Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 23/11/2018 Dans tous les contenus
-
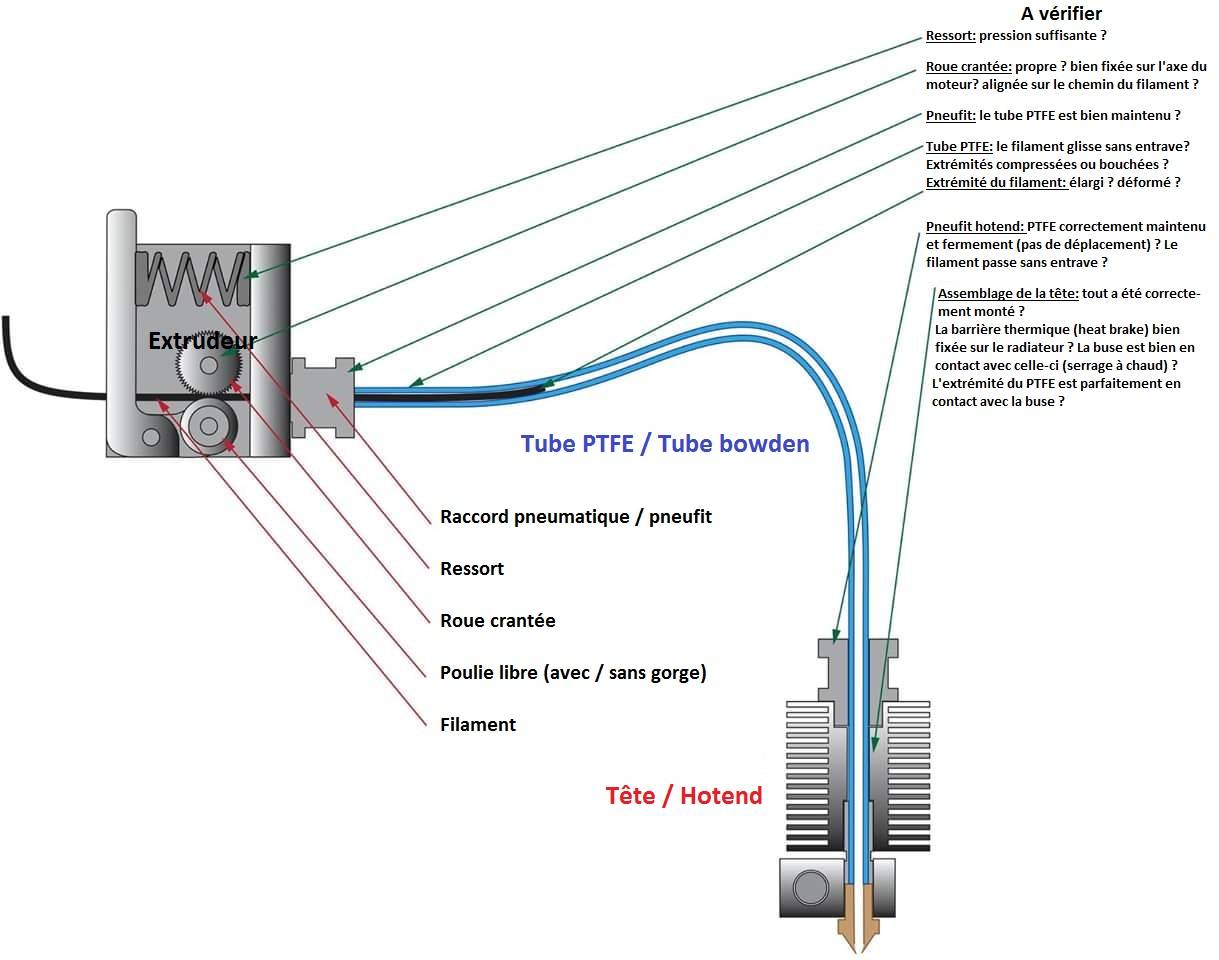
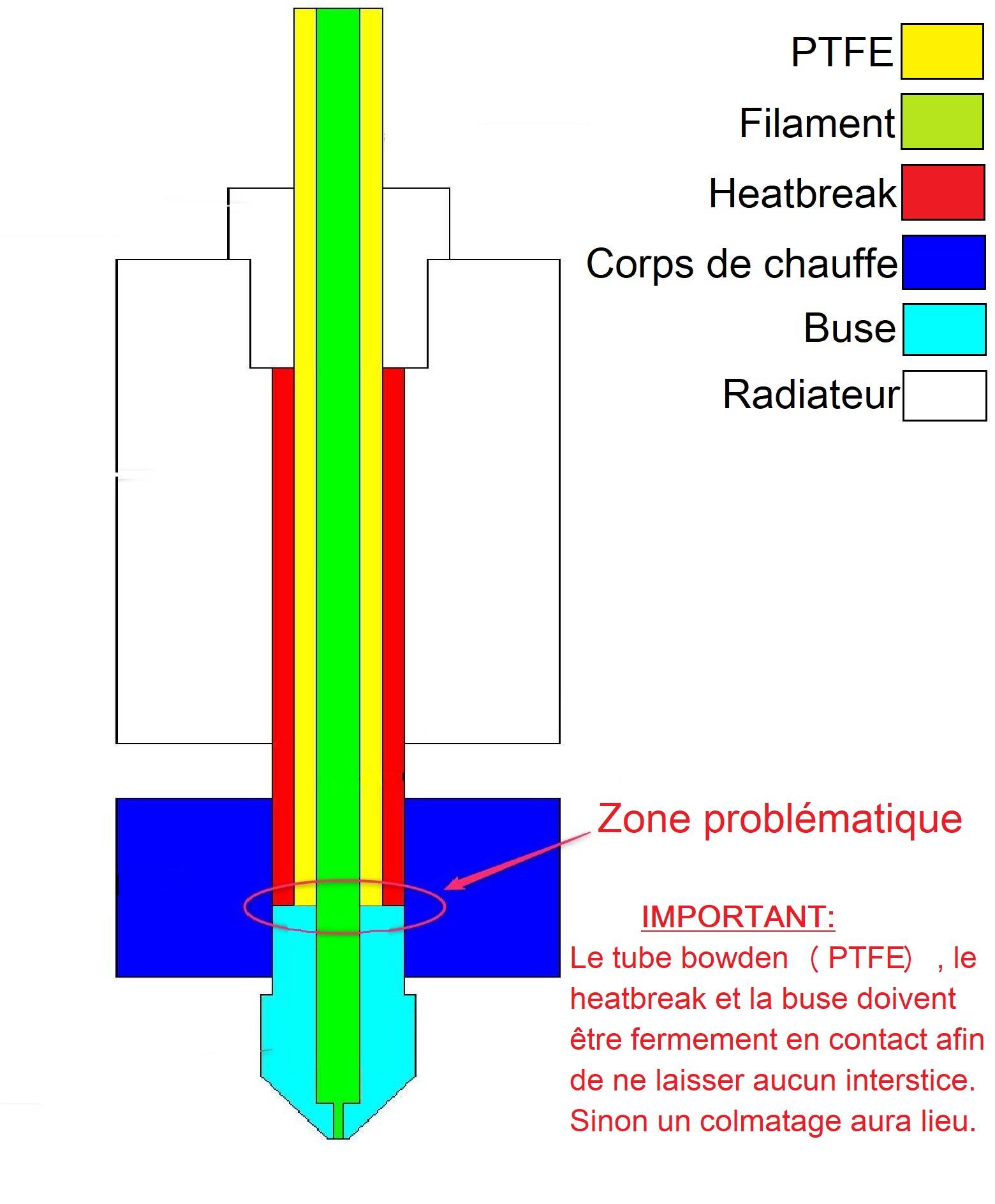
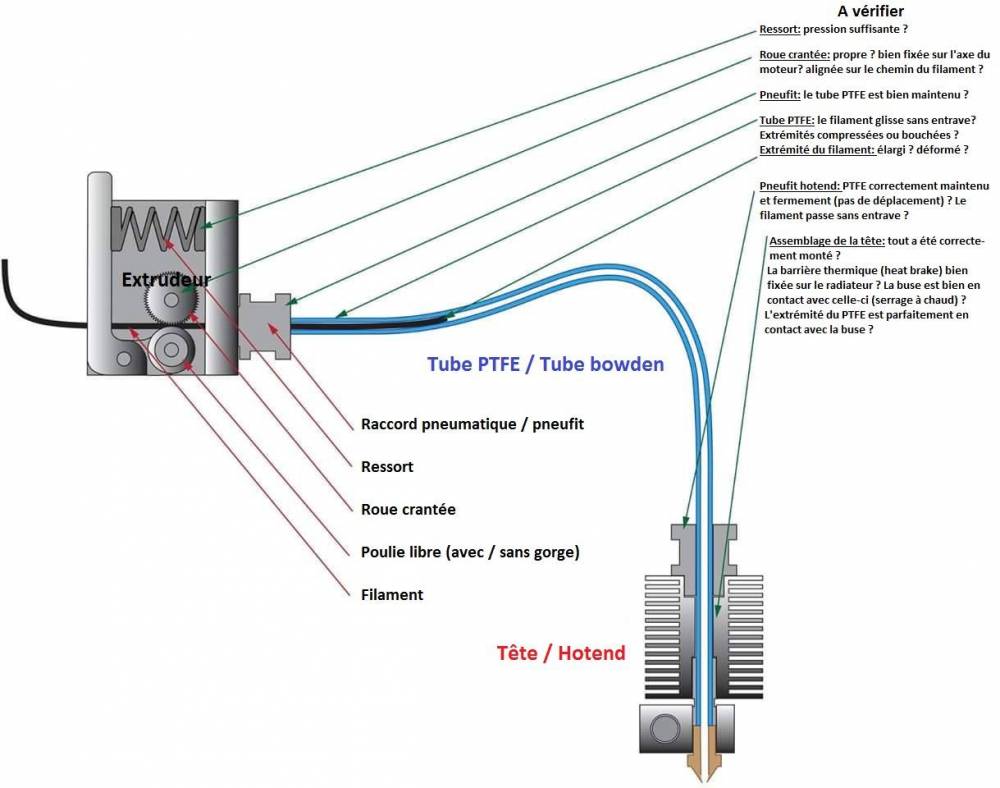
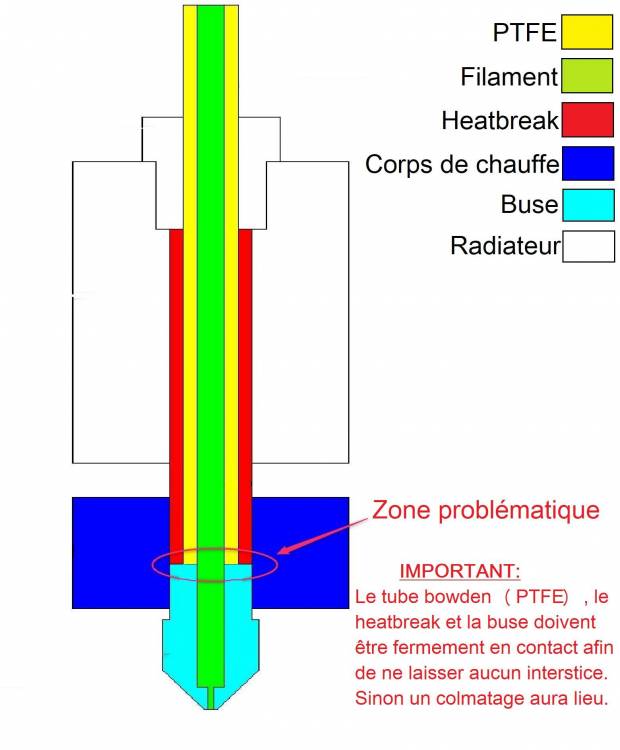
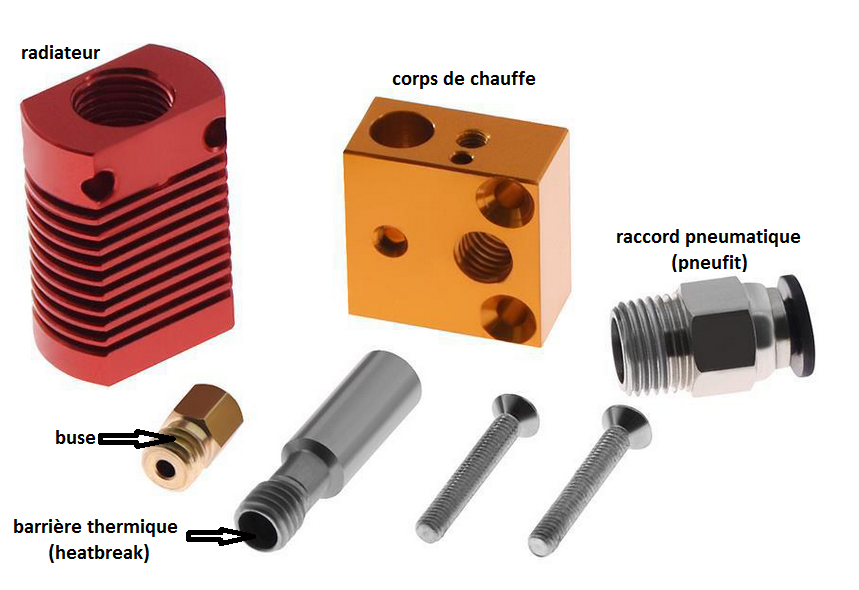
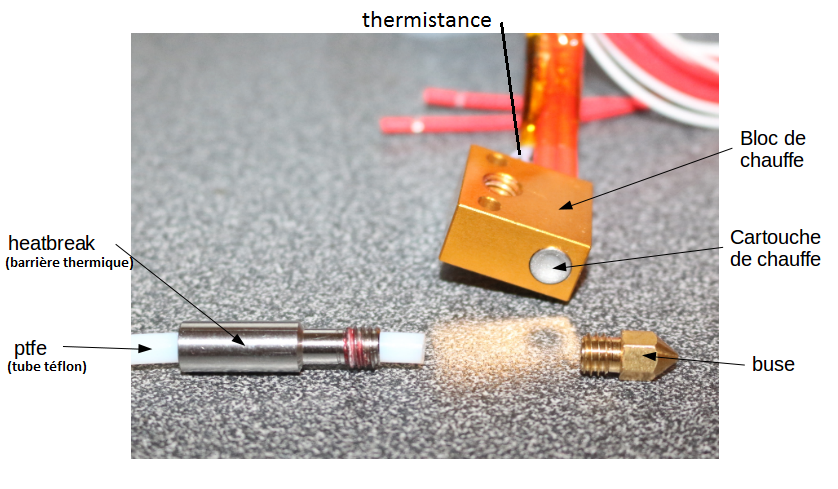
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 102 points
102 points -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf77 points
-
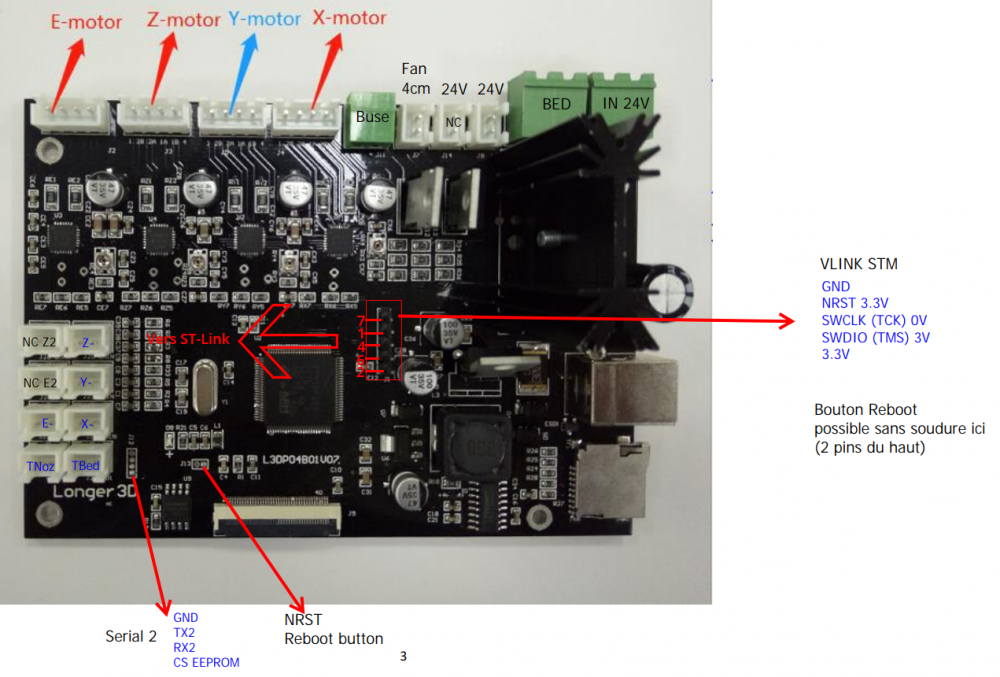
Topic Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié aux aspects techniques du portage de Marlin sur les AlfaWise, développement, bugs spécifiques. Il ne s'agit en aucun cas d'un topic ou tuto sur comment flasher Marlin ou Marlin et sa configuration générale. >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << >> Pour le tuto comment flasher Marlin sur les Alfawise, c'est ici << Developpement in progress : Des problèmes de décalages sur l'axe Y (sauts de pas) ont été rencontrés sur un grand nombre d'utilisateurs Marlin. Des investigations intensives sont en cours. M500 (sauvegarde de paramètres dans l'EEPROM/Carte SD) : En cours SD card reader ==> OK (13/04/2019) Touch Screen ==> OK (13/04/2019) Retour arrière vers firmware d'origine ==> OK. Procédure à écrire. Tuto à update USB port ==> OK ! (14/04/2019) USB port Full speed ==> OK ! (250K) (14/04/2019) BL-Touch ==> Config et schéma OK. Attente et tests prévu le 25/04/2019 Flash via carte SD ==> OK ! (20/04/2019) (v7, update du 29/04/2019). =================================================================================================================================================================== ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75 désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### >> ======================================================================================================================= Archive/Genèse du projet 1 : Archive/Genèse du projet 2:
 71 points
71 points -
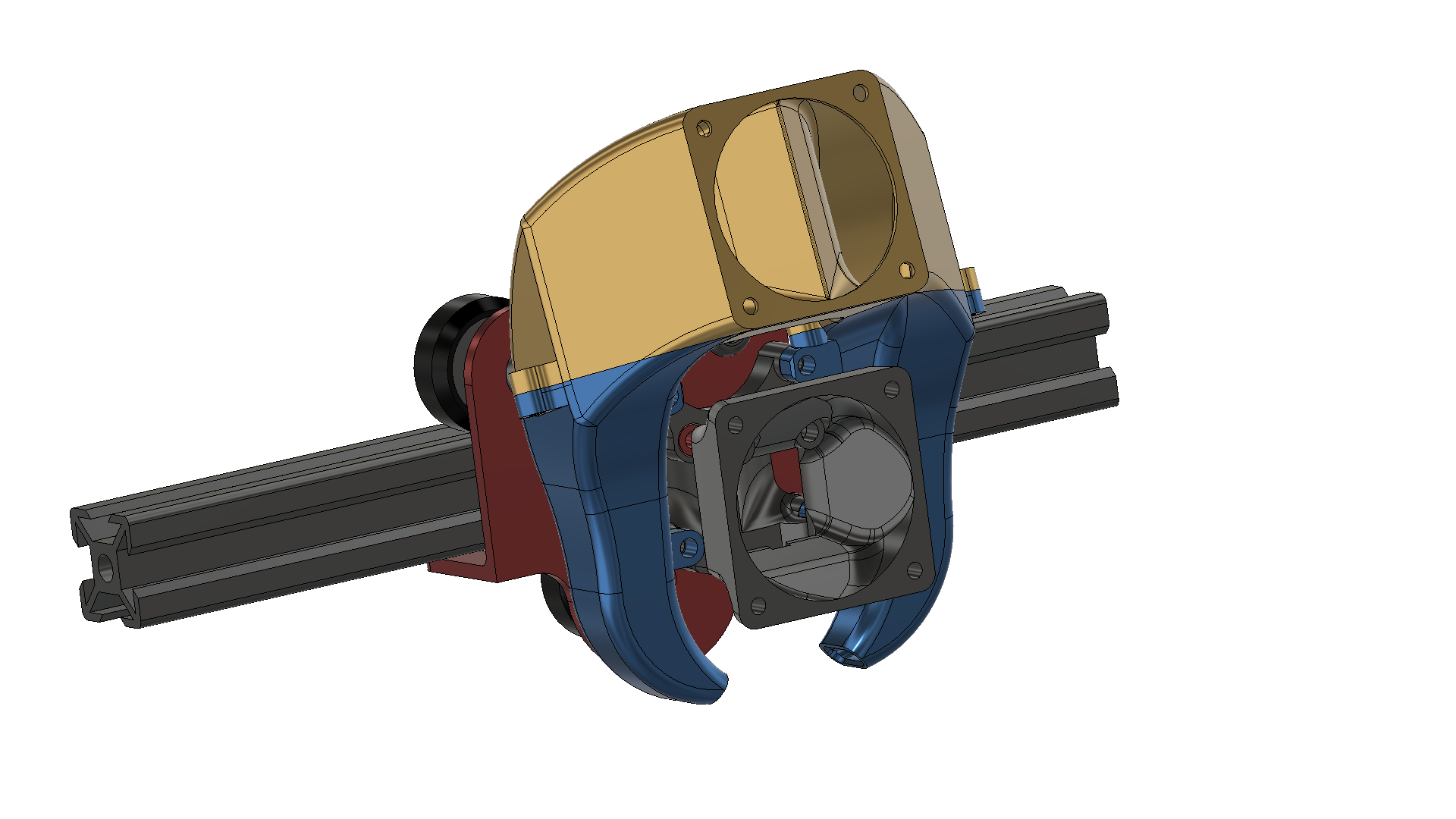
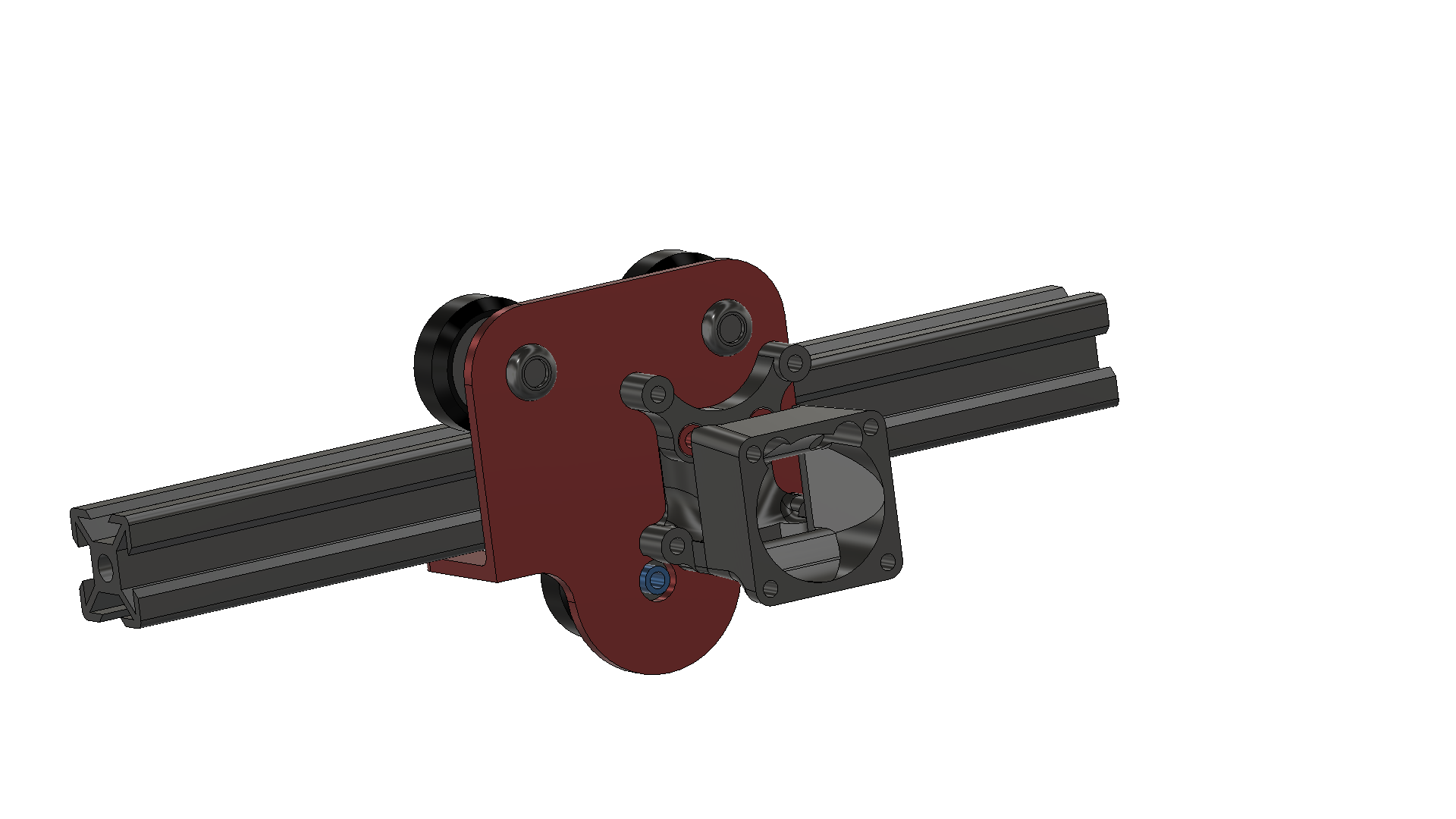
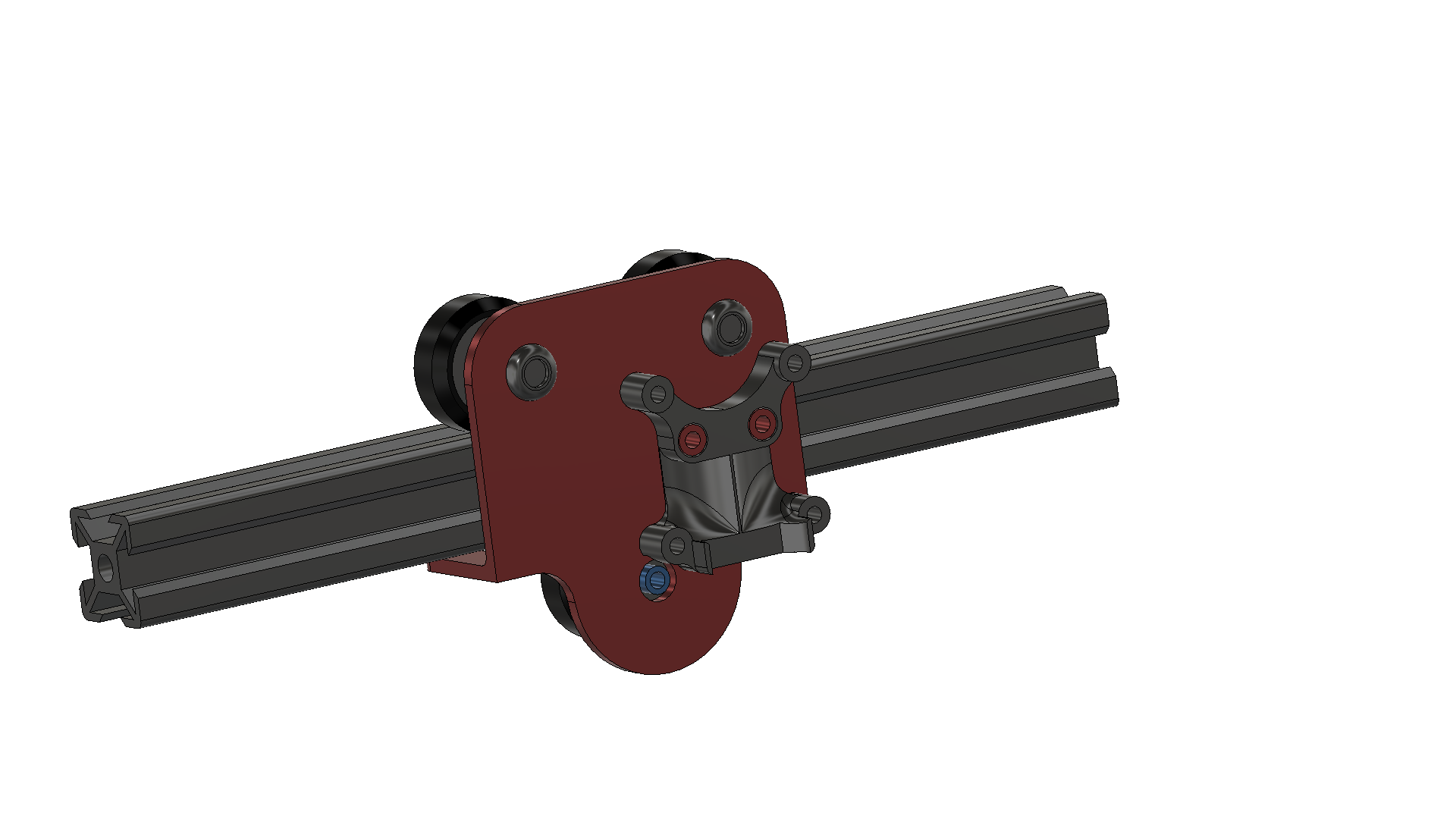
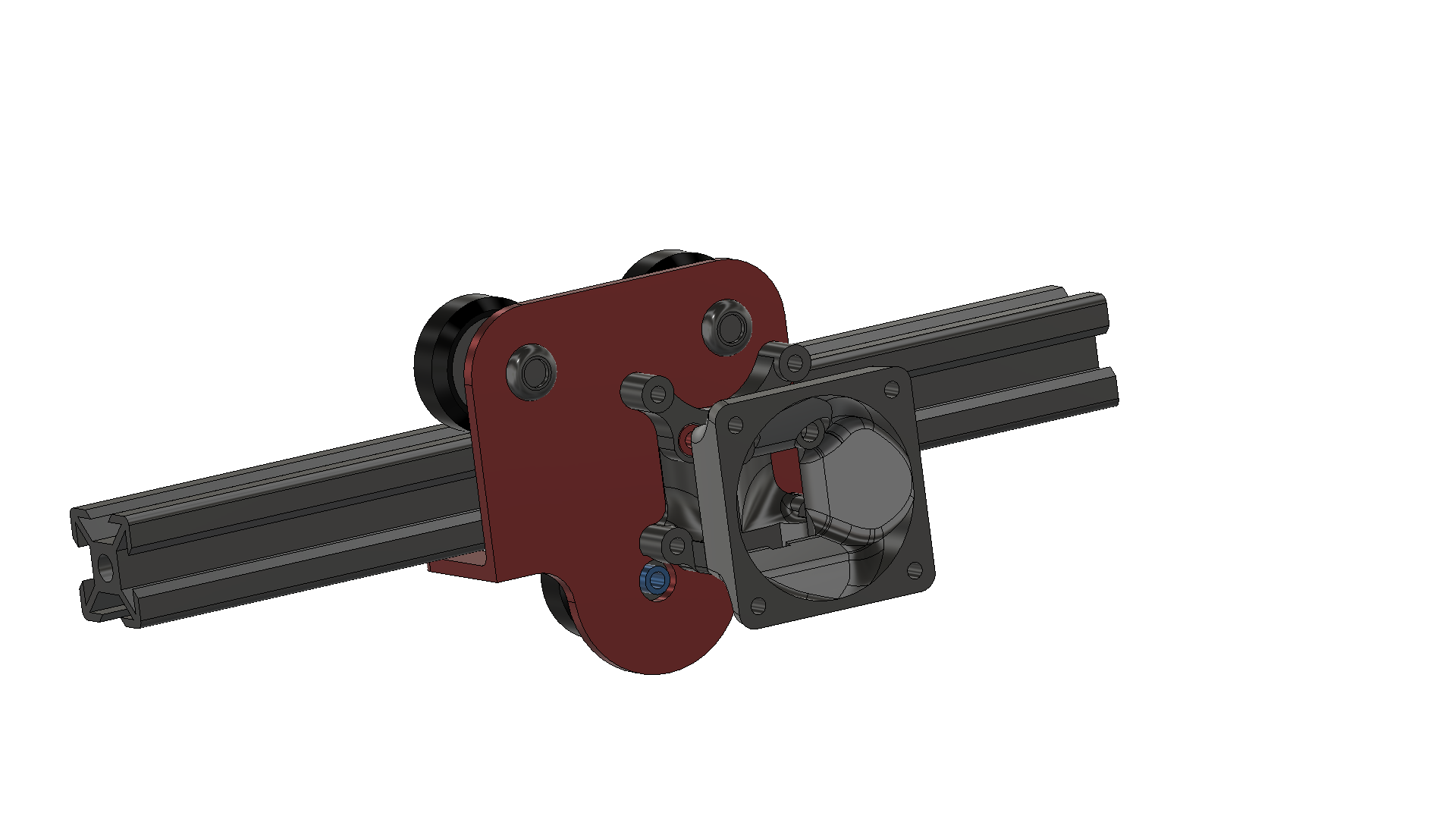
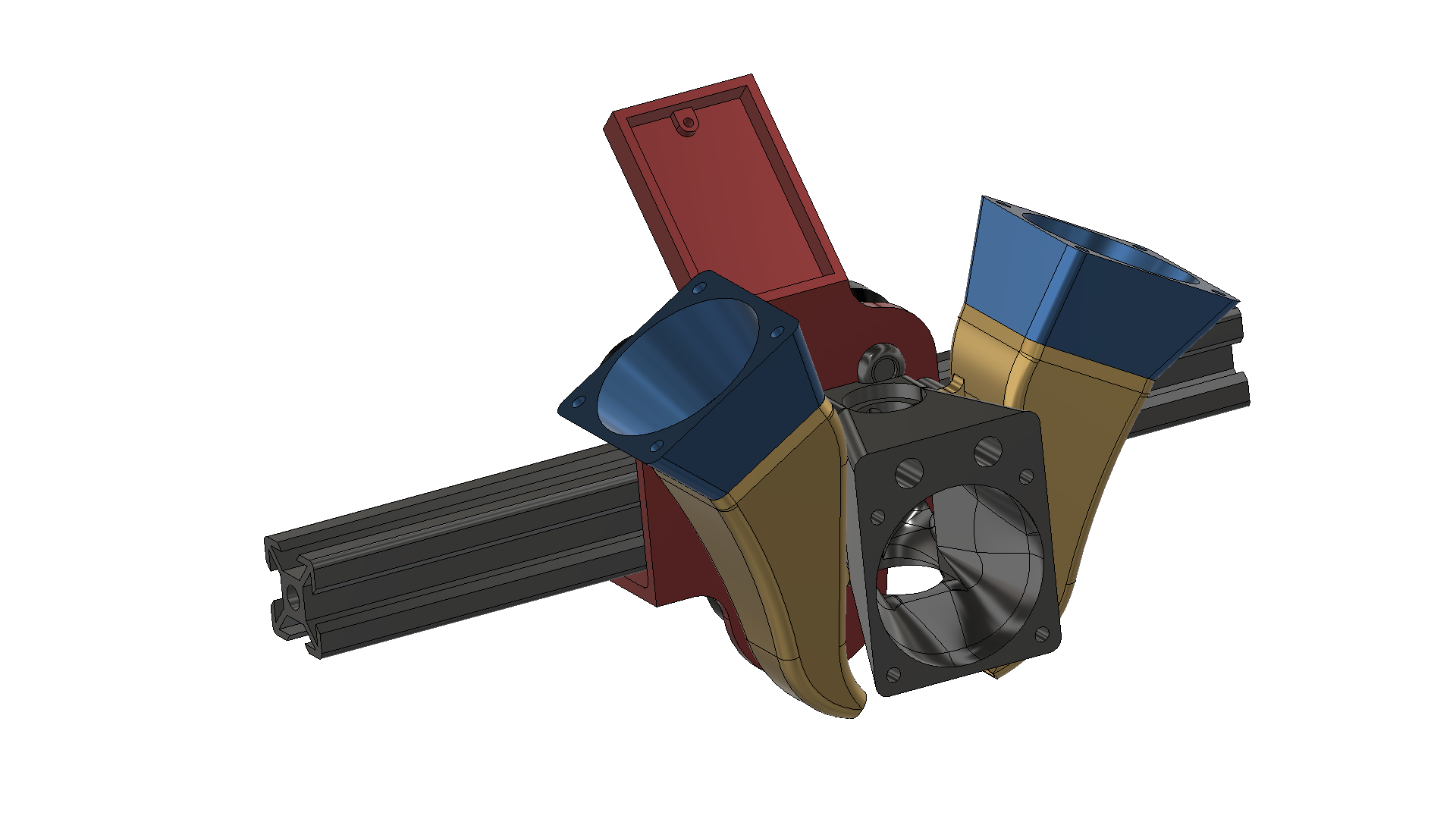
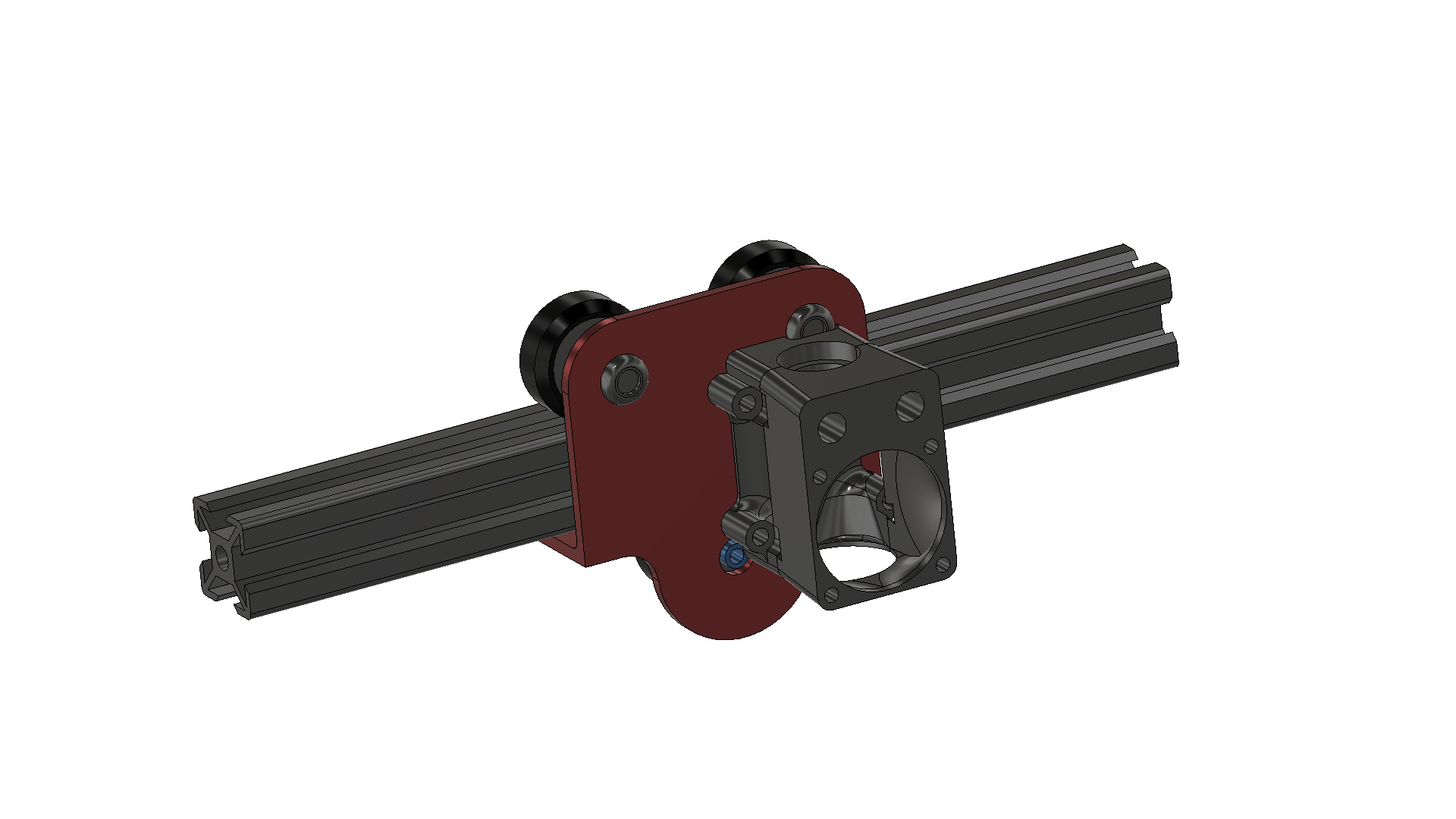
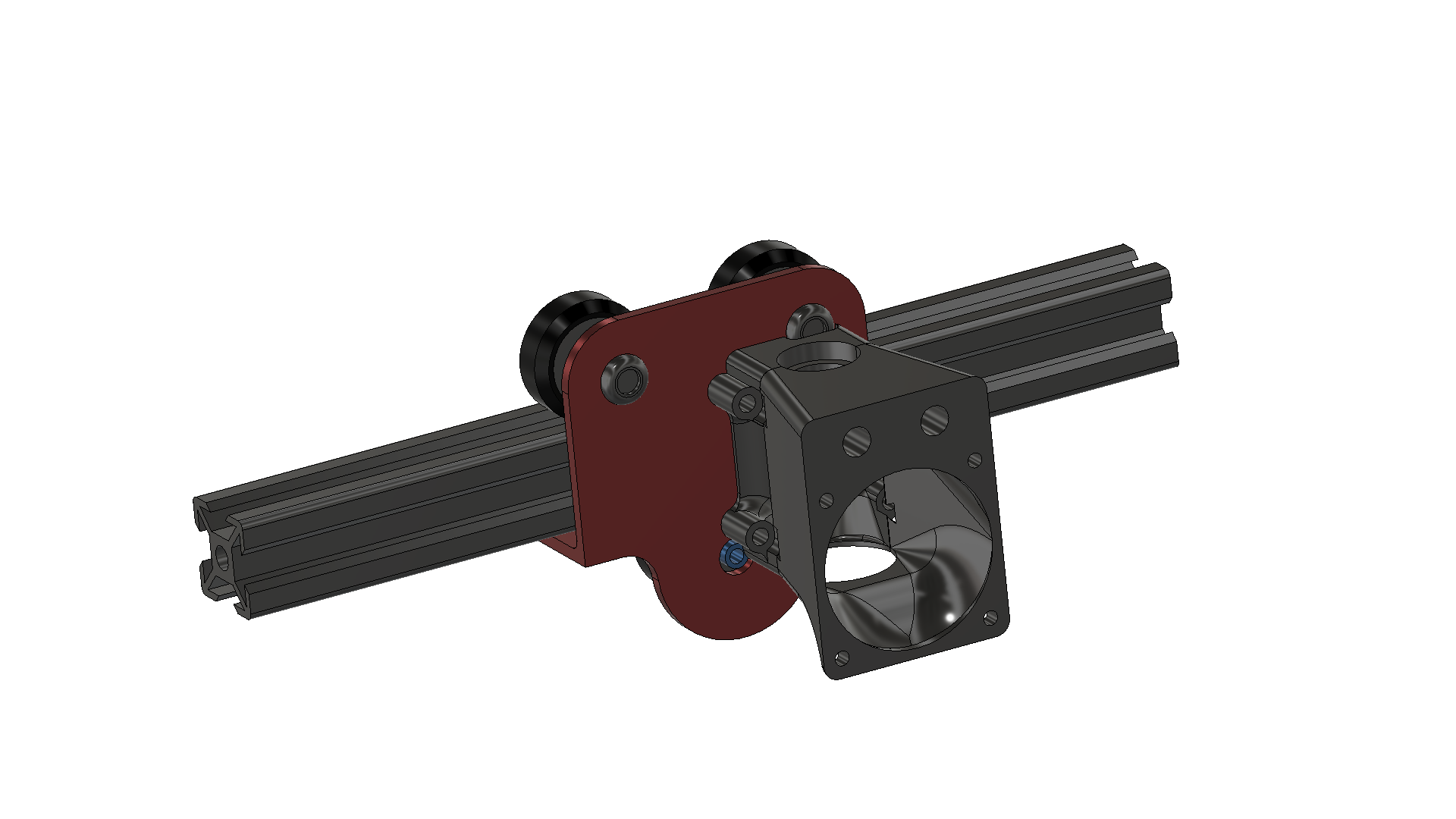
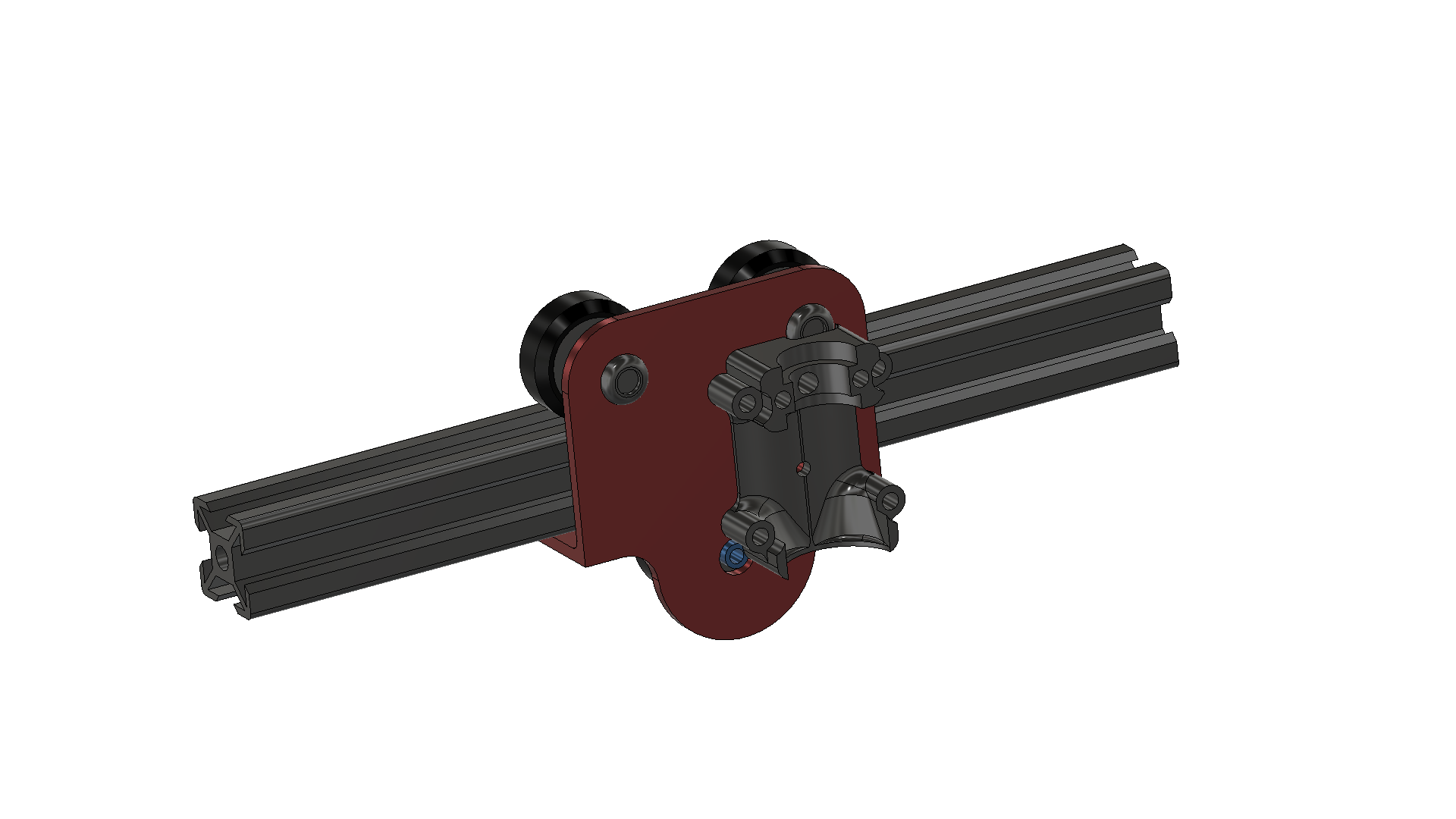
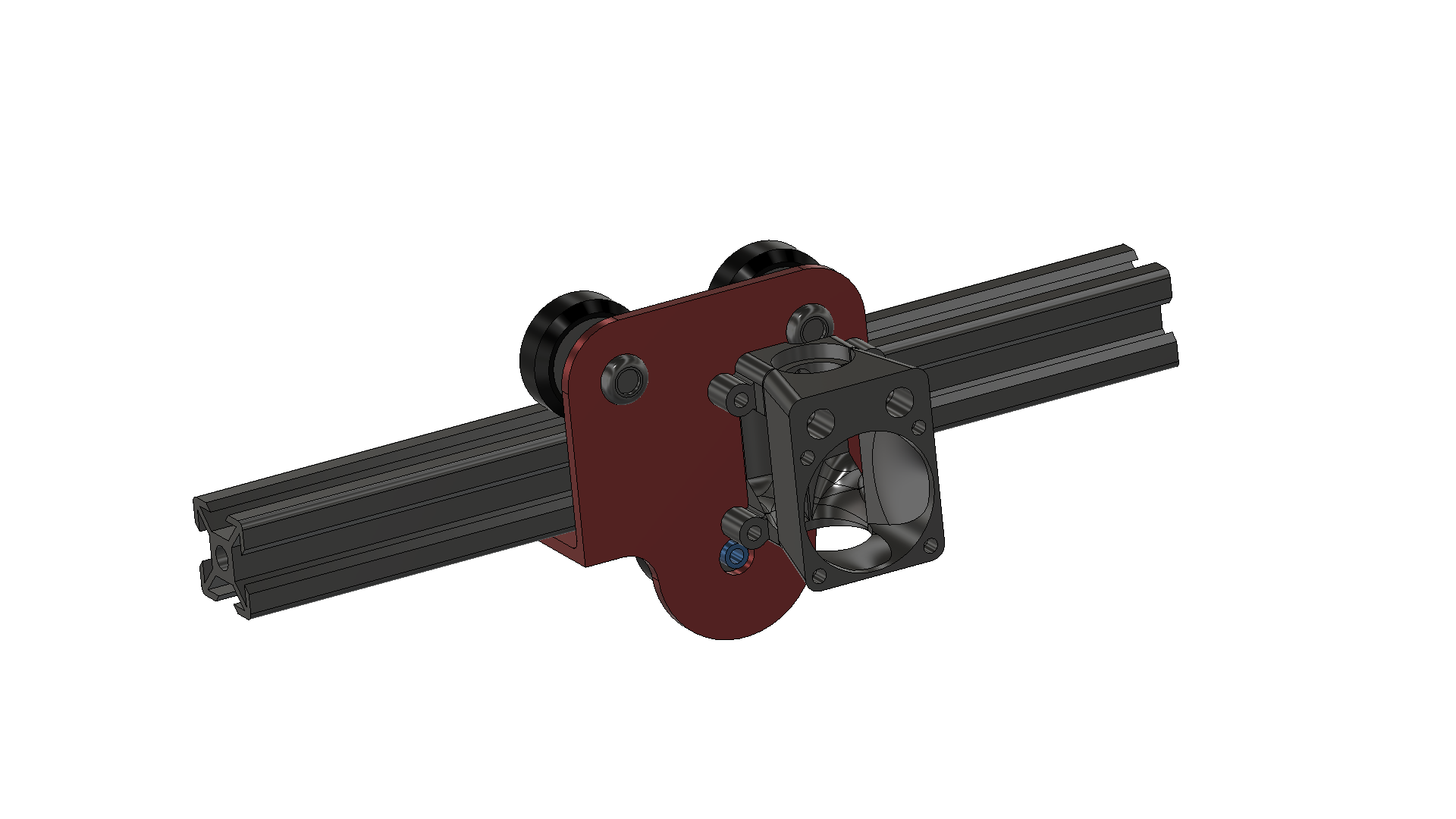
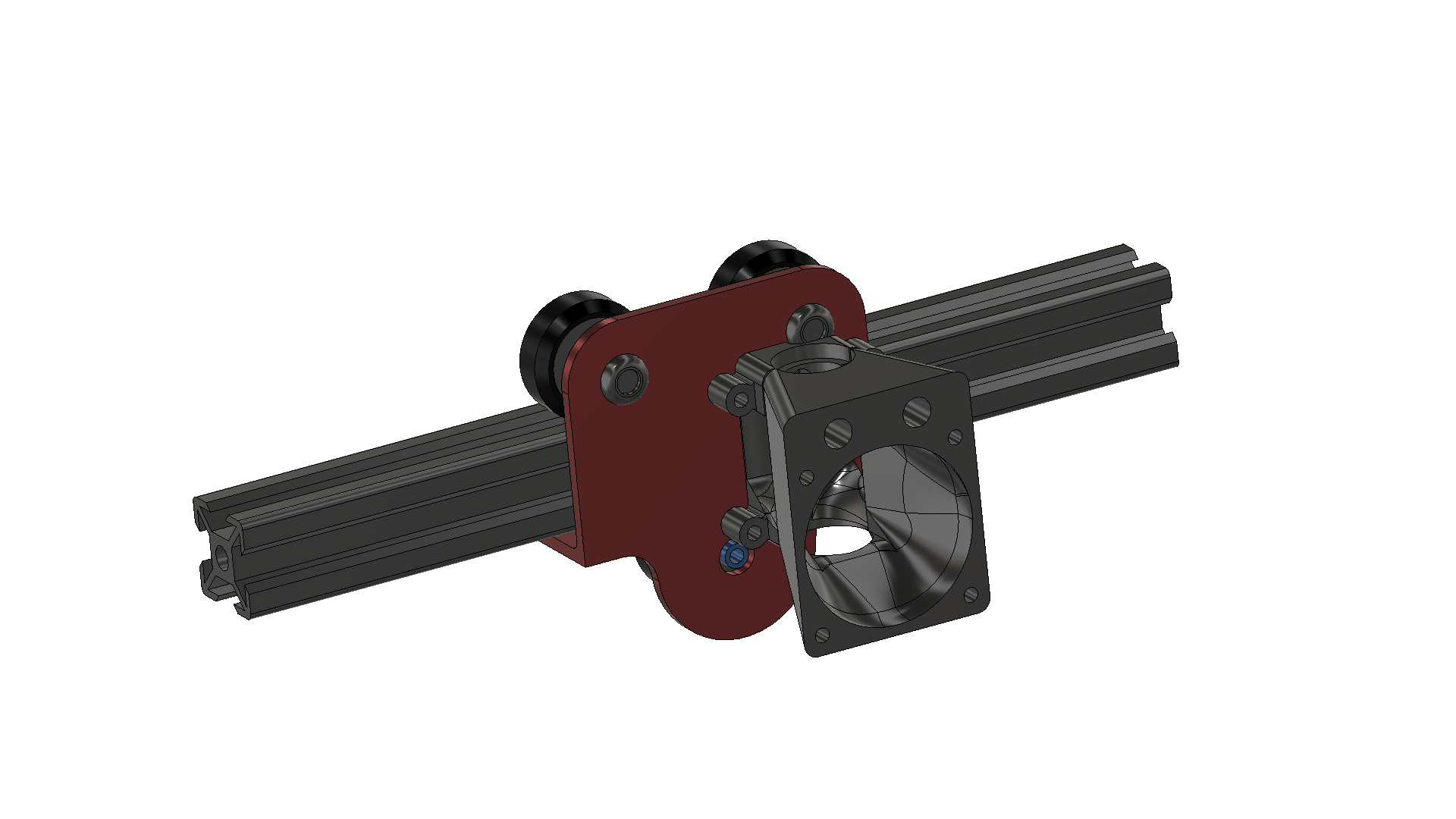
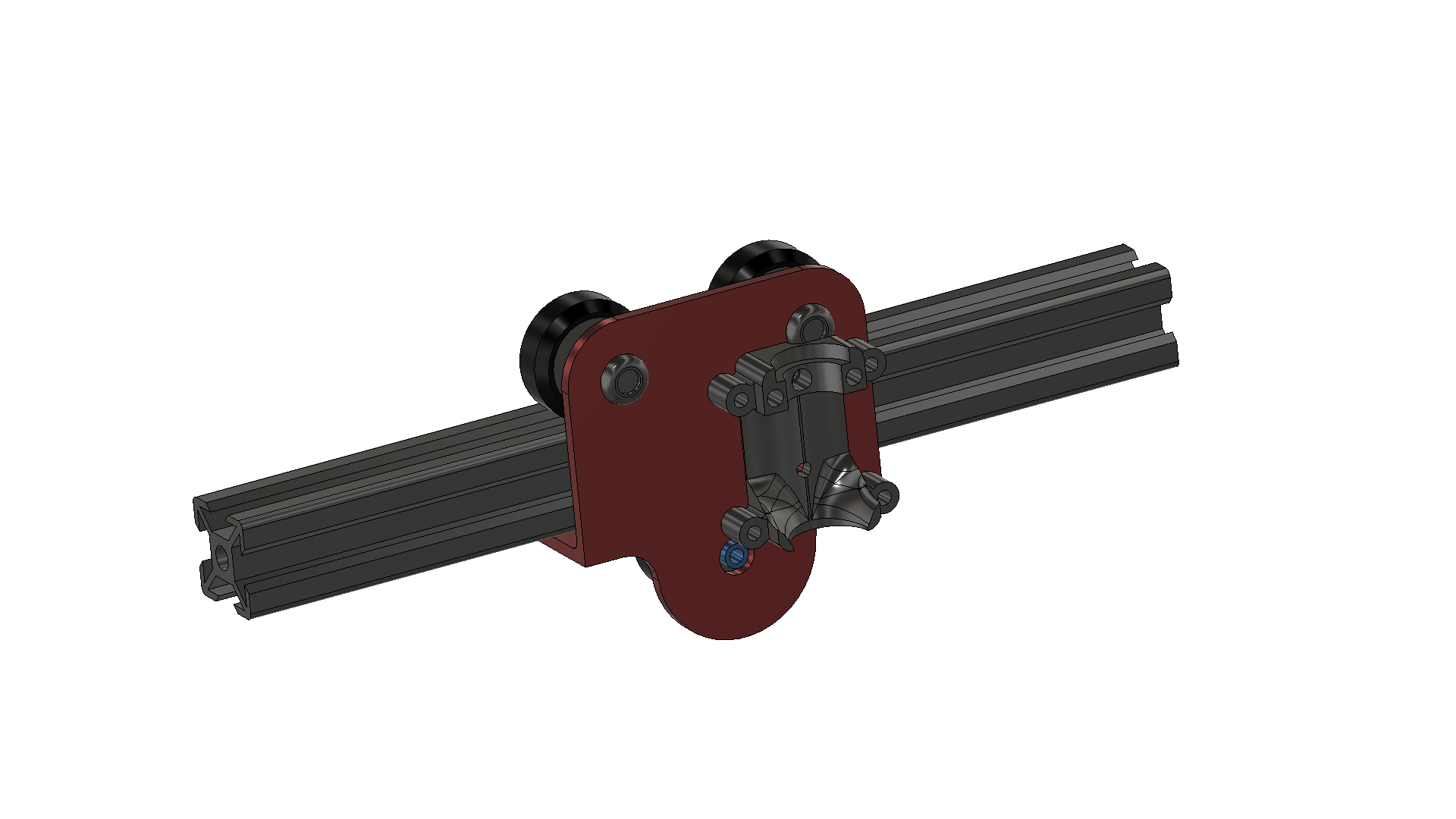
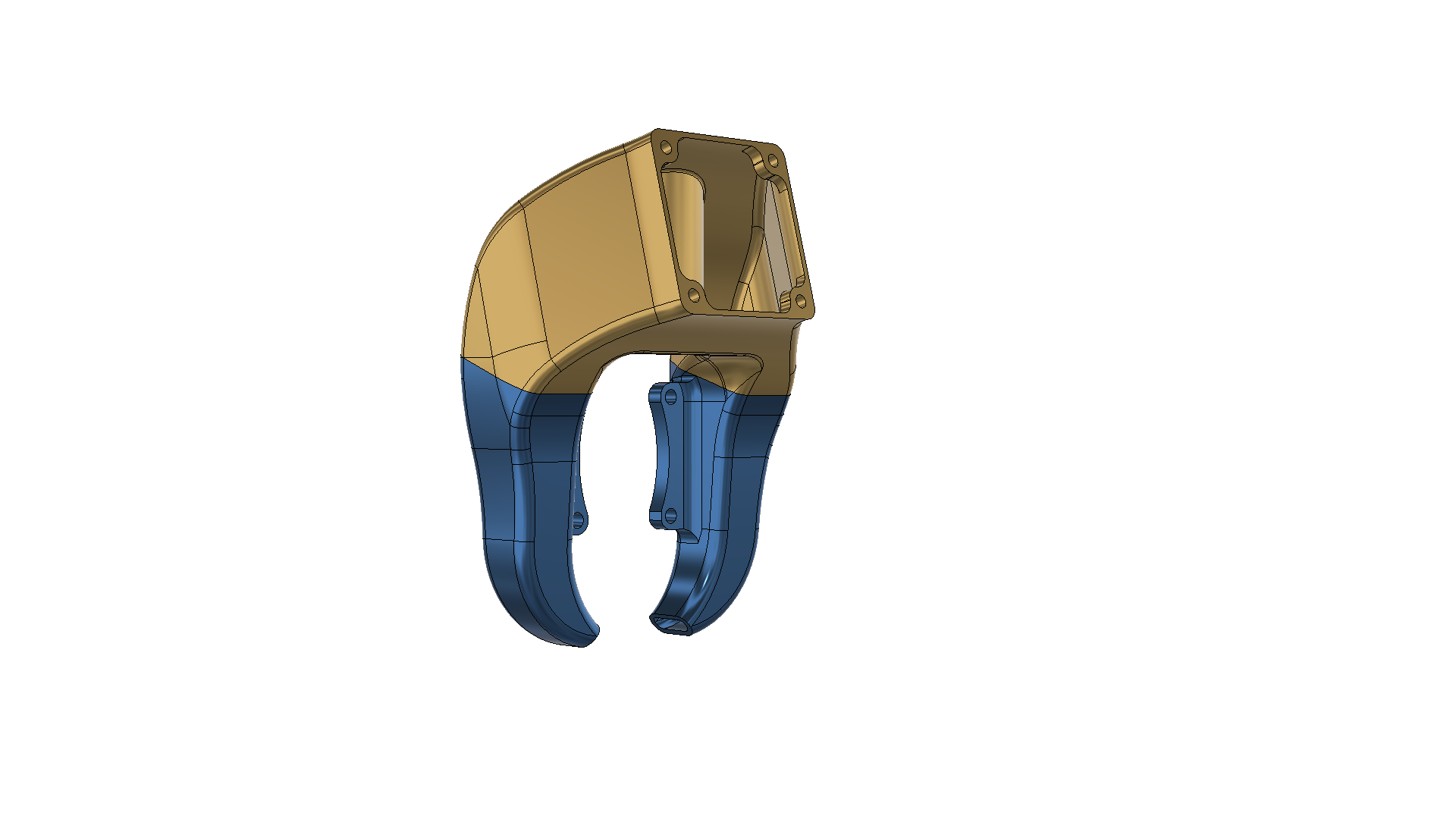
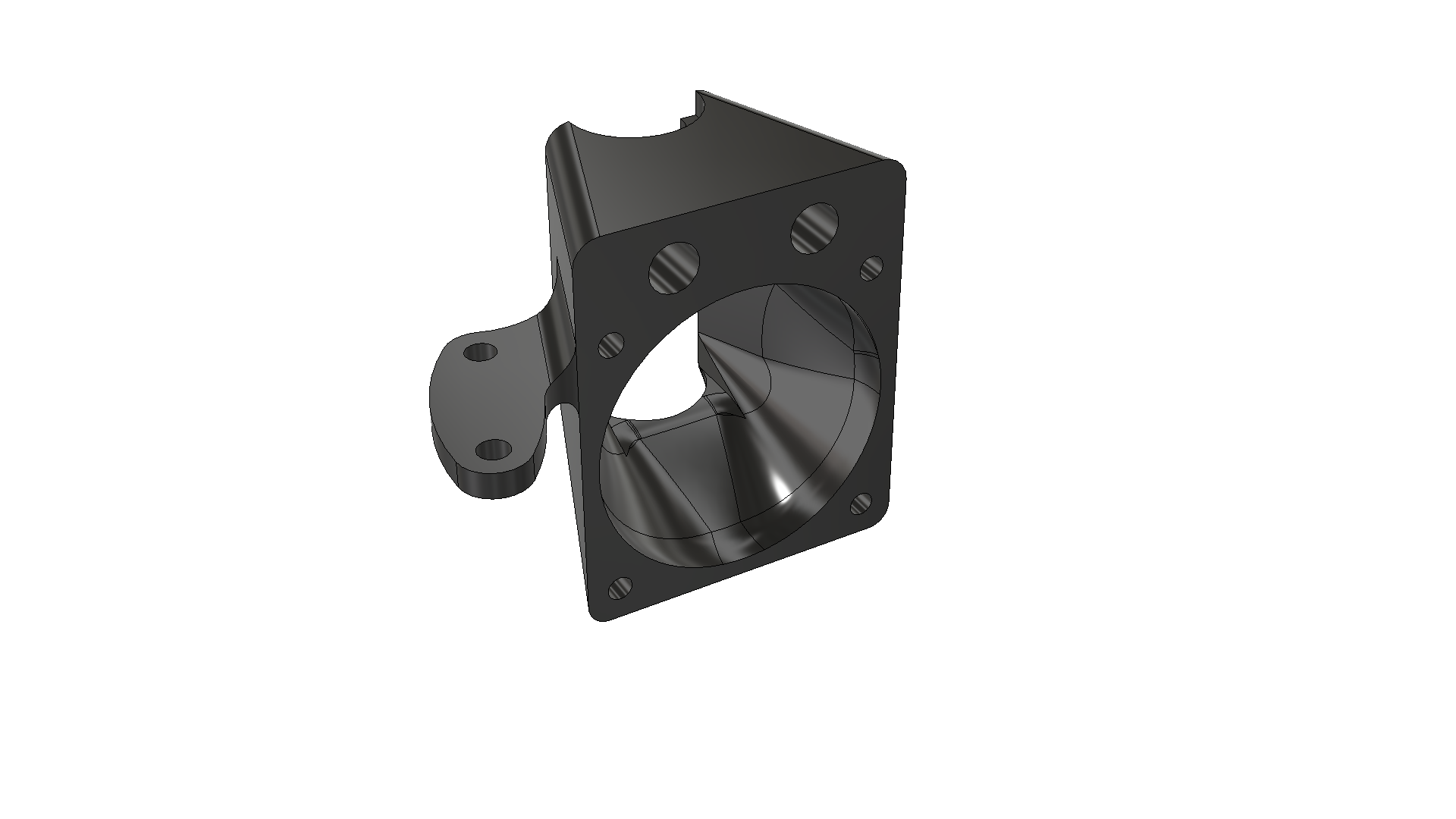
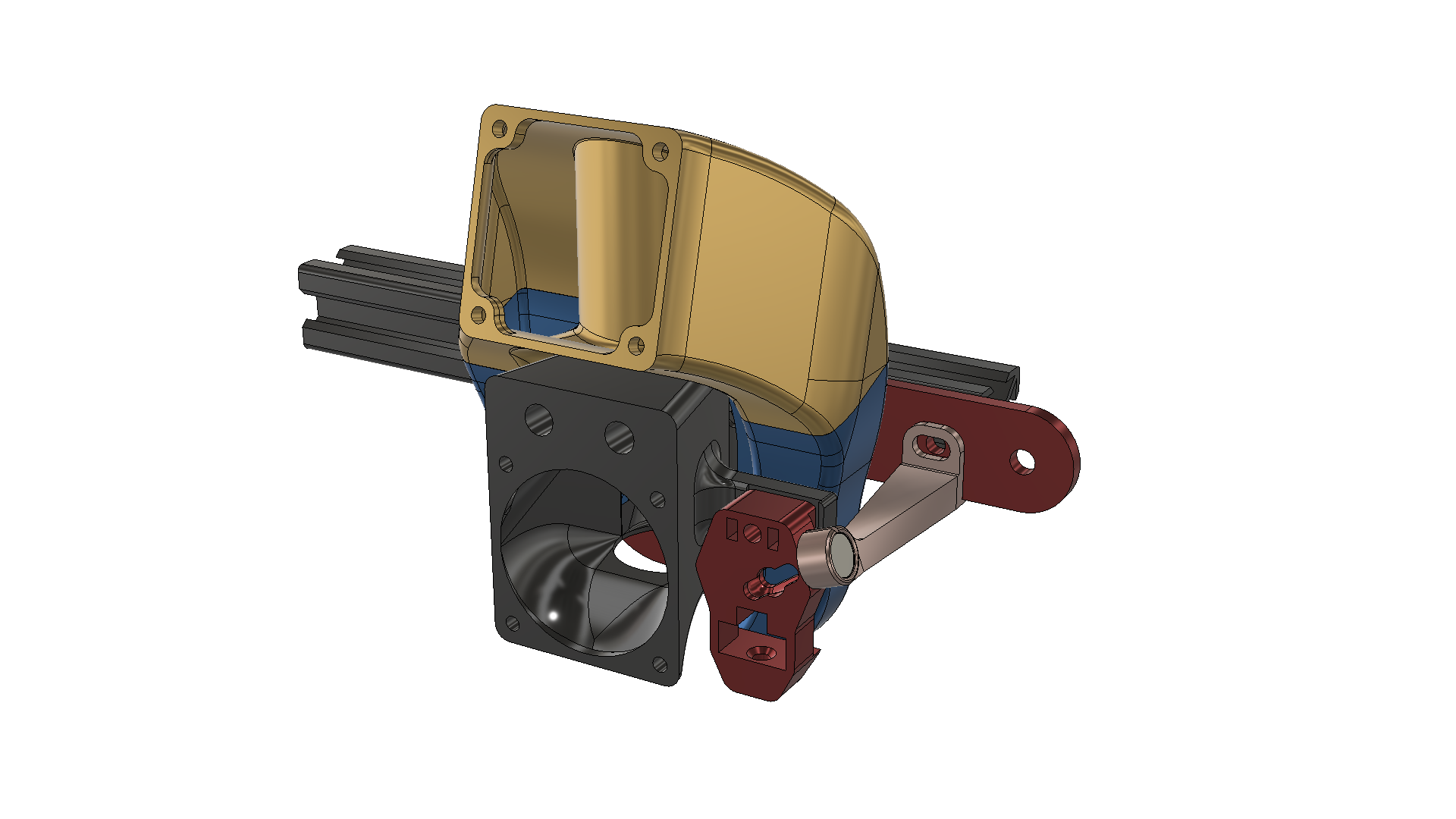
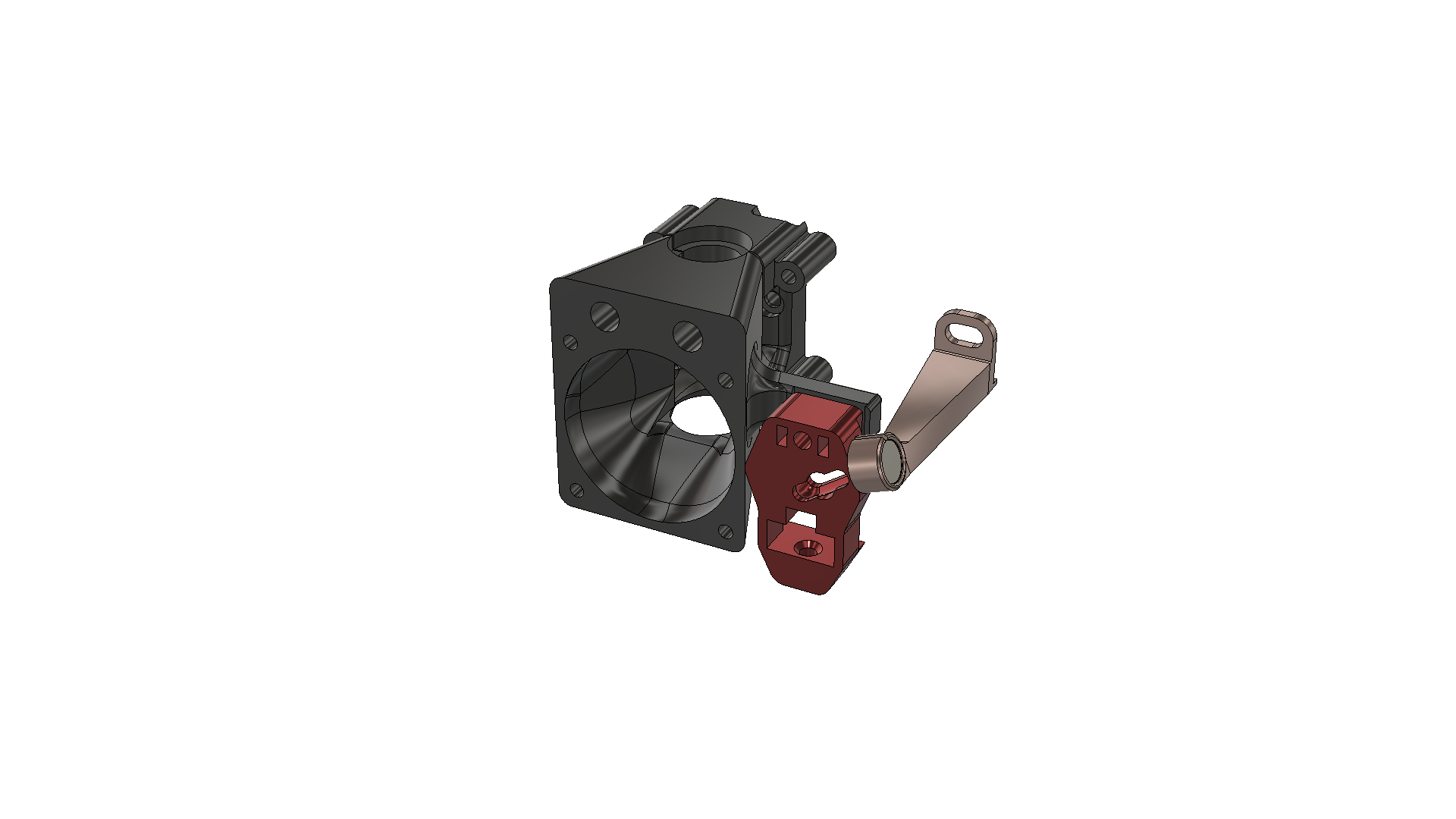
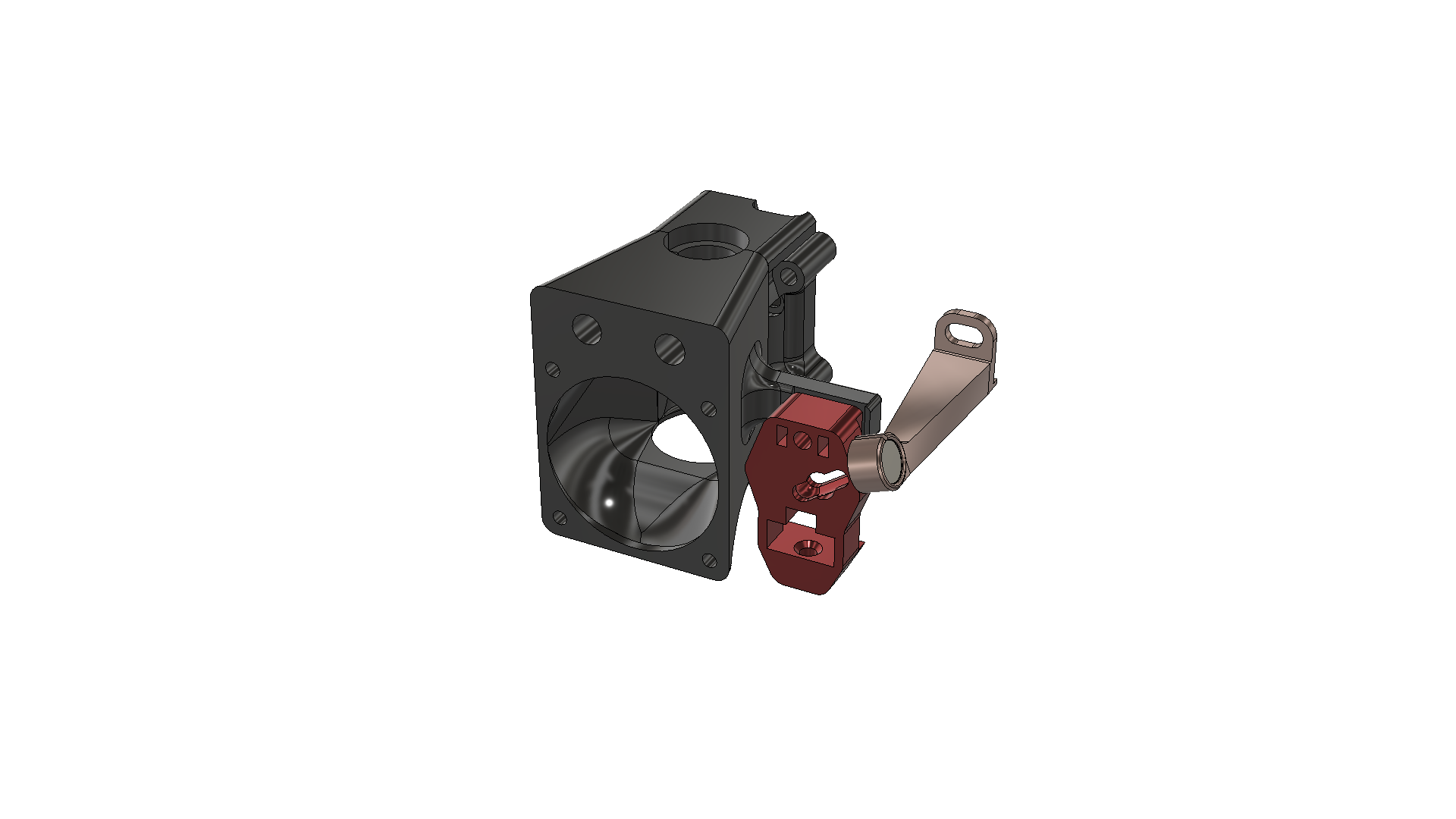
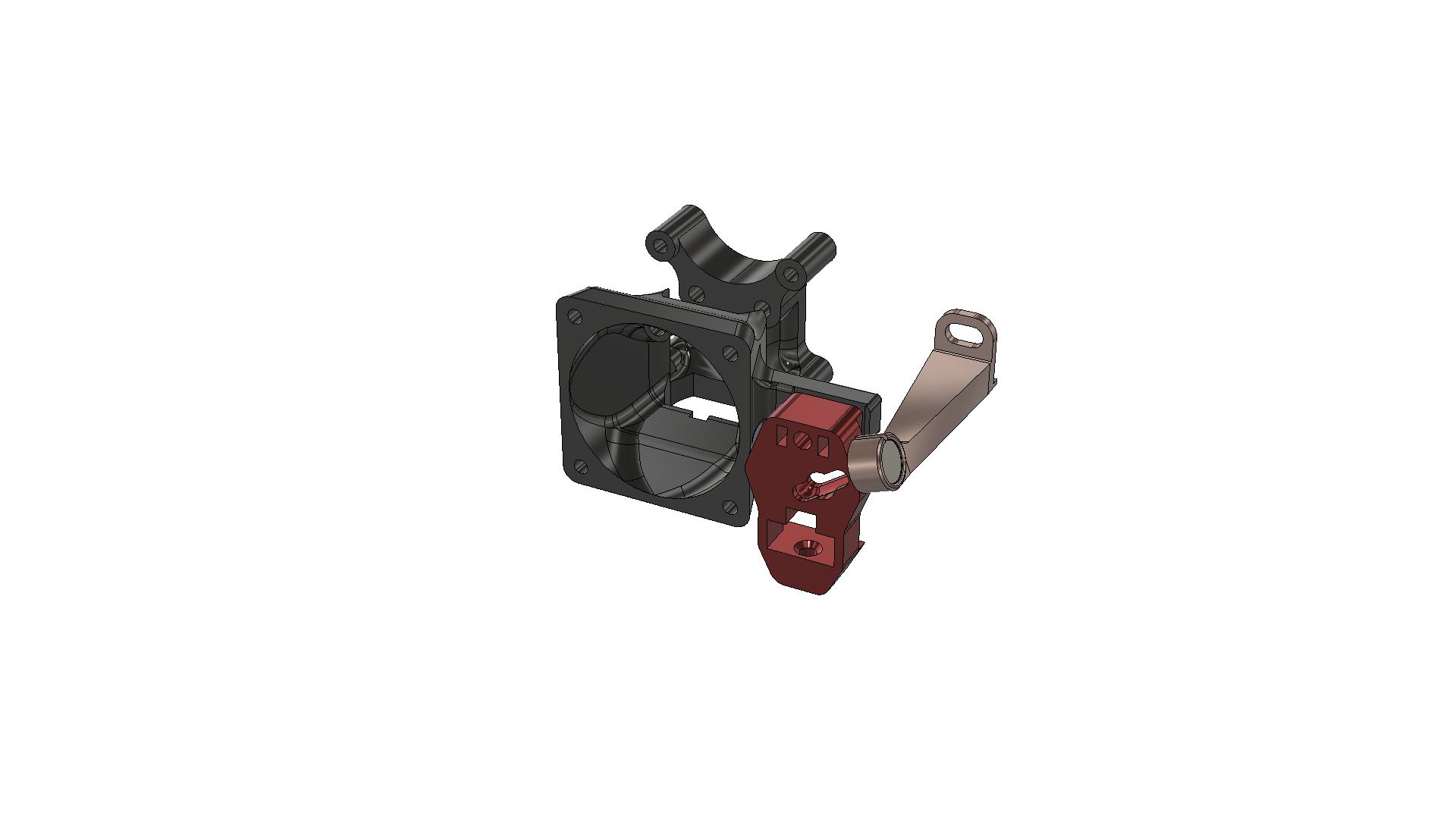
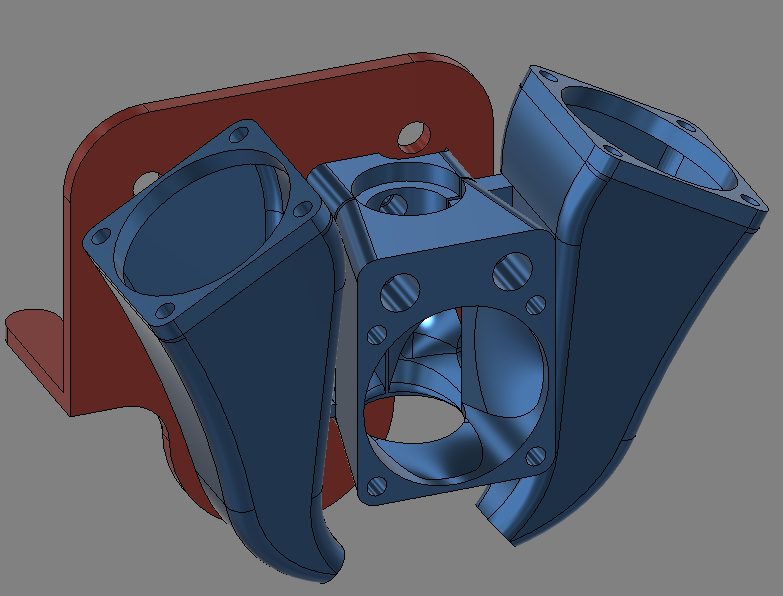
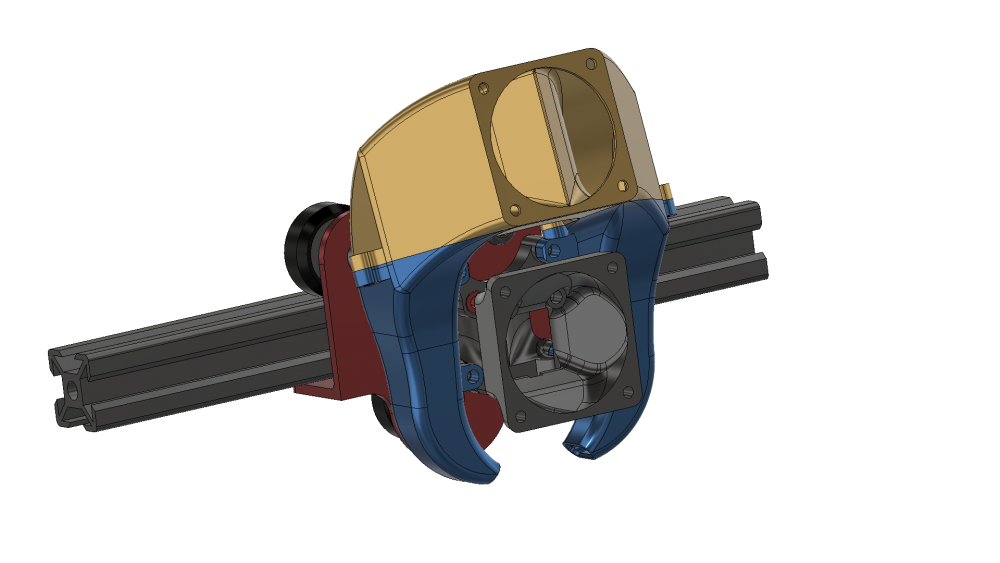
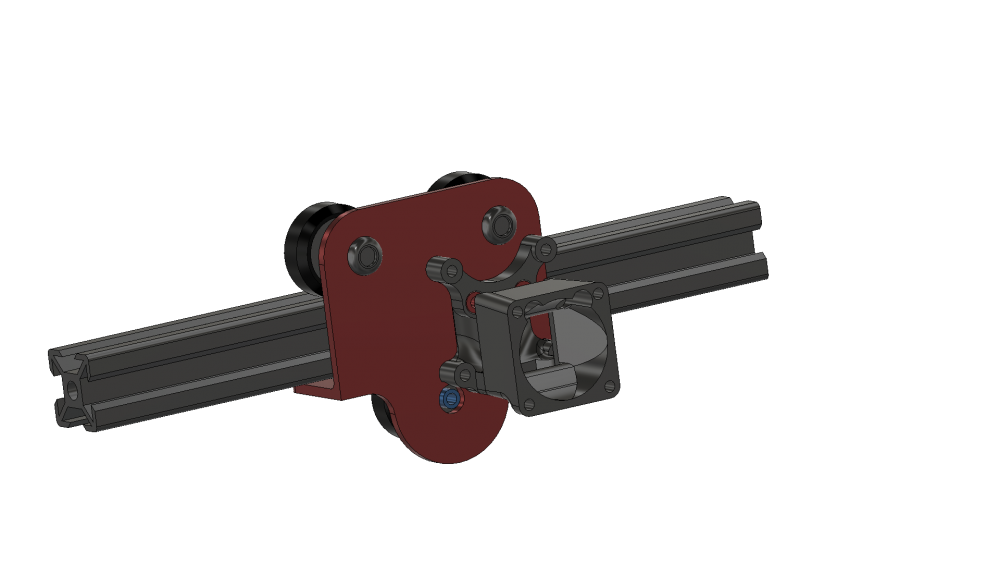
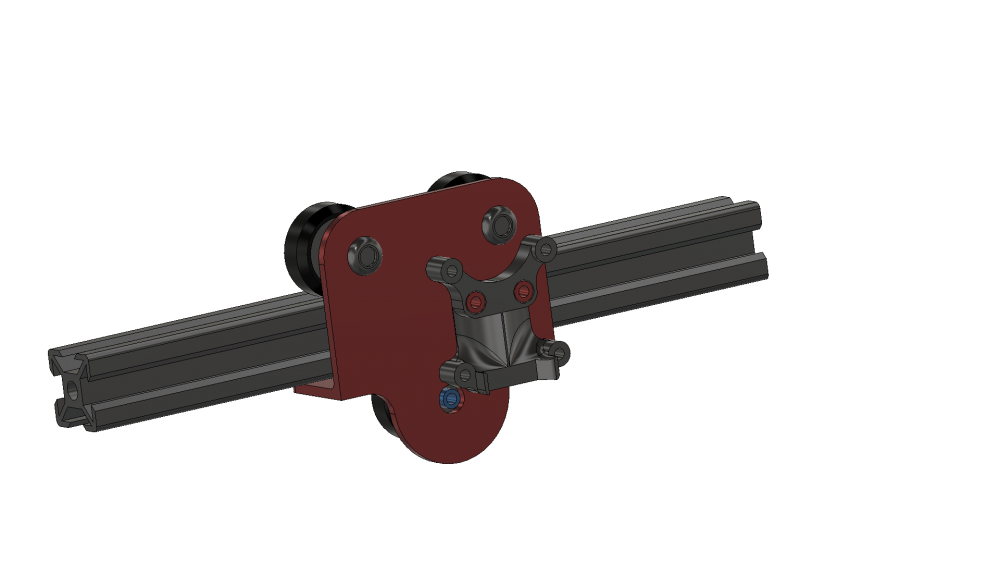
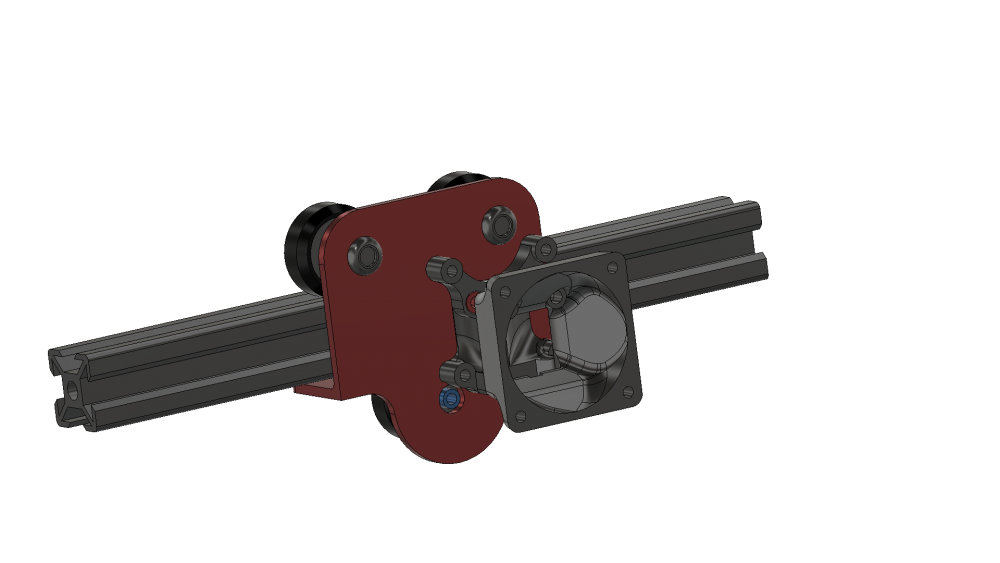
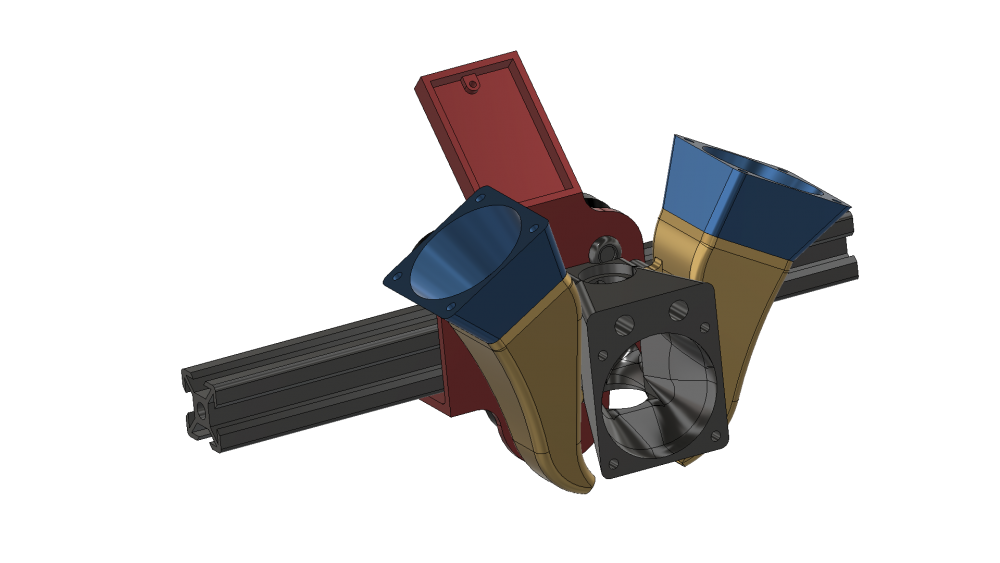
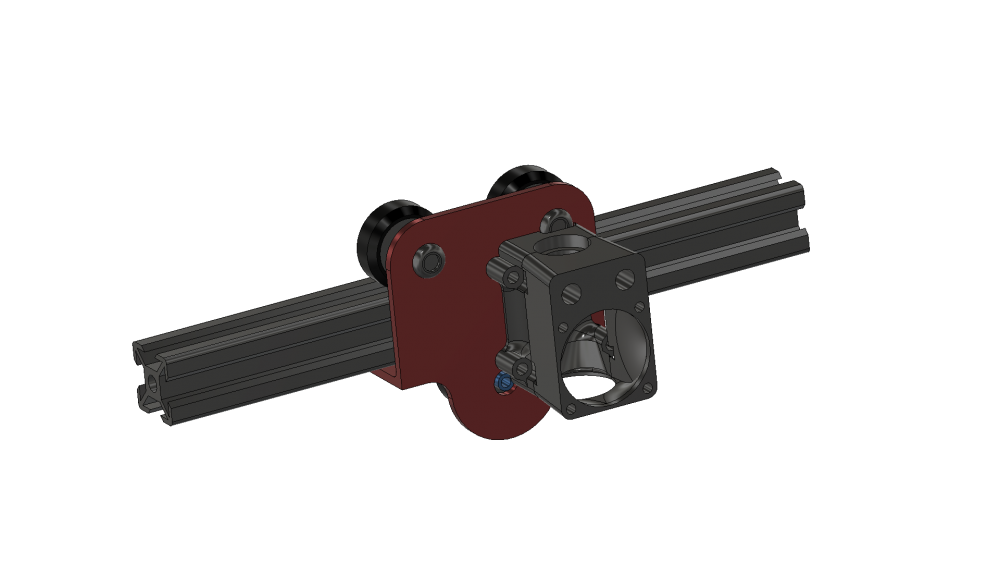
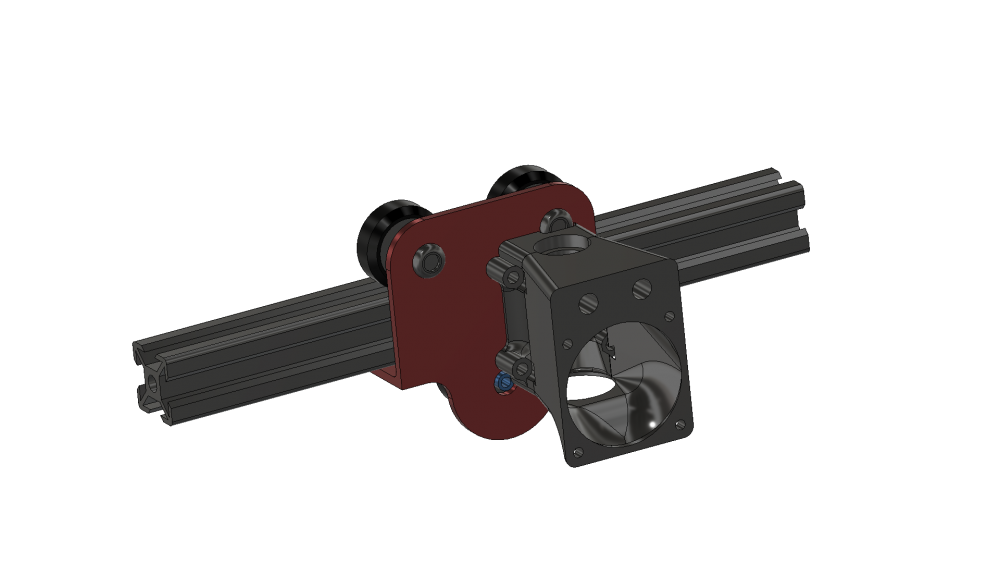
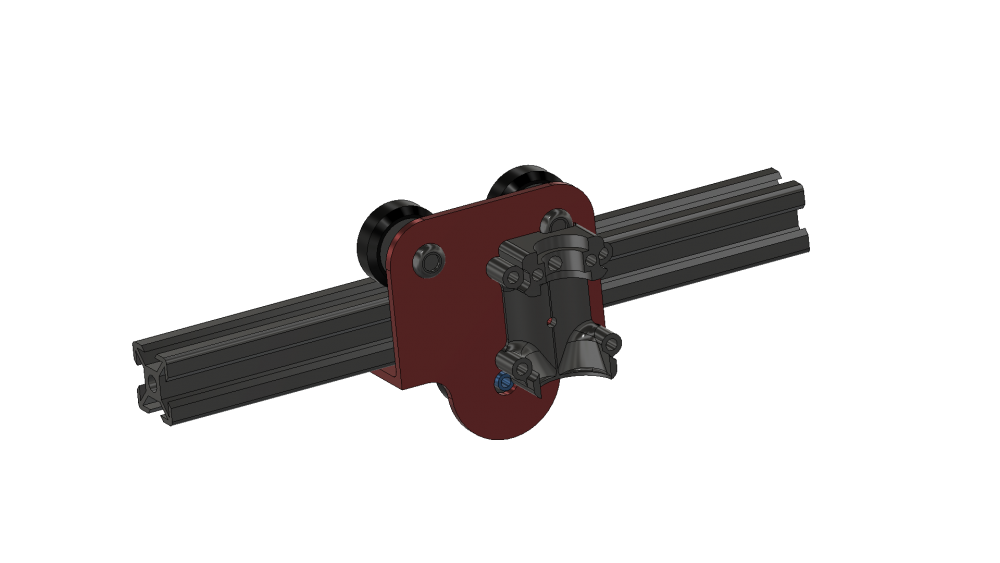
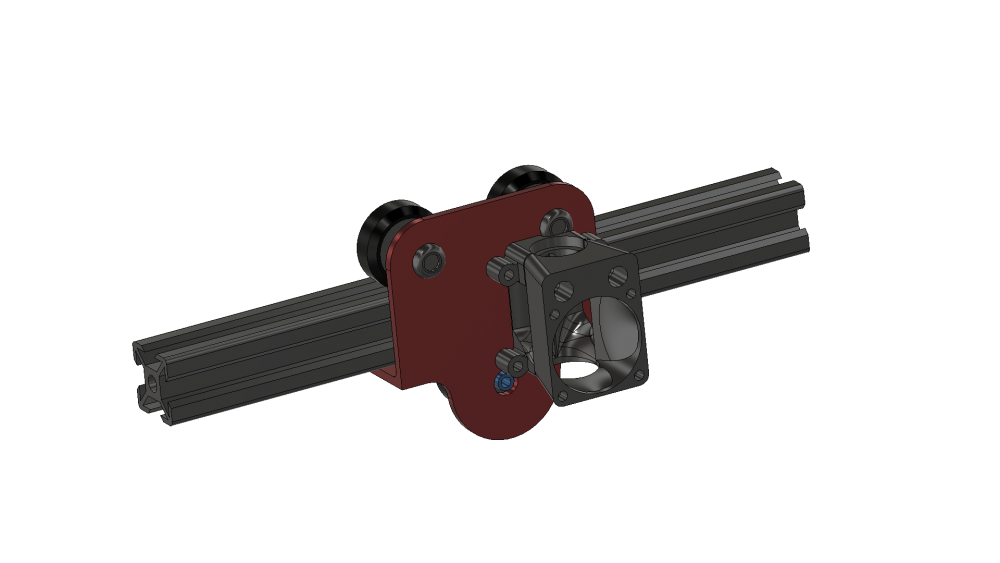
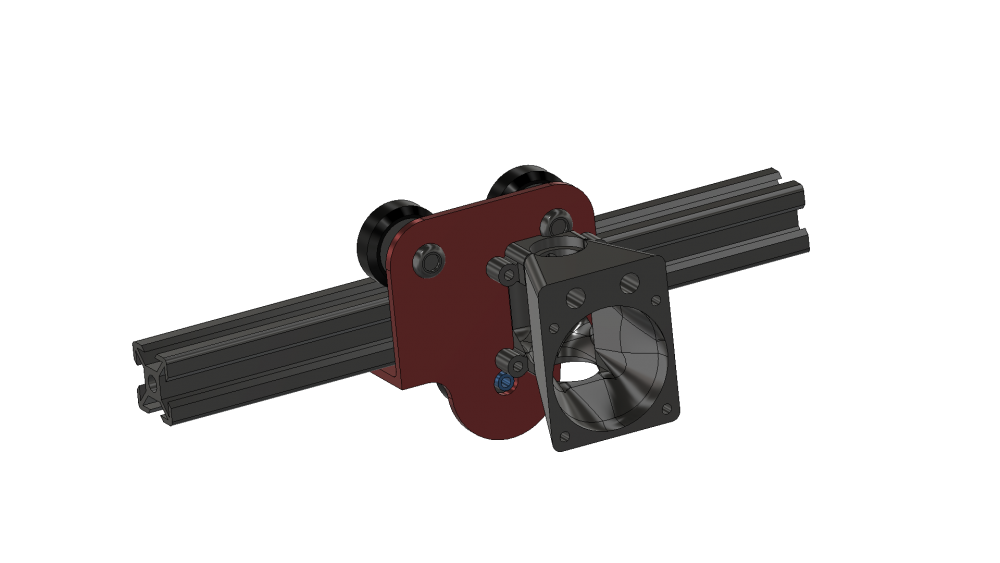
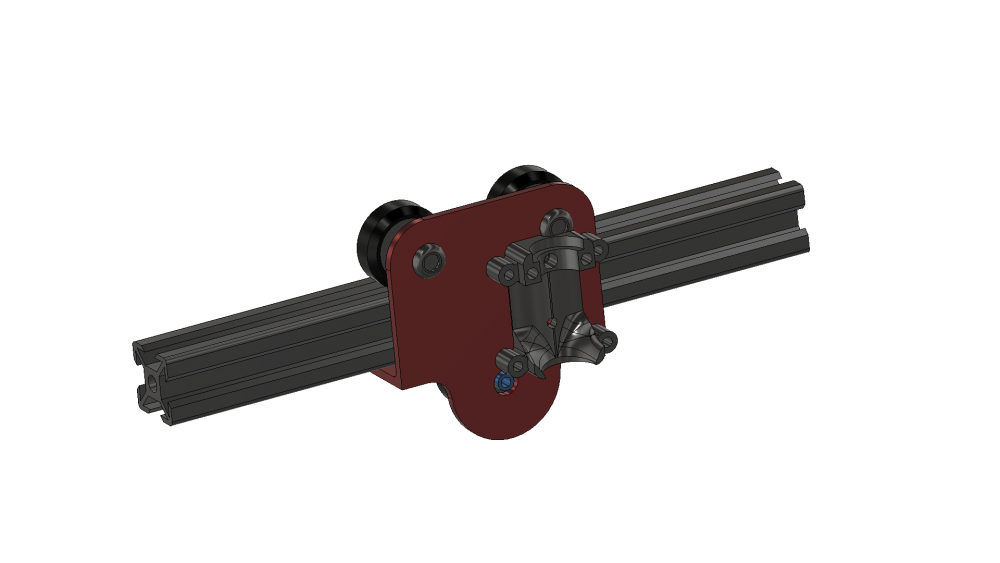
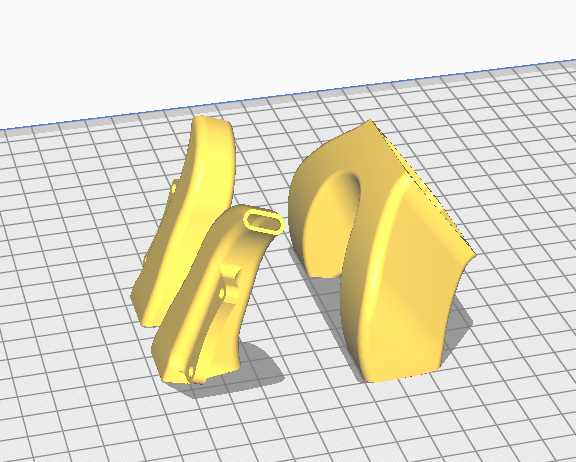
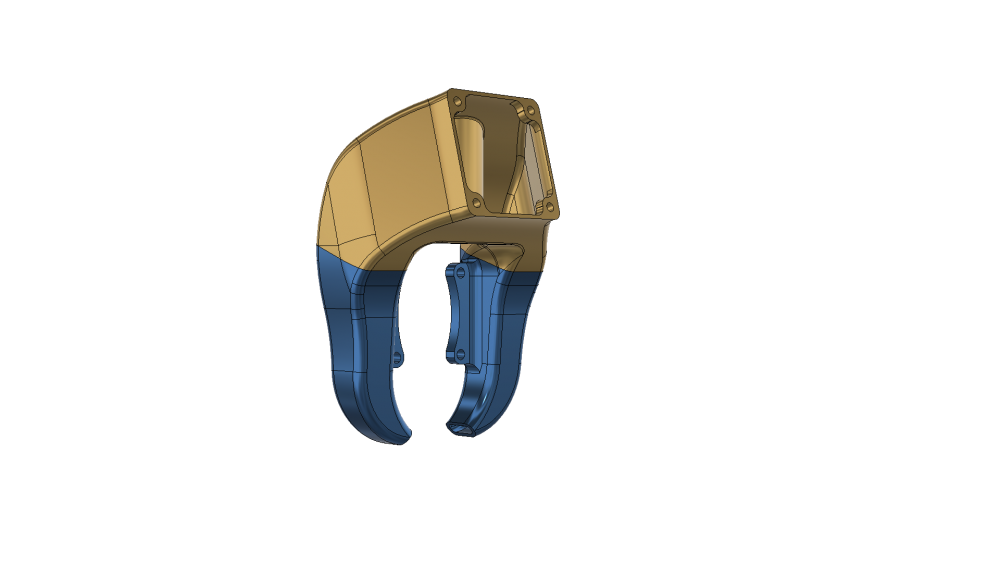
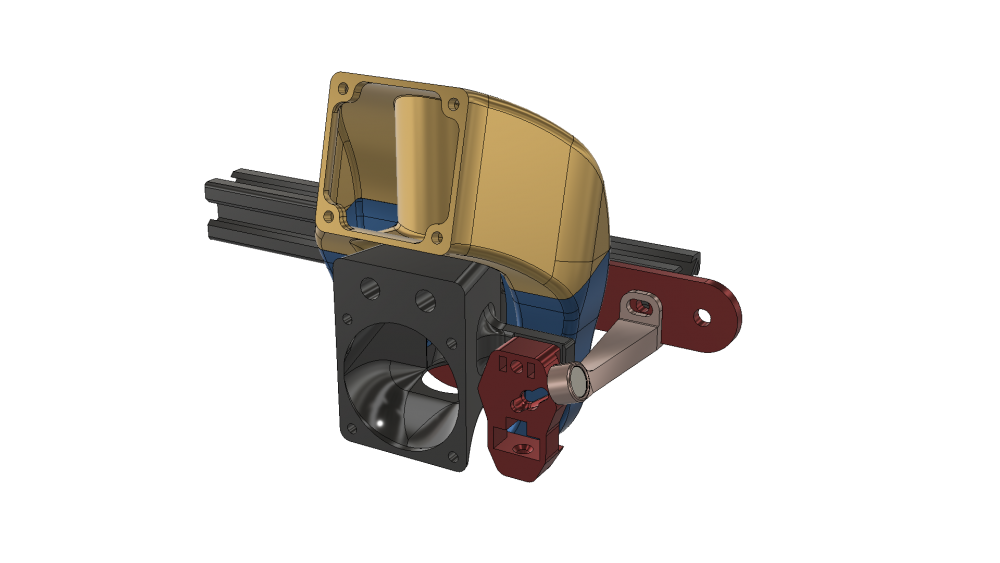
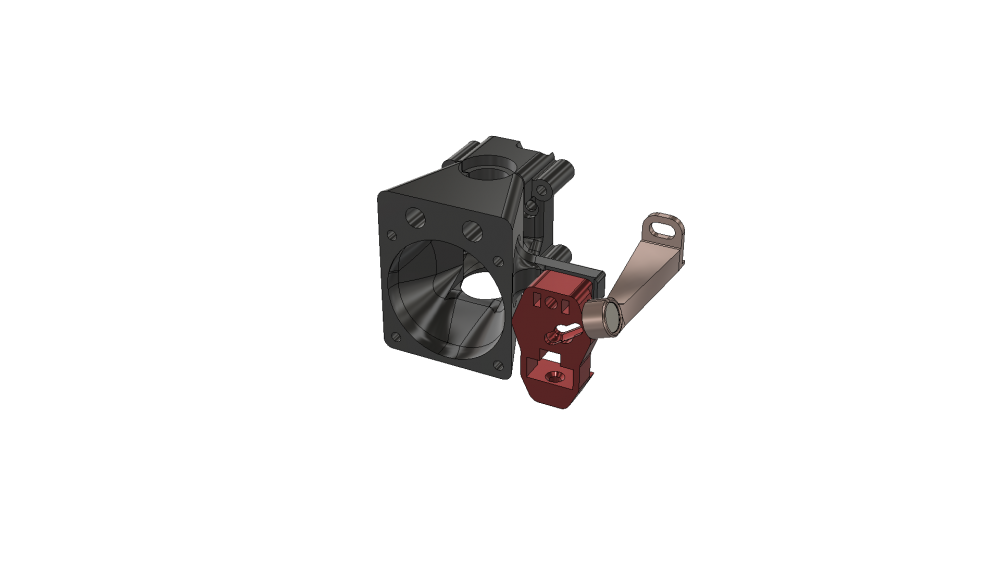
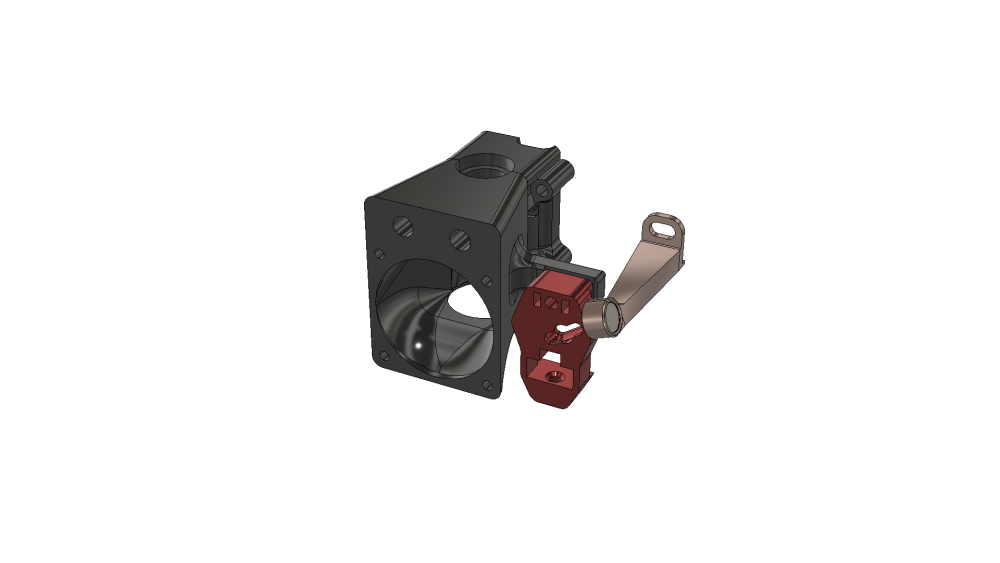
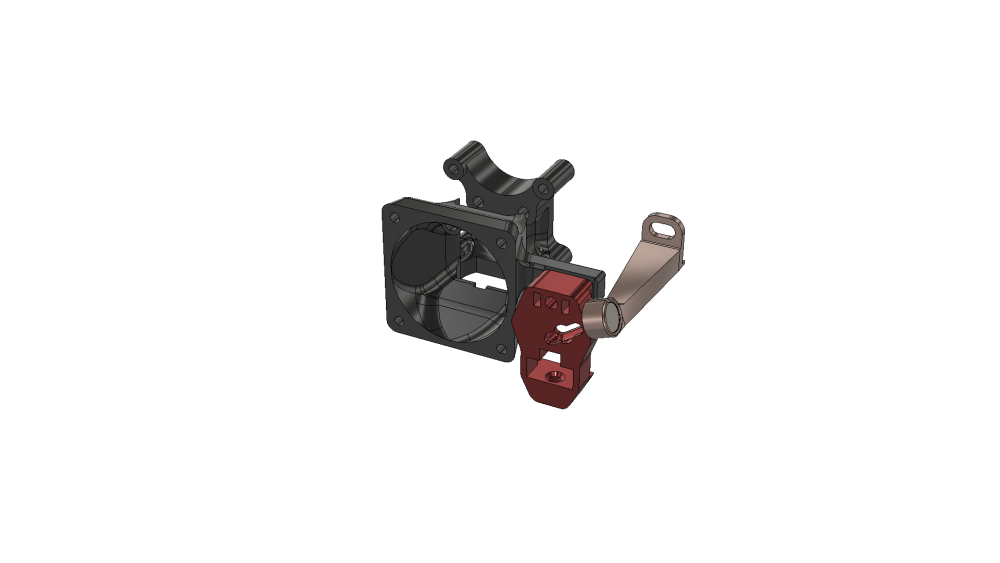
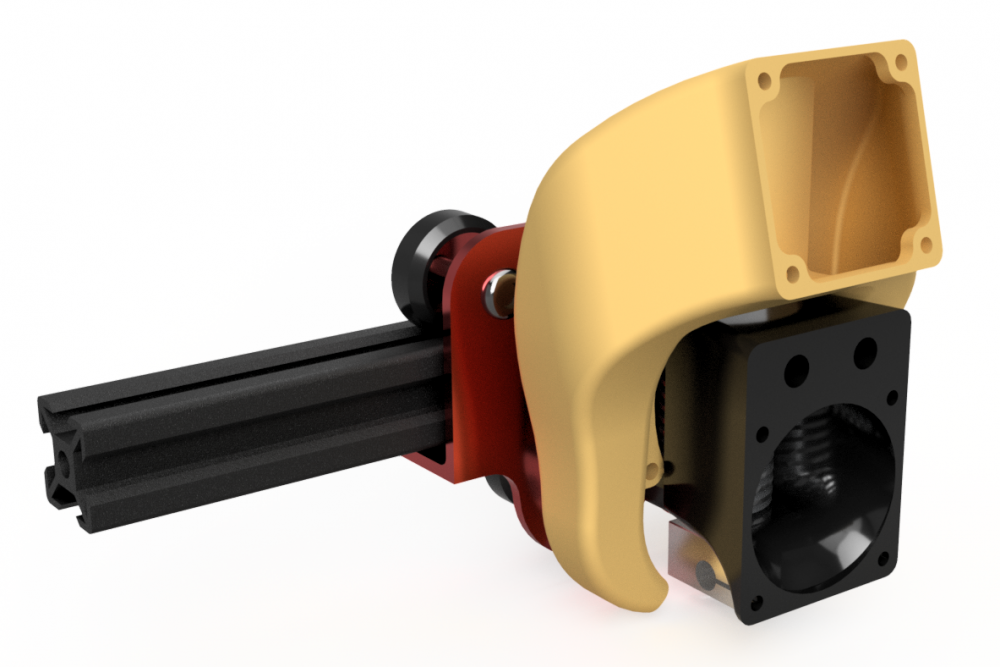
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 69 points
69 points -
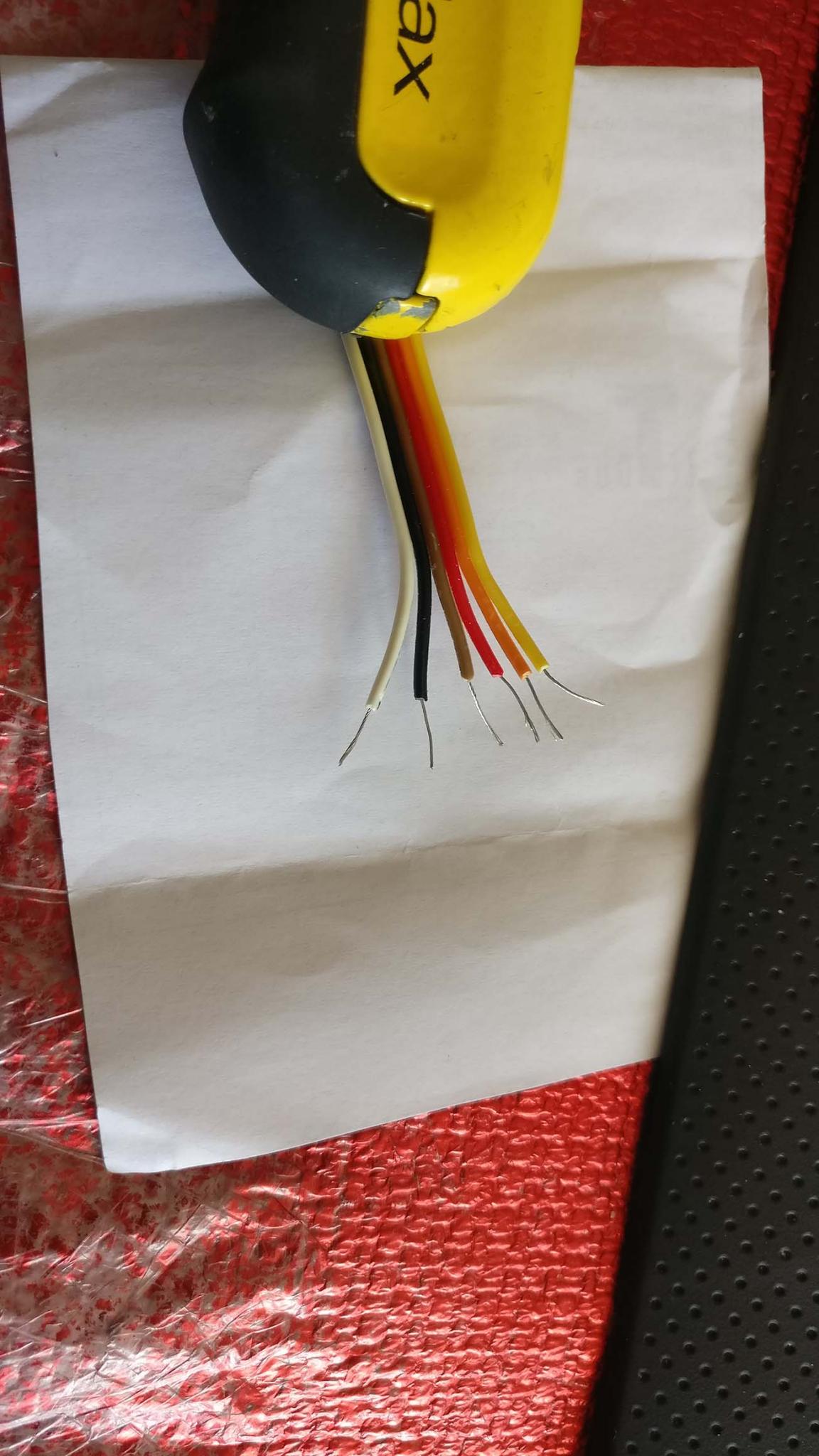
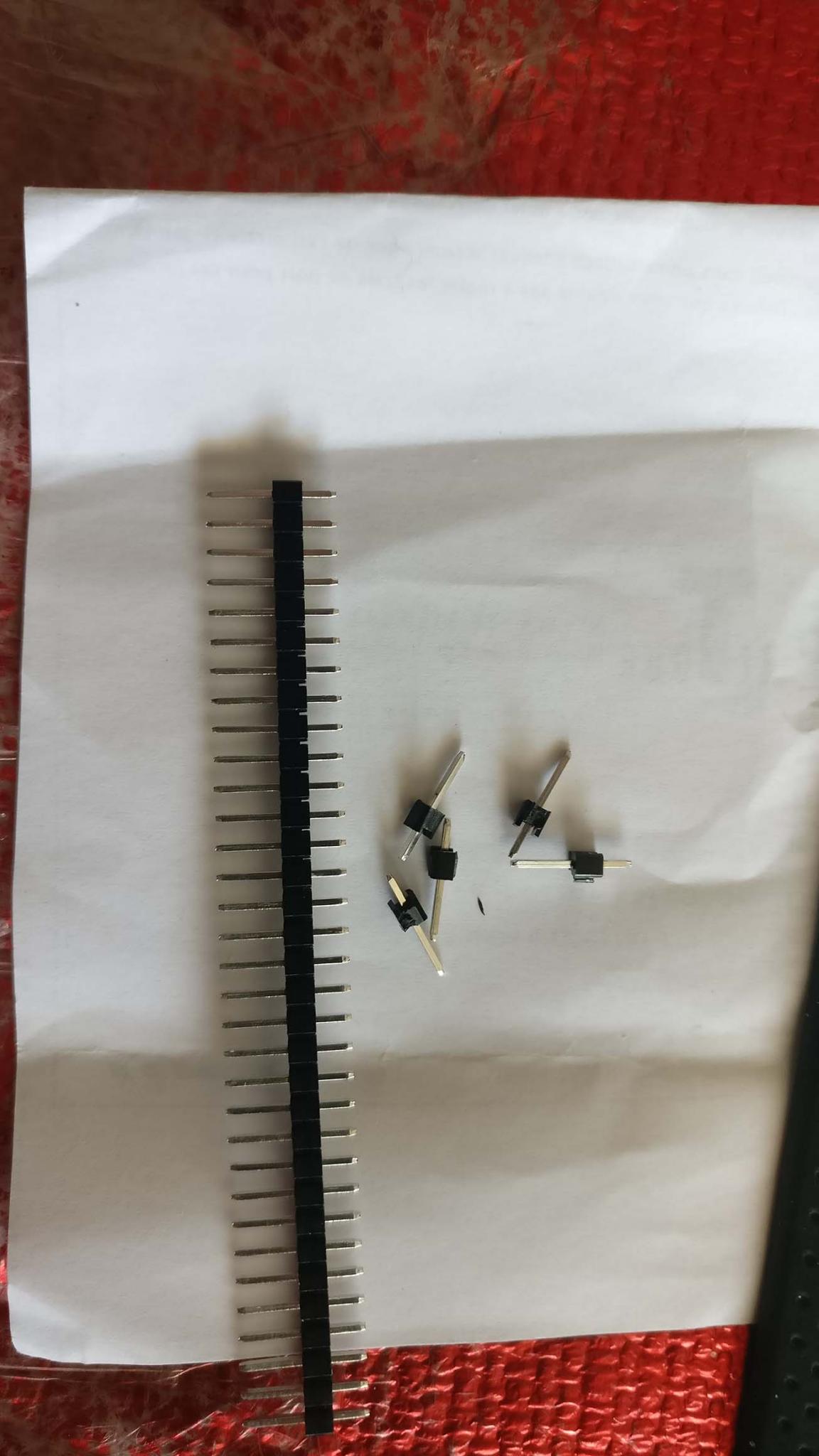
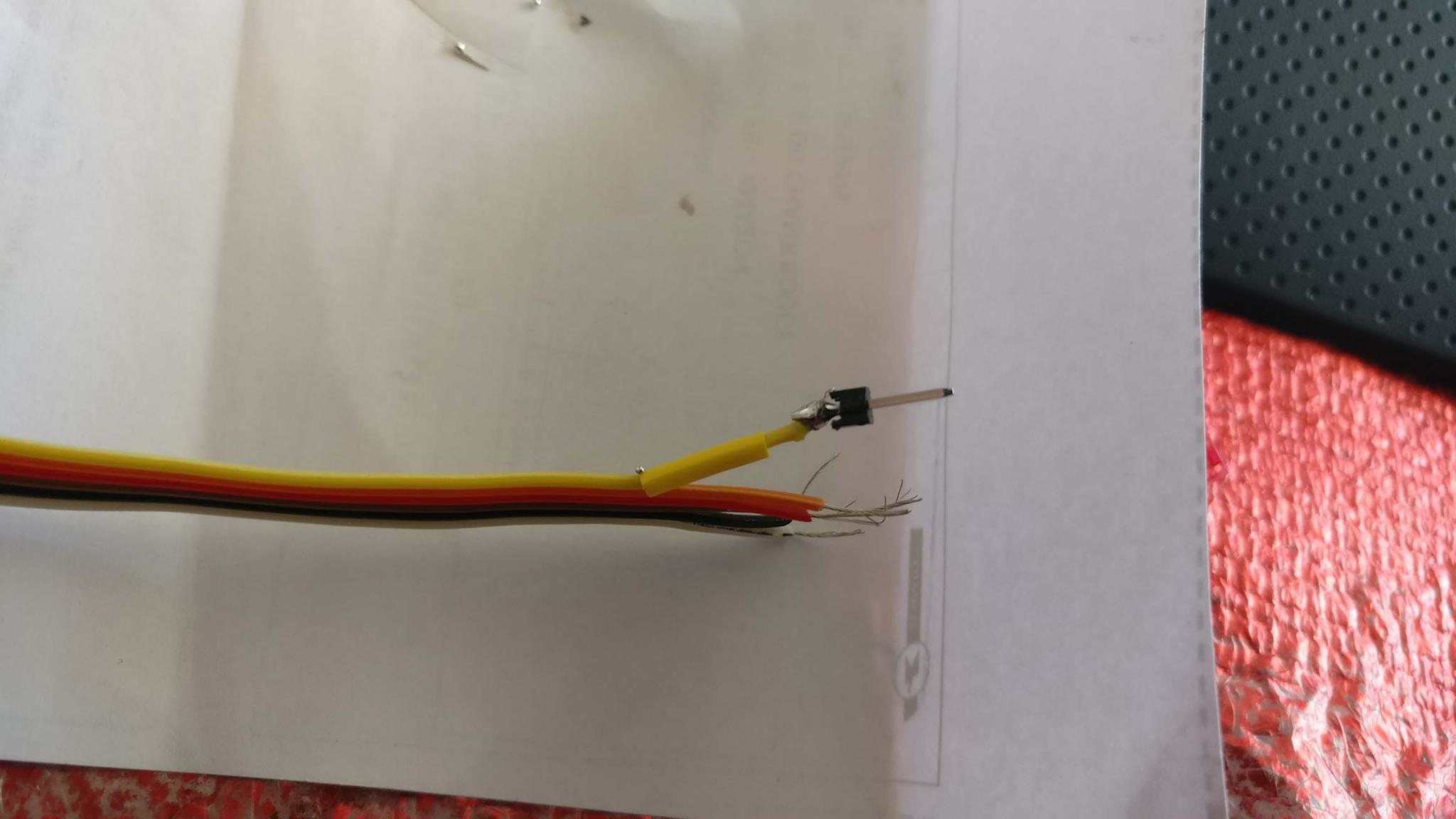
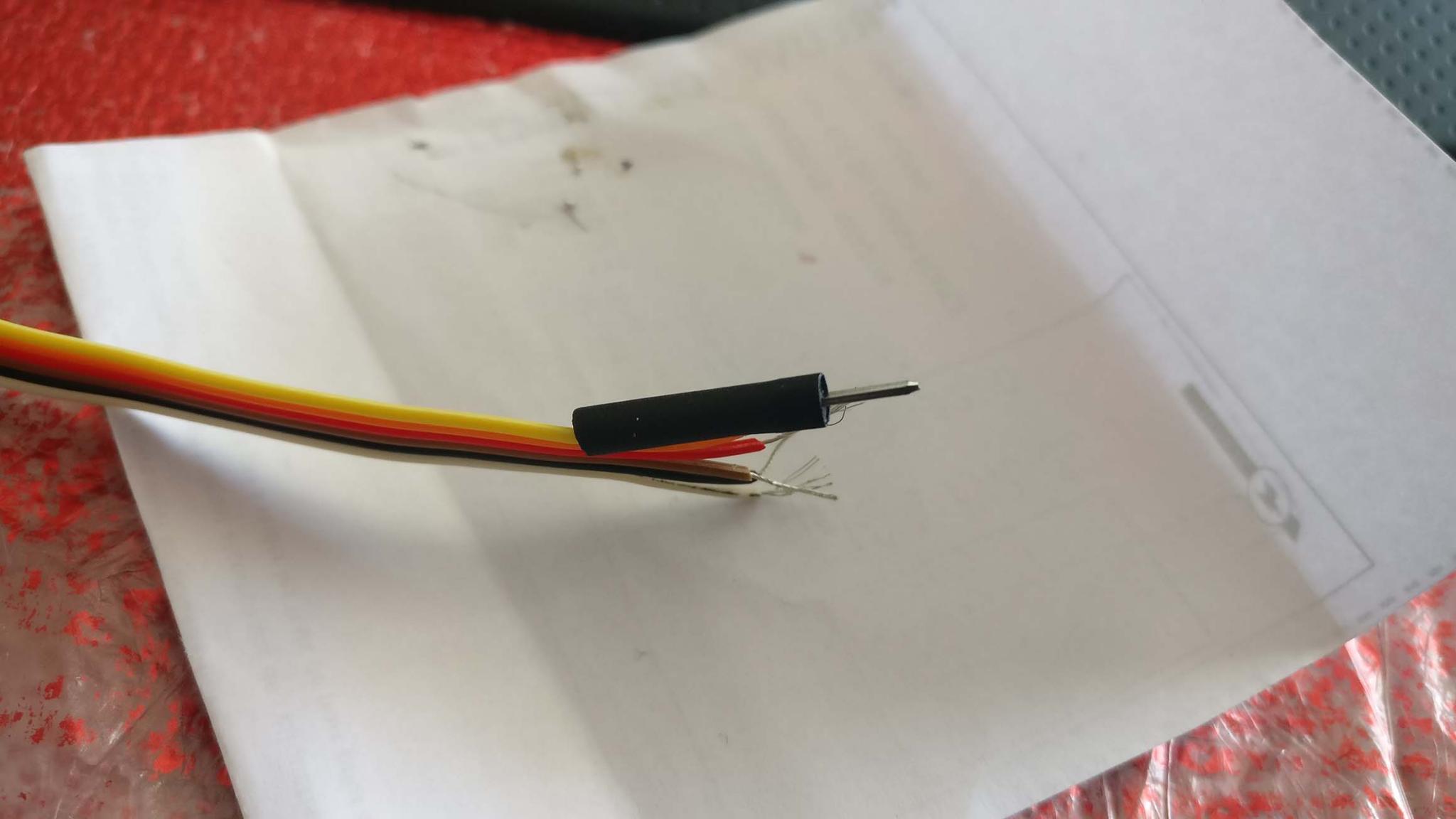
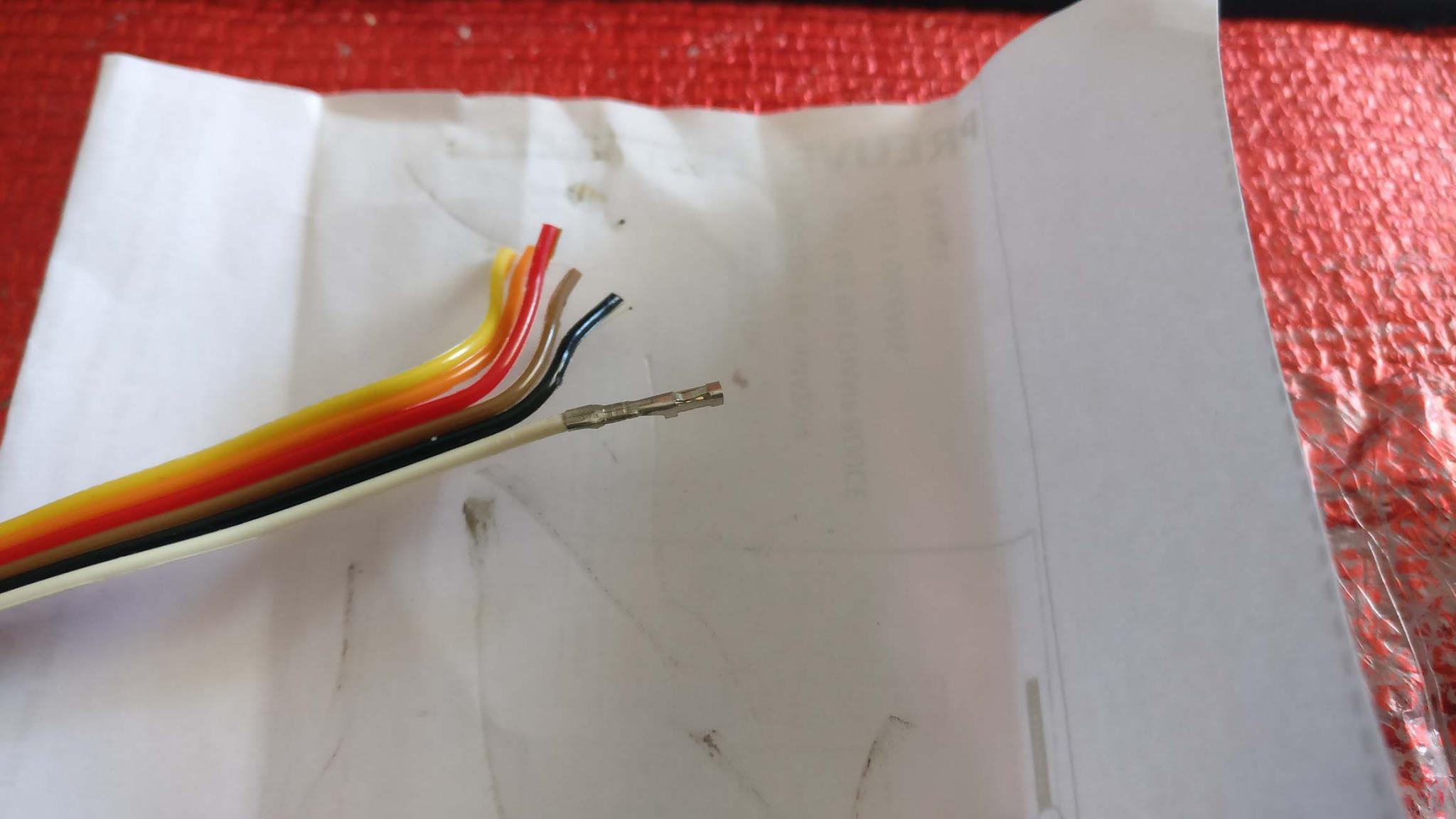
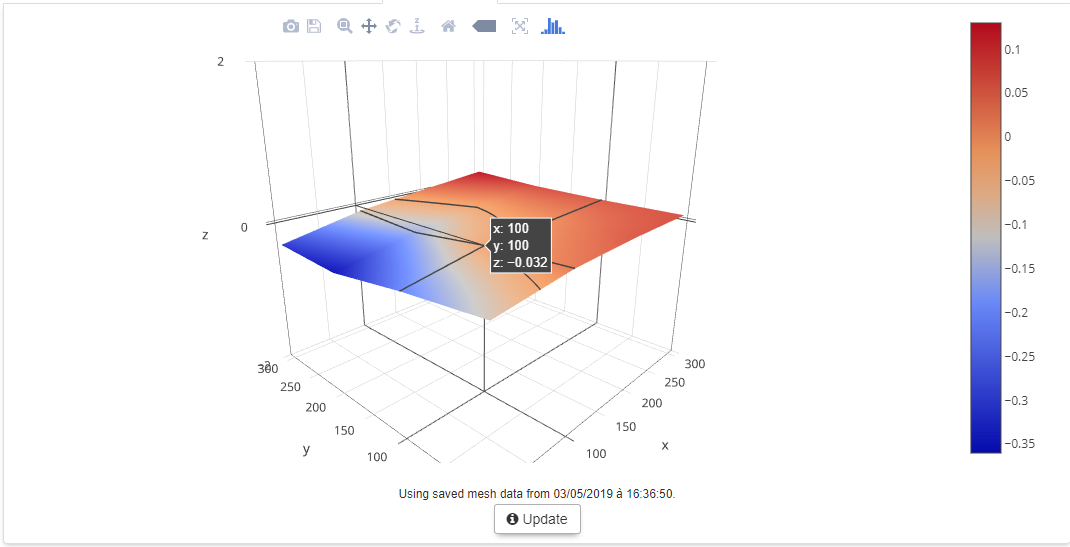
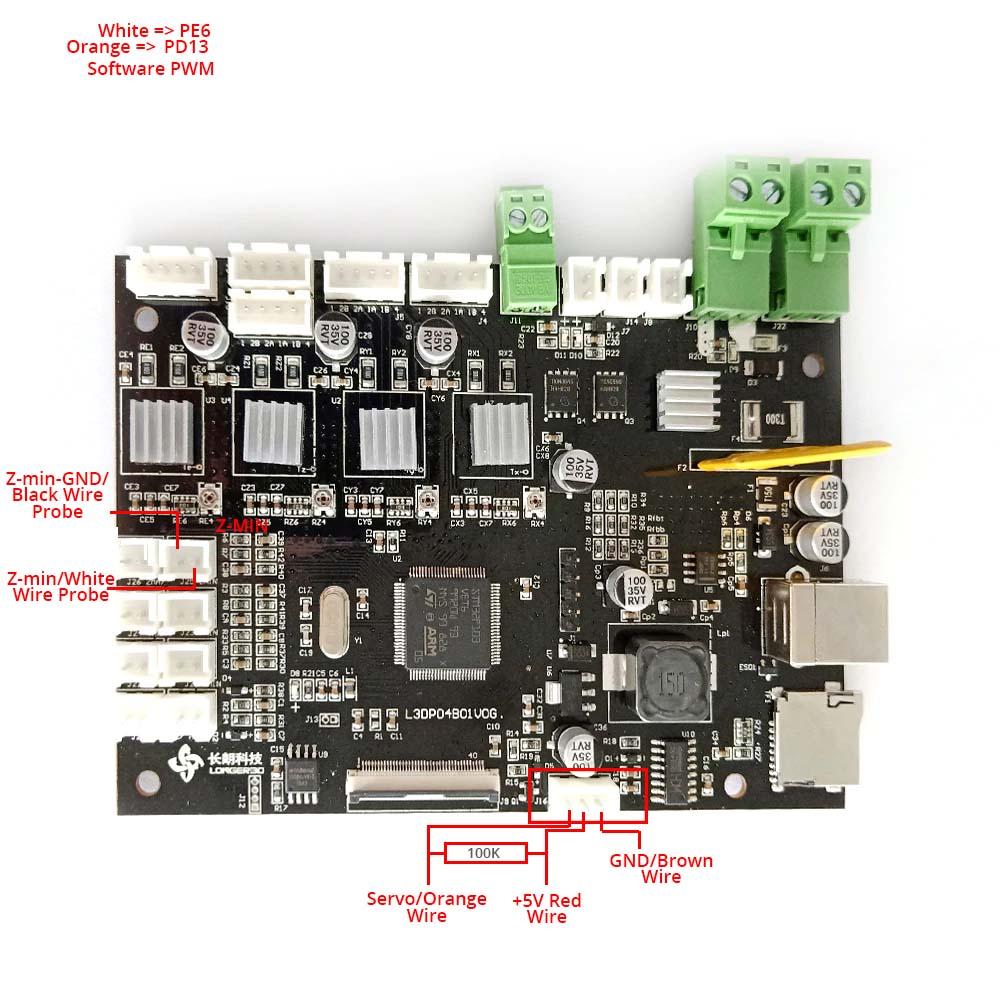
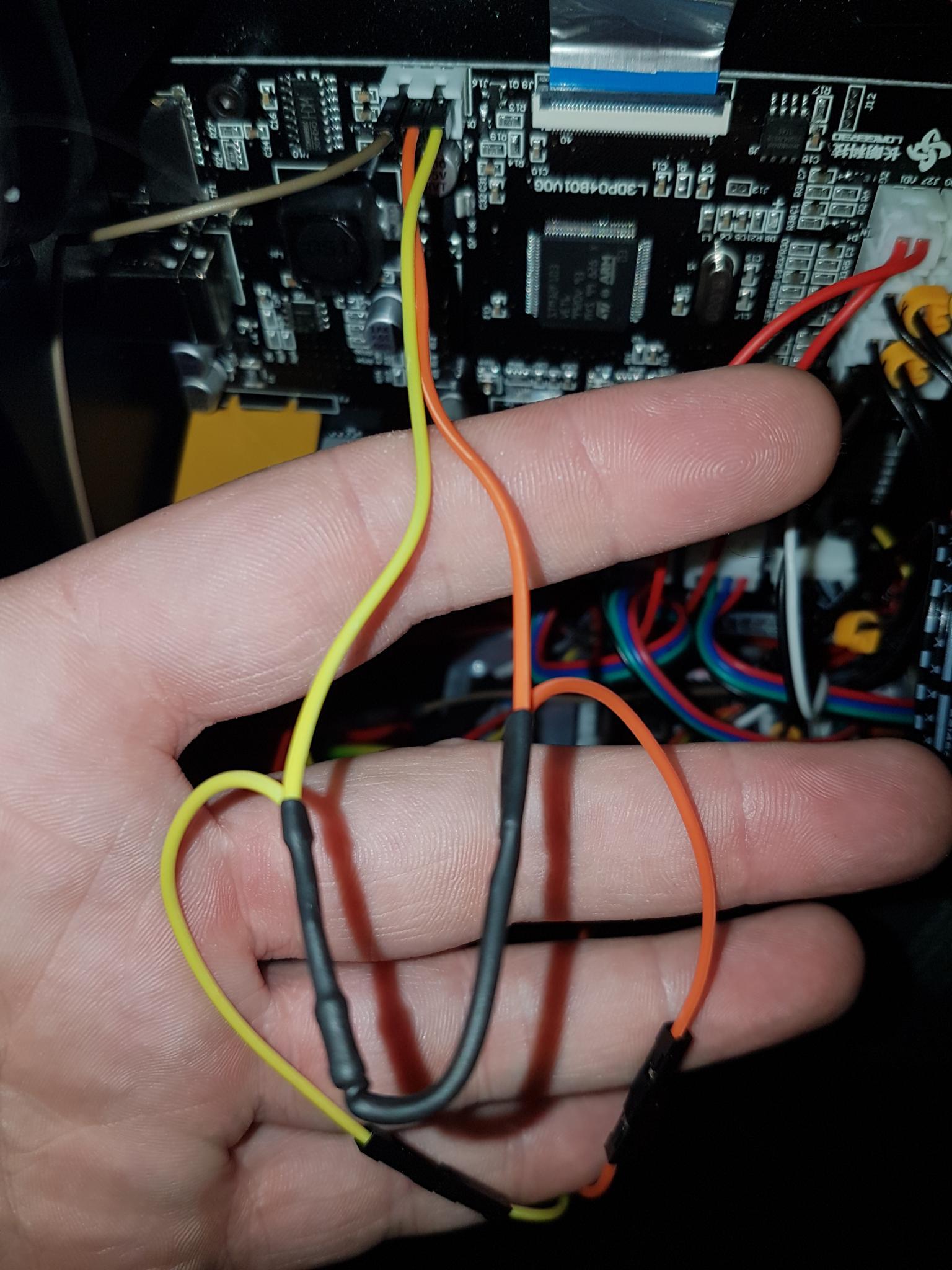
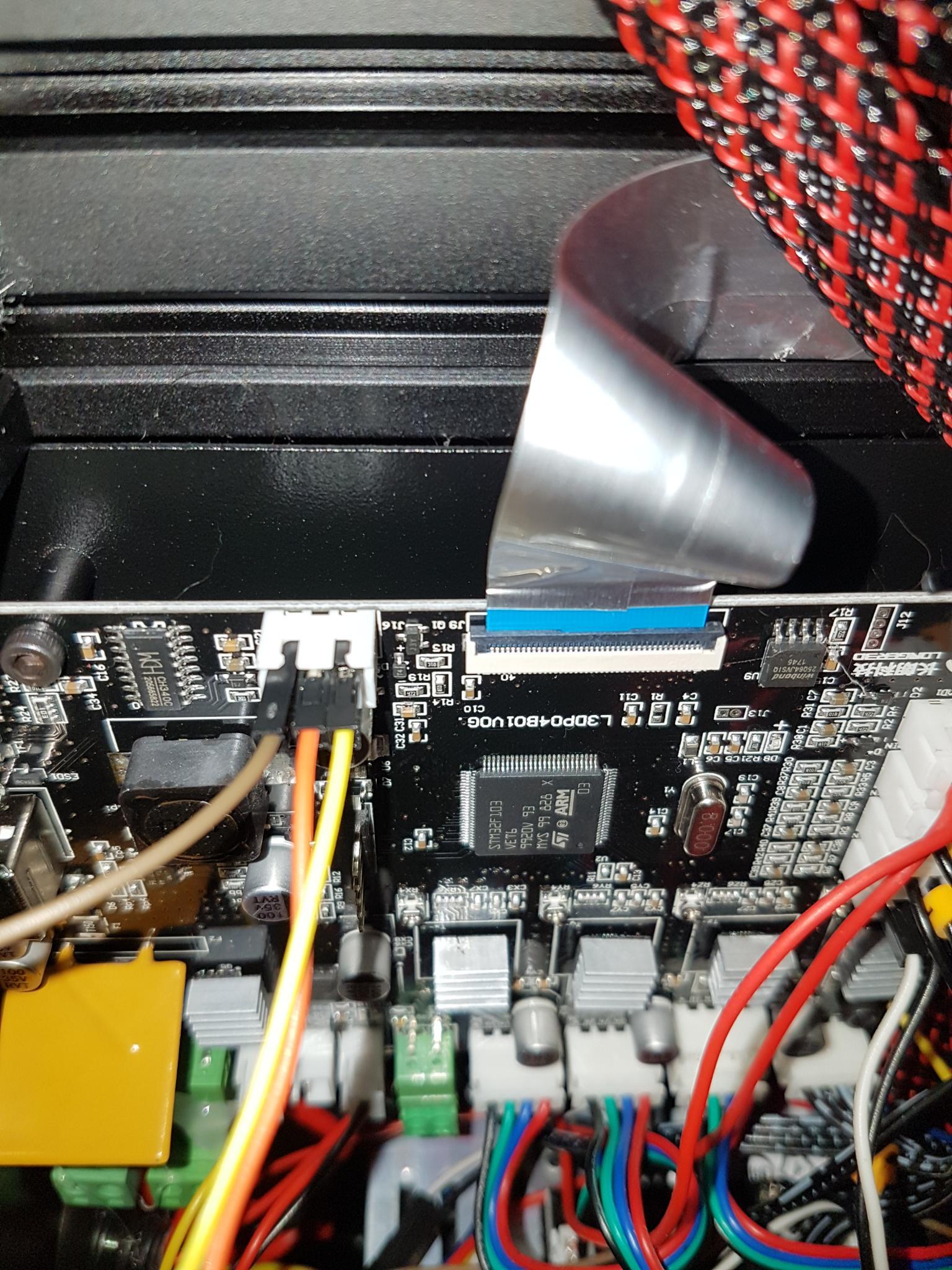
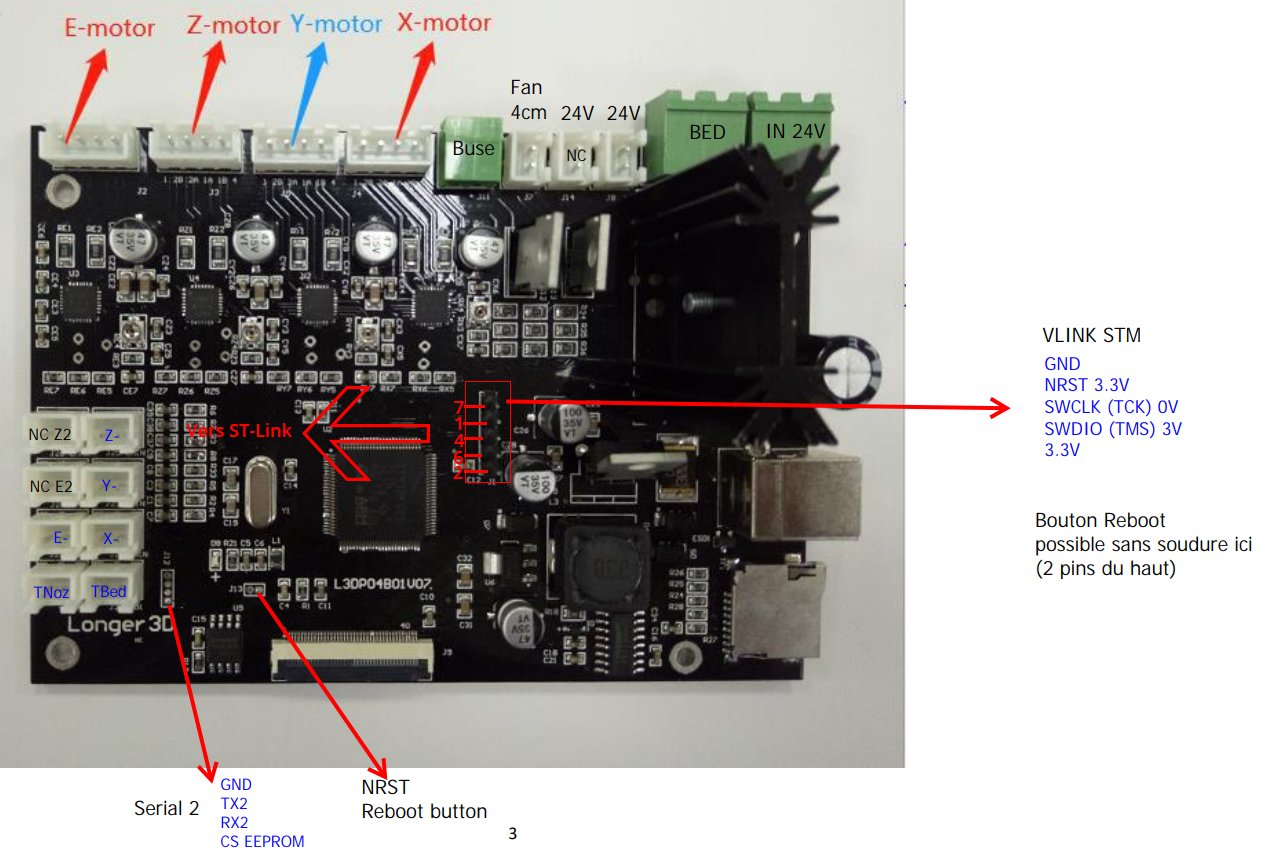
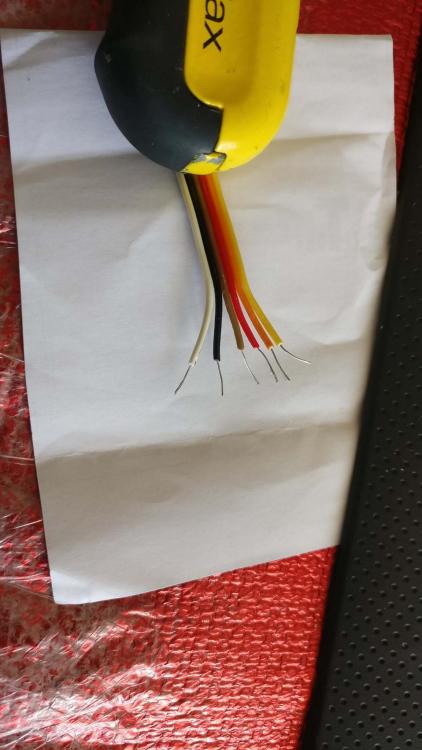
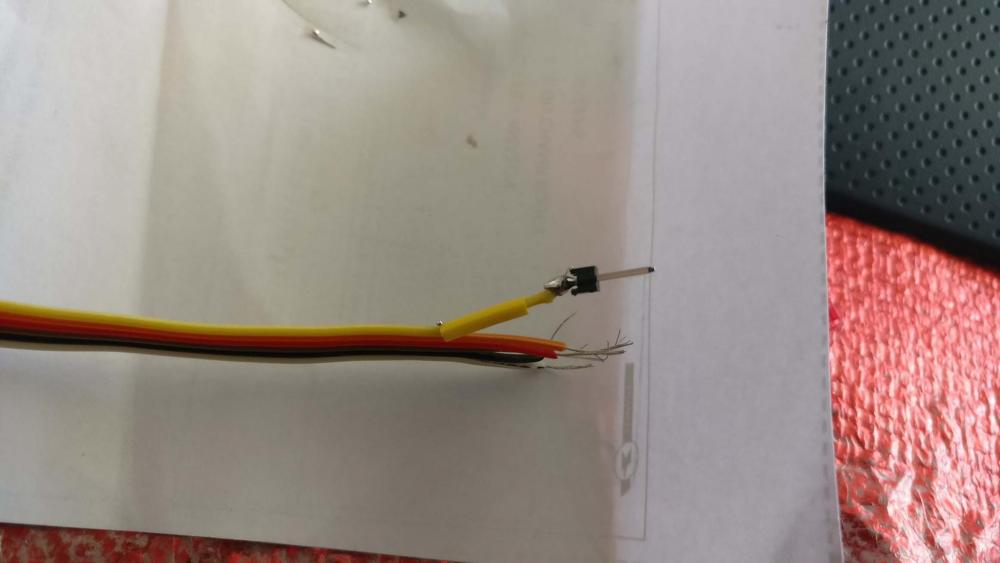
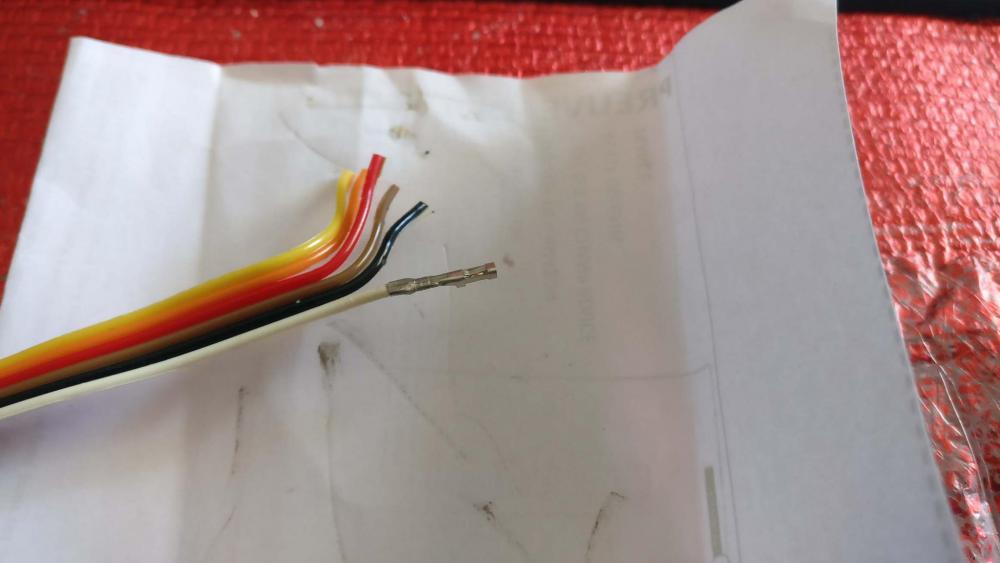
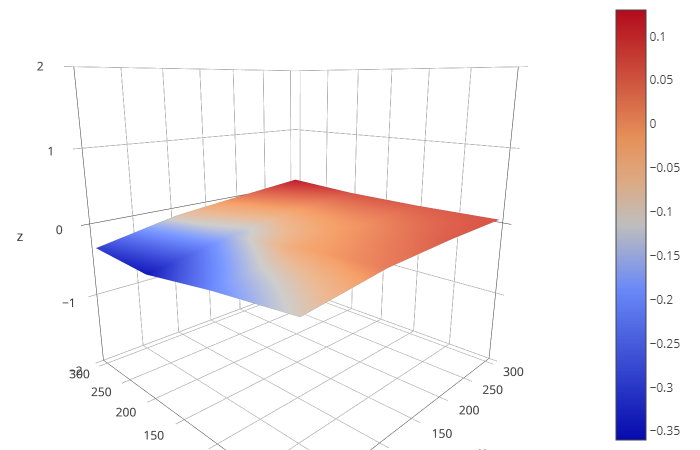
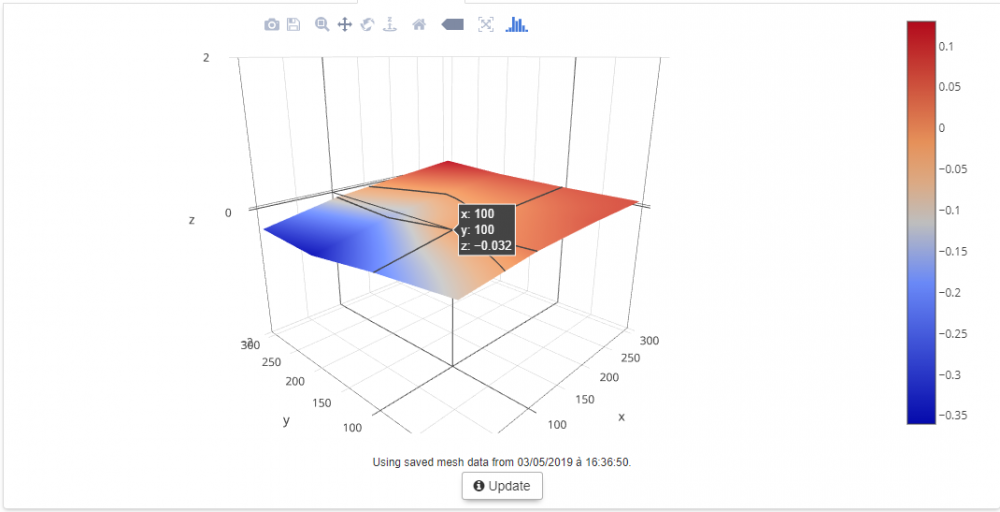
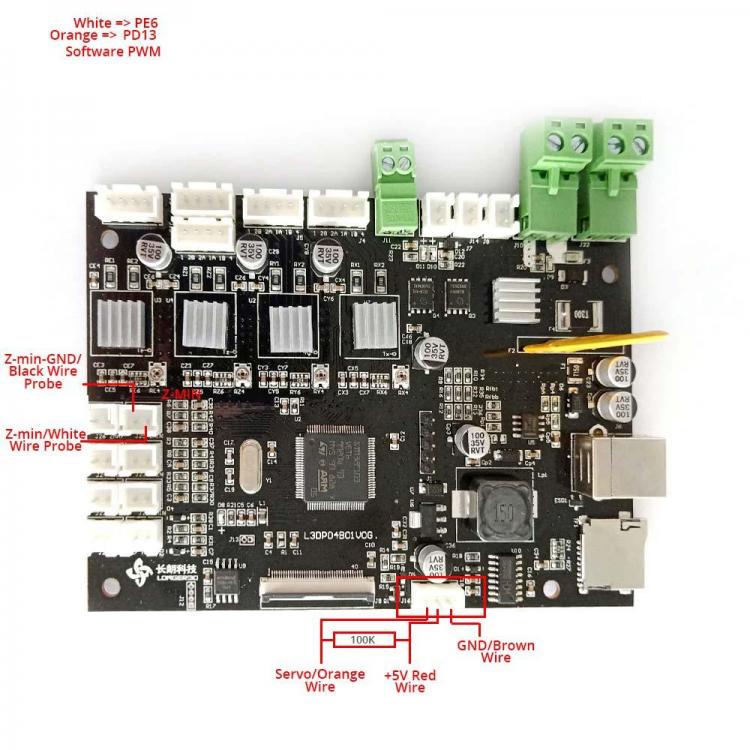
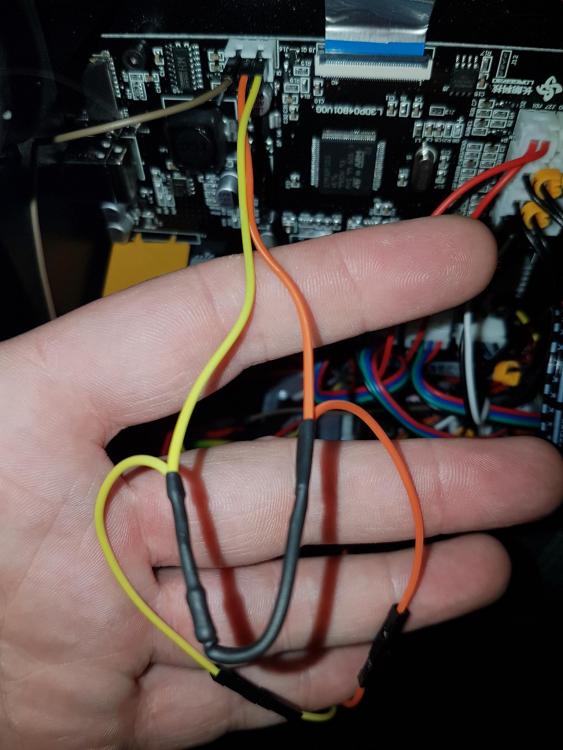
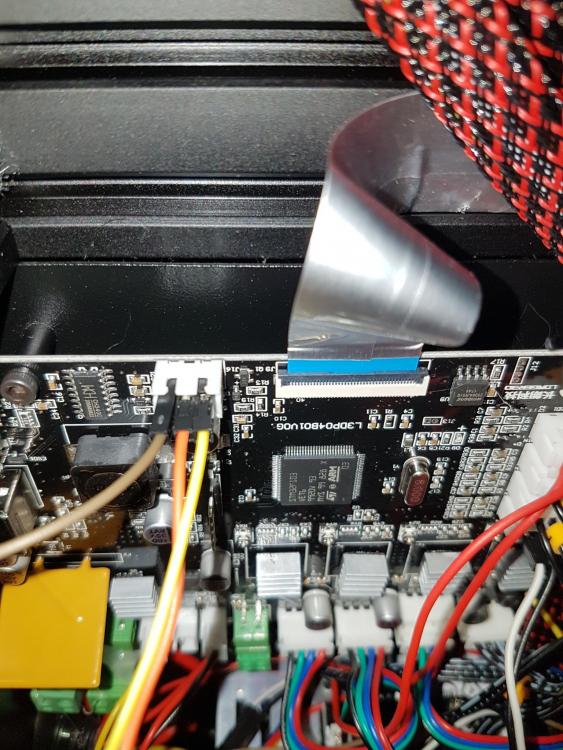
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 68 points
68 points -
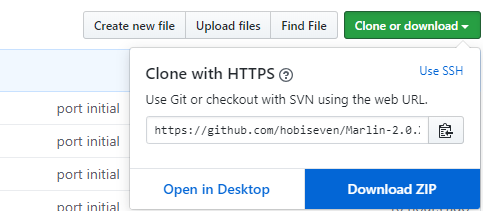
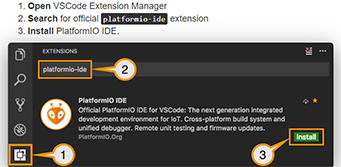
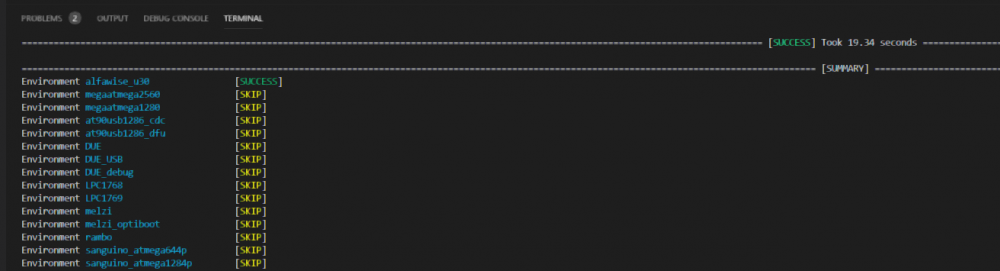
TUTO Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié au tutoriel pour flasher son imprimante Alfawise U20, U20Plus, U30 d'origine, à ses updates et améliorations. >> Un sujet sur le développement, résolution des bugs, et avancées majeures dédié existe ici << >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << ================================================================================= Comme promis, voici LE tuto sur l'installation de Marlin 2.x sur AlfaWise U20, U20+ et U30 : (v8 update du 25/08/2019. Modification de la méthode de paramétrage pour compilation dans VScode). IMPORTANT / RAPPEL : Marlin est aujourd'hui le firmware OpenSource le plus populaire des imprimantes 3D. Alors que la version la plus répandu est encore Marlin 1.x.x, la version 2.x est toujours en cours de développement. Cette dernière apporte le support en natif des carte-mères en 32bits de type ARM, bien plus puissantes. Les développeurs actuels n'ayant pas inclus les cartes de chez Alfawise, nous avons donc créé un fork de la dernière bêta de Marlin 2.x. La version proposée aujourd'hui est donc une bêta stable. Pour ces raisons et malgré notre travail, des bugs peuvent être rencontrés. Il est désormais possible de revenir totalement en arrière et de reflasher avec le firmware d'origine. La procédure est en cours de rédaction. Flasher votre imprimante est une opération non anodine et peut rendre inutilisable cette dernière de façon temporaire ou définitive. Veillez à suivre scrupuleusement toutes les explications et recommandations, plusieurs fois, et de faire tout cela au calme sans précipitation. Vous perdrez l'environnement graphique que vous connaissez sur l'écran de vos machines. En effet, cela demande un développement spécifique qu'il faudra là encore produire. Vous aurez à la place un affichage plus austère, mais néanmoins efficace. Nous travaillerons plus tard sur une nouvelle intégration graphique. L'écran tactile est parfaitement fonctionnel en version 1.1 et 1.2 L'imprimante fonctionne parfaitement sous Marlin avec un Octoprint. Toutes les cartes mères excepté celle de la U10 sont compatibles ! Vous pourrez au choix, soit directement utiliser la dernière version compilée en PJ de ce post, soit personnaliser votre propre version de Marlin pour votre machine. Marlin permet également de corriger le problème de baudrate en USB, ce qui causait des impressions de mauvaises qualités ou ratés à contrario de la carte-sd, comme vu ici : Pourquoi passer sous Marlin ? Tout utilisateur d'Alfawise s'est confronté tôt ou tard aux limitations d'un firmware fermé et limité en options de réglages. Utiliser Marlin permet de configurert de A à Z son imprimante pratiquement dans les moindres détails. Ainsi, chaque utilisateur peut avoir au final SA version de l'OS personnalisé sur sa machine. Des problèmes techniques ou limites techniques sont également habituellement rencontrées. Limitations de vitesses de déplacements du homing, vitesse d'impression MAX, Optimisation/configuration des éléments de chauffe, de sécurité.. Ajout d'un palpeur/sonde pour mise à niveau du bed automatique (Z probe comme un BL-Touch par exemple), Sécurités supplémentaires en cas de problème, Précisions globales des impressions, performances des moteurs, Débit USB limité etc... Bref la liste est longue, et impossible de tout détailler ici. Chacun jugera nécessaire ou non de passer sous cet OS, mais personnellement, le bonheur est total ! De quoi ai-je besoin ? Plus besoin d'alourdir les dépenses ou la prise de tête, vous pouvez flasher votre firmware directement par la carte SD, et ce, sans aucune modification ! En effet, c'est le bootloader d'origine présent dans le CPU qui se chargera de ce travail. Vous pouvez toujours vous procurer un ST-Link qui vous permettra soit selon le cas des personnes de se faciliter la vie, soit pouvoir debugger, soit en cas de souci débloquer la machine. Si vous êtes intéressé voir l'archive du post d'origine plus bas. Si vous souhaitez personnaliser votre version de Marlin pour votre machine (compilation) : Si vous ne souhaitez pas personnaliser votre version de Marlin pour votre machine (flash seul) : Vous avez pris votre décision ? Vous avez dégagé tout élément perturbateur autour de vous ? (Votre femme, votre homme, vos enfants, votre chat vos amis...) Alors allons-y ! Méthode personnalisée AVEC compilation : Méthode standard SANS compilation (flash seul) : Archive (obsolète) : Archive (obsolète) : Archives (obsolète) : Voilà, vous avez Flashé votre machine avec Marlin 2-x, amusez-vous bien ! ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75, @Neolink désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### =======================================================================================================================




