Classement


.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

Contenu populaire
Contenu avec la plus haute réputation dans 12/03/2018 Dans tous les contenus
-
Il y a un code de remise pour les membres du forum: lesimprimantes3d tout simplement.2 points
-
si tu veux essayer un truc un peu original: http://printtable.com/ transformation de table ikea lack en imprimante 3d (ce n'est plus simplement le caisson, c'est la structure même de l'imprimante).2 points
-
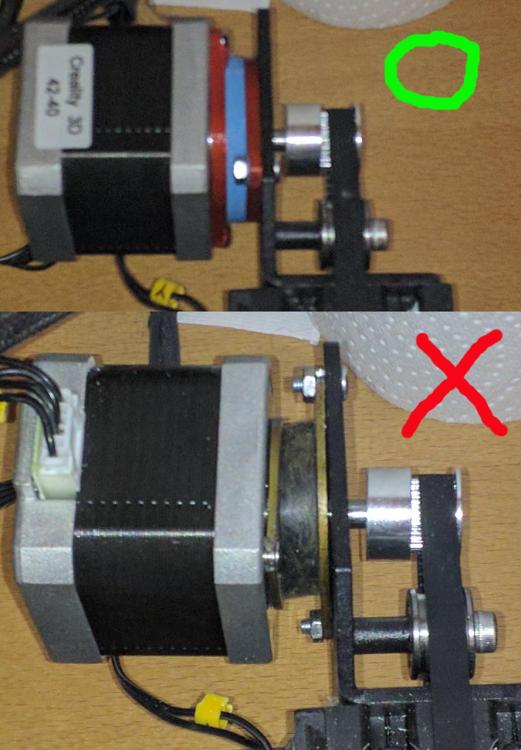
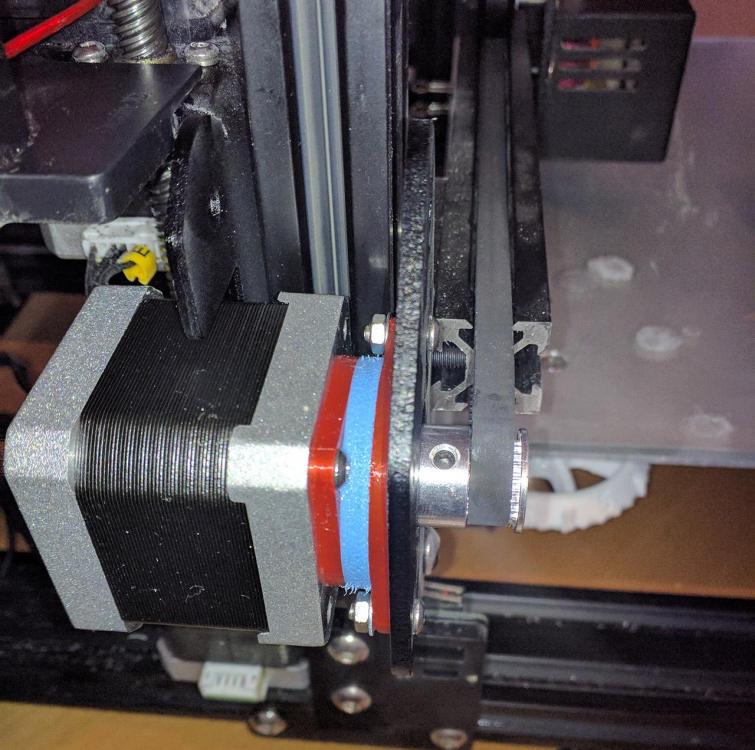
Bonsoir tout le monde, J'ai enfin terminé de mettre au point les dampers pour les moteurs pas à pas des axes X et Y de la CR-10. Le but de la manoeuvre était de produire un damper que l'on puisse utiliser sur l'axe Y sans qu'il ne fléchisse sous l'effet de la tension de la courroie. La courroie étant en effet assez longue, la tension est relativement importante. Une photo de la geométrie avec mon ancien damper acier caoutchouc confrontée au modèle que j'ai amélioré : Heu... Je dessine comme un parkinsonien en phase terminale, merci de ne pas insister sur le rond et la croix On voit qu'avec le damper acier, une fois la courroie tendue, la géométrie est aux fraises de facile 3°. Du coup j'ai fait la même sur l'axe X : L'impression ne vous paraitra pas complexe si vous êtes familiarisé avec les M600 ou les changements de fil à la hussarde Les filaments utilisés : Innofil PET EPR rouge pour la structure Recreus 95A FILAFLEX bleu en Medium Flex pour le silent-bloc Le tout imprimé à 248° pour une bonne adhésion inter-couche à 30mm/s. Des fois que ça intéresse quelqu'un, je vous met le lien de mon accessoire sur Thingiverse : Damper Bi Composant
 1 point
1 point -
wai presque , j'ai été obligé de rusé pour qu'il m'envoie un technicien , car pour eu si ma connexion était passée de 12M o au lieu de 22Mo , c'est pas grave c'est normal du moment que ça marche on vous envoi-personne faudra faire avec !!!! donc , j'ai régulièrement déconnecté le câble adsl pour simuler des déconnexions1 point
