Classement




Contenu populaire
Contenu avec la plus haute réputation dans 31/03/2018 Dans tous les contenus
-
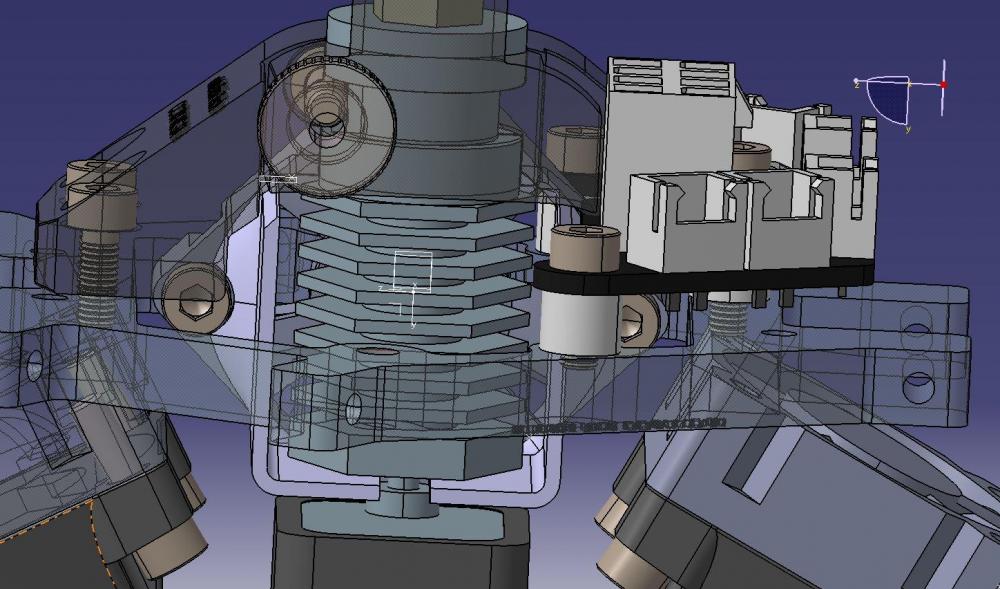
Voilà, j'ai fine la modélisation de la tête ! Avec passe câbles... Je l'ai appelé la tête "Easy'Touch" Merci a r2d2 pour ses tests et ses idées pertinentes !! Fichiers STL : TeteEasyTouch_V.1.0.Build.31.zip Notice de montage : Notice de montage _ Tête Easy'Touch.pdf1 point
-
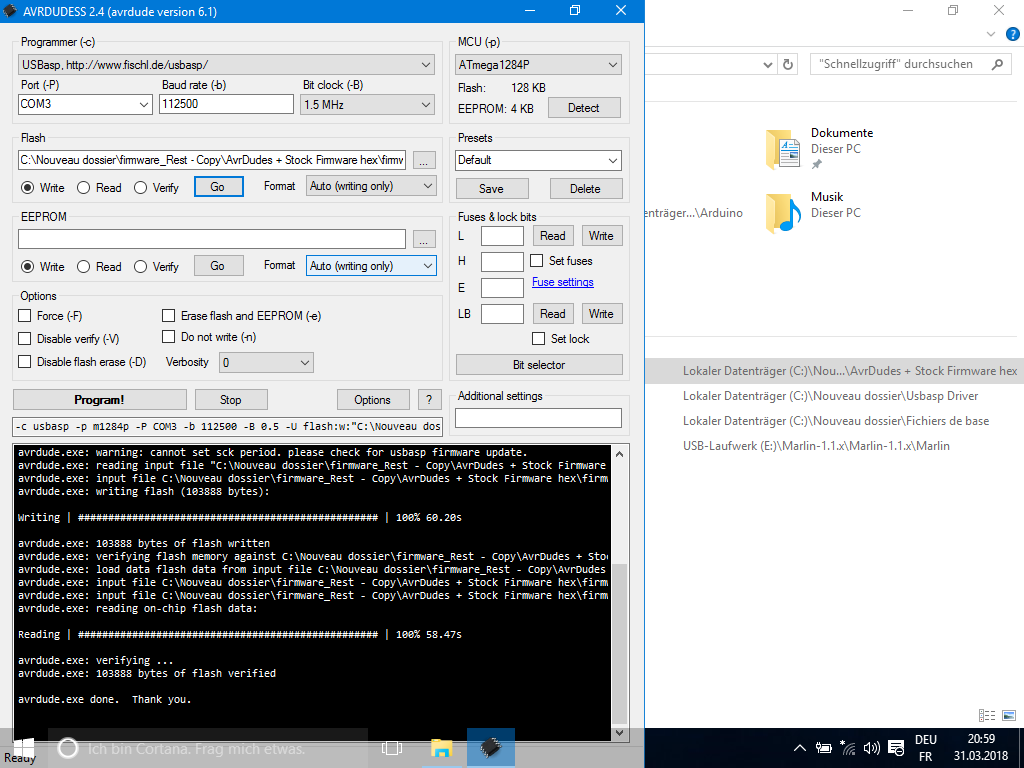
YESSSS C'est bon, je ai réussi avec "avrdudess" ! et un fichier en .hex maintenant, je vais essayer de televerser le Marlin avec le bltouch. . .
