Classement



Contenu populaire
Contenu avec la plus haute réputation dans 27/01/2017 Dans tous les contenus
-
Bonjour à tous et à toutes, Comme je sais que le parcours de l'impression 3D est difficile et qu'il demande de la volonté (et autant d'efforts), je viens vous remonter le moral et vous montrer qu'on peut arriver à ses fins! La photo ci-dessous vous dévoile ma sélection de ma progression dans l'utilisation de ma Prusa i3 Rework d'EmotionTech! De gauche à droite première ligne : 1) Le cube de test... : No comments 2) Deuxième cube de test : C'est plus cubique. Un gros problème de courroies non tendues a été réglé par rapport à l'impression précédente 3) Troisième cube de test (enfin réussi!) : Ouf, on reprend courage! 4) Porte-clef StarWars : Pas de soucis particulier, forme assez géométrique et classique 5/6/7) Pikachu/PièceEchec/Grenouille : Premiers problèmes de dévers, je n'avais pas connaissance des supports et les pièces construites avec des parties en dévers me posaient des problèmes. 8) Buste IronMan : Toujours pas de supports, donc petit soucis sur les dévers. Mais grosse découverte, la laque à cheveux pour fixer la première couche au plateau. Beaucoup moins d'echecs du à des décollements mais quelques soucis encore 9) Hulk : Ma plus grosse pièce! Découverte de l’efficacité de l'écrasement de la première couche. Mes soucis du à des décollements ont complètement disparus! 