Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/03/2018 Dans tous les contenus
-
La gâchette d'extrudeur est une pièce de rechange. Après de Tréééééééssss longue heures d'impression, la gâchette peut s’abîmer. Là tu en as une de rechange L'autocollante c'est pour mettre derrière ta voiture à coté de celui de "Pif gadget" oui, j'étais enfant dans les années 80
 2 points
2 points -
Tu devrais la mettre dans thingiverse dans le groupe 'Smartcub3D", ça peut servir à d'autre personne2 points
-
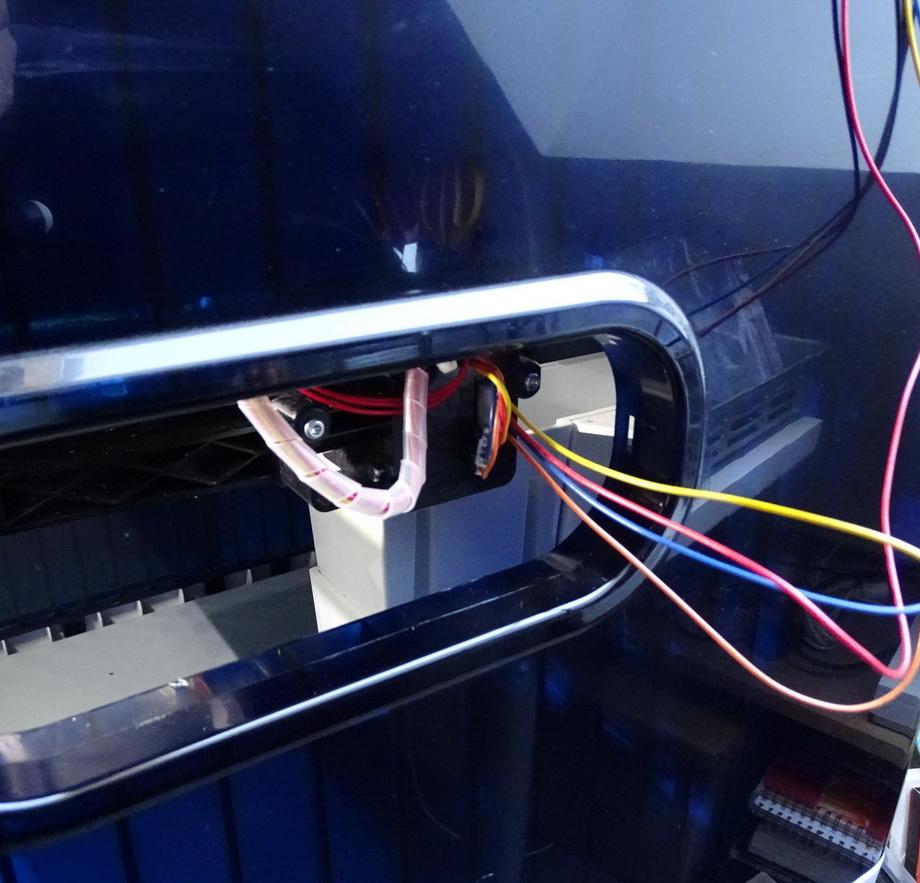
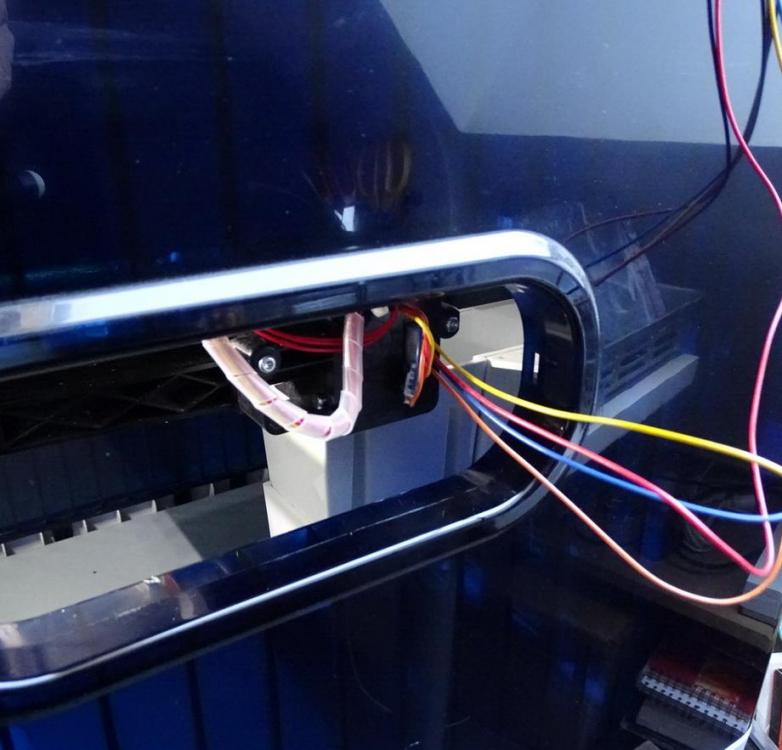
Bonjour, Voici comment installer un détecteur de présence filament sur nos cher Geeetech. Lorsque le module détecte l'absence du filament, l'imprimante va se mettre en pause, se parquer en X et Y et attendre que l'on recharge un filament. Ensuite elle reprend l’impression. C'est plutôt pratique pour finir les fins de bobines ou jouer avec plusieurs couleurs sur une même impression. Ici je vais réutiliser le fin de course mecanique Z puisque je suis passé a l'autolevel. Au niveau du support on en trouve pas mal sur Thingiverse. Perso j'ai fais le miens, je le mettrai a disposition si ca intéresse du monde et ça donne ceci sans le couvercle. : Je sais l'impression est dégueulasse, merci a ICEFilament pour avoir des fluctuations énormes de diamètre. Je l'utilise du coup pour mes essais. Je le branche à la place du X-max. Ca pourrait être Y-MAX ou Z-MAX, il faudra adapter la config dans Marlin. Coté Marlin il suffit d'activer la fonctionnalité. Par contre elle a comme prérequis ADVANCED_PAUSE_FEATURE qui a elle même comme prérequis NOZZLE_PARK_FEATURE . Pour un Marlin 1.1.8, ça donne : Dans configuration.h #define NOZZLE_PARK_FEATURE #define FILAMENT_RUNOUT_SENSOR #if ENABLED(FILAMENT_RUNOUT_SENSOR) #define FIL_RUNOUT_INVERTING false // set to true to invert the logic of the sensor. #define ENDSTOPPULLUP_FIL_RUNOUT // Uncomment to use internal pullup for filament runout pins if the sensor is defined. #define FILAMENT_RUNOUT_SCRIPT "M600" #endif Dans configuration_adv.h #define ADVANCED_PAUSE_FEATURE #if ENABLED(ADVANCED_PAUSE_FEATURE) #define PAUSE_PARK_RETRACT_FEEDRATE 60 #define PAUSE_PARK_RETRACT_LENGTH 2 #define FILAMENT_CHANGE_UNLOAD_FEEDRATE 10 #define FILAMENT_CHANGE_UNLOAD_LENGTH 100 #define FILAMENT_CHANGE_LOAD_FEEDRATE 6 #define FILAMENT_CHANGE_LOAD_LENGTH 0 #define ADVANCED_PAUSE_EXTRUDE_FEEDRATE 3 #define ADVANCED_PAUSE_EXTRUDE_LENGTH 50 #define PAUSE_PARK_NOZZLE_TIMEOUT 45 #define FILAMENT_CHANGE_NUMBER_OF_ALERT_BEEPS 5 #define PAUSE_PARK_NO_STEPPER_TIMEOUT #define PARK_HEAD_ON_PAUSE //#define HOME_BEFORE_FILAMENT_CHANGE #endif Dans pins_GT2560_A.h //#define X_MAX_PIN 24 #define FIL_RUNOUT_PIN 24 // X_MAX Voila