 53 points
53 points -
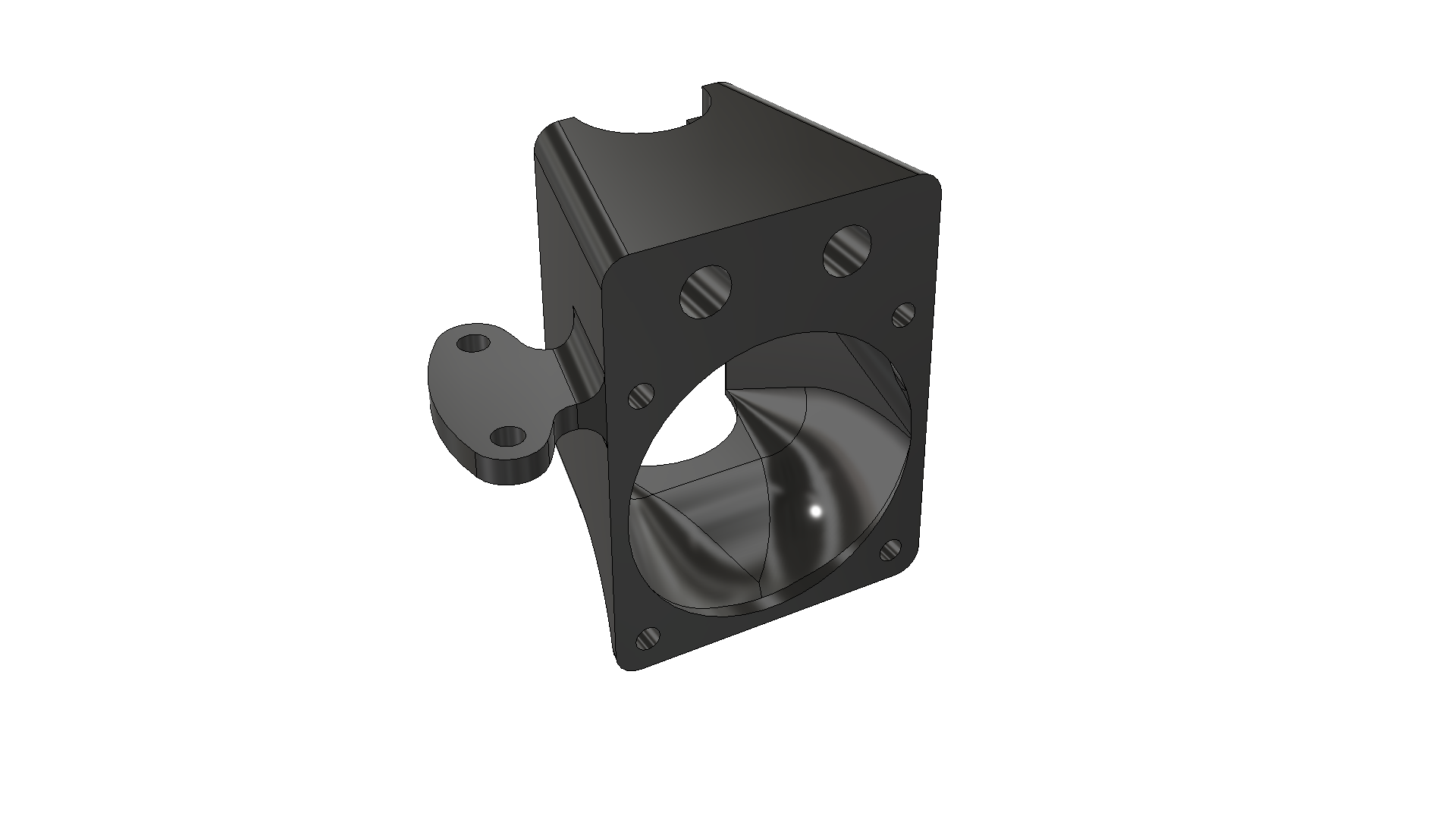
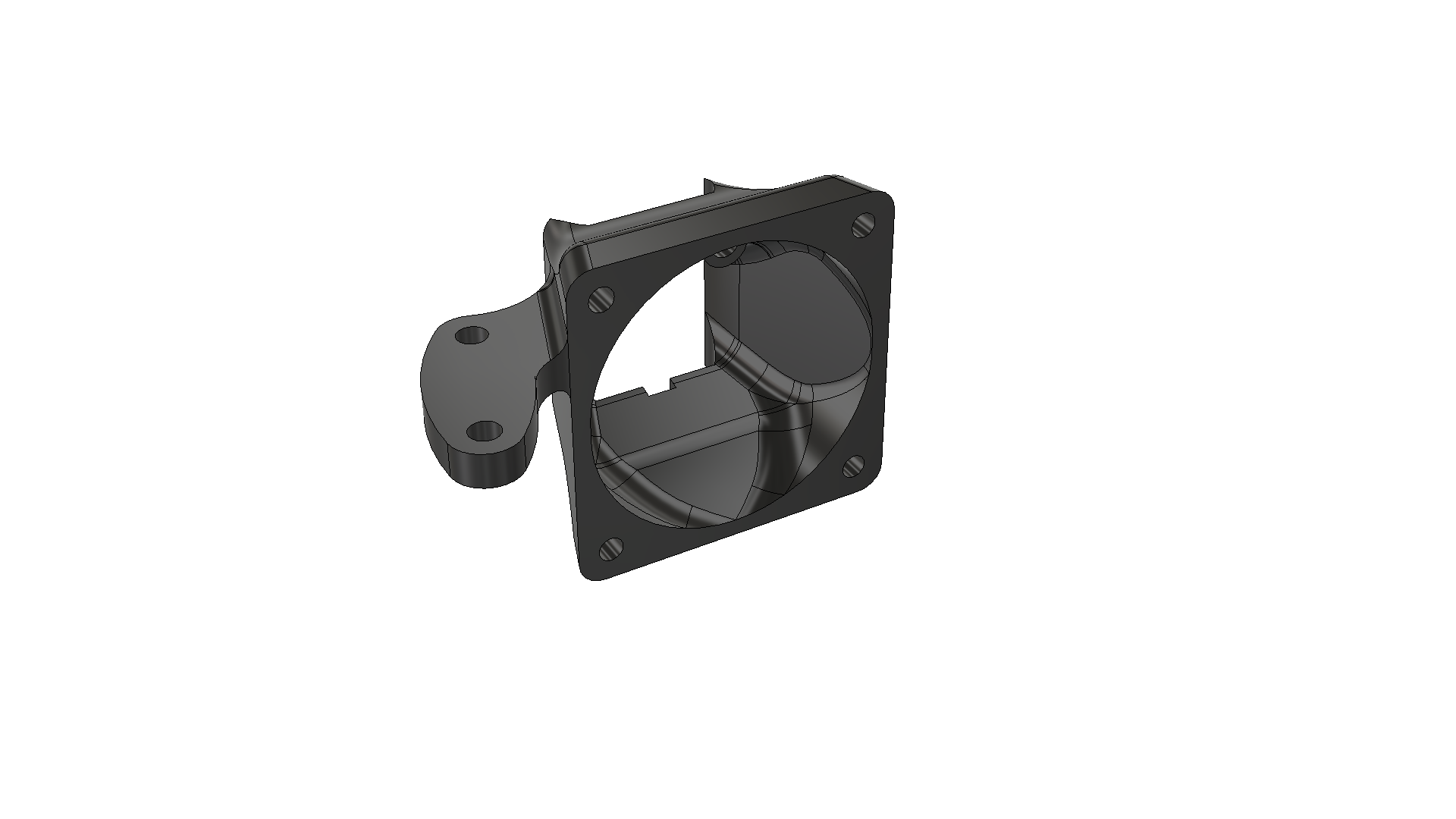
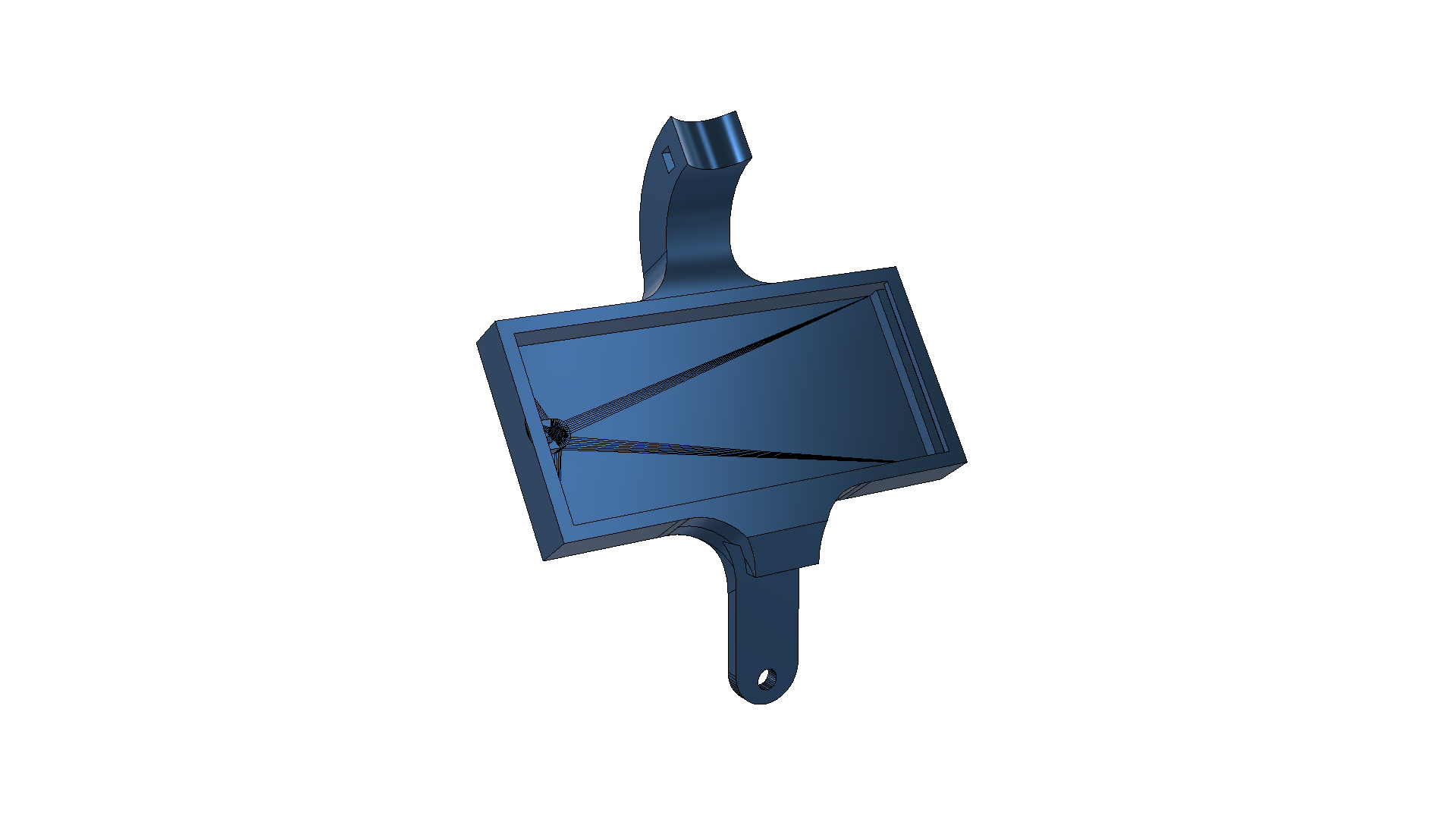
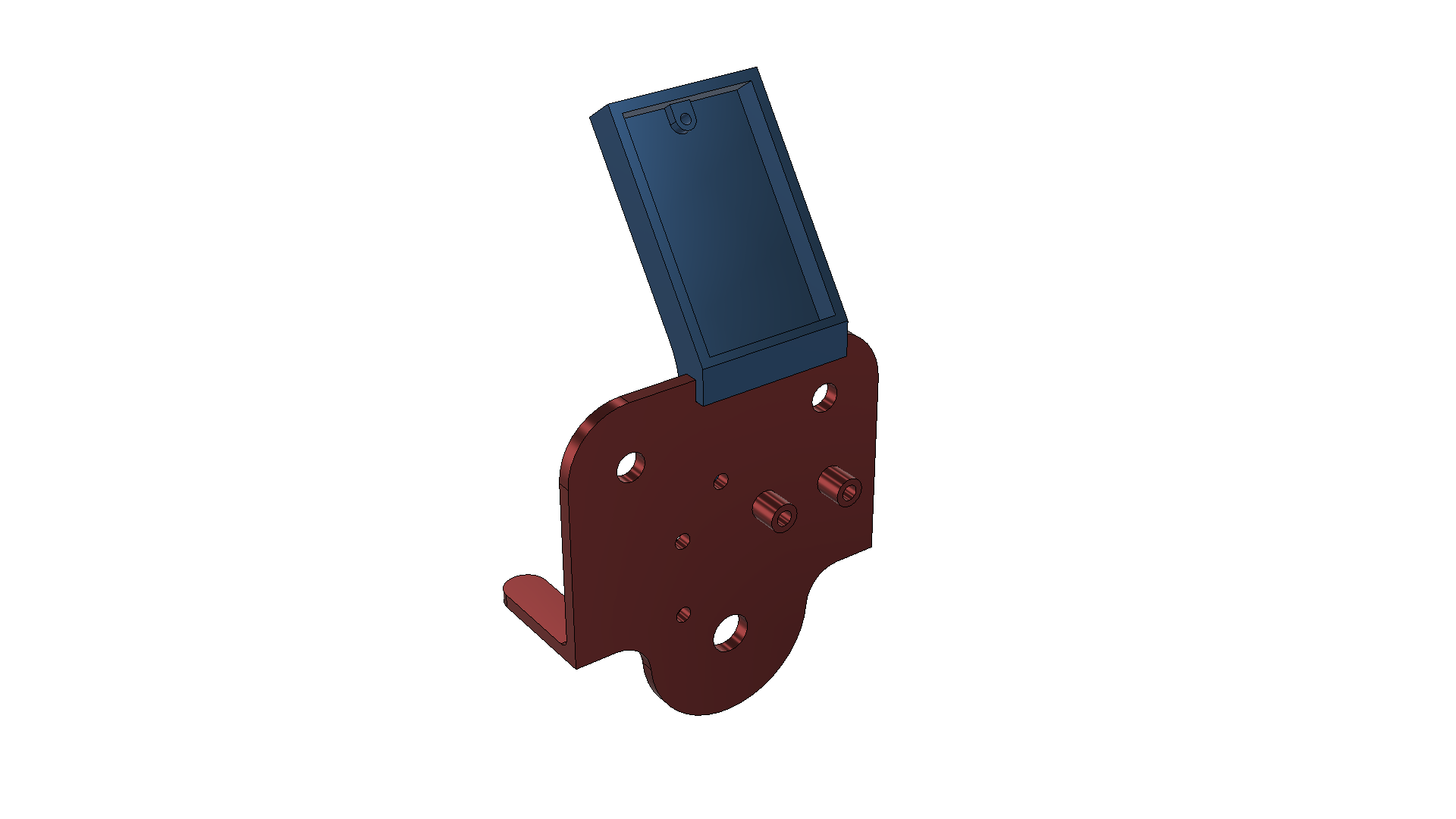
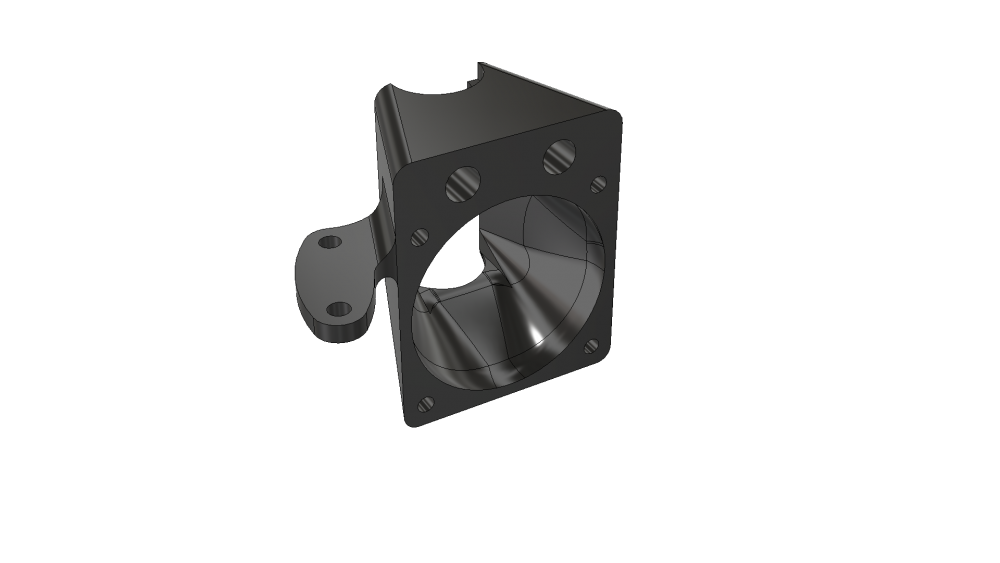
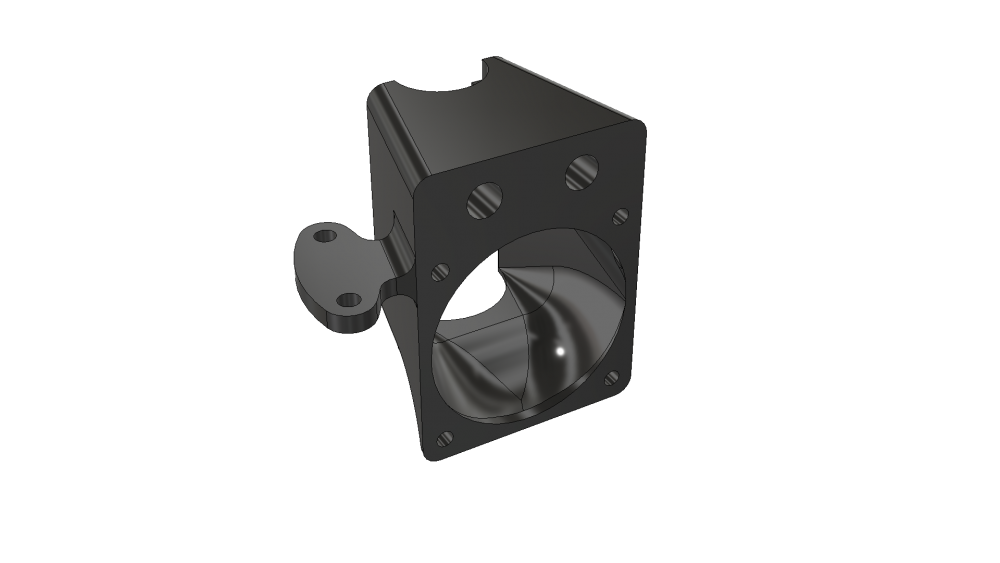
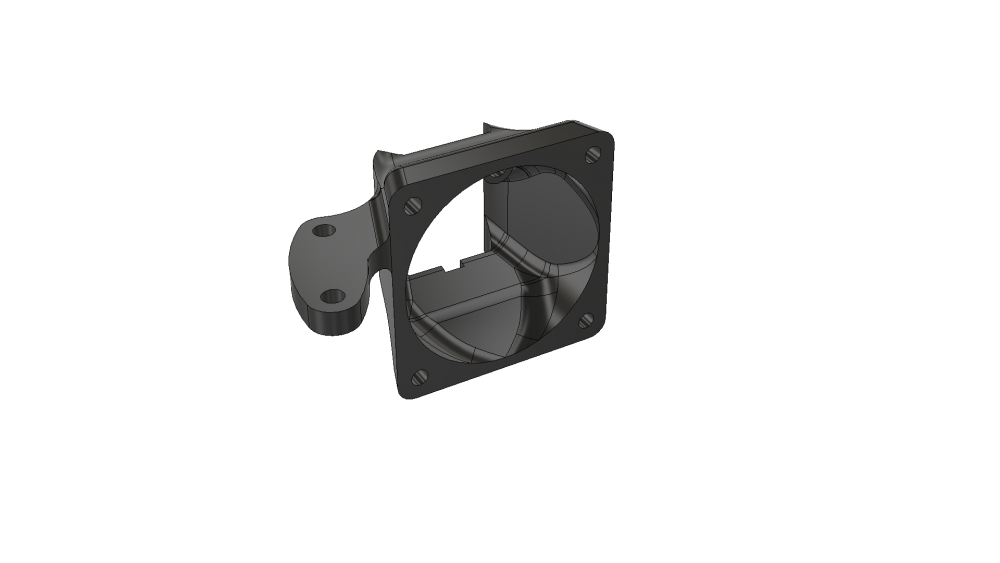
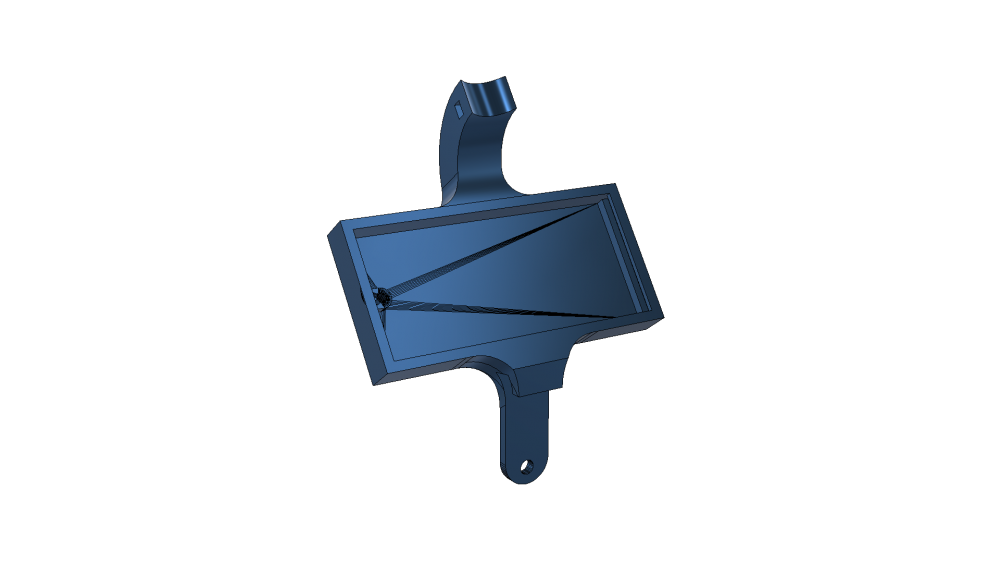
Bonjour à tous ! Voyant le nombre de demandes qui m'ont été faites et devant le fait que pas mal de débutants rencontrent souvent des difficultés à modéliser ce qu'ils souhaitent, je me suis attelé à pondre un petit gros tutoriel (très) détaillé pour Fusion 360. Alors tout d'abord, pourquoi ce logiciel en particulier ? Déjà parce qu'on peut l'obtenir gratuitement (et légalement !), ce qui en soit est déjà un argument de poids. Ensuite parce qu'hormis le fait qu'il soit en anglais, ce logiciel est en réalité très simple à prendre en main une fois que l'on a compris les bases (que nous allons voir ici). Et enfin parce que ce logiciel est tout bonnement hyper complet et qu'il permet aussi bien de faire des pièces basiques que des designs très, très poussés. Pour réaliser ce tutoriel, j'ai choisi une pièce assez simple mais qui me permettait d'aborder plusieurs techniques et approches de modélisation, il s'agit d'un support PCB sur mesure que l'on m'avait demandé. En parlant techniques vous verrez que j'ai par moment utilisé des outils plutôt que d'autres qui auraient pu être plus simple à mettre en oeuvre, c'est d'une part pour vous présenter ces outils et voir comment les utiliser mais également pour montrer qu'il n'existe pas qu'une seule façon de faire et que l'on peut utiliser bien des techniques différentes pour obtenir un même résultat. J'ai également volontairement crée ce guide au format PDF et ce pour deux raisons : Déjà, il existe pas mal de tutoriels Fusion 360 en vidéo (peut être pas aussi détaillés mais bref) et ensuite, il est souvent compliqué de suivre une vidéo et d'être en même temps sur le logiciel, on rate souvent une info, on doit revenir en arrière pour reprendre ou mettre pause si ça va trop vite et tout ça est peu pratique et nous sort de notre concentration. Ainsi avec ce PDF il est aisé de suivre les étapes pas à pas, avancer à son rythme et il est même possible de l'imprimer (attention, 37 pages tout de même !) pour le garder constamment sous les yeux. En ce qui concerne le niveau du guide, il s'adresse clairement à ceux qui DÉBUTENT et/ou ceux qui n'on pas compris la logique du logiciel lors d'une première approche. Il peut également s'adresser à ceux dont le niveau permet de "bricoler" une modélisation plus ou moins approximative de ce qu'ils ont en tête et qui voudraient approfondir un peu leur technique. Ça parait évident mais je préfère le dire clairement : Ceux qui se baladent déjà sur le logiciel n'y apprendront au final rien du tout. Il est donc inutile de m'interpeller avec des trucs du style "il est moisi ton tuto, j'ai rien appris..." c'est normal. Le but ici est simplement de voir les bases de la modélisation, les techniques pour travailler sur une pièce cylindrique ou sur une arête, créer différentes formes en utilisant différents outils et au final apprendre à se débrouiller seul pour dessiner ses propres pièces. A ce titre vous verrez qu'au départ, le guide est extrêmement détaillé, en fait chaque clic y est décrit, illustré et expliqué, puis petit à petit au fur et à mesure qu'on avance et qu'on utilise des outils déjà abordés, le guide vous lâche un peu la main et vous pousse à avancer un peu par vous même. Le but étant biensur qu'une fois le guide terminé vous soyez en mesure, avec ce que vous y avez appris, de dessiner (presque) ce que vous voulez. Pour finir, n'hésitez pas à revenir donner votre avis, me dire si vous avez rencontré des difficultés particulières ou si des étapes ne sont pas assez claires. N’hésitez pas non plus à laisser un petit like si vous avez apprécié ce travail. Et pour le PDF, il est disponible ici : >>> Guide Fusion 360.pdf <<< Enjoy !40 points
-
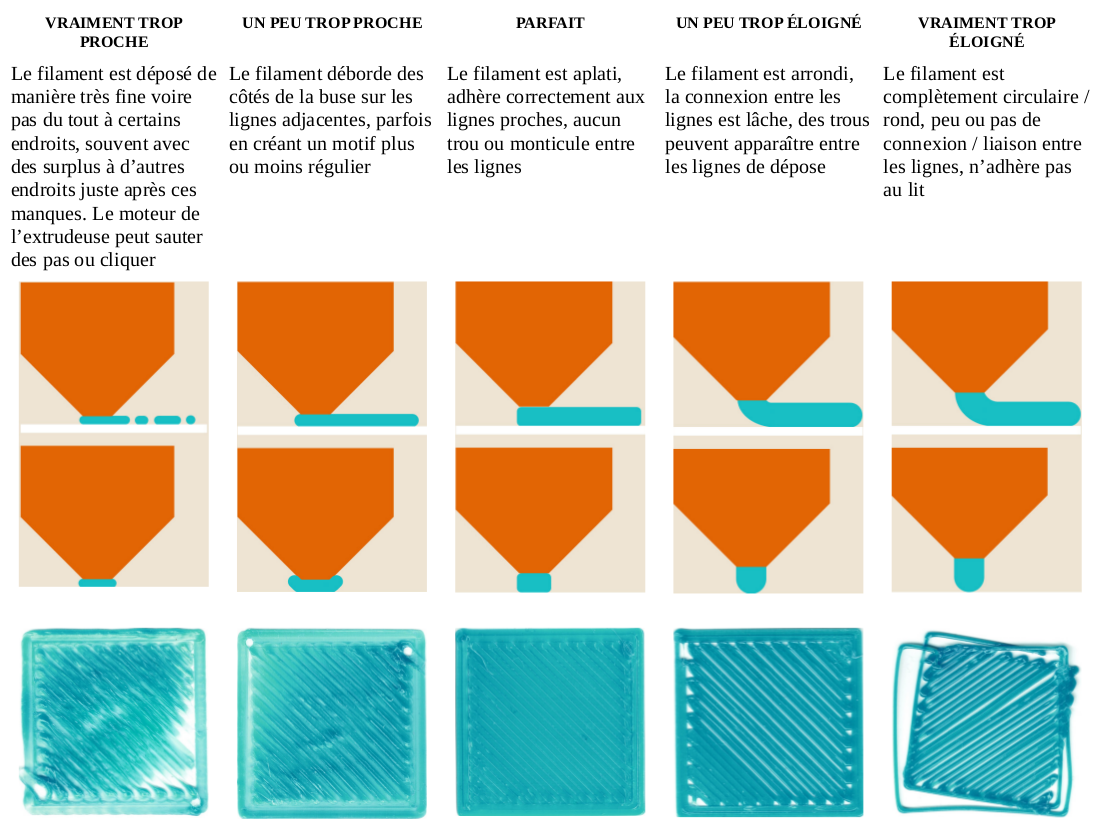
Même si la plupart de nos imprimantes, une fois la structure correctement montée et ses réglages indispensables effectués, sont capables d’imprimer, quelques étapes sont toutefois nécessaires avant de lancer les premières impressions. Les étapes ci-dessous ne sont pas forcément à réaliser dans l’ordre présenté ni en totalité même si cela reste préférable. MENU DU JOUR Calibrer l’extrudeur Calibrer le diamètre du filament Calibrer le multiplicateur d’extrusion (débit) Calibrer le pas des axes XYZ Affiner le PID de la tête Niveler son plateau Étape 1 : Calibration de l’extrudeur (à réaliser en cas de remplacement / de modification du matériel) Important : cette procédure s’applique à un extrudeur type Bowden (extrudeur déporté avec un + ou – long tube de PTFE allant de l’extrudeur jusqu’à la tête) pas pour un extrudeur «direct-drive». Déconnecter le tube PTFE de l’extrudeur, dévisser le raccord pneumatique. Couper le filament au ras de la sortie de l’extrudeur avec l’outil qui convient (pince coupante, cutter, etc.). Important : pour que le moteur de l’extrudeur fonctionne, il faut obligatoirement que la buse soit en chauffe à au moins 170° : c’est une sécurité du firmware pour empêcher de faire passer du filament solide de 1,75mm par le trou de la buse dont le diamètre est habituellement de 0.4mm (y en a qu’ont essayé, y z’ont eu un problème ). En utilisant l’interface permettant de contrôler l’imprimante (Octoprint, Pronterface, Repetier, l’écran de contrôle…) extruder 100mm (10cm) de filament. G1 E100 F120 (extruder 100 mm de filament à la vitesse de 120 mm/min (2 mm/s)). Couper le filament au ras de l’extrudeur et répéter cette procédure à nouveau deux fois. Mesurer les trois morceaux de filament. Effectuer la moyenne (ajouter les trois mesures et diviser par 3). Récupérer la valeur actuelle des pas (steps) de l’extrudeur en utilisant M503 si vous ne la connaissez pas déjà. Cela devrait retourner une ligne M92 X xxx.xx Y xxx.xx Z xxx.xx E xxx.xx Formule : (Valeur actuelle des pas)× 100 mm / (longueur moyenne mesurée) = nouvelle valeur des pas Si le firmware permet d’enregistrer les données dans l’EEPROM, M92 EXXX.XX suivi de M500 Sinon ajouter au gcode de démarrage la ligne: M92 EXXX.XX (XYZ calibration à l’étape 5) Exemple : moyenne des trois morceaux=98,5 mm. Ancien pas=95 pas/révolution. Nouveau pas = 95 x 100 / 98,5 = 96,45 (arrondi) On utilisera donc un M92 E96.45 Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait. Important : si le nouveau pas calculé varie de +- 10 % par apport à celui originel, il y a un problème qu’il faudra résoudre (moteur, pilote moteur, câble, roue dentée mal fixée, …). Note : en procédant ainsi, on règle matériellement le pas de l’extrudeur. Quel que soit le filament, un tour du moteur de l’extrudeur fournira toujours la même quantité de filament. Il faudra par contre régler le débit propre à chaque filament (étapes 2 et 3). Étape 2 : Calibrer le diamètre du filament (à faire à chaque changement de filament) A l’aide d’un pied à coulisse, mesurer le diamètre du filament à plusieurs endroits en tournant le pied à coulisse autour du filament (au cas où le filament ne soit pas rond mais ovale). Effectuer une moyenne des différentes mesures, au moins trois (3), saisir cette valeur dans le trancheur (slicer) à l’endroit utilisé pour paramétrer le diamètre du filament. Pour Cura cela dépend de la version utilisée. Depuis la version 4.2, c’est dans la section des matériaux qu’il faut procéder à cette modification. On peut aussi ajouter un plugin via le Marché en ligne : « printer settings » qui permet d’apporter de nombreuses modifications au matériel. Étape 3 : Calibrer le multiplicateur d’extrusion (débit / flow) (à réaliser à chaque changement de filament) Imprimer un cube (20mmx20mm n’importe quel cube de test fonctionne) En mode vase (une seule paroi, pas de remplissage, pas de plancher ni plafond). Dans Cura option « Spiraliser le contour extérieur », section [Mode spéciaux] Régler le débit de l’extrusion à 100% Régler la largeur d’extrusion à la même valeur que celle déclarée pour la buse (100%). Mesurer les parois à l’aide d’un pied à coulisse en plusieurs endroits (au moins 5-6) et faire la moyenne de ces mesures. Modifier le débit en appliquant une règle de trois : Nouveau débit = ancien débit x (largeur d’extrusion / moyenne des mesures) Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait. EDIT et précisions: En effectuant la mesure de l'épaisseur d'une paroi (mode vase) on n'obtient pas la valeur déclarée dans «Largeur de ligne» (ci-dessus 0,4mm) mais plutôt 0,44 / 0,45 mm. Ce n'est pas le signe d'une sur-extrusion mais c'est dû à la manière dont les trancheurs modélisent le cordon déposé par le filament (voir ici pour une explication légèrement technique). Donc la formule à appliquer pour une buse de 0,4mm devrait plutôt être : Nouveau débit = ancien débit x ( 0,44 / moyenne des mesures) Étape 4 : Calibrer le pas des axes XYZ (à refaire si des modifications matérielles ont eu lieu) Imprimer un cube de test à 20% de remplissage afin de calibrer l’imprimante. Mesurer les dimensions XYZ du cube et si incorrectes : Récupérer les valeurs de pas actuelles via M503, ceci retourne une ligne : M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee Calculer la valeur correcte du nombre de pas par mm via la formule suivante : Nouveaux pas = Pas actuels x distance attendue / distance mesurée Ajouter ces nouvelles valeurs au gcode de démarrage à la suite de la ligne M92 utilisée lors de l’étape 1 permettant de découvrir le nombre de pas par révolution de l’extrudeur M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee (E a été calculé à l’étape 1) NB : les dimensions seront exactes pour des pièces de la taille du cube et uniquement pour cette taille Pour une calibration plus pointue, il est préférable de faire le test de la croix de calibration. Le site du BearCNC (ses tutos sur l’utilisation de Fusion360 sont une bonne source pour progresser, d’autres tutoriels évidemment existent et sont eux aussi utilisables) explique très bien comment et pourquoi réaliser cette calibration (lien direct vers Thingiverse pour ceux qui préfèrent la langue anglaise) Étape 5 : Affiner le PID de la tête de chauffe (devrait être réalisé à la température prévue pour l’impression) M503 pour récupérer les valeurs actuelles du PID, chercher cette ligne dans les données affichées M301 Pxx.xx Iyy.yy Dzz.zz Démarrer le calibrage / étalonnage du PID via la commande : M303 E0 S200 C3 Explications de la commande: M303= commande gcode du Pid E= Extrudeur S= Température cible C= Cycles L’étalonnage se déroule sur plusieurs cycles (par défaut 5 si le paramètre C est omis). Au final les nouvelles valeurs de PID valables pour la température cible demandée sont affichées (Kp (P), Ki (I) et Kd (D)). Exemple de valeurs retournées : Kp 40.63 Ki 5.98 Kd 69.06 Entrer ces valeurs dans le gcode de démarrage via la commande M301 : M301 P40.63 I5.98 D69.06 Note : au cas on l’on change de type de filament (PLA, PETG, ABS, ASA, Nylon, …) qui nécessite une température d’extrusion différente (plus élevée par exemple), il faudrait procéder à un nouvel étalonnage du PID. Étape 6 : Nivelage du lit manuellement (à vérifier de temps en temps / quand la première couche n’accroche plus) Préalable : mettre en chauffe et la buse et le plateau afin de s’assurer que les conditions de réglage correspondent à celles utilisées lors de l’impression (le plateau en chauffant se dilate légèrement comme tous les métaux). Utiliser une cale de calibrage, par exemple : 0,2 dans mon cas. Tout autre cale peut évidemment être utilisée, pourquoi pas une de 1 cm ou de 5 cm voire une feuille de papier (l’épaisseur de celle-ci dépend de son grammage, on risque de modifier celle-ci si on la presse trop fort ; une feuille de 80g/m2 mesure pratiquement 0,1 mm d’épaisseur). Exemple de jeu de cales d’épaisseur : Régler chaque coin du plateau pour que la cale passe entre la buse et le plateau en étant légèrement « pincée » (elle peut encore glisser avec un léger frottement sous la buse). Refaire ce passage aux quatre coins plusieurs fois jusqu’à ce que le glissement de la feuille soit identique pour chaque point de réglage. Le nivellement du plateau est maintenant réalisé. Cependant telle quelle, la buse n’est pas au point de référence 0 de l’axe Z (elle est à la hauteur de la cale utilisée)! Il faut maintenant indiquer au matériel que l’on se trouve 0,2mm (hauteur de la cale) au-dessus du lit sinon, il présumera qu’il est au point zéro (0) et montera le Z de la valeur entrée dans le trancheur pour l’épaisseur de la première couche ; la buse se trouvera alors à « hauteur cale + épaisseur première couche » (ex : cale de 0,2mm, 1ère couche de 0,2mm, hauteur de la buse par rapport au plateau de 0,4mm). Pour réaliser cette correction, ajouter au G-code de démarrage ; corrections des pas (effectuées aux étapes 1 et 4) M92 X79.6 Y79.6 Z399.0 E110.75 G28 ;Home ; ajustement du PID (effectué à l’étape 5) M301 P30.42 I2.67 D86.73 G1 Z5.0 F3000 ; monte le Z de 5mm G92 Z5.2 E0 ; Indique au matériel que l’on est à 5.2, initialise extrudeur G1 F200 E3 ; extruder un peu de filament G92 E0 ; RAZ de l’extrudeur Note : monter le Z à 5 mm (G1 Z5.0 à 50 mm/s); après ce déplacement, indiquer au matériel que la buse se trouve réellement à 5.2 mm du plateau (G92 Z5.2) pour compenser l’épaisseur de la jauge de mesure (0,2mm) utilisée. Quand l’impression commencera, la buse sera réellement à la hauteur de première couche demandée lors du tranchage. Pour rappel, le filament déposé pendant la première couche devrait approcher l’image du milieu : Bonnes impressions et que l’épice le filament coule à flot comme aurait pu le dire Muad’Dib (Dune, Frank Herbert) Pour ceux qui voudraient garder trace de ce sujet, bonus cadeau : calibrer_imprimante_v2.pdf EDIT Octobre 2020 : Pour compléter et pour ceux comprenant la langue anglaise, le site de l'australien TeachingTech permet de réaliser bon nombre des réglages de nos imprimantes via une série de tests minimisant le nombre d'essais /erreurs EDIT Février 2021 : Précision quant au calcul du débit












