Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/12/2016 Dans tous les contenus
-
@pc0mb0 : premier test très réussi ! Un soucis momentané au bas des pieds ? Manque de matière ou bien c'est dans le stl ? Je propose que chaque nouvel exemple posté soit accompagné de quelques renseignements utiles à notre communauté Dagoma : - machine (Discovery ou Discoeasy) + éventuels modification sur la tête (ventilo supplémentaire, ...) - logiciel : CbD, Cura, ... - filament, température, qualité, (modifs éventuelles des vitesses dans le XML si c'est CbD)...2 points
-
Une tête d'élan sympa pour faire un rond de serviette sur votre table de fête
 2 points
2 points -
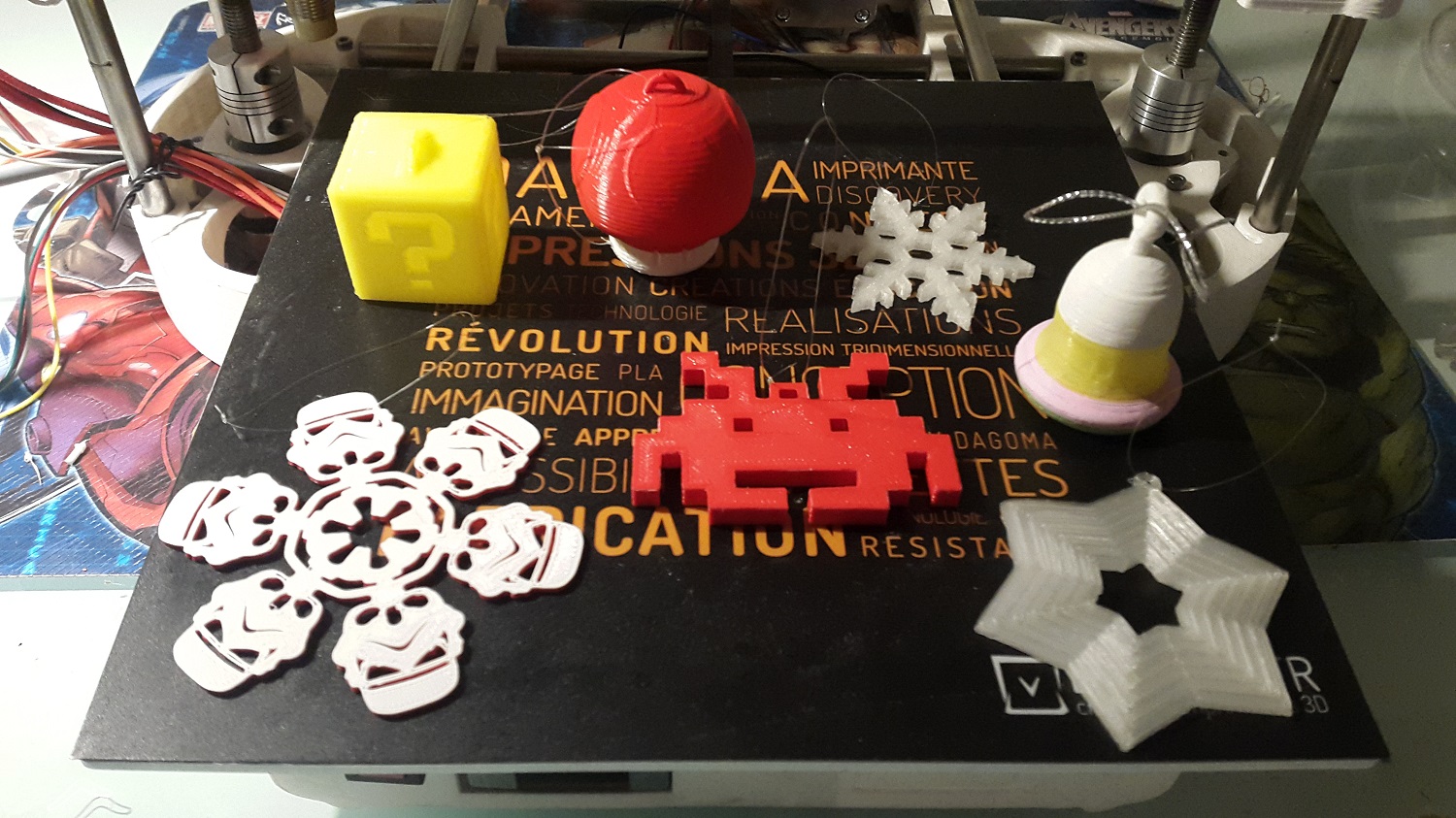
Sapin blanc de vingt centimètres de hauteur, en cream white Octofiber, imprimante Discovery 200, modélisé avec le logiciel Sketchup. Pour ce modèle, j'ai tiré profit d'une caractéristique de l'impression : je ne coche pas "support pour impression" dans le logiciel Cura pour Dagoma. Ainsi les filaments se déposent sur le plateau de façon aléatoire. Au fur et à mesure les filaments s'agglutinent et les branches se redressent pour donner cet effet de branches chargées de neige. Il est très amusant de voir le sapin se construire, parce qu'ici on voit le filament se déposer à chaque passage de la buse et la chanson des moteurs fait penser à l'Hymne à la joie, surtout avec les branches du milieu. Je suis resté fasciné des heures à regarder et écouter.