 1 point
1 point -
Merci a vous deux pour vos réponses rapide. @chikungunya je vais donc essayer de me faire tout rembourser en disant que rien ne se monte. @Z122 je vais donc garder mes anti-batckslash et commander tes tiges que tu indique. P.S.: mes liens sont-ils visible?1 point
-
ha ben voilà... fallait commencer par là1 point
-
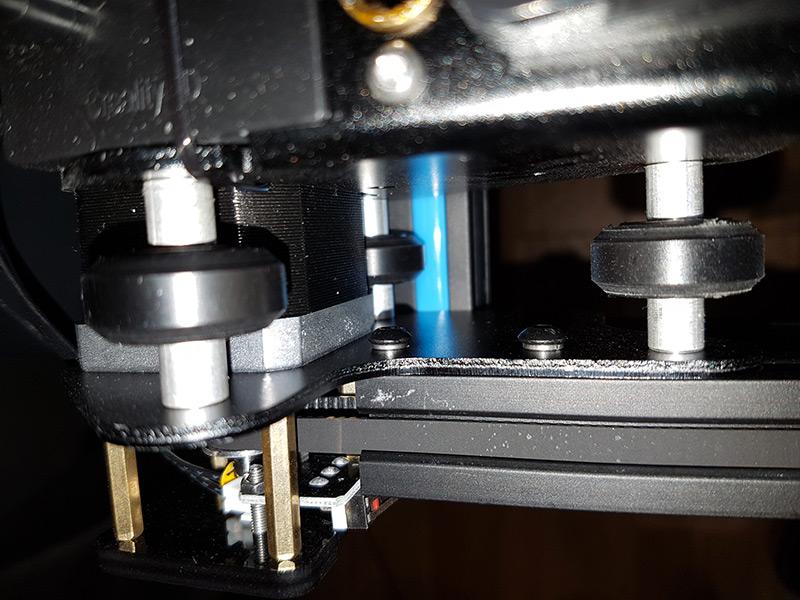
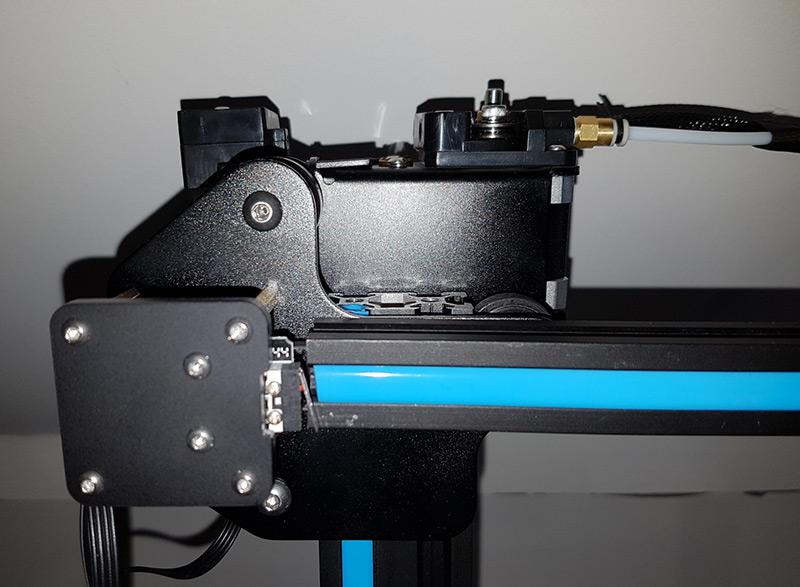
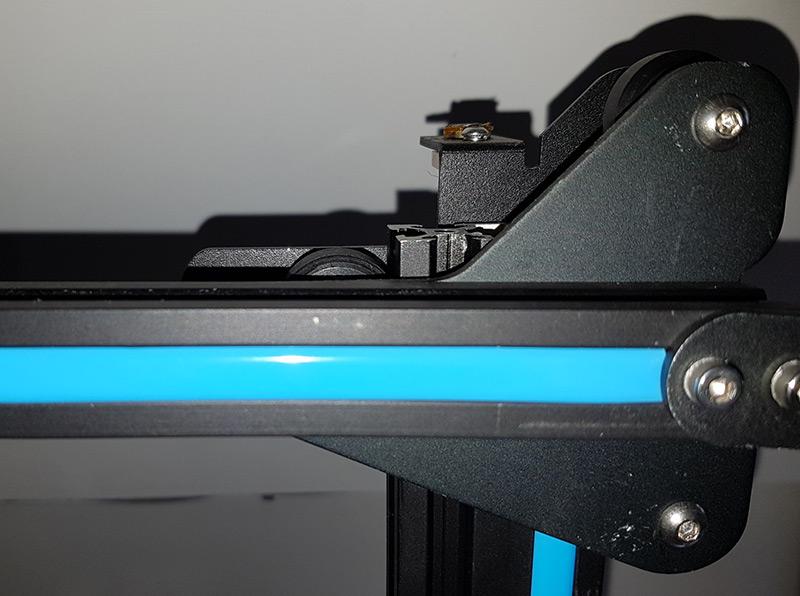
Salut, pour ma part, je n'ai pas procédé comme ça sur ma CR-10S. En fait le montage de cette barre est completement hyperstatique : l'equerre du coté gauche et ses 3 roulettes definit déjà l'angle de 90°, donc un reglage en touchant un des cotés force la barre à une forme en S, ça la met inutilement en contrainte... Donc j'ai demonté par le haut cette barre pour acceder aux 2 vis qui fixent l'equerre sur la barre coté gauche (et desserer les vis coté D mais elles sont accessible et ne necessiterait pas de demonter quoi que ce soit...) : Ci dessous le decalage qui apparaissait avant de regler entre les 2 cotés (barre alignée avec le profil à G, decalage de plus de 5mm à droite): Heureusement, les trous de passage des vis est assez