 35 points
35 points -
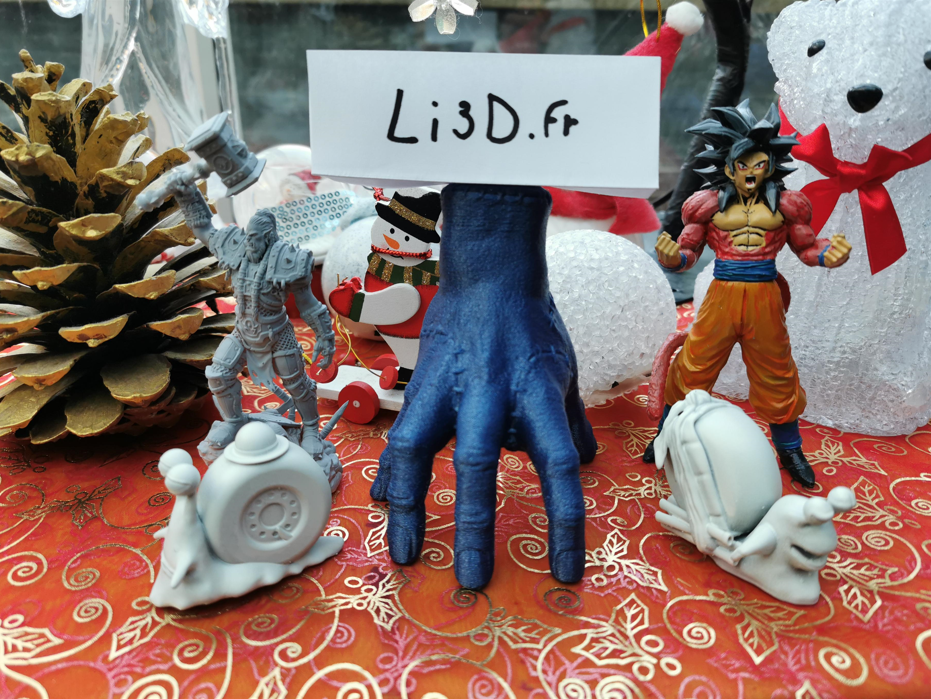
Aller je vais participer au concours Li3D.fr moi aussi, Voici quelqu'une de mes impressions pour noël ce sont tous des cadeaux pour les gamines ou amis de mes filles, Ici on retrouve "La chose" pour ma grande pour servir de stand pour sa montre (on la peindra ensemble après noël), 2 Den Den Mushi avec couche d'après à l'effigie de Luffy et de Zoro (les épées sont en séchage de la couche d'après) de One Pièce, nous avons aussi un thrall que je dois peindre encore. Et le dernier Un Goku en Super Sayan 4 qui est fini (j'ai un Bu et un Jiren qui sont en cours d'impression donc on les verra pas ici). Alors ce ne sont pas des décos mais des cadeau a offrir, mais j'ai aussi imprimer quelques déci des petit sapin et boules de noël, mais je voulais juste mettre une seule photo assez simple. J'espère que sa vous plaira et que vous me mettrez des j'aime
 32 points
32 points -
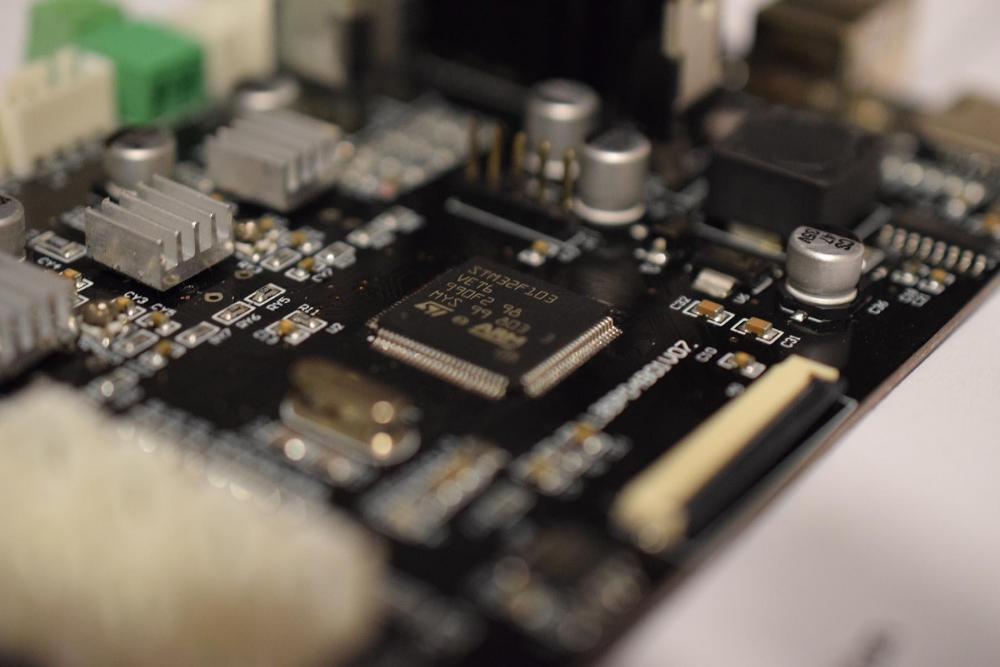
Bonjour, Etant donné les vagues de questions et problématiques qui arrivent, je créé ce sujet dédié pour la configuration et l'optimisation, ajouts d'équipements etc... de Marlin dans sa globalité pour les Alfawise U20, U20+, U20 Pro, U30. Ne concerne que les installations avec les cartes-mère d'origine. Rappel comment installer Marlin : Tutoriel installation et configuration d'un système de nivellement auto, BLTouch et Touch-Mi :30 points
-
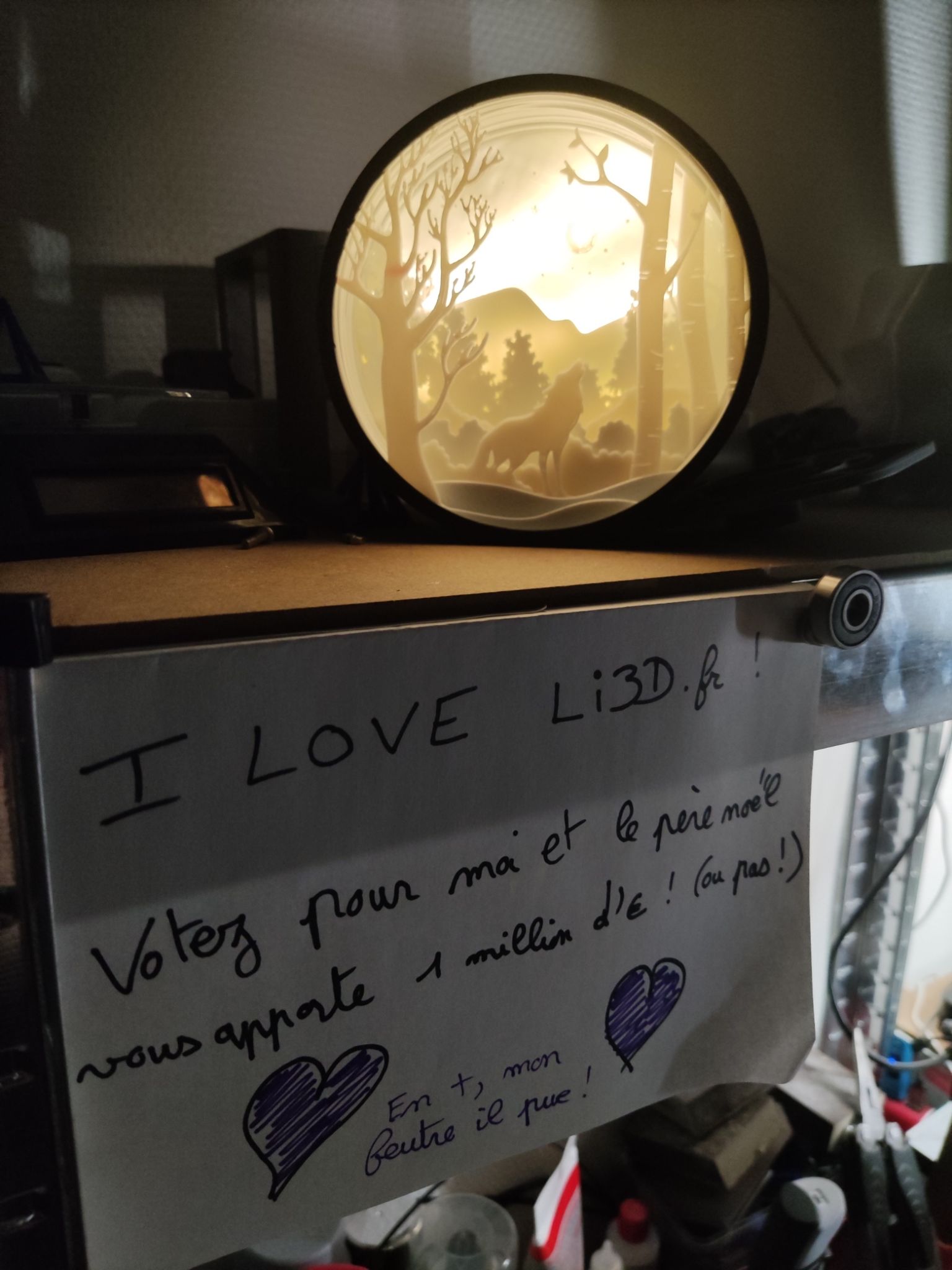
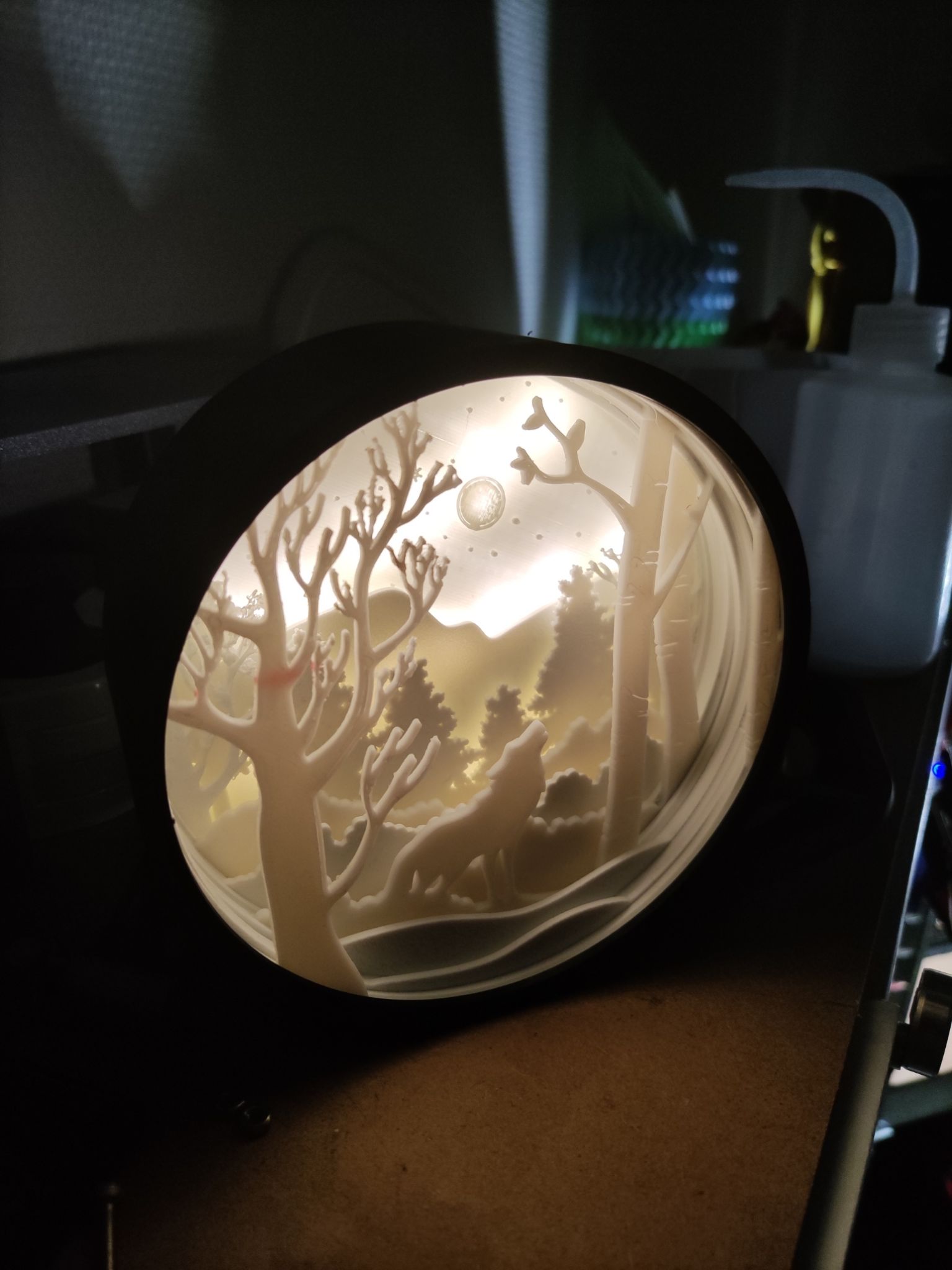
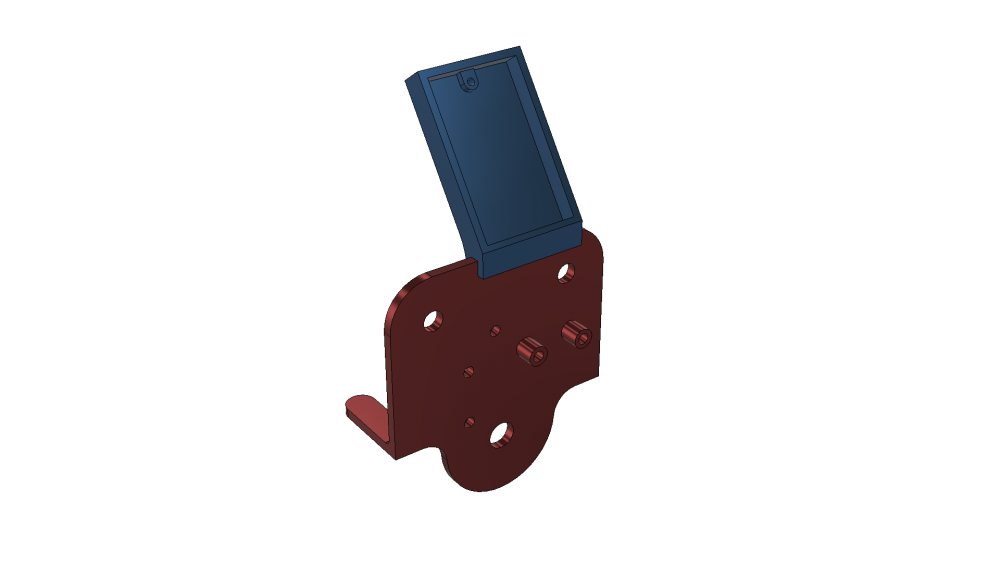
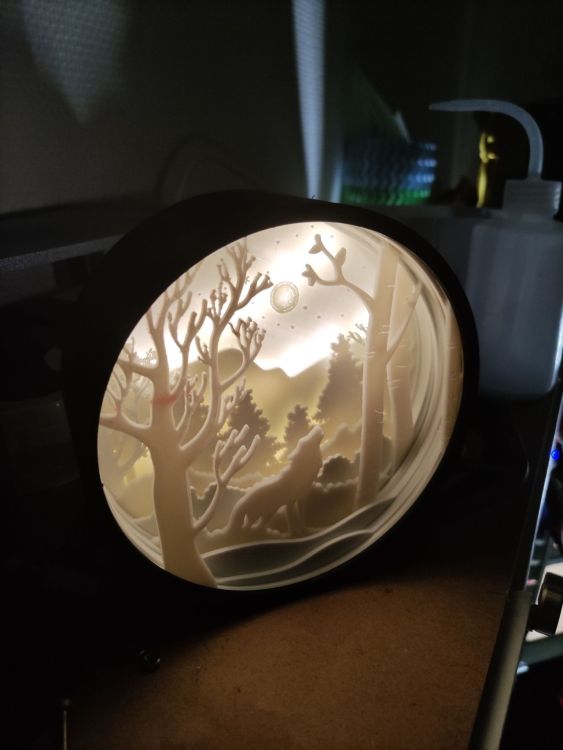
Voilà ma petite contribution avec ce print ! Lien: Printables (PS: Votez pour moi, car j'ai fait un effort, mon feutre sent vraiment très mauvais !)