10) Buste Nain : Imprimé en 0.2, encore quelques défauts du aux supports... L'impression au niveau des supports (jonction support/impression) n'est pas de bonne facture 11) Tour Eiffel : Mon défi, gros échec. Je vais devoir revoir mes paramètres! Voili voilou! Gardez espoir et persévérez, je peux déjà imprimer plein de choses et je ne suis pas plus intelligent qu'un autre! Il faut juste persévérer =)
 1 point
1 point -
Bonjour, juste pour vous présenter une de mes réalisations : un clip micro pour faire des prise de son avec la méthode Fredman SM57 le lien thinguiverse : http://www.thingiverse.com/thing:2037503 bonne journée1 point
-
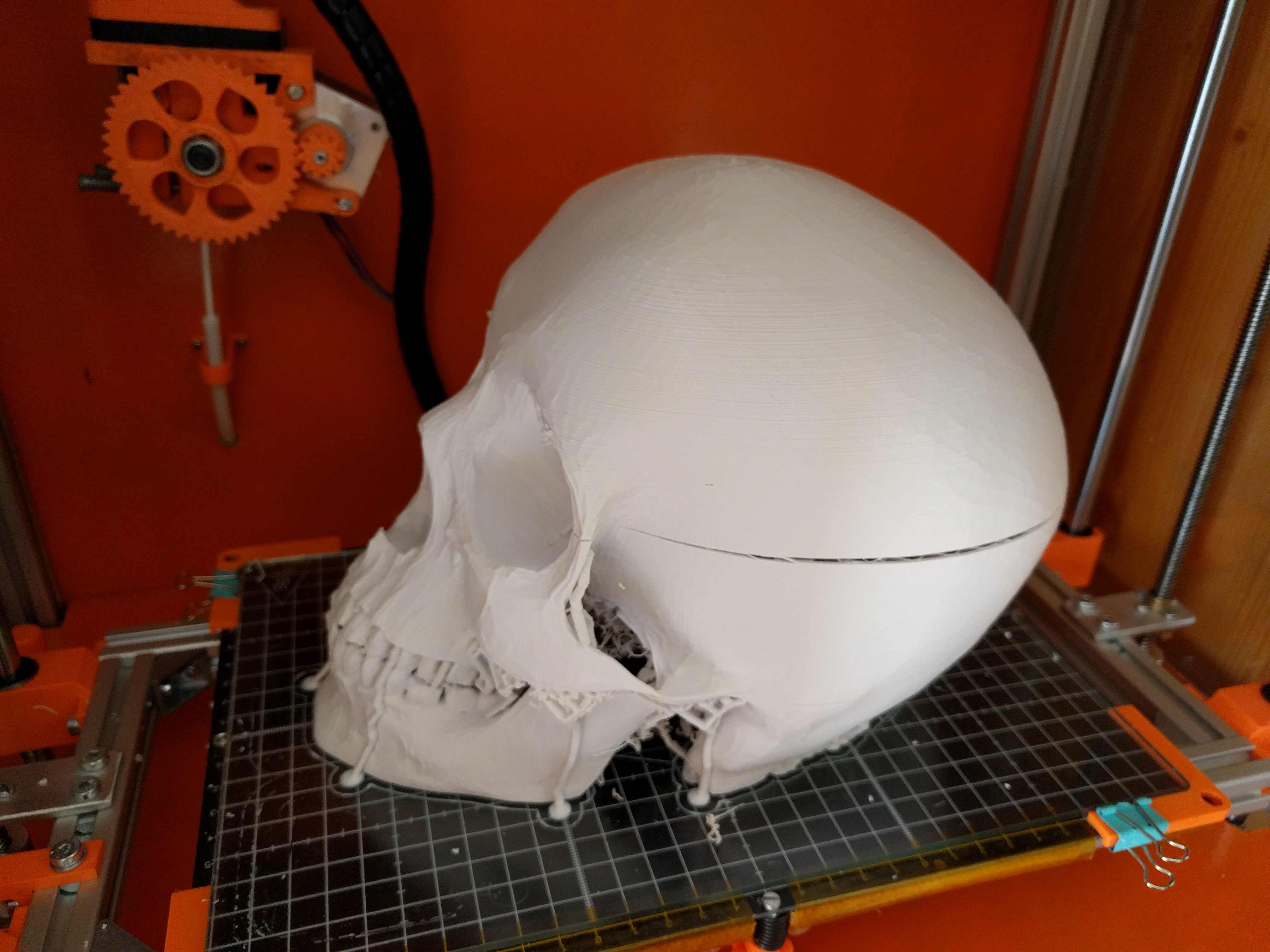
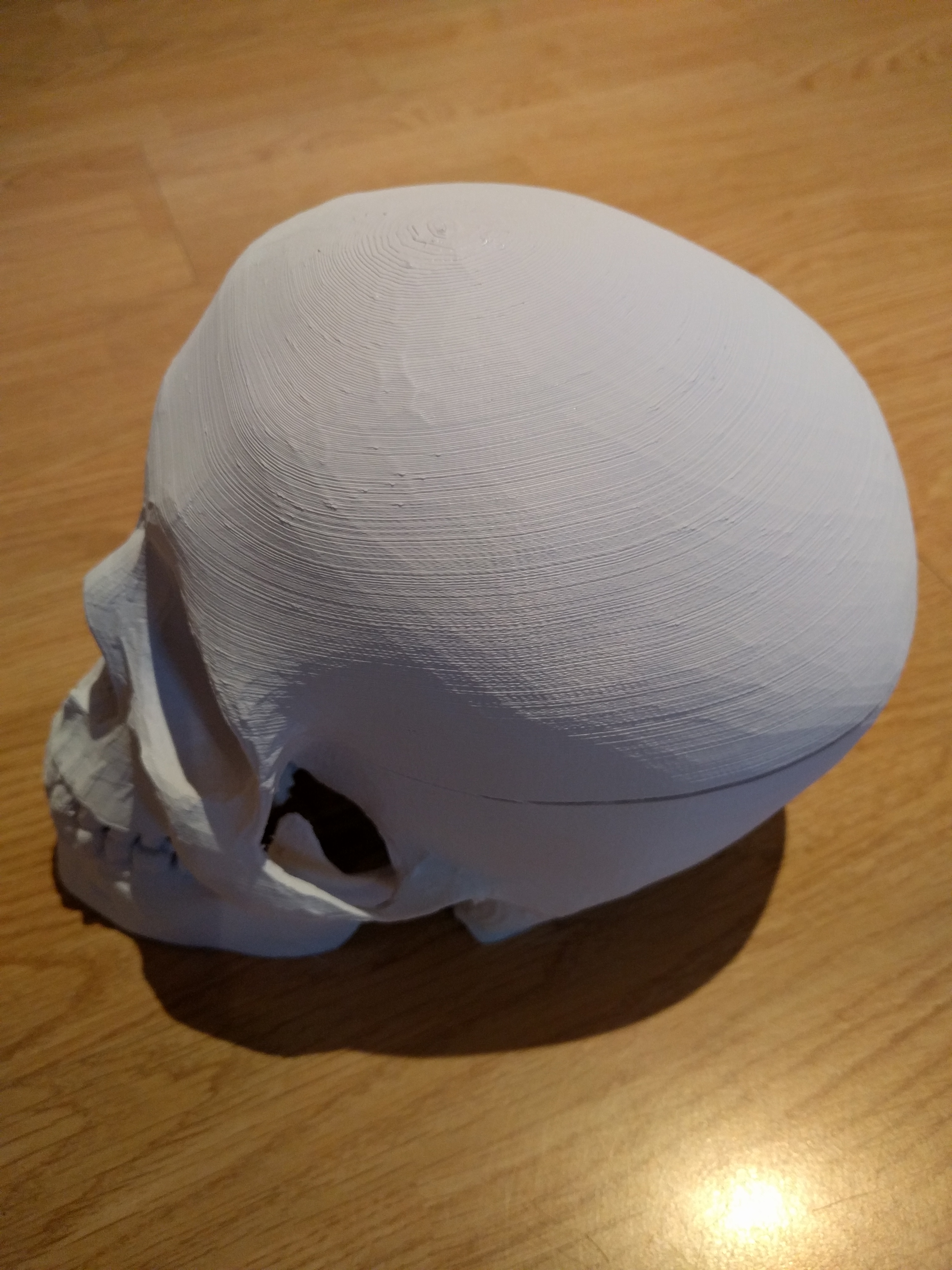
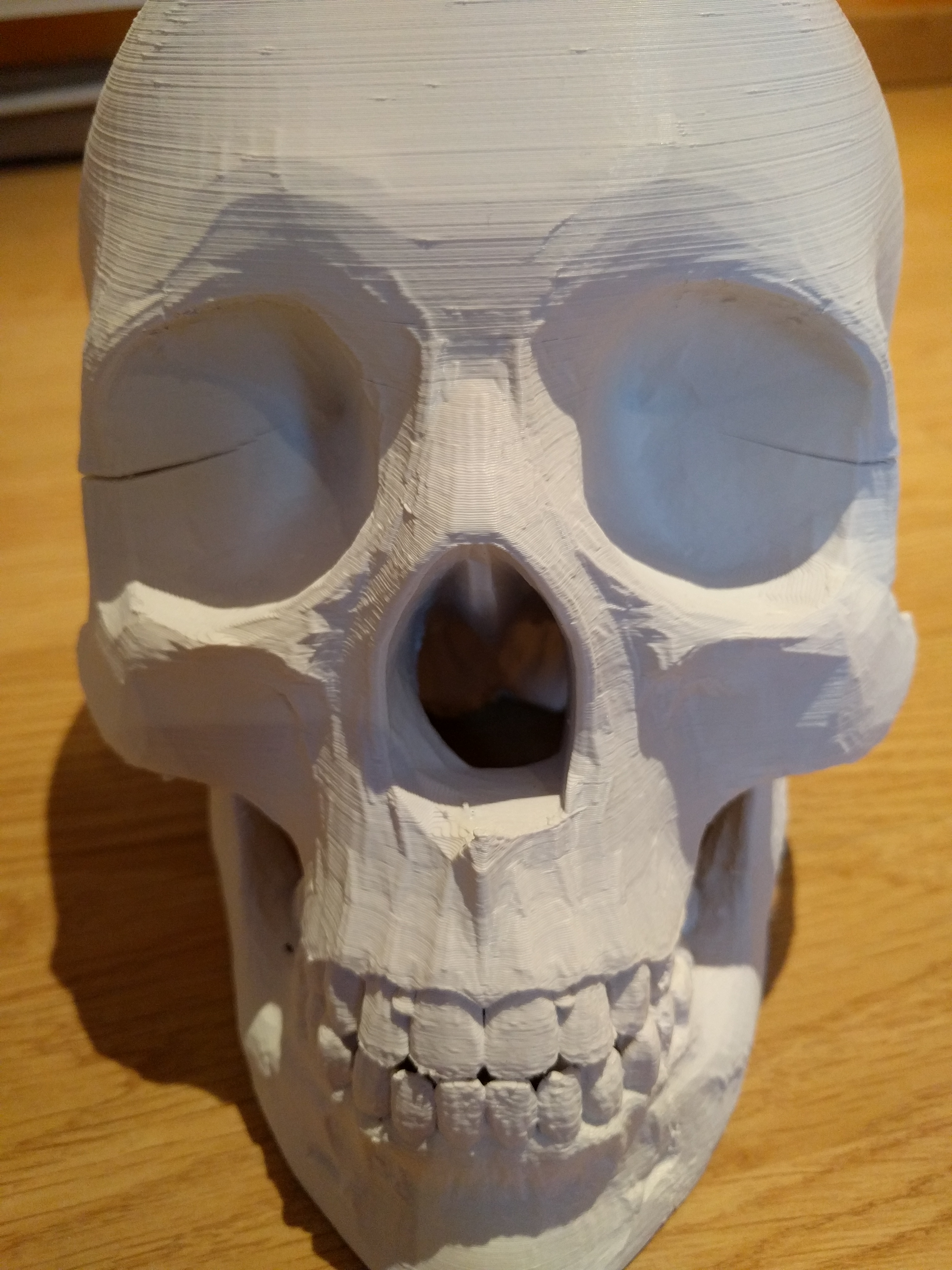
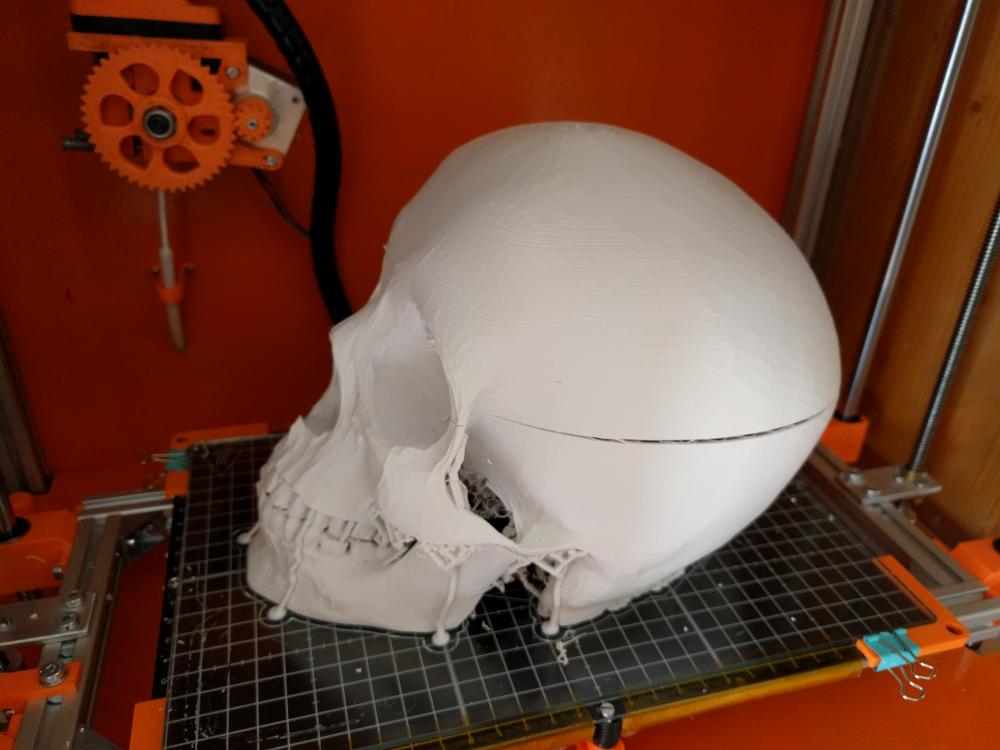
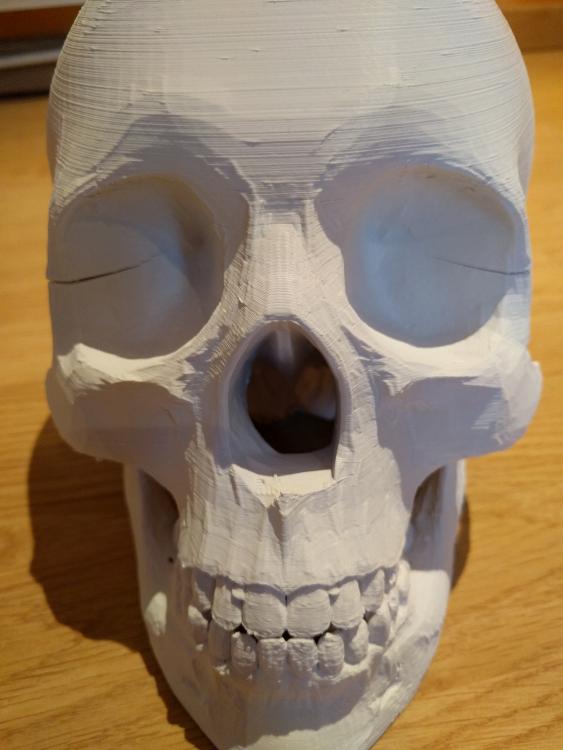
Salut Aujourd'hui, j'ai fini de préparer un crâne de 18cm de haut (quasiment taille humaine). Le fichier vient Thingiverse, créé par LeFabShop --> To Make or not to Make J'ai pris le fichier original que j'ai agrandi sous Meshmixer et également créé des supports sous forme de pilonnes. Tranché avec Cura et imprimé en rapide (90mm/s pour les périmètres et 110mm/s pour le remplissage). L'impression était lancé depuis une Carte SD et j'ai encore accéléré l'imprimante à 150%. Donc 50% plus rapide soit 135mm/s pour les périmètres et 165mm/s pour le remplissage. Imprimé en ABS avec un plateau à 105°C et une buse à 245°C en 