-
Non papa le fichier est sur le raspberry c bon tu peux éteindre ton pc1 point
-
Haha Non mais justement grâce à toi (Ou a cause - Au choix) je dis "noix" pour parler de truc en laiton1 point
-
Wouf ! Merci de me faire cadeau de cette magnifique définition, que je ne connaissais pas , voir par là - - - - >> Merdre, je suis démasqué : je dois bien en être un, je reconnais certains de mes symptômes ! Caisse tu veux, j'aime bien causer la France comme y faut, même si j'y ajoute des fôtes volontaires exeuprès pour y donner du piment....1 point
-
Hello En théorie (en théorie seulement, hein....) il est TRES facile pour un logiciel de produire un programme qui suit un tracé en se décalant de la moitié du diamètre d'un outil (que cet "outil" soit une fraise en fraisage ou une buse en impression) C'est ce qui permet de produire des pièces justes avec un outil réaffûté... Non, la précision (ou l'imprécision) sont plutôt liées à la mécanique, somme toute assez rudimentaire, des imprimantes 3D par rapport aux machine-outils plus conventionnelles1 point
-
Bonjour à tous, @Guizboy Sans vouloir pinailler, ça m'étonnerait que ça soye du bronze. Ça DEVRAIT en être : le bronze est un alliage parfait pour faire les noix de nos vis, mais vu le prix que ça coûte, nos chers fabricants nous les font en laiton. Pour info : Chez le ferrailleur, le laiton s’achète à près de 3 euros le kilo alors que le bronze, c'est plus du double.1 point
-
non, le support.... https://www.thingiverse.com/thing:2629401 Sinon, @veeger ça ressemble à des extrudeurs bien côtés sur thingiverse, mais oui on peut toujours trouver mieux, comme le titan d'e3d (ou un clone) et vu que tu as des têtes d'impression de type e3d v6 ou e3d chimera/cyclops, un ou deux extruder(s) de type titan irait bien avec et tiens! j'en connais un "clone" imprimable, le pitan https://www.thingiverse.com/thing:27286001 point
-
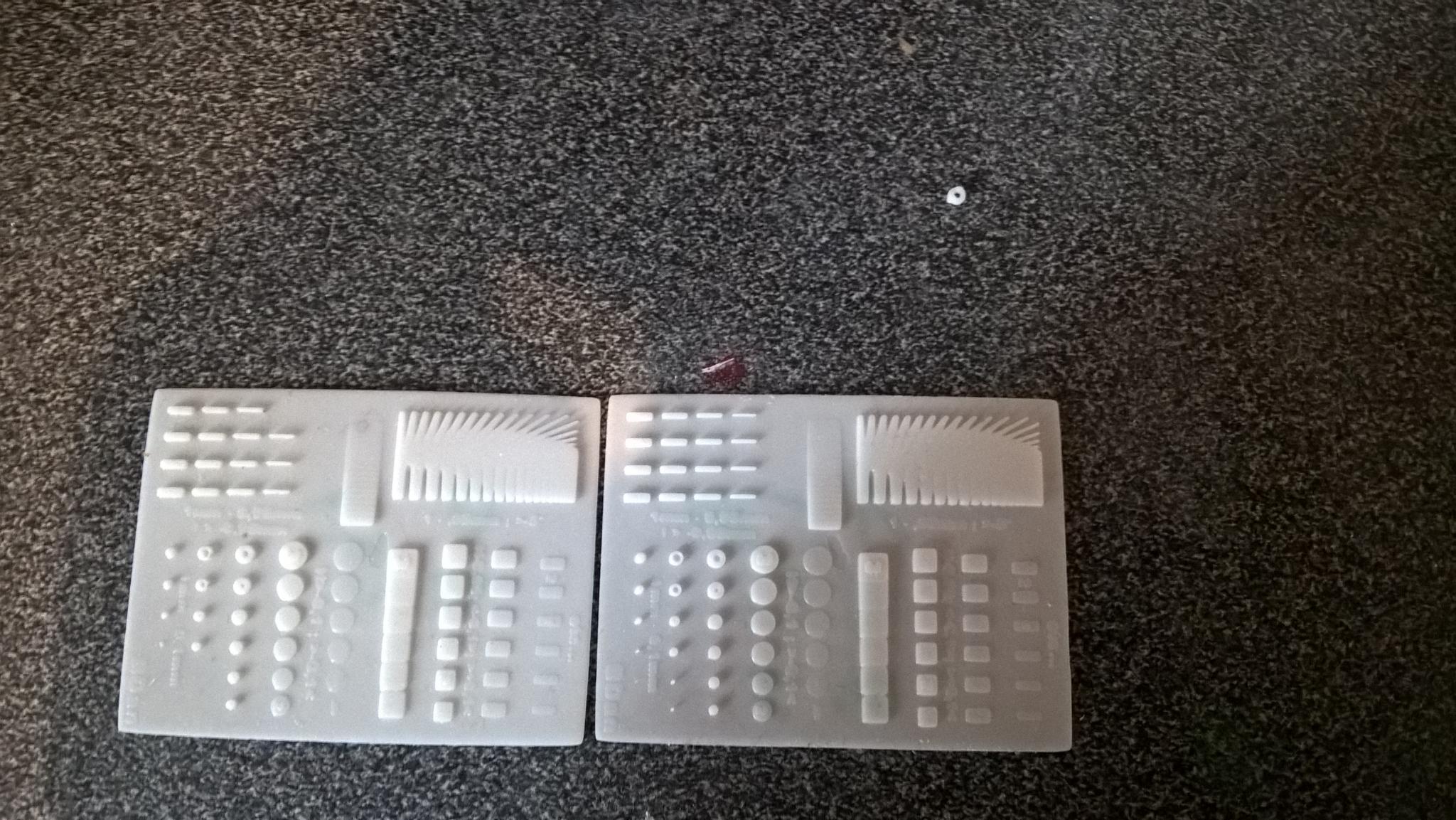