 29 points
29 points -
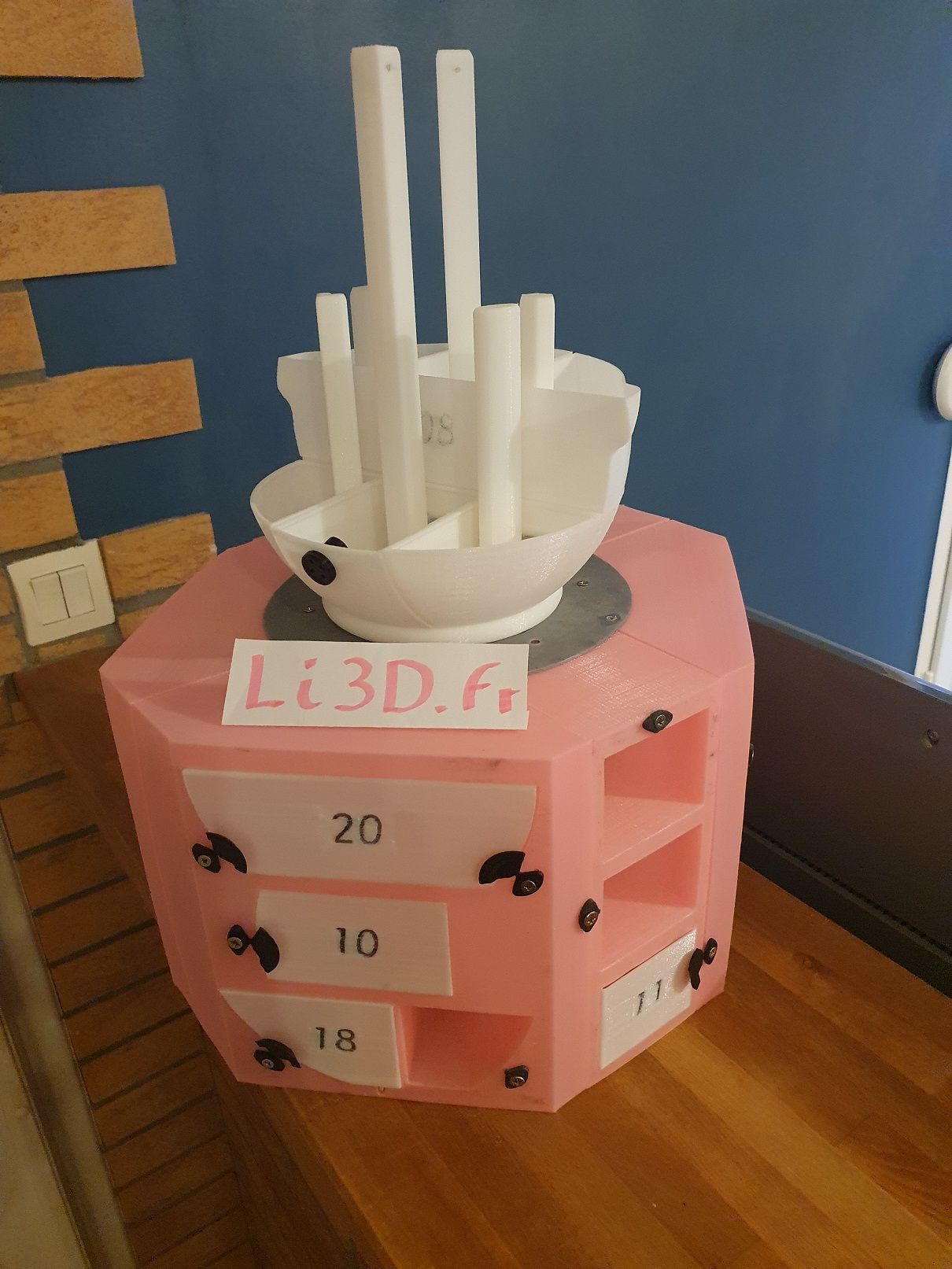
Bonjour Li3D.fr, Moi aussi je participe à ce concours avec mon calendrier de l'avent, 100% création maison. C'est un calendrier un peu différent des simples cases a ouvrir : chaque tiroirs renferment bien sure une surprise, mais au lieu de simplement récupérer le contenant des tiroirs, il faut enlever ces tiroirs et les déposer uns a uns sur un socle pour former petit a petit une figurine géante que je vous laisse découvrir en photo (attention le 24 décembre est spoiler ) . C'est très ludique pour les enfants, ils sont émerveillés devant l'avancé de la figurine et essai chaque jour de trouver ce que c'est . Jour 4 : J Jour 9 : Jour 16 : Jour 21 : Jour 24 : Pour les curieux, il y a plus de 100h d'impression, plus de 2Kg de PLA et surtout des heures et des heures de conception/modélisation. JOYEUX NOEL !




