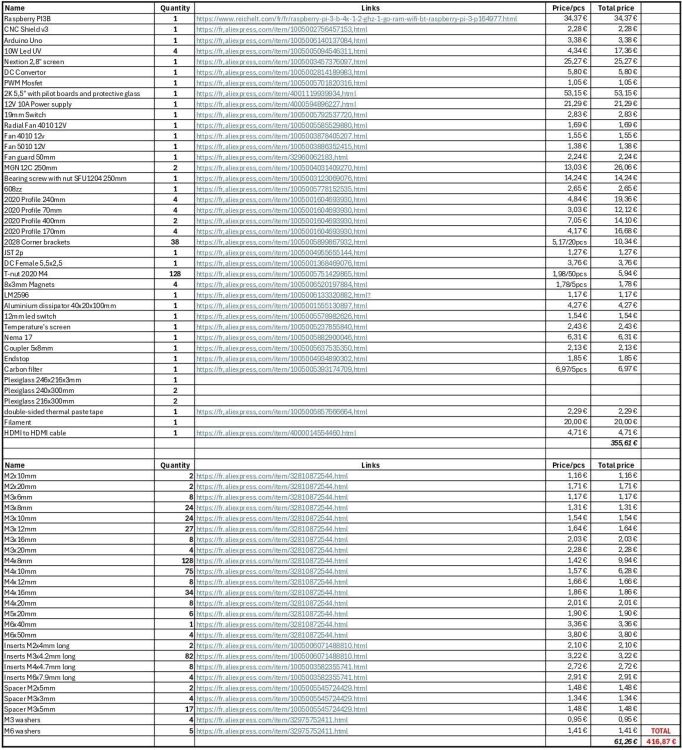
La CAO et le BOM sont terminés, NanoDLP et GRBL sont installés sur la Raspberry et l'Arduino, et semblent bien fonctionner au vu des premiers tests. J'espère que la construction va commencer assez vite
 6 points
6 points -
Info sans doute un peu passée sous le radar, mais BAMBU vient de confirmer implicitement qu'il ne reste plus longtemps à vivre pour la X1C : le site officiel affiche désormais la date à partir de laquelle les modèles n'auront vraisemblablement plus de MAJ de firmware. Après difficile de savoir ce qui se cache derrière le "guaranteed" (çà dit clairement que jusque là, pas de soucis, après, c'est quand même moins clair) (sans doute "plus de nouvelles fonctionnalités", peut-être encore "quelques patchs de sécurité", et au bout d'un moment sans doute l'incompatibilité de la X1C avec les versions de Bambu Studio les plus récentes et l'obligation de rester sur une version + ancienne) Pour la X1C, il ne reste donc plus que pile une année de MAJ garanties ! (c'est loin et proche à la fois) (nul doute que dans l'intervalle une X2C apparaîtra)4 points
-
3D Systems annonce l’autorisation de la FDA pour les implants crâniens en PEEK imprimés en 3D 16 AVRIL 2024 10:00 La FDA a fourni l’autorisation 510(k) pour la solution d’implant crânien imprimée en 3D et spécifique au patient de 3D Systems - VSP PEEK Cranial Implant. Développer Systèmes 3D L’implant crânien VSP PEEK comprend un flux de travail complet approuvé par la FDA comprenant un logiciel de segmentation et de modélisation 3D, l’imprimante 3D MED EXT 220 de 3D Systems, l’Evonik VESTAKEEP i4 3DF PEEK (polyétheréthercétone) et un processus de production prédéfini. En utilisant des solutions de fabrication additive, cette technologie permet de produire des implants crâniens spécifiques au patient avec jusqu’à 85 % de matériau en moins que les implants similaires produits par usinage traditionnel, ce qui peut entraîner des économies de coûts pour une matière première coûteuse comme le PEEK implantable. De plus, l’architecture de l’imprimante basée sur une salle blanche, combinée à des flux de travail de post-traitement simplifiés, en fait une technologie permettant de produire des dispositifs médicaux spécifiques aux patients sur le site de l’hôpital avec un délai d’exécution plus rapide tout en maîtrisant le coût global. « Les plaques crâniennes en PEEK imprimées en 3D sont une solution innovante qui peut améliorer les soins aux patients et élargir les possibilités d’une neurochirurgie précise et individualisée », a déclaré le Dr Johannes Pöppe, chirurgien principal du service de neurochirurgie de l’hôpital universitaire de Salzbourg. « La solution est en train de révolutionner le domaine. La combinaison de la technologie d’impression de 3D Systems, conçue de manière unique pour les environnements stériles, et des propriétés mécaniques du PEEK aide les chirurgiens à repousser les limites. Au sein de notre hôpital, nous avons déjà réalisé plusieurs interventions chirurgicales réussies à l’aide de ces technologies. Je pense que le potentiel des plaques crâniennes PEEK personnalisées est important pour intégrer l’impression 3D dans la pratique clinique de routine. L’implant crânien VSP PEEK est le premier implant PEEK approuvé par la FDA et fabriqué de manière additive destiné aux procédures de