Classement



.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)
Contenu populaire
Contenu avec la plus haute réputation dans 20/10/2018 Dans tous les contenus
-
Print de 7h avec la bascule ... 0 tour de purge, 1 ligne de g-code à supprimer dans le G-code produit par cura 3.5. Aucun nettoyage Juste pour rappeler le post original : https://www.lesimprimantes3d.fr/forum/topic/16578-double-extrusion-smoothie-mks-sbase/ Afin de ne pas "polluer" ce post, je partagerai les infos là bas. Je me permettrai de linker vers cette section car le travail de @JL3D46 et de @yopla31 semblent prometteurs.
 3 points
3 points -
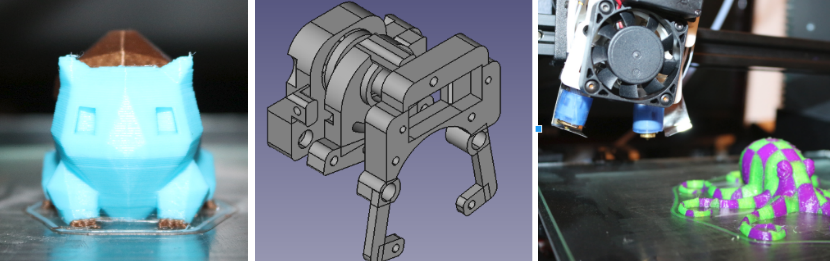
Hello tous ! Lors des premiers messages, je présentais les différents types de hotend dédiées pour le dual, chacun ayant ses avantages et inconvénients. Il est donc devenu évident qu'une évolution était nécessaire : une double tête montée sur un système de bascule. En images ... ... et les fichiers : bascule.zip Je détaillerai la "liste de courses" nécessaire à son fonctionnement ainsi que la stratégie mise en place pour le pilotage de la bascule sous smoothie. Il y a encore du travail à accomplir mais je pense que c'est une bonne base à adapter sur nos imprimantes "grand public". D'autres solutions sont à l'étude : https://www.lesimprimantes3d.fr/forum/topic/17502-double-extrusion-à-bascule-coté-mécanique/ La tête rotative, me semble plus que prometteuse ! A suivre.
 2 points
2 points -
il y a toujours eu une limitation si maillage trop important. genre 300 000 triangles c est la limite . sinon il marche sans problemes a part pour les professionnels comme toi qui abusent du service
 2 points
2 points -
Hi hi hi! Décontrasté! (Garcimore)2 points
-
A l’occasion de la fête des citrouilles notre partenaire Filimprimante3D vous propose de gagner 3kg de PLA Dailyfil aux couleurs d’Halloween ! https://www.lesimprimantes3d.fr/concours-halloween-gagner-filaments-dailyfil-20181018/1 point
-
Bon je viens de terminer de refaire tout le câblage de la bête. J'en pouvais plus de ces gaines rigides et de l'orga des câbles. Donc je rajoute : - Gaine filet en nylon 8mm - Gaine filet en nylon 10mm On y voit beaucoup plus clair, meilleur repérage et arrivées des câbles, moins de volume/encombrement, moins de frottements etc... C'est pas super drôle à faire, mais qu'est-ce que ça fait du bien1 point
-
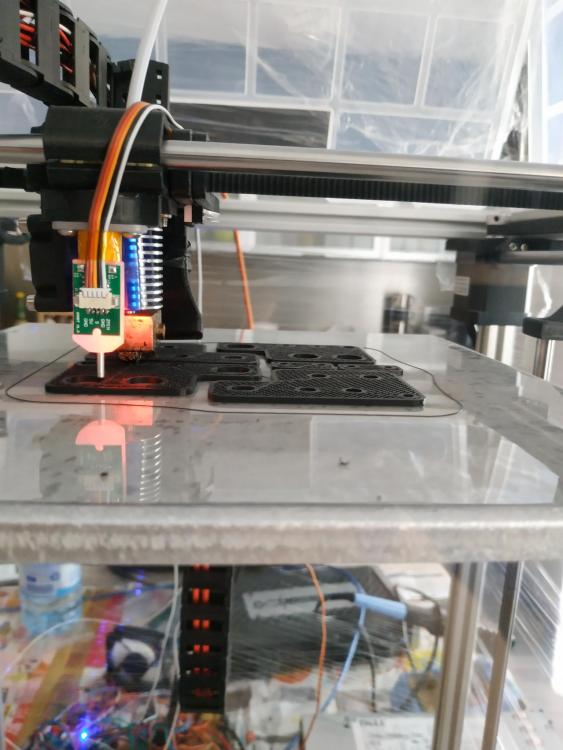
Bonjour à tous ! Ça fait très longtemps que je ne vous ai pas donné de nouvelles ! Bientôt 1 an ! A vrai dire, je l'avais mise de coté...Elle a donc pris la poussière La première raison qui m'a lassé de cette imprimante, était le fait de devoir régler le plateau à chaque utilisation, et de recommencer 3 à 5 fois avant d'avoir une première couche correct. En effet les moteurs en Z bougeaient de 0.5mm lorsque l'imprimante était hors tension à cause d'une contrainte créé par le plateau/ressorts