 27 points
27 points -
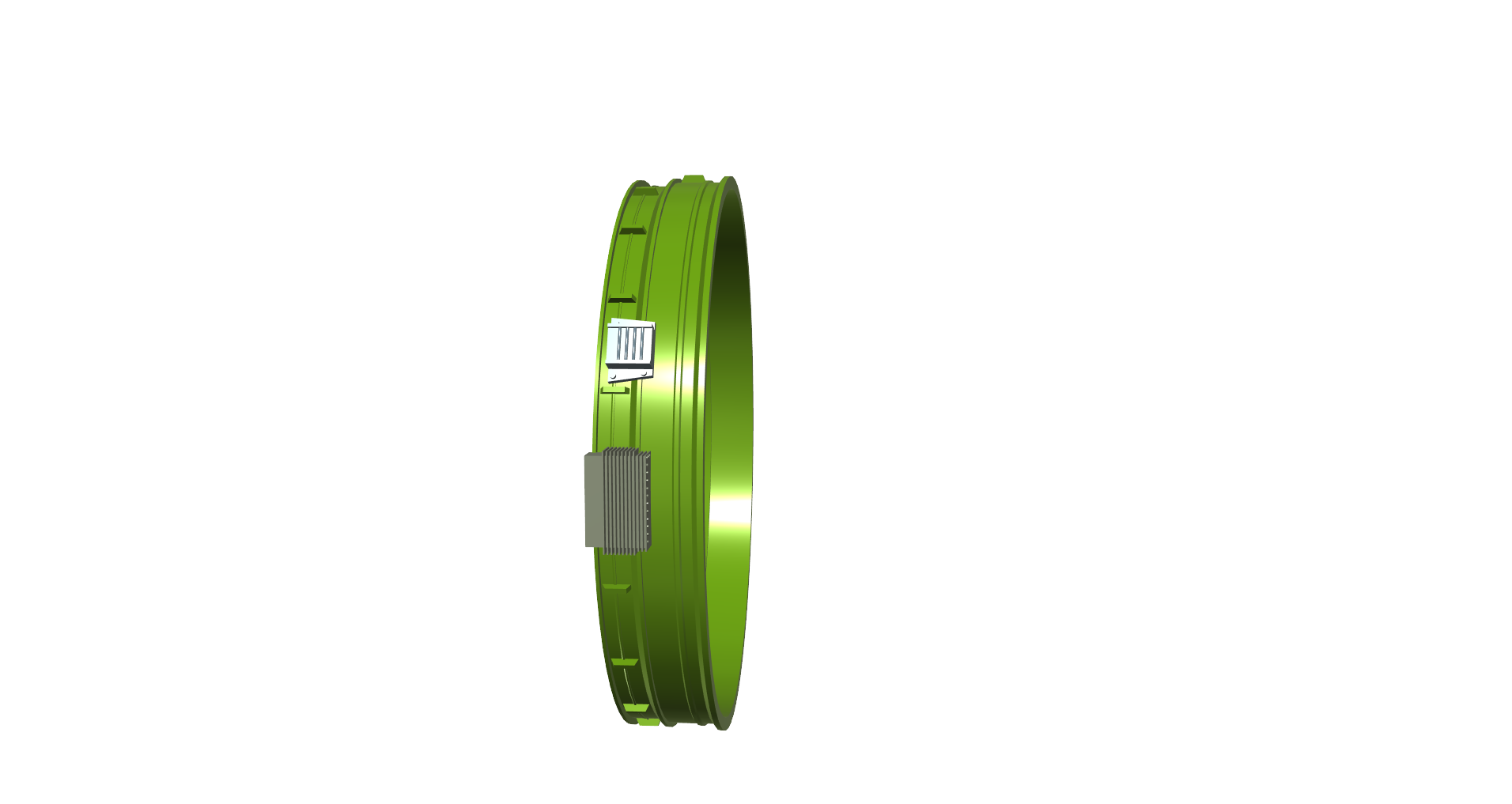
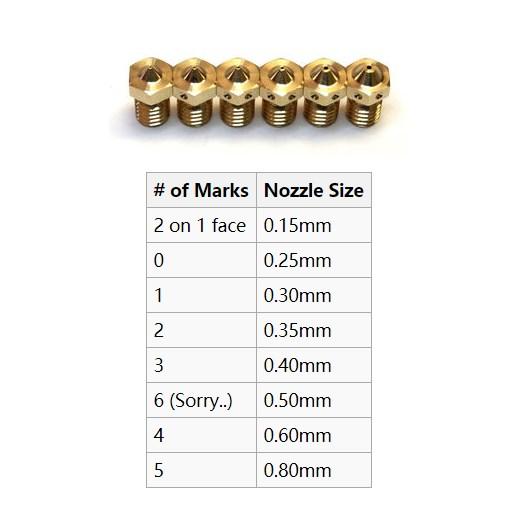
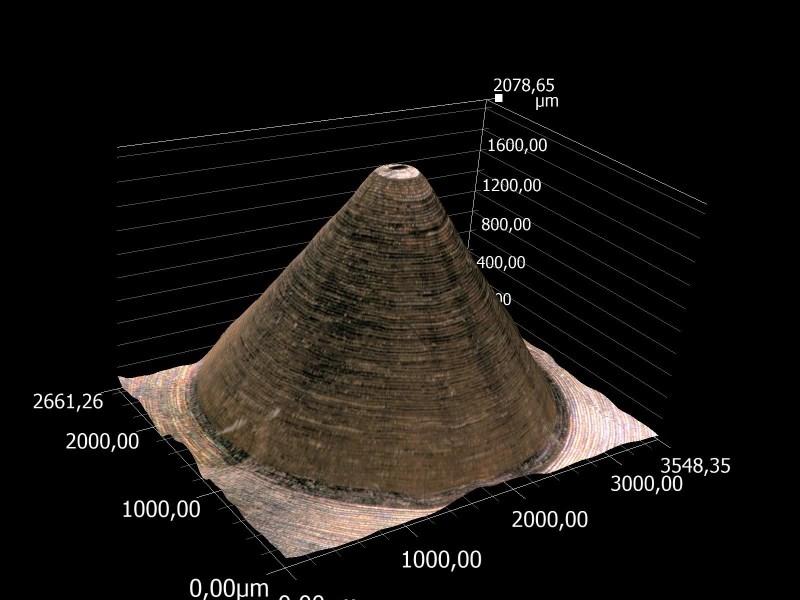
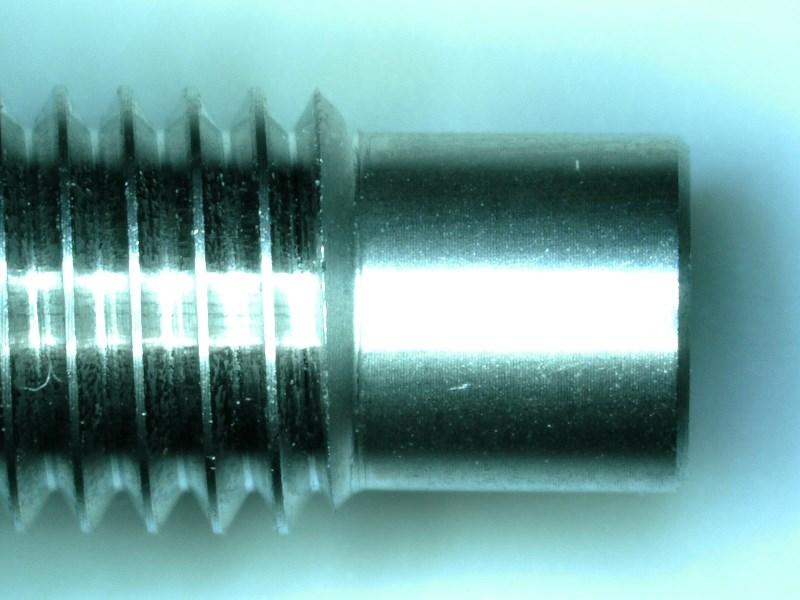
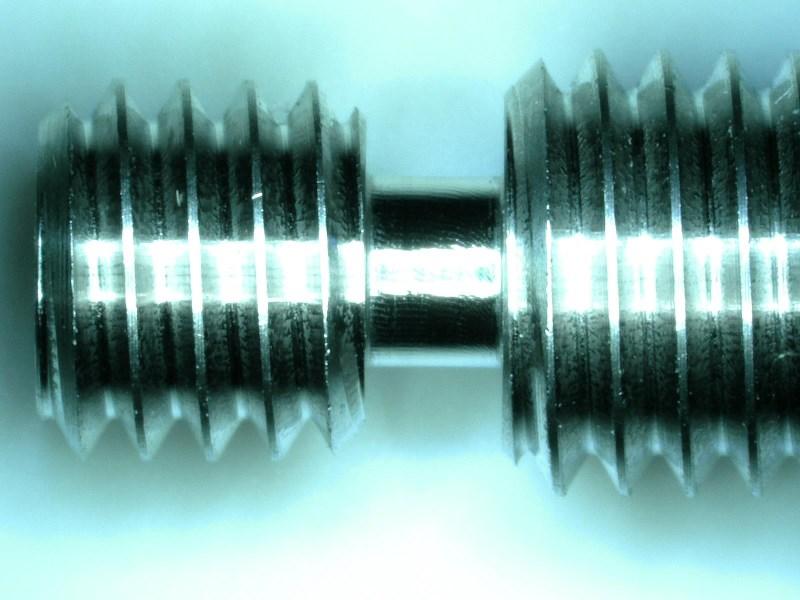
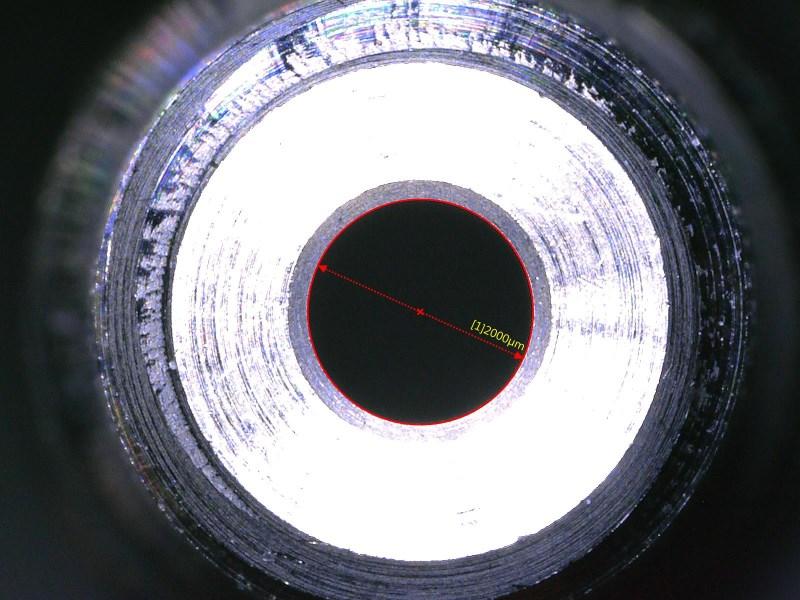
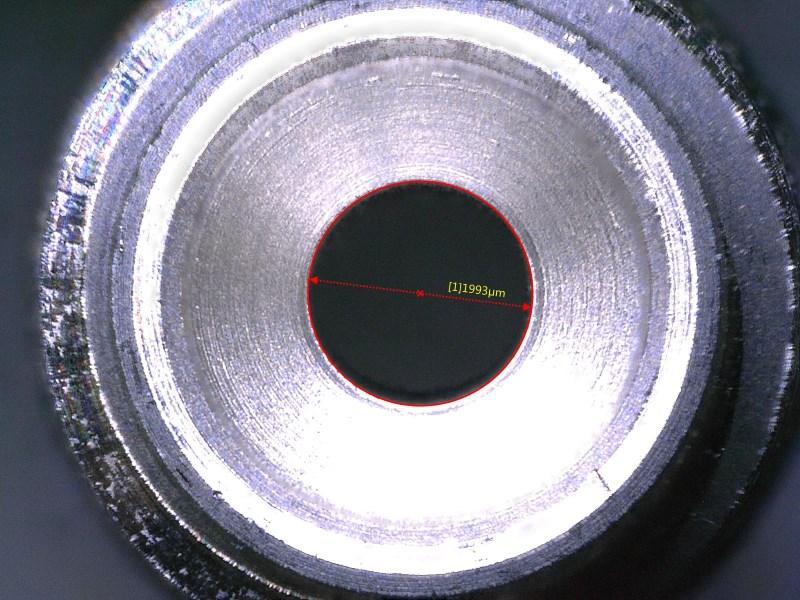
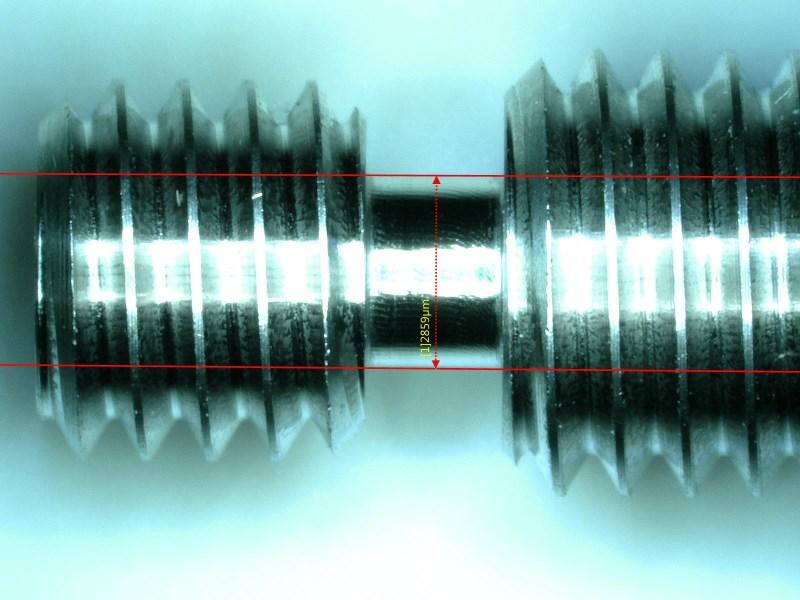
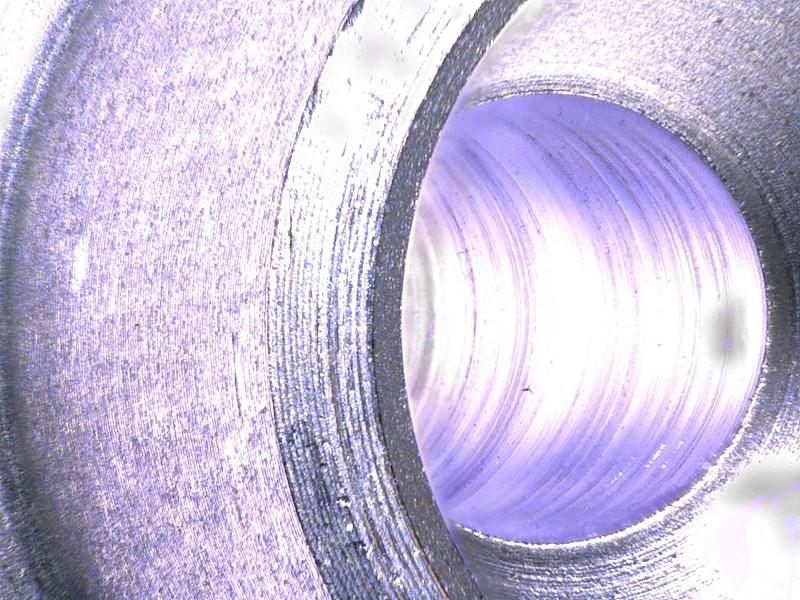
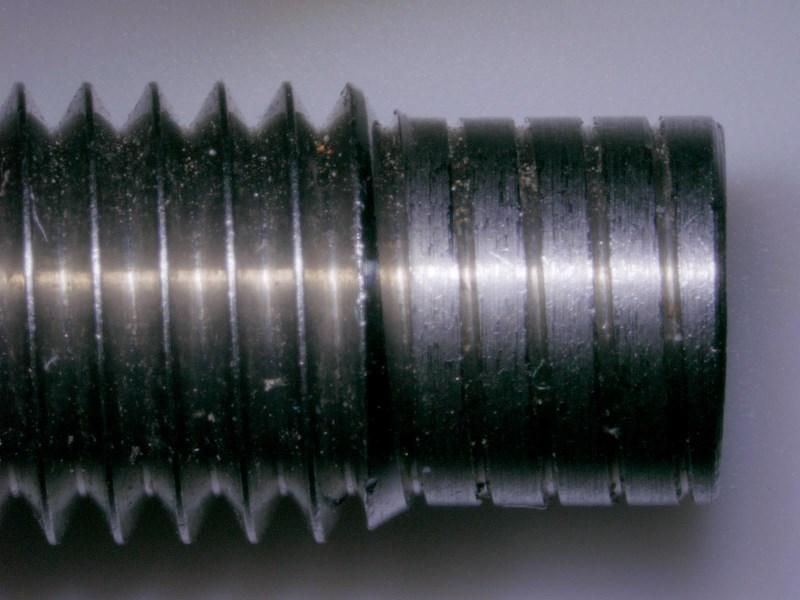
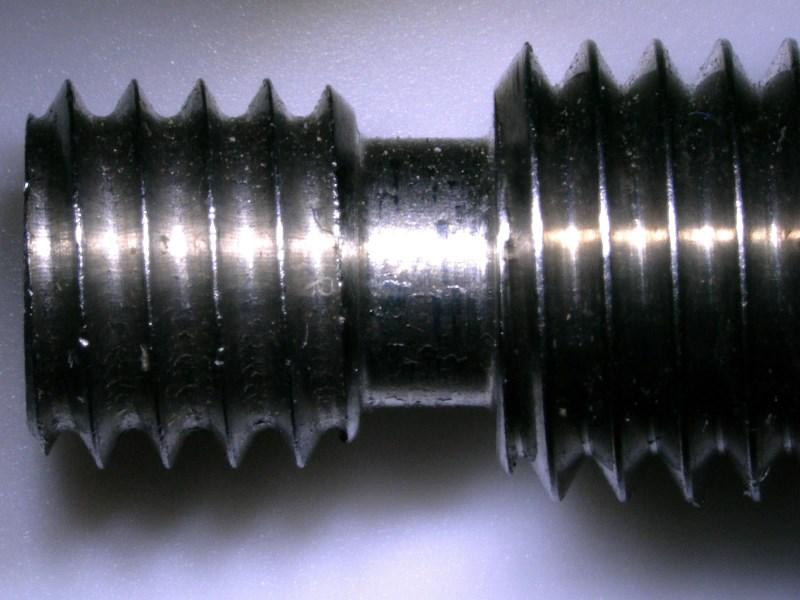
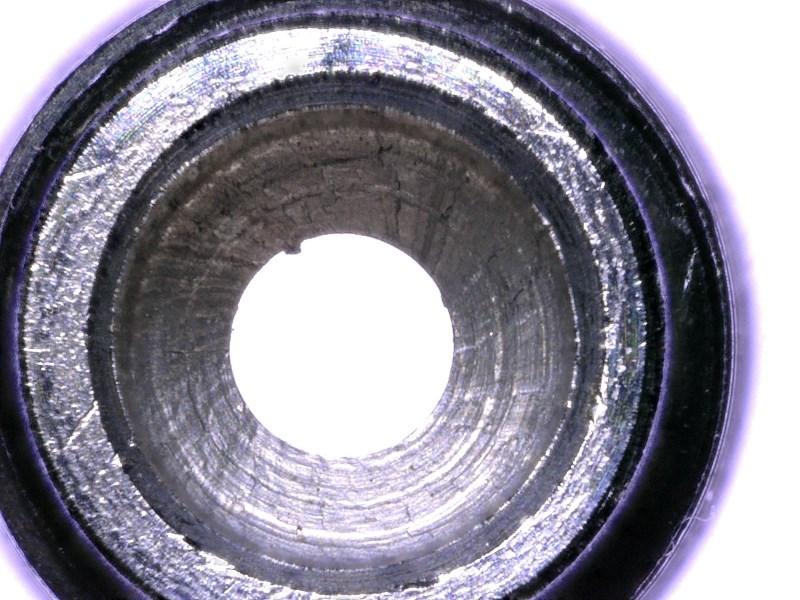
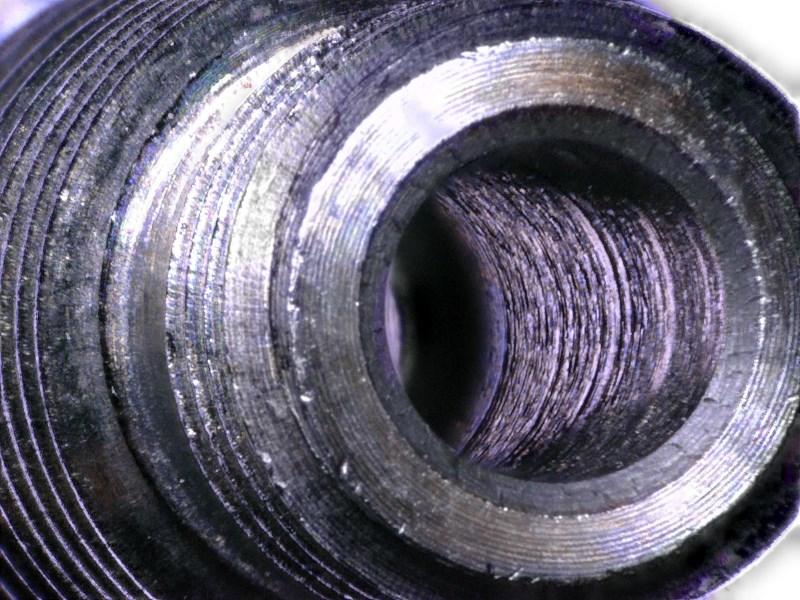
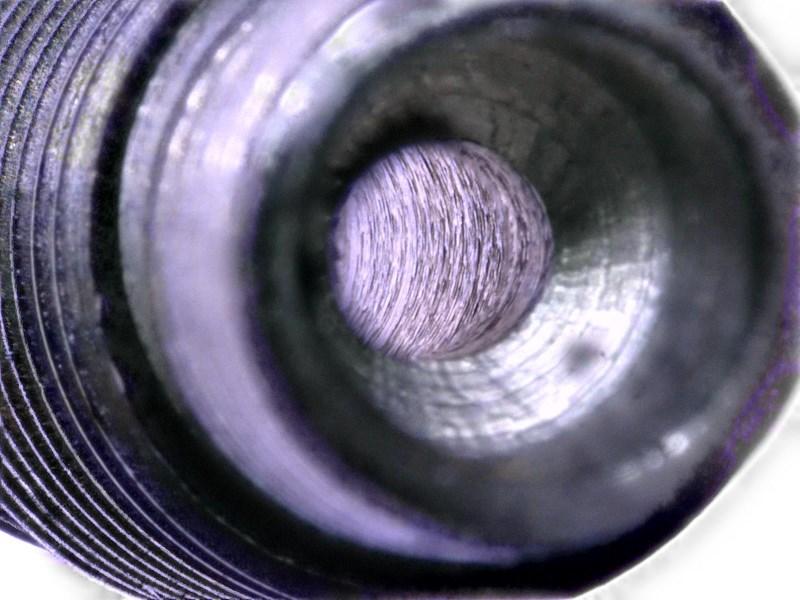
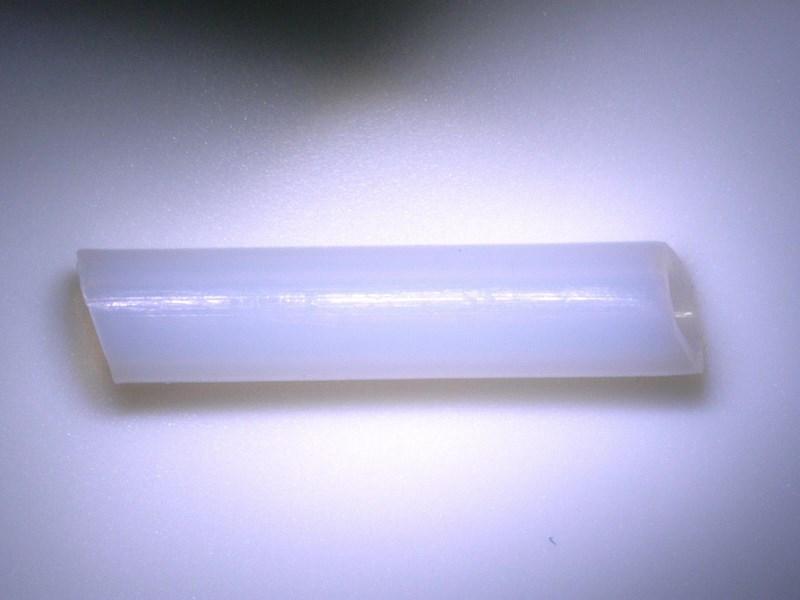
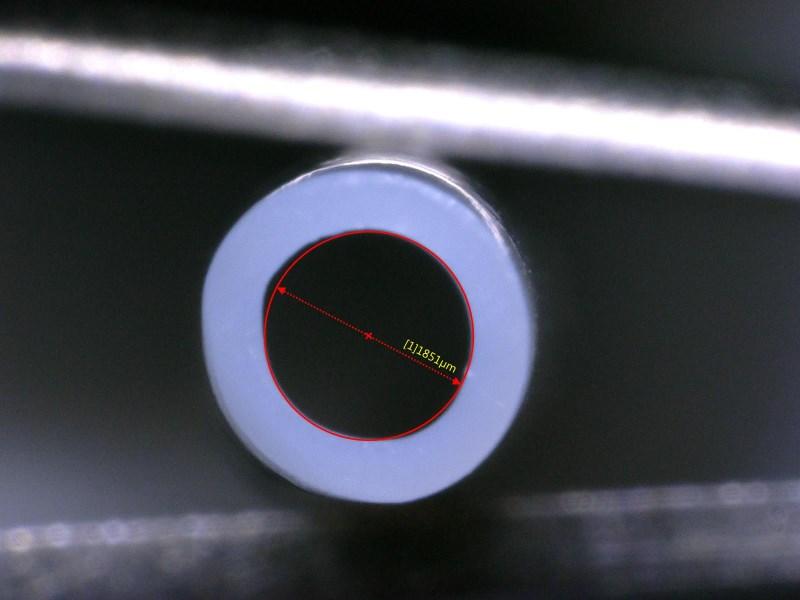
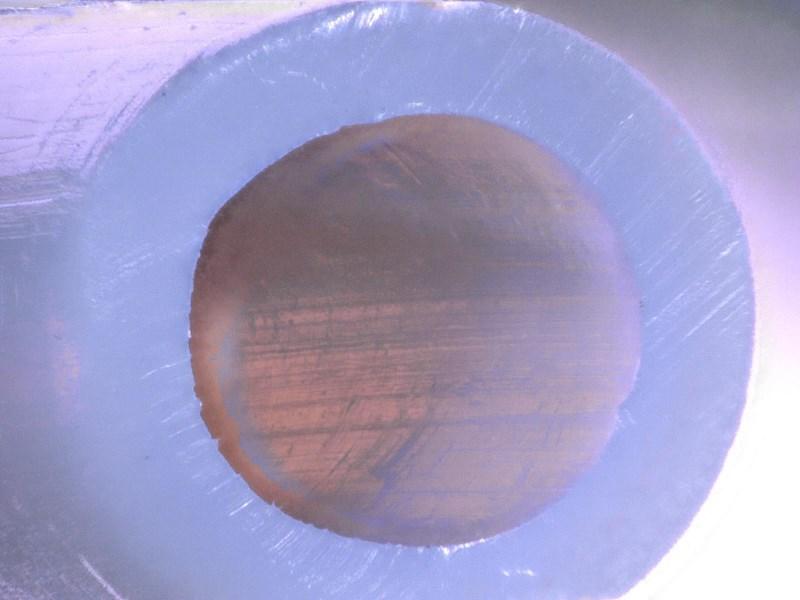
Bonjour à toutes et à tous, Aujourd’hui nous allons faire un petit tour du côté de chez Triangle lab en examinant un de leur heatbreak full metal, ainsi qu’une buse de 0.25mm grâce à la participation de @AlfiQue (je lui ai d’ailleurs sous-traité la prise des clichés ). Alors commençons par la buse. C’est une buse laiton tout à fait classique, le fabricant dit respecter scrupuleusement les spécifications de E3D pour l’usinage. Celle-ci ne comporte aucun marquage, ce qui correspond à une taille de 0.25mm selon le tableau fourni. Photo publicitaire : On s’approche un peu pour voir ce qu’il en est, extérieur : Intérieur : De tout près : Premiers commentaires, franchement c’est propre, y’a pas à dire la qualité d’usinage est bien là, même à l’intérieur, pas de bavure ou de résidus d’usinage. Le perçage est rond et bien centré, aucun problème de ce côté-là. L’intérieur est tellement lisse qu’on peut voir le reflet du trou de perçage et son cône sur les parois interne lorsque l'on manipule la buse (non visible sur les photos). Mesurons : Ah ! On est plutôt sur une buse de 150µm, allons vérifier le tableau : Bon on a tourné deux fois autour de la buse, aucune trace des deux points sur une face. Soit c’est un oubli à l'usinage et une buse 0.15 s’est faite passer pour une 0.25, soit c’est un problème étonnant, étant donné la qualité du reste de la pièce. @AlfiQue va contacter le vendeur pour tenter d’en savoir plus. Photo bonus, pas très fidèle : Passons donc au heatbreak pour se donner une seconde opinion. C’est un heatbreak All Metal photo commerciale : Voyons en réalité, quelques photos en vrac : Alors si jamais ce n’est pas flagrant pour vous, pour moi ça l’est, on est sur le même niveau de qualité d’usinage que pour la buse. Les états de surface sont très propres et sans bavure ni résidus. On va maintenant mesurer pour voir ce qu’il en est, en bas : En haut : Et aussi la largeur de la gorge en bonus : Bref, on est parfaitement conforme à la spec de ce point de vue. Mais ce qui nous intéresse vraiment maintenant, c’est l’état de surface intérieur, alors zoomons un peu plus de ce côté : Alors oui on voit plein de stries, oui ce n’est pas un polissage miroir, mais tout de même, c’est très bon. Je vais vous expliquer pourquoi en images. BONUS : Comparaison avec un heatbreak chinois basique (version avec PTFE) : Et l’intérieur : Vous voyez maintenant ce que je veux dire ? Cerise sur le gâteau, regardons le PTFE qui était dedans : Le PTFE coupé de biais se passe de commentaire… J'espère que vous aimez toujours ces photo-flood et à bientôt j’espère pour de nouveaux photo-reportages.