 1 point
1 point -
la : le drivers Arduino : https://www.arduino.cc/en/Main/Software1 point
-
@kankan : Au risque d'être abrupte, aucun L' hexagon est plus légère et n'a pas de ptfe dans le tube (heat break je crois), ce qui lui permet de monter plus haut en température. Il faut juste retravailler le support d'origine pour placer correctement le ventilo de refroidissement.1 point
-
Je trouve qu'elle est plus solide (j'ai cassé 2 hexagon), les silicon socks sont obligatoires et en réutilisant la cartouche de chauffe Hexagon + thermistance je n'ai pas vu de différence.1 point
-
@BastienX8 la 454 existe également en gel. Et sur la fiche fabriquant elle est justement recommandée pour les assemblages de pièces qui ne sont pas parfaitement jointives.1 point
-
Jolieeeee.... Ca sent bon tout ca, de mon œil de débutant ca me semble bon, j'ai pas vu de chose qui cloche mais Biostrike El Maestro te dira, il à l'oeil bien affuté .... Le seule chose que j'aurai à dire c'est BRAVO !!! Ah oui aussi juste le câble d'alim qui sort du boitier, tu peux le coincer dans la fente sous le bouton marche/arrêt ( je pense pour éviter de tirer sur le fil ....) . Il doit te tarder la ........ca chauffe, ca chauffe .1 point
-
Par contre le premier peut fonctionner en 3.3v/5v, intéressant pour d'autres applications (modélisme pour moi), et un adaptateur 6 <=> 10 pins, ça se trouve facilement ... https://fr.aliexpress.com/wholesale?catId=0&initiative_id=SB_20180307111502&SearchText=ISP+adaptateur+6+pins+10+pins A+1 point
-
ça devrait le faire.1 point
-
Peut être que ça peut aider, chez moi j'ai mis du liège (découpé a partir de plaques d'isolation) sous les patins en caoutchouc de mon imprimante et ça amorti drôlement bien pour l'épaisseur (environ 1cm)1 point
-
Modération : @Bobsleg j'ai déplacé ton post pour une meilleure visibilité1 point
-
Tu bosses bien quand tu veux Un de ces jours je me lancerai la dedans peut être ou dans de la découpe laser...1 point
-
Bah oui c'est bon... il faut juste que ça touche pas les soudures et le mini potentiomètre (ça s'appelle pas comme ça, mais c'est pour faire simple ).1 point
-
Non. Juste le support. Envoyé en utilisant Tapatalk1 point