26h! J'ai donc battu mon record de temps d'impression. Il pèse 500 grammes. Petit problème, à la fin de l'impression, lors du refroidissement, il y a eu des craquements sur le crâne : Une fois l'ensemble des supports retiré, j'ai chauffé la pièce plusieurs fois au décapeur thermique et les fissures ont disparue comme par magie! Mais lors du refroidissement, elles ont à nouveaux apparue de manière moins flagrante. J'ai donc fait une pâte d'ABS pour combler les méchantes fissures et passé de l'acétone au pinceau plusieurs fois dessus. Voici le résultat Et en plus de ça, Monsieur porte bien la casquette Voila voila Demain une surprise qui va avec le crâne









 1 point
1 point -
Bonjour à tous, J'essaie de répondre aux attentes de @arthurlutz et @malphodo Je suis possesseur d'une Discovery 200, depuis maintenant plus d'un an, machine sympa, mais conception mécanique plutôt passable. Surtout, j'ai des problèmes de stabilité de mesure du palpeur dus à la température et de grosses difficultés à utiliser DagomApp pour régler le Z-offset (chez moi, lancer Dagomapp équivaut à jouer à la roulette russe avec mon joli Buildtak). Par ailleurs, n'allez pas penser que je puisse être un super spécialiste de tout ce qui suit, j'ai juste l'intention de vous faire part de ma propre expérience... Donc j'ai une D200, d'origine, plateau couvert d'un Buildtak. Firmware de la DE200, le firmware qui stocke le Z-offset dans l'EEPROM de la