 2 points
2 points -
Bonsoir tout le monde, Petite modélisation et contribution de ma part. Effet de lumière d'une crèche avec projection A led ou à bougie, ambiance garantie . http://www.thingiverse.com/thing:1961959 Bonnes préparations de fêtes. Stan.2 points
-
(mise à jour du 8 juillet 2016) -------- Bonjour à vous tous, Mon imprimante : Une discovery200 avec du Buildtak, les renforts hauts de @Dal et des caches esthétiques en bas. Aucune carte micro-SD, tout passe par le Raspberry Pi (avec le programme Octoprint). MAJ du 15 mai 2016 : installation des anti-wooble de @Dal. MAJ du 8 juillet 2016 : j'ai changé les linéaire de la tête d'impression car des graphites : ça glisse mieux et je trouve le rendu légèrement meilleur. Ses 2 principaux défauts : un plateau qui n'est pas droit d'origine, donc obligé de mettre un offset assez élevé sur les larges impressions. Et l'extrudeur qui passe assez difficilement les filaments au niveau de son entrée avant le tube PFTE (comparé à une autre discovery200 que j'utilise au travail). Mes outils : Cura 15 (sur mac) + Octoprint (sur Raspberry Pi 3) Les couleurs testées : Vert "Gracious Green" https://www.amazon.fr/gp/product/B017HAI53E/ref=oh_aui_detailpage_o04_s00?ie=UTF8&psc=1 et Blanc "Wondrous White (https://www.amazon.fr/gp/product/B017HAIK8O/ref=oh_aui_detailpage_o00_s00?ie=UTF8&psc=1) Mes réglages : Version stable ICE FILAMENTS différentes couleurs (V1.0 - 30 avril 2016) : Ice Filaments (Fin - 30avril2016).ini Version Beta ICE FILAMENTS Gracious Green (V1.4b - 7 mai 2016) : Ice Filaments (Fin - 7mai2016 - 1.4 VERSION BETA).ini Version Beta ICE FILAMENTS Wondrous White (V0.4b - 16 juin 2016) : Ice Filaments Blanc (Fin - 16juin2016 - 0.4 VERSION BETA).ini NOUVEAU : Version Beta ICE FILAMENTS Wood (V0.7b - 31 mai 2016) : Ice Filaments Bois (Fin - 31mai2016 - 0.7 BETA).ini Version Beta Polywood (V0.1b - 14 mai 2016) : Polywood (Fin - 14mai2016 - 0.1 VERSION BETA).ini NOUVEAU : Version Beta Chromatik (testé sur Bois, Or et Crème) (V1.9b - 4 juin 2016) : Chromatik (Fin - 2juin2016 - v1.9 BETA).ini ATTENTION, quelque soit la version : modifiez toujours mon offset, présent dans le startcode, par le votre car nos palpeurs sont tous réglés à des hauteurs différentes ! Nos tests : Objet petit : Pièce 1 euro (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:758612 Objet moyen : Toupie (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:542914 (toupie 3) Objet grand : Pot de fleur (échelle 0.4 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:796667 (pot 3) Objet grand 2 (différent, par couleur) : BLANC --> Stormtrooper (échelle 1 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:1169514 VERT --> Bulbizarre pot de fleur (échelle 2 - Profil Cura "version stable 30 avril 2016") - http://www.thingiverse.com/thing:381599 Photos en vracs : Ce que l'on peut dire sur ce filament : Le diamètre n'est pas à 1.75 tout le temps sur du Gracious Green ou du Wondrous White. Pour le filament Vert 1.78 semble donner un meilleur résultat au niveau du "wooble", il semblerait que ce soit également le cas pour d'autres couleurs. Pour le filament blanc, 1.74 semble atténué le "wooble". Voici une photo qui montre la différence de diamètre entre le PLA Gracious Green de ICE FILAMENTS et le PLA couleur OR de Chromatik (qui est constant) : Le problème du diamètre légèrement supérieur c'est qu'il est arrivé à plusieurs utilisateurs d'avoir une sorte de "grosseur" sur une très courte partie du filament mais suffisamment pour être visible et pour bloquer le filament dans l'extrudeur. Résultat : l'impression rate car la buse n'a plus de matière à écouler. Ce filament apprécie les basses températures, il est possible de faire vos impressions dans les environs de 186° à 194°. Dans certaines situations ou réglages particuliers, il peut être préférable de passer à 205°. Ce qu'on a appris sur l'impression 3D : Le flow c'est la quantité de filament qui sort