-
Sympa la mob @trotro Je viens de rentrer dans l'atelier une 103 Vogue dans son jus. Maintenant je collecte quelques pièce pour la remettre proprement en route.1 point
-
Ouais, je vais faire ça. La clé a été faite à la va vite, mais bon, c'est fonctionnel au final.1 point
-
@kankan : Autre piste, la miscibilité des différents matériaux : Si tu as imprimé précédemment du PLA et que tes 2 matériaux ne sont pas miscibles ... résidus pas terribles qui peuvent expliquer tes bouchages et une mauvaise extrusion. Peut être un nettoyage de buse ? (démontage pneufit et ptfe, on préchauffe la tête à 200-220, on insère le filament dans la tête, on pousse le filament pour que celui-ci sorte par la buse et on tire d'un coup sec. On coupe le bout que l'on vient d'insérer dans la tête et on recommence l'opération jusqu'à ce que le filament de nettoyage soit exempt de tout résidu).1 point
-
attention à ne pas détendre trop non plus, il faut que la courroie soit tendue mais ne soit pas rigide sous le doigt. Trop détendue, tu risque d'avoir la courroie qui glisse sur les dents de la poulie, trop tendue tu freines le mouvement, et dans le pire des cas tu peux même casser l'axe moteur. Les deux situations peuvent donner ces décrochages que tu as sur ton impression. Par contre çà ne réglera qu'un des problèmes que l'on voit dans ton cube (et encore il peut y avoir d'autres sources pour ces décrochages, comme une roue voilée). si ton imprimante est récente, inspectes chaque vis pour t'assurer qu'elle ne s'est pas desserrée pendant le transport. Vérifies aussi que le plateau chauffant et sa plaque de support ne sont pas tordus, vérifies que les mouvements du plateau ne provoquent pas une collision avec les connecteurs des moteurs (un défaut remarqué sur certaines E10). Vérifies aussi le diamètre du filament dans ton logiciel.1 point
-
Oui, ou alors tu connais pas un paysan qui pourrait passer "un peu trop près" du poteau ac' son tracteur..... ?1 point
-
L'an dernier, j'étais abonné à "La boite à fil" quand c'était à 9.9 € par mois. J'ai pu ainsi tester diverses sortes de filaments, surtout les filaments PLA "exotiques". Cette année, je n'ai pas renouvelé mon abonnement, car d'abord il passe à 15€ par mois mais surtout, on ne peut pas faire la sélection du type de filament que l'on reçoit. J'ai reçu l'an dernier de trop nombreux filaments (type ABS, etc.) incompatibles avec une imprimante qui ne possède pas de plateau chauffant au delà de 50°C. L'idée de base est pourtant excellente... dommage.1 point