carte Melzi (fichier chargé le 21/10/2016 sur le site Dagoma : Marlin-Firmwares_D200_Melzi_1477500165_039955afcddbfd13dd2dfc4fc9a438ab.hex). Comme ça marche, je n'ai pas l'intention de changer... J'utilise la D200 via Octoprint, que j'ai installé en suivant le tuto présent sur ce forum, je suis en liaison filaire sur ma Livebox Orange, mais cela ne change rien, merci @candau33 1-Pour bien faire, quelques commandes GCode sont à connaître (voir http://reprap.org/wiki/G-code/fr) : G90 : place l'imprimante en déplacement absolus par rapport aux origines de la machine. Après cet ordre, "Toutes les coordonnées exécutées à partir de maintenant sont en rapport à l'origine de la machine". G91 : place l'imprimante en déplacement relatifs par rapport à la position actuelle de la machine. Après cet ordre, "Toutes les coordonnées à partir de maintenant sont liés à la dernière position" G28 : Déplacement de la tête aux origines de la machine. Exemples : G28 (sans rien d'autre) envoie la tête aux origines en X, Y et Z. G28 X Y envoie la tête aux origines en X et Y. Attention : cette commande ne tient pas compte du Z-Offset, il s'agit bien des origines de la machine (X=0, Y=0, Z=0) G1 : Produit un déplacement de la tête. Exemples : G1 X100 F200 déplace la tête de 100mm selon l'axe X à 200 mm/mn. Vous pouvez combiner plusieurs mouvement : G1 X50 Y50 F100 déplace la tête de 50mm en X de 50mm en Y à 100mm/mn. M501 : lit l'ensemble des