 27 points
27 points -
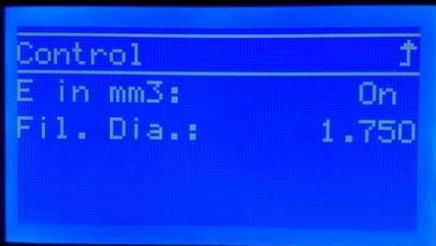
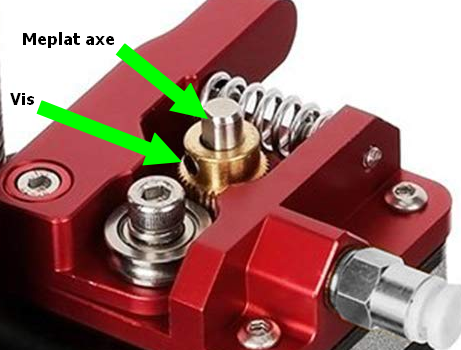
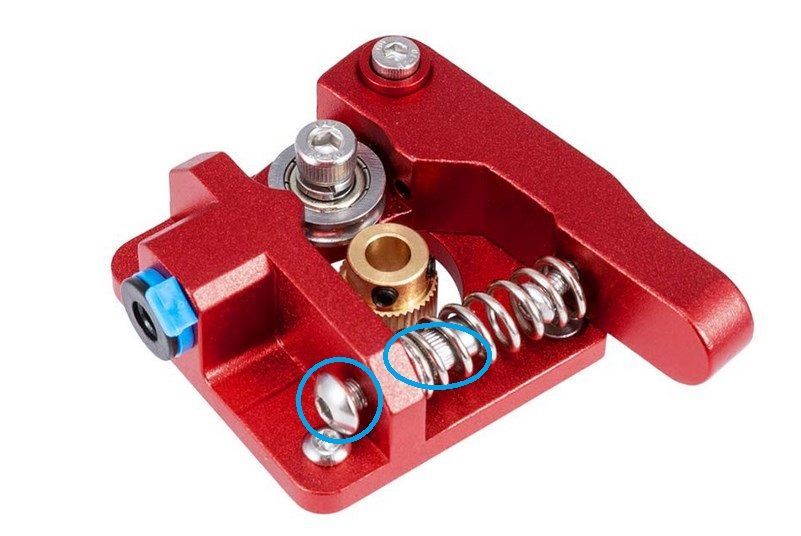
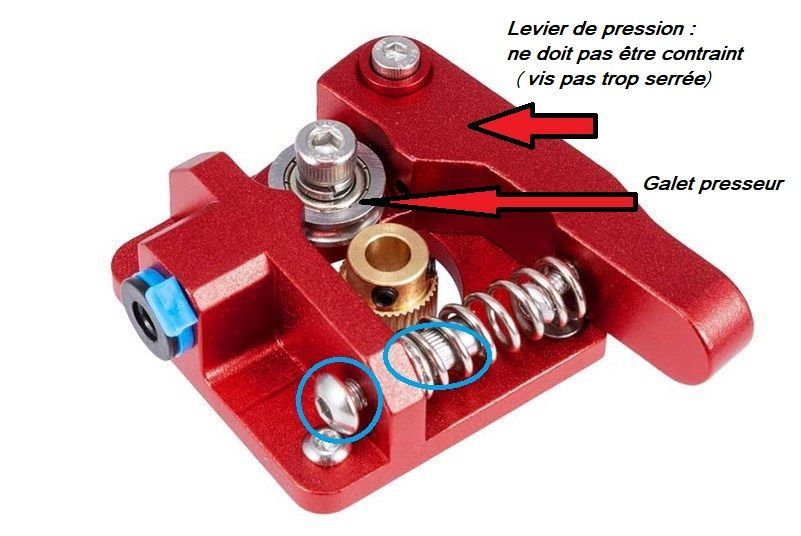
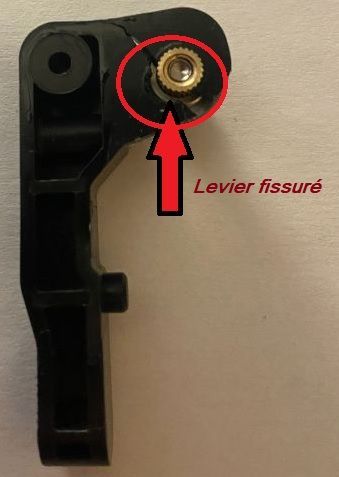
«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :

 25 points
25 points -
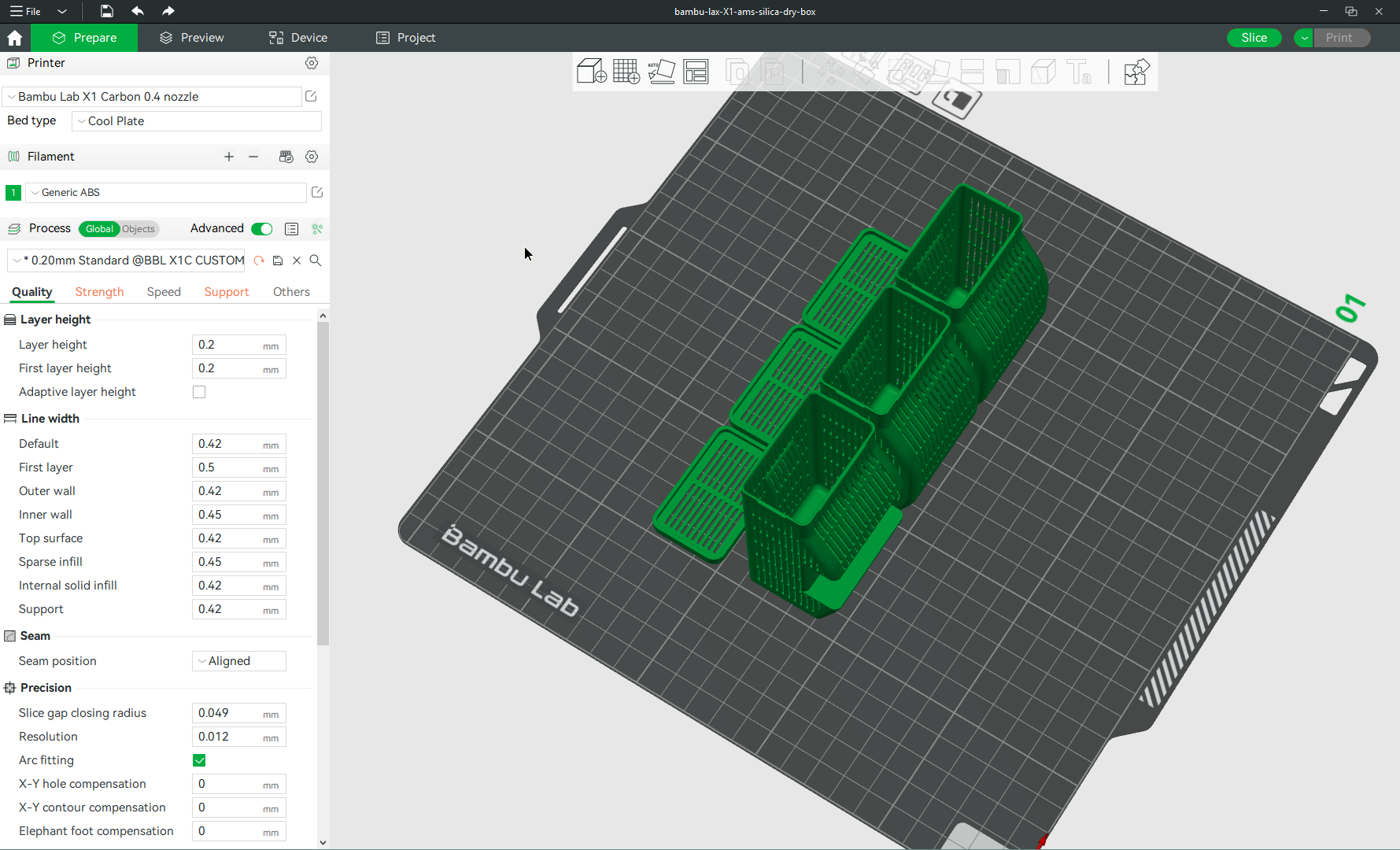
J'hésitais à participer, mais Bambu Lab a sorti son modèle de maison de noël donc je l'ai imprimée et je partage. Le modèle contient 113 parties à coller/assembler. Il y a quelques parties multicolores mais c'est surtout des panneaux et petits éléments, les grosses parties sont en une seule couleur (les modèles sont récupérables dans Bambu Studio). Après environ 2 jours d'impression voilà ce que ça donne : Et les timelapses mis bout à bout que j'ai récupéré sur l'imprimante (ils n'y sont pas tous) : Joyeuses fêtes de fin d'année à tous !

 23 points
23 points -
Une fois vos impressions de Noël fini, ne pas oublier de les sortir, le bonhomme de neige n'aime pas les plateaux chaud
 23 points
23 points -
Bonjour à tous ! À mon tour de me lancer pour ce concours, un beau père noël coincé dans la cheminée (environ 28cm de haut) pour le bonheur de ma fille


 21 points
21 points -
Bonjour à tous, voici ma contribution. Une petite boule de Noël lumineuse à poser ou à accrocher au sapin Je vous souhaite de passer d'excellentes fêtes de fin d'année.

 21 points
21 points -
Hello! Alors voici mes petits prints de Noël! Avec: un sapin de noël et son étoile, Un petit Gnome (merci @Alpes86pour le liens , je le trouvais sympa) et un lithophane coloré. Le tout imprimé sur ma SX2. Joyeux Noël!
 20 points
20 points -
Bonjour à tous ! Voici le traîneau avec ses rennes de Noël que j'ai imprimé l'année dernière. Le traîneau est imprimé en plusieurs parties de différentes couleurs et les rennes sont peints avec de la peinture pailletée. Bonne journée et bonnes fêtes à vous.
 19 points
19 points -
Salutation ! Si je ne me trompe pas c'est https://www.printables.com/fr/model/325716-snowglobe-votive-ornament-winter-cabin J'ai fait une tentative mais il devait y avoir trop de ventilation et j'ai pas un truc nickel ... Comme je suis modérateur, j'ai donc un possible avantage, alors, je participe mais je remet en jeu le lot si j'en gagne un. ( donc je joue pour participer mais sans jouer pour un lot, afin que le concours reste équitable ) Lithophanie réalisé depuis le logo du forum via https://itslitho.com/ Deer Voronoi by tamashi November 09, 2020 - https://www.thingiverse.com/thing:4604074 et (partiellement raté) https://www.printables.com/fr/model/325716-snowglobe-votive-ornament-winter-cabin Bonnes fêtes de fin d'année a tous et bonne chance a tous les participants.

 19 points
19 points -
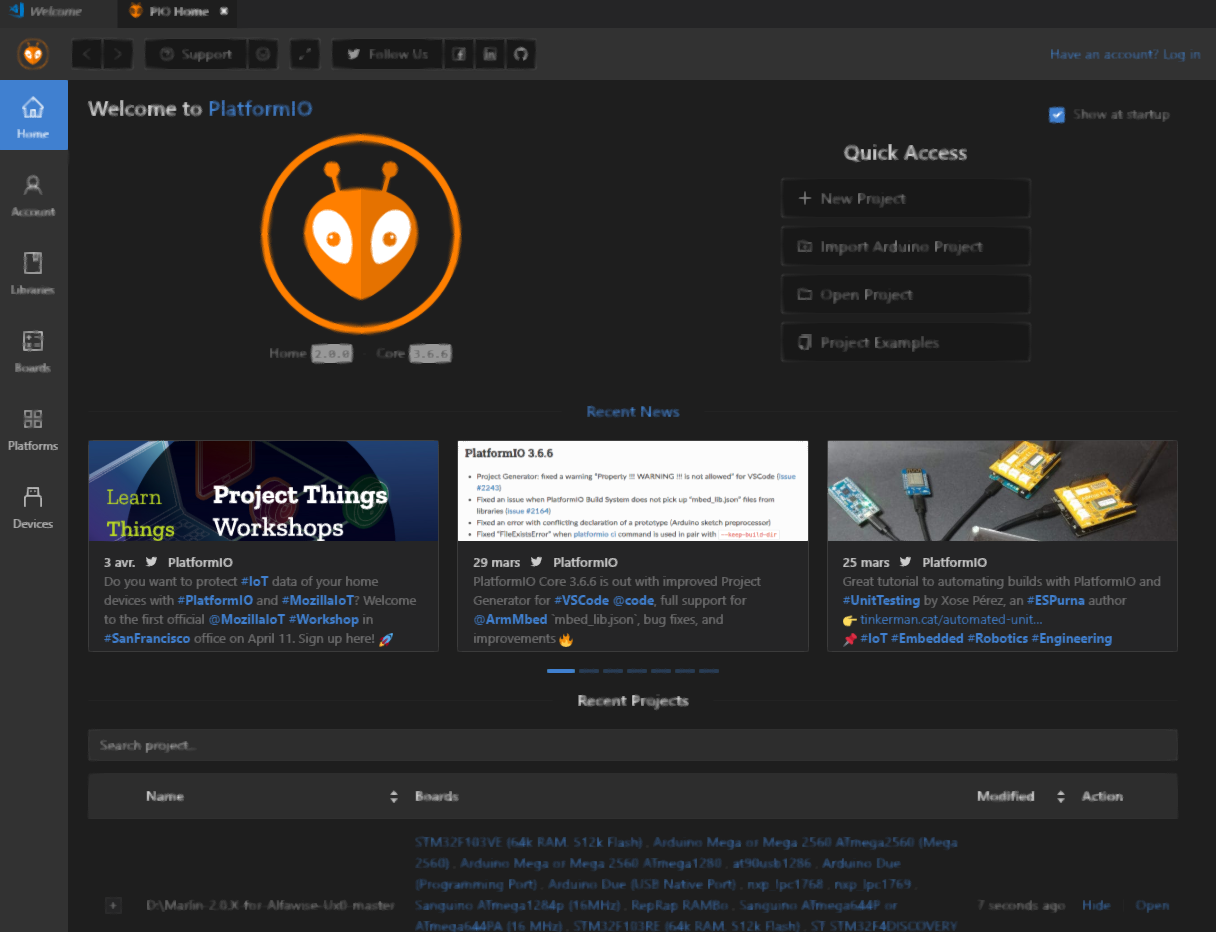
Marlin 2.0.x guide pour CR10-V2, carte mère originelle (v2.5.2) ATTENTION: Post très long (mais j'espère complet ), TLDR : en fin de post. les fichiers utilisés pour compiler Modifications réalisées à partir d’un Marlin originel 2.0.9.3 pour une Creality CR10-V2 avec sa carte mère d’origine (Atmega2560, v2.5.2). Utilisation de ce guide avec un autre version de Marlin à vos risques et périls. En modifiant quelques directives (environnement de compilation, carte mère utilisée, pilotes moteurs, …), il est possible d'adapter ce «firmware» pour qu'il fonctionne avec une autre carte que la Creality v2.5.2 Modifications effectuées après lecture approfondie de la «Bible du Marlin» Chapitres Débuter Fichiers modifiés PID autotune BLTOUCH Mesurer NOZZLE_TO_PROBE_OFFSET Unified Bed Leveling (UBL) Mesh Bed Leveling (ABL du «pauvre» mais tout de même bien pratique) Effectuer le nivelage du lit Détection de fin de filament et remplacement du filament Linear Advance Junction Deviation Test «Tout en un» de la rétraction Compiler le firmware Flasher le firmware Mettre à jour / reflasher le firmware Changelog Débuter Installer VSCode and Git (Installation guide) Ouvrir le dossier Marlin comme dans la vidéo d’installation ou Cloner Marlin via PlatformIO (Cliquer sur l’icone «Alien», puis cliquer sur "Cloner Projet Git», coller l’adresse "https://github.com/MarlinFirmware/Marlin/", presser Entrée, sauvegarder, finalement cliquer ouvrir quand le téléchargement est terminé) Ou vous pouvez cloner mon dépôt en fin de post Vous pouvez choisir la version de Marlin en bas à gauche de la fenêtre, par défaut la version la plus récente sera activée Modifier votre Marlin en vous basant sur ce guide Vous pouvez utiliser les fichiers de configuration des exemples de votre carte pour une édition plus facile / rapide. La CR10V2 n’étant pas actuellement recensée parmi les modèles de Creality, vous pouvez utiliser ceux d’une CR10S (ou ceux tout à la fin). EDIT: @thinkyhead a inclus les fichiers de configuration dans la dernière version stable de Marlin (2.0.6 attention, c'est prévu pour la branche bugfixes ). Fichiers modifiés Modifications des fichiers platformio.ini, configuration.h et configuration_adv.h . A - Activer | C - Changer | A&C - Activer et Changer | D - Désactiver ( Activer/Désactiver en enlevant / ajoutant les «//» en début de ligne ) platformio.ini C default_envs = mega2560 Configuration.h A #define SHOW_CUSTOM_BOOTSCREEN A #define CUSTOM_STATUS_SCREEN_IMAGE Vous devrez copier les fichiers _Bootscreen.h / _Statusscreen.h de Marlin\config\examples\Creality\CR10S\ dans le dossier Marlin\Marlin mais en ce cas, la fenêtre de statut indiquera «CR10S 300» alors qu’on souhaiterai «CR10 V2» (utiliser ceux en fin de post). Les fichiers «examples» du dossier config « peuvent être récupérés à partir de Marlin GitHub. ou vous pouvez utiliser ceux fournis dans le fichier compressé en fin de post (je les ai modifié afin que soit affiché «CR10 V2). C #define SERIAL_PORT 0 C #define BAUDRATE 115200 250000 ATMega2560 baudrate par défaut C #define MOTHERBOARD BOARD_RAMPS_CREALITY A&C #define CUSTOM_MACHINE_NAME "CR10-V2" ou le nom que vous voulez (ex: MA CR10 à MOI qu'elle me plait vraiment beaucoup ) C #define DEFAULT_NOMINAL_FILAMENT_DIA 1.75 C #define TEMP_SENSOR_BED 1 C #define HEATER_0__MAXTEMP 255 C #define BED_MAXTEMP 120 A #define PID_EDIT_MENU A #define PID_AUTOTUNE_MENU C les valeurs de P.I.D. pour la tête : #define DEFAULT_Kp 19.47 #define DEFAULT_Ki 1.59 #define DEFAULT_Kd 59.40 A #define PIDTEMPBED Vous n’êtes pas obligé d’activer PIDTEMPBED, si vous êtes satisfait de votre lit chauffant. Mais en calibrant celui-ci, il montera en températures plus rapidement et maintiendra celles-ci plus finement N’oubliez pas de réaliser un autotune du PID du lit après l’avoir activé dans le firmware sinon la protection contre l’emballement thermique pourrait se déclencher lors de la mise en route. Allez consulter le guide dans la section PID autotune, plus bas dans ce post C les valeurs de P.I.D. pour le lit : #define DEFAULT_Kp 690.34 #define DEFAULT_Ki 111.47 #define DEFAULT_Kd 1068.83 C #define EXTRUDE_MAXLENGTH 435 Mesurez la longueur à partir de la roue crantée de l’extrudeur jusqu’à la buse comme longueur de tube PTFE C #define Z_MIN_ENDSTOP_INVERTING true false C #define Z_MAX_ENDSTOP_INVERTING true false C #define Z_MIN_PROBE_ENDSTOP_INVERTING true false Le BLTouch v3/3.1 peut fonctionner soit avec true soit false, mais une erreur est signalée à la compilation si réglé à true A&C #define X_DRIVER_TYPE TMC2208_STANDALONE A&C #define Y_DRIVER_TYPE TMC2208_STANDALONE A&C #define Z_DRIVER_TYPE TMC2208_STANDALONE A&C #define E0_DRIVER_TYPE TMC2208_STANDALONE C #define DEFAULT_AXIS_STEPS_PER_UNIT { 80, 80, 400, 93 } si vous avez monté en lieu et place de l’extrudeur d’origine un autre modèle, remplacez 93 par le nombre de pas de celui-ci (BMG / Titan 415, BMG sans réducteur (CR10S Pro) 140, …) pour une CR10-V3 avec un Titan comme extrudeur; le pas de l'extrudeur est de 415. ATTENTION: dans le dépôt Github fourni plus bas, mon extrudeur étant un pseudo BMG (celui des CR10S Pro), le pas est de 140, mon extrudeur est un BMG à réduction (3:1), le pas est de 415 (monté en «extrudeur volant»), pensez à le modifier si vous avez l'extrudeur métallique d'origine (pas initial de 93 qu'il est préférable d'affiner en effectuant un réglage de celui-ci). C #define DEFAULT_MAX_FEEDRATE { 750, 750, 15, 75 } C #define DEFAULT_MAX_ACCELERATION { 2000, 2000, 100, 5000 } C #define DEFAULT_ACCELERATION 800 C #define DEFAULT_RETRACT_ACCELERATION 1000 C #define DEFAULT_TRAVEL_ACCELERATION 800 A #define CLASSIC_JERK Utiliser «Classic Jerk» au lieu de Junction Deviation, car JD ne fonctionne pas correctement actuellement et peut parfois engendrer de mauvais résultats particulièrement lors d’impression de courbes (https://github.com/MarlinFirmware/Marlin/issues/17146) A&C #define TRAVEL_EXTRA_XYJERK 5.0 A #define S_CURVE_ACCELERATION C #define INVERT_X_DIR false C #define INVERT_Y_DIR false C #define INVERT_Z_DIR true C #define INVERT_E0_DIR false Si vous avez une CR10-V3 avec son direct-drive, le moteur possédant un réducteur (3:1), le sens de rotation de celui-ci est inversé. la ligne au-dessus devra donc être à «true» C #define X_BED_SIZE 310 C #define Y_BED_SIZE 310 C #define Z_MAX_POS 400 A #define LCD_BED_LEVELING C #define HOMING_FEEDRATE_Z (6*60) (directive d'anciennes versions de Marlin, maintenant les vitesses de mise à l'origine sont regroupées en une seule directive : #define HOMING_FEEDRATE_MM_M { (50*60), (50*60), (4*60) } ) Augmentez si vous trouvez que c’est trop lent mais ne dépassez pas 10*60 pour l'axe Z. A #define EEPROM_SETTINGS A #define NOZZLE_PARK_FEATURE C #define NOZZLE_PARK_POINT { (X_MIN_POS + 5), (Y_MAX_POS - 5), 10 } A #define PRINTCOUNTER D #define LCD_LANGUAGE fr pour passer l’interface de l’écran en français si vous préférez A #define SDSUPPORT A #define INDIVIDUAL_AXIS_HOMING_MENU A #define REPRAP_DISCOUNT_FULL_GRAPHIC_SMART_CONTROLLER Configuration_adv.h A #define QUICK_HOME A #define BLTOUCH_SET_5V_MODE C #define SLOWDOWN_DIVISOR 2 A #define LCD_INFO_MENU A #define STATUS_MESSAGE_SCROLLING A #define SCROLL_LONG_FILENAMES D #define LIN_ADVANCE L’activation du Linear Advance sur les cartes Creality «silencieuses» mènent à l’arrêt de l’extrusion, il ne faut donc pas activer cette option. C #define LIN_ADVANCE_K 0.00 Le guide pour calibrer la valeur K se trouve plus bas dans la section Linear Advance. C #define EMERGENCY_PARSER C #define ADVANCED_OK A #define CANCEL_OBJECTS PID autotune Rien ne vous oblige à activer PIDTEMPBED, si vous êtes satisfait de votre lit chauffant. Mais en calibrant celui-ci, il montera en températures plus rapidement et maintiendra celles-ci plus finement. Connectez l’imprimante au PC (USB, Octoprint, etc.) Utilisez n’importe quel logiciel capable d’envoyer des commandes gcode à l’imprimante (Octoprint, Pronterface, Repetier, etc.) Connectez l’imprimante via le logiciel si la connexion n’est pas automatique (COM ??, 115200 250000) En envoyant un M301/M304 à l’imprimante vous récupérez les valeurs actuelles du PID de la HOTEND / LIT CHAUFFANT, prenez note de celles-ci Pour débuter un autotune, il faut envoyer un M303 C<nb cycles> A<index> S<température> U à l’imprimante. Pour la hotend j’utilise M303 C10 E0 S220 U (Hotend: E0) Activez la ventilation de refroidissement du filament pour l’autotuning du PID de la hotend C5 est normalement suffisant, mais C10 n’augmente pas le temps énormément, S<température> devrait être 5-à 10° plus haut que la température le plus souvent utilisée Pour le lit chauffant j’utilise M303 C8 E-1 S65 U (Lit chauffant: E-1) C5 est normalement suffisant, mais C8 n’augmente pas le temps énormément, S<température> devrait être la température la plus souvent utilisée. Si après le M303 ... vous obtenez "PID Autotune failed! Temperature too high", envoyez un M304 P0.00 I0.00 D0.00 à l’imprimante, puis refaites l’autotune du PID. Attendez que les opérations soient terminées (quand c’est fait, le cycle de chauffe s’arrête et la température baisse) Prenez note des nouvelles valeurs du P. I.D. affichées Envoyez un M500 pour sauvegarder ces valeurs dans l’EEPROM Pour vérifier que ces valeurs ont bien été sauvées, envoyez un M301 / M304 pour afficher les valeurs actuelles Si les valeurs actuelles de PID ne correspondent pas aux nouvelles, alors vous devez les fixer manuellement: Hotend: Envoi d’un M301 P<valeur> I<valeur> D<valeur> à l’imprimante Lit chauffant: Envoi d’un M304 P<valeur> I<valeur> D<valeur> à l’imprimante Envoi d’un M500 pour sauvegarder ces valeurs dans l’EEPROM Dans Configuration.h mettre à jour les valeurs de PID pour une prochaine mise à jour du firmware (DEFAULT_Kp, ...Ki, ...Kd, DEFAULT_bedKp, ...bedKi, ...bedKd) The 3D Print General PID Autotuning BLTOUCH Configuration.h A #define Z_STOP_PIN 19 (renommé en Z_MIN_PROBE_PIN ) Le BLTouch est «précâblé» sur le Z_MAX_PIN, le endstop originel lui est connecté sur le Z_MIN_ENDSTOP_PIN A #define BLTOUCH C #define NOZZLE_TO_PROBE_OFFSET { 47, 0, 0 } Éditez ces valeurs en fonction de votre matériel et de sa position par rapport à la buse, aide dans la section Mesurer NOZZLE_TO_PROBE_OFFSET C #define MIN_PROBE_EDGE 10 ( renommé en PROBING_MARGIN ) Si vous avez des clips pour maintenir la surface d’impression (verre, miroir, …), augmenter à la taille des clips +5 C #define XY_PROBE_SPEED 6000 9000 ( renommé en XY_PROBE_FEEDRATE ) Avec 6000 le 9000 BLTouch fonctionne de manière plus fiable (9000 mm/min = 150 mm/s) A #define MULTIPLE_PROBING 2 permet d’améliorer le résultat en effectuant plusieurs palpages A #define Z_MIN_PROBE_REPEATABILITY_TEST A #define AUTO_BED_LEVELING_BILINEAR ou utiliser AUTO_BED_LEVELING_UBL / MESH_BED_LEVELING, liens vers des guides plus loin dans ce post A #define RESTORE_LEVELING_AFTER_G28 A #define Z_SAFE_HOMING Configuration_adv.h A #define BABYSTEPPING C #define BABYSTEP_MULTIPLICATOR_Z 4 1 monte l’axe Z de 1 microstep (0.0025), 4 montera l’axe Z de 0.01 A #define DOUBLECLICK_FOR_Z_BABYSTEPPING Double-clic avec l’écran de Statut pour éditer le Z Babystepping pendant une impression A #define BABYSTEP_ZPROBE_OFFSET A #define BABYSTEP_ZPROBE_GFX_OVERLAY Mesurer les valeurs à saisir pour NOZZLE_TO_PROBE_OFFSET Mesurer approximativement les écarts / distances entre la pin de la sonde et la buse dans les directions X et Y La pointe de la sonde devrait être 2.3-4.3mm plus haut que la buse (quand la sonde est rentrée) Modifier les valeurs NOZZLE_TO_PROBE_OFFSET en fonction de vos mesures Compiler - flasher - redémarrer ... Effectuer le Homing (G28) Prenez note des coordonnées X et Y (réalisable via le menu «Move Axis» de l’écran) Déplacez l’axe Z vers le bas jusqu’à ce que la buse touche ou pratiquement touche le lit Marquez le point où la buse touche le lit (assurez-vous que ce marquage ne se déplacera pas sur le lit (utiliser du scotch de marquage par exemple)) Déplacez les axes X et Y via le menu de l’imprimante jusqu’à ce que la pointe de la sonde soit sur la marque Prenez note des coordonnées X et Y Soustrayez les coordonnées X/Y originelles des coordonnées X/Y de la position de la pointe du BLTouch pour obtenir le NOZZLE_TO_PROBE_OFFSET. Exemple pour la CR10V2: après le homing, la buse est en (150,150); en déplaçant le pointeur de la buse à l'emplacement marqué sur le plateau, la position affichée à l'écran devrait être (103,150); donc 150-103=47 pour le X et 150-150=0 pour le Y Unified Bed Leveling (UBL) Marlin UBL guide Chris Riley UBL video guide Mesh Bed Leveling (ABL du «pauvre» mais tout de même bien pratique) Configuration.h Ce type de nivelage n'est à utiliser que si vous n'avez pas installé d'ABL automatique. Donc, à n'activer que si #define BLTOUCH (ou un autre ABL) ne l'est pas déjà sinon Marlin vous signalera une erreur. A #define PROBE_MANUALLY C #define NOZZLE_TO_PROBE_OFFSET { 0, 0, 0 } A #define MESH_BED_LEVELING A #define RESTORE_LEVELING_AFTER_G28 C #define GRID_MAX_POINTS_X 5 (Ou modifiez selon vos préférences) A #define LCD_BED_LEVELING En complément (remarque de @Darkneo (merci à toi )) il faut désactiver certaines directives qui autrement conduisent à une erreur de compilation : D #define Z_MIN_PROBE_REPEATABILITY_TEST et D #define BABYSTEP_ZPROBE_OFFSET (configuration_adv.h) Effectuer le nivelage manuel du lit (Mesh Bed Leveling) Chauffez votre lit à la température d’impression habituelle (ex : 60°C). Assurez-vous qu'il n'y a pas de plastique sur la buse, ce qui modifierait la distance de la buse par rapport au lit Sélectionner: Prepare - Bed Leveling - Level Bed Attendre que le Homing XYZ soit terminé Lorsque le bouton "Cliquer pour commencer" apparaît, appuyez sur le bouton du contrôleur pour vous rendre au premier point Utilisez la molette de commande pour régler Z afin qu'un morceau de papier puisse passer sous la buse en frottant Appuyez sur le bouton du contrôleur pour enregistrer la valeur Z et passer au point suivant Répétez les étapes 4 et 5 jusqu'à ce que vous ayez terminé. Sélectionnez : Configuration - Enregistrer les paramètres pour sauvegarder le maillage dans l'EEPROM Sélectionnez : Mouvement - Hauteur de fondu : Régler sur 10 Sélectionnez : Motion - Stocker les paramètres Faites un test d'impression et, pendant l'impression, vous pouvez modifier la distance entre la buse et le lit en mouvement via les molettes de réglage du plateau Ne surtout pas toucher aux mollettes sinon le maillage ne sera plus correct Utiliser plutôt le réglage des babysteps via «double clic» sur le bouton de l'écran Sélectionnez : Configuration - Stocker les paramètres Plus d’infos : Marlin Bed Leveling (Manual) Teaching Tech Manual Mesh Bed Levelling Crosslink Ender 3 Mesh Bed Leveling Détection de fin de filament et changement de filament Configuration.h A #define FILAMENT_RUNOUT_SENSOR A&C #define FILAMENT_RUNOUT_DISTANCE_MM 5 C #define EXTRUDE_MAXLENGTH 435 Longueur de la roue crantée de l’extrudeur à la buse A #define NOZZLE_PARK_FEATURE C #define NOZZLE_PARK_Z_FEEDRATE 3 Configuration_adv.h C #define ADVANCED_PAUSE_FEATURE C #define PAUSE_PARK_RETRACT_LENGTH 6 Modifiez par votre distance de rétraction C #define PAUSE_PARK_RETRACT_FEEDRATE 30 Modifiez par votre distance de rétraction C #define FILAMENT_CHANGE_UNLOAD_FEEDRATE 40 C #define FILAMENT_CHANGE_UNLOAD_LENGTH 435 Longueur de l'engrenage de l'extrudeuse à la buse OU régler sur 0 pour l'extraction manuelle du filament A #define FILAMENT_CHANGE_FAST_LOAD_FEEDRATE 30 A #define FILAMENT_CHANGE_FAST_LOAD_ACCEL 15 C #define FILAMENT_CHANGE_FAST_LOAD_LENGTH 435 Longueur de l'engrenage de l'extrudeuse à la buse OU régler sur 0 pour l'insertion manuelle du filament A #define ADVANCED_PAUSE_PURGE_LENGTH 20 A #define ADVANCED_PAUSE_FANS_PAUSE A #define FILAMENT_UNLOAD_PURGE_RETRACT 4 C #define FILAMENT_CHANGE_ALERT_BEEPS 2 3 peut être trop / énervant, si oui, diminuez à votre convenance A #define PARK_HEAD_ON_PAUSE A #define HOME_BEFORE_FILAMENT_CHANGE A #define FILAMENT_LOAD_UNLOAD_GCODES Ajoute le gcode (M701/M702) et Charger/décharger dans le menu de préparation de l'écran LCD. A #define HOST_ACTION_COMMANDS A #define HOST_PROMPT_SUPPORT Plus d’infos : Voir la partie M600 - Filament Change Chris Riley Marlin Filament Change M600 Filament Runout Sensor Linear Advance Linear Advance K-factor Calibration Teaching Tech Linear advance video guide Chris Riley Linear advance video guide Junction Deviation Computing Junction Deviation for Marlin Firmware Test «Tout-en-un» de la rétraction KARL JOHNSON How to Easily Calibrate Retraction in 3D Printers Compilation du firmware J’utilise VSCode avec l’extension PlatformIO ainsi que Git GUI. Le sujet ci-dessous décrit l'installation des logiciels nécessaires à la préparation / compilation d'un firmware Marlin : Pour les anglicistes, Chris Riley VSCode installation guide for Marlin 2.0. Le fichier du microprogramme issu de la compilation qui sera installé se trouve dans «../Marlin/Marlin/.pio/build/mega2560/firmware.hex» Flashage du firmware Plusieurs méthodes sont possibles : Octoprint avec le plugin idoine (Firmware Updater), des programmes (Xloader, ProgISP, Avrdudess, Avrdude (ligne de commande pour les purs et durs)…), via le trancheur (Cura, Prusaslicer,…). directement via VSC en cliquant sur l’icone à droite de celle utilisée pour lancer la compilation. La condition pour que ça fonctionne étant que l’imprimante soit reliée à un matériel informatique via USB pour la liaison et le transfert et qu'elle soit reconnue (son pilote est correct). On utilise le fichier firmware.hex pour flasher. Éviter toute coupure de courant durant ce flashage, attendre que le transfert soit terminé (le processus prend quelques minutes). Normalement à l’issue de celui-ci, la carte doit redémarrer. Mettre à jour / reflasher un firmware Il est inutile de refaire tous les changements à chaque fois que vous voulez mettre à jour une nouvelle version de Marlin, vous devez simplement copier vos fichiers de configuration modifiés dans le nouveau marlin et les comparer dans VSC Source Control (Ctrl+Shift+G), et copier tout ce qui est nouveau ou modifié dans vos fichiers. Tous les changements ne seront pas appliqués sur une mise à jour du microprogramme, pour cela vous devrez réinitialiser vos paramètres d'imprimante : en allant dans le menu de l'imprimante - Configuration - Restaurer les valeurs par défaut, ou en envoyant un M502 à l'imprimante suivi d'un M500 Cela réinitialisera vos paramètres en fonction des valeurs par défaut du microprogramme. Cette réinitialisation est à faire après chaque installation du firmware afin d’éviter toute déconvenue. <EDIT> Depuis la version stable 2.0.9.3, une nouvelle directive «EEPROM_INIT_NOW» permet de réaliser automatiquement la réinitialisation de l'EEPROM après flashage d'un nouveau firmware : Quelques explications sur les commandes M500 à M503 : Changelog 20200414 : version initiale 20200510: corrections, compléments, version «problématique» pour certains désactivation totale du LINEAR_ADVANCE qui ne l'était pas vraiment réactivation du CLASSIC_JERK ajout détecteur fin de filament, directives concernant INVERTING, PULLUP, PIN complément information sur la connexion du BLTouch (Z_MAX_PIN 19) ajout dans la section Flashage, programme AVRDUDESS, possibilité de flasher via VSC si ordinateur relié via USB à la carte (détection automatique du port). 20200619 : corrections, modifications cosmétique : mise en évidence de certains points précisions diverses la vitesse de connexion à passée de 115200 à 250000, précision sur la désactivation du «linear advance» modification du BLOCK_BUFFER_SIZE, BUFSIZE et TX_BUFFER_SIZE dans le fichier configuration_adv.h (des valeurs trop élevées amènent à un dépassement de la capacité de stockage de la RAM pouvant conduire à un écran «bleu» suite au flashage), mise à jour des fichiers de configurations suppression du fichier binaire (chacun devra compiler son propre firmware) 20200801: version de Marlin, dernière en date (2.0.6) suppression du fichier compressé du Marlin lien vers mon dépôt Github (pour les plus curieux, j'ai d'autres branches de Marlin pour d'autres imprimantes / cartes mères) suppression du fichier binaire (je préfère que les utilisateurs progressent en effectuant la compilation eux-mêmes) ajout explications M500 / M503 202020815: corrections mineures (orthographe principalement) complément / rectification concernant les fichiers exemples de configuration fournis par Marlin (la CR10-V2 fait désormais partie des imprimantes à partir de la version stable 2.0.6) 20200918: corrections mineures (orthographe principalement) passées inaperçues passage de mon extrudeur à un BMG à réduction (3:1) dont le pas est de 415 20201012: version de Marlin, dernière stable : 2.0.7.1 20201026: version de Marlin, dernière stable : 2.0.7.2 complément sur le Mesh Bed Levelling (ABL du «pauvre») 20210111: complément pour ceux possédant une CR10-V3 20210815: version de Marlin, dernière stable : 2.0.9.1 20210822: Complément afin d'indiquer les directives de compilation qui ont changé de nom depuis la mise en ligne de ce tutoriel basé à l'origine sur un Marlin 2.0.3 : HOMING_FEEDRATE_Z, Z_STOP_PIN, MIN_PROBE_EDGE, XY_PROBE_SPEED sont dénommées autrement (merci à @Pyroadu signalement ) 20210927: Ajout d'un lien vers un tutoriel de ce forum sur l'installation de son environnement de travail afin de faire son propre firmware 20220103: version de Marlin, dernière stable : 2.0.9.3 ajout d'une nouvelle directive permettant de réinitialiser l'EEPROM automatiquement lors du premier lancement du firmware après flashage Les fichiers ayant servi à la compilation : à récupérer sur mon dépôt Github .19 points
-
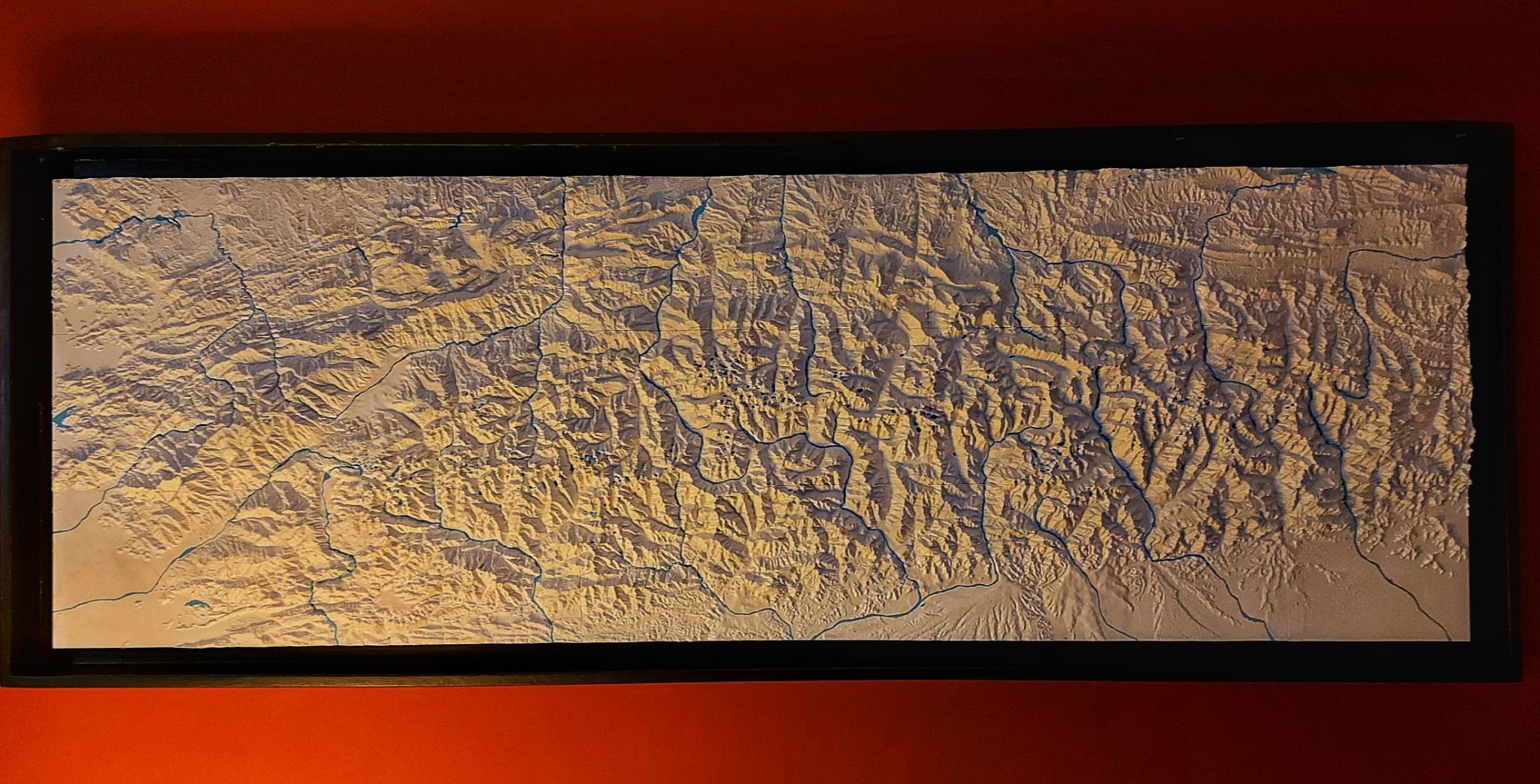
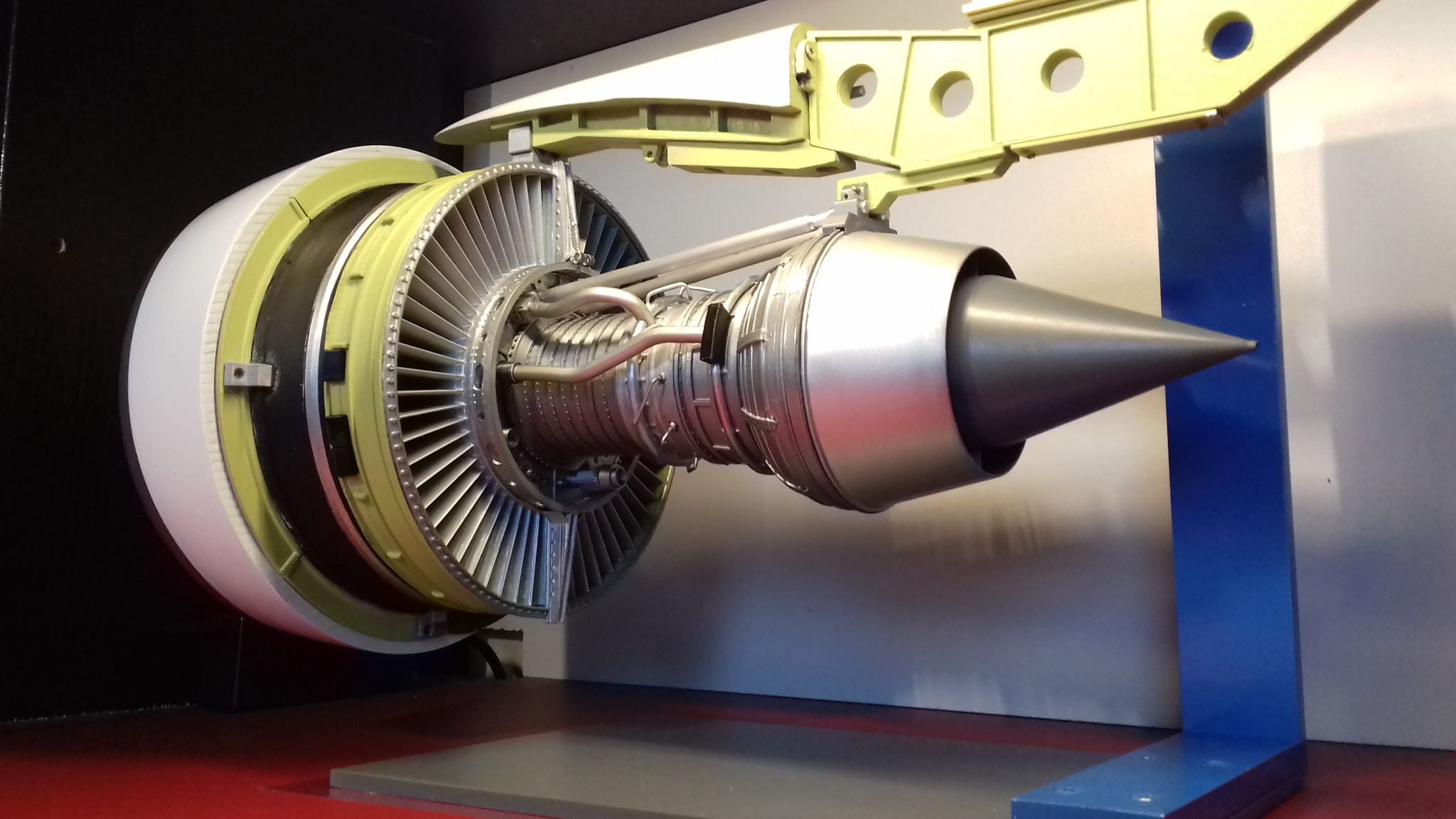
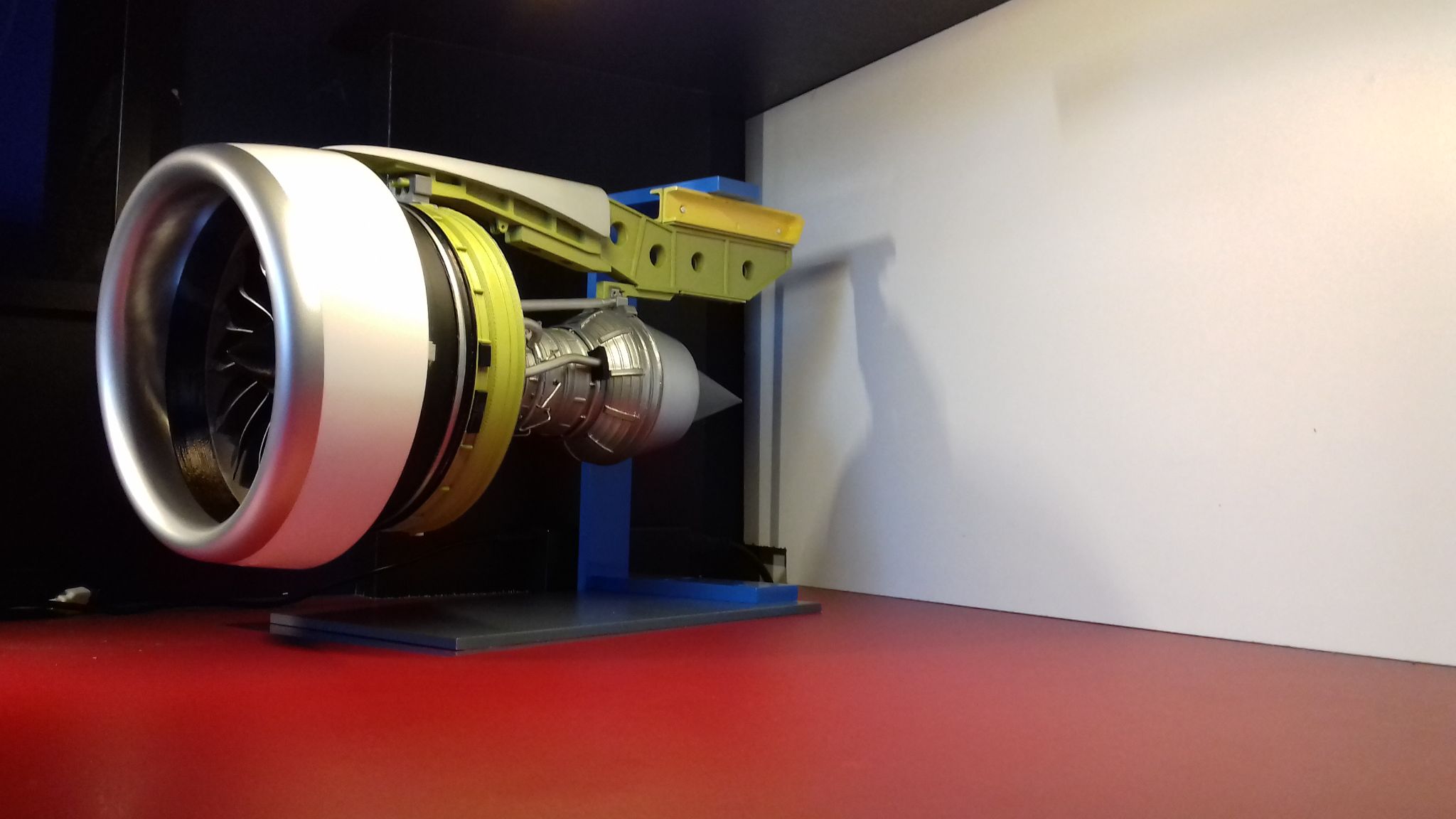
Bonjour fervent maquettiste,l'impression 3D m'a ouvert en grand les portes de l'imagination j'ai conçu et réalisé un quai steampunk-post apocalyptique pour un bateau volant impression réalisée avec mon "ancienne" Anycubic Photon et le final le lien vers l'album complet: https://flic.kr/s/aHBqjzCUj6 voici voilou!18 points
-
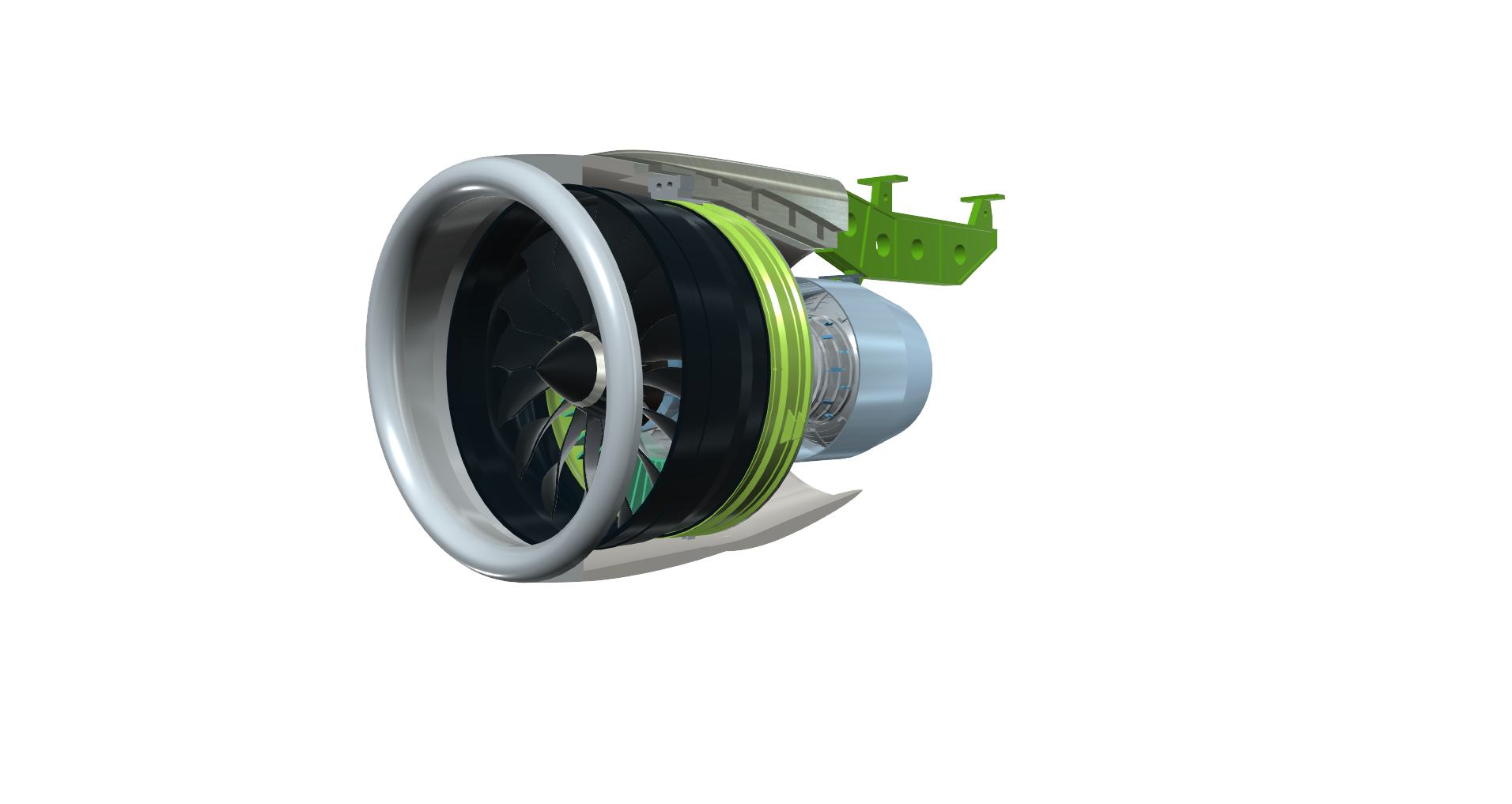
En cette fin d'année, nous vous faisons gagner des imprimantes 3D, des accessoires, des consommables et des bons d'achat ! Le Père Noël ne sera pas radin en 2022 et récompensera les plus créatifs d'entre vous ! Grâce à Creality, deux imprimantes 3D sont à gagner, l'une SLA et l'autre FDM grand format, sans oublier de nombreux accessoires et consommables ! Nous ajoutons également des bons d'achat pour vous offrir ce que vous voulez (dans le domaine maker, on vous prévient ). • Gagnant 1 : Creality Halot One Plus • Gagnant 2 : Creality Ender 3 Max Neo (testée ici) • Gagnant 3 : Ecran Creality Sonic Pad (testé ici) • Gagnant 4 : Enclosure souple Creality, format au choix • Gagnant 5 : 3 bobines de filament Creality de 1 Kg CR-PLA Mat ou Silk, ou 2 bouteilles de résine de 1 Kg • Gagnant 6 : 1 caméra Mintion Beagle (testée ici) • Gagnant 7 : 2 bobines de filament Creality de 1 Kg CR-PLA Mat ou Silk, ou 1 bouteille de résine de 1 Kg • Gagnant 8 : Bon d'achat de 50€ chez Atome3D • Gagnant 9 : Bon d'achat de 30€ chez Atome3D • Gagnant 10 : 1 bobine de filament Creality de 1 Kg CR-PLA Mat ou Silk • Gagnant 11 : 1 bon d'achat de 20€ chez Hotends.fr • Gagnant 12 : 1 bobine de filament PLA 3D850 "GLASS" offerte par Filament-ABS.fr Nous attendons les retours d'éventuels partenaires supplémentaires, il se pourrait donc que d'autres lots soient ajoutés avant la fin du concours ! Comment participer ? Si vous résidez en France, partagez, dans un message ci-dessous et avant le 1er janvier 2023 à 23h59, une photo de votre plus beau print sur le thème de Noël avec un petit papier sur lequel vous devez écrire "Li3D.fr" ou "LesImprimantes3D.fr". Vous n'êtes pas obligés d'imprimer une décoration de sapin ou un Père Noël, les idées originales sont acceptées mais restez dans le thème pour valider votre participation. Essayez de mettre le lien du fichier STL pour que d'autres en profitent pour Noël prochain. Chaque membre ne pourra participer qu'une seule fois. Enfin, vous pouvez publier plusieurs messages avec plusieurs objets imprimés (un seul dans chaque message, en évitant le benchy et le cube de calibration tant qu'à faire), mais vous ne pourrez gagner qu'une seule fois. Comment seront désignés les gagnants ? Pas de hasard cette fois-ci, ce sont les membres du forum qui vont voter pour vous jusqu'au 10 janvier 2023 ! Ensuite, nous comptabiliserons les posts (avec photo d'un print) qui auront reçu le plus de "likes", ces réactions que vous pouvez facilement ajouter depuis votre ordinateur ou votre smartphone. Remarque : nous prendrons en compte toutes les réactions et pas uniquement les "J'aime". Pour éviter les abus, seuls les comptes du forum créés avant le 10/12/2022 pourront voter mais vous pouvez tout à fait vous inscrire et participer, nous accueillons avec plaisir les nouveaux membres qui impriment ! Vous pouvez évidemment inciter vos amis à s'inscrire ici pour participer au concours et à la vie du forum, mais ils n'auront pas la possibilité de voter jusqu'à la fin du concours. Pour soutenir ce type d'initiative et nous permettre d'en faire d'autres dans le futur, n'oubliez pas de nous suivre sur les réseaux sociaux Facebook, Twitter, Instagram, YouTube, Discord, Tiktok
 18 points
18 points -
Salut à tous, Étant certainement le post le plus surveillé actuellement j'en profite pour vous faire la présentation d'Ice-Tea, le nom n'a rien à voir avec le fait que ce soit un bonhomme de neige, cet objet est imprimé à 90% avec du filament fabriqué à partir de bouteille d'Ice-Tea, les 10% restant sont d'une bouteille de limonade d'où le petit montage avec la bouteille, le petit sapin derrière est lui imprimé avec des bouteilles de Perrier même s'il a quelques défauts il fait sympa sur la photo, vous avez plus d'infos sur le processus dans ce post; un petit clin d'oeil à ceux qui participent au sujet et le font avancer. je voudrais par ailleurs profiter du message pour remercier les admins, car on ne le fait pas souvent et sans eux, le forum n'existerait pas et sans celui-ci pas d'échange, d'entraide, de super concours comme celui-ci et beaucoup d'entre nous serait encore en galère. Pour en revenir au modèle, il est représentatif d'une beauté de notre planète que nous devons prendre soin, sans être un écolo j'essaye par petit geste de faire un peu ou plutôt de polluer un peu moins en commençant par le recyclage, je poste egalement une photo du modèle avant peinture pour les curieux. Pour ceux qui ont lu en entier, merci et pour tous, bonne fêtes de fin d'année. lien vers le modèle:https://www.thingiverse.com/thing:4873875