entre les deux supports. Du coup, j'ai installé le BLTouch chinois qui trainait dans mes accessoires et j'ai activé la fonction pour cartographier la hauteur du plateau : //#define AUTO_BED_LEVELING_BILINEAR" Après pas mal de temps à s'informer sur la configuration du BLTouch et de la fonction "//#define AUTO_BED_LEVELING_BILINEAR", j'ai réussi à avoir le sourire à chaque début de print. C'est tout simplement magique! le BLTouch palpe le plateau en différent point et les moteurs font le reste du boulot, il n'y a pas d'effet d'escalier ou autre, la première couche est "Parfaite". Souvent critiqué, les BLTouch chinois ont mauvaises presse, voici un test de répétabilité sur mon imprimante : Mean: 0.198750 Min: 0.177 Max: 0.210 Range: 0.032 Standard Deviation: 0.010262 Pour 12€ c'est super ! Qui a besoin d'une précision supérieure à 0.03mm ? En vous rappelant qu'un cheveu à une épaisseur de 0.1mm Comme annoncé il y a un an, je devais imprimer un nouveau chariot X et de nouvelles pièces X et Y afin d'accueillir mes roulements Misumi. Mais je viens aussi de rajouter à la liste deux renvoi de courroie qui ont mal vieillies. Comme je suis un grand Fan de l'ABS pour les pièces solides et résistantes à la chaleur, j'ai donc bricolé un caisson de fortune sur ma Voron le temps d'imprimer tout ça ! Le tout à base de Film étirable et de couvercle de boites

 1 point
1 point -
a quoi ca sert que ducros se decarcasse...... https://www.cdiscount.com/informatique/imprimantes-multifonction-fax/ezt-bureau-diy-imprimente-3d-kit-grande-taille-d-i/f-1071157-auc7786629863747.html?idOffre=248261539#pres1 point
-
put... tu m'as éclaté avec cette image....1 point
-
Je viens d'essayer de mon côté j'arrive à importer des choses facilement1 point
-
Non, c'est typique, le serrage de la vis dépend du type de filament utilisé. Edit: @papa50 mon titan aero est de nouveau en service, j'ai du changer une vis au passage.et il faut que je réimprime le support du bl-touch.1 point
-
J'ai acheté une petite broche chinoise de 400 ou 500 w en brushless sur ma machine. J'avais une dremel a la base, la qualité d'usinage est largement au dessus. J'ai mis des fraises de 6mm sur la pince er11 sans soucis avec des passes raisonnables ça passe sans problème. Mes axes sont en nema 17 sur vis à billes. Sauf le z qui est en vis trapezoidale simple. Le tout est piloté par arduino et cnc shield. À la base c'est une open maker plus en taille a3 plus. Les axes sont guidés par des roulements en v qui glissent sur des tiges fixées sur le profilé alu en haut et en bas. C'est plutôt malin. Mais le système de rail est meilleur je pense.1 point
-
Bienvenue chez les imprimeurs fous !1 point
-