cranioplastie pour restaurer les défauts du crâne. Le PEEK présente une biocompatibilité « excellente », une résistance aux fluides corporels et une stabilité dans une large gamme de températures. De plus, sa radiotransparence garantit un minimum d’interférences dans l’imagerie médicale, ce qui facilite une évaluation plus claire du site chirurgical et de l’intégrité de l’implant. « En tant que leader de l’innovation en matière de dispositifs médicaux, 3D Systems est fier de ses avancées pionnières qui profitent à la fois aux chirurgiens et aux patients », a déclaré le Dr Gautam Gupta, vice-président principal et directeur général, dispositifs médicaux, 3D Systems. « L’obtention de l’autorisation de la FDA pour notre solution d’implant crânien VSP PEEK est une étape importante dans notre parcours. Notre système d’impression EXT 220 MED a déjà permis la production de près de 40 implants crâniens à l’appui de cranioplasties réussies dans toute l’Europe. Grâce à cette autorisation de la FDA, nous sommes désormais en mesure d’introduire l’implant crânien VSP PEEK aux États-Unis, établissant ainsi une nouvelle norme d’excellence pour ces procédures. Nous nous tournons maintenant vers les prochaines applications de cette technologie, qui comprend des implants de fusion intersomatique de la colonne vertébrale imprimés en 3D, du PEEK renforcé de fibres de carbone pour les applications de placage en traumatologie et en fixation, et des polymères biorésorbables pour les applications ossales et craniomaxillo-faciales de grande taille. 3D Systems travaille avec des chirurgiens depuis plus d’une décennie pour planifier plus de 150 000 cas spécifiques aux patients et fabriquer plus de deux millions d’implants et d’instruments pour 100+ dispositifs marqués CE et approuvés par la FDA à partir de ses installations de classe mondiale, enregistrées auprès de la FDA et certifiées ISO 13485 à Littleton, Colorado et Louvain, Belgique. Cette autorisation FDA permet à 3D Systems d’élargir son portefeuille de produits PEEK grâce à la plate-forme EXT 220 MED. On s’attend à ce que l’utilisation d’implants crâniens imprimés en 3D s’accélère en fonction de la disponibilité de technologies de pointe. Selon un rapport d’Acumen Research and Consulting de février 2023, la taille du marché des implants crâniens en 2021 était d’environ 1,2 milliard de dollars et devrait approcher les 2,1 milliards de dollars d’ici 2030. Les implants crâniens peuvent répondre à un large éventail d’applications, y compris les traumatismes, les défauts et la reconstruction. L’innovation continue dans les matériaux et les méthodologies de fabrication telles que l’impression 3D devrait permettre à de nouvelles solutions de catalyser la croissance de ce marché.4 points
-
Elle est en vente sur le site (passée de 499$ à 549$, plus si ajout des plexi, écran HDMI 5", …), livraison début juin pour l'Europe On trouve déjà quelques vidéos de ce modèle qui me semble très intéressant (ici et là et encore là et probablement ailleurs) Je ne comprends pas bien la «polémique» sur cette imprimante très inspirée des Voron 2.4. Leur modèle est totalement Open source, Sovol n'a pas réalisé une pure copie / clone mais a repris la structure (Quad Gantry) et utilisé des pièces plastique injectées… Si c'est un moyen de faire connaitre plus l'univers Voron sans avoir besoin de sourcer les pièces (il existe de nombreux kits par se faciliter la tâche) ni y passer quelques jours de montage, je ne vois pas ou est le mal4 points