Comme je viens de recevoir la 3d okay blanche j'ai fait quelques tests. A gauche couche de 0.5 à 16s et à droite 0.5 et 18s Le 2eme est presque parfait , à 20s il le sera mais je vais rester sur du 18 (la qualité de la photo n'est pas ouf) j'ai fait un test de 12s en 0.25 mais il n'est pas concluant , j'en referais plus tard et posterais plus tard
 1 point
1 point -
Ce n''est pas une question de SLT, c'est en fonction de ce que tu imprimes. Pour des personnages, figurine etc... donc qui ont besoin d'une esthétique soignée et des détails, il vaut mieux baisser la température, la vitesse et augmenter la ventilation. par exemple -10°/-5° pour la température d'extrusion par rapport a d'habitude et une vitesse a 70%, voir moins et une ventilation à 100% Pour des pièces plutôt mécaniques, il vaut mieux augmenter un peu la température et laisser pour le reste. Chaque modèle 3D est différent, il n'y a que l'expérience (et les tests !) qui permet de déterminer le bon réglage, mais en "gros" c'est ça. Pour l'infill 10/15% pour des pièces type figurine/décorative , pour de la mécanique 20% à 30% effectivement c'est bien. Pas plus. non, la pauvre choupette n'y est pour rien . C'est peut être le modèle qui a un défaut, je sais pas... Autre choses , mettre les pièces le plus possible vers le centre du plateau et le plus proche les unes des autres.1 point
-
Salut, Je dois bien avouer que pour l'instant je fais tout pareil, la seule chose que je change est le pourcentage de remplissage suivant la fonction de la pièce imprimée : 10% figurine, décoration ; 40% pour les rails, c'est à dire des pièces mécaniques qui auront une certaine contrainte. Je dis ça pour le PLA, ensuite pour le Wood ou le PETG, là j'ai adapté aux recommandations indiquées sur le filament et aussi à l'aide des infos du forum.1 point
-
1 point
-