-
Bonjour, oui et non, mais plutôt non On utilise utilise un appareil de mise sous vide "industriel" de ce type Ensuite on retire au mieux l'air contenu dans le sac plastique et le sachet déshydratant absorbera l'humidité résiduelle Si l'emballage est bien fait, le filament est au sec
 1 point
1 point -
@kankan : 1 - Essaie peut-être déjà d'augmenter la température de ton plateau à 75-90° 2 - Essaie de baisser ta vitesse d'impression via la molette de l'écran (par exemple du passe de 100% à 70%) sur les premières couches 3 - Si tu utilises repetier, va dans les paramètres cura dans la section vitesse et qualité et modifie le "first layer height" (si tu imprimes en couche de 0.2mm met le à 0.2mm) et n'oublie pas de sauvegarder En espérant que cela puisse t'aider1 point
-
Ou tu as cette solution aussi : http://www.isa3d.fr/extrudeurs-et-hotend/113-tete-d-extrusion-e3d-v6-bowden.html1 point
-
Non ce n'est pas du PLA. J'ai appliqué les params suivants (recommandation Prusa) : Température d'extrusion 260° sur la première couche puis 270° Flow à 10 mm3/s Plateau à 90° Départ sans ventilation, puis ventilateur à 50% Impossible au début de faire adhérer la première couche, ensuite j'ai suivi les recommandations et j'ai mis une petite couche de colle en stick. Le test à porté sur de petites pièces car je n'avais que 100g de filament et j'en ai pas mal gaché avec la première couche. Coté rendu j'ai beaucoup aimé la transparence mais je manque de comparatifs réels. J'ai prévu d'en reprendre pour un proto de tableau de contrôle, j'ai dans l'idée de me faire des boutons de commande transparents avec des leds incorporées. A l'occasion je vais voir pour me procurer du PLA Transparent.1 point
-
Bonjour, Concernant le changement de câble ce n'est vraiment pas l'achat du siècle. J'ai payé 16 euros le moteur + le câble. Ca vaut le coup d'essayer car le problème a été résolu immédiatement alors que je pensais bien que c'était fichu vu que le SAV NL ne trouvait pas la solution. Adrien mon interlocuteur pensais que c'était le moteur X. A aucun moment il ne m'a parlé que cela pouvait être le câble. Pourtant j'ai mis le moteur neuf en place mais sans changer le câble car je ne pensais pas que c'était utile, et bien le problème était le même. Ensuite j'ai débranché le cable original et j'ai branché en direct le cable neuf et là tout est nickel..