-
Salut, Je sais: C'est un truc pour les fins de mois difficiles: Pour joindre les deux bouts !4 points
-
Sous le drap, il y avait :
 4 points
4 points -
Test et vidéo sur l'imprimante 3D résine Elegoo Mars 4 Max 6K avec son écran 35 µm qui rivalise avec des machines encore plus précises ! https://www.lesimprimantes3d.fr/test-elegoo-mars-4-max-6k-20240419/3 points
-
Mais peut-être faut-il d'abord chercher pourquoi les perçages sont mal imprimés...3 points
-
La boucle est bouclée, retour au début Un peu d'humour : Évolution du bureau d'un utilisateur de PC :
 3 points
3 points -
Votre lecture hebdomadaire sur l'impression 3D est en ligne avec des Nike boostées à l'IA, beaucoup de nouveautés chez Elegoo, Anycubic, Formlabs et Makera parmi d'autres news ! https://www.lesimprimantes3d.fr/semaine-impression-3d-433-20240421/3 points
-
J'utilisais l'antique WinUAE il y a des années Et je n'ai plus trop le temps pour jouer à des jeux Ah oui il faut les récupérer de façon plus ou moins officielle Alors oui tout à fait ! Le soucis c'est que les Amigas étaient conçus pour être branchés à une télévision. L'avantage c'est que le manque de nettetée faisait un antialiasing bienvenu pour les jeux (mais ce manque de netteté était chiant en revanche pour la bureautique) Les graphistes qui ont bossé sur les jeux Amiga en ont tenu compte. Voir des jeux Amiga sur un écran plat moderne c'est affreux on voit les gros pixels et ça pique les yeux Plutôt que de baisser la résolution il faudrait faire un upscaling avec un lissage, pour retrouver l'image de l'époque. Si j'achète un émulateur c'est pour moi une fonction essentielle. Regardes par exemple les vidéos que j'ai posté ; celle de Yo! Joe! rend bien mais celle de Shadow of the Beast est affreuse Mille fois d'accord ! Sur Arduino j'ai retrouvé le plaisir de la programmation à l'ancienne ! Du C/C++ avec quelques fonctions en assembleur. Même aujourd'hui, il n'y a rien de plus efficace. Et, ayant fait un logiciel de CAO/FAO 3D sur un ordi actuel en .NET, j'ai aussi dû optimiser mon code... c'est beaucoup plus de travail mais ça vaut le coup. Je trouve immonde les logiciels actuels qui sont lents et gaspillent du CPU et de la RAM... Si les programmeurs étaient restés avec la même exigeance, on pourrait continuer à utiliser aujourd'hui des PC de 15 voire 20 ans pour un usage courant. Et les logiciels seraient bien plus rapides sur nos machines actuelles.3 points
-
Et pour compléter, l'excellent guide d'Ellis3 points
-
Tu peux te baser sur la procédure de mise en route des voron qui est plutôt bien foutue (pour la X2 il faut suivre les infos de la voron switchwire qui est ce qui y ressemble le plus) Initial Startup | Voron Documentation (vorondesign.com)3 points
-
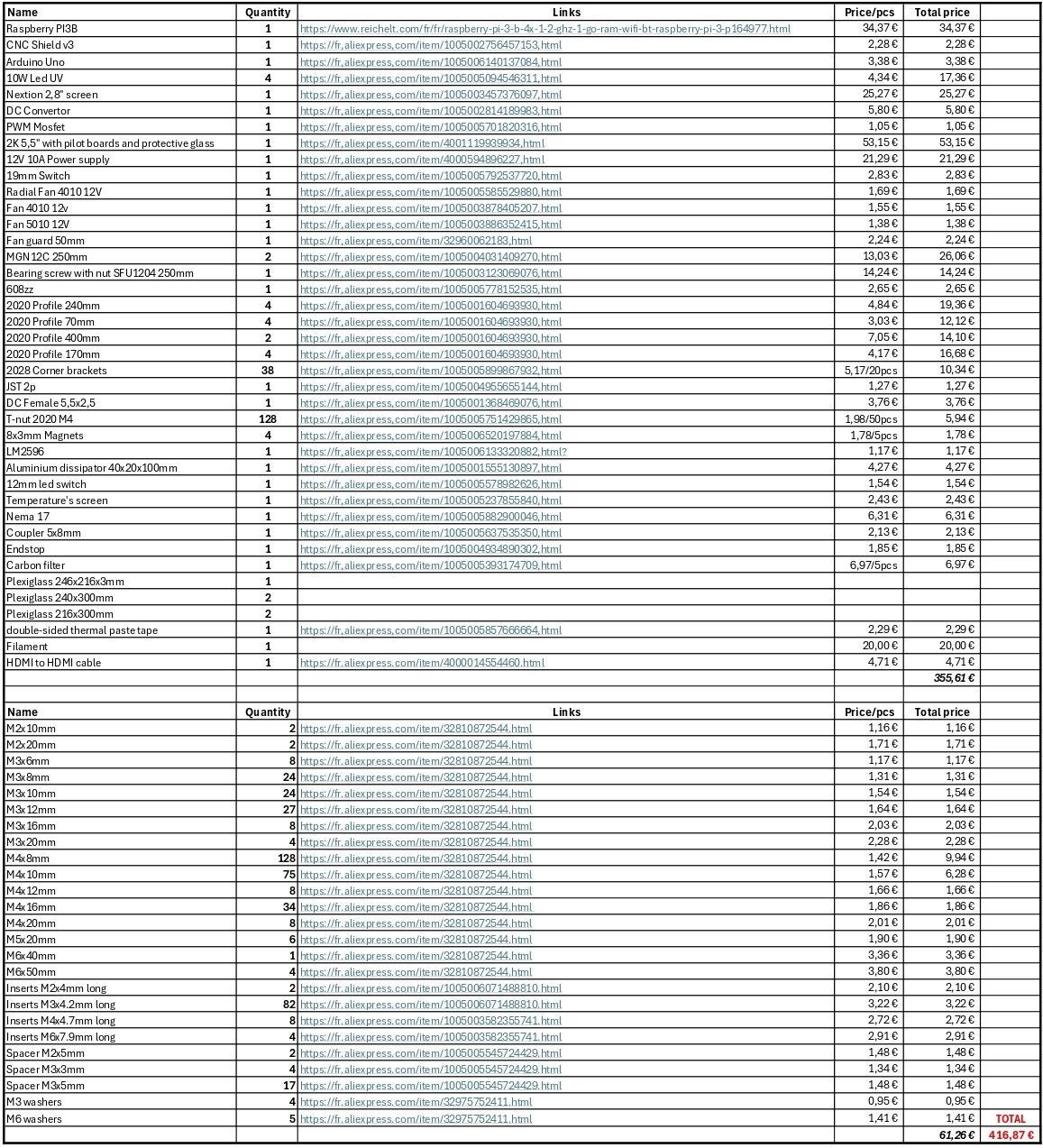
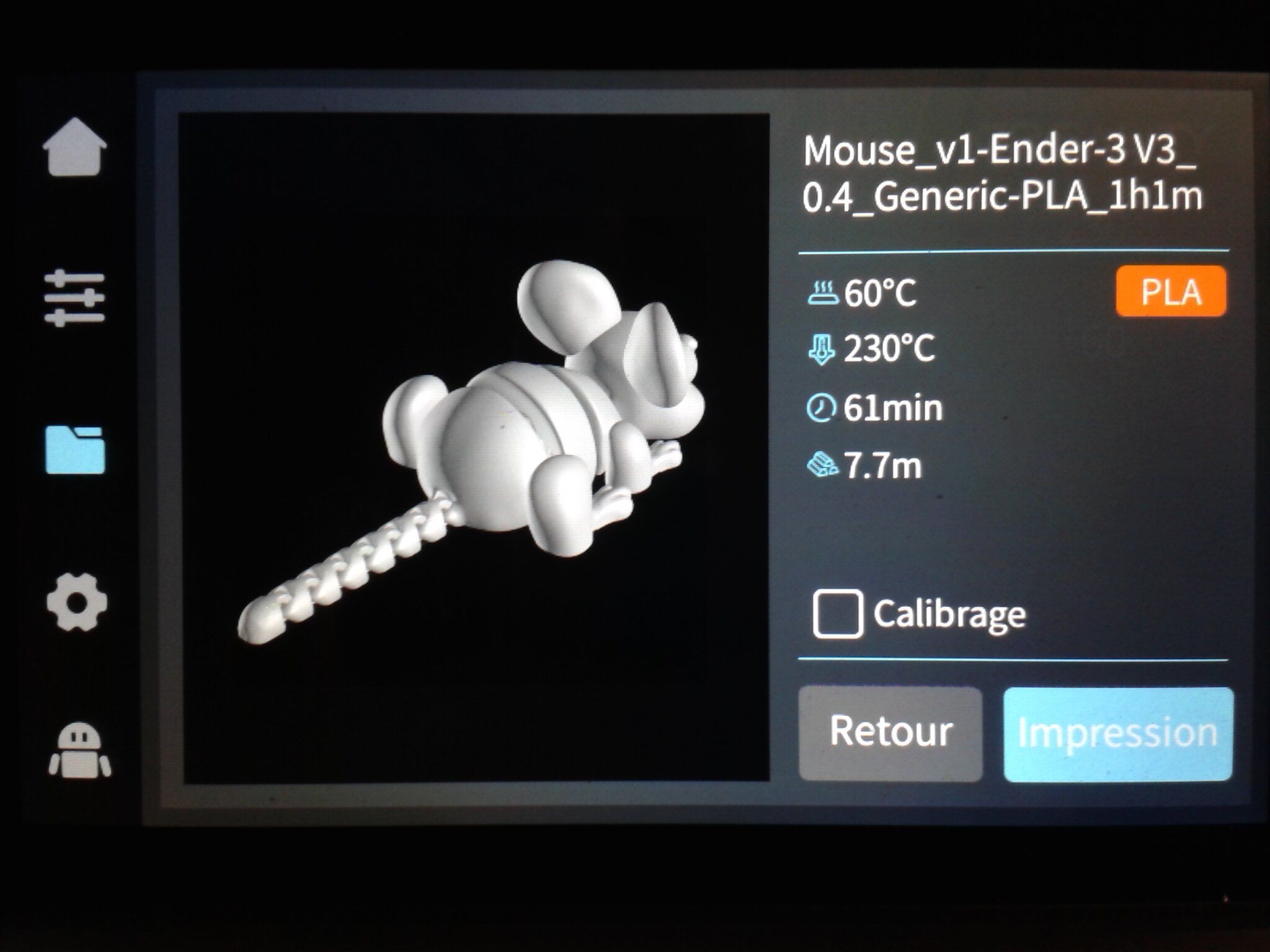
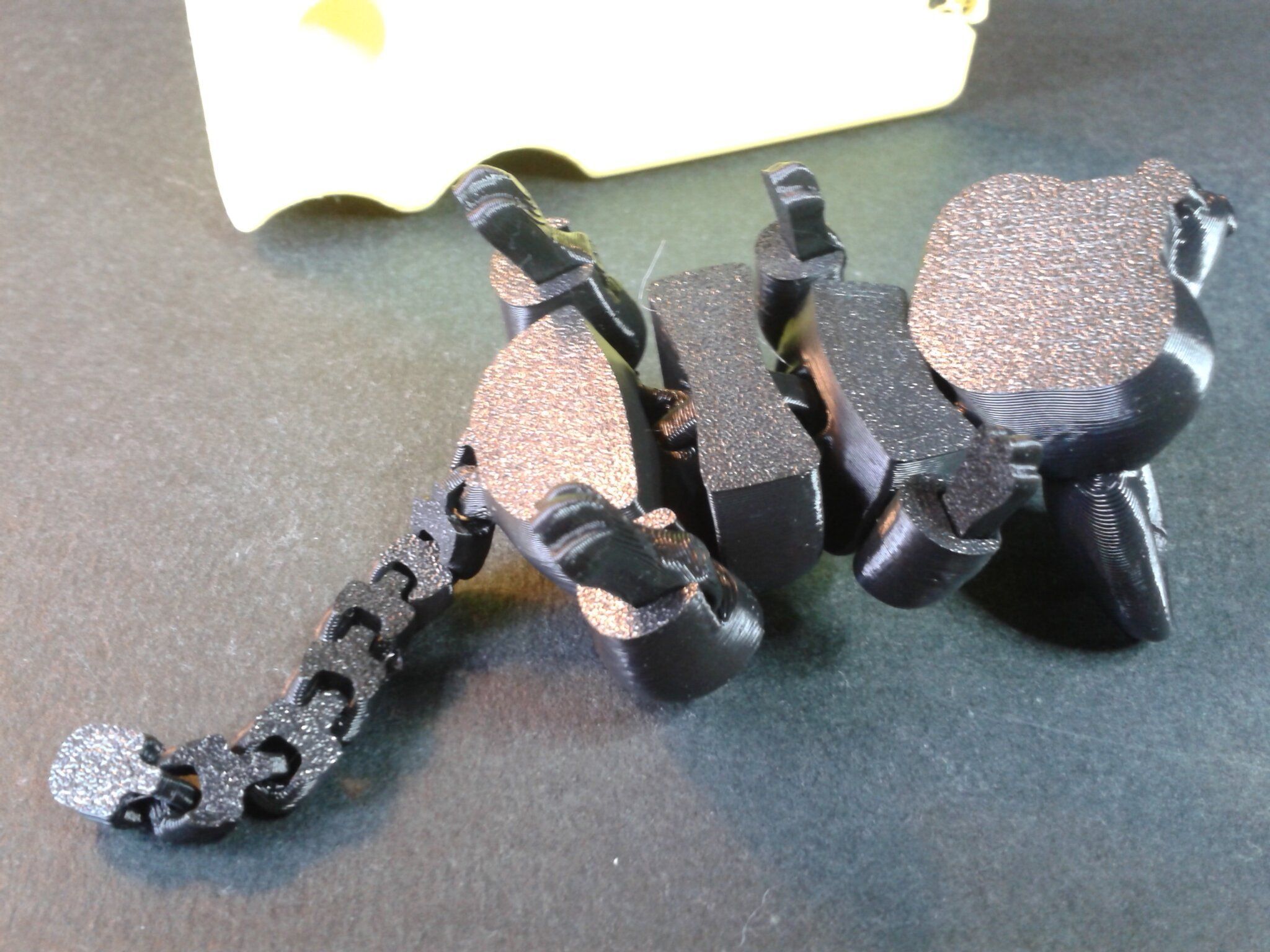
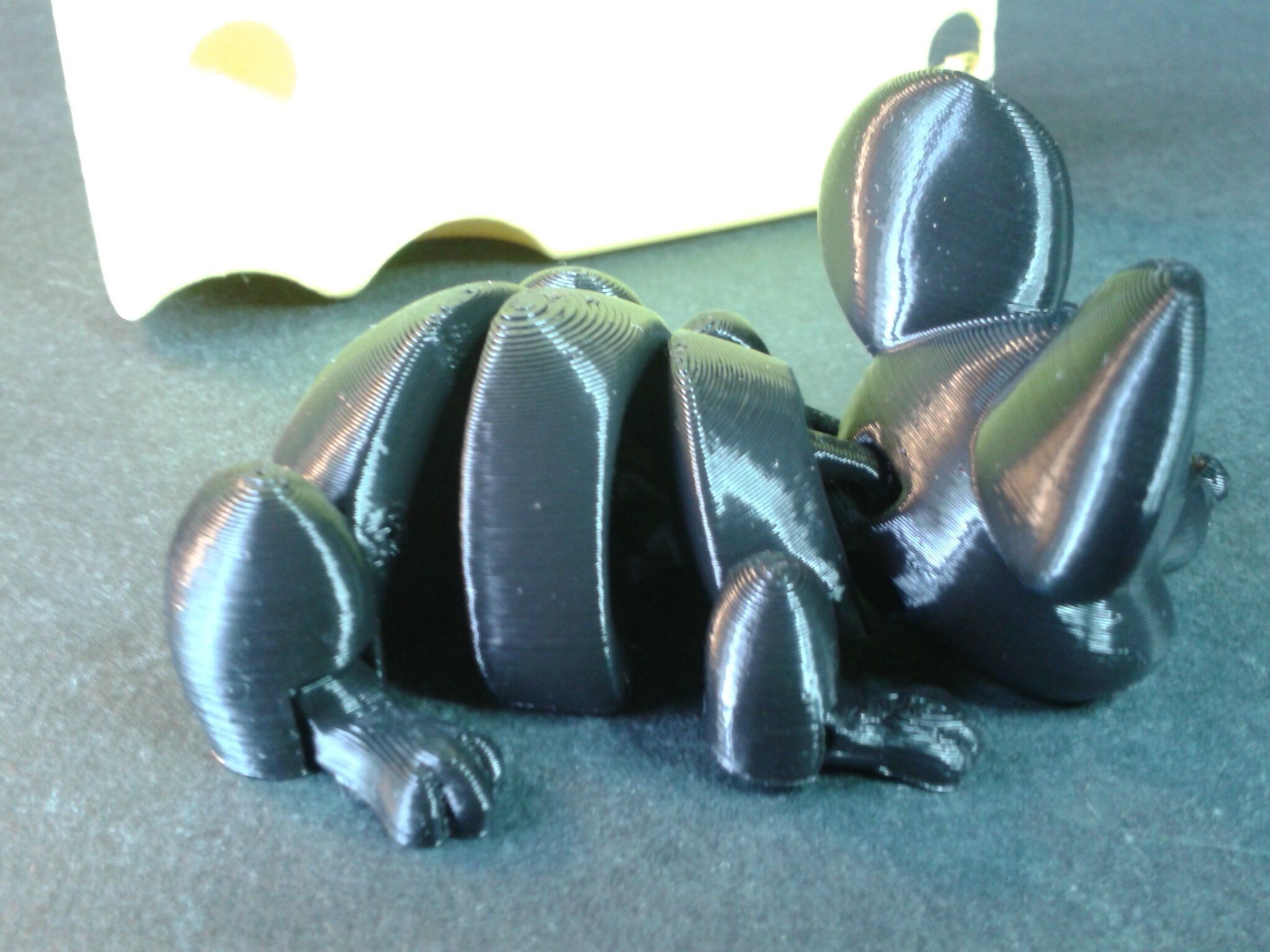
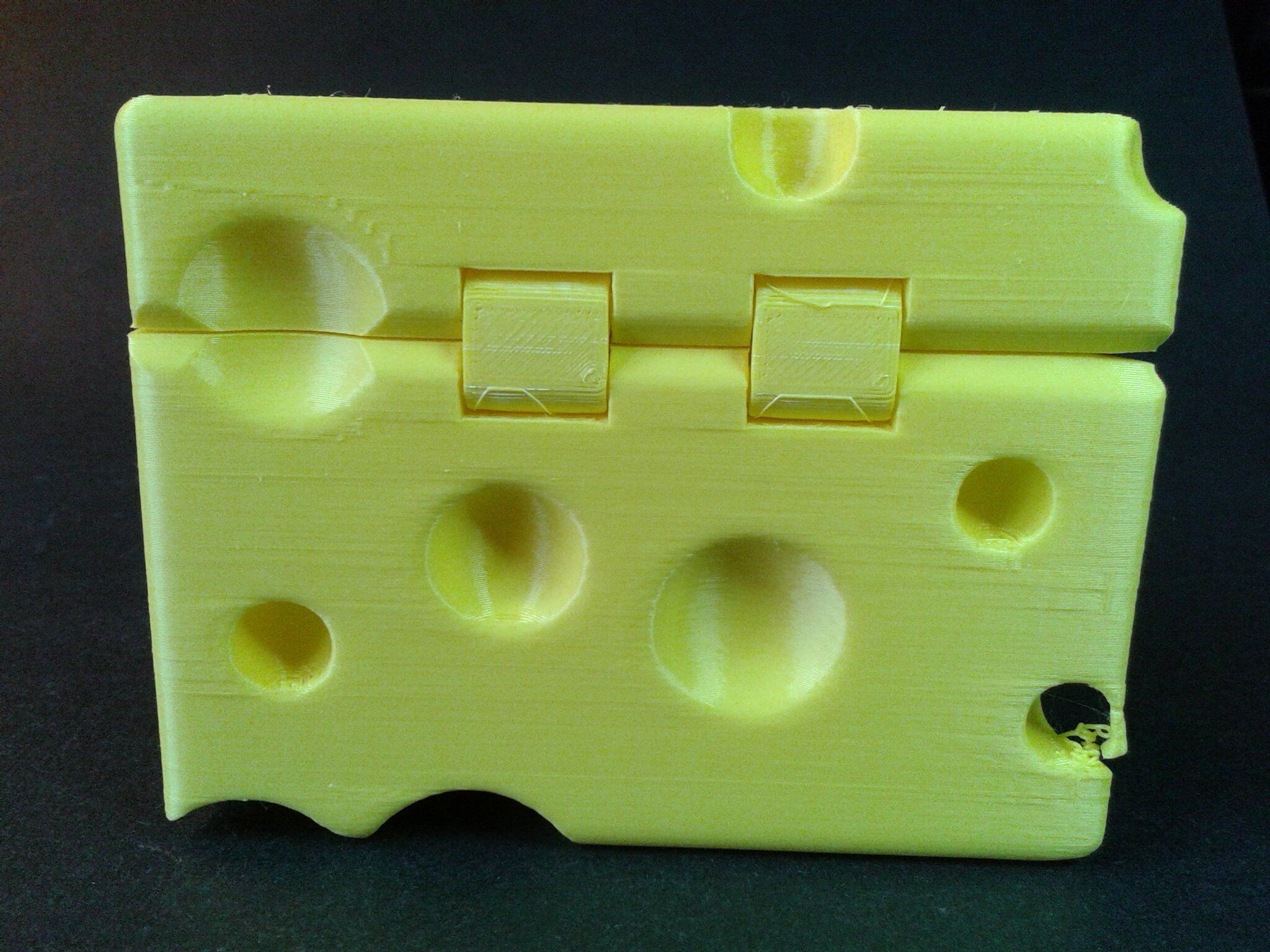
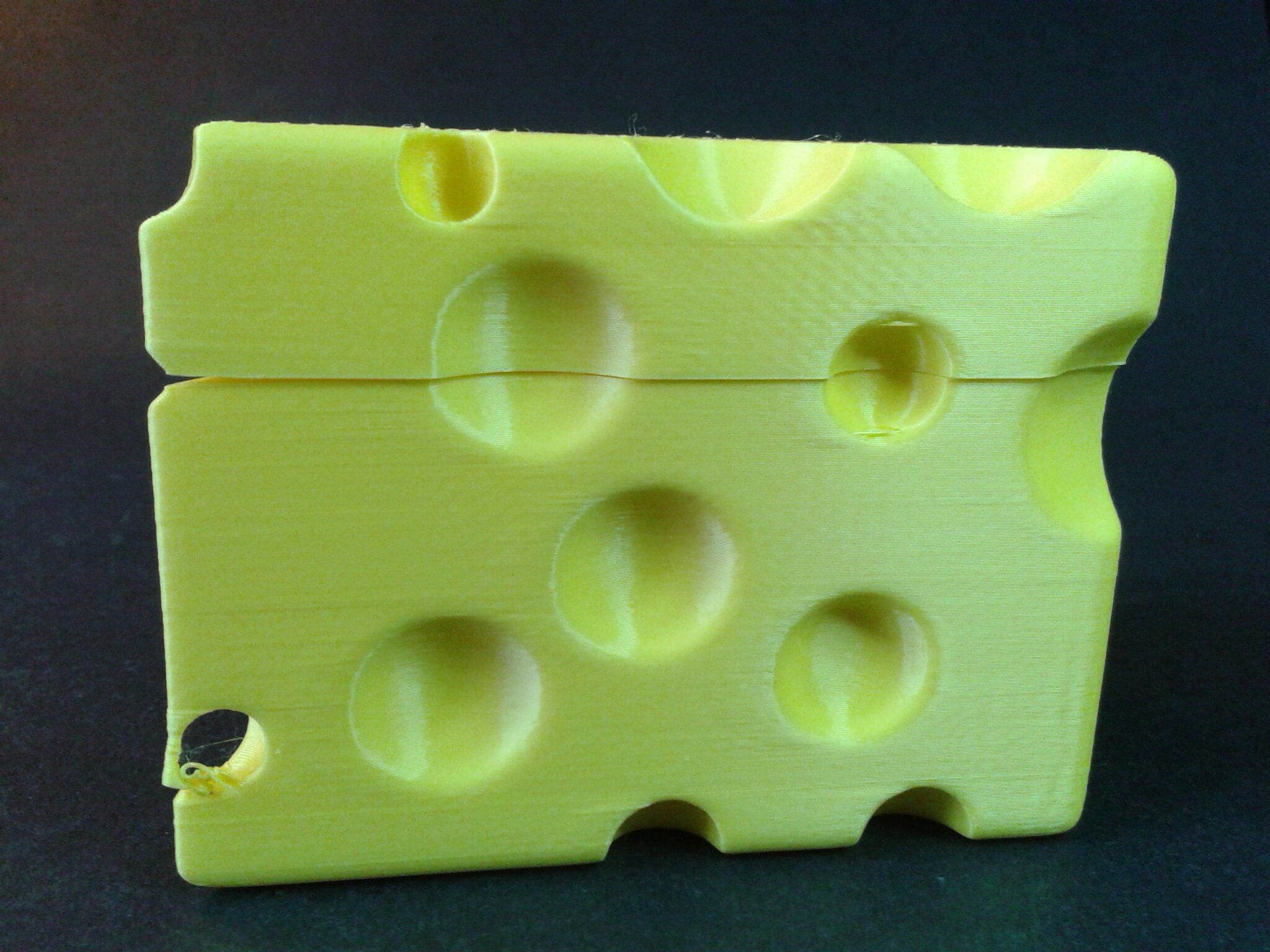
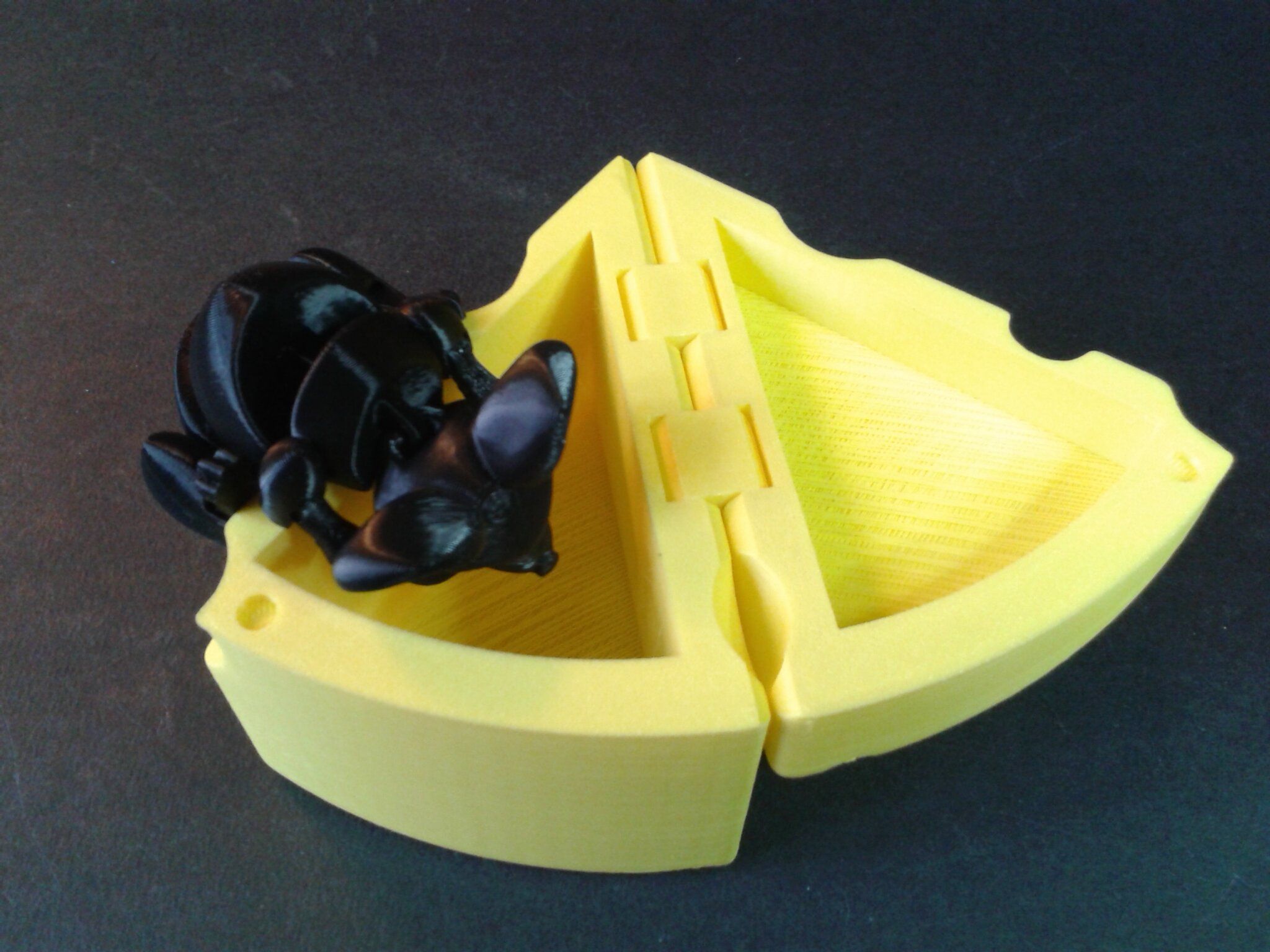
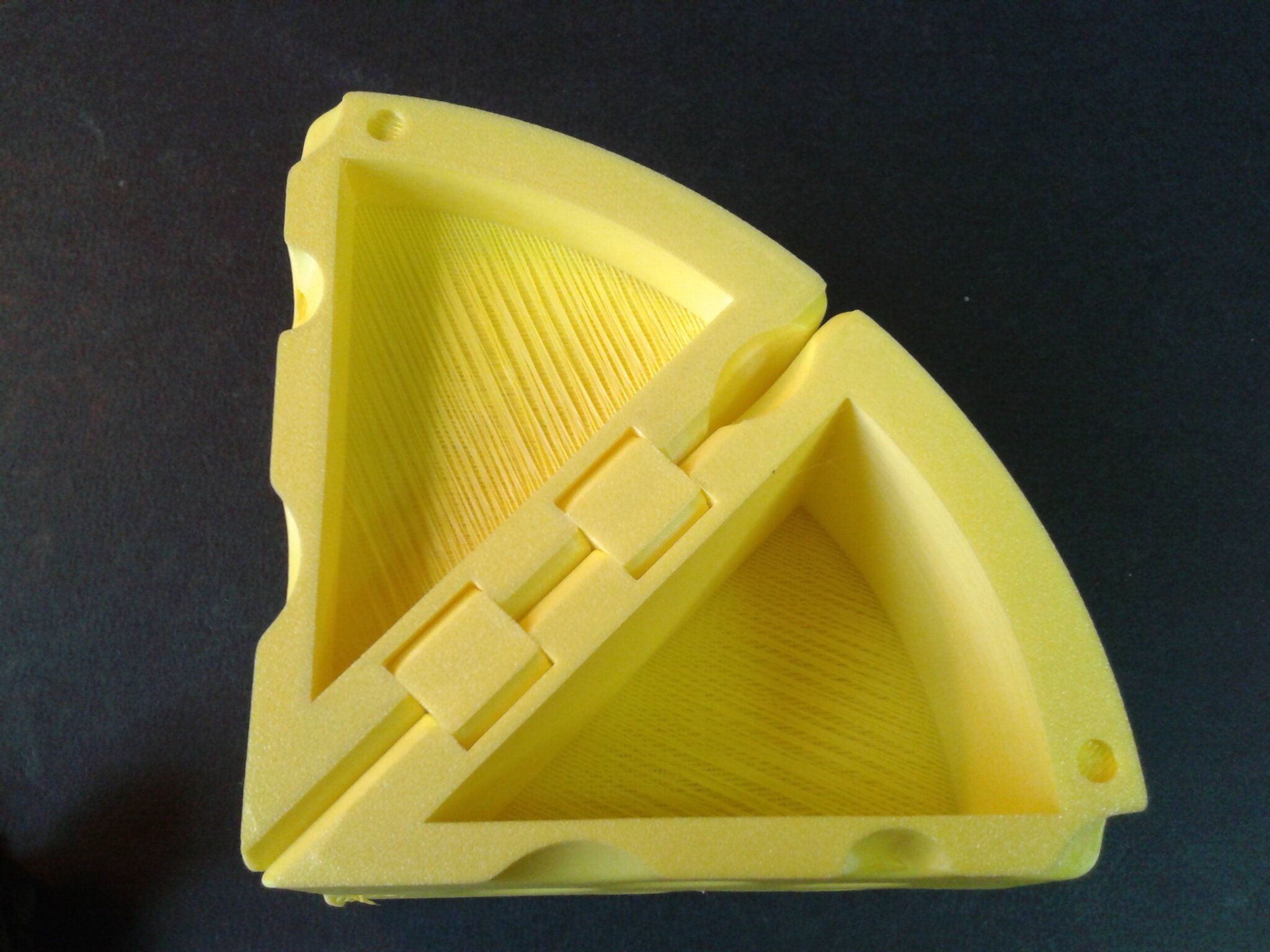
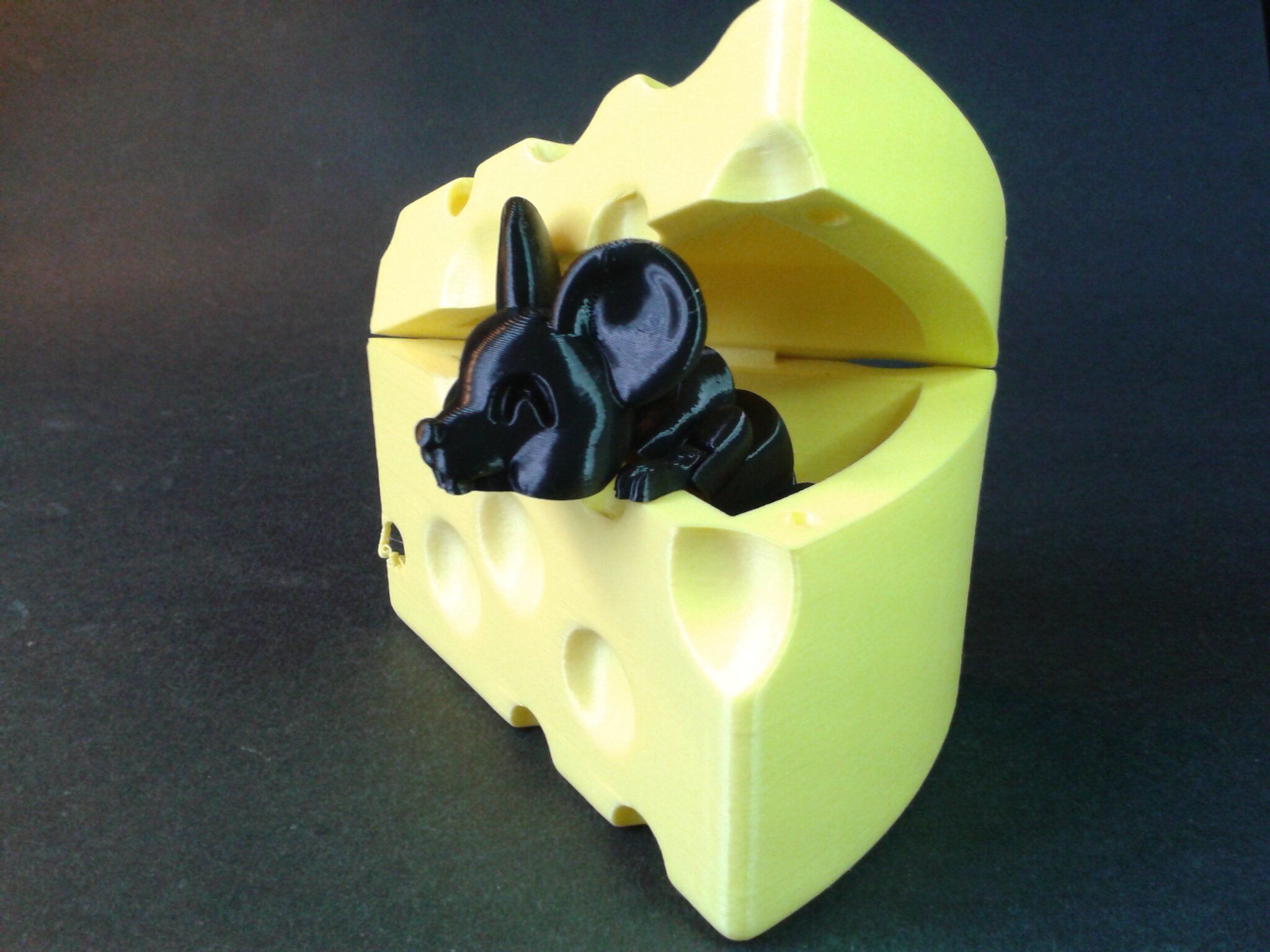
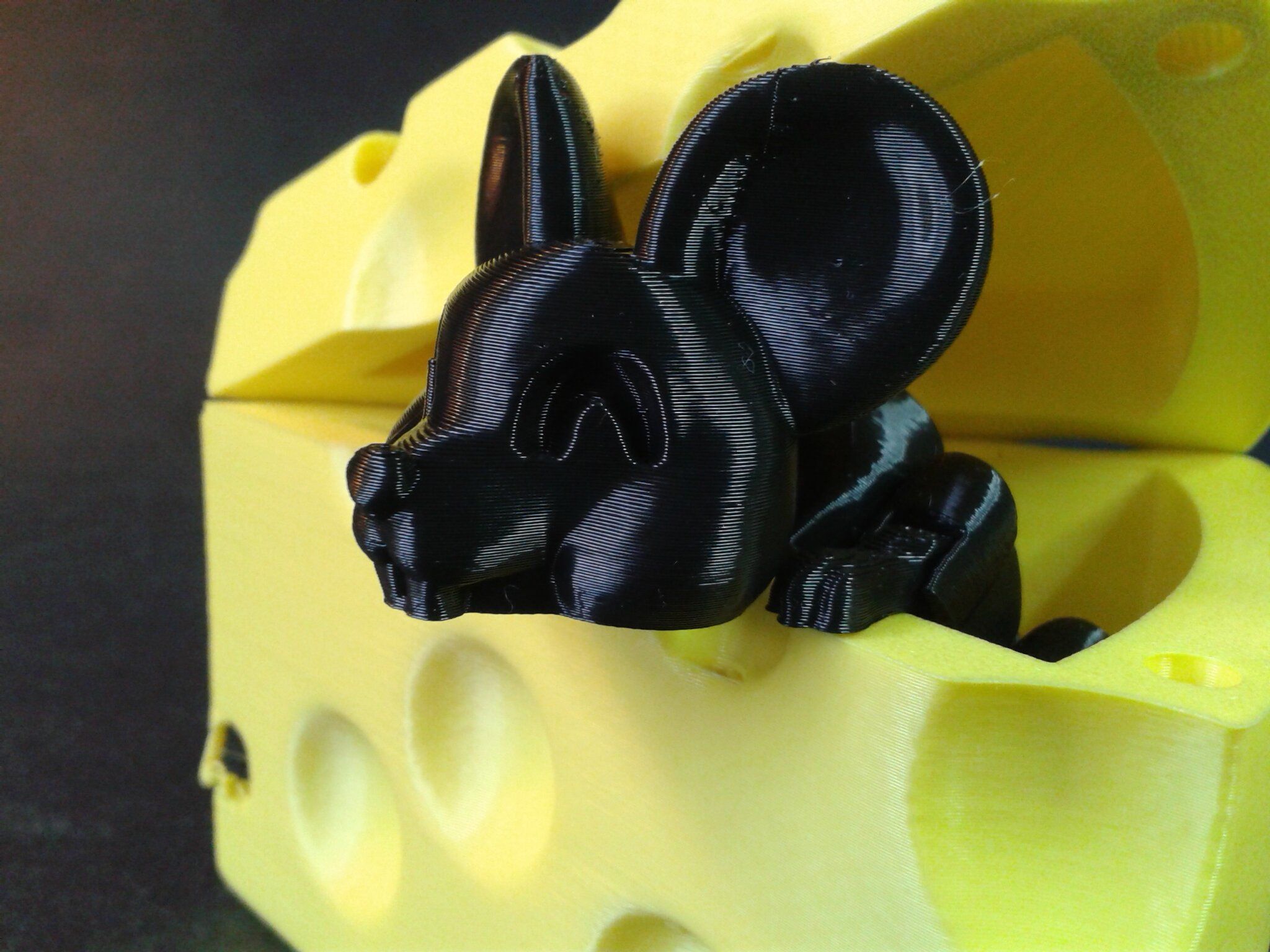
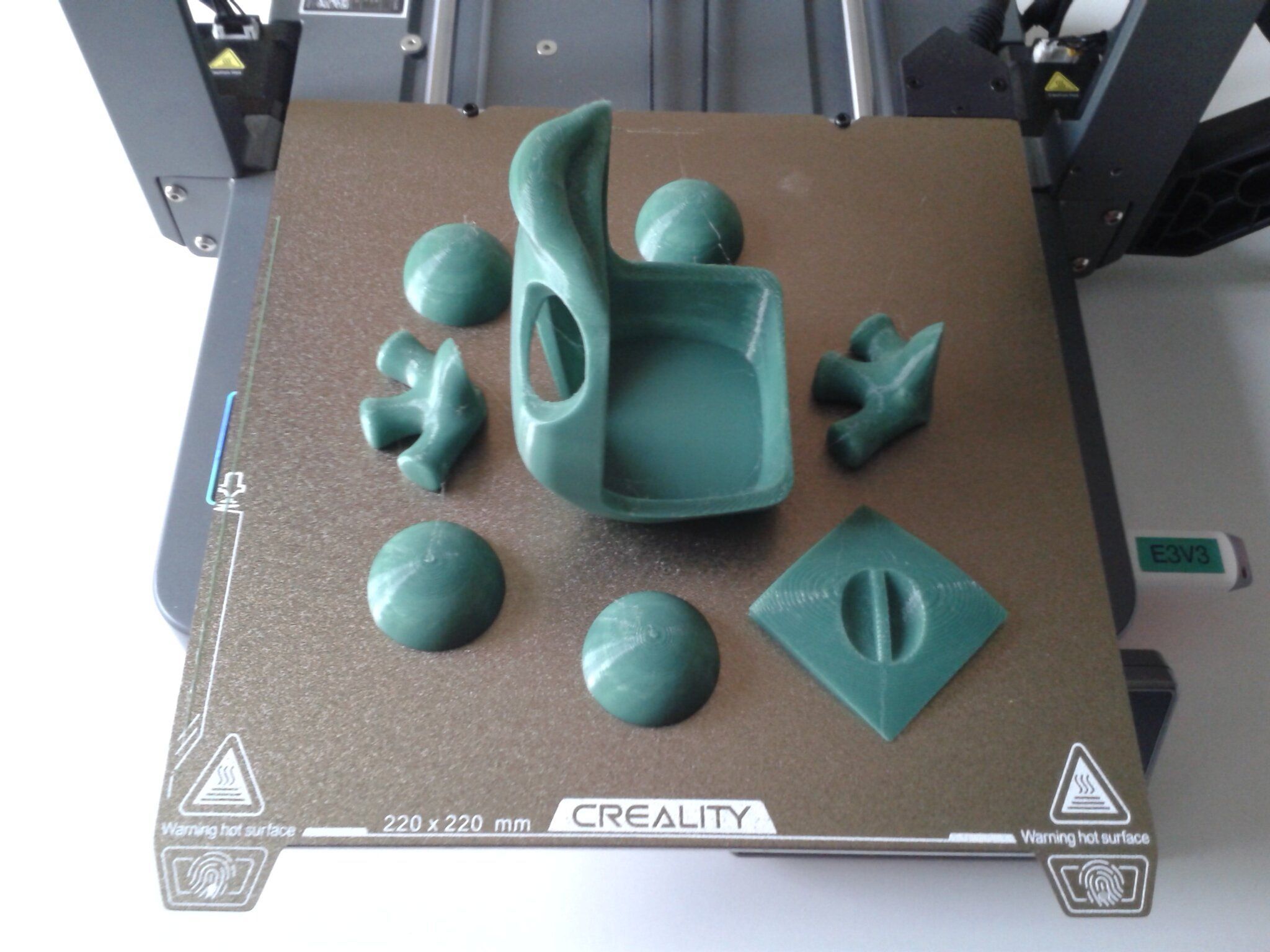