 18 points
18 points -
Salut à tous, un petit plus pour le sapin Ceci est un remix de cette clés elle est plus grande et plus épaisse que l'originale . Bonne chance à tous.
 18 points
18 points -
Voici mon impression de Noël préférée, ce petit gnome dont la barbe est particulièrement amusante à faire . Il y en a plusieurs qui se promènent dans la maison . Le modèle est dispo au lien ci-dessous : https://www.printables.com/model/92035-bearded-christmas-gnome Bonnes fêtes de fin d'année à tous.
 18 points
18 points -
Aussi curieux que ce soit, je n'ai jamais autant imprimé d'améliorations (certaines indispensables, certaines un peu moins) que pour la Bambu Lab X1C dans mon cas. Ce topic pour recenser les améliorations et donner des idées aux autres possesseurs de Bambu. Il est conseillé pour beaucoup de ces objets de les imprimer en ABS ou PETG afin de résister aux températures à l'intérieur voire autour de l'imprimante. Je vous mets à chaque fois l'objet que j'ai retenu (parmi les N versions et remix disponibles, parfois très nombreux !), j'ai imprimé tous ceux de ce post (la plupart des photos sont les miennes, mais pas toutes). Et j'en oublie, mais c'est déjà un début. N'hésitez pas à partager les votres. Sommaire. A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? B. Les items indispensables. C. Les items indispensables pour AMS. D. La catégorie "objets additionnels". E. La catégorie "il faut encore que je m'y penche". F. La catégorie "gadgets" Bambu. ------ A. Où trouver des items à imprimer pour améliorer la Bambu Lab ? Sur les sites classiques : - sur printables.com (c'est là où, je trouve, il y a le plus d'activité et d'items en rapport avec les Bambu) : lien vers la recherche "most downloaded", lien vers la recherche "nouveaux uploads Bambu Lab", lien vers ma "collection" personnelle d'items Bambu Lab m'ayant intéressé - sur Thingiverse (pas grand chose, mais ce site n'est-il pas en perte de vitesse) : https://www.thingiverse.com/search?q=bambu+lab&page=1&type=things&sort=relevant - sur Thangs : https://thangs.com/search/bambu lab?scope=all - sur Cults3D (pas grand chose non plus) : https://cults3d.com/fr/recherche?q=bambu+lab (beaucoup d'objets se retrouvent sur chaque, mais il y a parfois des différences - çà vaut le coup de faire le tour) B. Les items indispensables. - Le support pour le fan intérieur, quasi indispensable, à imprimer en ABS/PETG pour résiter à la chaleur de la chambre. Plutôt que celui fourni sur le wiki officiel, préférez plutôt ce modèle : https://www.printables.com/model/256442-bambu-lab-aux-fan-saver/comments/447422 pour les Bambu "v1" (le fan est juste collé de base avec des scotchs 3M double-face) (c'est celui que j'ai imprimé pour la mienne) ou celui-ci pour les Bambu "v2" (fan vissé) https://www.printables.com/model/311255-bambu-lab-aux-fan-saver-20 : - Un support vertical à mettre à côté pour faire tenir les plaques supplémentaires : https://www.printables.com/model/270579-bambu-lab-x1c-plate-holder/comments/447985 - Un purge bucket pour collecter les scories expulsées à l'arrière - il y a 36 modèles, celui là me semblait clairement mieux, pas trop grand, bonne collecte, aimants) : https://www.printables.com/model/291141-bambu-lab-x1-purge-bucket/comments/448965 - Des bases GRIDFINITY pour permettre de ranger tout son bordel au-dessus de l'imprimante. Compatible AMS ! Il y a plusieurs versions, avec ou sans LED en dessous, j'ai pris cette version "sans". Voir ce post sur le forum sur ce qu'est GRIDFINITY, si vous ne connaissez pas, je vous encourage vivement à vous y pencher. Pour ma part j'ai imprimé niveau boitiers : un 1x1 pour le tube de glue, un 3x2 pour les clips, ..., le 2x2 en support des pinces, un 1x1 pour chargeur de lampe OLight (histoire d'en avoir une toujours chargée sous la main), ... Cette photo d'exemple n'est toutefois pas la mienne mais çà donne une idée (il faut que j'en prenne une de mon installation) : https://www.printables.com/model/287407-bambu-lab-x1-gridfinity-base-without-light Ce lien par exemple pour une case Gridfinity 1x1 pour le tube de colle Bambu : https://www.printables.com/model/355112-gridfinity-glue-stick - Des clips pour maintenir les plaques en place et éviter le warping, particulièrement pour les grosses pièces en ABS. En imprimer 4, 2 de chaque type(voire plus au besoin). https://www.printables.com/model/321213-bambulab-x1-bedclamps-for-big-prints - Le petit clip pour permettre de passer le volume d'impression en 256x256x256 au lieu de 250x250x250, tel que décrit sur le wiki : https://wiki.bambulab.com/en/knowledge-sharing/print-volume-limitations - Dans le même ordre d'idée, à imprimer avant d'en avoir besoin, depuis le WIKI officiel : l'outil aidant à démonter la tête "gear removal tool" : https://wiki.bambulab.com/en/x1/troubleshooting/extruder-clog - Réducteur de son : une partie du bruit vient du fan à l'arrière. Plutôt que de le remplacer, il est possible de positionner un réducteur de son par l'extérieur (qui va faire perdre quelques décibels, à priori sans augmentation de température). Il y a très nombreux modèles, tous plus ou moins sur le même principle ("boite" à positionner avec vis et/ou aimants, et un cheminement particulier du flux d'air pulsé en sortie du ventilateur). Tous sont normalement compatibles avec le hub pour AMS (j'ai imprimé un de tous premiers mufflers proposés, et il passe tout juste avec le hub AMS). Celui ci est toutefois sans doute le plus recommandé : https://www.printables.com/model/338482-bambu-x1-ams-hub-exhaust-muffler-fan-silencer (chercher "muffler" sur printables.com pour trouver d'autres modèles) C. Les items indispensables pour AMS. - Des containers pour absorbeur d'humidité : afin de pouvoir mettre des billes de silice libres, sans en éparpiller partout. Ce modèle est compatible AMS v3, et on peut continuer à utiliser le cache d'origine pour un rendu plus propre : https://www.printables.com/model/322613-new-bambu-lab-silica-gel-desiccant-tray - Des boites pour aborbeur d'humidité à mettre à l'avant de l'AMS : idem, il y a 36 modèles, j'ai choisi ceux ci (faciles à installer, encoche arrière si vous devez réparer votre AMS, et version pour hygromètre qui se trouve sur aliexpress pour 2€, avec 2 piles LR44) : https://www.printables.com/model/292343-silica-dry-box-for-bambulab-ams et https://www.printables.com/model/299215-bambulab-ams-dryer-pod-with-indent-for-ams-fix - Un "Y Splitter" pour permettre de garder branchés à la fois le spooler simple et à la fois l'AMS. Il faut des connecteurs pneumatiques, j'ai pris ceux-ci (boîte de 20 pour 10€ sur amazon). Le modèle : https://www.printables.com/model/308131-bambu-lab-y-splitter-with-pc4-m10-pneumatic-connec - En complément, il faut une pièce pour permettre d'espacer le support du spool d'origine (pour que les cables de l'AMS puissent passer), j'ai pris celui-ci, il permet pile d'utiliser des vis M3x30mm (j'ai pris ce kit sur amazon, je n'en n'avais pas des si grandes) et il y a un espace pour positionner les cables en dessous : https://www.printables.com/model/315677-bambulab-x1-spool-holder-extender/comments - Et tant qu'on y est, des clips pour attacher les 2 cables de l'AMS ensembles : https://www.printables.com/model/276184-bambu-lab-ams-cable-clip D. Dans la catégorie "objets additionnels". - Des pièces pour aider à sortir la carte SD, qui sinon est en effet assez difficile à extraire (peuvent se clipser n'importe où autour de l'écran histoire de ne pas les perdre) : https://www.printables.com/model/271315-bambu-x1-printer-micro-sd-ejector - Des risers pour sur-élever la vitre du dessus : préférez la version "avec aimants" pour une meilleure tenue en place. Usage marginal au final (beaucoup d'impressions se font finalement vitre fermée). Soit ce lien : https://www.printables.com/model/314181-bambu-lab-x1-top-glass-lid-cover-riser-holder-shim - Un boitier interne pour mettre des billes absorption d'humiditié. Pas indispensable, mais si jamais vous vouliez vraiment avoir des billes de silice à l'intérieur. Attention, cette boite se couple bien sûr avec le support pour ventilateur interne linké plus haut. https://www.printables.com/model/344792-desiccant-box-for-bambu-lab-fan-support - Une pièce facilitant le nettoyage des déchets à l'intérieur du caisson, pour pouvoir + facilement les évacuer à l'aide d'une balayette. https://www.printables.com/model/288373-bambu-lab-x1c-p1p-filapoop-scoop-base-insert-plast ou https://www.printables.com/model/345528-waste-recovery-base-insert-for-bambu-lab-x1 E. La catégorie "il faut encore que je m'y penche". - Un mécanisme pour placer des LED au dessus. Il y a 36 modèles, j'ai du mal à choisir, d'autant que tous ne sont PAS compatibles avec les AMS v3 (beaucoup ont une forme "carrée" qui ne matche que les v1 / v2, alors que les v3 sont un peu moins larges niveau espacements entre les pieds à l'avant qu'à l'arrière). Exemples : https://www.printables.com/model/326664-bambu-lab-x1c-led-bracket, https://www.printables.com/model/320939-bambulabs-ams-attached-lightbar, https://www.printables.com/model/260470-bambu-lab-x1-chamber-light-ring-frame, https://www.printables.com/model/280168-bambu-lab-x1-led-light-frame, https://www.printables.com/model/265701-bambu-lab-x1c-light-frame, https://www.printables.com/model/273214-bambu-lab-x1-ams-riser-frame-with-leds, https://www.printables.com/model/271784-low-profile-led-frame-for-bambu-x1-and-others, ... - Des QR code à imprimer / coller sur les plaques Bambu de vendeurs tiers. Pour qu'elles soient reconnues comme des plaques officielles. A coller et à recouvrir de "quelque chose" (résine epoxy, ...) pour que çà résiste à la chaleur de la cambre voir à l'eau en cas de nettoyage des plaques. Voir : https://www.printables.com/model/335511-bambu-labs-smooth-pei-gr https://www.printables.com/model/330476-bambu-lab-bed-sheet-qr-codes-xile6 https://www.thingiverse.com/thing:5535223 Ex. : F. La catégorie "gadgets" Bambu. - Des dessous de verre en fac-similé des plaques Bambu. Parfaits pour le salon quand vous avec des geeks à la maison. https://www.printables.com/model/341733-bambu-lab-build-plate-coaster





 17 points
17 points -
Voici une contribution à ce petit jeu. Pour égayer les repas de Noël en famille, j'ai fabriqué quelques petits jeux de Noël pour les petits et les grands. Pour une partie rapide au coin de la table (ou du feu) : le Morpion de Noël aimanté, sapins contre bonhommes de neige. Matériels : Ender 3 pro (seule modif : ptfe capricorn, buse 200°C, bed 50°C), filaments GST3D, 19 aimants ronds (2.5*10 mm), imprimé sans supports. Fichiers : Plateau 160*141 mm : Morpion-Plateau.stl Pion sapin : Morpion-Pion sapin.stl Pion bonhomme de neige : Morpion-Pion bonhomme de neige.stl Bonnes fêtes de fin d'année à tous. Felkin
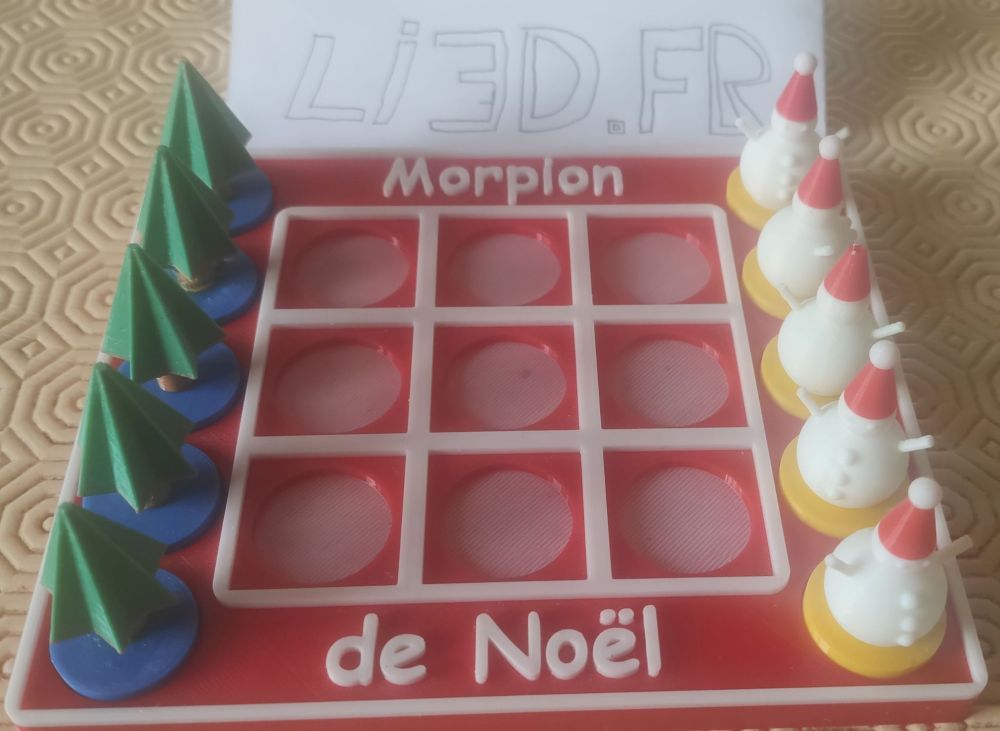

 17 points
17 points -
Le réglage de la première couche Le bon réglage de la première couche est la base de toute impression réussie. C’est l’une des difficultés majeure que tout débutant rencontre et qu’il va devoir maîtriser s’il veut réussir ses pièces et éviter un plat de spaghetti. Ce réglage incorrect peut entraîner : Un décollement de la pièce dû à une mauvaise adhérence de la pièce sur le plateau. Une première couche à l'aspect visuel désagréable. Un gauchissement de la pièce (autrement appelé "warping") qui, en plus de ruiner l'aspect visuel et mécanique de la pièce, peut engendrer un décollement de celle-ci. La détérioration de la surface du lit quand la buse est trop proche Cela ce produit lorsque l'écart entre la buse et le plateau n'est pas correctement réglé. Il faut en premier lieu vérifier le bon réglage du parallélisme du plateau vis à vis de la buse. Ensuite, il faut régler cet écart (également appelé "offset"). Ce réglage doit être réalisé aux conditions d'impression (buse et lit à température) et également avec l'extrémité de la buse exempte de tout détritus. Cela peut se faire de manière : mécanique (via une vis de butée qui est propre à votre modèle d'imprimante et ensuite via les molettes de réglage du plateau) informatique via le logiciel qui pilote l'imprimante (parmi lesquels se trouvent Pronterface, Repetier-Host, Octoprint, …). automatique (ABL = Auto Bed Leveling) via un capteur détectant où se trouve la surface d'accroche à différents endroits du plateau (permet de compenser les défauts de planéité de celui-ci) Voici comment reconnaître la qualité du réglage en fonction de ce qui est imprimé. Afin de vérifier le bon réglage de votre imprimante, vous pouvez imprimer ce genre de pièce. Avec de l'expérience, vous pourrez régler «à la volée» votre écart buse/plateau lors de l'impression de la première couche, et notamment lors de l'impression de la jupe ("skirt" en anglais). Si vous voulez commenter ce tuto, proposer une amélioration ou autre, suivez ce lien. Si vous ne parvenez pas régler votre première couche, suivez ce lien. ---------------- Merci @Yo' d'avoir relu et amélioré mon premier tutoriel. L'idée originale, rédigée en anglais vient d'un utilisateur de Reddit (r/3DPrinting).
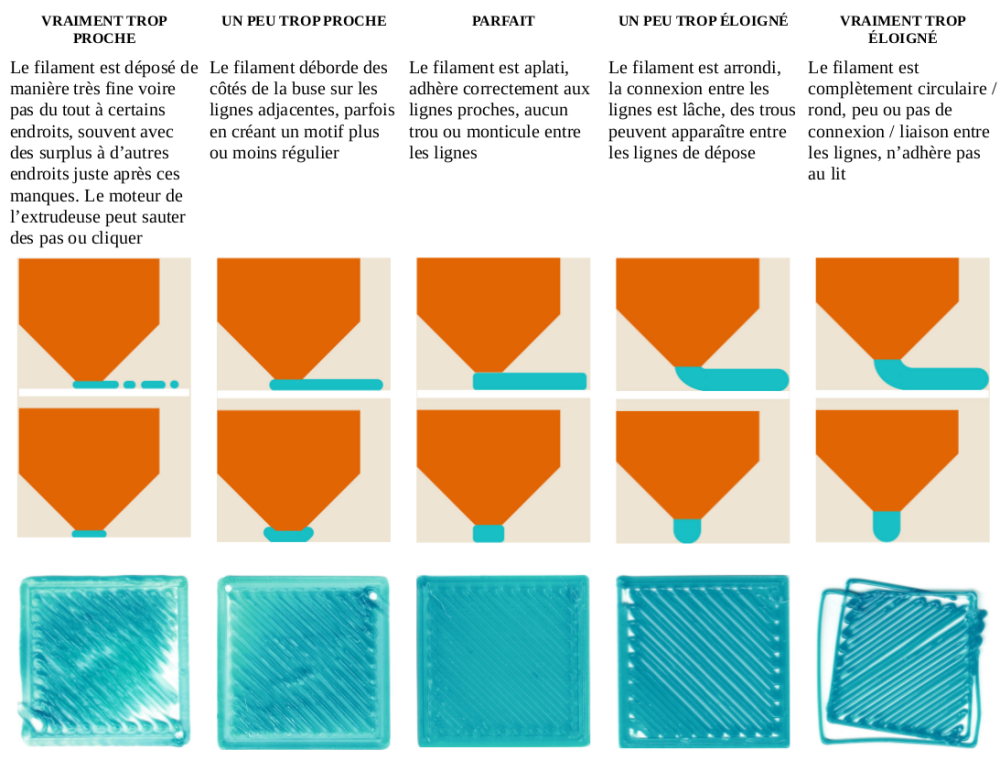
 17 points
17 points -
Salut! J'en ai un peu parlé dans ma présentation, je fais du modélisme radio commandé, et plus particulièrement avec des machines vintages que je restaure. Les pièces sont devenu pour certaines introuvables (rien de réellement étonnant pour des machines de plus de 30 ans), et j'ai vu dans l'impression 3D une façon de les faire revivre... Mon premier projet d'ampleur a été un Nichimo Spirit FF (1985). Il est arrivé à la maison complet, mais en morceaux... Le chassis et quelques autres pièces sont cassées, l'ABS déjà très cassant sur ces machines à l'origine est fissuré par endroit... Et la personne qui me l'a vendue pour une bouchée de pain m'a clairement dit : "pièces introuvables, ça fait 3 ans que je cherche; il faudra probablement penser à de l'impression 3D" J'avais déjà une imprimante 3D, un peu joué à faire des pièces sous Tinkercad, mais jamais un truc de cette ampleur, et quelques mois plus tard, j'ai fais mes premiers pas sous Fusion360 (janvier 2022)... Après le chassis, je me suis dit qu'il fallait enchainer la suite, puis sur l'élan, quelques semaines plus tard, j'avais tout modélisé, y compris la transmission... Après cela, j'ai commencé avec des test d'impression. PLA, c'est pratique, ça ne bouge pas dimensionnellement ou très peu... L'objectif était de vérifier que l'on pouvait utiliser les pièces imprimées avec les originales, et que tout s'alignait bien... avec parfois des impressions de coupes pour vérifier les corrections... Une fois les pièces clés validées, je suis allé chercher des services en lignes pour imprimer en Nylon PA12 en utilisant des procédé à poudres permettant de se passer de supports durant l'impression, et permettant d'avoir le fini et la résistance souhaitée... Et j'ai fait des estimations pour savoir comment procéder à l'impression: certains services en lignes ont un coût minimal d'impression, et le coût est largement inférieur si on grappe les pièces... Les pièces noires ont été imprimé en Nylon PA12 MJF par l'intermédiaire de fournisseur asiatique, la grappe rouge a été imprimée en Belgique, et les jantes à la maison en PLA (moins critique). L'étape suivant a été le montage... Une petite vidéo du premier run Et un peu de finition... Depuis, les modélisations se sont enchainées, et elles feront l'objet d'autres posts dans ce fil...16 points
-
Petit tuto sans prétention pour qui veut comprendre quelques aspects de Marlin, et surtout comment trouver de la place pour ceux qui, comme moi, ont une carte mère limitée. Les plus assidus du forum n'y apprendront rien ou presque, pour le reste, j'espère que ce post pourra être utile. Je suppose dans ces lignes que le lecteur sait déjà comment flasher sa machine avec le logiciel Arduino, et modifier les fichiers configuration.h et configuration_adv.h Je vais essayer de suivre l'ordre des fichiers de configuration, pour ne pas avoir à chercher trop longtemps les lignes correspondantes, mais il faut savoir que je ne détaillerai pas tout : Bien des lignes doivent rester telles quelles si l'on veut garder une imprimante fonctionnelle. Pour info, je me base sur une version de Marlin 1.1.9. Fausses idées toutes faites Tout d'abord, je souhaitais tuer dans l’œuf les fausses croyances que j'ai déjà pu lire ici et ailleurs : Il est inutile de supprimer les commentaires, cela ne vous fera que perdre votre temps Les fonctions commentées (celles commençant par '//'), ne sont pas incluses à la compilation, il est tout aussi inutile des les supprimer Fichiers de langues inutilisées : Dans language_fr.h par exemple, on voit que des tas de lignes concernant le détecteur de fin de filament, l'utilisation de l'UBL (Unified Bed Leveling), etc qui ne sont pas commentées. Même si vous n'utilisez pas ces fonctions, il est inutile de supprimer ou commenter ces variables de langue, elles ne seront pas incluses dans la compilation de Marlin. Lors de la compilation, Arduino va aller chercher et compiler uniquement les informations qui sont nécessaires, aucun superflu ne sera mis en mémoire. Dans la même lignée, rien ne sert de supprimer les lignes vides. Pour la bonne compréhension : - Chaque ligne qui commence par '//' est un commentaire ou une fonction commentée. Cela veut dire qu'Arduino ne lira pas cette ligne, et passera à la suite. - Chaque ligne qui commence par '#' est une instruction. Seules ces lignes seront lues, interprétées et compilées pour votre imprimante. Configuration.h Je ne détaillerai ici que le fichier configuration.h. J'espère avoir le temps dans les jours à venir de faire la même chose pour le fichier configuration_adv.h. Jacky Tuning On commence avec du superflu, l'écran de démarrage : Ligne 80 du fichier : #define STRING_CONFIG_H_AUTHOR "Schyzo, Anet E12 BLTouch" // Who made the changes. #define SHOW_BOOTSCREEN #define STRING_SPLASH_LINE1 "V1.1.9 for Anet E12" // will be shown during bootup in line 1 #define STRING_SPLASH_LINE2 "Adapted For Schyzo" // will be shown during bootup in line 2 Ces 4 lignes ne font qu'afficher l'écran de démarrage ( Boot Screen). L'imprimante n'a pas besoin de ça, et moi non plus. Sans cet écran, l'imprimante sera lancée environ 5 secondes plus rapidement. Commentez-donc ces 4 lignes (en ajoutant '//' devant chaque ligne) si vous voulez gagner plus de 1000 octets (1282 chez moi). Toujours dans le look, ligne 97 : #define SHOW_CUSTOM_BOOTSCREEN Ceci ne sert qu'à afficher une image personnalisée définie dans le fichier Marlin/_Bootscreen.h au démarrage. Certains fournissent une image comme TH3D qui ne fait qu'alourdir le firmware. Vous pouvez commenter Puis, à la ligne 100 : #define CUSTOM_STATUS_SCREEN_IMAGE Même combat, une image personnalisée sur l'écran d'accueil, définie dans le fichier Marlin/_Statusscreen.h comme ici : Vous pouvez commenter cette ligne pour gagner de précieux octets (voir plus). PID Le PID (Proportional Integral Derivative) est un procédé de Marlin et autres firmwares qui permet une montée en température optimisée des éléments chauffants (buse et lit). Lorsque le PID de ces éléments n'est pas activé, la montée en température est définie en 'bang-bang', comprendre en gros en binaire : "Si c'est trop froid, j'envoie du courant à fond, si c'est à bonne température, je coupe". Aussi la température ne fait que monter et descendre, ce qui peut poser une dégradation de l'impression notamment avec la température de la buse. A titre d'exemple, j'ai trouvé cette image sur le forum reprap.org : Page en question : https://reprap.org/forum/read.php?262,782815 Exemple de courbe de température en bang-bang : Avec utilisation du PID : Bref, si j'en parle ici c'est que l'utilisation du PID pèse quand même quelques kilos dans la bataille du gain de mémoire. Pour ma part, j'ai activé le PID de la buse et du lit, quitte à supprimer d'autres fonctions. PID de la buse : Pour l'activer, il faut se rendre à la ligne 362 : #define PIDTEMP Puis environ 20 lignes plus bas, il faut définir les valeurs Kp, Ki et Kd : #define DEFAULT_Kp 28.94 #define DEFAULT_Ki 2.37 #define DEFAULT_Kd 88.30 Si ces lignes sont commentées, décommentez-les. Ces valeurs que je n'expliquerai pas faute de compétence (et ce n'est pas le sujet), sont MES PROPRES valeurs. C'est elles qui définiront la montée en température de votre élément chauffant. A chaque changement de buse ou matériel chauffant (cartouche chauffante par exemple), il faut redéfinir ces valeurs. Pour cela, je vous renvoie vers un tuto du forum qui explique pas à pas la marche à suivre pour récupérer ces 3 paramètres selon votre machine : A noter que l'utilisation du PID pour la hotend requiert environ 3300 octets. PID autotune : Marlin propose d'ajouter un menu dans l'imprimante afin de lancer un autotune, c'est à dire que vous pourrez lancer directement depuis l'écran de l'imprimante un autotune qui calculera et enregistera les meilleurs valeurs pour votre imprimante. Cette fonction lancera une montée en température de la buse (température que vous définirez via l'écran de l'imprimante directement), jugera et enregistrera dans l'EEPROM des meilleurs valeurs obtenues. Pour cela, décommentez la ligne 367 : #define PID_AUTOTUNE_MENU Lors de l'autotune, sélectionnez une température que vous employez le plus. Par exemple si vous n'imprimez que du PLA et PETG, prenez une moyenne haute à 230° par exemple. Le PID autotune occupera 600 octets environ de plus. PID du bed : Pour le lit, l'utilisation du PID reste identique, à savoir une température constante. En mode BED_LIMIT_SWITCHING en revanche, on retrouve la chauffe binaire : On chauffe à fond ou rien du tout. Si vous souhaitez activer l'utilisation du PID pour le lit chauffant, décommentez la ligne 407 : #define PIDTEMPBED Et n'oubliez pas de commenter la ligne 409 afin de libérer un peu de place : //#define BED_LIMIT_SWITCHING Puis comme pour la buse, définissez les valeurs de Kp, Ki et Kd ligne 424 : #define DEFAULT_bedKp 255.01 #define DEFAULT_bedKi 17.39 #define DEFAULT_bedKd 934.85 L'utilisation du PID pour le lit chauffant occupera environ 1400 octets de plus que le mode BED_LIMIT_SWITCHING. A noter qu'il ne sera pas possible, même en ayant activé l'autotune, de lancer un test autotune pour le bed depuis l'écran LCD (vous ne devrez pas avoir à le changer régulièrement, je l'espère pour vous ). Là encore, je vous renvoie vers le tuto de neoraptor pour récupérer les valeurs Kp, Ki et Kd pour votre lit : Protection contre vous-même : Si jamais vous avez confiance en vous, sachez qu'il est possible de désactiver la protection d'extrusion à froid, ligne 445 : #define PREVENT_COLD_EXTRUSION // Permet de ne pas faire tourner l'extrudeur si la température de la buse n'est pas d'au moins 170° (EXTRUDE_MINTEMP) et la protection d'une trop grande extrusion manuelle, ligne 452 : #define PREVENT_LENGTHY_EXTRUDE // Protection pour ne pas extruder plus de 200mm (EXTRUDE_MAXLENGTH) en dehors d'une impression Ces 2 fonctions commentées vous feront gagner presque 1000 octets, à vous de jauger votre confiance en vous Je ne détaillerai pas la désactivation des protections thermiques du bed et de la hotend, qui sont à mes yeux essentielles et donc non négociables. Bed leveling Si certains ont déjà du mener la bataille des octets avec Arduino, ceux-ci savent combien l'utilisation d'un palpeur est lourd. Pour avoir fait quelques tests pour ce tuto, j'estime à 18ko le poids de l'utilisation d'un BLTouch par rapport à un simple endstop. Mais saviez-vous que vous pouviez tout de même espérer libérer un peu de place ? Chaque mode de leveling pèse plus ou moins lourd, et est plus ou moins complet forcément. Bi-linéaire Ligne 982 : #define AUTO_BED_LEVELING_BILINEAR Le mode certainement le plus utilisé et adapté à la plupart des plateaux. Grâce à un palpeur/sonde (BLTouch ou autre), il fait 3 palpages (points) ou plus dans chaque axe (X Y) et en détermine grossièrement ou finement selon le nombre de points déterminés les défauts du plateau, qu'il corrigera pendant l'impression. Nécessite 11 ko sur la carte. 3 points Ligne 980 : #define AUTO_BED_LEVELING_3POINT Avec un palpeur, sonde 3 points déterminés et détermine le nivellage du plateau. Plus léger (6 ko), à n'utiliser que si vous êtes sûrs que votre plateau est bien plat. Linéaire Ligne 981 : #define AUTO_BED_LEVELING_LINEAR Semblable au mode bi-linéaire, corrige un défaut de lit qui ne serait pas correctement incliné. Ce mode ne corrige pas les défauts d'un lit déformé (creux au centre par exemple). Nécessite 11 ko sur la carte, je cherche l'intérêt de ce mode. Unified Bed Leveling (UBL) Ligne 983 : #define AUTO_BED_LEVELING_UBL Ce mode est trop gros pour ma carte, aussi je n'ai pas pu le tester. Quoi qu'il en soit, celui-ci permet de créer une matrice très précise de votre lit et d'en enregistrer les relevés dans l'EEPROM. Puis à chaque impression, palpe 3 points pour déterminer l'inclinaison et les défauts du lit puis s'appuie sur les valeurs précédemment enregistrées pour corriger très précisément l'impression en fonction des défauts de votre lit. Pèse approximativement 48 ko. Mesh Leveling Ligne 984 : #define MESH_BED_LEVELING Un mode que j'ai découvert il n'y a pas longtemps. Celui-ci permet de corriger une déformation du lit, sans nécessiter de palpeur. Vous faites le sondage à la main (aidé par Marlin bien sûr) avec votre feuille de papier, vous jouez avec le Z depuis l'écran LCD et celui-ci corrige les défauts du lit pendant l'impression, comme si vous aviez un BLTouch. 9.7 ko nécessaires pour ce mode. Hauteur lissée (fade height) Avec certains bed leveling activés (Bi-linéaire, Mesh leveling ou UBL), vous avez la possibilité de définir une hauteur lissée, c'est à dire que pendant l'impression, Marlin va au fur et à mesure corriger la pièce pour que le défaut du lit ne soit plus visible à partir de X mm (définie via l'écran LCD ou par la commande M420 Z(hauteur). En exagérant, si votre lit est creux au centre, on peut imaginer imprimer une boite ainsi : En rouge en haut le résultat sans la hauteur lissée, en vert ce que donnera l'impression avec la hauteur lissée. Nécessite 1600 octets. Bed leveling via le LCD Ligne 1106 : #define LCD_BED_LEVELING Permet de faire le leveling si vous avez un des modes cités au dessus activé. Si vous avez activé le Mesh Leveling (manuel), Marlin vous guidera étape par étape via l'écan LCD pour faire le leveling. Requiert environ 1 ko. Déplacement de la tête automatique Ligne 1114 : #define LEVEL_BED_CORNERS Depuis l'écran LCD, permet de faire bouger la buse automatiquement pour faire le réglage aux 9 points du plateau en leveling mauel. Nécessite 1200 octets. Fonctions additionnelles Préchauffage J'ai lu encore récemment qu'on pouvait gagner de la place en commentant les fonctions de préchauffage de PLA et ABS. Bien que je les trouve utile, voilà comment gagner 40 octets. Oui, pas un de plus, 40... Commentez les lignes 1262 à 1268 : #define PREHEAT_1_TEMP_HOTEND 210 #define PREHEAT_1_TEMP_BED 60 #define PREHEAT_1_FAN_SPEED 0 // Value from 0 to 255 #define PREHEAT_2_TEMP_HOTEND 235 #define PREHEAT_2_TEMP_BED 80 #define PREHEAT_2_FAN_SPEED 0 // Value from 0 to 255 Il vous faudra également commenter ces lignes dans le fichier configuration_store.cpp, à la ligne 1820 : #if ENABLED(ULTIPANEL) lcd_preheat_hotend_temp[0] = PREHEAT_1_TEMP_HOTEND; lcd_preheat_hotend_temp[1] = PREHEAT_2_TEMP_HOTEND; lcd_preheat_bed_temp[0] = PREHEAT_1_TEMP_BED; lcd_preheat_bed_temp[1] = PREHEAT_2_TEMP_BED; lcd_preheat_fan_speed[0] = PREHEAT_1_FAN_SPEED; lcd_preheat_fan_speed[1] = PREHEAT_2_FAN_SPEED; #endif Notez que mes valeurs ne sont plus celles par défaut. Plutôt que de les virer, j'ai renommé 'ABS' en 'PETG' dans les fichiers de langue, bien plus utile que de tout supprimer pour gagner une misère. Je ne recommande absolument pas de toucher aux fichiers cpp, à vos risques et périls. Modifier les valeurs de l'EEPROM Ligne 1230 : #define EEPROM_SETTINGS Permet depuis votre PC relié à l'imprimante ou l'écran LCD de modifier la vitesse max, accélérations, jerk, steps/mm, offset Z etc etc Si vous êtes certains de ne plus toucher à ces réglages ou de flasher à chaque fois votre imprimante pour les modifier, vous pouvez commenter cette ligne afin de libérer 5.7 ko Récupérer les valeurs de l'EEPROM Ligne 1231 : #define DISABLE_M503 Pour gagner 2800 octets, il faut ACTIVER (ne pas commenter) cette ligne. Permet depuis un terminal de récupérer les paramètres de l'EEPROM (accélération, vitesses, steps/mm, ...). Nettoyage de la buse Il existe une fonction permettant avant chaque print de nettoyer la buse en l'envoyant à un point spécifique de votre plateau (ou légèrement en dehors). Voilà par exemple la réalisation de notre ami @Jean-Claude Garnier qui envoie sa buse se faire polisher sur une brosse à dent : Pour l'activer, ligne 1328 : #define NOZZLE_CLEAN_FEATURE Nécessite 1.7 ko Carte SD Pour ceux qui n'impriment que via PC ou Raspberry, sachez qu'il est possible de désactiver le support de la carte SD. Commentez la ligne 1433 : //#define SDSUPPORT Cela vous libérera presque 17 ko dans la carte de l'imprimante, mais impossible d'utiliser la carte SD.. Pour les extrêmes Encore une fois, si vous n'imprimez que depuis le port USB de votre imprimante, il se peut que vous n'ayez même pas besoin de l'écran. Par exemple, en désactivant l'écran LCD de mon Anet, ligne 1757 : //#define ANET_FULL_GRAPHICS_LCD Cela me fait économiser 39 ko de mémoire que je peux réutiliser ailleurs. Mais je n'ai plus d'écran, tout se fait depuis le PC ou le Raspberry. Voilà pour le fichier de configuration.h, j'essayerai de faire configuration_adv.h dans les jours à venir. N'hésitez pas d'y aller de vos retours si des passages sont à améliorer, réctifier ou clarifier.
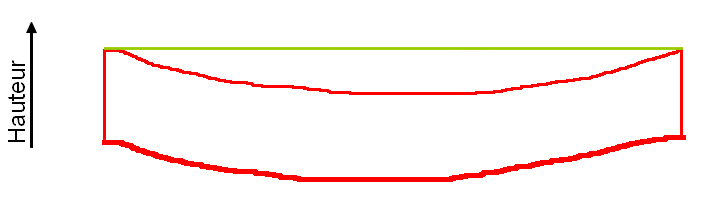 16 points
16 points -
Hello ! Voici ma participation : L'impression SLA (je voulais quelque chose de petit) : J'ai appris plein de choses sur blender grâce à ce concours ! Voici un lien pour télécharger le STL : lien du fichier
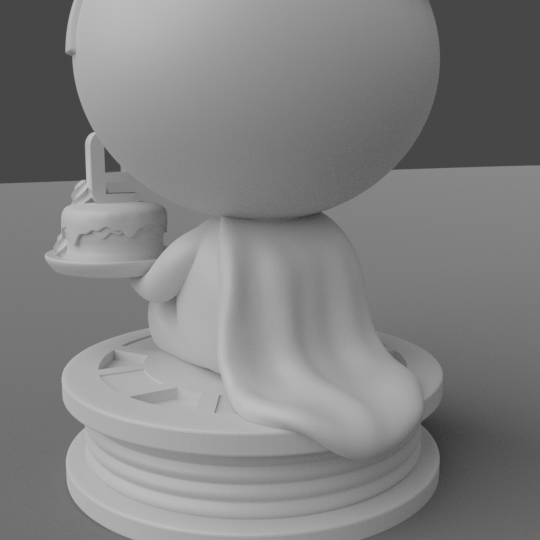
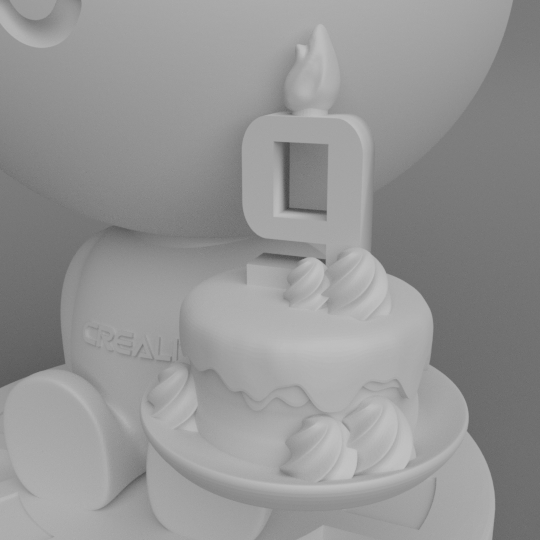
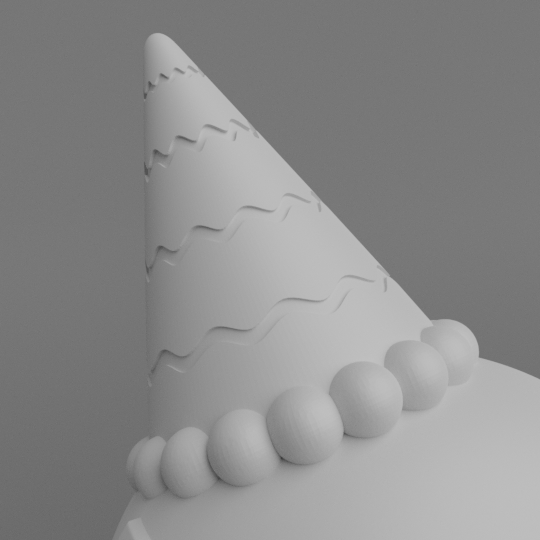


 16 points
16 points -
Et bien je lance les Festivités Voici une impression de longue date que ma fille a voulu mettre dans le sapin fait maison STL disponible ici Bonne chance à tous Et bonne chance pour trouver ou FAIRE de Chouettes cadeaux pour vos Marmots

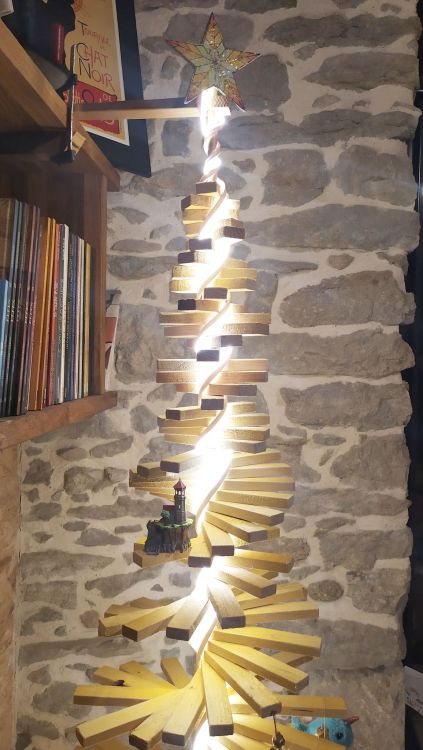 16 points
16 points -
Bonjour, Je vais vous faire part de mon expérience avec Klipper et vous expliquer comment l'installer et le configurer sur votre imprimante. I - Introduction Klipper est un firmware pour imprimante 3D comparable à Repetier ou Marlin. Son rôle est d'interpréter le Gcode en provenance du slicer et de le convertir en commandes qui permettent de piloter individuellement le hardware de l'imprimante. Pour certaines machines, comme les CoreXY ou les Delta, la cinématique est très complèxe, ce qui demande des calculs importants. Malheureusement, avec une carte 8-bits, la puissance du microcontroleur n'est pas super adaptée à ces calculs. Du coup, la vitesse sera limitée par la puissance du processeur et les calculs seront moins précis. C'est ce qui pousse certains à vouloir passer à une carte 32 bits. Nous allons voir que Klipper permet de s'affranchir de ces limitations. 1) Les fonctionnalités de Klipper La particularité de Klipper est d'utiliser un ordinateur hôte pour faire tous ces calculs et de réserver le microcontroleur pour ce qu'il sait bien faire: gérer les entrées-sorties en temps réel. Ceci décharge le microcontroleur qui n'a plus que ça à faire, et l'hôte, qui est généralement un Raspberry Pi 3 avec un processeur ARM quad core, se charge des calculs, avec du multi-thread, plus de mémoire, et une interface graphique plus attrayante. Par ailleurs, Klipper s'interface avec Octoprint, ce qui permet d'utiliser sa partie graphique pour controler l'imprimante. On pourrait meme virer le LCD de l'imprimante et utiliser un écran tactile connecté au Raspberry. Le résultat, c'est un surcroit de performances important. Avec une carte 8-bits, on a des performances supérieures à celles d'une carte 32-bits. Klipper utilise cette puissance pour calculer les trajectoires de façon plus souple, ce qui permet de gagner en précision, en fluidité, en bruit, et en vitesse d'impression. Avec Klipper, j'imprime en 120mm/s sans problème sur une imprimante cartésienne. Il semblerait que les gains sont encore plus importants sur des CoreXY ou Delta. Et bien sûr, une carte 32-bits permettra d'aller encore plus vite, mais on se limite alors à l'énergie cinétique que la mécanique de la machine peut encaisser. Les firmware classiques ont aussi d'autres inconvénients: Ils se configurent en modifiant les fichiers de code source, ce qu'un utilisateur ne devrait jamais avoir à faire. Il faut ensuite les compiler et les flasher à chaque modification. Avec Klipper, on ne touche plus au firmware qui est sur le microcontroleur. Les modifications se font sur un fichier de configuration qui réside sur l'hôte, ce qui est instantané et beaucoup plus pratique. Jusqu'à l'année dernière, Klipper était plutôt expérimental, mais depuis la version de décembre et l'introduction du bed levelling, le support BL Touch, le "pressure advance", la calibration delta, les écrans LCD, les protections thermiques, etc... c'est devenu parfaitement utilisable tous les jours. Il y a deux étapes à l'installation de Klipper: L'installation. C'est la partie la plus facile et on ne la fait qu'une fois. La configuraton. Celle-ce se fait dans un fichier de config. Avec un plugin qui va bien dans Octoprint, on peut éditer ce fichier directement dans Octoprint. 2) Prérequis Avant d'installer Klipper, il vous faut: Une imprimante 3D. Ben oui, c'est pas pour les machines à laver. Il faut pouvoir flasher le firmware, donc on évitera les machines avec un hardware propriétaire. En principe, tout ce qui tourne avec Marlin peut tourner avec Klipper. Un firmware basé sur Marlin. C'est plus simple, parce qu'on pourra récupérer un certain nombre de paramètres. Il est possible de se débrouiller autrement, mais il faudra connaître ou calculer les mm/step etc... Un ordinateur hote sous Linux. Ici, on parlera de Raspberry, mais en théorie ça pourrait fonctionner avec n'importe quel PC sous Linux et Octoprint. Attention, il faut un Raspberry Pi 3 au minimum. Un Raspberry Zero ou un vieux Raspberry 1 vont trop ramer. Octoprint. Je ne vais pas détailler ici l'installation d'Octoprint. Il y a plein de tutos là dessus. On y installer un plugin OctoKlipper qui facilite la configuration de Klipper. Des connaissances (basiques) en Linux. On va utiliser une ligne de commande SSH pour télécharger et installer Klipper. Note importante: Avant de procéder à l'installation de Klipper, assurez-vous bien que tout l'ensemble Imprimante 3D + Octoprint Raspberry fonctionne correctement et est parfaitement maîtrisé. Sinon, si un truc ne marche pas après, on ne pourra pas savoir si ça vient de Klipper ou de la configuration matérielle. 2ème note: Je vous conseille d'avoir toujours une stratégie de repli, autrement dit les moyens de pouvoir reflasher Marlin avec une configuration qui marche si pour une raison ou une autre Klipper ne vous convient pas.16 points
-
Hello les makers, Je suis loin d'arriver à la cheville de certains ! Mais je souhaitais aussi participer à la magie de "Nouel". Alors voici mes petites décos que j'ai dessiné et imprimé. Bonnes fêtes de fin d'années à tous !!
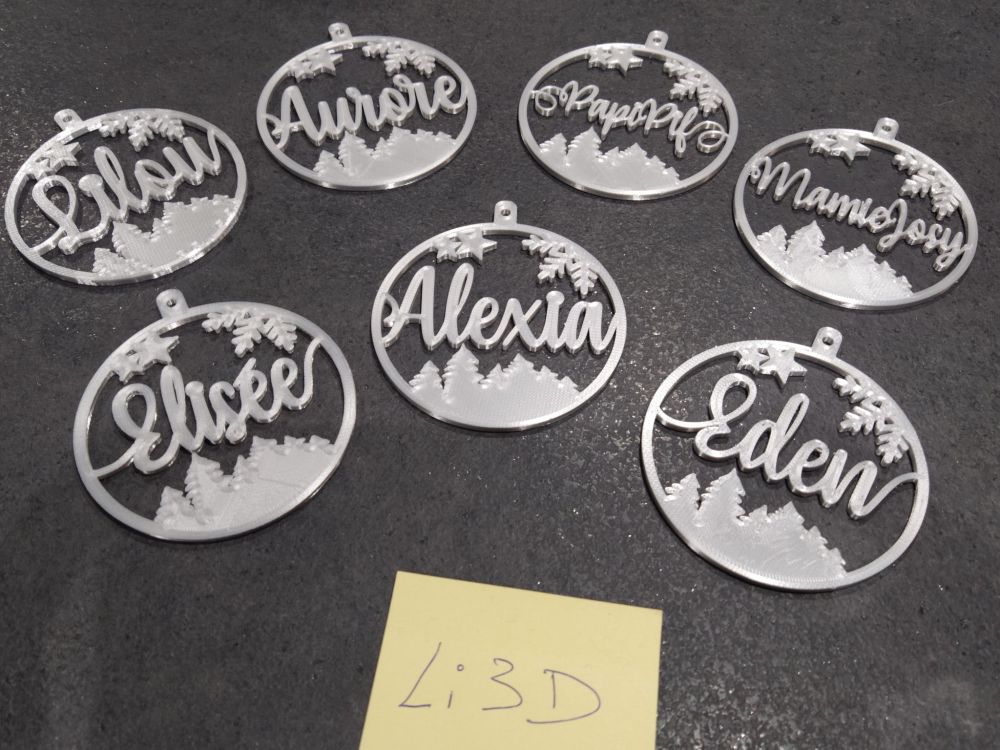 15 points
15 points -
Petit Papa Noël Je m’appelle "trotro" et j’ai été très sage cette année. Peut-être pas tous les jours, mais la plupart du temps oui. Je n’ai pas fait beaucoup de bêtises, j’ai imprimé plein de figurines, toutes plus inutiles les unes que les autres. Tu peux demander sur le Forum Li3D.fr, si tu veux vérifier. Merci et à bientôt Papa Noël (Christmas deer by TanyaAkinora)
 15 points
15 points -
Bon, je vous préviens, j'ai plus l'habitude de suivre les tuto, mais avec l'expérience et le fait que le LK4 Pro soit très simple, j'ai pu installer mon 3d Touch (acheté chez trianglelabs) très facilement. Imprimer le modèle de support BLTouch https://www.thingiverse.com/thing:3526108 et l'installer Brancher le "3d Touch" à la carte mère Donc on branche le rouge sur le 5v, le marron sur le GND et le jaune sur le D7. (vérifiez que ça corresponde bien au niveau de la prise de votre machin "touch" ) Le noir sur Z- et le blanc sur Z+ (à la place de la prise du endstop Z en place, vous pouvez retirer définitivement le switch ). Ensuite il vous faut arduino IDE et un cable usb A, vous allumez l'imprimante, branchez le câble, dans le dossier que je vous ai joint vous lancez le "Marlin.ino" qui va lancer Arduino IDE. Vous choisissez dans le menu Outils le Arduino Mega 2560 en carte et en processeur, et en programmateur le AVRisp MKII. Vous téléversez et c'est presque fini Il va vous falloir régler le "Z offset" le distance que vous voulez entre la buse et le plateau, pour cela on va devoir ouvrir un terminal avec l'imprimante, soit via pronterface ou octoprint. Bref connectez vous, on lance un M502 pour remettre à 0 les settings (après le flash), M500 pour enregistrer. Etape dangereuse, vous pouvez lancer un G28 qui va faire un auto home en utilisant le 3d touch, gardez le doigts sur l'interrupteur de l'imprimante au cas ou ... C'est bon ? Pas de trou dans le buildtack ? Ok lancez un G0 Z0 pour centrer la buse, vous allez voir c'est encore un poil trop haut, c'est le moment de chercher le bon réglage du Z … du coup on y va tout doucement, G0 Z-1 … G0 Z-2, on se rapproche ? G0 Z-2.1 etc … jusqu'à ce que le papier frotte la buse comme vous aimez (une cale de 0.15mm c'est parfait) Ensuite un petit M851 Z-X.X, ensuite vous enregistrez par un M500 et c'est fini, vous pouvez faire un G29 pour le plaisir N'oubliez pas de rajouter un G29 dans votre gcode de début, mettez le après le G28. N'hésitez pas à revenir sur le Z offset si besoin (l'extrudeur claque à la première couche, diminuez le z offset, les objets se décolle, augmentez le ). J'ai pris le dernier firmware officiel de longer3d (identique chez alfawise), j'ai juste bidouillé la partie BLTouch, en principe c'est sur 25 points (sur la mienne c'est 16, c'est pas encore parfait). Marlin1.1.9_LGT0.3.1_LK4_Pro_BLTouch.zip15 points
-
C’est avec beaucoup d’émotion et sûrement des regrets à venir que j'ai du prendre cette décision.... L'impression 3d bouffe tout mon temps et je ne sais même plus m’occuper des plus simples tâches ménagères.... J’ai donc décidé de vendre tout mon matériel dont vous trouverez la liste ci-après, les photos sont disponibles en mp sur demande Liste de matos 1 balai swiffer 1 seau 1 serpillière 1 raclette 1 fer a repasser et sa table. Divers produits d’entretien ( mr Propre, Dettol, etc)15 points
-
Bonjour, je viens vous donner quelques nouvelles du projet de carte 3D, dont j'avais parlé ici. La voici terminée, orientée Nord en bas,comme je les vois depuis chez moi. Ça n'a pas été sans difficulté. Une carte de montagne en 3D est finalement très exigeante pour une imprimante. Beaucoup d'allers/retours avec le stringing qui peut devenir problématique, les moteurs qui n'arrêtent pas d'accélérer et ralentir, l'extrudeur qui est constamment en extrusion/ rétraction. Et ceci pendant une durée d'environ 450 heures. En gros, avec les impressions qui se termine la nuit, l'imprimante a été occupée pendant 1 mois. Un peu moins de 2kg de filament, pour une carte de 1m20 par 40cm En post-traitement : grattage du stringing à la brosse douce métallique puis passage au souffleur chaud. Collage des 24 plaques sur fond MDF à la colle contact. Passage à la bombe blanche (j'avais 2 plaques en noir et 2 blancs qui n'était pas du même bain). J'ai vu que pas mal de monde conseillait les bombes Action. Je me suis laissé tenté, vu le prix, mais pas de résultat satisfaisant. Du coup j'ai pris une bombe MTN 94 que j'avais déjà utilisée sur un autre projet. Y'a pas photo, c'est incomparable, pouvoir couvrant supérieur. Pour finir, j'ai tracé les rivières et les lacs au Posca bleu (c'est pas nickel). Je voulais tracer les routes, marquer les principaux cols, sommets et villes. Mais après plusieurs essais je trouvais que c'était trop chargé. J'ai mis le tout dans une boîte américaine sur laquelle j'avais mis un ruban de LED sur la partie supérieure mais ça ne me plaisait pas, je l'ai enlevé (d'où les traces blanches sur le cadre s'il faut que je repasse au noir). La lampe qui est dessous le cadre suffit largement pour donner du relief à la carte. J'espère que ça vous donnera envie d'essayer.