 1 point
1 point -
Bonjour, effectivement, c'est un produit très dangereux, corrosion cutanée/irritation cutanée, lésion oculaire grave/sévère irritation des yeux FDS_Dichlorométhane.pdf1 point
-
Non Attention c'est un clone d'Exagon et je doute que pour le prix tu ais la même qualité que l'exagon original https://www.reprap-france.com/produit/1234568292-kit-hexagon-1-75mm1 point
-
Pas de souci, de toute façon ce mois-ci, mon objectif est de régler l'imprimante correctement et finir mon caisson, ça va me prendre un peu de temps déjà ^^1 point
-
Il est pas trop mal j'ai plus les stries
 1 point
1 point -
Je sais pas si tu en as encore besoin, mais j'ai retrouvé le fichier que tu cherches il me semble. Si ça peut te servir Cle-8-roulements.STL1 point
-
Après modification du système de ventilation auxiliaire Je pense de plus en plus à adapter un bloc de chauffe circulaire voir en faire usiner un. Cela permettrait d'avoir un refroidissement au top. @Marlequeen est encore en avance sur ce coup là avec son design double turbine
 1 point
1 point -
Bonjour, Tout à fait, pas touche pour le moment. Vérifie que tous les connecteurs moteurs et fin de course soit bien branché à leur place, et n’hésite pas d'ouvrir le boitier de contrôle pour vérifier toutes les connections sur la carte mère, et surtout serrer toutes les vis que tu vois. Vérifie aussi la courroie pas trop tendue ou détendue... Que ce soit bien dans l'axe, surtout à l’opposé du moteur, regarde que la roulette crantée tourne bien.1 point