paramètres stockés dans l'EEPROM de la carte Melzi, parmi ceux-ci, la valeur du Z-Offset M851 : permet de définir la valeur du Z-Offset. Exemple M851 Z+1.5 définit le Z-Offset à +1,5mm (+ vers le HAUT, - vers le BAS). M851 Z-0.5 définit le Z-Offset à -0.5mm. Saisissez bien des distances avec un POINT et pas une virgule... M500 : sauvegarde les paramètres en cours dans l'EEPROM de la carte Melzi. Notez bien que les modifications de l'offset que vous faites avec la commande M851 sont conservées par la machine jusqu'à son extinction, mais sont perdues si vous n'exécutez pas un M500 avant d'éteindre ! 2-Comment j'ai procédé : j'ai utilisé l'onglet "Terminal", pensez à cocher les deux cases "Suppress M105 requests/responses" et "Suppress M27 requests/responses", sinon vous serez submergé par les messages qui passent et vous ne verrez pas ce que vous faites... Après une dernière tentative avec DagomApp, avec superbe écrasement de la tête sur mon Bluidtak tout neuf (Bord.... de Mer..., j'en ai marre !). Je connaissais la dernière valeur attribuée par DagomApp : +0,7mm Placer l'imprimante en déplacements absolus : G90 Fixer le Z-Offset largement au-dessus du plateau (je suis obnubilé par l'écrasement de la buse sur le plateau), donc un truc comme M851 Z+4 Envoyer la buse au centre du plateau et à Z=0, avec une commande G1 X100 Y100 Z0, ne surtout pas utiliser G28 qui ne tient pas compte de l'offset, G1 prend en compte l'offset