k pour le moment j'ai étais pris par une folle envie d'imprimer tout et n'importe quoi pour le bateau j'ai imprimé les clés plates en même temps et pour le minion je l'ai fait avec le petit poney . J'aurais du faire un par un . Je vais faire les réglages du PID ce soir . Imprimer plusieurs choses en même temps c'est très bien. Ça permet au pièce de refroidir. Pour ton personnage, les deux cotés ont-il été imprimer sur le même axe ? Qu'es que tu entends par étalonné les 3 axes ? les tutos sont tes amis : https://smartcub3d.com/guide/tutoriel/Etalonner-votre-SmartCub3D Ce n'est pas obligatoire, sauf si on veux des pièces parfaitement aux 'côtes". J'ai pas touche les réglages . est-ce que les fichiers stl ont des paramétrage déjà enregistré de dans pour la tvv . Non, absolument pas. C'est juste un modèle 3D. C'est a toi de définir cela en fonction des modèles au moment d'imprimer. C'est quoi l'infill ? C'est le t% de remplissage de ton modèle. A LIRE ! Manuel en Français Slic3r (traduit par llegoff) → : https://github.com/llegoff/Slic3r-Manual-FR/raw/master/Slic3r-Manual-FR.pdf http://manual.slic3r.org/expert-mode/infill Comment peut t'on généré des supports. est-ce possible dans rajouter soi même avec repetier ? On les génères dans slic3r (le trancheur). Voir le manuel. http://manual.slic3r.org/expert-mode/support-material1 point
-
1) fais un ou plusieurs réglages PID si ne n'est pas déjà fait. Tu auras une meilleure régularité des couches. 2) étalonne ta machine sur les 3 axes Pour les sujets qui demandent de la qualité/précision, il faut baisser la température, baisser la vitesse, mettre la ventilation à 100% "TVV" -> température/vitesse/ventilation. Ce sont les 3 pivots de réglage principal. Pour le reste, à par l'infill (selon la pièce) et gérer les supports, il n'y a rien à toucher.1 point
-
@L'ami René Il s'agit bien de ton affichage, contraste ou autre, mais en jouant avec les contrastes, encore une fois je t'assure que ton texte apparaît bien. Je t'invite à regarder plus correctement ta propre image et tu verras bien qu'on à bien peu d'intérêt à te "mentir" là dessus... Et il s'agit bien de ta conf perso, les autres membres n'étant apparemment pas impacté par ce problème..