depuis plusieurs années ( dès le début en fait) , nous avons sélectionné SHAPEWAYS pour l'impression des modèles que nous dessinons. Il est vrai que leur site n'est pas en français, mais finalement ce n'est pas bien grave avec les aides à la traduction en ligne. De plus, c'est un peu toujours le même vocabulaire qui est utilisé. La palette de leurs services est très complète pour un coût global raisonnable : le prix (était ?) équivalent aux autres. Petit bémol, ils viennent de revoir leur structure de calculs de coûts. Nous n'en avons pas encore analysé l'impact car il ne sera d'application pour les anciens clients qu'à partir de 2019. le large choix des matériaux, avec un explicatif détaillé et très complet sur chacun d'eux : caractéristiques, contraintes de dessin, ... le service : on upload un fichier 3D et SHAPEWAYS en analyse automatiquement immédiatement la faisabilité et le coût d'impression . Les éventuels soucis peuvent être visualisés sur leur outil spécifique. C'est un premier diagnostique. Ensuite, au moment de la commande d'impression, un ingénieur analyse le projet en détail. Si un souci dans le dessin est repéré à ce moment, nous recevons un mail d'alerte nous indiquant le souci et l'endroit exact. Libre à nous alors de choisir de le faire imprimer malgré tout, sachant qu'il risque fortement d'y voir apparaître un défaut. Cela permet d'évaluer concrètement l'ampleur de celui-ci. les pièces nous parviennent toujours très bien emballées. Les frais de livraisons sont raisonnables. Si un problème devait quand même arriver, leur esprit orienté client est très agréable. ils nous est arrivés de recevoir gratuitement une seconde impression suite à une qualité que nous n'avions pas trouvé être tout à fait à la hauteur des précédentes. Leur shop où l'on peut proposer à la vente nos productions. Là aussi, un calculateur propose son aide pour déterminer un prix de vente, et suggère les infos à fournir pouvant être utile aux futurs "clients". Le "client" gère son impression directement avec SW, nous recevons de notre coté une commission sur cette impression, commission dont nous avons nous même décidé le montant. Ils offrent divers tutos & faq et outils d'aide au dessin 3D. Leur site fournit toutes les infos possibles les concernant. ...1 point
-
@fran6p J'ai discuté avec le revendeur qui vend les têtes e3dv6 de Creality sur Facebook et je vais faire un post spécial avec ses coordonnées, il est d'accord et je sais que ça en intéresse plus d'un.1 point
-
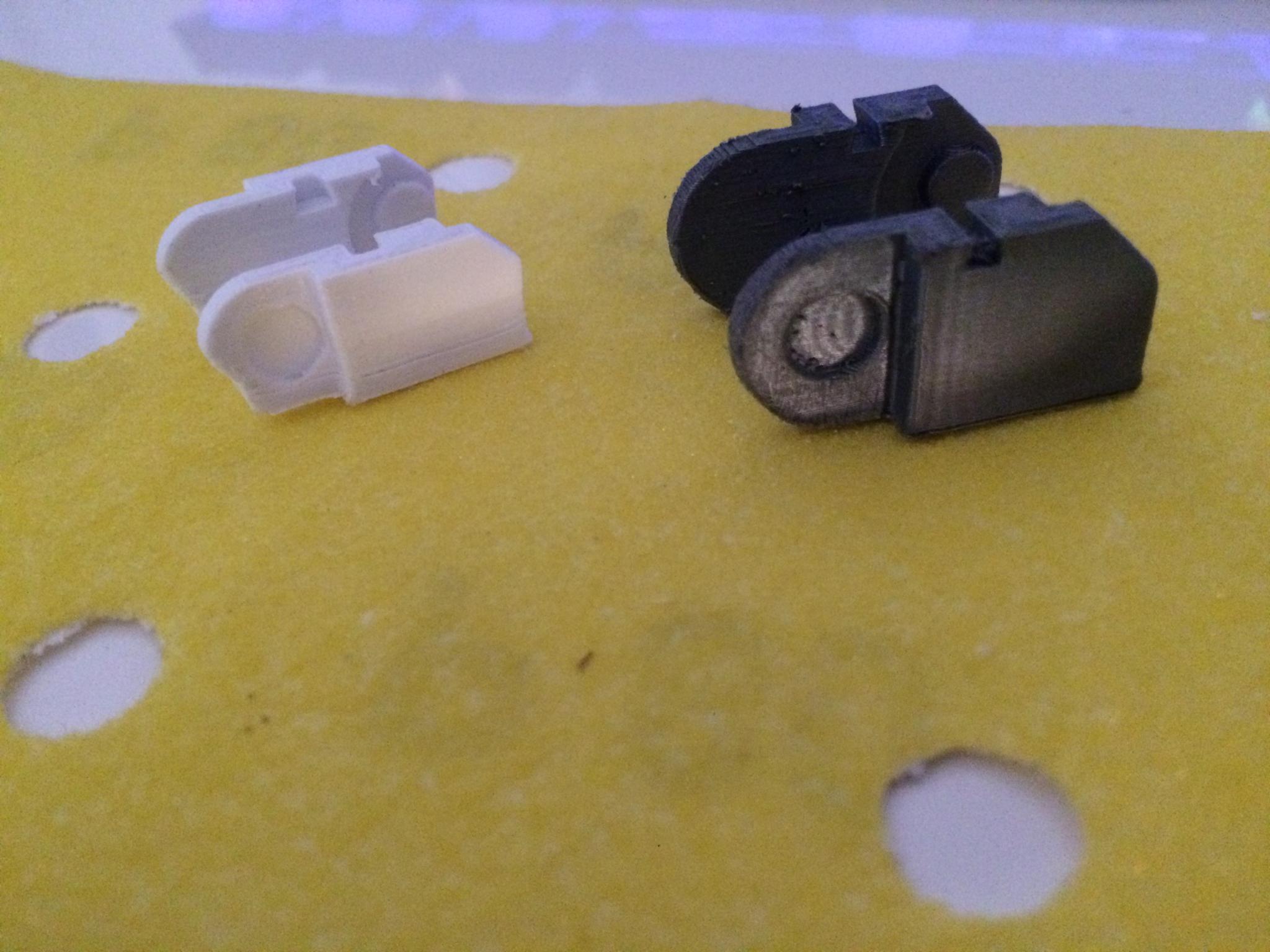
je vien de refaire mes test 3 fois, 1ere - 50 mm demander (j'ai oublier de mettre la distance sur 10 ^^) 51 engloutie 2eme - 100 mm demander 99 engloutie 3eme - 100 mm demander 100 mm engloutie je pense qu'il faut faire une moyenne donc je suis plutôt correcte et benzine je comprend que ca change pareil pour moi apres réglage des step jai un souci pour me former sur fusion 360 jai commencer un chaine cable pour le cable de l'extrudeur sur notre capricieuse alfawise (je vous transmettrais les fichier une fois bien réglé les défaut) sur la photos on voit une pièce grise, téléchargé sur thingiverse que