de la buse pendant un delta de temps donné, sur une base de 100%, si on met 98% on réduit cette quantité mais cela est lié à plusieurs paramètres dont la température. Par exemple, si à 195° avec 95% de flow mon extrudeur claque de temps en temps, en dehors de la première couche, alors à 90% il claquera davantage (voir risque d'endommager le matériel et l'impression) tandis qu'à 100% de flow ça imprimera sans claquement... cependant il y aura un risque de trop de matière et donc des blobs aussi (de petits dépôts indésirables). Plus l'épaisseur de couche est fine (0.1 par exemple), plus on peut baisser le flow et inversement (à 0.3 on aura besoin d'un flow plus élevé). Mais aussi, plus la température est basse, plus le flow doit être monté pour pousser l'arrivée de matière "trop froide" dans la buse. On ne règle cependant le flow qu'en dernier recours (c'est un "palliatif" seulement quand les réglages ou/et le filament ne sont pas bons). Un flow ne doit jamais descendre sous les 80% ou monter au delà de 120%, sinon il y a clairement une erreur de réglage (diamètre de fil, température, extrudeur défaillant, etc). Les impressions à basse température ont plusieurs avantages et quelques inconvénients. Pour plus d'infos, déroulez le spoiler ci-dessous : Pour réduire le warping il existe plusieurs solutions, mais si vous n'avez pas encore essayé de baisser l'Offset consultez la vidéo qui suit : Ce que l'on conseille : Toujours nettoyer les "déchets" que fait la buse au début d'impression, avec une pince de précision par exemple. Le ICE FILAMENTS, par ailleurs, fait beaucoup de déchets, mais une fois la première couche passée aucun soucis sur la suite. Si on ne retire pas les déchets sur le plateau et durant le début de la première couche il y a un potentiel risque de partiellement boucher la buse et aussi de décaler les premiers couches avec des tas de matières non désirées. Recommande t-on ce PLA ? (attention on se la joue "conclusion de magazine ") Disponible en bobine de 750g sur Amazon.fr pour 16,94€ (prix indiqué le 4 mai 2016), et 15,94€ pour ceux ayant un compte Amazon Premium (1€ de remise si livraison standard), ou en bobine de 2,3kg à 42,06€ (prix indiqué le 4 mai 2016), nous sommes là face à un sérieux concurrent pour les bobines entrée de gamme. Certes, les bobines ICE FILAMENTS n'ont pas la finesse de certains PLA plus onéreux (comme le Chromatik), ni la robuste du Polymax, mais pour son prix on a quelque chose d'un peu meilleur que le géant chinois Esun et moins de complications. Il y a un important choix de couleur et de matière mais dans celles testés les couleurs sont vives et brillantes. Le rendu global est correcte, hormis un Wooble un peu prononcé et qui nécessitera un réglage plus minutieux pour devenir aussi faiblement visible que le rendu de certains bons filaments. Prévoir un sac hermétique pour la conservation car la bobine arrive dans un sac non réutilisable. A venir : Probablement un topic sur le PLA Chromatik dont je mets mon avis dans ce spoiler : BONUS - Nos ratés : Cet escargot coupé c'est quand le filament à subitement changé de diamètre ce qui n'a pas plus à l'extrudeur qui l'a coincé... la suite c'est que la buse ne peut plus cracher son plastique Et là c'est un ratage basique : l'Offset trop haut donc une première couche pas assez écrasée ça peut tout foutre en l'air. Adaptez là en fonction des objets et vous n'aurez presque jamais besoin de support. -------- N'hésitez pas à transmettre vos retours, conseils, réglages, etc... je vais essayer de recenser cela et d'éditer ce post en conséquence, après validation de vos informations.1 point
-
@Z122 je confirme ton outil est beaucoup, beaucoup meilleur pour régler le focus J'ai update la description de mon boiter PiCam sur Thingiverse pour ajouter le lien vers ton outil Merci !!!1 point
-
Une boule de graisse à accrocher dans un arbre (un olivier sur la photo) pour le Noël des oiseaux du ciel !