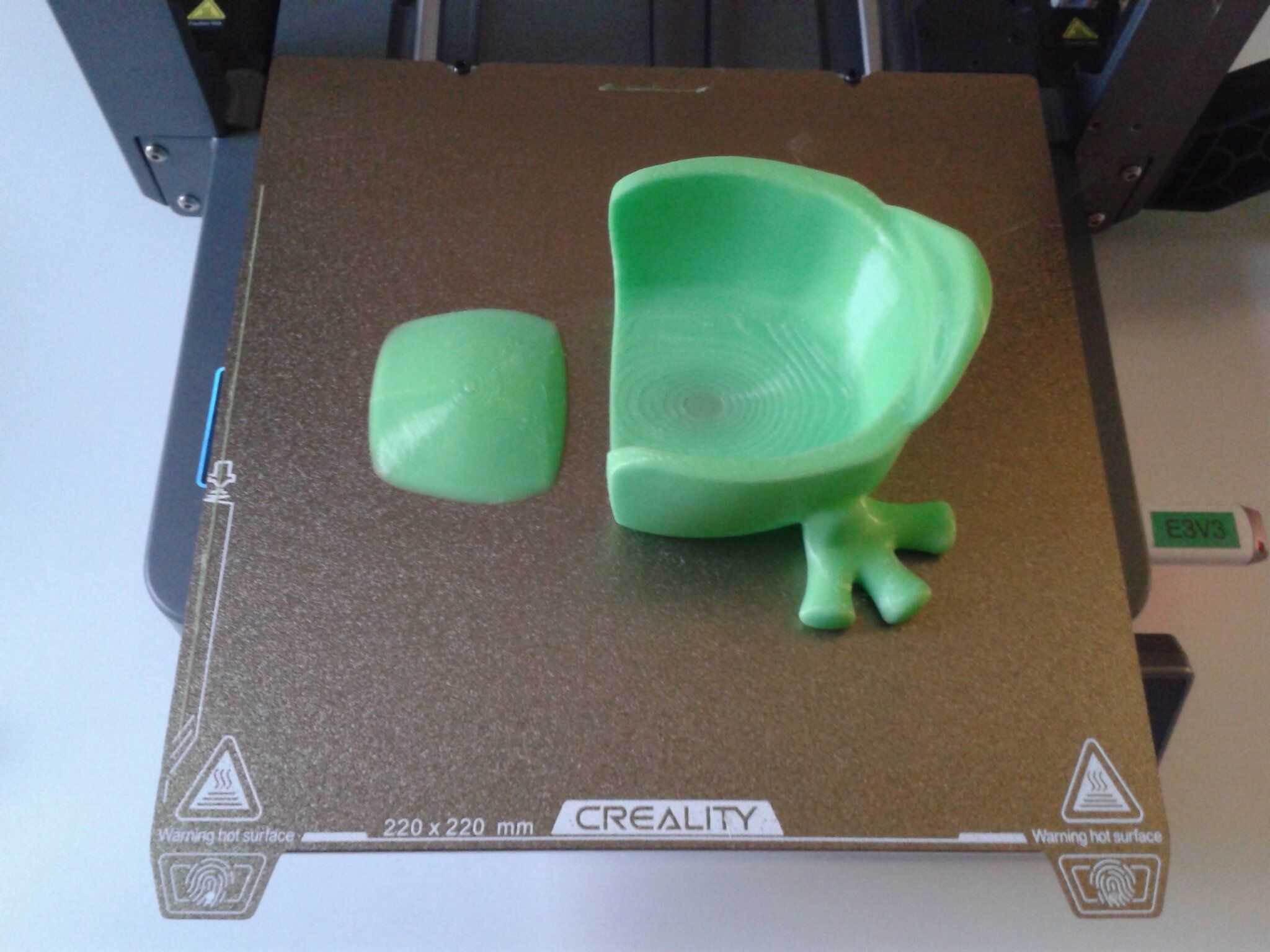
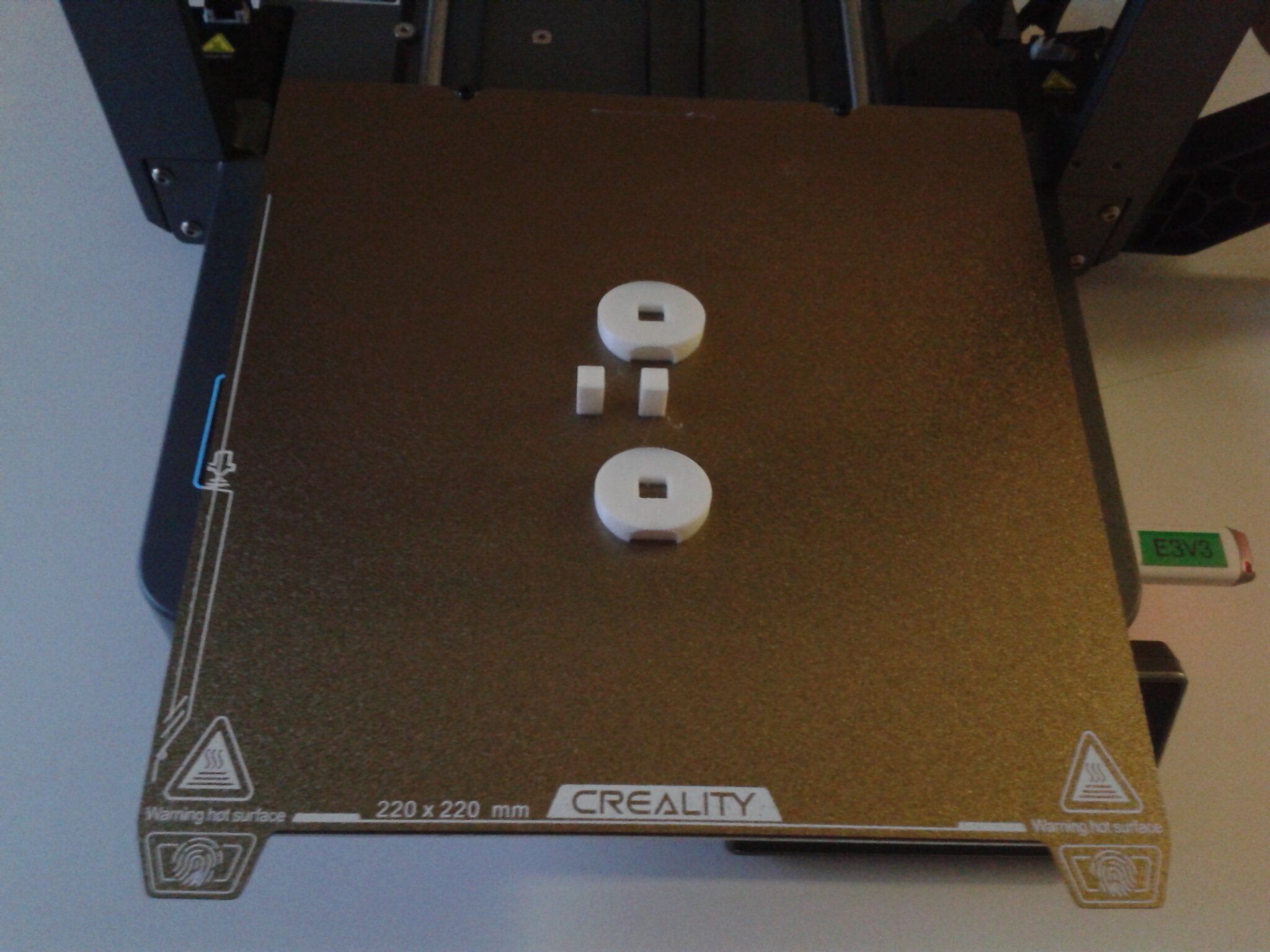
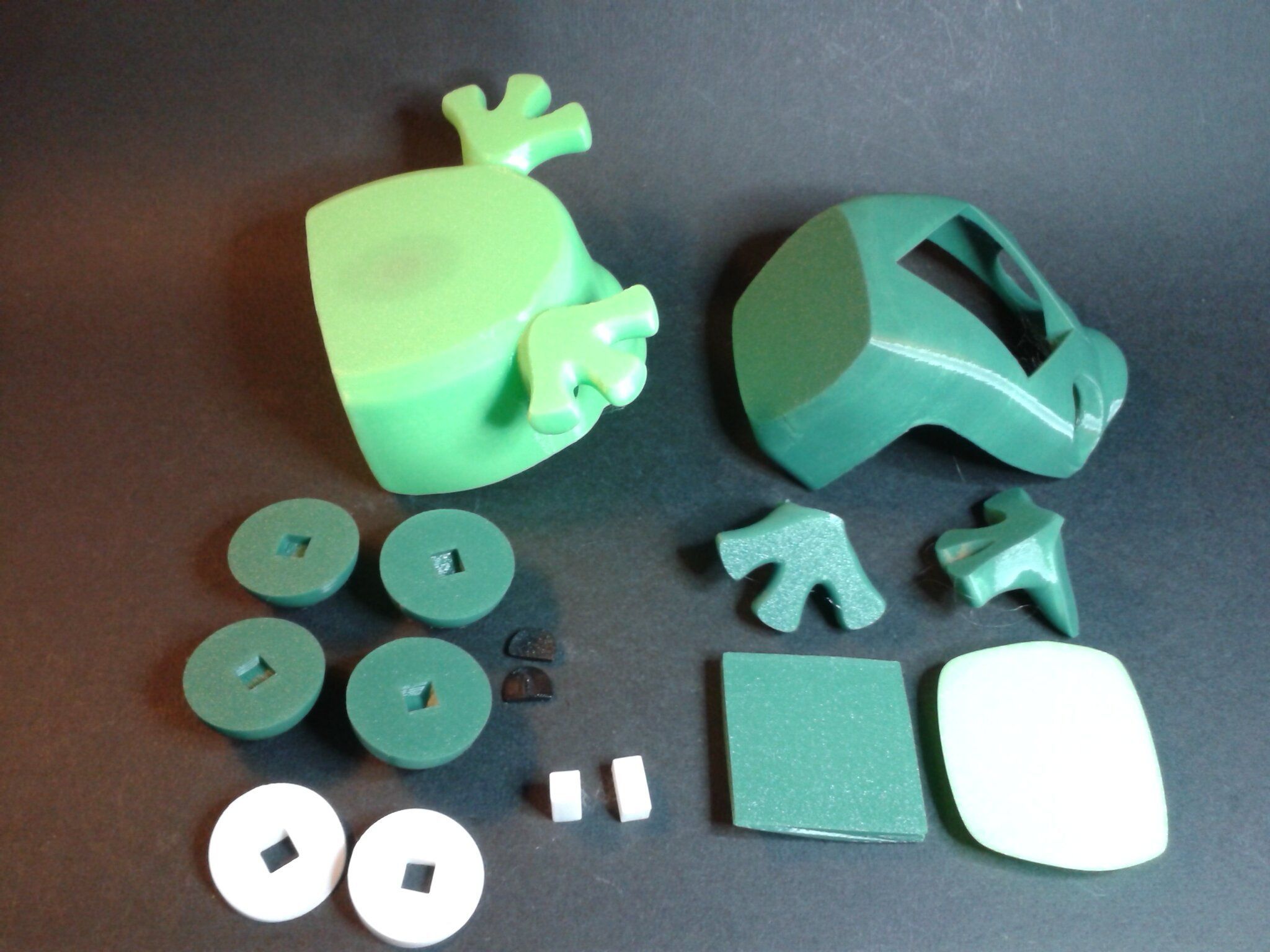
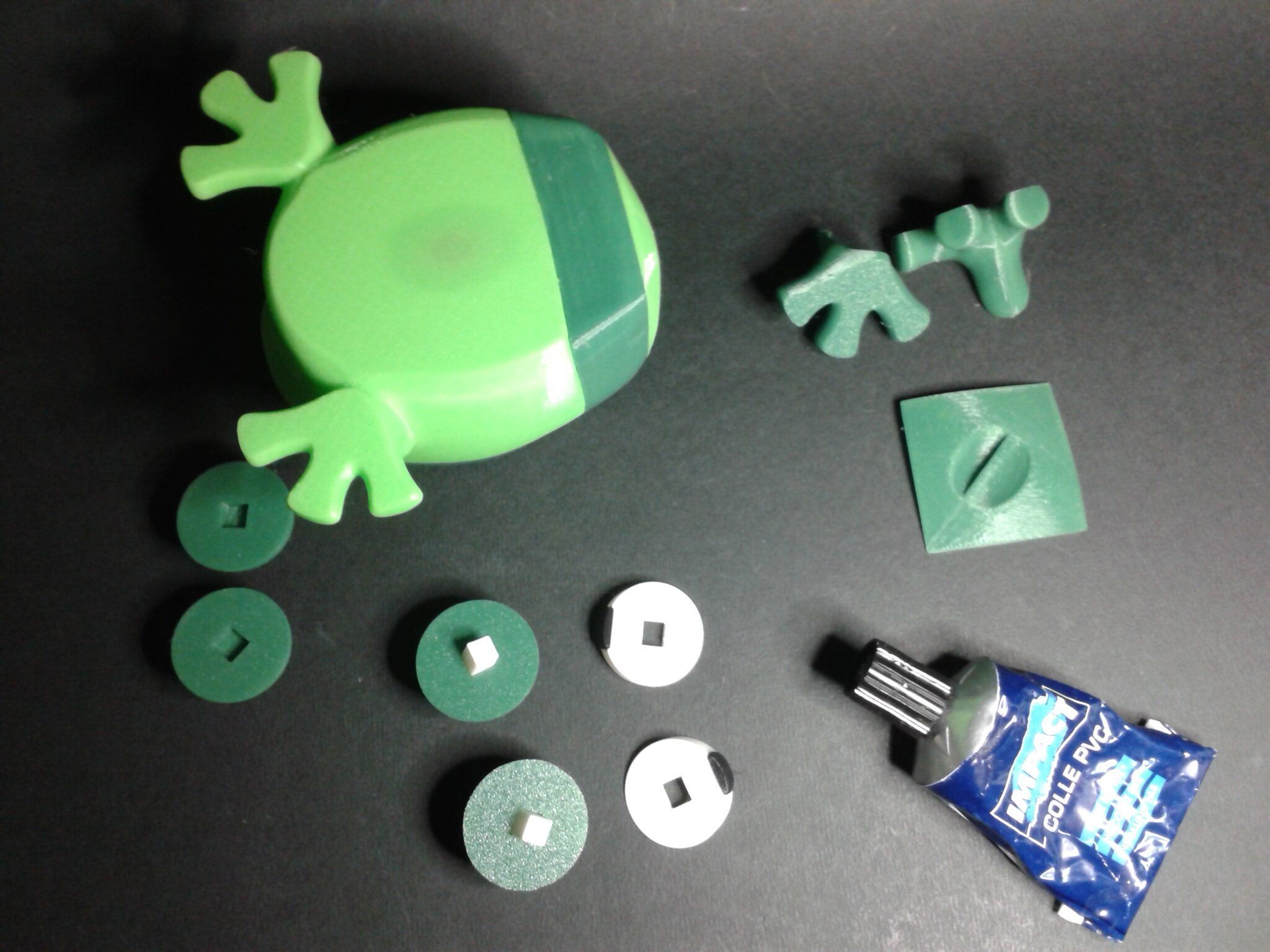
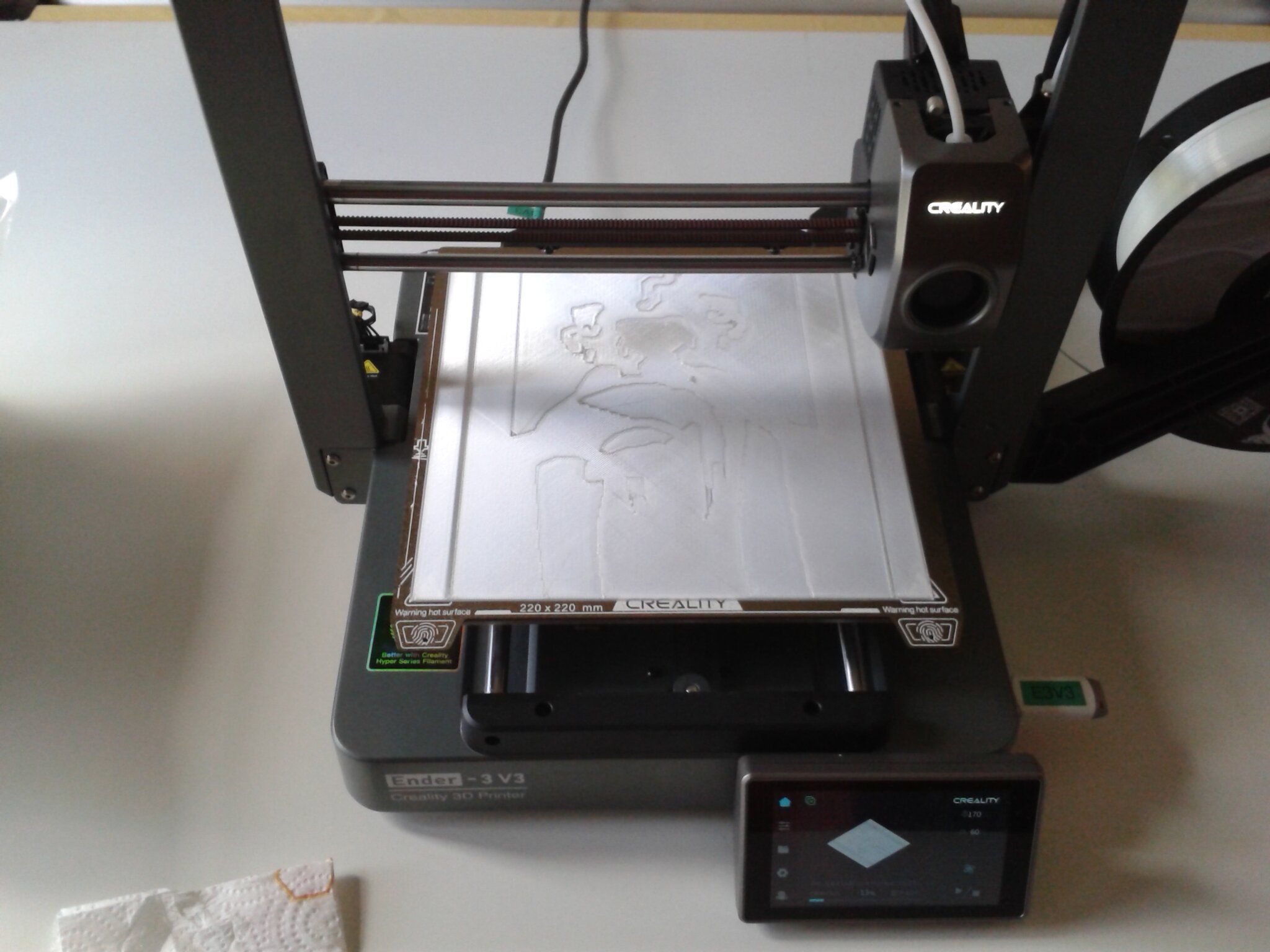
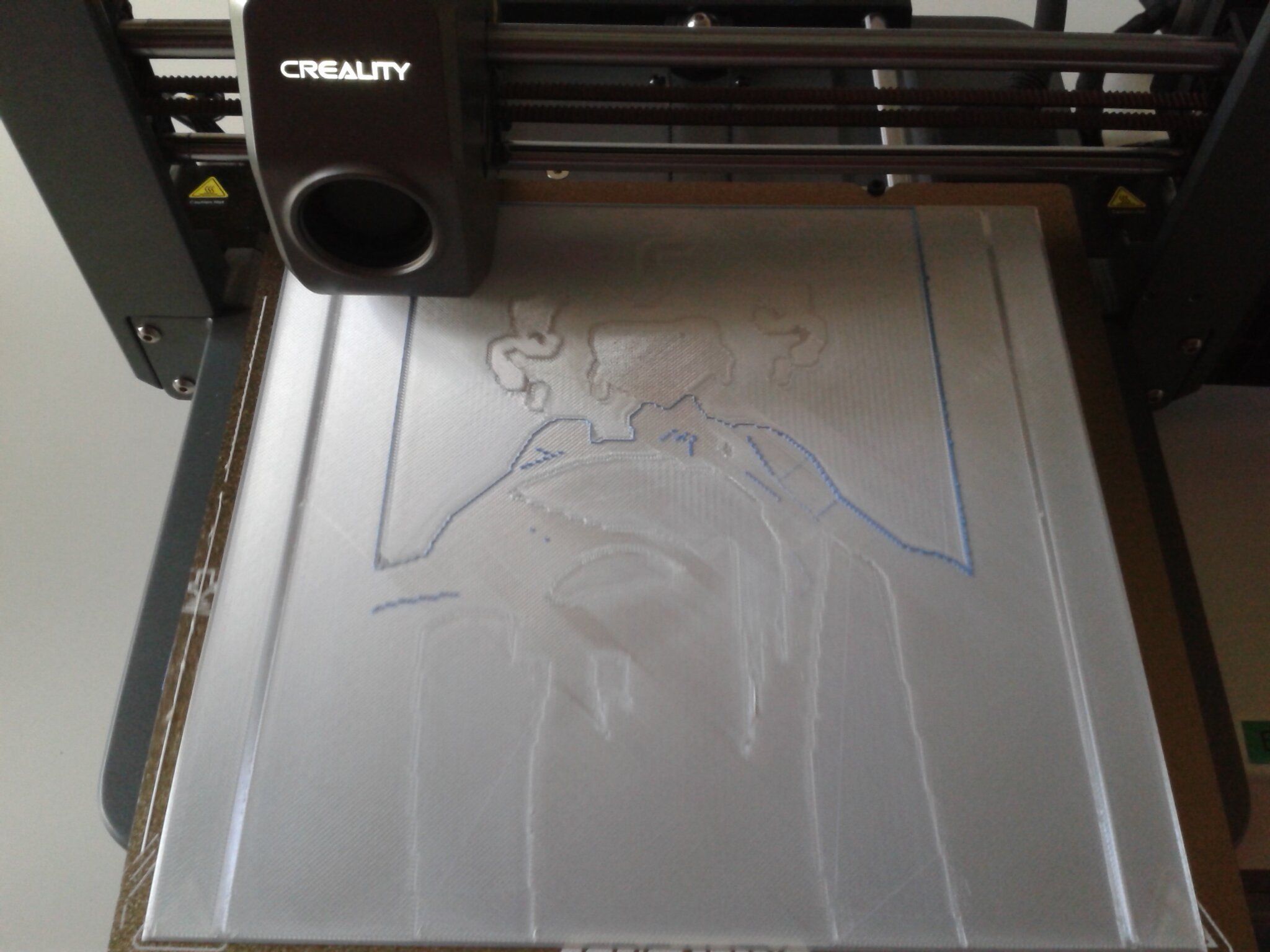
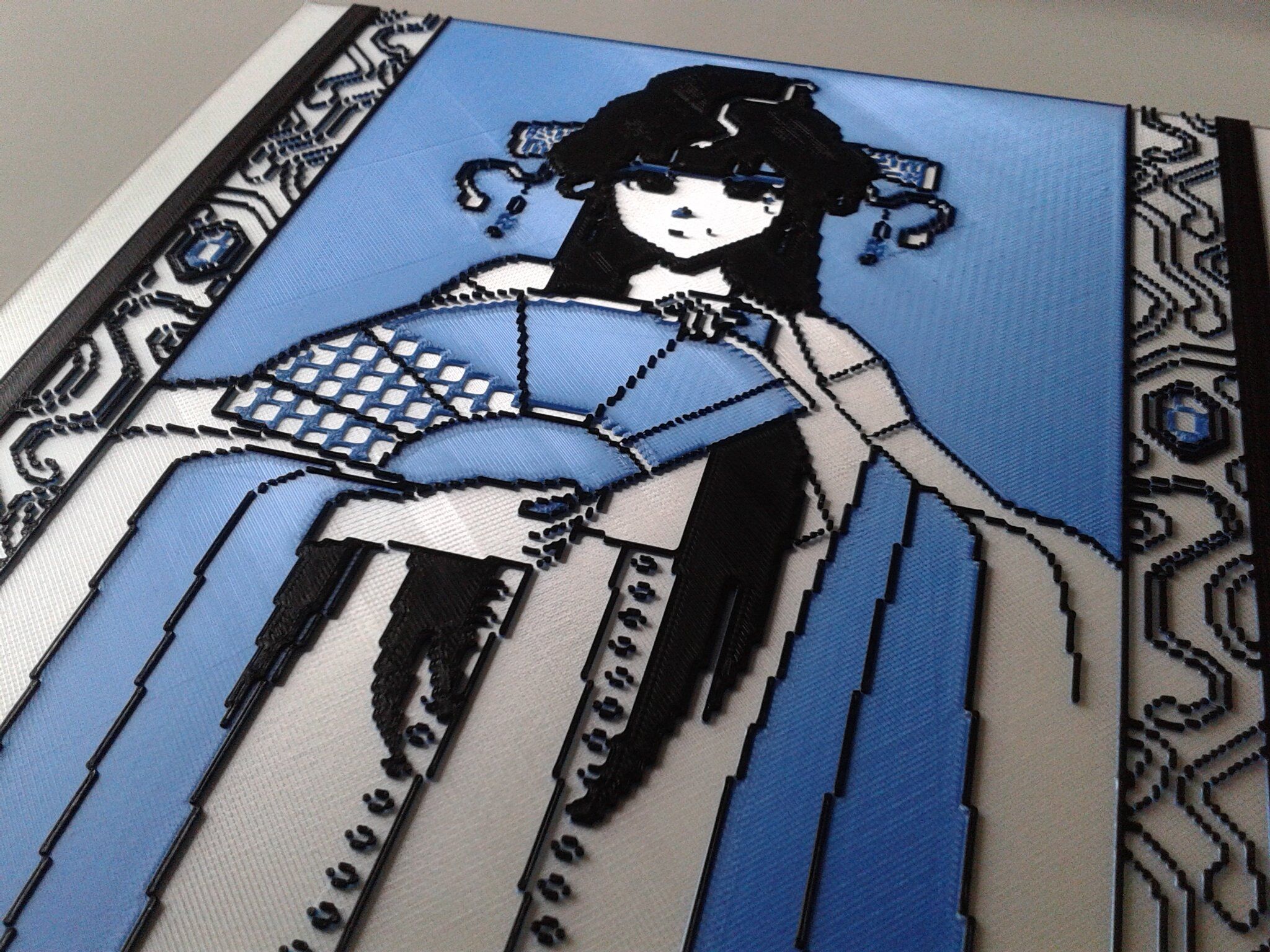
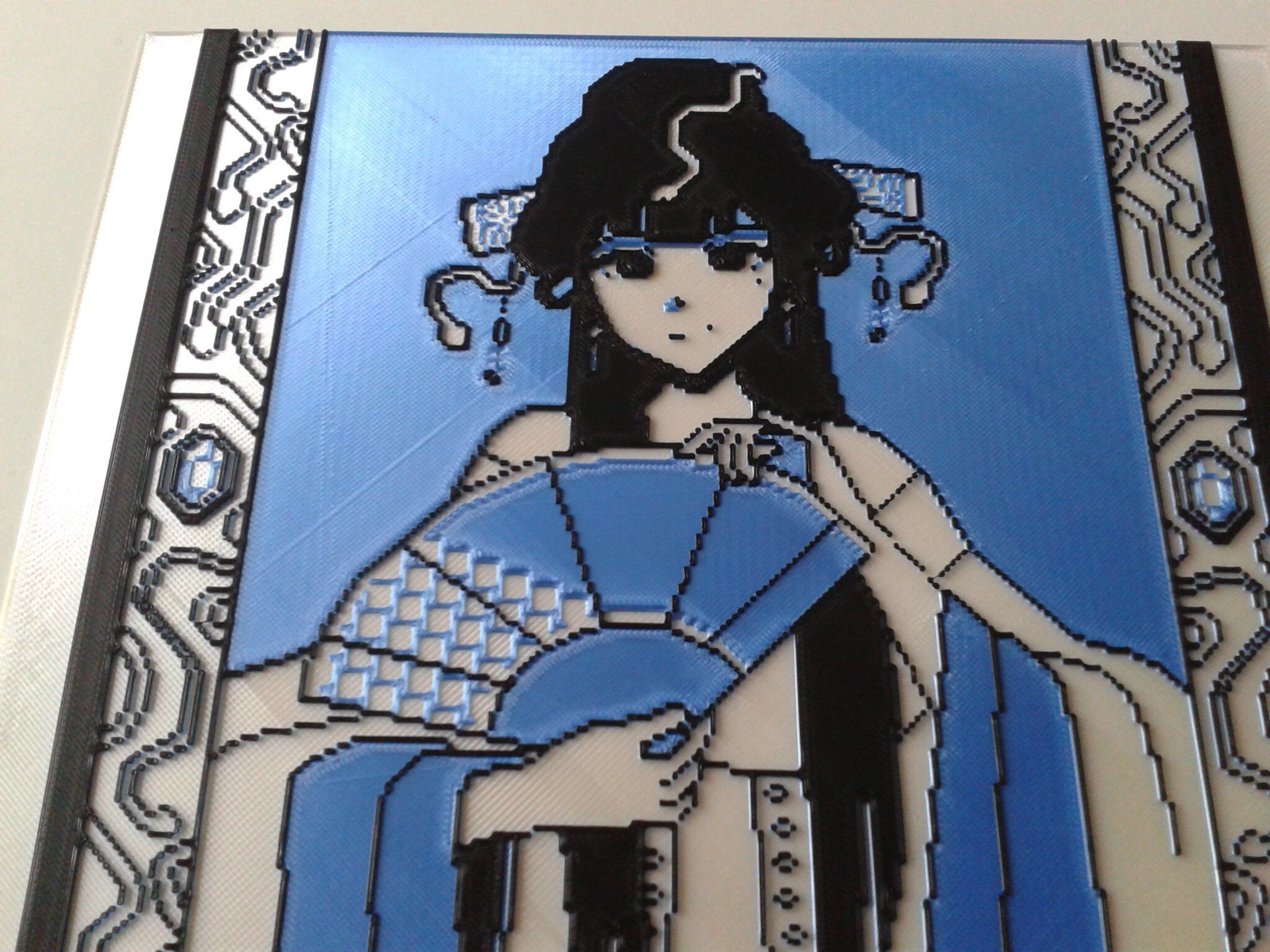
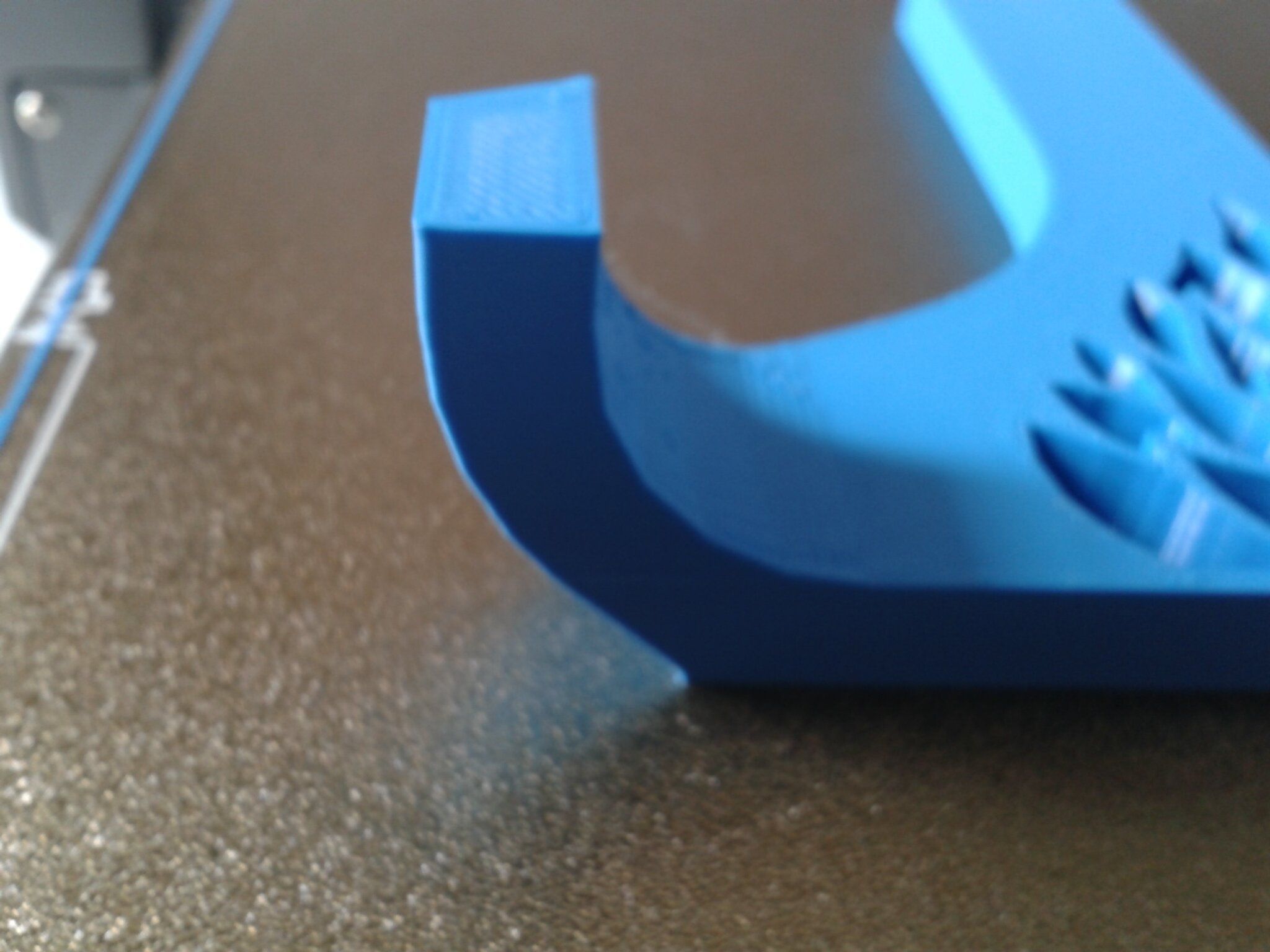
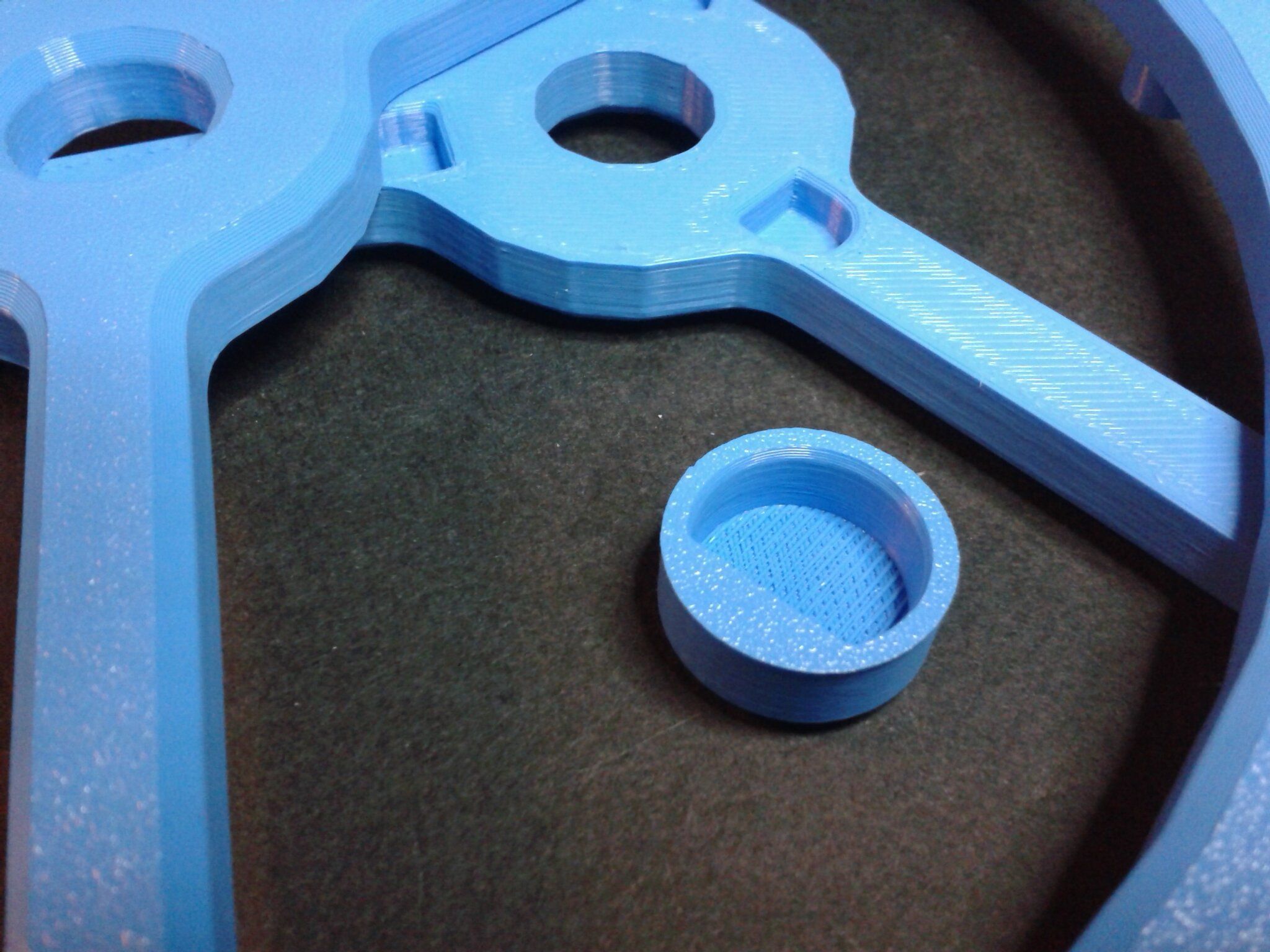
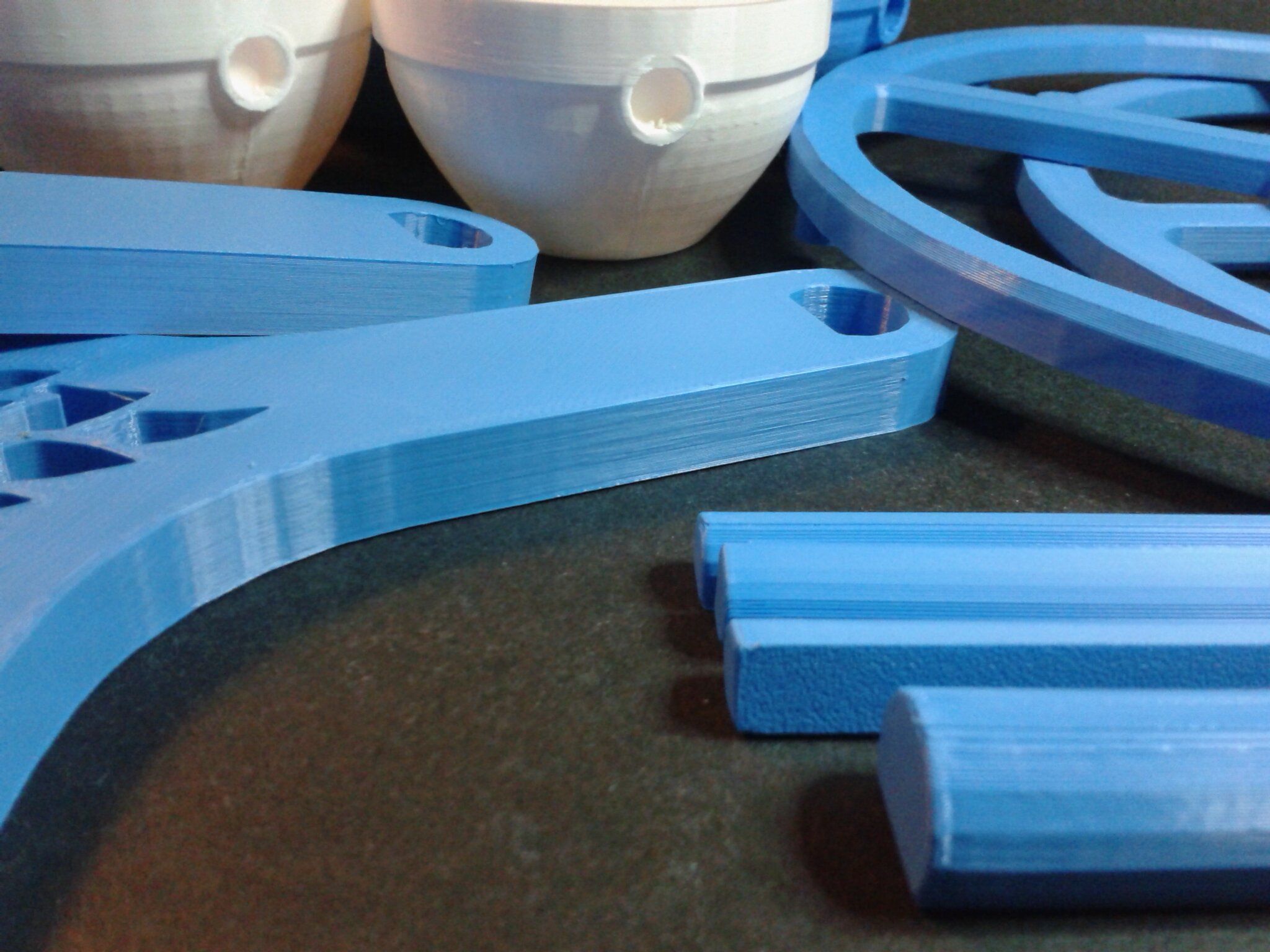
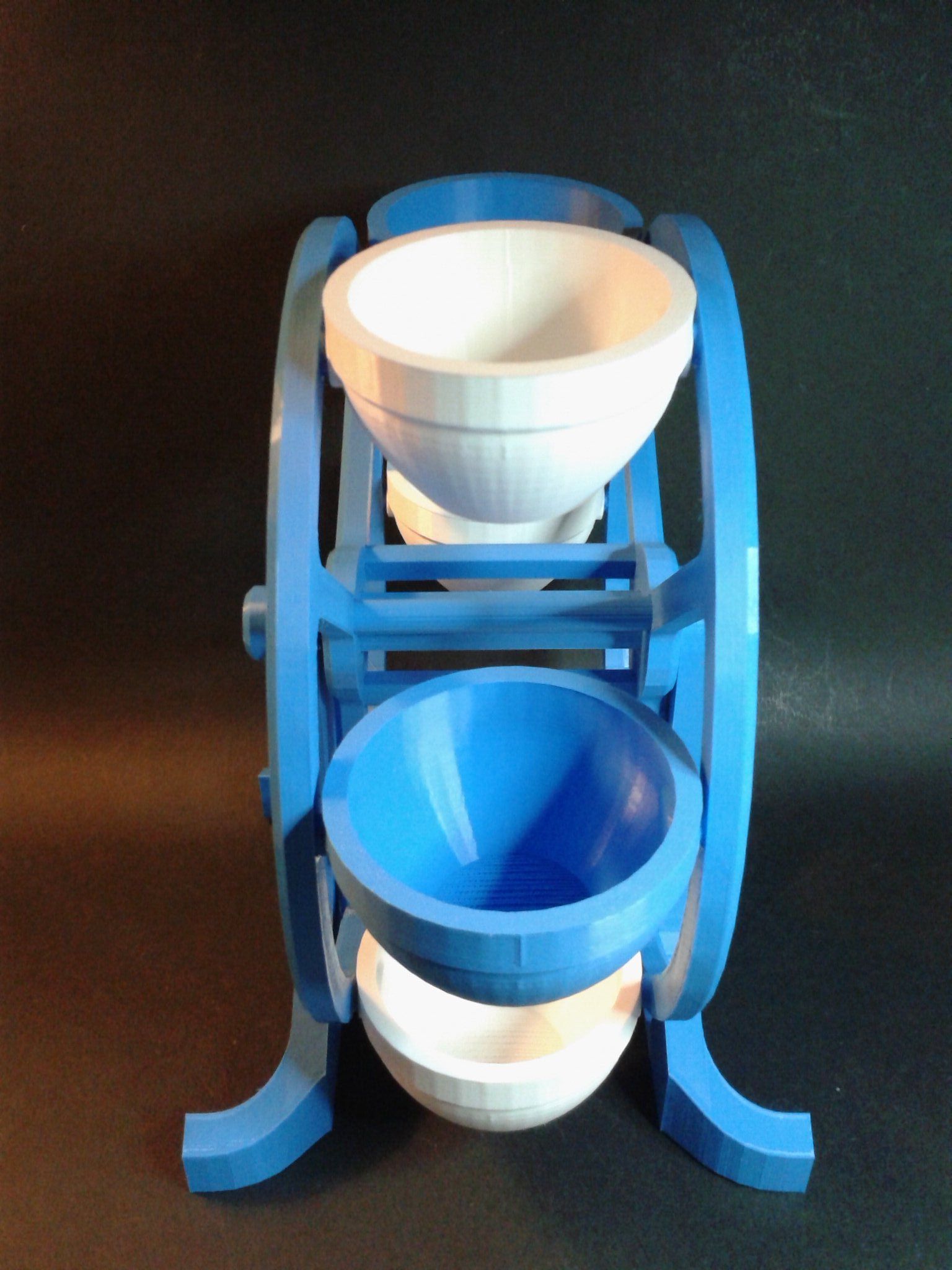
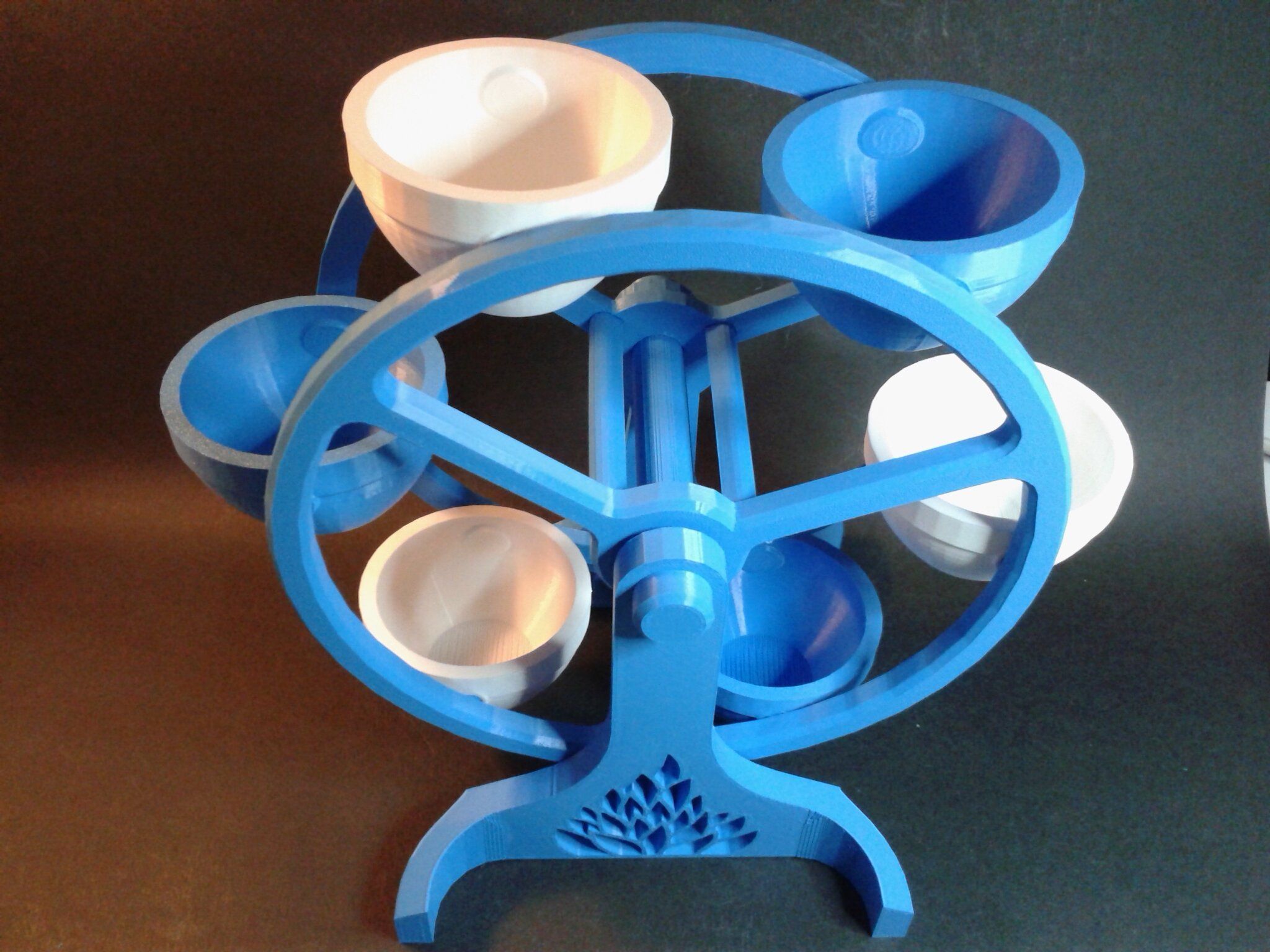
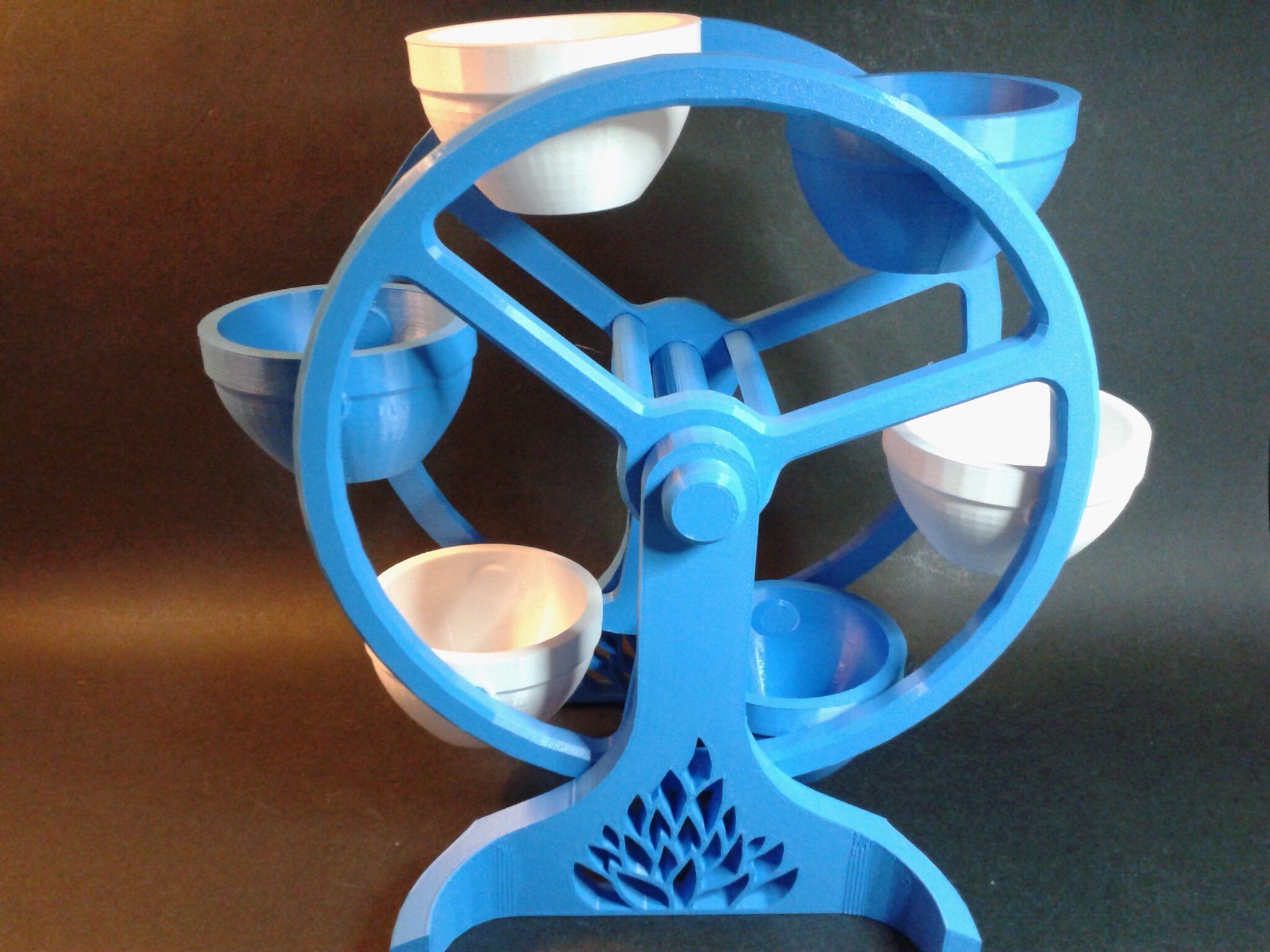
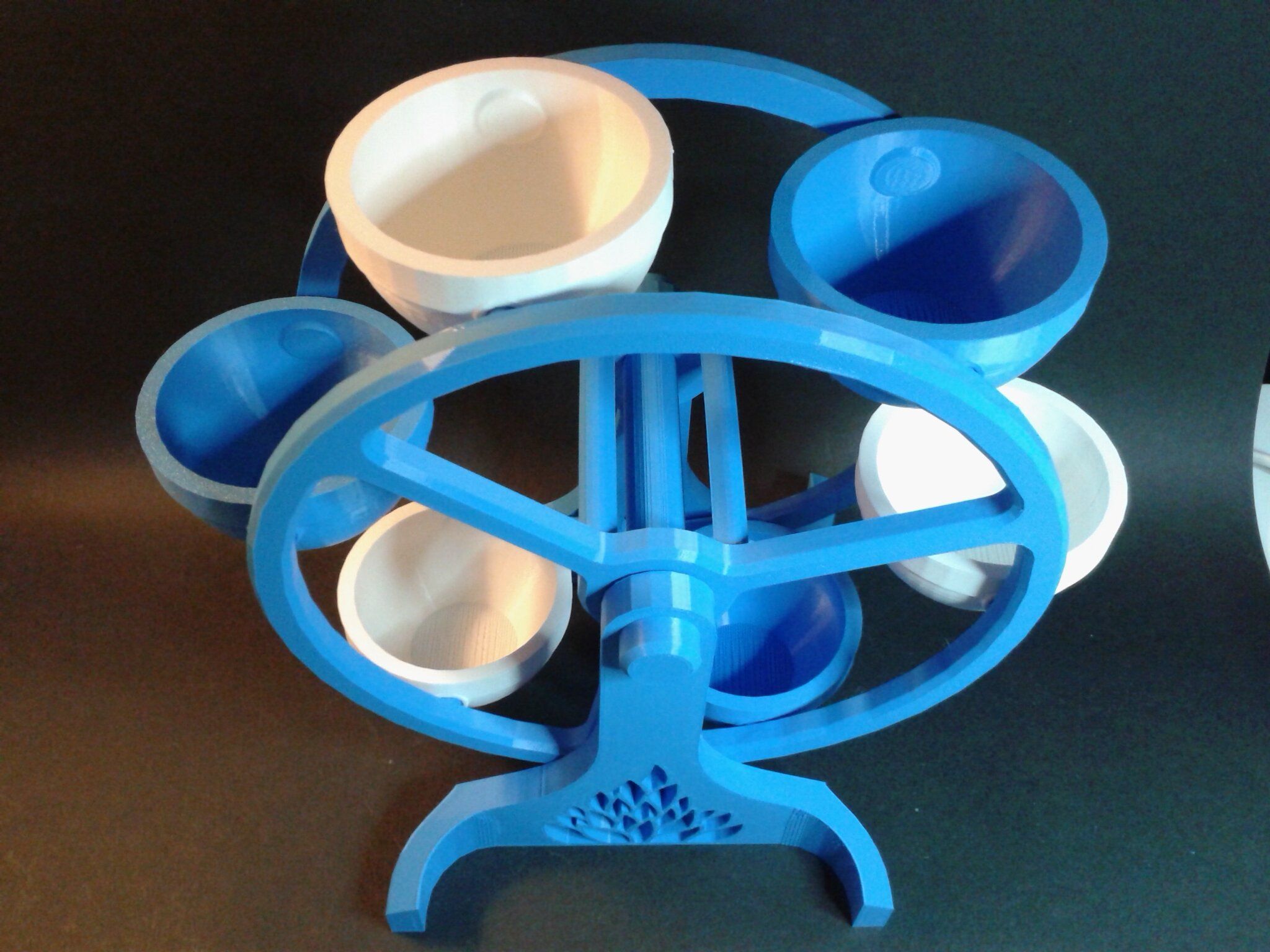
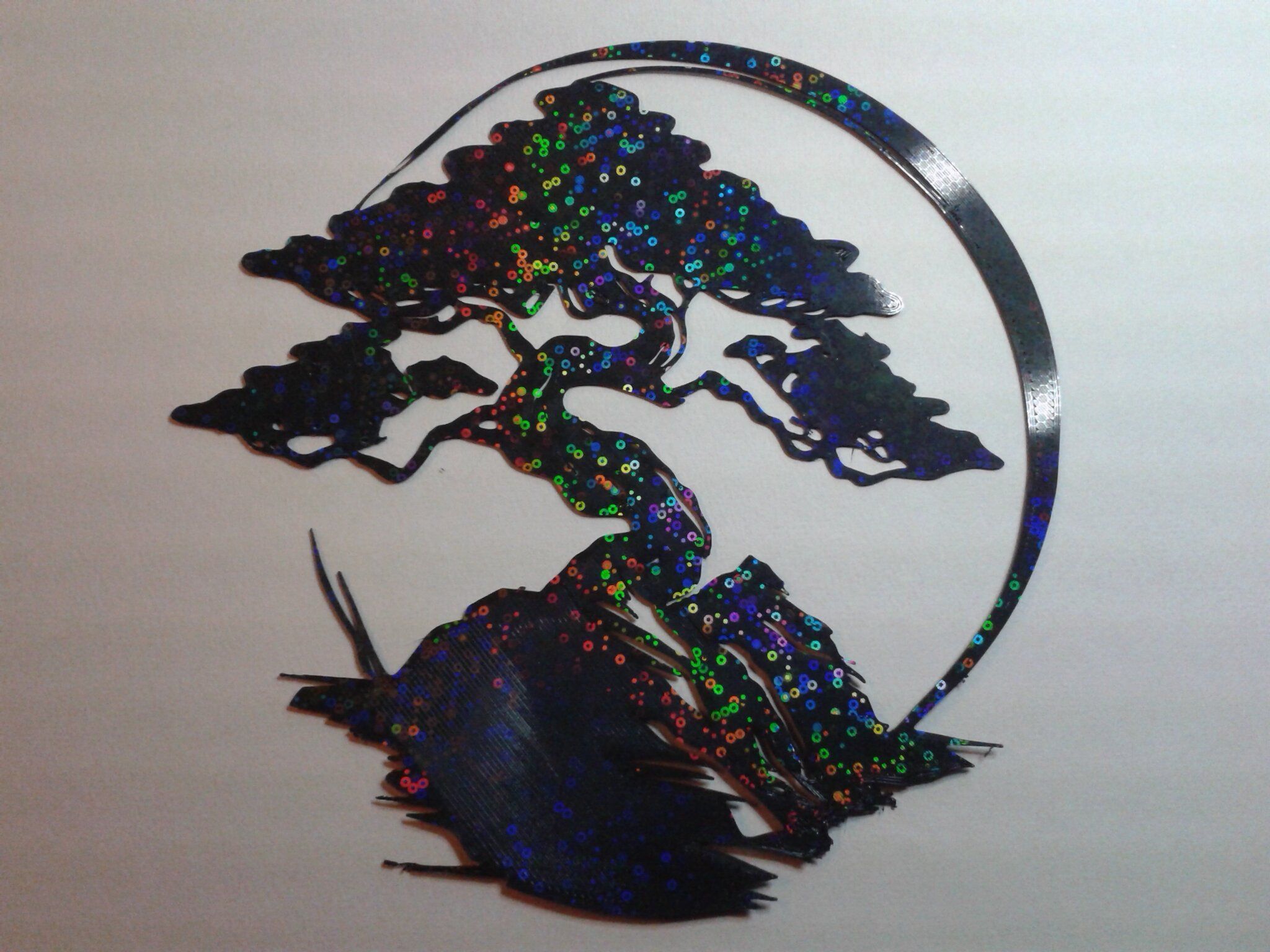
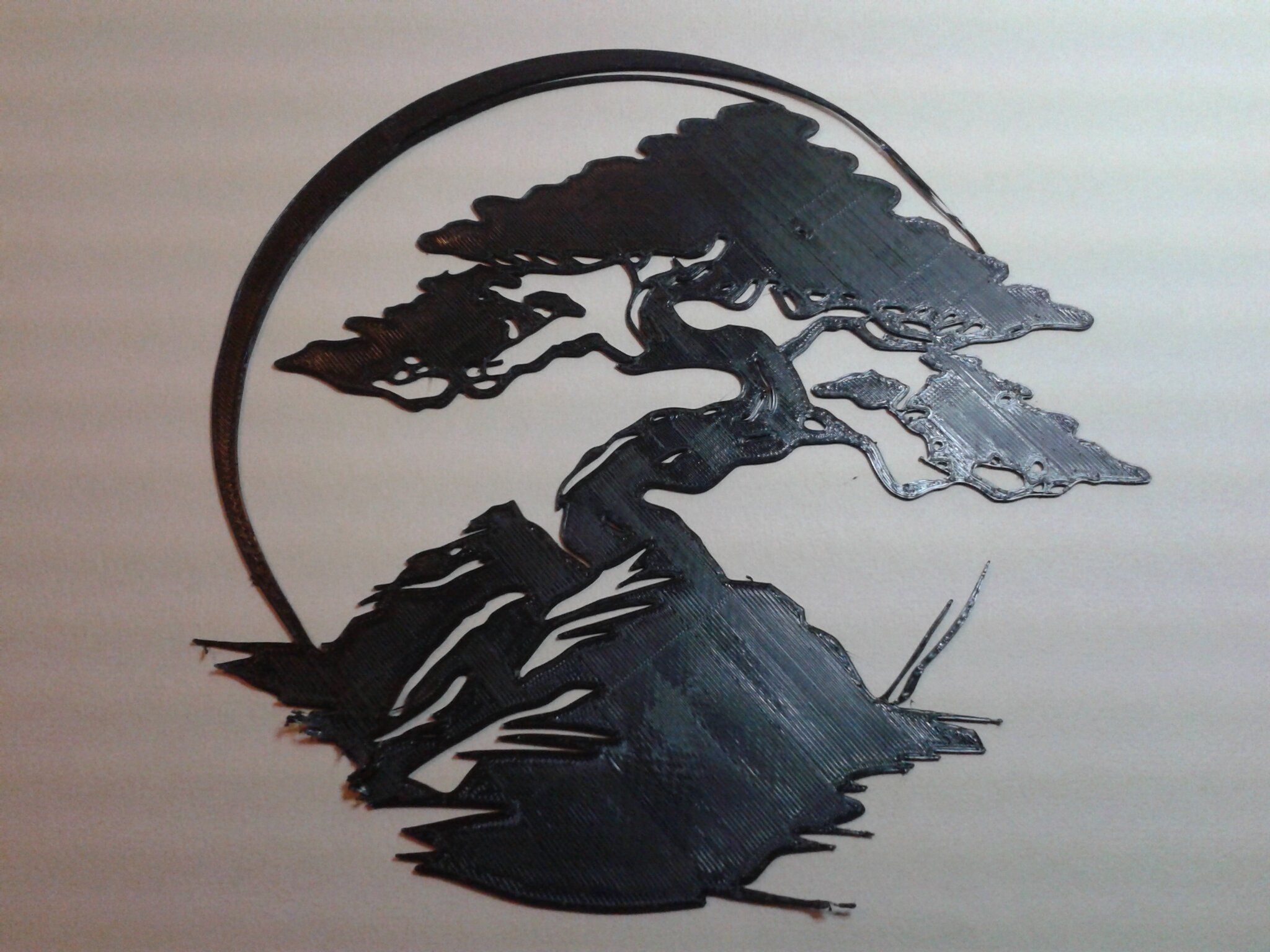
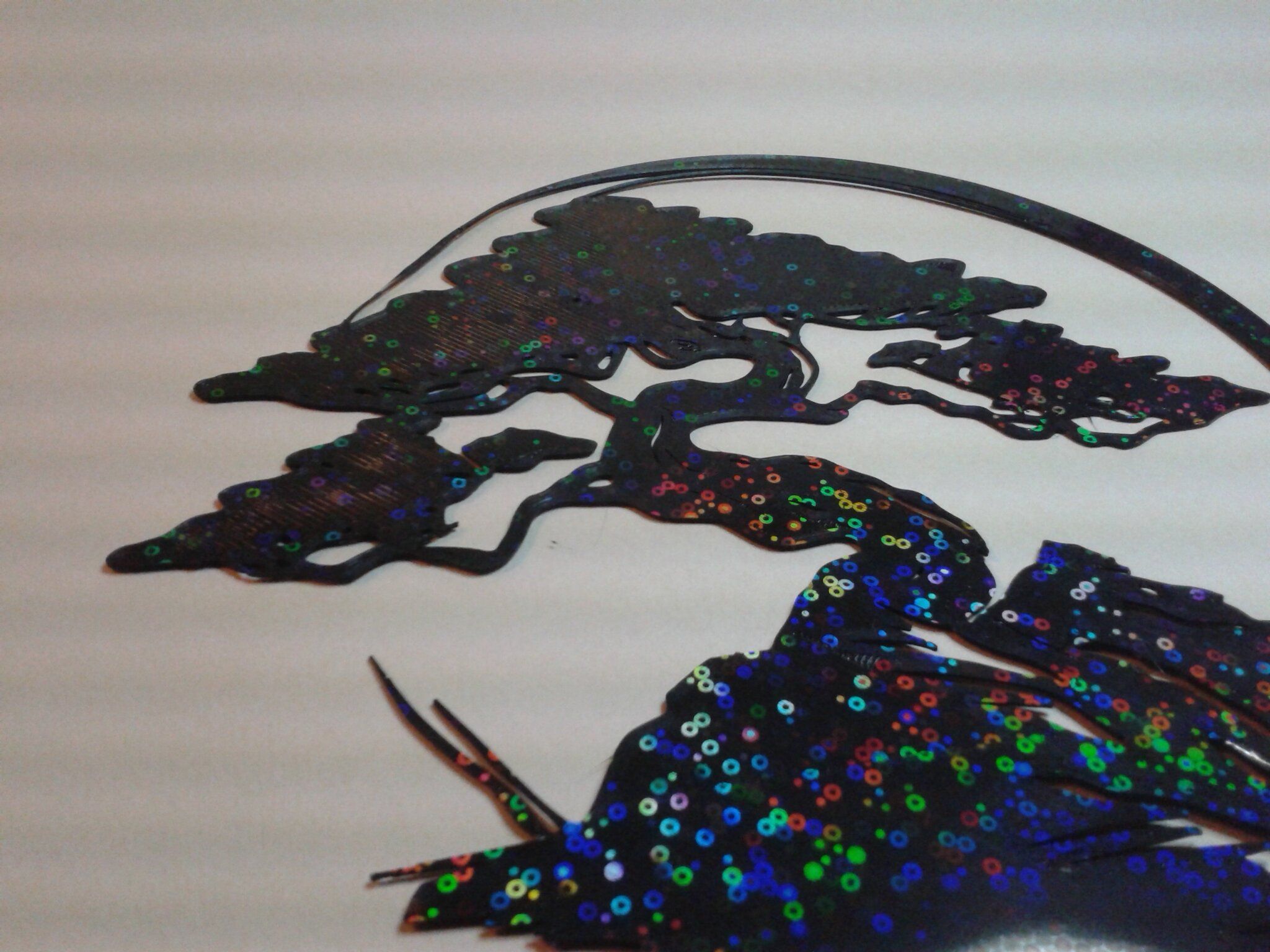
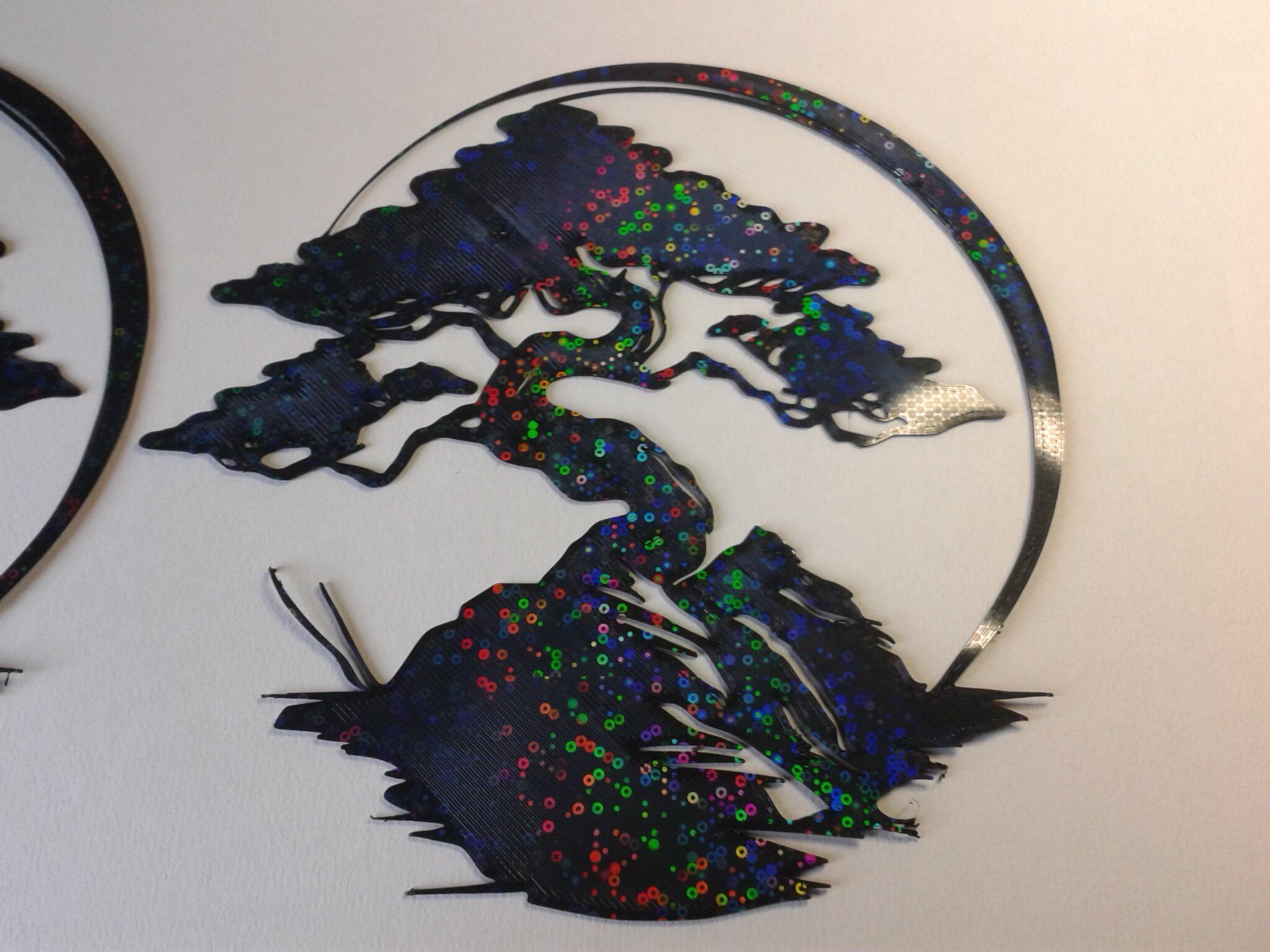
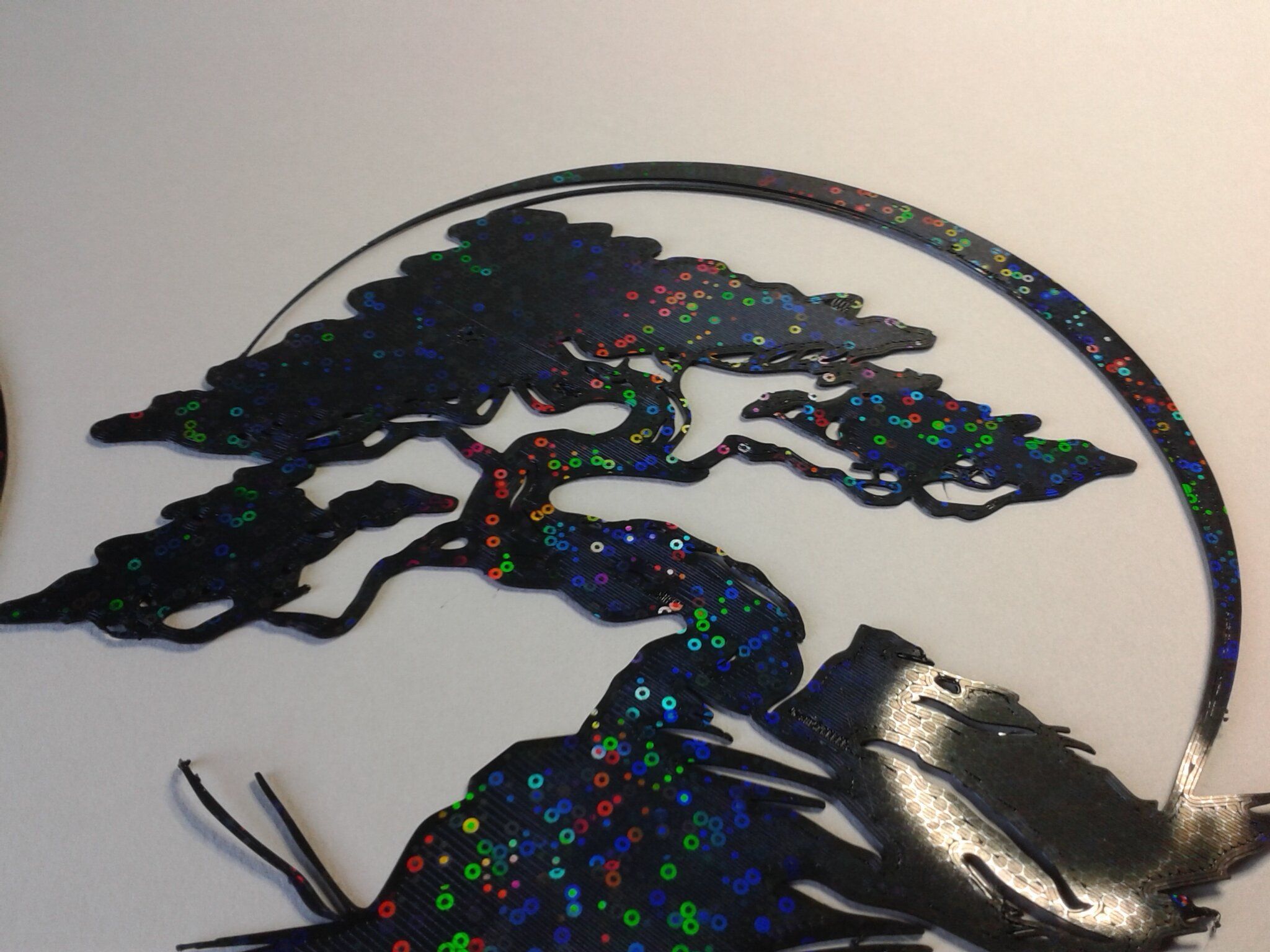
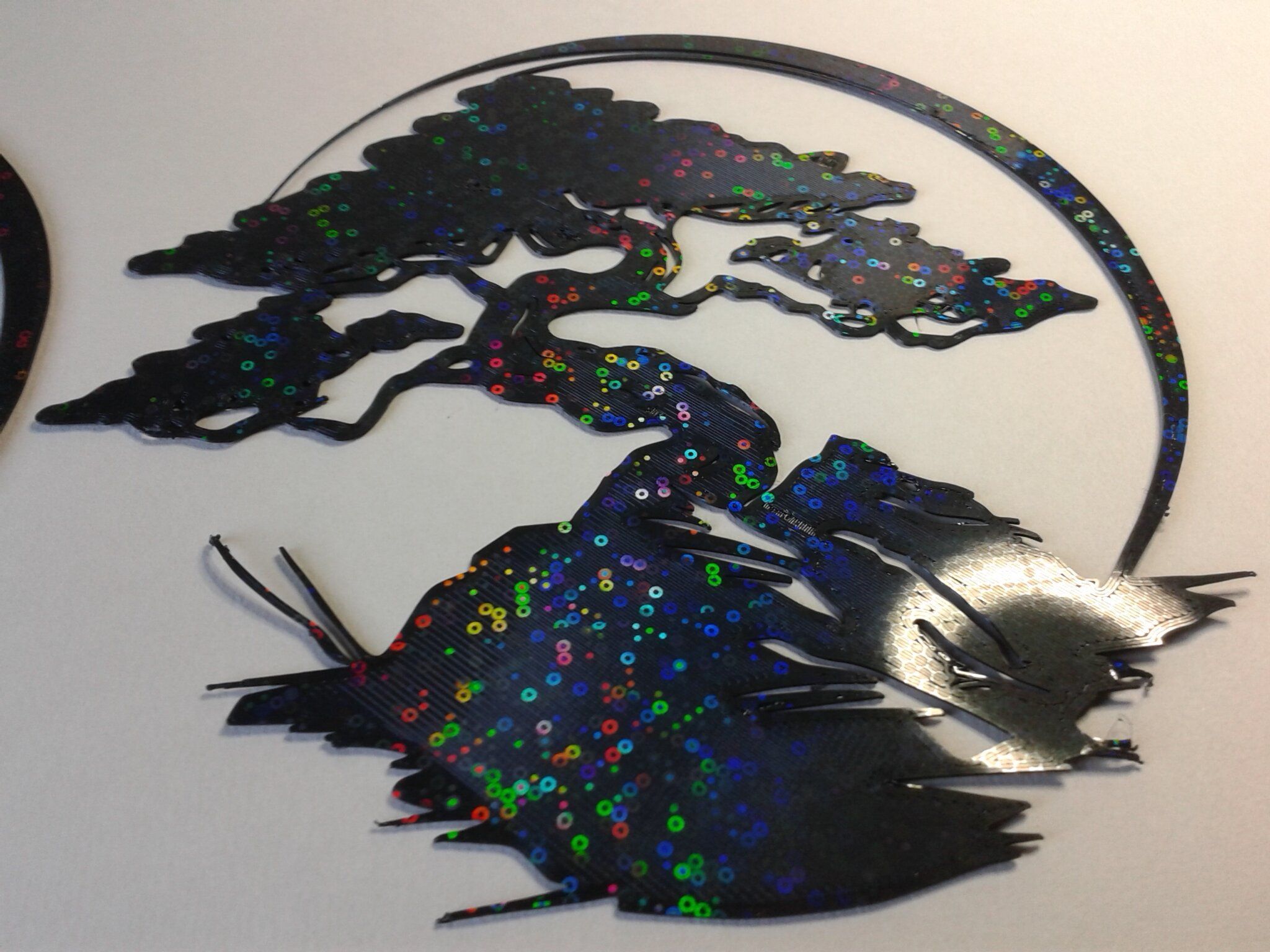
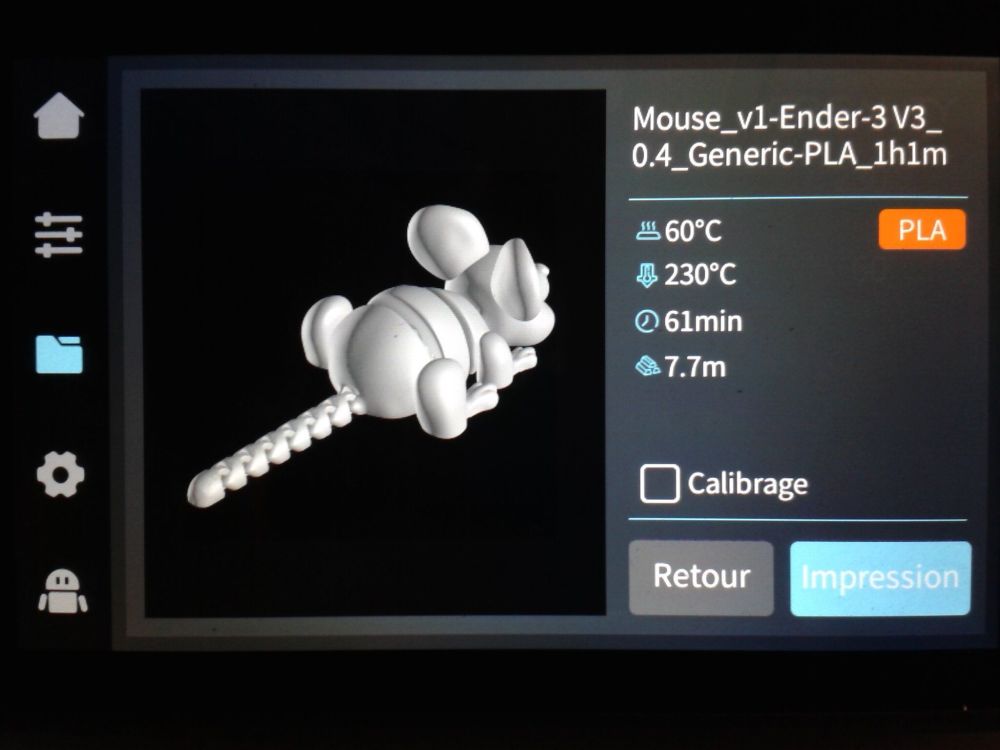
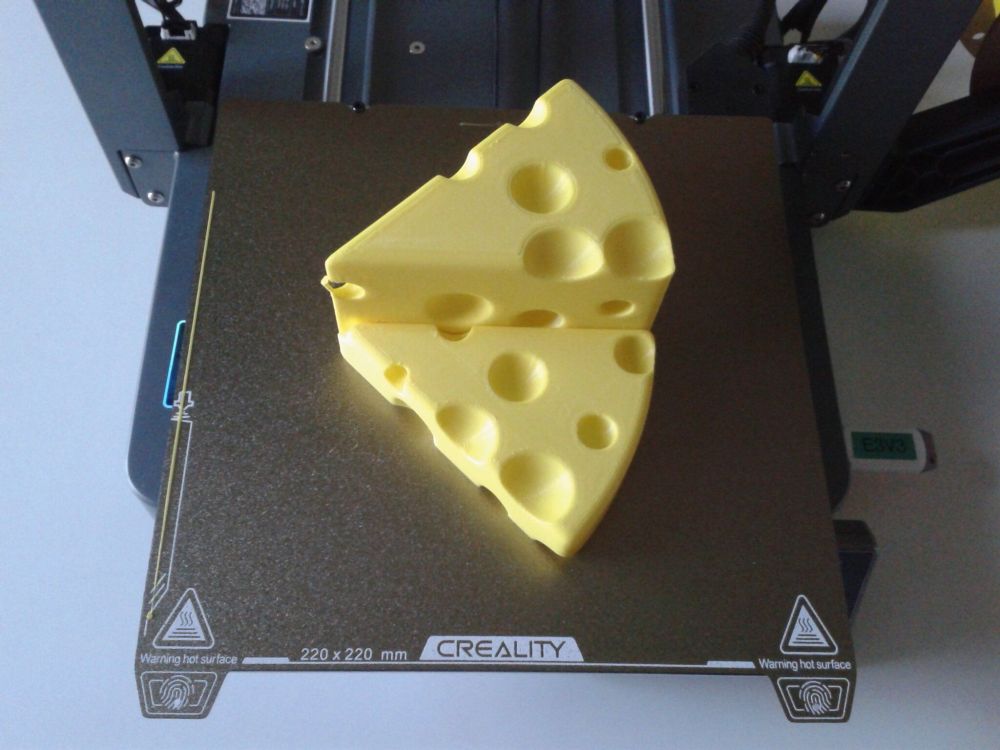
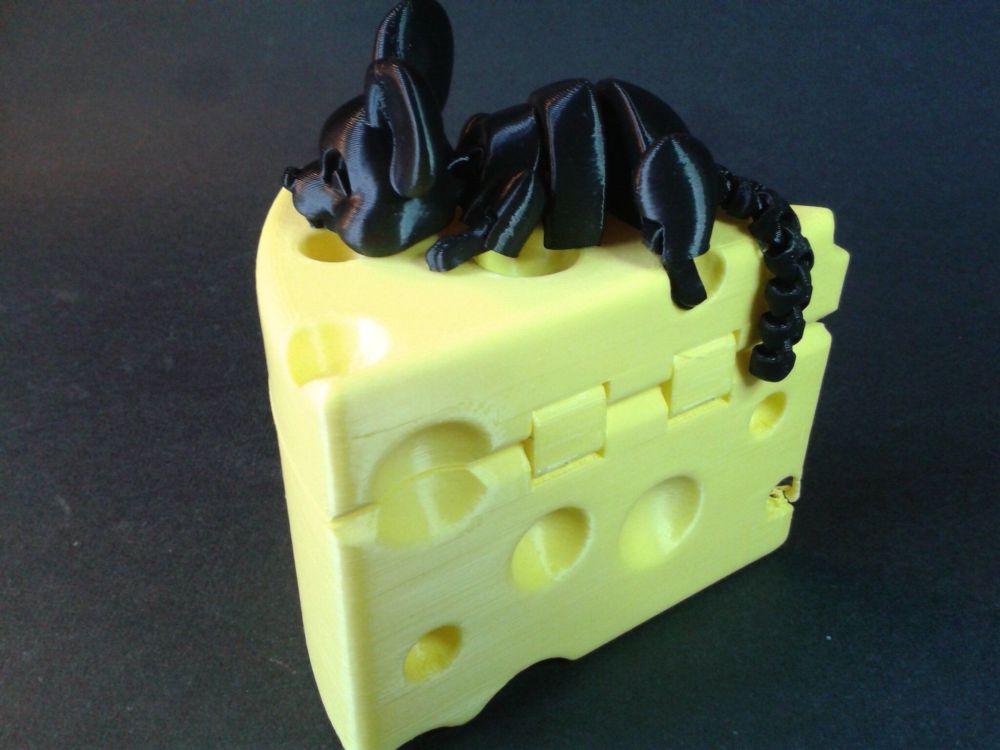
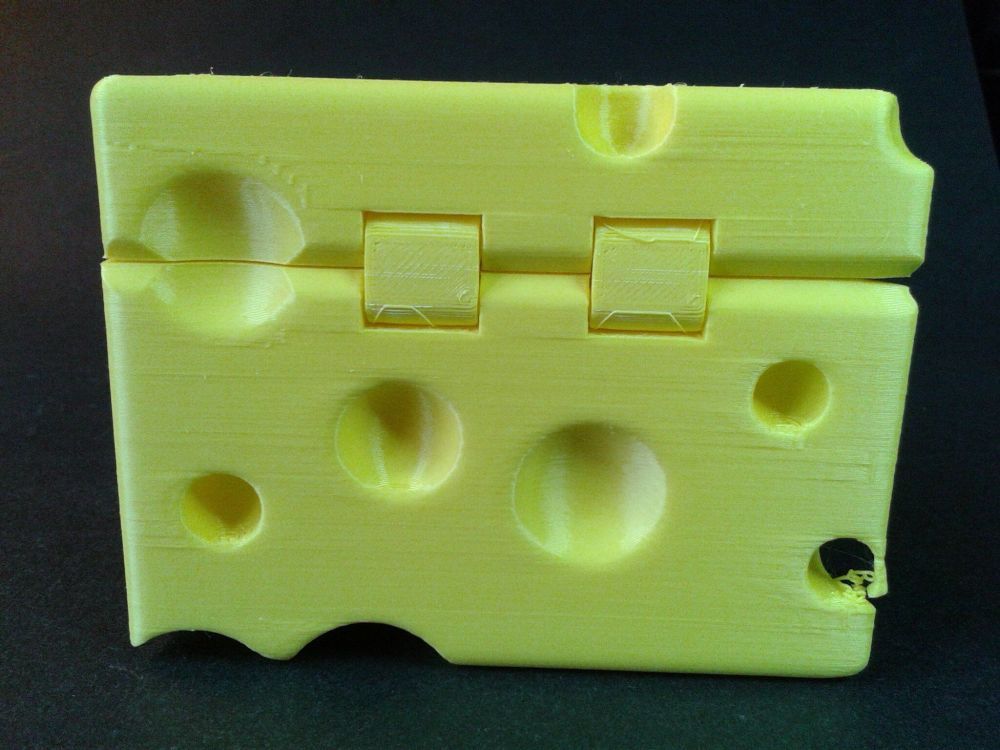
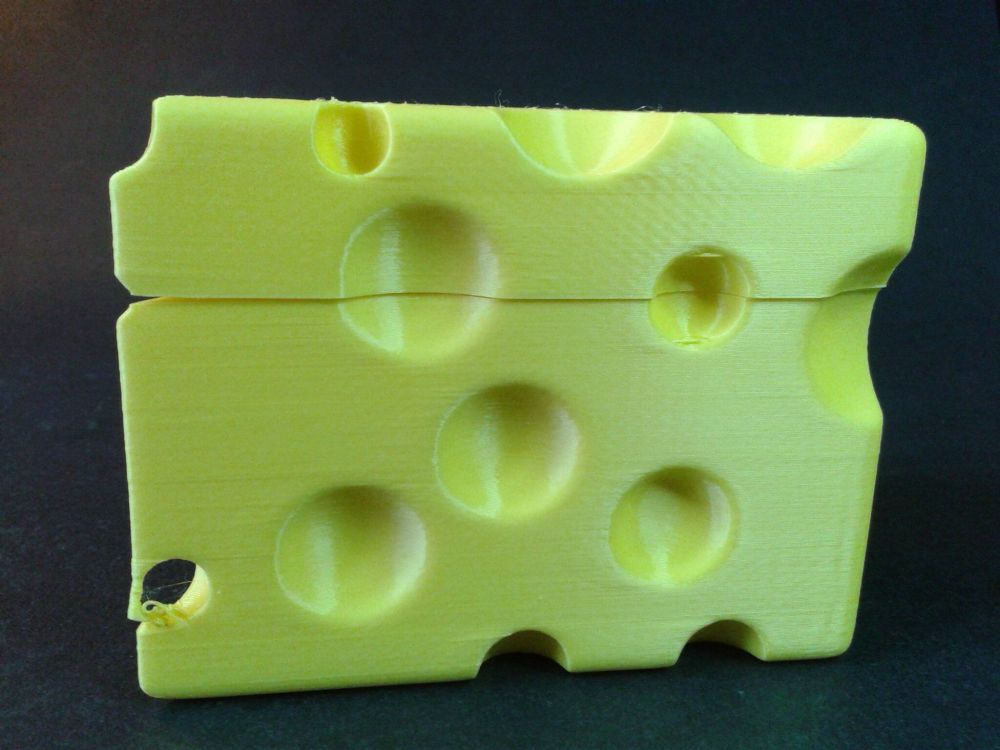
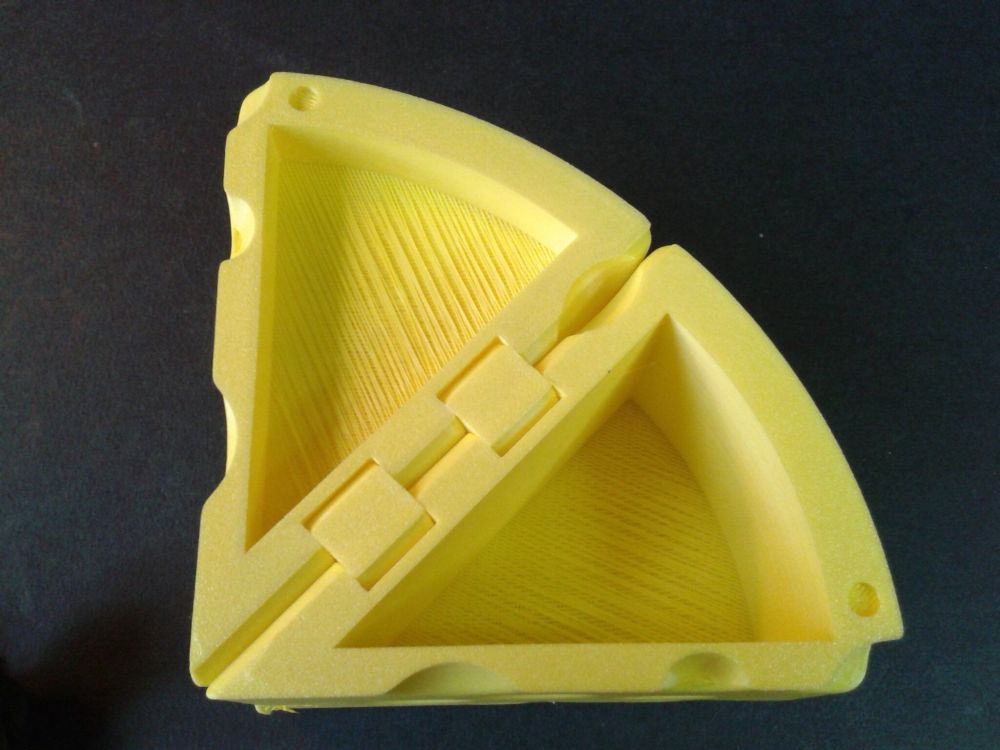
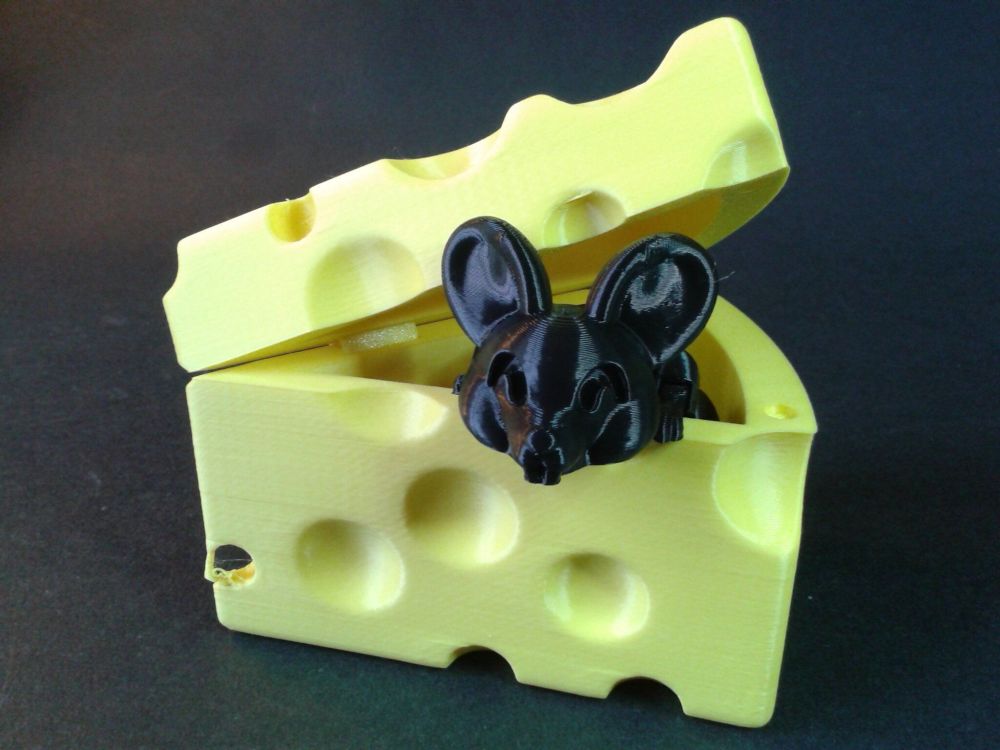
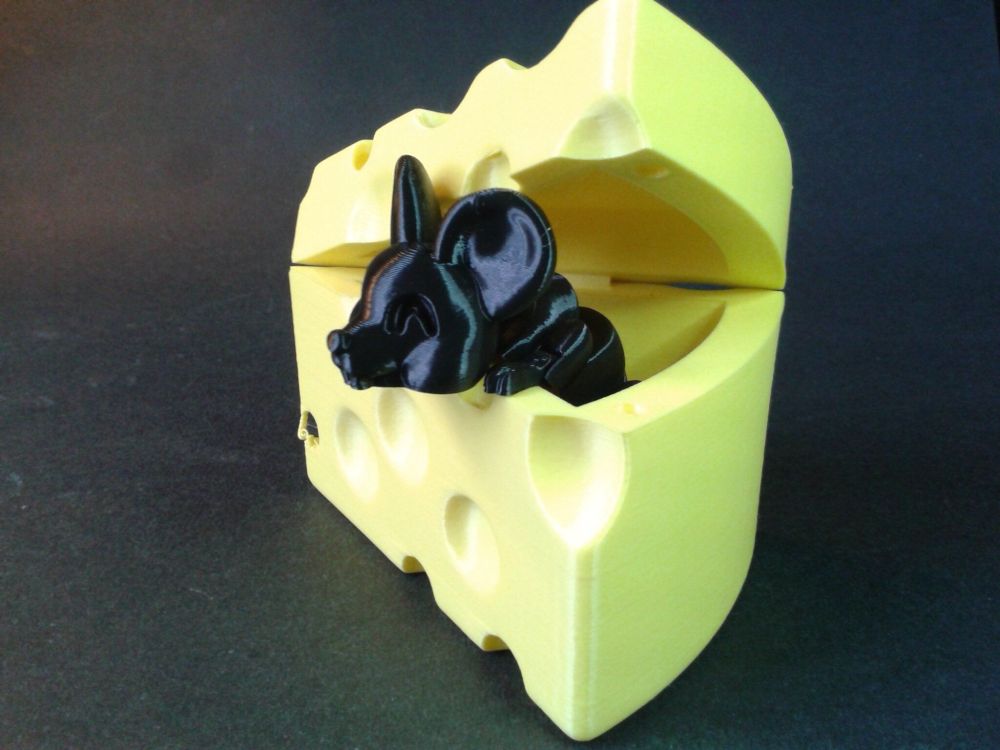
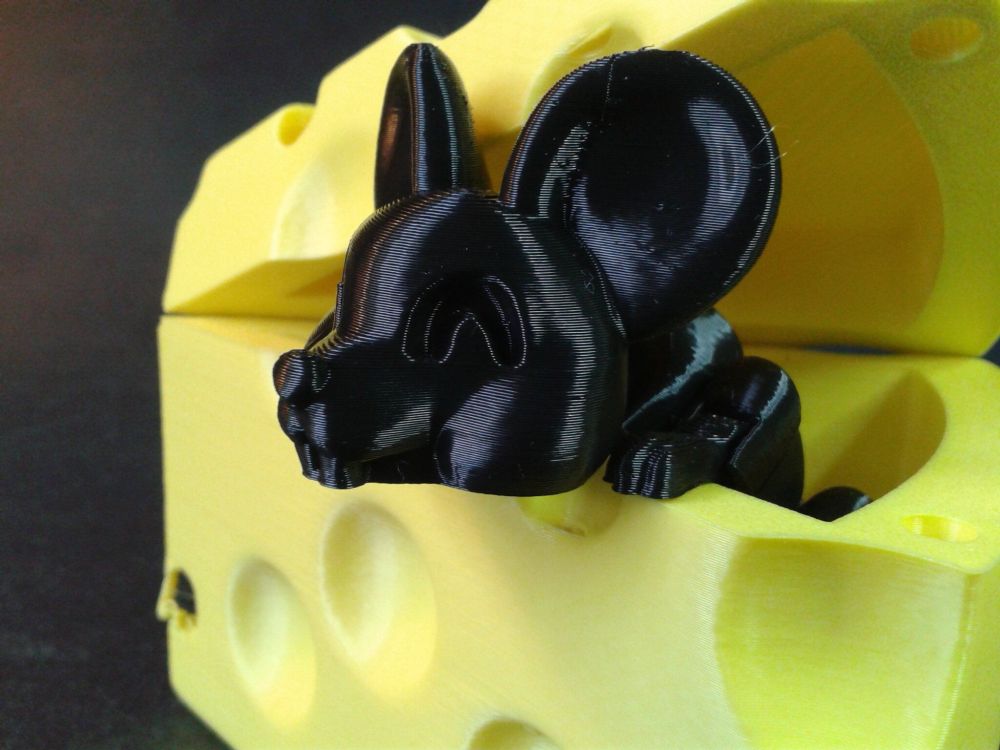
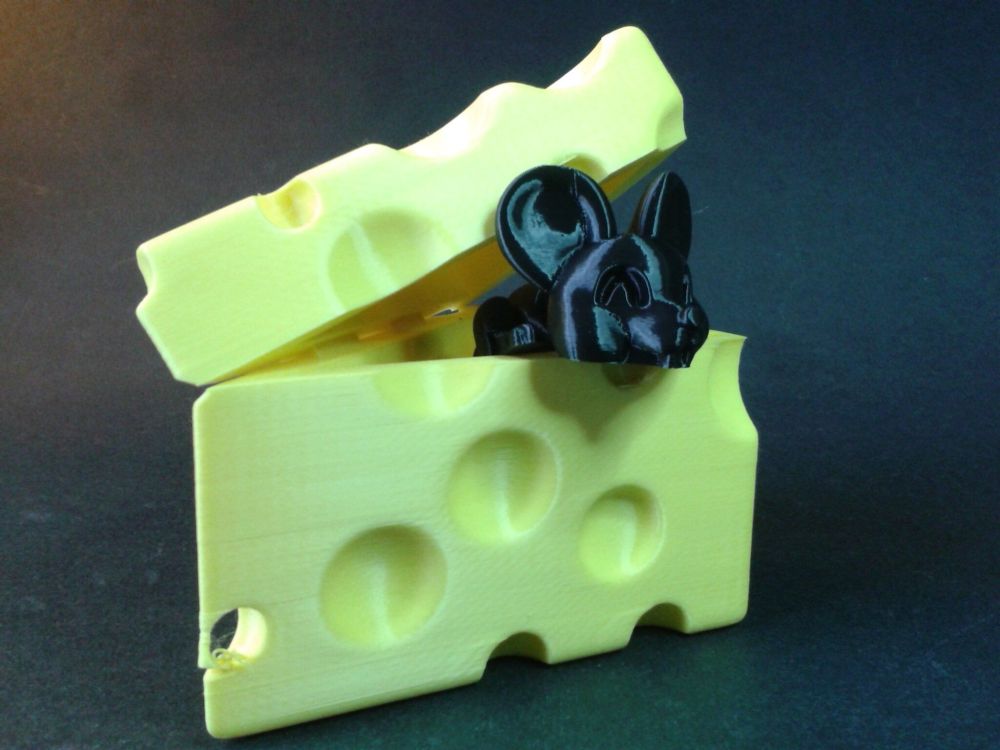
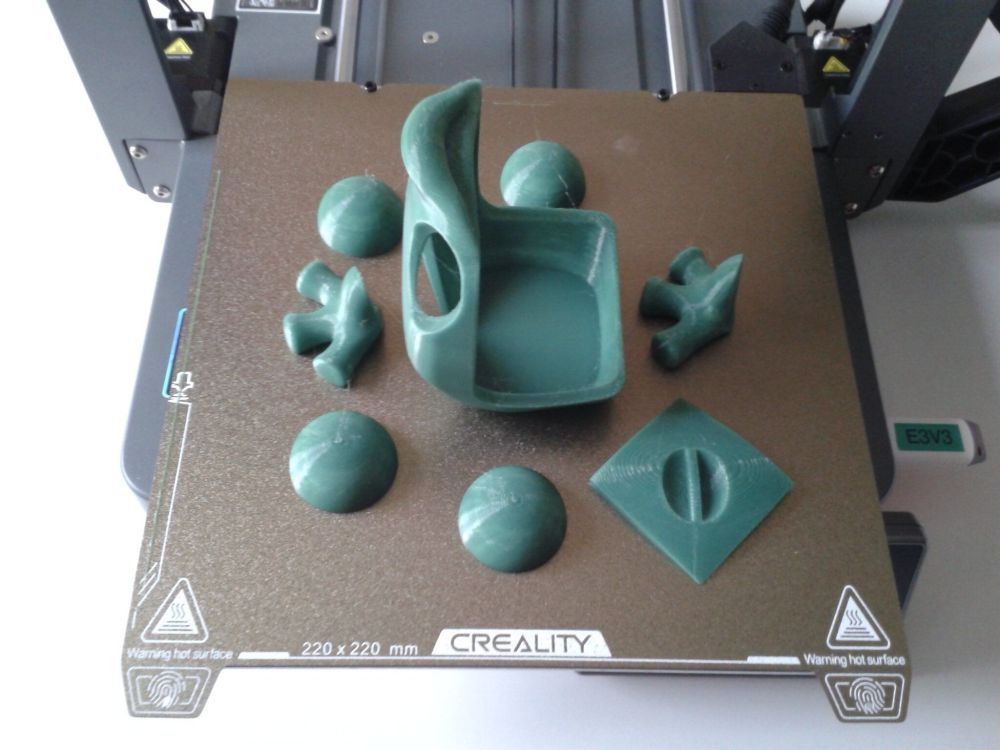
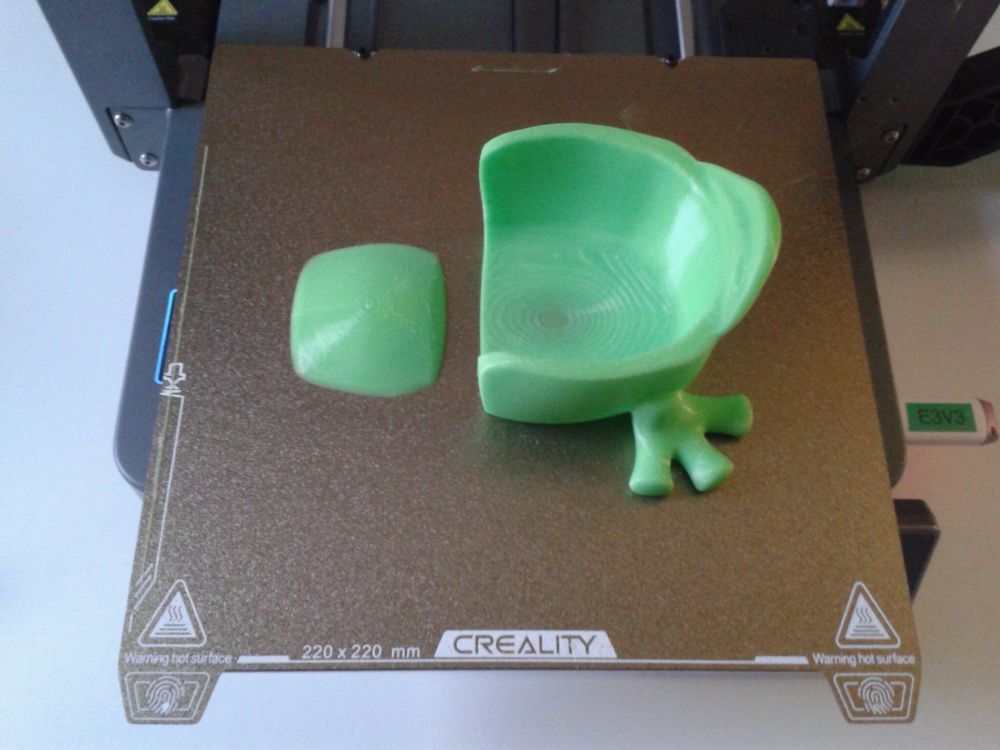
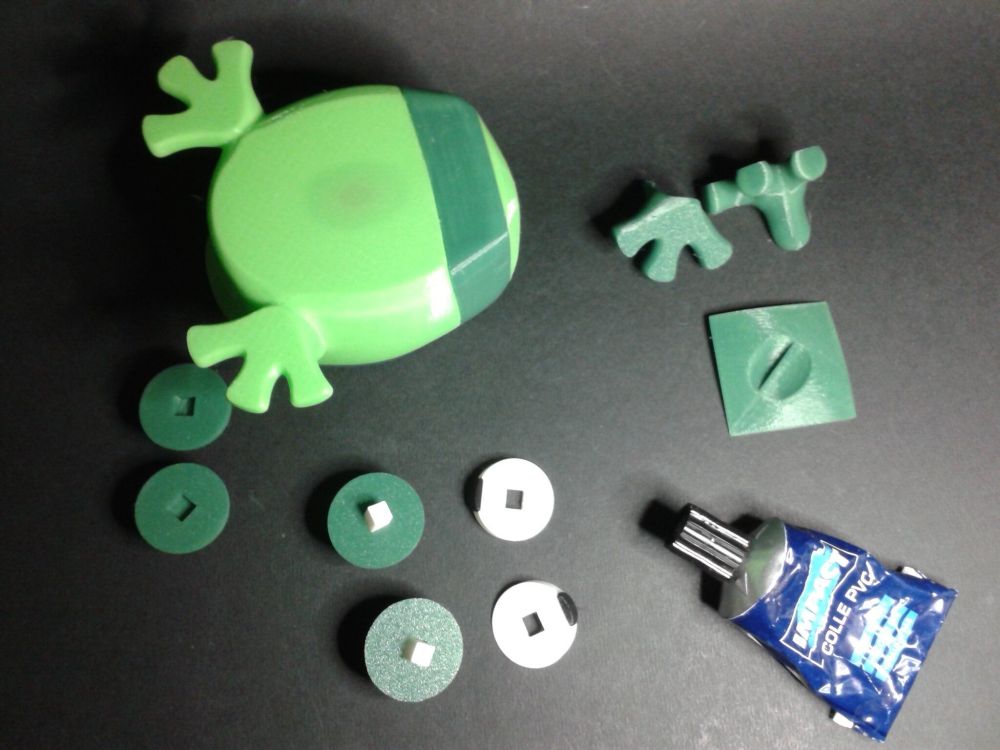
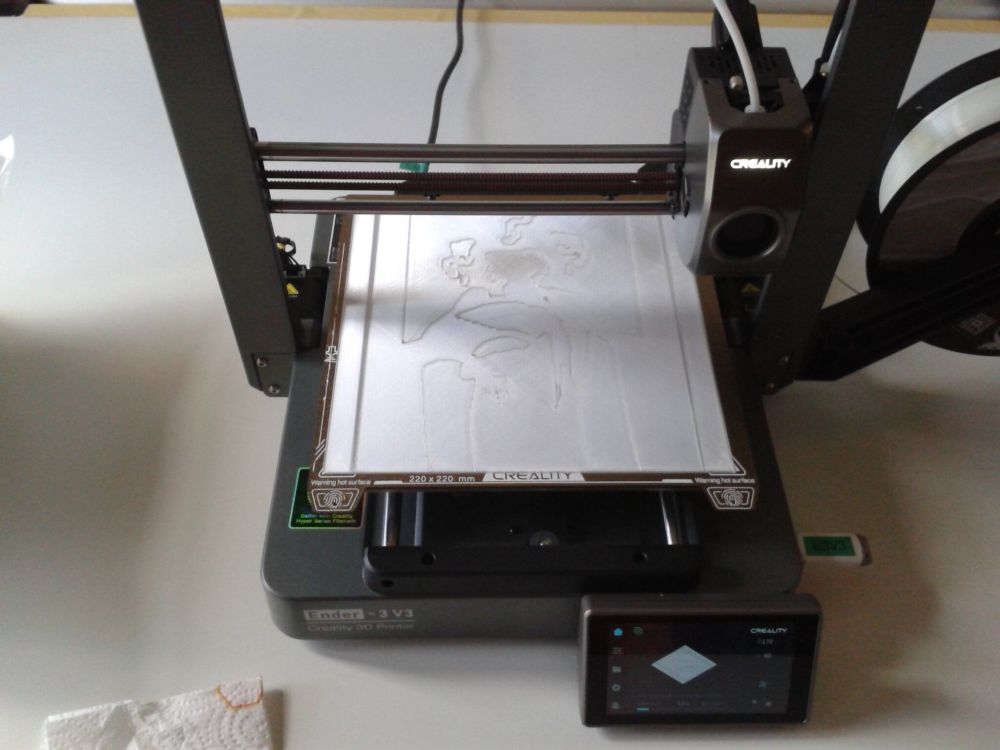
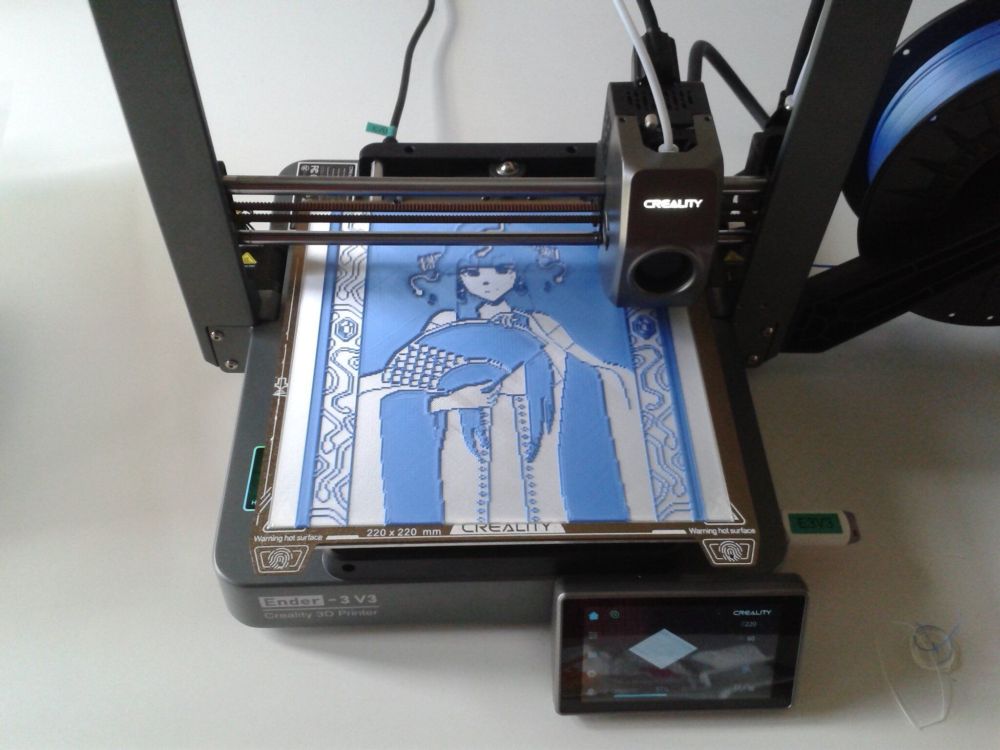
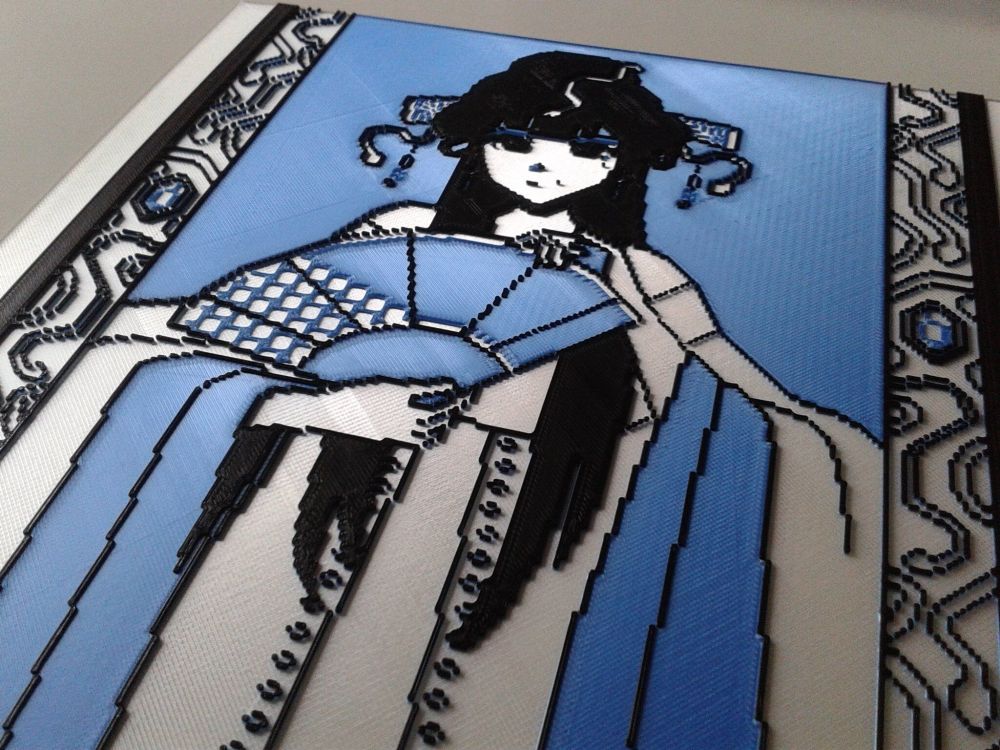
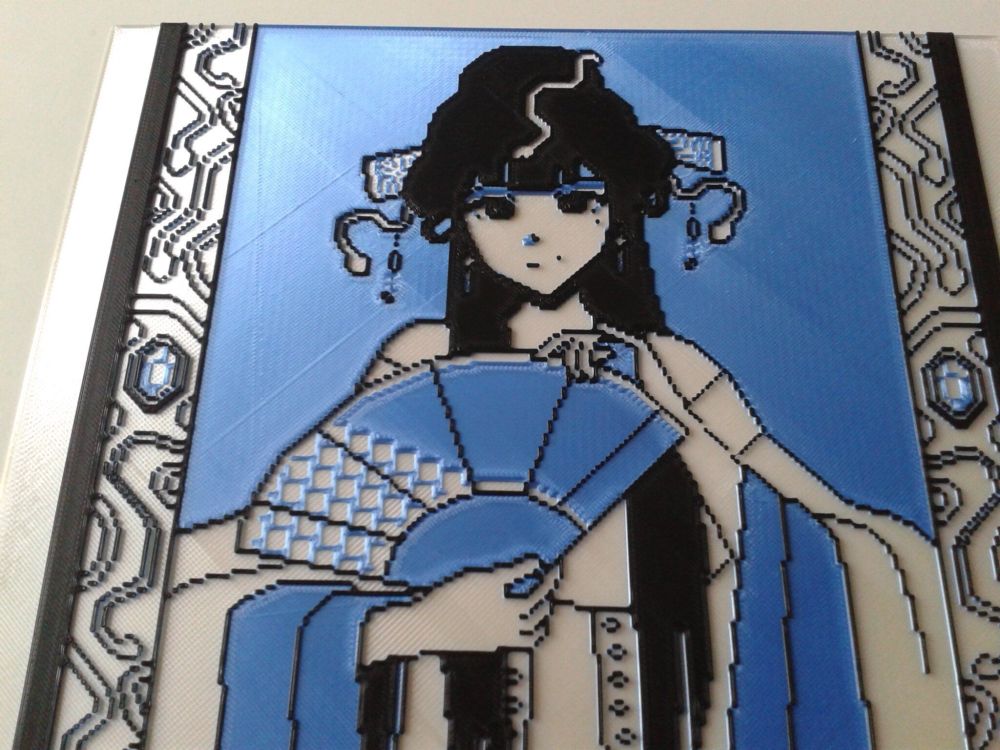
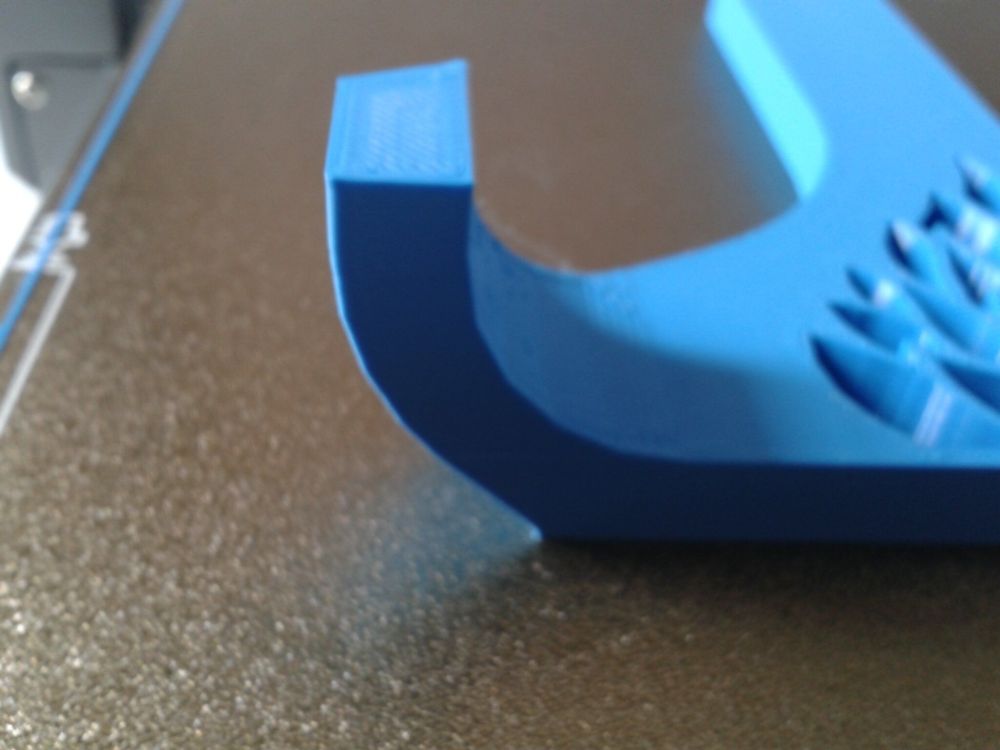
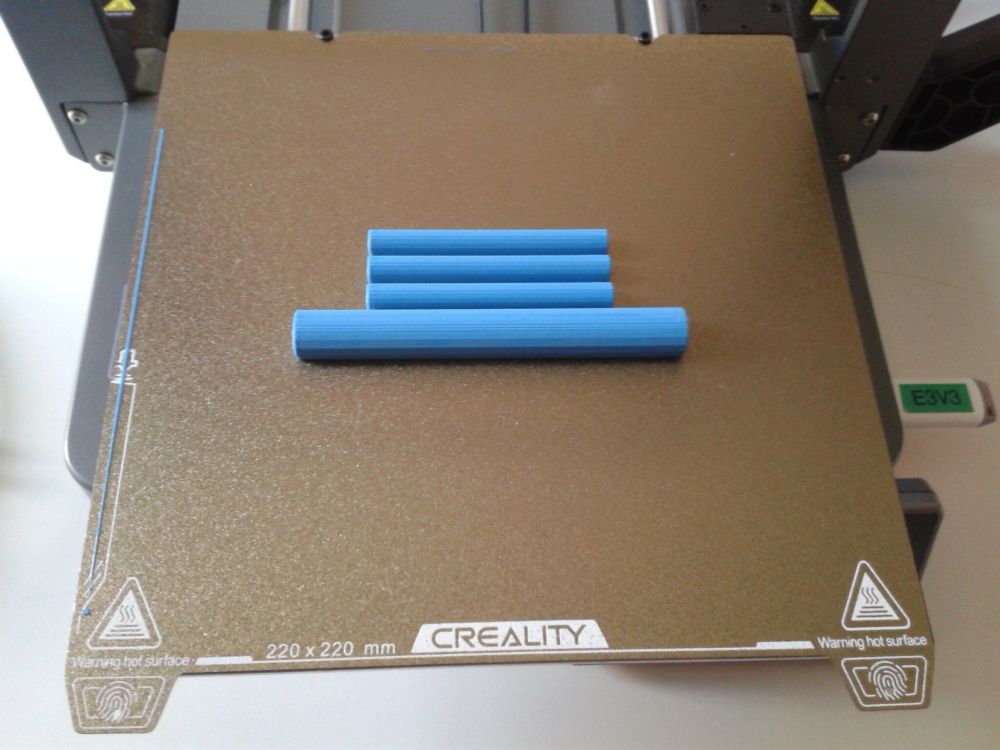
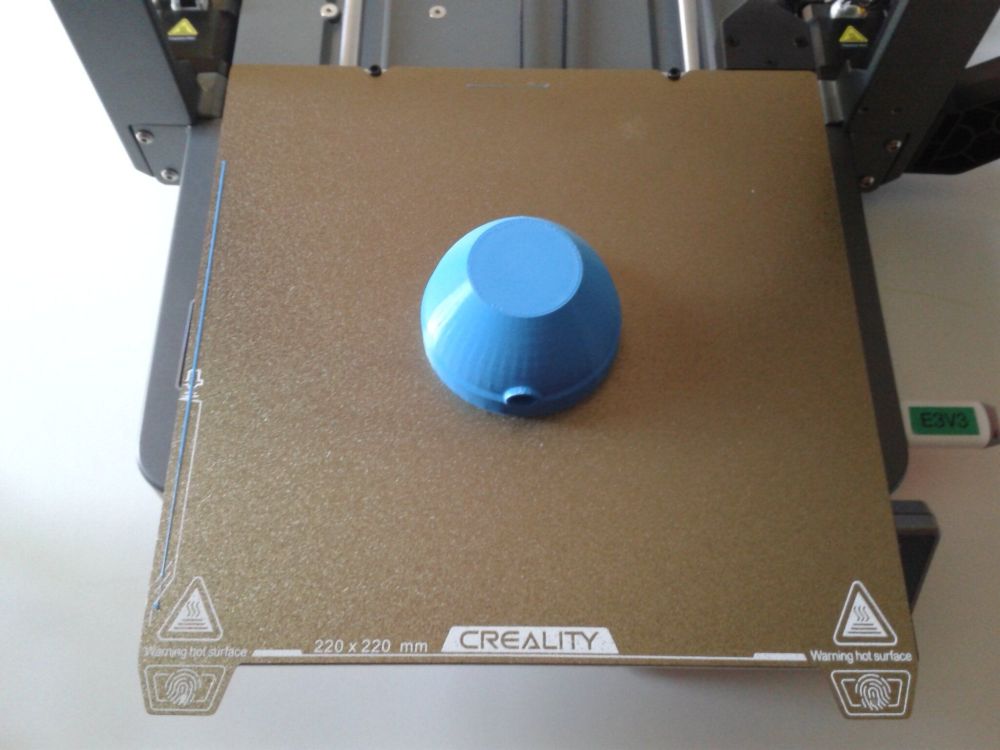
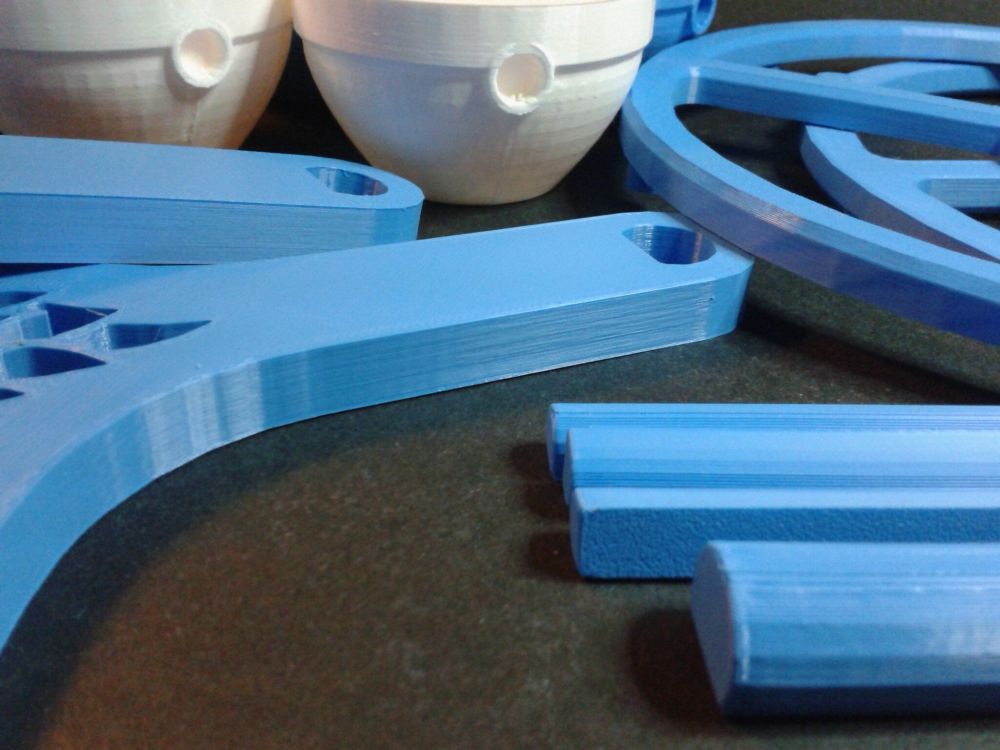
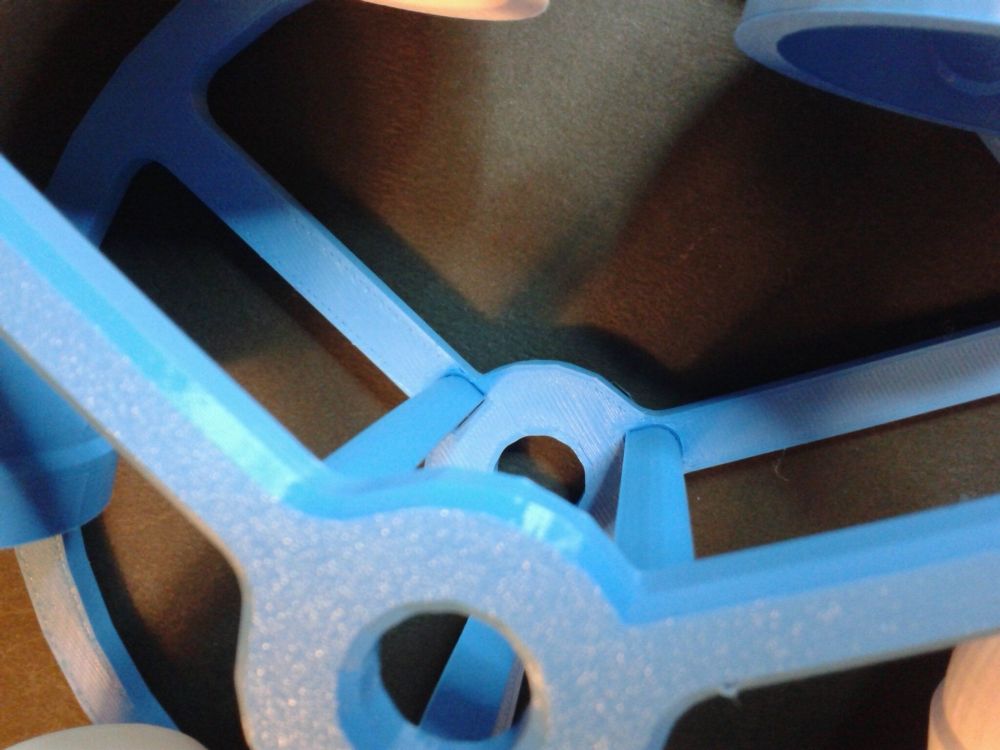
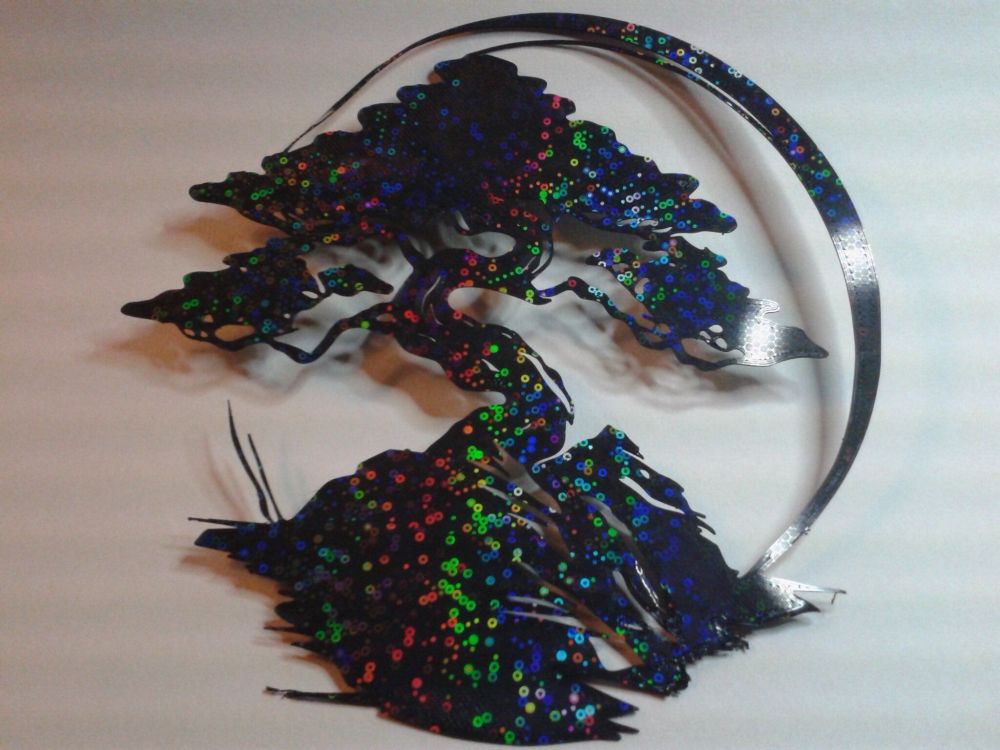
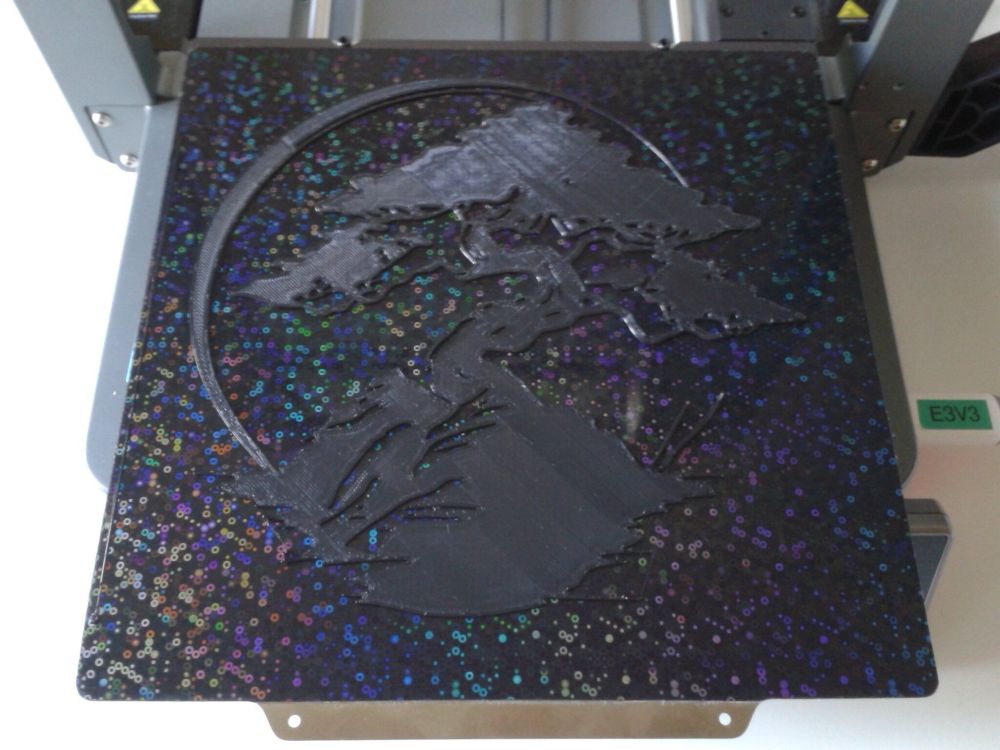
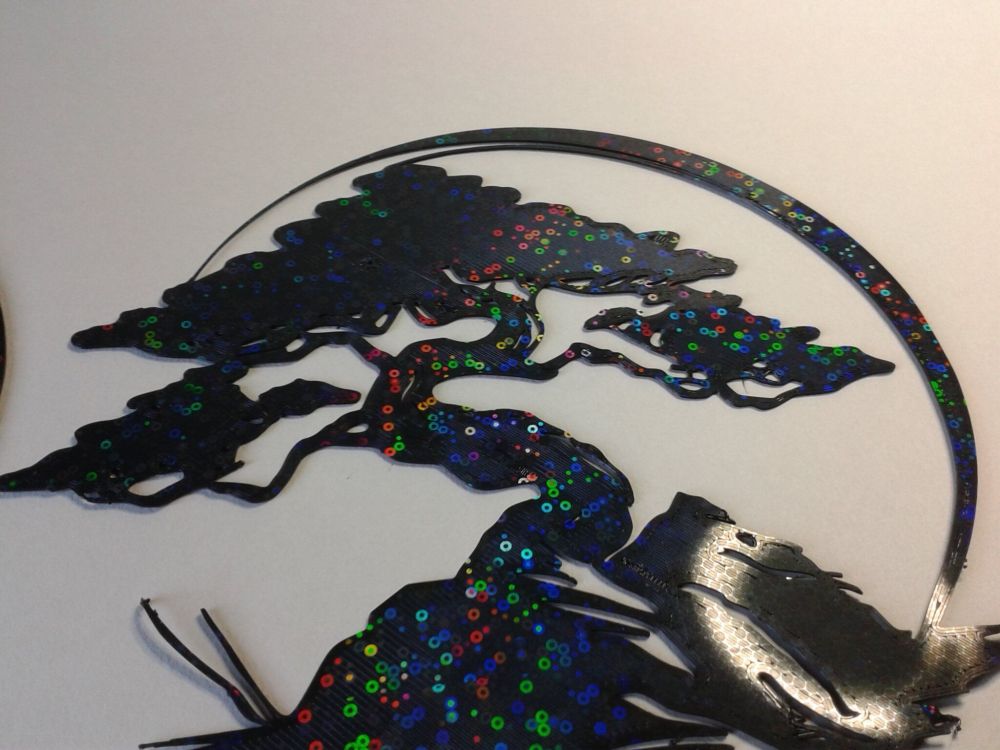
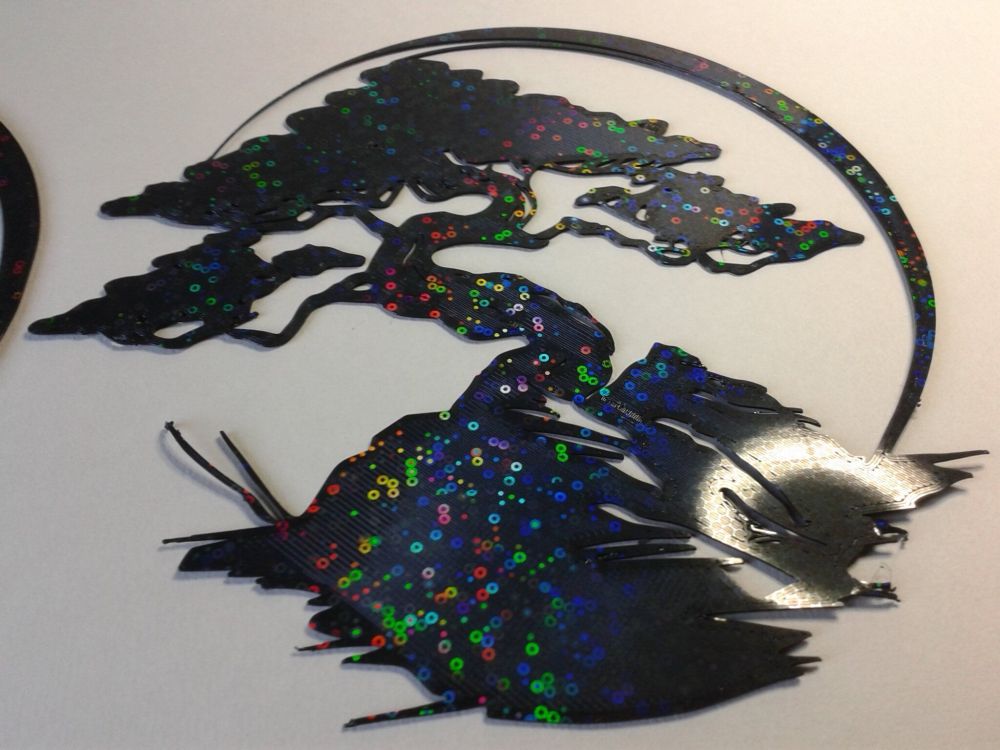
Autres impressions - (Acte V) - PLA (Le re-retour) "8 bit lady in a Hanfu dress by arts.of.win, 2 filament change" (un de mes modèles "2.5D" basé sur une image de Pixel Art de l'artiste arts.of.win) https://www.crealitycloud.com/model-detail/6622524552723896d6715427 (gratuit. ".gcode" et ".3mf" disponibles avec le modèle) Fichier "8 bit lady in a Hanfu - Dist01_save_2.3mf" Trancheur OrcaSlicer v2.0.0, profil "Ender-3 V3" (basé sur celui du wiki de Creality), Material "Generic PLA" (flow set to 96%), "Quality 0.20 mm". (embarqué dans le ".3mf") Il vous faudra modifier la macro RESUME pour éviter d'avoir 3 mm de filament extrudé juste avant la reprise lors des changements de filaments. (Voir ici) f96_8 bit lady in a Hanfu - Dist01_PLA_1h24m.gcode taille 4525052 (4 MB) md5sum d44a847ac4167f0795fa9a4d80ac4691 Filaments "CR-PLA Silk white Creality", "PLA Silk bleu ArianePlast", "PLA+ noir ArianePlast". (Total ~ 13,522m) ~ 01 h 40 m 57 s "Cheese Boxed Mouse" de "McGybeer" https://www.crealitycloud.com/model-detail/65915cdce2e06ecb765943c8 (Payant ~3.45 USD, gratuit si Creality Cloud Premium) ( le "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/6624b61352723896d67b5ce4 ) "Cheese-Box_v1.stl et "Mouse_v1.stl", échelle 100%. Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") Cheese-Box_v1-Ender-3 V3_0.4_Generic-PLA_2h29m.gcode taille 20623201 (19 MB) md5sum cc5c3bb1c3e7ae0513015d0240dedb16 Filament utilisé "PLA Yellow Polymaker" (~ 37,904m) ~ 02 h 31 m 32 s Mouse_v1-Ender-3 V3_0.4_Generic-PLA_1h1m.gcode taille 12729135 (12 MB) md5sum 6f229818aaff645704a600edafe090f4 Filament utilisé "PLA+ Noir ArianePlast" (~ 7,629m) ~ 01 h 01 m 15 s "Grenouille boîte, tirelire, décoration... " de @didoff https://cults3d.com/fr/modèle-3d/maison/grenouille-boite-tirelire-decoration (Payant 4€ + tva) Version boîte avec couvercle (sans l'ouverture pour un bouchon vissable en dessous) En quatre plateaux plateau 1 p10.stl // (x2) Noir - pupille oeil plateau 2 p01B.stl // Vert - Dessus avec ouverture couvercle p01Bb.stl // Vert - Dessus couvercle p02.stl // Vert - Patte arr. D. p03.stl // Vert - Patte arr. G. p04.stl // (x2) Vert - Haut oeil p05.stl // (x2) Vert - Bas oeil plateau 3 p08.stl // (x2) Blanc - Blanc d'un oeil p09.stl // (x2) indif - Cheville oeil plateau 4 p07.stl // Vert clair - Arrière p11.stl // Vert clair - Ventre sans ouverture Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") noir_p10-Ender-3 V3_0.4_Generic-PLA_1m.gcode taille 233962 (228 KB) md5sum 2539ed75b8a23e12e6d907a85131457e Filament utilisé "PLA+ Noir ArianePlast" (~ 0,162m) ~ 00 h 02 m 21 s vert_p01B_boite_ouvertur-Ender-3 V3_0.4_Generic-PLA_2h21m.gcode taille 22868636 (21 MB) md5sum d8271703d31090c8022da038e85f4980 Filament utilisé "PLA Pine Green Velleman" (~ 23,614m) ~ 02 h 22 m 45 s vert_clair_pas_douv_p07-Ender-3 V3_0.4_Generic-PLA_1h34m.gcode taille 16889104 (16 MB) md5sum 06c85e131cd214f06a86405af9cc7805 Filament utilisé "PLA Green Velleman" (~ 19,588m) ~ 01 h 36 m 27 s blanc_p09-Ender-3 V3_0.4_Generic-PLA_13m.gcode taille 1573501 (1 MB) md5sum 8b92cb50d4f4c0ba90987443d8d8c74b Filament utilisé "Hyper PLA white Creality" (~ 1,877m) ~ 00 h 14 m 43 s L'assemblage et collage Il me reste a passer sous un rapide coup de décapeur thermique pour enlever les dernier cheveux d'anges. "ferris wheel" de "kot vsapogah" https://www.crealitycloud.com/model-detail/635baba0b5ea283e5766d8d1 (gratuit) ( "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/66241b1866bb05cc887bac06 ) Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") Echelle 100% Ferris Wheel - Leg-Ender-3 V3_0.4_Generic-PLA_1h6m.gcode taille 6040640 (5 MB) md5sum 542fcb113cbf8a46d21aaf15c920cf53 Filament utilisé "PLA ciel ArianePlast" (~ 11,953m) ~ 01 h 09 m 49 s x2 Ferris Wheel - Wheel and Axle Cap-Ender-3 V3_0.4_Generic-PLA_58m.gcode taille 5385898 (5 MB) md5sum 3b107452ca977154a4850d546a16c1a2 Filament utilisé "PLA ciel ArianePlast" (~ 12,917m) ~ 01 h 01 m 03 s x2 Ferris Wheel - Pot-Ender-3 V3_0.4_Generic-PLA_40m.gcode taille 4713716 (4 MB) md5sum 58690d492e6190bdf74b40dff4445168 Filament utilisé "PLA/PETG/TPU ? ArianePlast/Creality" (~ 7,549m) ~ 00 h 41 m 03 s printfinish: false x6 Ferris Wheel - Axle and 3x Spacer-Ender-3 V3_0.4_Generic-PLA_21m.gcode taille 1953833 (1 MB) md5sum 17109f2f04c60577306a777b7bf7d780 Filament utilisé "PLA ciel ArianePlast" (~ 5,578m) ~ 00 h 22 m 50 s "Bonsai wall art" de "Lego74j" https://www.crealitycloud.com/model-detail/6620518a66bb05cc886d3759 ( payant ~0.49USD ) ( "Make" avec le ".gcode" du second tranchage sur Creality Cloud https://www.crealitycloud.com/post-detail/6624c45a52723896d67b8f18 ) Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié (Vitesse d'impression de la couche initiale 50 mm/s, débit 97%, "Build Plate Adhesion Type" "none") Imprimante "Ender-3 V3" (CoreXZ) Fichier bonsai.stl. échelle non uniforme (X 200,00 mm ou 112,6 %, Y 200,08 mm ou 112,6 %, Z 0,8 mm ou 8 %) Imprimé sur une plaque de construction magnétique Juupine avec une surface "circle PEY" https://fr.aliexpress.com/item/1005005649083477.html (qui permet d'obtenir un effet de diffraction de la lumière sur la face de l'impression en contact avec la surface de la plaque PEY) Photos du résultat d'impression d'un premier tranchage ( Vitesse d'impression de la couche initiale 100 mm/s, débit 100% ) avec quelques zones de défaut d’adhérence sur le plateau PEY et photos d'un second tranchage ( Vitesse d'impression de la couche initiale 50 mm/s, débit 97% ) avec là encore des zones de défaut d’adhérence sur le plateau PEY mais moins nombreuse et prononcées. "PLA+ noir ArianePlast"





































































 3 points
3 points -
@electroremy bravo tu as été un enfant ultra précoce, car étant né en 1980 tu indiques que tu as connu les débuts de l’informatique grand public. Avant 1980 le grand public jeune (dont je faisais parti) jouait déjà avec les microprocesseurs Z80 et des PC comme Apple II - commodore - Atari - Tandy - Goupil.3 points
-
j'ai un galaxy S2 dans un coin du bureau3 points
-
le plus dur c'est de lui faire croire que c'est un collier en diamants (ou en saphir, rubis, émeraudes, plastique, bois) C'est pratique aussi pour les personnes agées qui ont tendance à fuguer Je sors (après avoir enlevé la batterie de mon téléphone) ->3 points
-
Faut faire attention avec les tubes Capricorne. Le diamètre intérieur est tellement serré que le filament peut frotter à l'intérieur, surtout aux extrémités, là où il est vissé sur les écrous. Au début que j'ai monté du Capricorne sur ma Geeetech, j'avais pleins de problèmes d'impressions. Je mettais ça sur le dos de l'extrudeur alors que cela venait du Capricorne . J'ai mis du temps comprendre d'où venait le problème. J'ai résolu le problème en perçant les extrémités (là où il est fixé aux écrous) sur environ 1 cm avec un foret de 2mm.3 points
-
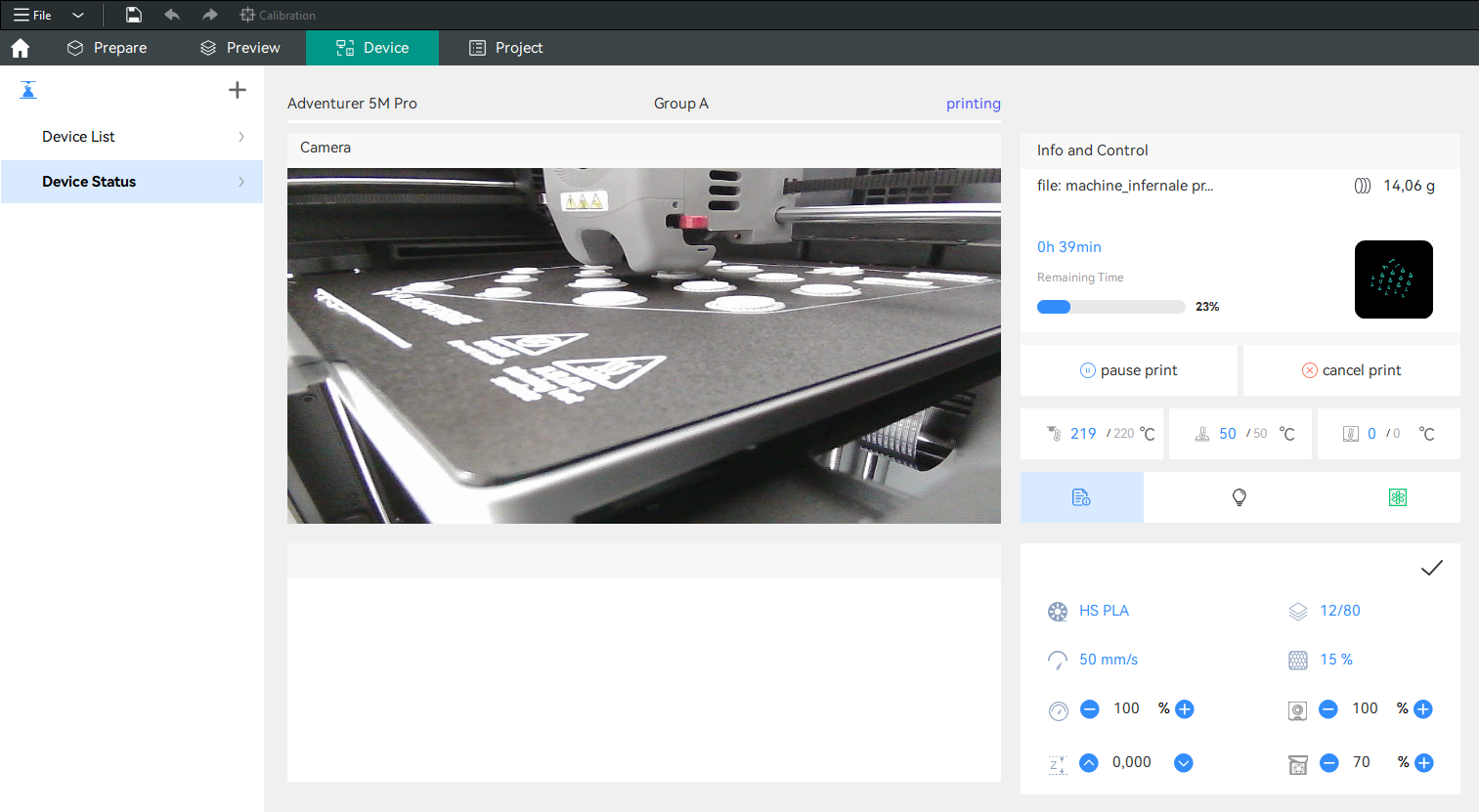
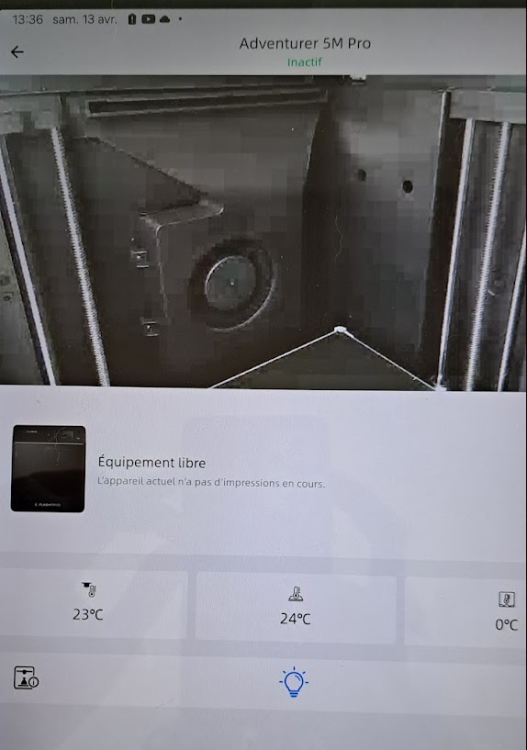
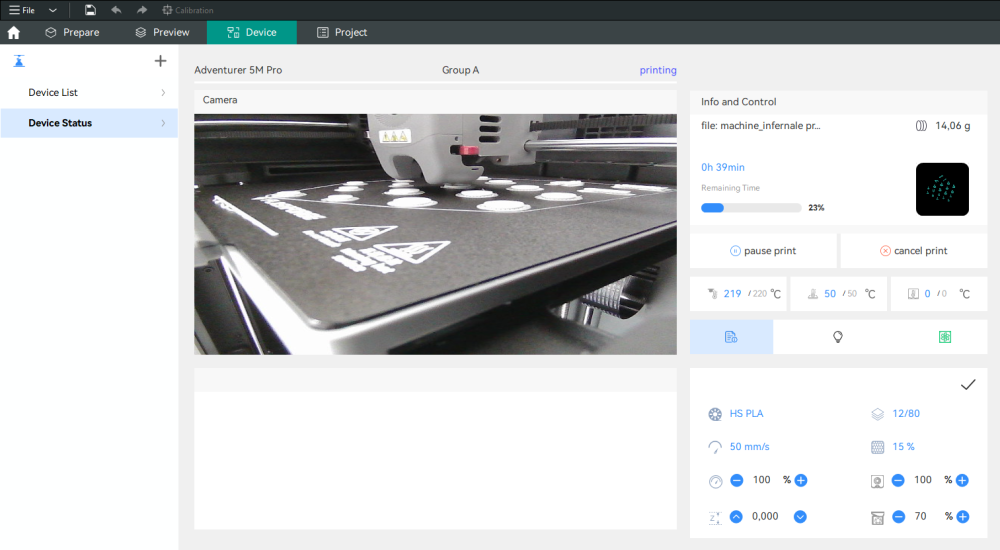
Bonjour, Alors, cette mise à jour ... comment dire : il y du bon et du moins bon. Côté Flashforge Flash Maker, ok, c'est bien on a une application cloud qui permet de surveiller son imprimante où que l'on soit. C'est pratique mais clairement pas indispensable. A la limite cela simplifie la vie si on lance une impression longue et que l'on ne peut pas rester à proximité, au moins en cas de pépin, avec la caméra on peut s'en rendre compte et interrompre l'impression. Dans le mode réseau on peut choisir soit que LAN soit cloud. Si on choisit que LAN, en gros l'imprimante se comporte comme avant (presque) et là, pas de Flashforge Flash Maker, on reste que sur du réseau local. Sauf que l'une des fonction qui ne fonctionne plus (en tout cas, pour ma part, c'est l'accès direct à la caméra dans une page web. Alors, bon, c'est un peu dommage, mais vu qu'on peu faire autrement et notamment avec Orca, du coup ça n'est pas si problématique que ca. Flashforge Flashprint 5... bon alors là c'est quand même étrange. je n'ai précisément plus accès à la caméra via leur propre application. On va attendre une prochaine mise à jour, je