javais imprimé sans réglage du step et elle est propre mais c'était sur le plateau d'origine buildtak la piece blanche est une copie que jai dessiner pour l'adapter au "rail" que jai dessiner ^pour l'alfawise, imprimer sur du simple verre et le resultat est moin bon surement du au faite que ma piece est plus petite déja, et apres je penche sur des réglage dans cura, si vous avez des idée n'hésiter pas j'ai poster mon soucis dans "entraide"

 1 point
1 point -
??? (J'pas compris) C'est pas beaucoup 170°-200° ! Ma tête E3Dv6 "normal" peut monter jusqu'à 260°C. Je vais prendre des filaments qui nécessitent 300°C pour tester ma "XCR-BP6" qui vient d'arriver ce matin PS: @trotro Je jongle entre les thermistance HT-NTC 100K et les NTC 100K, les deux sont bien compatible ? Ta vus quoi ? J'ai pas compris ... Pour le plateau chauffant, je vais choisir un MK52, celui qui est présent sur la Prusa MK2.5 et la MK3. (enfin, je crois )1 point
-
J'espère que ça t'ira : https://1drv.ms/f/s!Av3Nnlk32FEQiG0tj7nZgmTwsud8 La 2ème photo permet de voir ce qu'il y a derrière le gros dissipateur. Tu as de la chance : ma U20 avait le ventre ouvert car j'installais un smoother. Je dis 1, parce que j'en ai effectivement reçu 1 seul alors que j'en avais commandé un lot de 4... Pas sûr que ça fasse une grosse différence sur les impressions en attendant que le fournisseur ne me renvoie le reste.1 point
-
Tout dépends de la vitesse que tu demande. C'est le plus lent des axes qui limitera la vitesse, pour que le déplacement soit toujours synchronisé. En clair, si tu demande 100mm/s sur XYZ, ça sera plus lent que sur XY seul, mais si tu demande 10mm/s ça sera pareil. Et il faut aussi penser que le feedrate que tu indiques est la vitesse de déplacement de la buse dans son référentiel XY, et non la vitesse des axes. Ce qui veut dire que si tu demande un déplacement de X200 à 100mm/s sur X, le moteur tournera plus vite que si tu demande un déplacement de X200 Y200 à 100mm/s car la distance à parcourir est plus longue dans le deuxième cas (283mm ==> Pythagore). Dans ce deuxième cas également, les moteurs des axes ne tournent en réalité que à 70mm/s, alors que le déplacement en diagonal lui est bien de 100mm/s. C'est pour cette raison que les imprimantes impriment toujours en diagonale, ça permet d'un côté d'utiliser le couple des deux moteurs simultanément, et d'un autre côté de les faire tourner moins vite à feedrate égal.1 point
-
Concernant les modifications avec Tinkercad, je ne peux plus importer des pièces, venant d'un autre site, même les miennes, Ils ont verrouillé c'est sur, c'est franchement nul !! Garde bien ton stl0 points
-
Oui en début de pièce c'est nickel, puis 3mm plus haut, j'avais des claquements J'ai resserré la vis et la ça roule pour l'instant, Avec le même filament, peut-être que le diamètre du fil n'es pas identique partout ? Et qu'il faut un serrage plus important ?0 points