 1 point
1 point -
Salut @treflenoir, j'ai déjà imprimé direct sur le plateau sans problème. J'ai même, sur certaine pièce, moins de problème de warping que sur mon plateau en verre. Si je ne me trompe pas, le plateau est en alu, avec un traitement de surface type peinture mais je ne sais pas quels en sont les caractéristiques. Pour ce qui est du PEI (ou Polyéthérimide pour les intimes), nous en avons parlé dans un sujet avec @Kharr, mais je ne sais plus lequel. Nous devions faire des recherches pour trouver un fournisseur capable de nous découper des plaques pas trop chère. Kharr en avait été trouvé à l'étranger mais pas d'envoi vers la France. Moi j'en avait trouvé un Français, qui m'a laisser un message, mais que je n'ai jamais réussi à recontacter, et un canadien qui n'a jamais répondu à mon mail. L'avantage de cette matière, c'est ça grande résistance à la chaleur, et apparemment une très bonne approche et une surface bien lisse. Mais je suis partie à la recherche d'un autre support très prometteur, le Builtak, mais je n'en trouve pas à la taille de mon plateau en 400x250 mm. @+ Gazton1 point
-
Pour en dire un peu plus: Je participe à la coupe de France de robotique. J'ai aussi une cnc charlyrobot qui me sert a la construction des mes robots. Certaines pièce sont plus légère et plus facile à faire à l'imprimante 3D. Donc j'ai acheté une prusa I3 de Geeetech pour me lancer dans impression 3D. Je suis assez actif sur le forum usinages.com1 point
-
Les noms de fichiers en "~X" on avait ça jusqu'à l'époque Win95 avec les applications en 16bits. A l'époque c'était le format 8.3 : 8 caractères pour le nom du fichier et 3 autres pour l'extension. C'est simplement une limitation du système qui fait qu'il ne peut utiliser que 16bits pour les noms des fichier, d'où les 6 caractères suivis du tilde et d'un chiffre1 point
-
Mon premier test de filament bois1 point
-
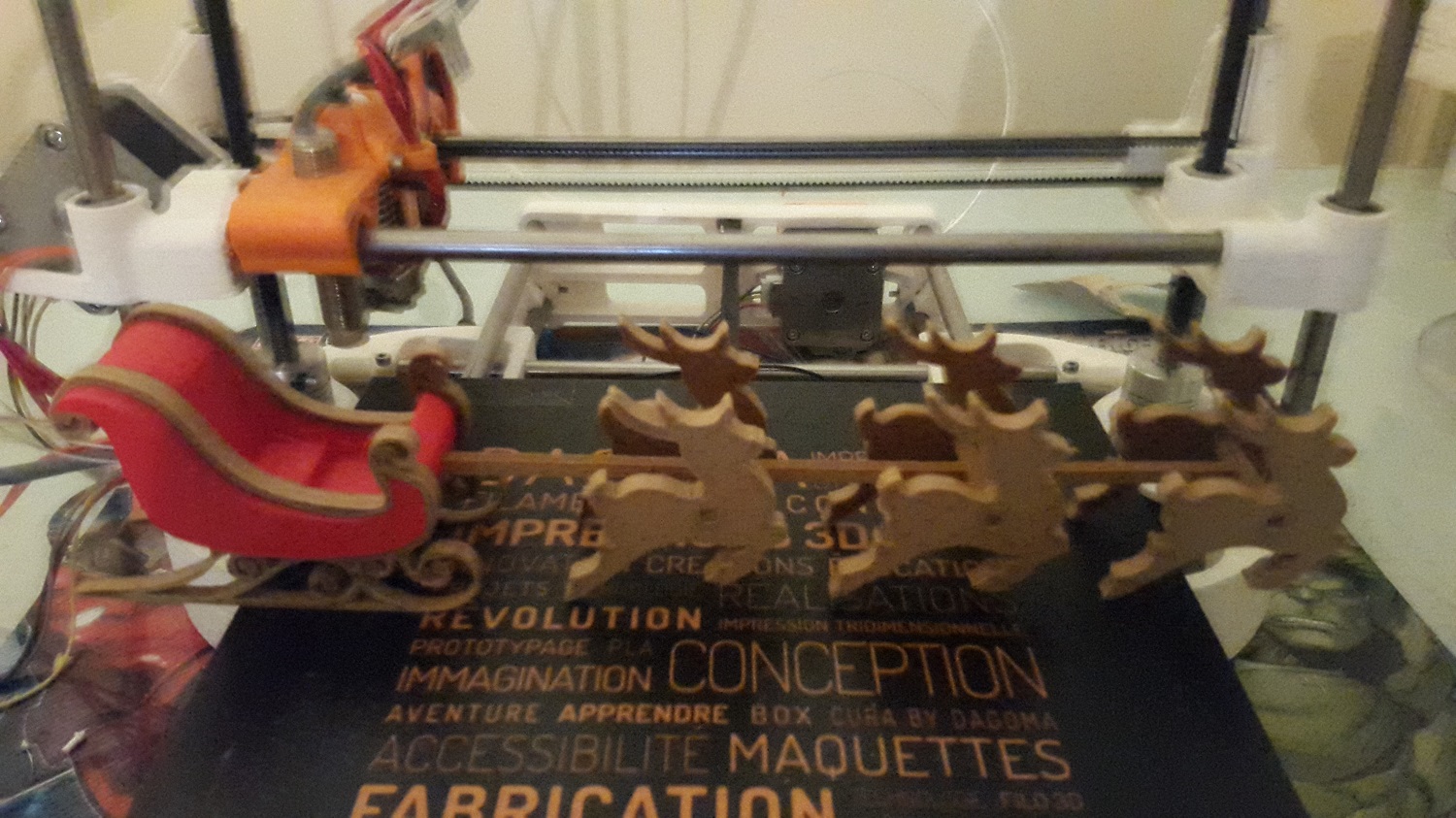
Bonjour à tous. Voilà mes premières impressions, je suis satisfait du résultat, enfin j'apprend car je suis un petit nouveau,ma DAGOEASY fonctionne bien, et j'espère que cela pas durer. les cerfs dimensions 12X10, peint à l'aéro, le VTT 18x11

 1 point
1 point -
Salut tout les monde vous avez tous de bien belle s'impression j'adore nouveau passionné de cette univers je participe donc au concours en vous remerciant IMPRIMANTE3D & LABICHERENARD en espérant avoir mes chance voici ma (petite) contribution bonne chance a tous et joyeux Noel en 3D




 1 point
1 point -
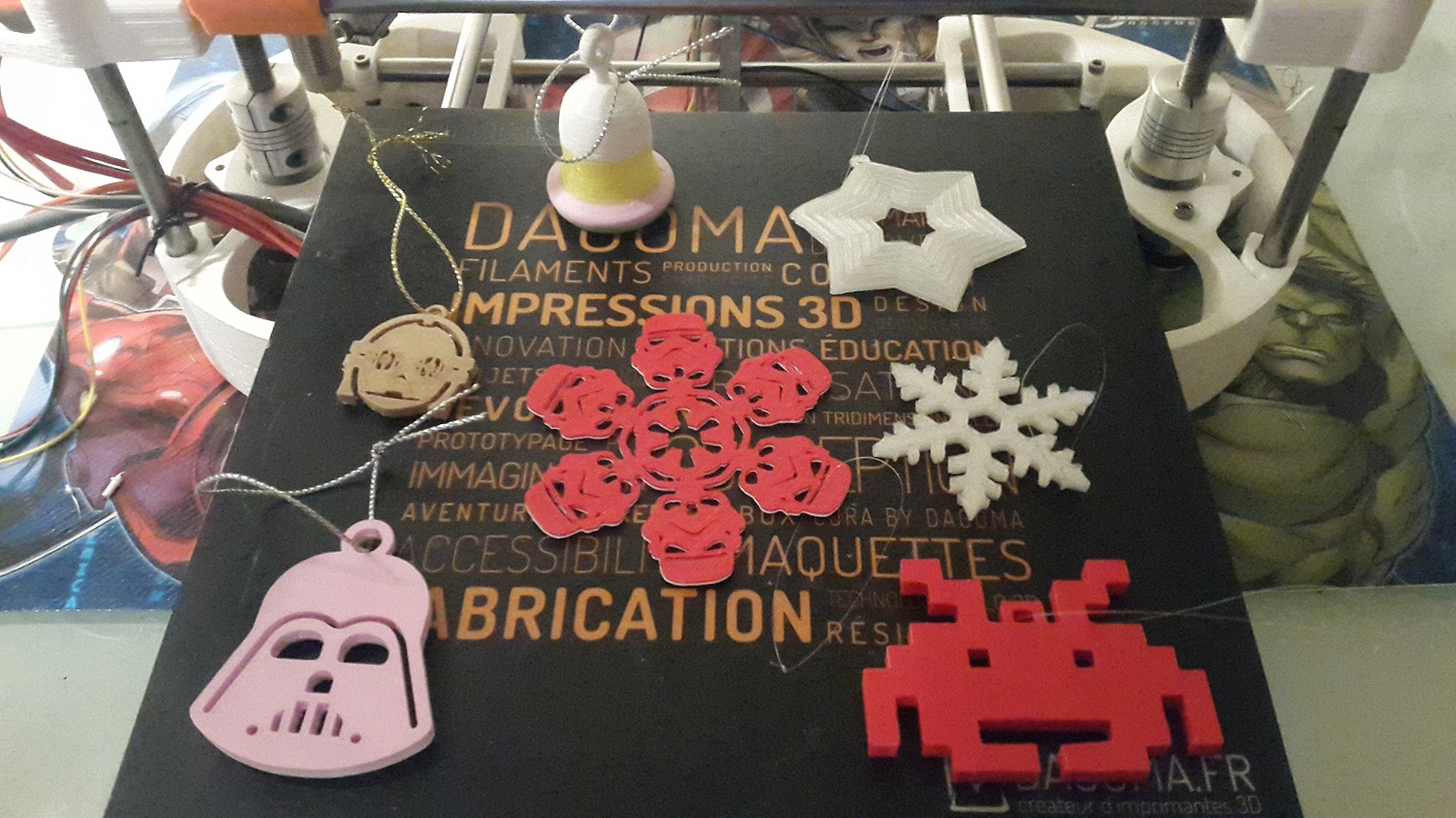