pense que ça sent le bug, où bien, précisément comme ils ont changer les méthodes d'accès à la caméra, ça nécessite justement d'ajuster le soft, donc une p'tite mise à jour suffira très probablement à corriger ce point. Orca Slicer. Là on retombe dans les travers de FlashForge ou d'autres comme Bambu, avec un fork de la version officielle open. Est-ce vraiment gênant ? Surement par rapport aux mises à jour. Suivront ils au plus près les mises à jour d'Orca ? Pour le moment je ne juge pas car ça demande à voir dans le futur. Mais, le très bon point c'est que pour le coup, l'intégration est vraiment bien faite. Donc si on est en mode réseau local (LAN) on a la caméra avec la bonne résolution et qualité qu'avant mais surtout on a un vrai tableau de bord de l'imprimante (ou des imprimantes puisqu'il gère également les groupes d'imprimante comme Flashprint : Alors là, c'est très bien, et comme on voit sur la photo on peut agir sur l'impression et là, en mode réseau local, on a une image de la caméra avec la même qualité qu'avant. Paradoxalement, c'est, pour le moment, Orca Slicer qui est plus avancé côté contrôle de l'imprimante que Flashprint ! Cette histoire du mode réseau est, au début, perturbante, mais au final je me dit que ce n'est pas si mal que ça. Car au moins on ne nous impose pas l'accès au cloud. Au pire si on souhaite utiliser Flash Maker il suffit de repasser en mode Cloud et dans Orca il faut trouver son imprimante, non plus dans l'onglet LAN, mais donc NETWORK. la caméra est plus pixelisée puisque le flux vient du cloud mais ça n'empêche pas d'utiliser Orca normalement. A chacun de trouver sa config adapté à son besoin. On peut aussi utiliser en nominal le mode local et ne basculer en mode cloud que lorsqu'on a besoin de Flash Maker (personnellement pas souvent) Flash Maker ça donne ça : C'est propre l'image de la caméra est en revanche très saccadée et pixelisée. Mais on peut quand même surveiller ses impressions à distance sans problème. Donc bien, bravo FlashForge. Au final, il y a quelques ajustements encore à faire pour qu'on arrive à un début d'écosystème qui n'est pas si mal que ça : Flashprint ou orca slicer avec les mêmes fonctions de gestion de(s) imprimante(s), un logiciel de surveillance à distance (Flash Maker) et un cloud encore tout pourri mais bon, il suffit d'aller chercher ses objets sur d'autres clouds. Et comme je fais mes pièces avec Fusion 360, ce n'est clairement pas le point le plus négatif. Et au bout du bout, il y a toujours cette imprimante qui délivre des impressions nickel tant qu'on utilise le bon filament (là en ce moment, j'ai testé le Jayo blanc matte, et c'est nettement moins bien que le eSun blanc matte) Voila ma modeste revue des dernières mises à jour de Flashforge, ça aura pris du temps mais au moins les bases sont posées, maintenant il faut fiabiliser et améliorer. Leur plus gros challenge, je suppose sera de rendre tout ça compatible avec d'autres produits ... ou pas en fonction de leur stratégie (forcer à aller vers de nouveaux produits pour en profiter ou satisfaire les clients actuels. Reste un point flou, dans Orca il apparait des entrées de sélection des matériaux... certain ont déjà supposé que Flashforge pourrait prévoir de sortir un système multi-matériaux comme bambu surtout qu'en ce moment, tout le monde sort son AMS maison. A voir...