large et on peut donc ajuster l'angle de 90° en jouant sur les jeux. Je ne sais pas si j'ai été clair. En fait je pense que tourner un axe permet de corriger un faible defaut (1 à 2 mm), et, pour moi, un reglage de l'angle des equerres (platines acier noires) est necessaire en cas de defaut plus important, pour ne pas mettre des contraintes et forcer inutilement sur 2 equerrages qui definissent toutes les 2 l'angle de 90° recherché... Après, on peut avoir une barre (et un plateau à regler après) qui soit bien perpendiculaire aux 2 montants verticaux. En esperant que ça puisse aider ceux dont l'imprimante est proche d'une CR-10S. A+ Marc
 1 point
1 point -
Y'a clairement de la sous-extrusion Y'a des trous partout !1 point
-
Bonjour à tous , Voici ma contributions Fils de chez neofil3D du M-ABS blue 1 er coucha a 240° puis 230° Lit à 90° Vitesse à 80 % Couche 0.14




 1 point
1 point -
Bon week-end à tous. J'ai déjà 2 lapins en stock et un oeuf en cours1 point
-
Ok je t'ajoute à la liste1 point
-
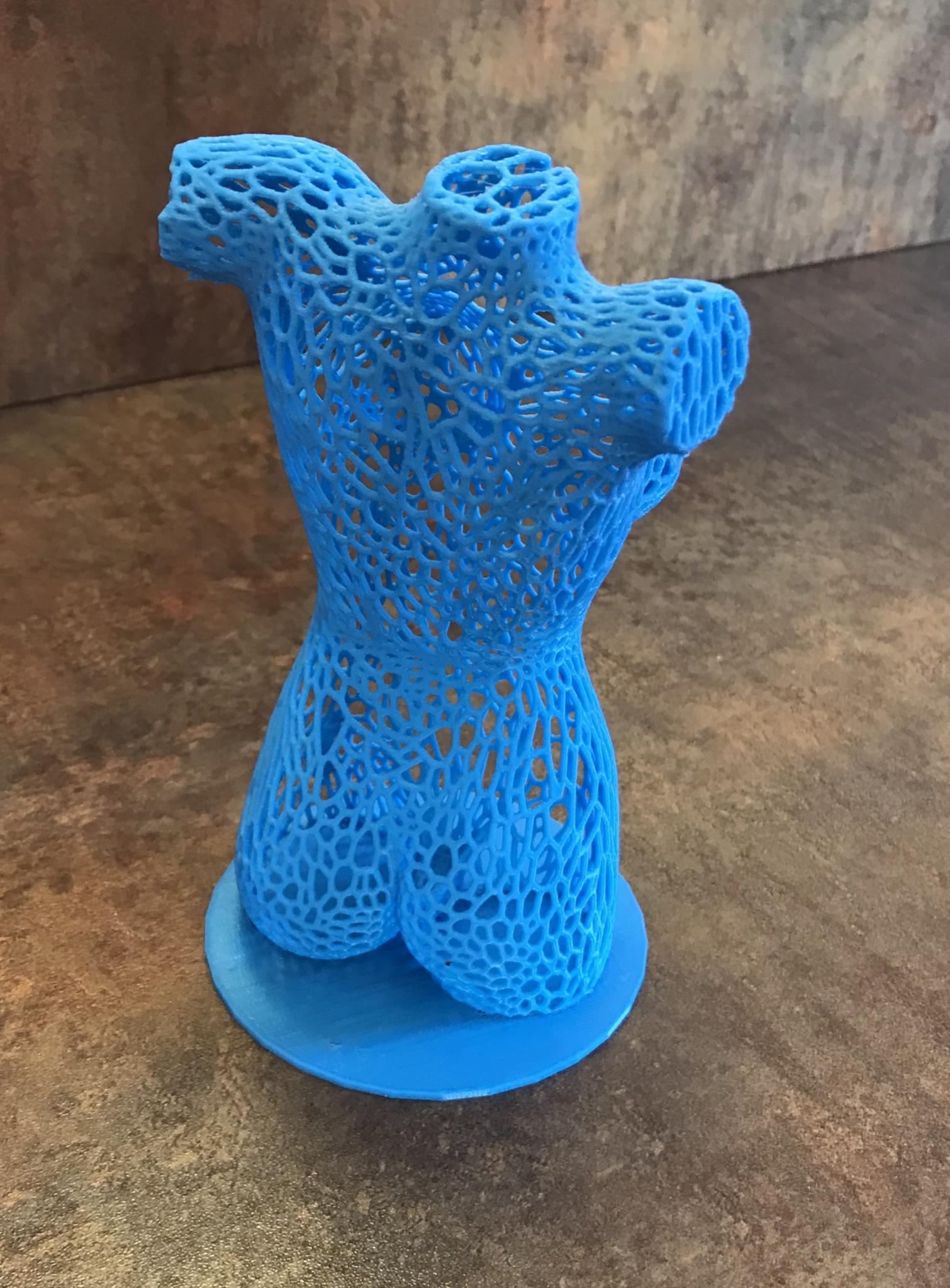
Bonjour, voici un petit print réalisé avec de l'optimus bleu pailletté, filament facile a imprimé et qui a un rendu magnifique surtout a la lumière.