Un des films préféré de ma femme est L'étrange noël de Mr Jack... donc j'ai ajouté ça dans le sapin : Ca vient de thingiverse : http://www.thingiverse.com/thing:12161081 point
-
Bonjour Voici ma participation qui est déjà sur le sapin. "Cadeau de noël... sinon y a aussi les boules." OSS 117


 1 point
1 point -
Impression du Tracer Gun issue du jeu Overwatch ! petit custom perso, ajout de plexi et led a venir, actuellement en poncage, masticage, et apprêt avant peinture !



 1 point
1 point -
 Un masque pour un Cosplay pour mes fils. Imprimé en deux parties collées, puis une tonne d'heures de ponçage, enduit, ponçage. Une couche de peinture noire, puis une couche de peinture cuivre. Reste la finition (égrenage + une couche cuivre) puis un premier essai de vieillissement (acrylique noire estompée au coton) puis vernis mat si c'est OK. Si pas OK, je recommence depuis le début !1 point
Un masque pour un Cosplay pour mes fils. Imprimé en deux parties collées, puis une tonne d'heures de ponçage, enduit, ponçage. Une couche de peinture noire, puis une couche de peinture cuivre. Reste la finition (égrenage + une couche cuivre) puis un premier essai de vieillissement (acrylique noire estompée au coton) puis vernis mat si c'est OK. Si pas OK, je recommence depuis le début !1 point