A partir de là, vous pouvez modifier l'offset par une mesure ou par pas successifs, par des commandes M851, puis un G1 Z0, jusqu'à obtenir la valeur qui convient à votre machine. NE PAS OUBLIER D'EXECUTER UNE COMMANDE M500 quand vous êtes satisfait du résultat. Moi je suis à Z+0.45, mais cela n'est ABSOLUMENT PAS reproductible d'une machine à l'autre ! J'ai été long, mais en fait tout cela ne prend en fait que quelques minutes. Voilà, j'espère que cela vous sera utile, Moi je cherche comment reproduire CuraByDagoma avec CURA 15 dans Octoprint, si vous avez une piste de tuto Cordialement à tous Alain1 point
-
Salut @Labrax je ne suis pas dans ma section préféré (j'ai une geeetech) mais si je peux aider1 point
-
Heureusement que la barre est un peu plus courte que la distance entre les fonds. Si la barre x est coupée un chouilla trop longue tu empêche tes guidages z d'être parallèles eux. C'est au montage que ça se joue. Ne pas serrer les barres x au montage descendre les chariots z au plus bas (plus proche de l'entraxe des barres z) et la tu peux serrer. Ta longueur x reste constante sans forcer tout au long du z. Ce qui m'ennuie c'est le parallelisme entre les 2 barres x.1 point
-
Tiens je te donne l'adresse du groupe FB de la communauté Anet : https://www.facebook.com/groups/1068531466501015/?fref=ts Ils sont très réactif, 12'000 membres, par contre c'est English Only, si on post en français ils suppriment.1 point