 1 point
1 point -
Tu sais ce qu"'il te dit l'espécialiste ? Sinon effectivement 50°C pour chasser l'humidité ça me parait pas mal pour du PLA. J'irai pas au-dessus de 70°C à cause de la recristallisation qui risque de rendre le fil de plus en plus cassant (quand j'aurai le temps je vous ferai un topo sur les polymères thermoplastiques ). Un autre moyen serait de mettre dans un sac sous vide prévu pour les vêtements (le vide d'un aspirateur suffit) avec un sachet de silicagel dedans. Il faut du silicagel frais (donc "bleu" s'il y a un indicateur de saturation). S'il est "vieux" (donc "rose" s'il y a un indicateur de saturation) , il ne pompe plus de flotte. Dans ce dernier cas, pour le réactiver, il faut le chauffer à 120-130 °C (*) suffisamment longtemps . Utilisez un four, pas un micro-onde. Il faut après séchage conserver les sachets de silicagel dans un récipient fermé (un bocal à confiture c'est parfait). Cette méthode sous-vide avec silicagel me semble préférable au chauffage car toute élévation de température d'un polymère peut se traduire par une modification de ses caractéristiques qui ira de insignifiante à... catastrophique. Ca c'est de la précision CNRS ! . Philippe (*) attention à la nature du sachet lui-même qui doit évidemment supporter cette température!1 point
-
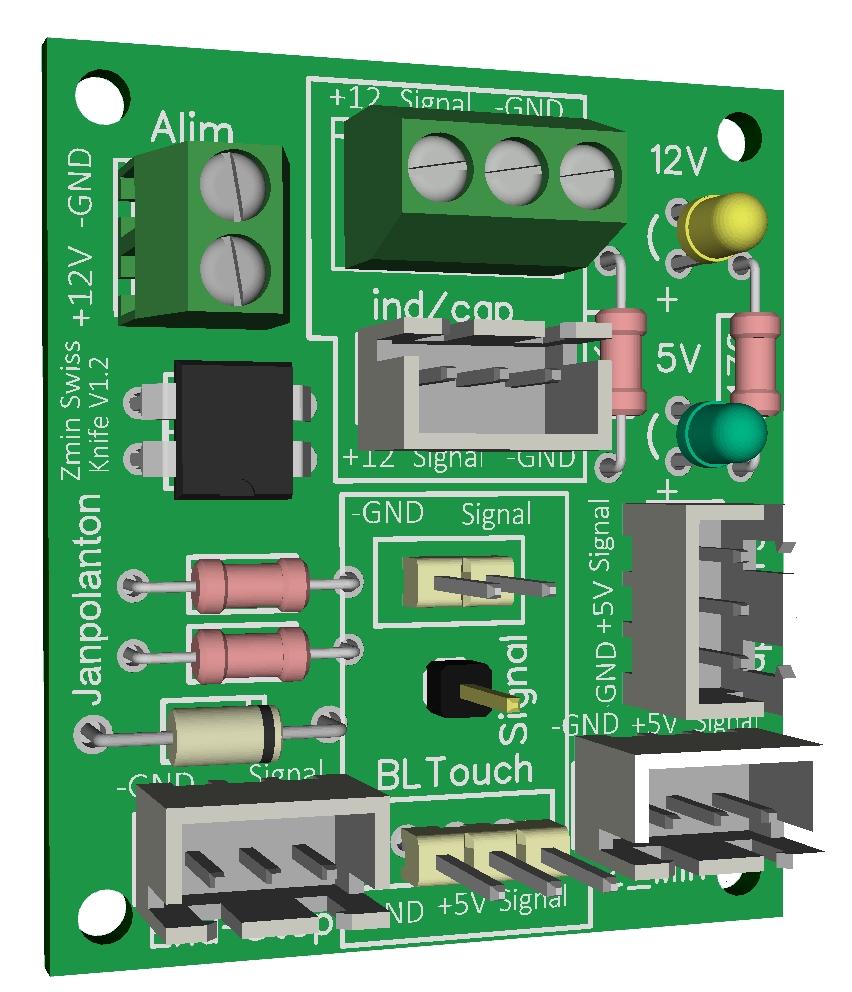
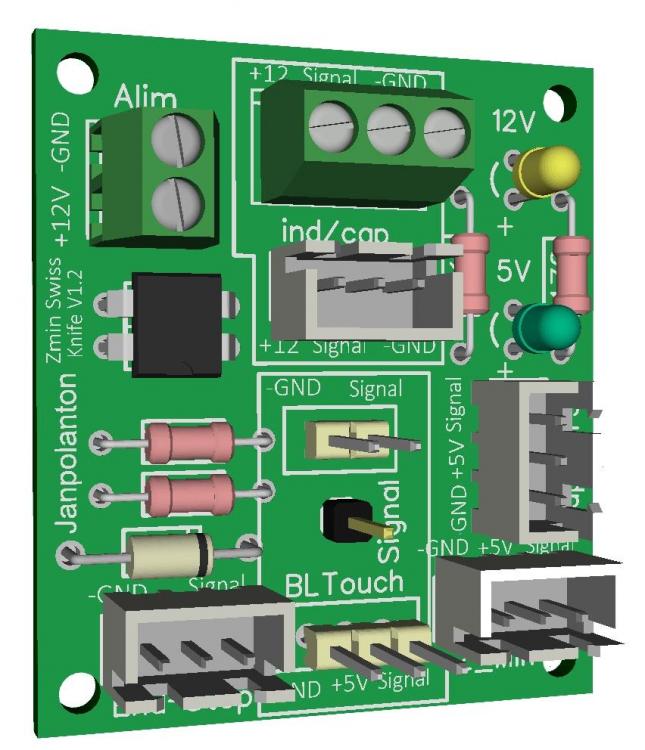
Salut, On va essayer d'être le plus polyvalent possible. Je vais faire le devis aujourd'hui du tirage d'une vingtaine de circuits (j'en ai 7 en précommande pour le moment) A suivre... Vue 3D de la dernière version du PCB (dimensions 37x42) @Tircown Merci pour le nom de baptême....