 3 points
3 points -
3 points
-

From the album: Pixel Art
https://www.crealitycloud.com/model-detail/6622524552723896d6715427 https://www.makeronline.com/model/8-bit-lady-in-a-hanfu-dress,-by-artsofwin,-with-2-filament-changes/1611.html2 points -
C'est surtout qu'on était bien plus jeunes… avant. Pour ma part, c'est principalement ça que je pourrais regretter2 points
-
Ouais, bah si faut tout lire aussi2 points
-
Je déterre le sujet pour ajouter une récente vidéo de "Teaching Tech" où il test une version expérimental de PrusaSlicer v2.6 qui permet de faire du "non-planar" Pour ceux qui voudrais tester, ( mais c'est de l'expérimental donc équivalent a une version alpha pleins de bugs ) il fourni une build Windows de la version de PrusaSlicer v2.6 bidouillé pour cela. https://github.com/teachingtechYT/PrusaSlicer/releases/2 points
-
Ça fonctionne très bien, car en effet vous avez oublié la dernière étape essentielle, qui consiste à verser un tout petit peu de floculant liquide pour piscine dans l'IPA, qui aura pour effet de faire précipiter le nuage blanchâtre spongieux au fond. De cette manière, on peut récupérer l'alcool éclairci dans un bidon (idéalement par pompage avec une pompe péristaltique en aspirant par le haut du liquide, plutôt que par versement) puis finalement déverser le blob de résine dans un autre récipient pour aller par la suite le jeter en déchetterie. Le floculant liquide permet de se mélanger à l'alcool grâce au vortex de la wash & cure, ce qui n'est pas le cas du floculant en poudre ou en galets comprimés qui ne se dissoudra pas dans l'alcool (la poudre ne se dissout que dans l'eau). Par contre dommage, j'ai lu que le floculant même liquide ne fonctionne pas dans le (bio)éthanol, pour ceux qui utilisent cette solution moins chère à la place de l'isopropanol.2 points
-
Hello @greguy ! Désolé de la réponse tardive, peu de temps, plein de taf, bla bla... je te fais pas un dessin. Avec pas mal de recul maintenant, je n'ai plus du tout cette sensation de sortie hâtive, après tout ça fait un an maintenant. Il y a bien eu plusieurs mises à jours qui ont probablement comblé ces petites lacunes. Le dernier "plantage" que j'ai vécu, ou plutôt la dernière "validation qu'une sécurité fonctionne", c'était lorsque j'ai fait préchauffer le plateau sans steel sheet (le temps de le nettoyer). Lorsque j'ai posé la tôle, la température a chuté brusquement, ce qui a provoqué la mise en sécurité de la machine avec le message d'avertissement qui va bien. C'est plutôt une bonne chose. Pas plus tard que ce matin, j'ai installé la dernière grosse mise à jour (6.0.0). Et oh magie, un écran tactile maintenant. Maintenant que la MK4 est bien rodée j'en suis plutôt au stade de : est-ce que je fais évoluer une de mes MK3 en MK3.5 pour profiter de ces petits bonheurs ?2 points
-
Voici l'état actuel de mes Hirobo remontés... Maintenant, il est temps de s'occuper des autres. Je n'attaque pas mon prototype de Hunter tout de suite, je ne veux pas le commencer avant d'avoir une carrosserie. De toutes les pièces que j'ai, je dois avoir de quoi remonter un Hilux 44B, et j'ai un bon nombre de pièces qui devraient me permettre de remonter un 44B en empattement long, avec quelque ajustement (il y aura probablement des pièces de transmissions manquantes, mais je ne saurai au juste que quand j'aurai remonté le Hilux 44B). Et comme je compte faire un Hilux runner, je compte imprimer toute les pièces des suspensions et les murs de gearbox... Et pour cela je compte utiliser le principe utilisé pour le proof of concept sur la pièce de gearbox: l'idée est d'ajouter des éléments au pièces pour les assoir sur le lit de l'imprimante dans al bonne orientation et d'abuser des supports arborescents pour le reste (cela facilite grandement, car pour qu'une impression se fasse bien, il faut une surface pour commencer, et c'est ce que j'essaye de solutionner ici, tout en permettant un plus grande solidité...). Et après avoir fait les pièces, on vérifié dans le slicer et on pourrait lancer le print... J'ai récupéré toutes les pièces de suspension pour le Zerda et le chassis 44B, réparties en pièce communes, pièces de 44B et pièces de Zerda, et je vais imprimer au moins les deux première plaques... Et celle-ci seront imprimées en PETG noir pour le moment (je n'ai rien en rouge en dehors du PLA, et je vais devoir en commander, et pas sûr de ce que je trouverais - pas d'urgences, puisque je compte tester la tenue du PETG en runs pour un autre projet).2 points
-
@electroremy Connais-tu amiga forever comme émulateur Amiga sur PC, payant mais pas cher, ( avec le C64 mais bon) https://www.amigaforever.com/ Il faut juste tranférer tes roms ou les récupérer ailleurs !! Efficace pour les démos et les jeux, bon évidemment la résolution à changer. petites fenêtres sur un écran 2k !!! Mais les roms du 1000 aux derniers. Pour les démos et les jeux, certains savaient programmer en assembleur (ou langages machines directs). Actuellement cela se perd, sauf peut-être pour les systèmes embarqués et encore !!! L'action replay était géniale, Aussi un dongle suédois pour la hardcopy de disquettes !! en tout cas à l'époque 100% pour les disquettes PC 720K. Action replay pour Mégadrive ( mais cartouche US et Jpn). Nostalgie !!2 points
-
La 2e souris était gérée par les jeux vidéos qui utilisaient la souris A noter que sur Amiga, les jeux vidéos étaient "bootables", c'est à dire qu'on démarrait l'ordinateur avec la disquette du jeux, sans charger au préalable le système d'exploitation (sur disquette ou sur disque dur) Cela avait l'avantage de réserver 100% des ressources de l'ordinateur pour le jeu vidéo De plus, contrairement aux compatibles PC qui avaient chacun leur propre hardware, les Amigas étaient homogènes. Tu pouvais seulement ajouter de la RAM ou bien une carte accelératrice sur les Amigas les plus récents mais cela restait limité. Comme pour les consoles de jeu vidéo, les dévellopeurs pouvaient optimiser leur jeu pour exploiter au maximum le hardware. Bien que l'Amiga 500 était assez limité (CPU 68000 à 7 Mhz, 512ko de RAM), exploité à fond, l'Amiga offrait des jeux d'un niveau supérieur à ceux disponibles sur les PC sortis à la même époque ou plus tard, pourtant bien plus puissants. Le système de coprocesseurs de l'Amiga bien conçu et son système graphique inspiré des dessins animés jouait pour beaucoup. Ce que j'admire le plus de cette époque, c'est le talent des programmeurs et des graphistes. Ils faisent du code et des graphismes optimisés et, malgrès les limites du matériel, arrivaient à faire de superbes jeux. Voyez le nombre de couleurs assez limité des 4 sprites (16 couleurs) et des deux playfields (8 couleurs chacun) et du fond (1 couleur). Même si des astuces permettent d'augmenter le nombre de couleurs (mode demi-ton, commutation de palette permise par le copper) ça reste très limité. Pourtant, malgrès ces contraintes, on avait des supers jeux comme Yo ! Joe !, Turrican II ou Shadow of the Beast De plus, les musiques et les brutages étaient magnifiques, et en stéréo s'il vous plait (j'avais branché la carte son de l'Amiga sur la chaine hifi ça dépotait ) Yo ! Joe ! - Mon jeu de plateforme préféré - il battait à plattes coutures toutes les consoles de l'époque : Turrican II - une référence du jeu sur Amiga - mélange de plateforme et shoot'em'up - Sonic pouvait se rhabiller Shadow of the Beast - qui utilise le fameux scrolling parallax qui donne une impression de relief : Une sélection d'extraits de jeux A500 ici2 points
-
salut salut, si comme moi, vous êtes en galère avec le support bobine, et que vous êtes pas chaud pour le suspendre à la carcasse. J'ai fait un support latéral qui s'accroche sur les 2 vis d'origine a l'arrière. Si ca vous intéresse, j'ai fait 2 versions: Avec roulement 6001: https://www.thingiverse.com/thing:6581966 Avec roulement 608: https://www.thingiverse.com/thing:65787002 points
-
et les altaïr (peut on vraiment appeler ça un ordi ?), thomson, matra, amiga ... Mais ce n'était pas vraiment du "grand public" à proprement parler, c'était plutôt réservé à un public de connaisseurs oui, mais on faisait un tout petit peu plus attention à ne pas écrire de conneries2 points
-
Ça existe encore des téléphones dont on peut facilement retirer la batterie ? Comme @PPAC il m'arrive de visionner la chaine Thinkerview… quand j'ai du temps parce que les vidéos sont longues (même en les passant à 1,5x la vitesse) mais je reste plus confortable avec la lecture même de textes longs… par exemple ceux de «Ploum» : chagement de paradigme ou encore parmi ses derniers écrits réflexions après quelques lectures Par contre en tant qu'auteur de SF, ce n'est pas ma «cup of tea», préférant de loin du plus classique (Herbert, Dan Simmons, Stanley Robinson, Hamilton, Stephenson, …). @electroremy, l'usage d'outils numériques (pas digitaux comme je le lis trop souvent ) ne dispense pas d'avoir une morale, une éthique et de l'appliquer en toutes circonstances.2 points
-
Elegoo semble réellement chercher à faire disparaitre le plus vite possible la Saturn 3 Ultra, seul concurrent intéressant de la 4. 376€ sur le site Elegoo.com, 399€ sur 3djake Je suis attristé car anycubic a fait ça avec la M3 premium dès l'arrivée de la M5S, moins bien d'après moi, en tout cas sur le volume et la fiabilité c'était certain... Dans mon cas, ça m'a convaincu de ne pas vendre ma Saturn 3 Ultra, je vais la garder bien au chaud. Les imprimantes de 25/26cm de haut semblent voué à la disparition2 points
-
Pas besoins. J'ai un OS Androïd ( Soft Américain ) donc j'ai forcement au minimum les portes dérobées d'accès de la NSA. La puce GSM elle aussi. C'est secret défense (pas de doc public qui détail le machin) car forcement il faut "surveiller" "protéger". ( mes excuses, une loi a était passé il y a déjà un moment, pour remplacer les mots "vidéo surveillance" (trop anxiogène) par "vidéo protection". Donc il faut aussi utiliser la "novlangue" ici ) Oui je regarde trop les vidéos de la chaîne Youtube Thinkerview. ( Mais si jamais, pour vous initier, commencer par regarder celles qui parlent de la "RGPD" https://www.youtube.com/@thinkerview/search?query=RGPD )2 points
-
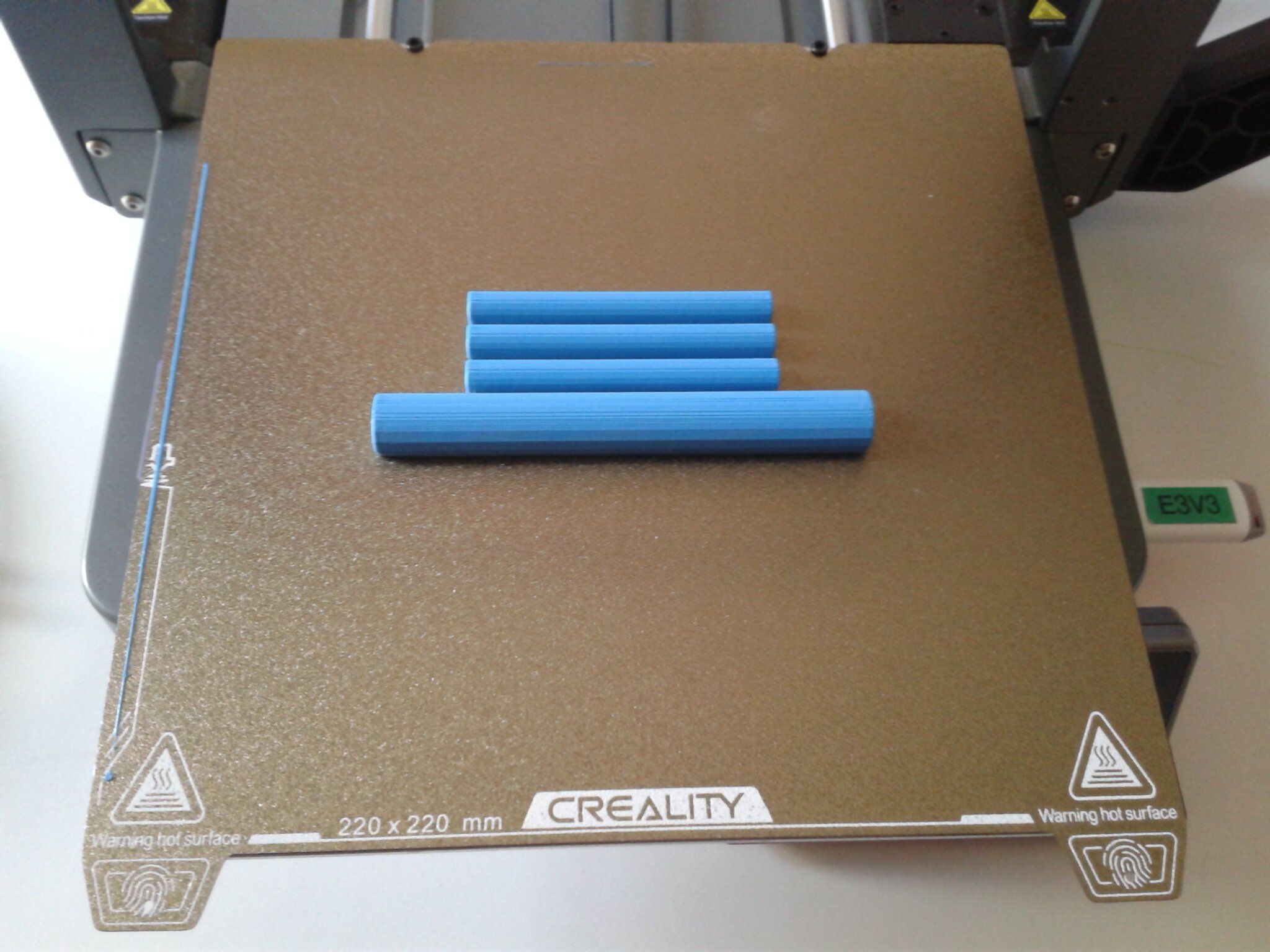
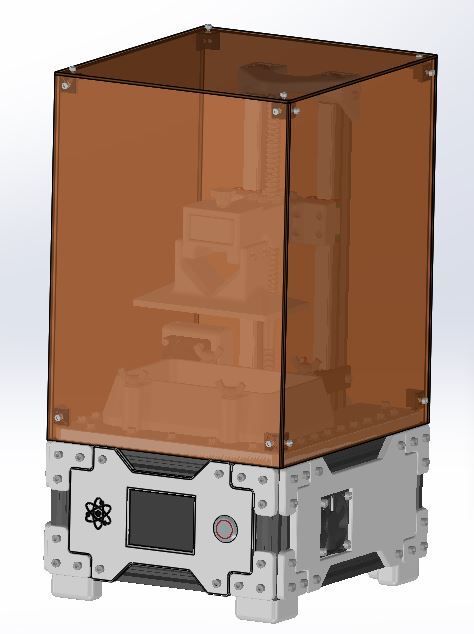
Cool ! Je pourrais bientôt avoir, grâce à cela, une crête sagittale. Source image https://fr.wikipedia.org/wiki/Crête_sagittale
 2 points
2 points -
Pour cela il faut la version en rouge ou en jaune ( C'est comme pour les voitures de sport, elles vont plus vite si elles sont de la bonne couleur, c'est bien connue )2 points
-
Colis arrivé: 1180gr, dont 890 gr pour le plateau avec son câble. J'avais sur-estimé le poids! Et l'emballage est très bon. Et il y a le petit pare-choc à fixer à l'arrière. Aucun document, on fera avec la video.2 points
-
En complément les changements apportés à chaque firmware : https://github.com/Guilouz/Creality-Ender3-V3-Extracted-Firmwares2 points
-
@Guilouz Merci Déjà je peux confirmer que quand j'ai testé avec le firmware v1.2.1.0 l'installation de Entware fonctionne très bien avec ton Helper Script.2 points
-
Creality m'en a fait parvenir une, je vais pouvoir adapter mon script pour pouvoir corriger et installer pas mal de choses.2 points
-
Du gauchissement donc Toutefois. on ne sait toujours pas ce que serait le «bending»2 points
-
Une bibine ça va, 2 bibines ça va, le pack de 24 bonjour les dégâts et bien sûr vérification de la date de péremption2 points
-
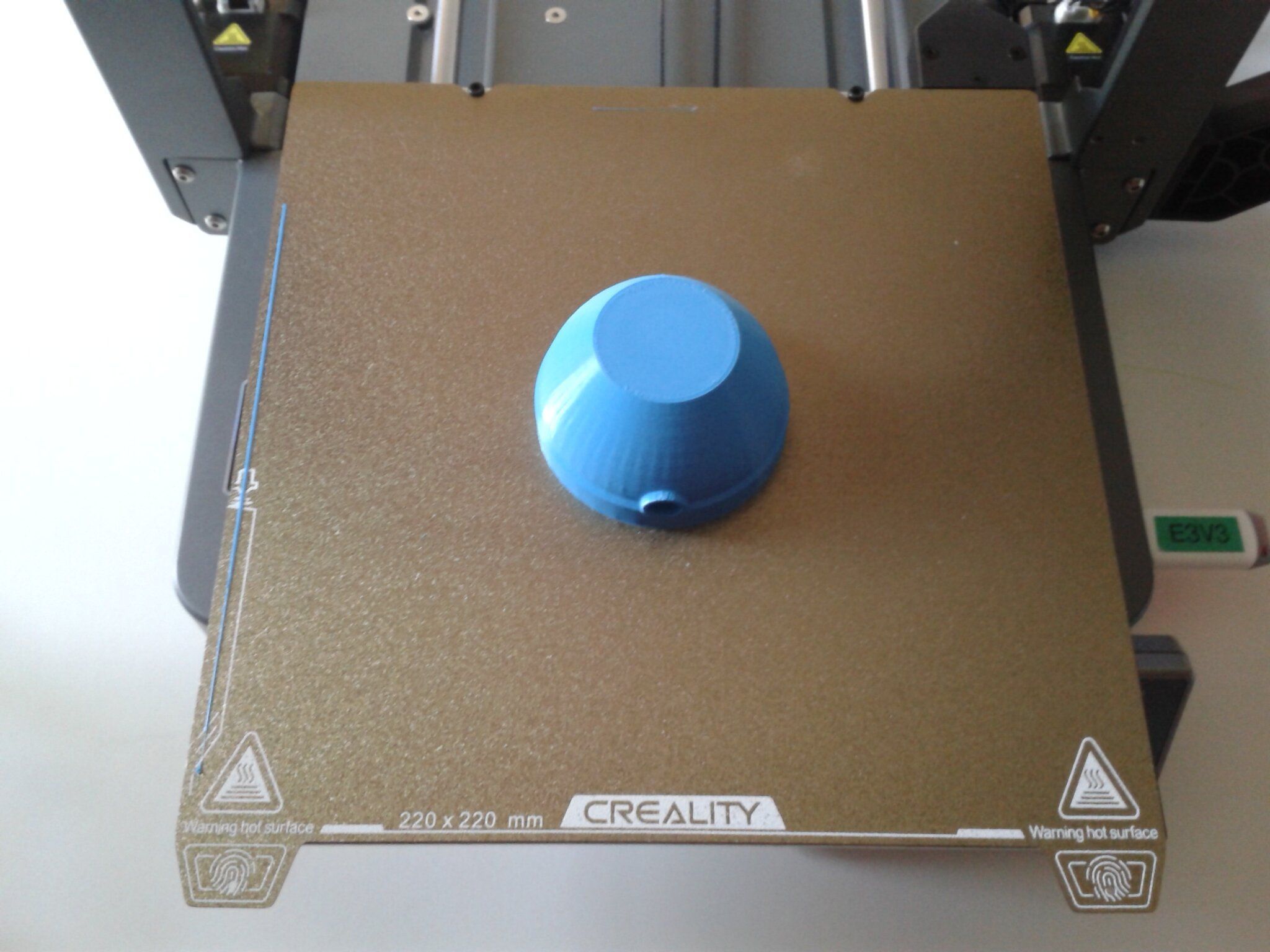
Salut, En regardant la video , on voit de suite que tu as un problème d'accroche. Ton Z offset est un peu haut. Il est à combien ? Descend de - 0.1mm. Et surtout nettoie bien ton plateau à l'eau chaude et savonneuse. Ensuite évite de mettre les doigts dessus. À quelle température tu imprimes ? Les photos n'aident pas, . C'est du PLA ?2 points
-
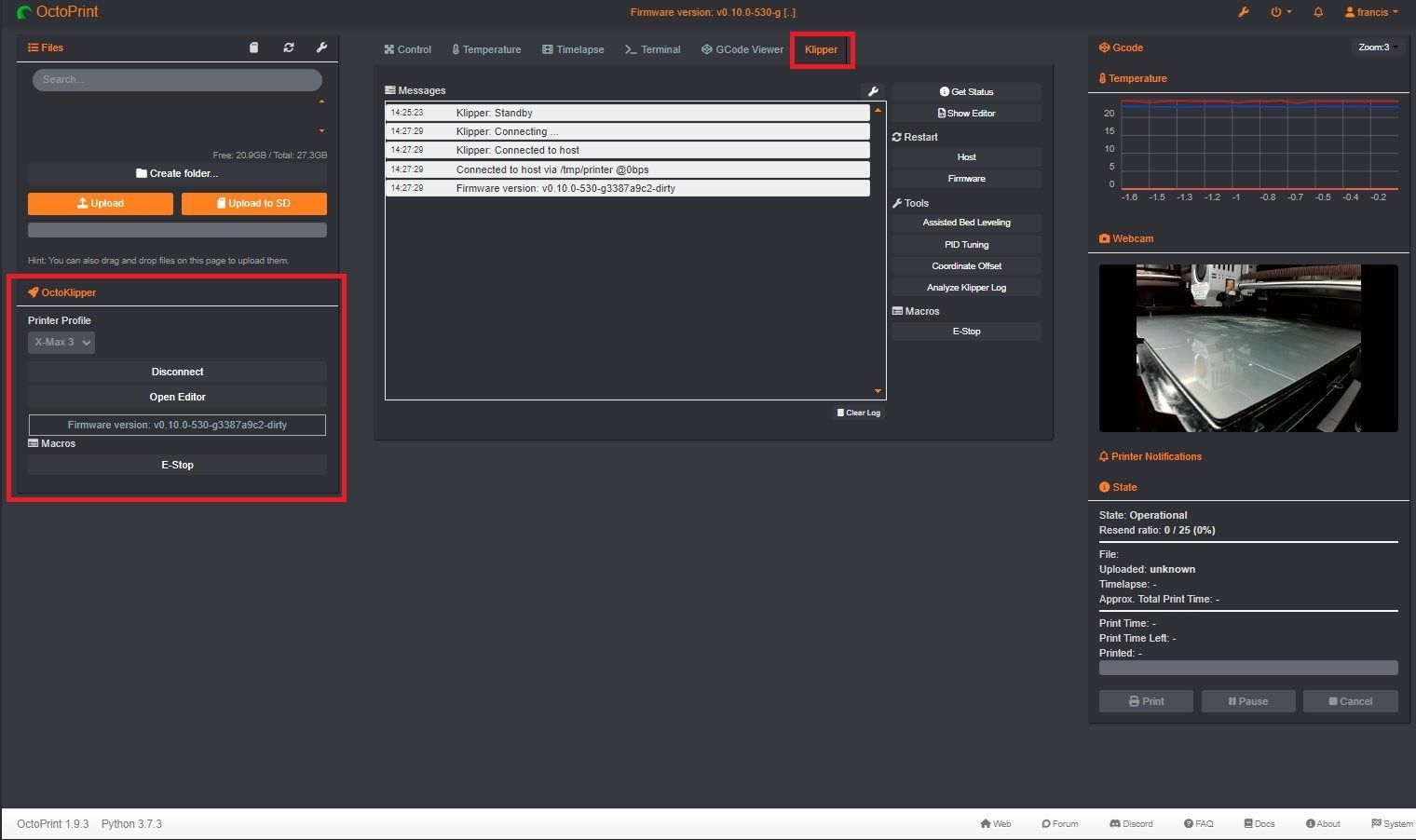
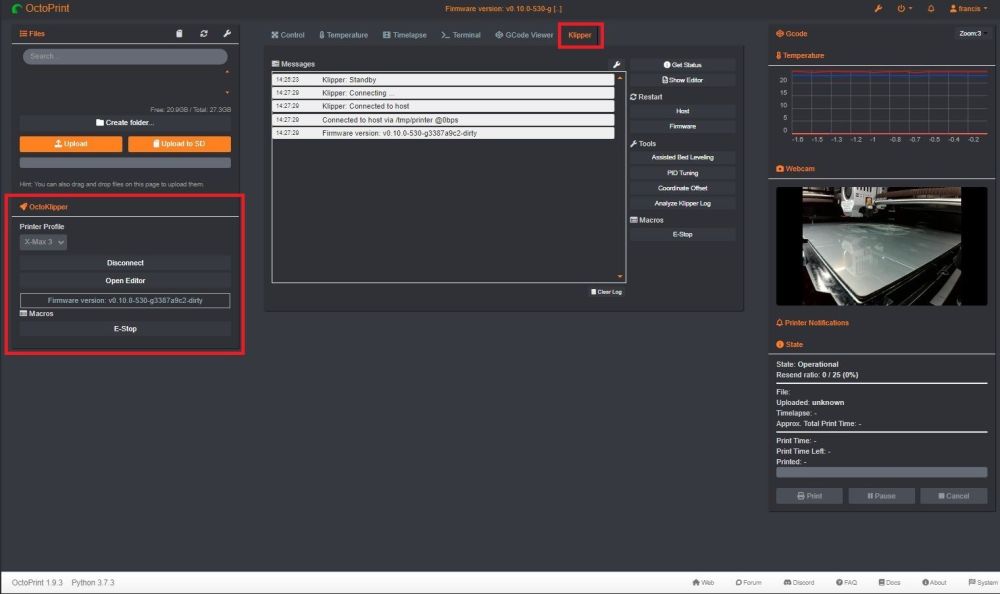
Ça peut facilement se «corriger» en ajoutant une directive listen 80 (en plus du listen 10088) dans le fichier /etc/nginx/sites-enabled/fluidd (emplacement de mémoire, l'imprimante étant actuellement éteinte). C'est ce que Qiditech a fait pour la dernière mise à jour de la Q1 Pro , la 4.4.18 ( @PPAC ) Quand j'ai testé, j'avais un onglet ouvert pour chaque interface (navigateur Vivaldi (ça marche aussi avec Firefox ). Par contre, je n'ai pas fait de test d'impression via Octoprint, juste les tests de base: mise à l'origine, déplacement des axes individuellement, mise en chauffe lit et tête). C'est parfois le soucis avec Octoprint, particulièrement pendant l'impression (chaque ligne de Gcode est analysée / interprétée), c'est la raison principale pour laquelle j'étais parti vers des interfaces Web plus réactives (Fluidd / Mainsail). Ce n'est qu'en testant qu'on pourra savoir si Octoprint + Klipper sur la Xmax3 sont utilisables.2 points
-
Merci j'était entre temps arrivé a une conclusion équivalente ( j'hésité à mettre "variable_extrude: -1.0" ... ) mais ta solution me semble plus propre ( car je ne comprend pas vraiment la logique d'avoir une variable dans une macro, qui si j'ai bien compris n'est pas un paramètre de la macro. donc c'est l'équivalent de coder un truc en dur , ce qui oblige de venir modifier le gcode_macro.cfg si on veut le changer. Donc au temps ne pas l'utiliser si on ne veut pas d'extrusion supplémentaire juste après une mise en pause. ) Merci. Entre temps j'ai testé avec la v2.0.0 linux .appImage et genre une fois sur deux elle m'ajoute bien une imprimante Ender-3 V3 lors de l'import de ce profil ... J'ai fait rapidement quelque essais, j'ai déjà identifié quatre choses a changer. pour les "thumbnail" ajouter une vignette 96x96 donc mettre dans le champ "96x96, 300x300" ajouter "PAUSE" en "G-code de changement de filament", mettre a 0 mm la "Distance de chargement supplémentaire" de l'onglet "Multi-Matériaux" et mettre a 0 mm la "Longeur" de "Rétraction lors du changement de matériau" de l'onglet "Extrudeur". Ender-3 V3 - PPAC.orca_printer.zip( enlever l'extension .zip que j'ai ajouté pour me permetre de mettre le fichier en pièce jointe ) J'hésite aussi a augmenter un poil le "Maximum speed Z" ( actuellement a 30 mm/s car dans l'idée si c'est une core XZ ... en principe (mais je dis cela sans avoir vérifié) on devrait pouvoir avoir théoriquement ( mais ne pas oublier l’inertie de la barre qui porte l'axe X) la même vitesse max Z que celle en vitesse max X (actuellement 800 mm/s ) )2 points
-
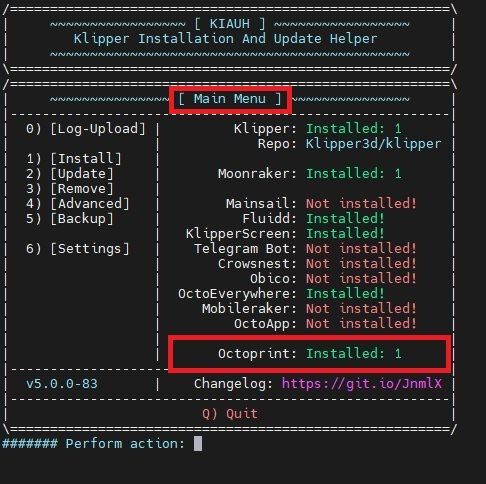
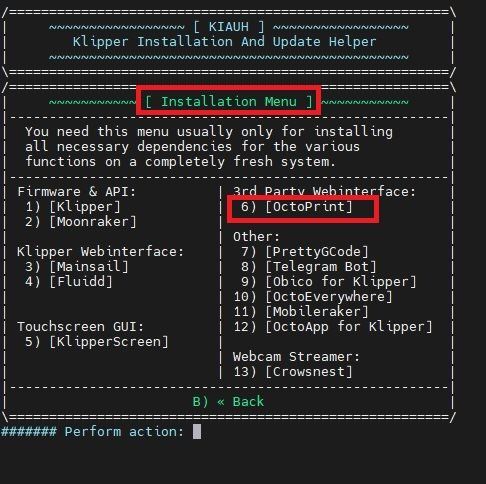
Concernant Cura, je l'utilise de moins en moins au détriment du trancheur de Qidi (Qidislicer) ou Prusaslicer ou encore Orcaslicer, je n'ai donc pas de profil «adapté». Je viens de tester Octoprint sur ma XM3. Test rapide mais dans l'ensemble fonctionnel mais je préfère vraiment Fluidd (ou Mainsail). Le plus simple pour installer Octoprint est de passer par KIAUH, installé d'origine avec le système d'exploitation de Markebase (Armbian). Se connecter en ssh, utilisateur «mks», mot de passe «makerbase» (par défaut). Une fois connecté, lancer KIAUH : ./kiauh/kiauh.sh Si c'est la première utilisation de KIAUH, il indiquera qu'une mise à jour de lui-même est possible, la faire Choisir l'option 1 du menu : INSTALL Choisir Octoprint (choix 6) Valider Patienter le temps que les paquets nécessaires soient chargés puis «compilés» (paquets Python) A la fin de l'installation, l'adresse IP et le port d'accès sont indiqués (port: 5000) Octoprint apparait dans la iste des éléments isntallés : Accéder à l'interface Web d'Octoprint via l'adresse IP+ port Procéder à la finalisation de l'installation (si une caméra est connectée: utiliser l'URL complète de Fluidd, port 10088) : Stream : http://IP:10088/webcam?action=stream Snapshot : http://IP:10088/webcam?action=snapshot Installer le greffon Octoklipper via le gestionnaire de greffons (icone de la clé anglaise) Le seul soucis que j'ai rencontré, après l’installation du greffon Octoklipper était qu'il ne chargeait pas après le rechargement à la suite de l'installation. A la main, toujours en ssh, un «sudo service octoprint stop» suivi d'un «sudo service octoprint start» a résolu le problème. Une fois le bouton Connect de la section Octoklipper cliqué, la connexion s'est établie… Bon je ne suis pas aller plus loin, j'avais l'impression d'être revenu au siècle dernier (pour ne pas me tuer les yeux, j'ai rapidement installé le greffon UI Customiser pour avoir un thème sombre) Il faudra probablement tester un peu plus pour être certain qu'Octoprint soit pleinement fonctionel mais je ne vois pas ce qui l'empêcherait (en évitant d'utiliser Fluidd au même moment… quoi que Fluidd / Mainsail utilisent Moonraker pour communiquer avec Klipper alors qu'Octoprint ne l'utilise pas … A voir donc).
 2 points
2 points -
Un mètre quatre-vingt centimètres, n'est-ce pas un peu excessif ?2 points
-
Une de mes collègues sait que je fais pas mal de CAD et d'impression 3D. Il y acquelques jours, elle m'a contacté pour me demander si je pouvais faire une pièce pour le Can-Am 2015 de son mari, car la pièce n'était plus disponible, je lui ai répondu qu'il me fallait voir, mais pourquoi pas... Le jour suivant au bureau, son mari est venu me montrer son trike avec le soucis sur la fixation des bagages. Il a perdu une pièce. J'ai regardé la pièce, originellement en plastique, sans trop d'effort, et cela devrait être faisable en PETG ou Nylon. J'ai dessiné la pièce, et complété avec une pièce complémentaire qui aurait permi d'eviter la perte de la pièce, imprimé les deux pièce dessiné, et ramené le jour suivant à ma collègue avec une mission d'essayer pendant le week-end. Ils ont fait 150 km avec la pièce, cela a fonctionné, mais il y avait une petite correction à faire. ce que j'ai fait. Je suis en train d'imprimer deux set, et je les ramènerai à ma collègue à mon prochain passage au bureau. J'ai aussi imprimé une pièce en TPU. Le silent block d'échappement de la voiturette de ma fille s'est cassé et le tube d'échappement s'est retrouvé au sol, abimant au passage le manchon flexible qui se trouve entre le collecteur et le tube d'échappement. Il me fallait trouver une solution pour remettre l'échappement en place (le manchon devra être remplacé, mais il est étanche, mais en rupture de stock pour l'instant, et le silent block ne sera livré qu'au moment ou le manchon sera disponible). J'ai pris la pièce cassée (en cahoutchouc à haute densité), et je l'ai modélisée et imprimée en TPU shore 98A. On l'a monté hier avec mon fils, et cela fonctionne. Aucune certitude sur la durée de vie de la pièce, mais elle n'a qu'un but temporaire (même si je suis curieux de savoir combien de temps elle peut durer).2 points
-
Salut a tous !... Et bien comme toujours... le forum et ses membres sont de tres bon conseils !!!... Le projet a été accepté et cela fait 2 semaines que la bette... que dis-je... , le Monstre... est arrivé dans l entreprise ! Et c'est officiel !... je suis sous le charme et je prévois un budget pour m en payer une !!! Je suis carrément bluffer par sa capacité a bouffer du filament technique !!! Par exemple, le PC-PTFE de Nanovia s'imprime sans aucunes difficultés des la sortie du carton !!! Je kiff !!!! Et la machine est déjà rentabilisée pour l entreprise en une seulle impression avec une pièce qui coûte habituellement plus de 900€ !!!! C est démoniaque !!! Il n'y a pas d'autres mots !!! Vivement le mois prochain que je commande ma perso !!!2 points