-
Merci, mais ce monde ne serait pas aussi facile sans vos aides très précieuses. Bonne journée1 point
-
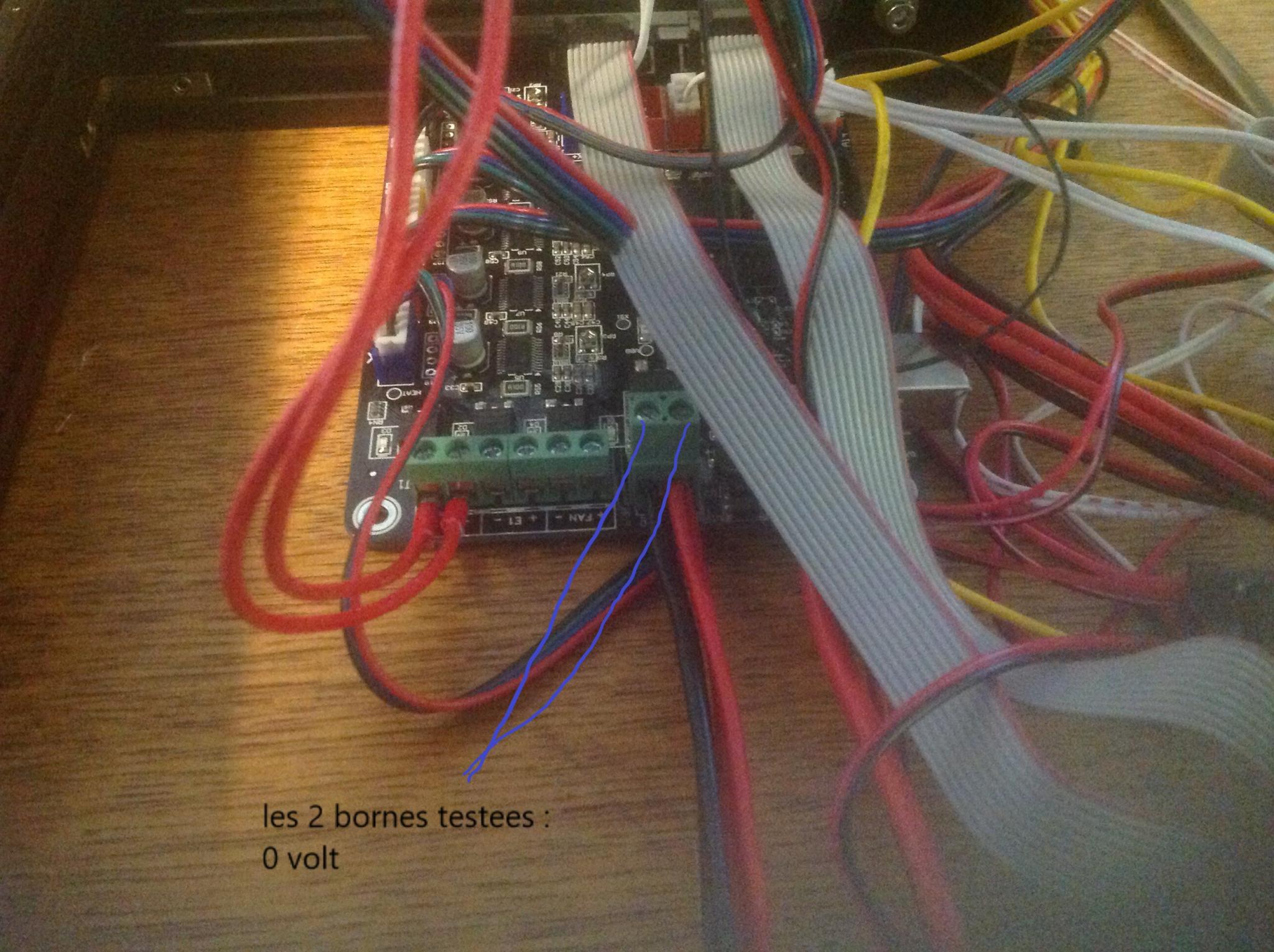
merci de ta réponse. A priori le chauffage de la tete fonctionne, quand je lui demande 180°, elle monte a 180°. Ci joint une photo de la carte merci
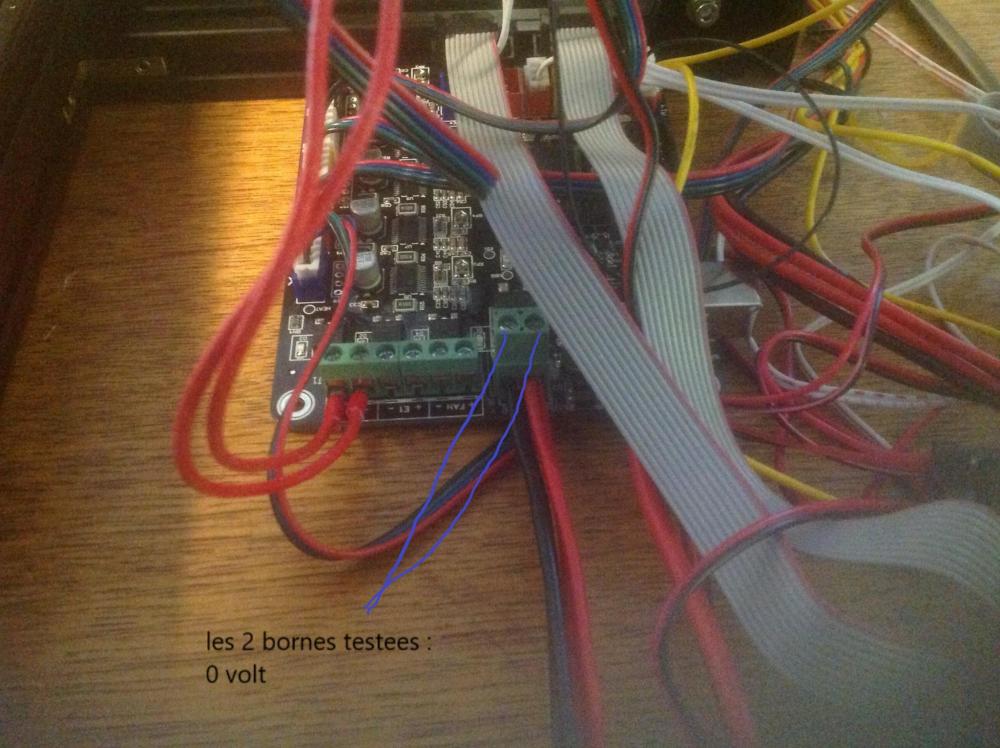 1 point
1 point -
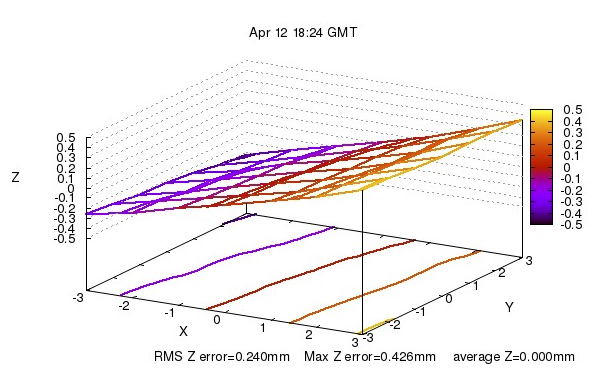
Salut à tous, je vous partage une petite trouvaille pour ceux qui ont un peu de mal à faire le parallélisme. J'ai utilisé Octoprint mais pronterface doit pouvoir faire l'affaire. Premierement il faut avoir la version 1.1 du marlin pour pouvoir ajouter en paramètres le nombre de point palpé. Une fois l'imprimante branché et connecté à l'ordinateur ou raspberry, envoyer la commande G28 pour palper le centre de l'imprimante ensuite envoyer: G29 L30 R170 F30 B170 P7 V4 L'imprimante va réaliser le G29 en faisant 7x7 points pour le P7 avec 30mm de chaque bords du plateau le V4 c'est pour affiché les données brut. Une fois les 7x7 points réalisé (cela prend environ 3-5min) copier la première matrice: Bed Height Topography avec les 49 valeurs: mon premier essais me