 1 point
1 point -
Chez moi, j'ai mis ça: G91 ; position relative G1 F1800 E-3 ; evite que ça bave G1 F3000 Z10 ; leve la tete G90 ; position absolue G1 X0 Y280 ; tete à gauche et plateau devant M106 S0 ; extinction ventilo tete M104 S0 ; extinction extruder M140 S0 ; extinction lit M84 ; liberation steppers ; tsoin tsoin M300 S300 P500 M300 S500 P500 M300 S300 P500 M300 S500 P500 Je m'assure de repasser en absolu avant de donner les instructions. Parce que quand on tombe sur un STL exotique, c'est plus safe et ça ne coute rien.1 point
-
Bonsoir tipiak00, oui c'est bien la bonne ligne pour avoir ton plateau devant, perso je mettrai 170 pour évité de trop allée a fond. Voici mon gcode de fin sur cr10 course total 300 je met 290 G91 ; use relative coordinates G1 f1800 E-3 ; retract filament by 3mm G1 Z3 F5000 ; lift nozzle by 3mm G90 ; use absolute coordinates M104 S0 ; turn off extruder M140 S0 ; turn off bed G28 X0 ; home X axis G1 Y290 ; move Y axis to end position <-------------- M84 ; disable motors M106 S0 ; turn off fan1 point
-
Pour ma part, je viens de craquer pour une CR-10S sur AliE....., 399€ FDP inclus expédié depuis un dépot allemand (et donc pas de douane normalement). Il s'agit de ma 1ere imprimante 3D (merci à @Heliox pour la review qui m'a fait craquer), et a dans une semaine pour le retour d'expérience1 point
-
Bonjour, Je tiens de suite à préciser que je n'ai jamais imprimé de ABS mais toutes les lectures que j'ai faites (et il y en a énormément car j'adore lire et me documenter) me semblent indiquer qu'avec ce plastique il ne faut pas de ventilation sur le filament (il en faut bien évidemment une sur le corps de chauffe pour éviter le bouchage de la buse). Je n'ai pas de lien à t'indiquer mais un moteur de recherche (il en existe une foultitude dont certains plus respectueux de la vie privée que celui que la majorité des internautes utilisent) devrait t'apporter des éclaircissements. Voilà c'était mes deux cents, sur ce bonne journée. Va par exemple consulter les posts de @nicolas65 qui fait partie des "vieux routiers" du forum Creality.1 point
-
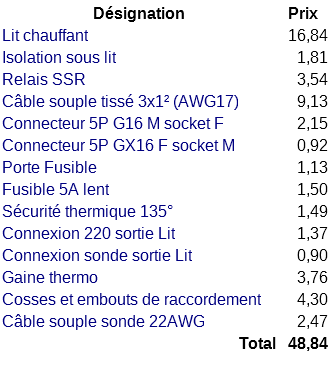
Comme mes connecteurs tardent à arriver, en attendant, voici un listing chiffré de ce qu'il faut pour passer le lit en 220: Vous pouvez cliquer sur l'image pour télécharger le tableur (sous Libre Office, format .ods) et ainsi avoir accès aux liens. Et hop, du coup, j'ai passé hier la commande pour une alim en seulement 15A, histoire de gagner de la place. Mais comme ce n'est pas obligatoire, je ne l'ai pas intégrée dans le coût de l'ensemble (16€).
 1 point
1 point -
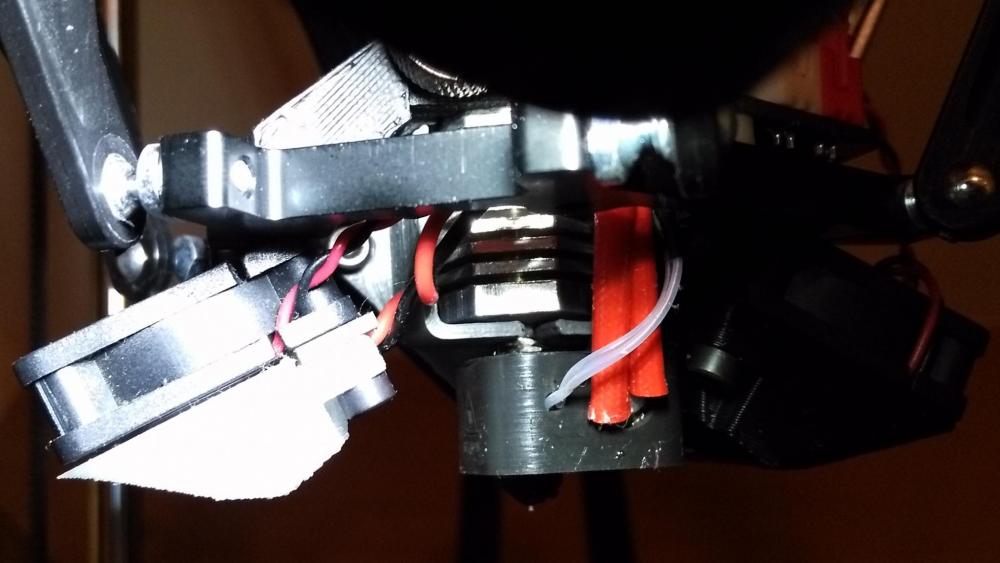
L'impression s’arrêtait au bout de 5 min, depuis que j'ai rajouté le remake du fanduct, la montée en température est rapide et stable.ABS et PLA sont maintenant imprimable, l'air froid ne souffle plus sur le corps chauffantune petite vis de PC pour tenir sur le fan https://www.thingiverse.com/thing:2756254 Depuis 40 h d'impression sans échec.