 1 point
1 point -
Que veux-tu faire, le mec ne fait preuve d'aucune bonne volonté / compréhension @rmlc460 il arrive qu'on veuille écrire dans la boite plus vite que le script ne se charge et parfois la boite disparaît... Mais avec un cache propre normalement le problème ne se produit plus trop.1 point
-
Jme suis pas amusé à changer les couleurs juste pour t'emmerder l'ami. On parle d'une conf par défaut d'un CMS (IPS) utilisé par des milliers de sites. De plus, sur les +10 000 membres du forum t'es le premier à te plaindre. Juste pour te prouver que j'aime bien quand tout fonctionne bien et que les utilisateurs sont contents j'ai testé ton compte sur une machine virtuelle Windows 10 toute neuve. Que ce soit avec Firefox, Chrome ou Internet Explorer tout s'affiche bien Donc à mon avis, le cul de sac tu t'es mis dedans tout seul1 point
-
@kefonhttps://www.facebook.com/groups/1199830216804817/files/ le fichier hex de la "première" version est dispo dans l'onglet fichiers .1 point
-
Le projet de ce youtuber devrait t'intéresser: https://www.youtube.com/watch?v=5b22kfBB4m4 Il a modifié une Hypercube (CoreXY).1 point
-
comme je le disais le schéma montre à la fois le branchement pour l'A6 (ou une A8 avec l'écran A6) et celui pour une A8 stock, donc c'est un peu confus si tu ne lis pas le texte.1 point
-
Non la réalisation, enfin le design de la pièce et tout.... c'est pas de moi ( @biostrike je crois bien bien ) Moi je pique.... et j'imprime ...enfin j'essaye ....sors ce qui sors1 point
-
C'est quand ta buse recommence un contour extérieur, selon le programme du trancheur ces départs de couche ne commencent pas au même endroit c'est pourquoi ça peut apparaître à différents endroits. Ensuite, quand ta buse fait des déplacements à vide pour se replacer pour une nouvelle couche, elle génère un surplus de matière un peu comme quand ta buse atteint sa température d'extrusion et qu'elle va bientôt commencer son impression. C'est ce qui génère ces gouttelettes, y'a moyen de le corriger. Voir lien ci-dessous (défaut 20) pour plus d'explications https://www.logre.eu/wiki/RepRap_printDoctor#D.C3.A9faut_n.C2.B020.2C_Gouttelettes_en_p.C3.A9riph.C3.A9rie1 point
-
En effet, j'ai tout de suite pensé à l'usure de la noix (A la noix ? ) et je suis justement entrain de démonter mon imprimante pour un énième tentative... Et merci à @Bzh pour la vidéo car je n'avais pas pensé à démonter le moteur pour le réaligner.. J'avais uniquement joué avec cette fameuse noix et le module qui maintient la vis en haut. C'est idiot de ma part quand j'y penses... Wait and see....1 point
-
@Jack Snow En fait, il y a un autre topic qui parle de çela.. Et pour la CR10 :1 point
-
Hello @Hervé-34 Si ta tête est symétrique par construction (apparemment tu as ski faut pour le faire).... Voici ma dernière bricole du jour, still in process. Fixer la tête avec un seul boulon, centré,pour permettre le basculement et le réglage aisé du parallélisme avec le plateau (j'étais pas si content que ça de mon montage précédent, ta question m'a remis le pied à l'étrier. J'en ai profité pour mettre de la pâte pour transfert thermique à chaque étage et changer encore deux ou trois trucs, dont le passage des fils : par l'avant et plus sous le portique, ils me faisaient perdre de la hauteur)
 1 point
1 point -
Bonjour, merci pour ces premières piste, je pensais au bouton reset , je vais voir ça rapidement . Boboo66 : ta solution parait théoriquement logique mais je crains que des débranchements partiels induisent d'autres erreurs ou mise en sécurité. YESSSSSSSSSSSSSSS je viens de faire un essais en débranchant de la carte la prise du bouton reset ça a marché !!! une impression de 14 minutes sans soucis !!! Auparavant j'avais testé le bouton lui même il avait l'air clean. je vais me lancer dans du plus long , si c'est celà Youpiiiiii , bien du tracas d'évité. Je vous tiens au courant . Hormis ce petit probléme en premiere impression cette imprimante me semble trés bien , le montage intégrale qui m'inquiétait s'est bien pass grace à une notice pas a pas trés bien détaillée, je connais mainteannt la bête dans ses moindres recoins . Merci encore , je vous tiens au courant1 point
-
Le processeur est bien un 2560. Ma carte est bien sur le COM1. Je l'ai réglé manuellement dans l'outil d'administration => gestion des périphériques. Je regarderai ce soir pour le logiciel Arduino. EDIT : effectivement, le problème venait de arduino. Maintenant l'imprimante s'alume correctement. j'ai juste du modifier les prise des nappes car les détrompeurs sont inversés. Merci pour votre aide1 point