donnais: -0.42636 -0.30527 -0.19199 -0.08300 +0.03809 +0.18418 +0.34434 -0.39589 -0.29082 -0.16972 -0.04863 +0.07403 +0.21153 +0.36153 -0.35566 -0.26464 -0.12519 -0.01972 +0.09317 +0.21543 +0.37559 -0.32754 -0.22011 -0.11269 -0.00214 +0.09668 +0.22637 +0.36348 -0.31582 -0.21425 -0.09941 +0.02012 +0.11621 +0.24512 +0.37832 -0.29238 -0.18691 -0.08769 +0.02793 +0.12598 +0.26387 +0.40489 -0.25800 -0.18144 -0.06347 +0.03809 +0.15098 +0.26934 +0.41348 Avec cette matrice, aller sur http://www.maui-3d.com/cgi-bin/plotG29 et coller les valeurs dans calibration output et cliquer sur Plot calibration cela va générer une vu 3D de votre plateau, voici le miens avec les valeurs si dessus: On peut voir que le coté gauche est trop bas. Petite mise en garde il se peut que votre plateau soit quasi proche de la perfection mais que la vu 3D penche d'un coté ou de l'autre alors regardez bien l'échelle, après avoir aligné mon plateau la visualisation était penché mais seulement de 0.05 en moyenne: La commande G29 peut être utilisé dans le Gcode d'initalisation avec P3 pour faire 3x3 points au lieu des 2x2 de base ou plus si vous le voulez. (P4, P5 ...) J'espère que mon astuce peut en aider certains, cela permet de voir si le plateau est bombé aussi. Bonne soirée à vous !
 1 point
1 point


.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)