 1 point
1 point -
Note : Ces infos (à vérifier) sont UNIQUEMENT le résultat de mes recherches sur le net et de sa rédaction, à l'heure où je l'écris, (sur mon temps libre). Pas de language trop technique ni trop de détail, le but est de voir les "bases". A "fignoler" suivant mes erreurs, vos remarques ou l'évolution. Merci de votre compréhension. LES TYPES DE FILAMENTS 3D : (pour système de dépôt) Il existe plusieurs types de filaments pour ces machines (FDM), des "classiques" (PLA, ABS), et d autres plus récents, voir très spécifique (conductif, ...). Chaque type a des propriétés propres, et celles-ci peuvent même variées suivant la marque ou la version. Sans oublier la machine, son équipement, ses réglages, la programmation, le type derrière aux commandes, avec son expérience... Et des fois, aussi peut-être un peu : La chance ! ^^ Je parlerais donc ici de "généralités", car vous l'avez compris, il y a des variables... Liste (dans l'ordre) des "Types" de filaments décrits ici : - PLA. - ABS. - De nettoyage. - Soluble/Support. - Bois. - Pierre. - Métal. - Flexible. - Carbone. - Nylon. - Polypropylène. - PETG. - ASA. - Polycarbonate. - Conductif. - Hautes-Températures. - Poreux. - Technique : - Plexiglas. - Modlay. - PLA Radio-Opaque. ------------------------------------------------------------------------------------------------- Les "Classiques" PLA : Issu du recyclage ou d'amidon de maïs. Le "Must" pour débuter ou tester sa machine. Température d'impression entre 180° et 220°C. + Naturel (non-toxique et biodégradable). + Sans "mauvaise" odeur lors de l'impression. + Facile et simple à utiliser pour de "bons" résultats. + Ne nécessite pas de plateau chauffant. + Facile à "finir" (post-traitement). + Faible cout. - Attention aux chaleurs (ramolli vers les 50°c). - Sensible à l'humidité (conserver au sec). - Faible résistance. ABS : Le "plastique" par excellence on le connait partout... Nécessite un plateau chauffant, un certain "contrôle" et connaissance de votre machine. Température d'impression entre 220° et 260°C. Attention aux émanations, toxique. + Plutôt facile d'utilisation pour de "bons" résultats. + Résistant. + Tolérant des écarts de temp (-20° à 80°C). + Moins sensible à l'humidité. + Facile à "finir" (post-traitement). + Faible cout. - Plastique Non-Bio, issu du pétrole...(Toxique lorsque chauffé et non Biodégradable). - Attention aux émanations. - Nécessite un plateau chauffant. - Bien contrôler la température de la buse et du plateau (succes de l'impression). ------------------------------------------------------------------------------------------------- "De nettoyage" : Afin de purger votre buse, en cas de changement de type de filament, ou pour l'entretien. Large fourchette de température (160° à 280°C) permettant de bien nettoyer après l'usage de différents filaments. 10-15 centimètres suffisent, on fait chauffer au besoin la buse, et on pousse à la main. Soluble/Support : Soluble : Le PVA et le HIPS, ils servent principalement de supports lors des impressions, pour les pièces complexes ou les parties suspendues. Le PVA se dissout dans l'eau chaude, le HIPS dans un solvant à base de citron. Le PVA servant de support pour le PLA, et le HIPS pour l'ABS, leurs utilisation nécessite un système à double extrusion. Le besoin d un plateau chauffant ainsi que la température d impression est du coup équivalente au filament avec lequel ils sont censé "quo-habiter"... Support : Différents filaments de marques différentes, qui comme le nom l'indique, servent de support... lol En général des alternatives aux solubles, ou adaptés à s'allier avec d'autres filaments que le PLA et l'ABS, dont un à base de PETG, tolérant aux températures, qui s'associe avec le Nylon. Quelque soit votre choix, soluble ou pas : Bien se renseigner auprès du fabriquant et autres utilisateurs. ------------------------------------------------------------------------------------------------- Bois : Généralement un composite à base de PLA et de poudre de bois (de 20 à 40%). Nécessite une certaine connaissance de votre machine et de l'impression 3d en général Température d'impression entre 180° et 240°C. + Plusieurs types de bois (Liège, ébène, ...). + Odeur et aspect bois bien rendu. + Possibilité de varier la température d'extrusion pour avoir des nervures clair ou foncé. (donnant un aspect plus réaliste). + Facile à "finir" (post-traitement). - Attendre le refroidissement avant manipulation (risque de déformation). - Filament composé de particules, faire attention à la hauteur de couche (150µ mini) - Faible résistance. Pierre : Généralement un composite à base de PLA et de poudre de pierre (de 25 à 40%). Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Température d'impression entre 180° et 240°C. + Plusieurs types de pierre (Granite, béton, ...). + Aspect pierre bien rendu. + Facile à "finir" (post-traitement). + Possibilité d'augmenter le taux de remplissage pour augmenter le poids. (donnant un aspect plus réaliste). - Attendre le refroidissement avant manipulation (risque de déformation). - Filament composé de particules, faire attention à la hauteur de couche (150µ mini) - Faible résistance. Métal : Généralement un composite à base de PLA et de poudre de métal (jusqu a 80%). Nécessite une certaine connaissance de votre machine et de l'impression 3d en général. Chargé en métaux, certains de ces filaments demanderont une buse plus robuste (du à la friction), et même parfois plus large. Sinon-> Usure prématuré. Température d'impression variable suivant métaux. Certaines spécificités lié aux types de métaux.(Conducteur, magnétique, ...) Bien se renseigner auprès du fabriquant et autres utilisateurs. + Grande variété des types de Métaux (Acier inoxydable, cuivre, ...). + Aspect Métallique bien rendu et différents effets possible en post traitement. + Possibilités de finition (brossage, polissage, ...). + Possibilité d augmenter le taux de remplissage pour augmenter le poids. (donnant un aspect plus réaliste). - Peut être fragile suivant filament choisi. - Filament composé de particules, faire attention à la hauteur de couche (150µ mini) - Usure de la buse, nécessite une buse plus résistante pour durer. - Finition obligatoire pour un rendu réaliste. ------------------------------------------------------------------------------------------------- Flexible : Généralement à base d’Élastomère, donc en parti "élastique". (jusqu a + de 700%, ou - avant de pouvoir reprendre sa forme original, suivant Filaments !!!) Nécessite expérience, connaissance de votre machine et de l impression 3d en général. Nécessite généralement un certain type d extrudeur et une vitesse d impression réduite. Température d'impression entre 180° et 250°C suivant filaments. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Grande variété des types de Filaments Flexible (Super Elastique, ok au contact alimentaire, ...). + Grande élasticité avant de reprendre sa forme !!! + Grande résistance à : la chaleur, l eau, l abrasion, au chocs (comparé à l'ABS et PLA). + Ne nécessite pas forcément de plateau chauffant. - Bien paramétrer l'impression et sa machine. - Nécessite généralement un système particulier d extrudeur et une vitesse d impression réduite. (suivant filament...) - Bien paramétrer l impression. - chez certains filaments : Usure de la buse, nécessite une buse plus résistante pour durer.- Finition "pas évidente". CARBONE : Un mélange qui varie (ABS, PLA, ou autres suivant modèle et fabriquant), mais qui peut contenir jusqu'à 20% de Carbone ! Léger est très résistant une fois imprimé, idéal pour le modélisme, paramédical, ... Nécessite un plateau chauffant, un certain "contrôle" et connaissance de votre machine. Chargé en Carbone, la plupart de ces filaments demanderont une buse plus robuste (du à la friction). Sinon-> Usure rapide et prématuré. Température d'impression entre 230° et 270°C suivant filaments. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Léger. + Très résistant aux chocs, friction, mécanique. + Pas si difficile à imprimer si bien équipé. + Post traitement possible, mais rendu mat en général. - Nécessite un plateau chauffant et température élevé d extrusion. - Grande usure de la buse, nécessite une buse plus résistante pour durer. (Suivant taux de Carbone). - Coût élevé. ------------------------------------------------------------------------------------------------- NYLON : Base type Polyamide, très présent dans l industrie du textile entre autre. Résistant, relativement souple, il est durable. Idéal pour les mécanismes ! Crains l'humidité (en général) et est hautement inflammable ! Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Plateau chauffant pas obligatoire suivant filaments. Température d'impression entre 220° et 260°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Résistant. + Durable. + Souple. + Plateau chauffant pas forcément obligatoire. + Post traitement possible (Mais résiste à l Acétone). - Sensible à l humidité (suivant filaments). - Hautement inflammable. - Coût et manque de fabricants. - Température élevé d'extrusion (suivant filaments). POLYPROPYLENE : Très utilisé dans le secteur auto et pour des tenues de protection jetable. Faible densité, bonne résistance aux chocs, aux torsions, et bonne tolérance aux agents chimiques. Il constitue une bonne alternative au Nylon. Si moins sensible à l'humidité, il l'est plus aux UV. Apparemment plus simple à utiliser pour un "bon" rendu et des propriétés proches. Nécessite une certaine connaissance de votre machine et de l'impression 3d en général. Plateau chauffant obligatoire. Température d'impression à 220°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Résistant. + Durable. + Souple. + Léger. + Post traitement possible. + Plus tolérant que le Nylon à l humidité. + plus simple d utilisation que le nylon. - Sensible aux UV. - Plateau chauffant obligatoire. - Coût et manque de fabricants. ------------------------------------------------------------------------------------------------- PETG : Base type Polyester très utilisé notamment dans l'alimentaire. Résistant, à la base translucide, on le trouve aussi en version plus opaque. Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Plateau chauffant pas obligatoire suivant filaments. Température d'impression entre 195° et 260°C suivant filaments. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Compatible contact alimentaire. + Léger. + Laisse passé la lumière jusqu’à 90% suivant filaments et type d impression. + Résistant à la chaleur, et robuste. + Peut être étanche si augmentation des couches extérieurs. + Plateau chauffant pas forcément obligatoire. + Post traitement possible. - Nécessite une certaine technicité suivant les impressions. ASA : Alternative de l ABS et son cousin, très utilisé dans l automobile ou en extérieur. D'aspect brillant. Permet une utilisation sur le long terme en exterieur, très résistant (uv, chimiques, thermique) il ne se décolore pas au soleil ! Grande qualité et bon "comportement" de l'impression, permet de grandes pièces. Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Plateau chauffant obligatoire. Température d'impression entre 230° et 255°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Très résistant (UV, chaleur, intempéries, certains agents chimiques et huiles). + Durable dans le temps. + Qualité d'impressions. (permet de grandes pièces bien régulières) + Aspect brillant. + Pas compliqué à utiliser. + Post traitement possible. - Coût un peu plus élevé et manque de fabricant. - Plateau chauffant obligatoire. - Température élevé d'extrusion. POLYCARBONATE : Base de polymère très répandu dans l industrie (CD, casque moto et des CRS, lentilles, ...). A la base translucide, on le trouve aussi en version plus opaque. Très résistant à la température (100° à 120°C et reste encore tranquille), mais aussi très résistant aux chocs ! Attention toutefois, ses qualités peuvent aussi être un problème pour une "bonne" impression, Nécessite grande expérience, connaissance de votre machine et de l'impression 3d en général. Température d impression minimal de 260°C, plateau chauffant à 80°/90°C mini aussi ! La "Box" semble aider pour maintenir un bonne température de l ensemble. Émanation toxique, prudence et ventilation après impression. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Très résistant aux hautes températures. + Très grande résistance aux chocs. + Post traitement possible. - Sensible aux UV, l'humidité, l'Acétone... - Plateau chauffant obligatoire pouvant atteindre minimum 80°C (120°c pour certains filaments). - Température très élevé d'extrusion (260°C minimum). - Bien maitriser l'accroche entre plateau et la pièce imprimé. - Bien paramétrer l'impression et sa machine. - "Box" recommandé. - Réservé aux "Experts" du aux nombreuses contraintes pour avoir un "bon" rendu. ------------------------------------------------------------------------------------------------- Conductif : Bien que certains filament soit conducteurs, il n'y sont pas spécialement "dédiés". A ce jour, seulement 2 le sont sur le marché, un à base de PLA et l autre à base d ABS. Permet comme son nom l indique, d imprimer un circuit, juste une portion laissant passer le courant, ou servir de décharge d’électricité statique (interférences). Bref, intégrer de l’électronique dans nos impressions... Attention, pour l'instant on se limite aux basses tensions seulement ! Respecter les limites des résistances possibles (fabricants, et une bonne vidéo/test sur Youtube) Nécessite une certaine expérience, connaissance de votre machine et de l'impression 3d en général. Plateau chauffant pas obligatoire suivant filaments. Température d'impression entre 215° et 230°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Capacité intéressante ! + Ne nécessite pas forcément de plateau chauffant. - limité en résistance (pour l instant...) - Bien maitriser l'accroche entre la pièce "support" et l'impression en "conductif". - Un minimum de calcul et connaissance en électronique sont demandés. - Contenant du carbone noir, risque d'abrasion de la buse. (même si c'est vrai qu'on va pas imprimer des km en "conductif"...). Hautes-Températures : La plupart du temps des bases de filament + ou - résistantes aux températures élevées, modifiées, ou/et renforcées à d'autres composants (HD-PLA, ABS-ARAMIDE, COPOLYESTER, ...). Certains sont très spécifiques et ont des capacités singulières (Ignifugé, ...). Ceux à base PLA, une fois imprimé, doivent subir un passage au four/étuve à 80°C et "cristalliser", ce qui permettra à votre pièce d'être aussi résistante mécaniquement que l'ABS, et supporter jusqu’à 120°c. Tout les autres filaments (dans cette catégorie) n'ont pas "subir" de traitement particulier. Ceux à base PLA mis à part ; Attention toutefois, ses qualités peuvent aussi être un problème pour une "bonne" impression, leurs tolérances nécessite une impression à haute températures. Une "Box" peut, être un avantage pour certains de ces filaments. Nécessite grande expérience, connaissance de votre machine et de l'impression 3d en général. De plus le coût de certains peut... "Calmer direct" lol Quelque soit votre choix : Bien se renseigner auprès du fabriquant et autres utilisateurs. Poreux : Ils contiennent TOUS une base polymère ET du PVA (qui se dissout dans l'eau). Utilisés dans les sciences biologiques, chimiques, ... et même la robotique. Ils ont donc tous une capacité assez "élastique", et change une fois laissé sous l'eau, la durée peut varier suivant l'effet voulu. La différence entre eux semble être l aspect (feutré, gélatineux, ...), ainsi que certaines propriétés (+ ou - dur, ...). Nécessite une certaine expérience, connaissance de votre machine et de l'impression 3d en général. Un plateau chauffant n'est pas forcément obligatoire suivant le filament. Température d'impression entre 220° et 240°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. "Technique" : Dernier "type" de filament de cette liste, j'aurai plutôt envie de dire : "C'est ici que l'aventure commence réellement !!!". Explication... On est à un point où beaucoup "d'acteurs" très différents arrive dans le monde de l'impression 3D. Du coup, beaucoup de matériaux encore non-utilisés sont à venir avec des capacités étonnantes ! On en à déjà vu quelques-un, en voici d'autres, et bien plus sont à venir... Comme d'habitude... Quelque soit votre choix : Bien se renseigner auprès du fabriquant et autres utilisateurs. PLEXIGLAS : Permet d'obtenir des pièces translucides en imprimant à faible vitesse, est semi-rigide, et convient à un usage extérieur (Bonne résistance à la lumière et UV). MODLAY : Se liquéfie à environ 270°C !!! Permet une fidèle modélisation de votre pièce imprimé afin de pouvoir vous en servir à la production de moules (système moulage à la cire perdue). 1) On imprime la pièce. 2) On fait notre moule sur la pièce (plâtre par exemple). 3) On fait chauffer à + de 270°C au four (trou en bas avec de quoi récupérer TOUT le liquide tombé). 4) T'as ton moule !! PLA RADIO-OPAQUE : A base de PLA et Minéraux, sans plomb ni matière toxique. Ce filament est opaque aux rayons X !! Pas (encore) certifié pour un usage médical, alimentaire, dentaire. Nécessite des ajustements de couches, remplissage, ... Pour avoir le "blindage" voulu. ------------------------------------------------------------------------------------------------- Merci à vous d'avoir lu ce "Résumé" sur les types de filaments pour imprimante FDM. Merci aussi de tenir compte de la Note au début de ce post, désolé pour les fautes, doit y en avoir... J’espère que cela vous à plu. Je sais que j vais "radoter" mais... Comme d'habitude... Quelque soit votre choix : BIEN SE RENSEIGNER AUPRÈS DU FABRICANT ET DES AUTRES UTILISATEURS !!! Bonnes impressions à tous et à toute, Tchao ! (vais m faire un café, j suis ko... ^^)1 point
-
Tu as commandé ce qu’il faut mais les écrous antibacklash c’est de la vraie cochonnerie même si c’est indispensable avec des trapézoïdales. Dans ton problème c’est eux les fautifs car quand tu cherches à les emboîter pour ensuite visser, le pas de vis n’est pas raccord. Il m’a fallu 4 paires d’antibacklash pour avoir deux paires correctes qui s’assemblent comme il faut sur la trapézoïdale T8 au pas de 2 mm comme tu as commandé...0 points