 15 points
15 points -
Bonjour à tous, Un certain nombres de personnes m'a exprimé la déception de ne pas pouvoir utiliser la Fonction M600, ou d'autres fonctions avancées de marlin sur les SW X2 et Genius Pro équipé de la Carte Mère 32bits Artillery Ruby. Pour pouvoir activé de nouvelle fonction sur les nouvelle imprimante 32bits Artillery, il sera nécessaire d'effectuer un Flash d'un nouveau Firmware Marlin avec les fonctions souhaité activé sur la carte Ruby. J'ai réaliser un petit Tutoriel au format PDF expliquant en détail comment réussir à Flasher votre imprimante 3D Artillery équipé de la Carte Mère Ruby. ------------------------------------------------------------------------- !! Danger !! Merci de lire ceci avant d'effectué un la manipulation et hésite pas a poser des questions si besoin. Déjà je tiens à rappeler qu'il y a toujours un risque potentiel de bloquer votre carte mère, si un coupure de courant ou une erreur de manipulation est effectué. Je ne peux être tenu responsable de tous dommage occasionné, même généralement il y a rarement des soucis. Rappel : cet procédure pdf explique le flash du Firmware Marlin pour la carte Mère, il est nécessaire par la suite de Flasher un firmware TFT donc le fichier de configuration est configuré sur la vitesse 250000bauds comme ceux que j'ai mis a disposition. Le Flash du TFT ce fait par un carte micro SD dans le lecteur Micro SD de l'écran exclusivement. Ne pas utiliser le Logiciel STM32 pour Flash le Firmware TFT sur votre carte mère. ------------------------------------------------------------------------- Pour infos, les premières séries de X2 et Genius pro nécessiteront plus de manipulations, il sera nécessaire d'ouvrir le boitier de l'imprimante et de placer un câble Dupont Femelle/Femelle, pour les séries sortie plus tard il sera possible de Flasher votre imprimante sans avoir a ouvrir cette dernière. Tous est expliquer dans le Tuto PDF joint a ce Topic. Il sera nécessaire d'utilise un soft de chez STM (programmateur), et un soft de contrôle pour imprimante 3D comme Repetier Host ou Pronterface par exemple. Je vous laisse prendre connaissance du tutoriel, je vais voir pour vous concevoir un Firmware custom à partir du Marlin source d'Artillery pour vous réaliser un Firmware, plus évolué avec gestion de fonction comme le M600, Arc Welder, et autres optimisations que je peux trouver utile. (J'ajouterais le Firmware Custom pour la X2 des que possible dans ce topic). Comment Flasher une Carte Artillery Ruby.pdf ------------------------------------------------------------------------ MàJ : 09/03/2023 Firmware Artillery X2 Marlin Custom 2.1.2 (input Shapping) + TFT BTT pour écran avec MCU STM32 & GD32 Mise à jour assez importante, grâce au travail d'un italien Ciotto et d'un membre du forum @gagipro nous avons enfin un firmware TFT BTT compatible pour les TFT de X2 utilisant un MCU GD32F305. A présent toutes les X2 quelques soit la vers de l'écran TFT seront compatible avec un seul firmware Marlin custom et firmware TFT BTT. Cela simplifiera la vie de tout le monde , alors hésité pas a remercié @gagipro pour ce travail. Voici la liste de rappels des optimisations et ajouts au Firmware Marlin 2.1.2 par rapport à celui D'origine Artillery. Passage à Marlin 2.1.2 (Après mise à jour le mode DFU devrait pouvoir être activé sans ouvrir l'imprimante, si vous aviez une X2 qui le nécessitait) Support de la fonction M593 Input Shapping des axe X et Y, cette fonction permet de calibrer la résonnance et supprimer les effet de ghosting sur les impressions, procédure dispo ici. Passage du baudrate pour le Flash en mode DFU en 250000 au lieu de 115200 (pour conservé une certaine logique, entre le mode non DFU et DFU). Ajustements des valeurs sur la sécurité et la prévention d'incidents thermiques. Ajustements des Feedrates (X / Y / Z / E) de la X2. Ajustements des accélérations (principalement l'accélération de rétraction qui était excessive). Remplacement des fonctions "Junction Deviation" & "S-Curve" par le "Classic Jerk" (les Jonction Déviation et S-Curve sont encore capricieuse sous Marlin pour le moment). Ajustement Feedrate du Z-Prob pour une plus grande efficacité du relevé de mesure du 3DTouch (Probing Fans Off). Activation de la fonction M48 (Test de répétabilité du capteur de nivellement automatique). Activation de la fonction "Restore Leveling After G28" (dès que un G28 est effectué les valeurs du dernier relevé sous automatiquement rechargé), plus besoin de G29 ou M420 S1 après le G28 dans le start Gcode . Activation de la fonction G26 Mesh Validation. ABL Relevé de Mesure en 49 points au lieux de 25 points (c'est qu'un avis perso mais cela apporte plus de précision sur le relevé et donc sur la première couche). Activation du "Nozzle Park Feature" et "Advanced Pause Feature" (support M600 et parcage automatique de la tête en pause). Activation de la fonction "Adaptative Step Smoothing" (Augmentation de la résolution des mouvements multi axe, surtout a certaine fréquence de fonctionnement des moteurs). Prise en compte du BabyStepping tout le temps et pas uniquement en cours de mouvement. Activation du "Linear Advance" avec valeur "K à 0" (ce qui vous permet de le laisser inactif a 0 ou d'effectué un test de calibration Linear Advance et d'ajuster sa valeur), le Linear Advance permet de garder un flux de matière constant sortant de la buse lors des accélérations et décélérations. Vidéo explication du Linear Advance & Outils de génération du Gcode de calibration pour Linear Advance. Ajustement de la fonction "ARC Welder" avec une résolution bien plus importante (vidéo de Tom's basement sur le sujet Arc Welder). Activation de la fonction M486 pour les utilisateur de PrusaSlicer & SuperSlicer (object cancelation) N.B : N'ayant pas les spécificités techniques complète du 3DTouch Artillery ici je n'ai pas activé le Mode 5v pour BLTouch (car si ce n'est pas un clone de BLTouch V3 ou supérieur le Capteur va cramer et la carte peut aussi en souffrir), ni le HS Mode pour BLTouch (je ne sais si ce capteur support le mode High Speed). Firmware Marlin 2.1.2 Input Shapping pour Artillery X2. Pour ceux qui en aurait besoin les sources sont ici. La procédure de Flash est disponible en PDF attention toute fois le logiciel STM32 a quelque peu changer dans sa présentation. Firmware Marlin 2.1.2 Input Shapping pour GeniusPro. Firmware TFT pour Artillery X2 avec MCU STM32F107. Version compatible pour écran avec MCU STM32F107 est préconfigurer pour la X2 avec tout ce qu'il faut par rapport à mon firmware Marlin. Placer tout le contenue dossier et fichier sur la racine d'une carte µSD pour flasher votre TFT tel que vous pouvez le voir sur la photo ci dessous. Pour les TFT en GD32F305 avec bootloader 3.0.4 utiliser ce firmware TFT fournit par GAGIPRO TFT_fix304byG@gipr0.zip, télécharger le fichier Zip et decompresser tout sont contenue a la racine d'un carte µSD formater en FAT32 allocation 4096o. Pour les TFT en GD32F305 avec bootloader 3.0.5 Utilisé le firmware de tft de Ciotto sur son github, Ceci pour éviter d'avoir le soucis de l'écran figer sur Bootloader 3.0.5 si aucun carte µSD est dans le lecteur au démarrage de l'imprimante. Récupérer l'ensemble des fichiers et dossiers à placer sur une carte µSD formater en FAT32 Allocation 4096o. P.S : Pour vous facilités les choses je vous préconise avec les firmware TFT de Gagipro et Ciotto de remplacer le fichier config.ini par mon fichier il est configurer au mieux pour aller avec mon firmware Marlin config.ini Su base du firmware TFT modifié par Ciotto et Gagipro je vous met une version pour bootloader 3.0.5 pre configurer qui vous facilitera l'installation 3.0.5-mkstft28evo.zip A quoi ressemble le firmware TFT. N.B : La version Marlin 2.1.2 pour la Genius Pro sera disponible bientôt ici. Il peu y avoir encore quelques petit bug sur les TFT avec MCU GD32F305 si c'est le cas faite le nous savoir et notifier @gagipro. Ancienne Version de firmware : ------------------------------------------------------------------------------------- Archive : 04/02/2022. Firmware Marlin 2.0.9.3 pour X2 Stock. -------------------------------------------------------------------------- Archive : 06/02/2022. Firmware Marlin 2.0.9.3 Pour Genius Pro Stock. -------------------------------------------------------------------------- Archive : 28/02/2022 Firmware Marlin Pour X2 et Genius Pro équipé de Drivers TMC2208 Firmware Marlin 2.0.9.3 pour X2 avec Drivers TMC 2208 Pour l'utilisation de TMC2208 ou 2209 il est nécessaire d'ajouter des cavaliers pour configurer le MS1 et MS2 Les informations utiles sont ici. ------------------------------------------------------------------------------------ MàJ : 28/06/2022 version pour X2 avec TFT MKS équipé de MCU GD32F305 Firmware marlin 20.9.1 pour X2 avec TFT GD32F305 Firmare marlin 2.0.9.1 pour Genius Pro avec TFT GD32F305 Si vous souhaitez me soutenir pour mon implication, les tutoriels, Firmware et aide, voici un lien Paypal.me : https://www.paypal.com/paypalme/MrMagounet

 14 points
14 points -
J'avais imprimée il y a pas mal de temps une Delorean, je l'ai enfin finie. Quelques petites galères d'ajustement, fabrication des vitres et du pare brise, compteur qui s'éclaire et très chiant à peintre pour que sa ressemble à un compteur... C'est pas parfait mais je suis quant même contente du résultat.







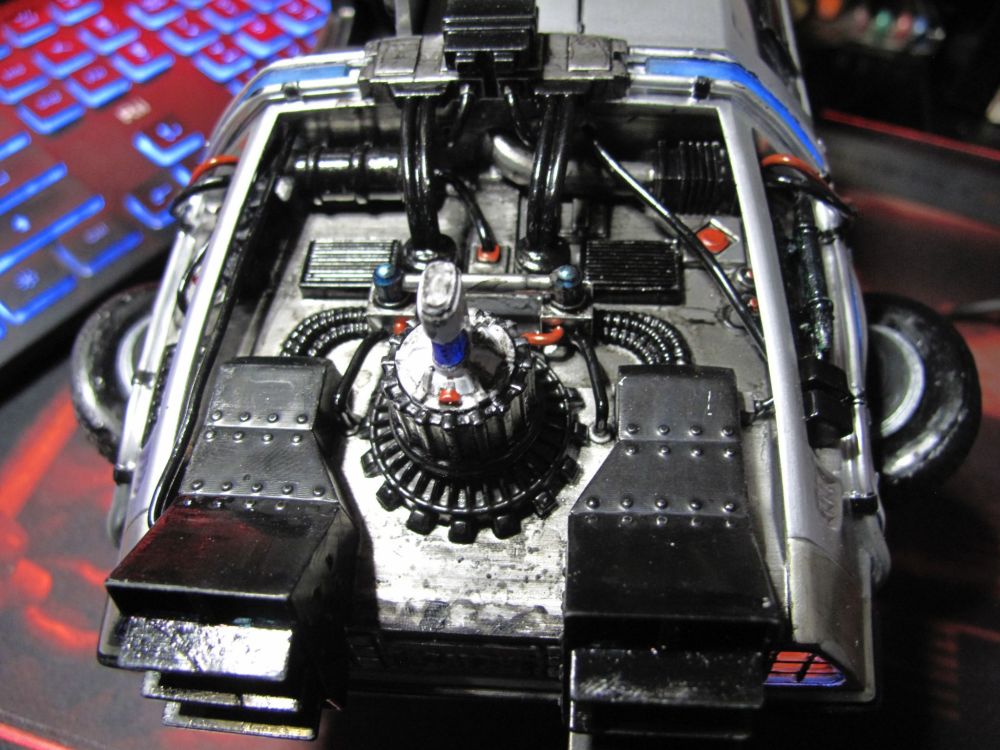
 14 points
14 points -
Hello, Petit compte-rendu du jour. En premier lieu, j'ai inséré la clé USB fournie une seule fois. Elle est démesurément trop difficile à rentrer, la force nécessaire ne permet pas d'être serein sur la longévité du port USB de l'écran. Après avoir suivi scrupuleusement le manuel de montage bardé d'avertissements, "ne pas serrer excessivement" ou encore "serrer gentiment mais fermement", j'ai eu trop peur d'arracher les soudures du connecteur USB. L'insertion dans un port USB de mon PC est plus aisée, mais tout de même bien plus ferme que d'habitude. J'ai donc immédiatement transféré le contenu de la clé d'origine vers une petite clé qui trainait sur mon bureau et que je sais réputée fiable. Après ce petit aparté, allumons la machine. Auto-test Ah, bonjour Jo Pour l'anecdote, le visage stylisé est reconnu par l'autofocus intelligent du smartphone L'auto-test commence par les ventilateurs. Puis par le test du capteur de force, c'est assez rigolo la première fois, d'aller tapoter volontairement la buse On a un décompte de 5 secondes, ensuite il faut taper. Ensuite les axes. Les axes X et Y vont en butée 0, puis butée max, alors que l'axe Z va en butée haute en forçant légèrement afin d'aligner le portique, puis redescend en butée basse. Je note dans ce test que la buse n'est pas préchauffée, il faut donc veiller à ce qu'elle soit propre pour permettre une détection précise du plateau. Ensuite les éléments chauffant, c'est la partie la plus longue. L'étape suivante est une partie spécifique au Nextruder, elle permet d'aligner l'engrenage planétaire, à refaire à chaque maintenance. Je n'ai pas pris les photos des sous-étapes, mais il s'agit de desserrer les trois vis du capot du Nextruder d'un tour et demi, puis de les resserrer comme indiqué sur l'écran lorsque demandé. Pendant ce temps l'engrenage tourne. Ensuite vient le test du capteur de filament. Ca peut paraitre perturbant, en réalité le filament n'est pas extrudé, ni même attrapé par l'extrudeur. Il s'agit simplement de confirmer la présence ou non du filament. Et enfin nous avons le résumé de l'auto-test. OK, ouf ! J'ai bien travaillé lors du montage. Encore un petit coucou de Jo. Autres nouveautés, il n'y a plus de "skew compensation" qui permet de rectifier le parallélisme. Jo explique cela par le fait que les pièces mécaniques sont usinées avec une très grande précision, et que c'est une étape superflue, on est dans l'erreur de mesure. Il n'y a plus non plus la fameuse étape du réglage du Z-offset, tant redoutée des débutants. Tout ceci fait que l'auto-test est très rapide à passer, et qu'il n'y a pas plus de calibration à faire, la machine est apte au service. Quelques menus Le menu principal. En réalité le tout premier menu à s'afficher, c'est le dernier gcode présent sur la clé USB, afin de l'imprimer d'un clic. Il faut donc annuler pour retrouver ce menu principal. Je ne montre ici que le menu des capteurs, bien fournis ! Les autres menus sont on ne peut plus classique, quelques réglages, les axes, les températures et les gcodes. Première impression On va attaquer par l'impression la plus rapide, le porte-clé, celui normalement présent sur les machines livrées montées. Quelques secondes après avoir cliqué, on obtient une prévisualisation. Oups, trop pressé j'ai oublié de mettre du filament La machine demande quel type de filament nous allons utiliser. Cela sert pour le chargement du filament, mais aussi pour vérifier que ça corresponde bien au gcode. Le type de filament est mémorisé par la machine jusqu'au prochain changement. A l'insertion, l'extrudeur attrape immédiatement le filament, sans attendre la chauffe. Ensuite il attend la chauffe. Pour enfin purger. Et demander si tout est OK. L'impression démarre finalement. Notez qu'il faudra attendre le refroidissement de la buse jusqu'à 170°C, puisque qu'on vient tout juste de charger le filament. Après quelques temps, on se retrouve avec la miniature de prévisualisation, n'affichant que le temps restant. Pas de photo ici c'est similaire à la photo de l'impression terminée juste après, avec la barre de progression orange. Cet écran est désactivable dans les paramètres. Voici la tant attendue première couche ! Après quelques minutes, impression terminée. Et voici le résultat, pas mal pour une première, sans avoir besoin de calibrer quoi que ce soit ! Première déconvenue Alors là, je vais vous faire part d'un des pires moments que j'ai du avoir à affronter avec une Prusa, hormis les délais d'attente et les reports. Suite à cette impression qui s'est déroulée sans encombre, j'ai eu un comportement très bizarre de l'écran. Il s'est mis à rebooter, des artéfacts, un flash blanc, puis reboot. Parfois l'écran qui tourne de 90° et rebelote. Il s'est mis à faire ça en boucle pendant une bonne heure où je me suis arraché les cheveux, reset, coupure d'alim, débrancher la prise, attendre quelques minutes que ça refroidisse, enlever la clé USB (j'ai fortement cru que j'avais dézingué quelque chose sur le PCB suite à l'insertion de la clé USB d'origine). La navigation à l'aveugle fonctionne toujours, et on peut même lancer une impression qui arrivera au bout sans ciller. Je recherche sur le net, github, forum prusa, je trouve pas de problème similaire. Il y a seulement un problème d'écran rouge au démarrage qui est connu de Prusa, qui peut arriver après la mise sous tension (et que j'ai observé plusieurs fois en effet). Puis je remarque que la version alpha du firmware corrigerait les problèmes de BSOD, je me dit, tentons. Je met à jour la machine, pas de problème, mais arrivé à l'auto-test, rebelote, et en plus avec un écran totalement noir. Bon je retourne la machine, je commence à inspecter mon câblage. Je ne vois rien de choquant, dans le doute, je débranche la nappe de l'écran, et je peux vous dire que ça clic bien à l'insertion, mais c'est pas fait pour être démonté... Bref, rien à signaler, je remonte, je rallume, pareil je fini sur mon écran noir, impossible de finir l'auto-test à l'aveugle. De là, je me dit que je vais rétrograder sur la dernière version stable, qui était celle d'usine (tout en envisageant de contacter le support). Et là, bizarrement, je crois que j'ai eu un seul reboot de l'écran puis tout est rentré dans l'ordre. Je ne pourrais pas confirmer que j'ai pas bougé les câbles entre-temps, mais ils sont tellement bien attachés qu'ils ont peu de liberté de bouger. Depuis, je n'ai plus jamais revu ce problème, et même en reflashant le dernier firmware alpha. Après un peu plus d'efforts de recherche, j'ai fini par trouver un topic sur le forum de Prusa qui décrit exactement ce problème, OUF je ne suis pas le seul. https://forum.prusa3d.com/forum/english-forum-original-prusa-i3-mk4-assembly-and-first-prints-troubleshooting/mk4-screen-goes-blank-after-some-time/ Maker's Muse a eu ce problème en live, à 26min15sec : A priori, cela viendrait de la proximité entre la nappe de l'écran et les câbles moteurs. Si jamais cela se reproduit, je saurai où chercher. Bref, ce problème m'a laissé un goût amer, et ne ressemble carrément pas à Prusa. Sur toutes mes machines précédentes, même en ayant les tout premiers modèles de production, il y a eu des soucis, mais pas d'un tel niveau, à rendre la machine inutilisable. Je sais qu'ils réagiront, mais ça donne carrément l'impression du produit sorti à la va vite, avec un firmware pas encore abouti. Je pense aussi qu'ils ont déjà dû rencontrer ce problème lors de leur million d'heures de test, le fil de terre qui court jusqu'à l'écran n'est pas là par hasard... Heureusement, j'ai eu le temps d'éprouver un peu la machine tout de suite après, et pour le moment elle regagne ma confiance, mais je l'ai à l'œil. J'ai d'ailleurs hâte de vous présenter la suite, mais je ne suis pas encore prêt. Patience.
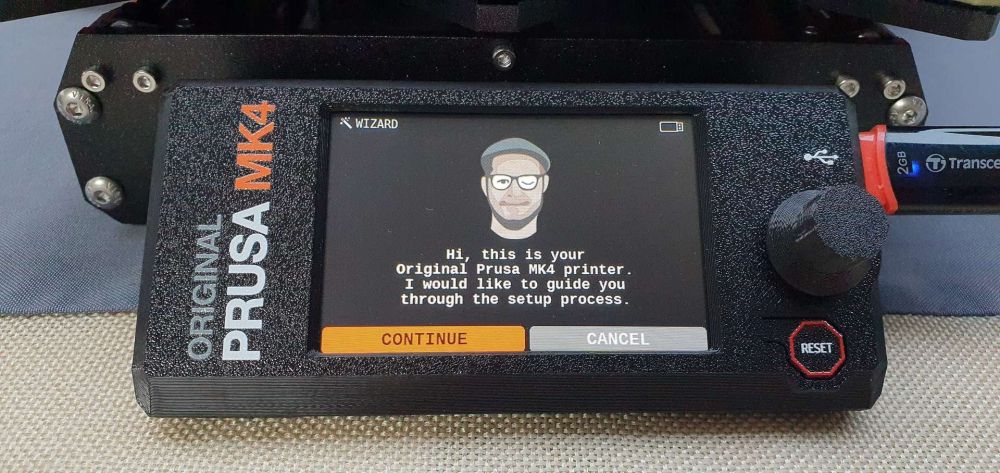




















 14 points
14 points -
Bonjour à tous, Je voulais partager avec vous une petite manipulation afin de disposer de l'aide de Cura en Français. Avant tout, vous devrez avoir installé le plugin Settings Guide dans Cura Installation du plugin Pour cela, dans cura, cliquer sur Marché en ligne (en haut à droite) puis sélectionner Settings Guide puis cliquer sur Installer. Un redémarrage de Cura sera nécessaire afin que le plugin fonctionne. Vous avez maintenant l'accès à l'aide complète de CURA en Anglais par défaut. Configuration de la langue du plugin Si vous cliquer sur le menu Extension puis Settings Guide puis Préférences, vous pouvez voir que seul les langues Anglaise et Allemande sont "Disponible" Cela n'est pas tout à fait vrai, car la traduction en Français est bien installée. Toutefois celle-ci n'est pas activé. 1 - Fermer Cura 2 - Télécharger le fichier preferences.md 3 - Ouvrir un explorer et naviguer vers l'emplacement suivant : %appdata%\cura\4.13\plugins\SettingsGuide2\SettingsGuide2\resources\translations\fr_FR\about 4 - Copier le fichier preferences.md dans ce dossier. 5 - Ouvrir Cura, puis cliquer sur le menu Extension puis Settings Guide puis Préférences. Vous devriez maintenant avoir la possibilité de sélectionner la langue Française. Apres avoir un peut regardé différents aides sur les régalages, la traduction est plutôt bien réalisée (les termes techniques sont gardés) et peux aider certaines personnes qui débute ou qui ne sont pas à l'aise avec l'Anglais. J'espère que cela aidera certains d'entre vous.
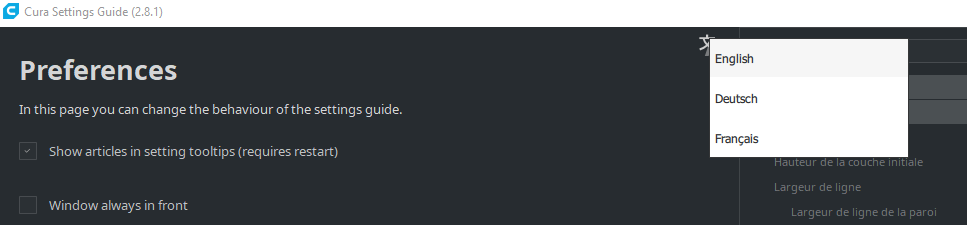
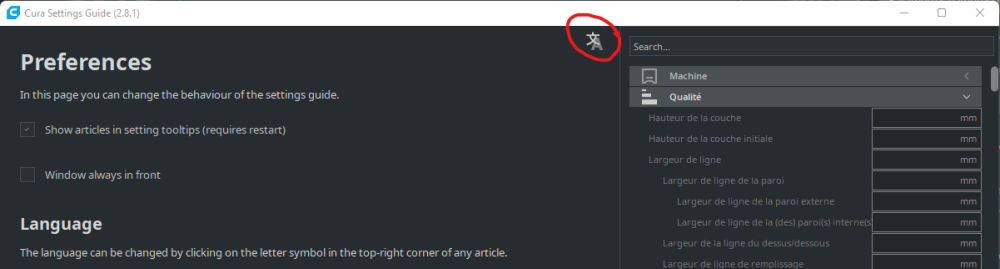 14 points
14 points -
Bonjour à tous, Je créé ce sujet pour présenter ce projet semi terminé en espérant avoir des retours sur le projet en lui-même et des réponses aux questions que je me pose pour le terminer (les questions seront pour un prochain post). 1. Présentation Comme beaucoup, j’ai souhaité enfermer mes imprimantes pour améliorer le confort d’utilisation (bruits, protection aux courants d’air, …) et peut-être imprimer de l’ABS à terme. J’ai donc acheté les traditionnelles tables IKEA Lack à 6€, qui faisaient très bien le job pour le prix même si à la longue plusieurs problèmes se posaient : Pas très solide (à 6€ c’est normal) Difficile d’accéder à la machine pour de la maintenance ou si l’interrupteur est placé à l’arrière, il faut tout sortir, il est difficile de décrocher la bobine Les machines un peu plus grosses ne logeaient pas directement (ma Prima Creator P120 logeait, mais pas ma Geeetech A10, et y placer une bobine à côté réduisait encore l’espace) Le système de portes ne me convenait pas, elles compliquent l’accès à l’intérieur du caisson Après avoir déménagé j’ai donc souhaité me construire un vrai meuble qui pourrait résoudre ces problèmes en m’imposant les conditions suivantes : Faire un meuble à étages pour apporter un peu de modularité, l’idée est d’empiler les étages les uns sur les autres pour faire le meuble dont on a besoin Faire loger des imprimantes type Ender 3 ou Prusa i3 Rendre la maintenance plus facile Ajouter de l’électronique maison à base d’ESP32 pour la gestion (température, détection de fumées, évacuation de l’air, …) Imprimer un maximum de pièces en 3D (poignées, rails, fixations, …) Ajouter un espace de stockage Ne pas dépenser trop d’argent Ne pas trop s’attarder sur l’esthétique Je me suis donc mis en quête des matériaux qui me paraissaient bons marchés et que je pouvais travailler facilement tout en gardant un rendu acceptable (il devait être placé dans une pièce de vie au début, maintenant il est dans le garage). Exit les profilés aluminium et les panneaux de bois massif pour la structure, ce sera tablettes de mélaminé blanc premier prix de 18 mm d’épaisseur et tasseaux de sections 44 mm * 44 mm peints en gris. Niveau outillage, une perceuse/visseuse et une scie circulaire sont les principaux outils, ainsi qu’un vieux fer à repasser pour plaquer les chants sur les coupes. 2. La base et le compartiment de stockage : La base se présente sous la forme d’un rectangle de 120 cm * 60 cm avec six pieds de 10 cm de haut. Sur cette base sont ensuite vissées des pièces imprimées en 3D qui permettront d’ajouter l’étage de stockage sur la base à la manière de l’empilement des tables LACK. Ces pièces s’insèrent dans chaque tasseau et ces derniers sont ensuite bloqués en place en insérant une vis en travers du tasseau. Certes la solidité n’est pas le point fort de cette solution, mais étant donné la rigidité et le poids des montants et des côtés, ça ne devrait pas bouger et c’est démontable assez facilement. La partie stockage est composée de deux compartiments (dans mon cas un pour les bobines et un pour le matériel résine + outils) et fait 53 cm de hauteur. Les côtés ainsi que le fond sont faits avec le mélaminé blanc toujours pour maximiser le poids (et aussi pour accrocher des choses dedans ou à l’arrière si besoin) et assemblés avec des tourillons. 3. Les étages des imprimantes L’assemblage de ces étages se fait de la même façon que l‘étape précédente, l’étage est simplement plus haut (62 cm) pour pouvoir y loger les imprimantes et avec une grande ouverture pour la maintenance. J’y ai placé un tube qui devait permettre de limiter le fléchissement de la planche du dessus, finalement il ne sert pas à grand-chose. Seule la porte permettra de voir ce qu’il se passe à l’intérieur, je ne trouvais pas utile de vitrer les côtés ou de les ouvrir. L’éclairage compensera le manque de lumière entrante et je ne vois pas l’intérêt de pouvoir voir ce qu’il se passe sur le côté. Pour accéder le plus facilement possible aux imprimantes, j’ai ajouté sur chaque étage d’imprimante une tablette avec deux coulisses pouvant supporter une cinquantaine de kilos. Ainsi, je peux extraire complètement l’imprimante du meuble (même en cours d’impression) sans avoir à la sortir ou à décrocher la bobine de filament, la seule condition est que le câble électrique doit être assez long. C’est également pour ça que je cherche à maximiser le poids du meuble, cela permet d’ouvrir les deux tablettes avec les 4 machines dessus sans risquer que le meuble bascule sur l’utilisateur qui manipule. 4. Portes, éclairage, caméras, support de bobine Pour les portes, l’objectif était de faire en sorte qu’elles prennent le moins de place possible une fois ouvertes. Donc pas de portes battantes, pas de portes coulissantes qui laissent toujours un côté fermé, c’est une porte en plexi de 3 mm (avec un cadre en bois pour la rigidifier) qui coulisse à l’intérieur de chaque étage. Elles coulissent avec des petits ergots dans 3 rails, le tout imprimé en 3D (avec un peu de WD40 pour que ça coulisse mieux). Même s’il y a une perte de quelques centimètres en hauteur, la porte ne gêne pas l’utilisateur lorsqu’elle est ouverte (surtout si la tablette es dépliée). La poignée et son accroche (qui la tient ouverte) sont également imprimées en 3D. L’éclairage est fait avec des rubans LED RGB qui serpentent au plafond de chaque étage (petit faux contact à un endroit, ce n’est pas censé être vert sur l’étage en haut). J’ai installé une caméra par étage, le meuble étant au sous-sol cela permet de ne pas descendre pour rien. Le support de bobine étant placé trop haut par défaut sur la Geeetech A10, j’en ai créé un avec roulements à billes sur le côté du meuble, adaptable à différents types de bobines, pour le moment il remplit correctement son travail, je dois simplement faire attention lorsque je sors la tablette à ne pas laisser la bobine trop se dérouler. 5. L’installation, le rangement et le bilan : Après installation des imprimantes, tout loge comme voulu, par étage on peut y loger deux Geeetech A10 côte à côte et je pense que deux Prusa i3 logent également ainsi que 3 Prusa Mini. J’ai choisi de placer l’imprimante résine en bas avec le Wash & Cure, étant donné qu’il faut plus de manipulation l’utilisateur est à hauteur. Pour le stockage je pense pouvoir stocker plus de 20 bobines par compartiment, et le compartiment pour la résine et les accessoires n'est pas beaucoup remplit. L’avantage de ce design est qu’il reste assez proche du principe des tables LACK, on peut empiler des étages de différentes tailles (on pourrait faire un étage plus haut pour des imprimantes delta par exemple). Actuellement il mesure un peu plus de 190 cm de hauteur, donc remplacer l’étage stockage par un étage imprimantes ne rajouterait que 10 cm. Pour le poids, il doit faire aux alentours de 100kg, il y a au moins 5 tablettes de mélaminé pesant presque 19kg chacune, heureusement qu’il est fixe. Pour la suite, qui comprend la partie gestion électronique, je mettrai le sujet à jour plus tard, car je compte l'avancer ce week-end.
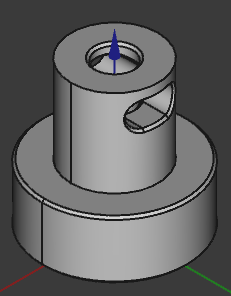





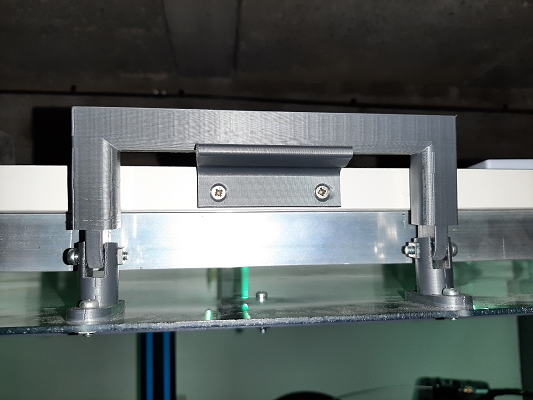






 14 points
14 points -
Voilà une réalisation qui date de 2 ans , n'étant pas sur le forum je n'ai pas fait beaucoup de photos des différentes étapes. Il m'est venu à l'idée de réaliser la maquette du plus gros réacteur du monde équipant les Boeing 777; dans la réalité la nacelle mesure 4.2 de diamètre pour une longueur d'environ 7.5 m , ce qui donne a l'échelle 1/20 21cm de diamètre .Il y a environ 150 pièces que j 'ai dessiné sur Autodesk 123D et elles sont réalisées avec mon FLSUN Q5 delta excepté les aubes réalisé en résine avec me QIDI Shadow 6. Sans y avoir travaillé tous les jours , cela c'est étalé sur 6 mois. Les 5 premières photos sont les fichiers 3D , ensuite les aubes sortant de l 'imprimante , puis les différents corps du réacteur, les dernières le réacteur fini à moitié carrossé , les personnages sont aussi à l'échelle 1/20 pour une taille de 1.75 m pour le bonhomme ; j 'aurai pu améliorer le fini intérieur mais j 'en avais un ras le bol ... Le prochain projet : le train d'atterrissage du 777 , toujours au 1/20 avec comme challenge la fabrication des pneus en caoutchouc . Toujours avoir des projets !
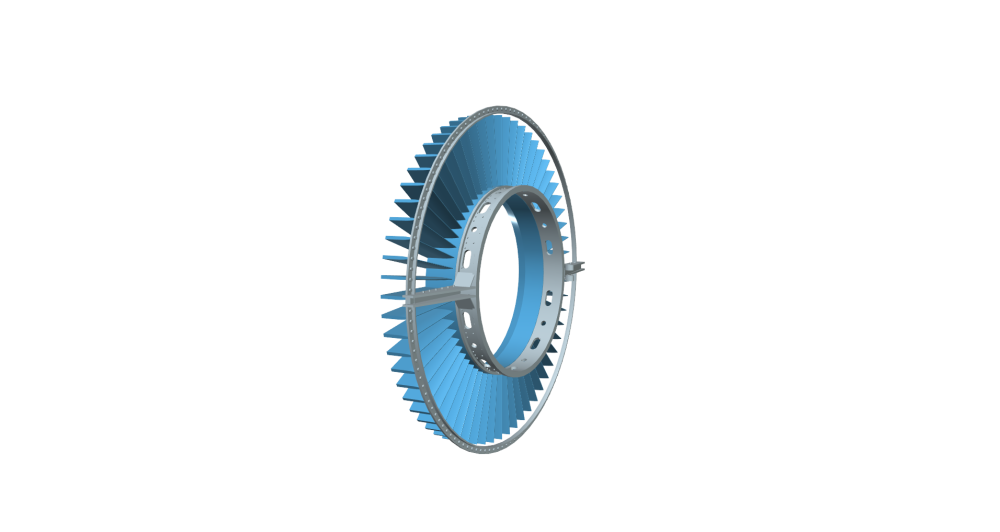
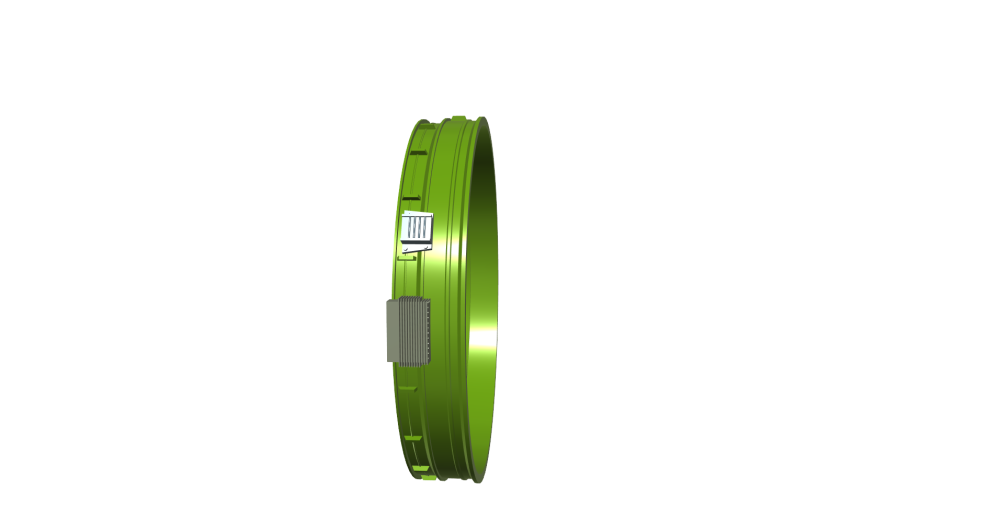


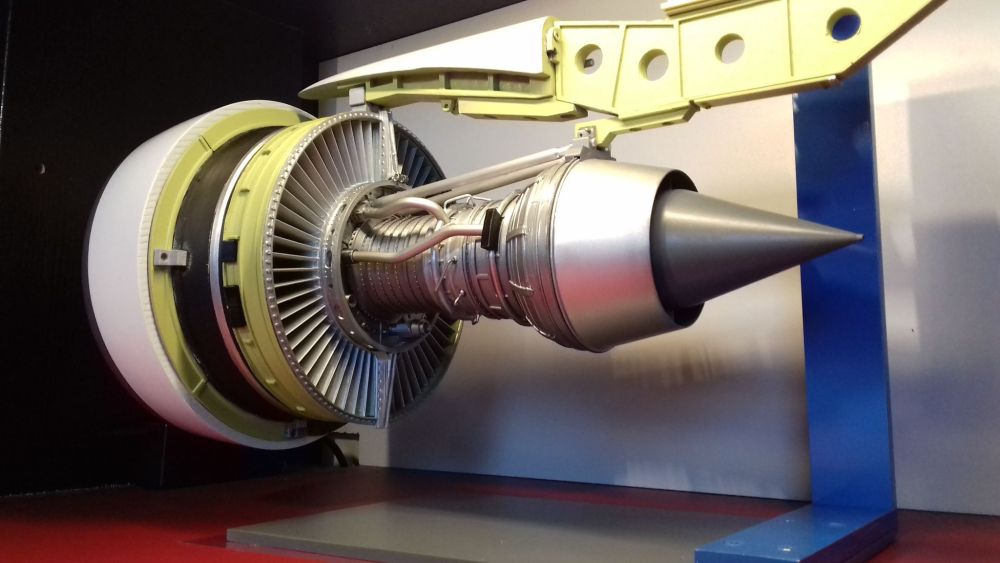
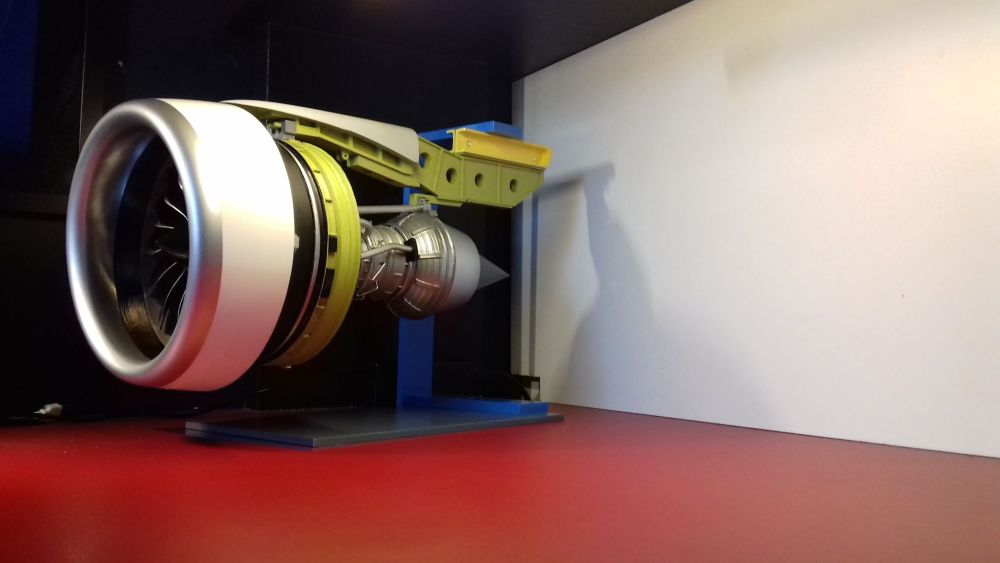

 14 points
14 points -
Un print pour y mettre ma google home de Noel
 14 points
14 points -
Bonjour ! Super ce concours x) Voici un de mes prints destiné a déco mon bureau pour ce Noël ! Un gros merci à @PPAC et @fvuichardqui ont partagé leurs connaissances et m'ont permis d'arriver a ce résultat GL HF
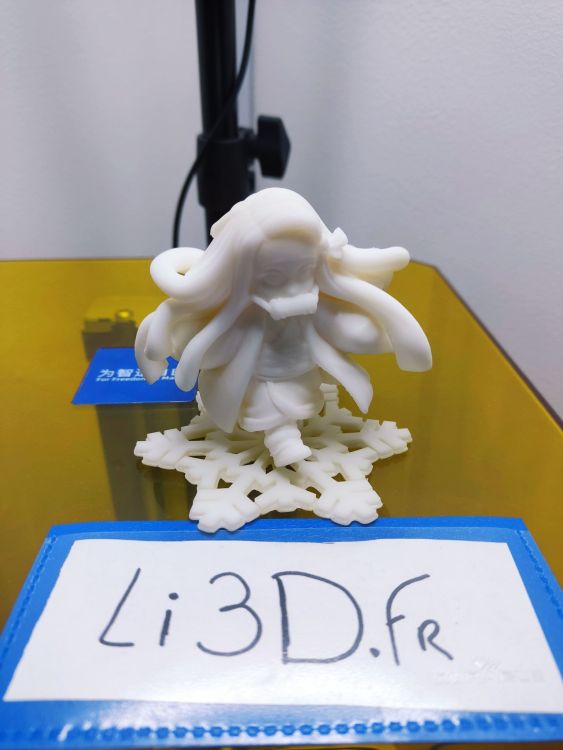 14 points
14 points -
Ayant une mère reconverti dans l'apiculture a sa retraite je voulais lui faire un cadeau original. Chose faite avec du filament bois de chez Geetech. J'étais pas très content du résultat mais la lampe a eu du succès dans la famille et les commandes sont tombé a ma grande surprise. Je me suis inspiré d'un petit modèle trouvé sur Thinkgiverse et je l'ai retouché a ma sauce pour en faire une lampe avec son support, les dimensions sont 230mm X 125MM, Une feuille de papier calque rouler pour tamiser la lumière, ampoule Edison, du cordon électrique "vintage". Si certains veulent les stl aucun problème, je les posterai sur Thinkgiverse en rentrant, bonne journée et fêtes a tous https://www.thingiverse.com/thing:5150469

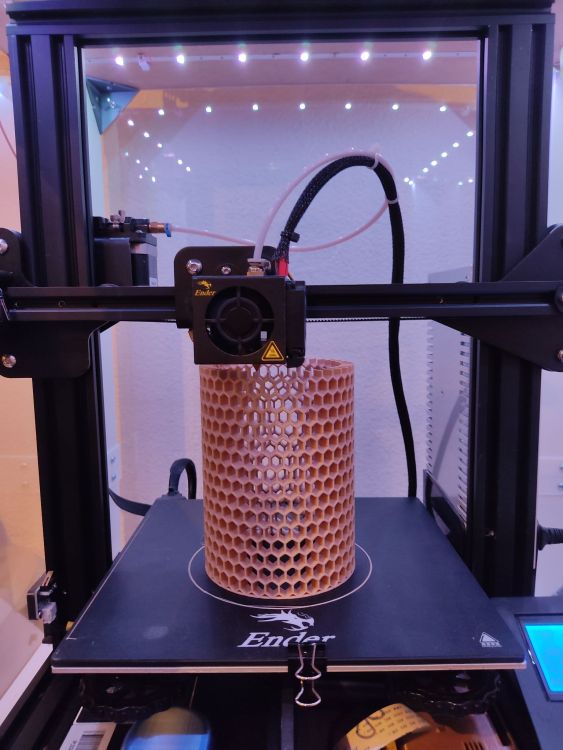
 14 points
14 points -
Alors vient le moment fatidique de la coulée ! Le bronze est porté à fusion dans un creuset chauffé au gaz (propane) : $ Le métal se refroidit peu à peu. Il faut démouler lorsque le métal est solidifié mais encore chaud. Pourquoi ? Parce que le métal se rétracte en refroidissant ; une pièce creuse peut casser car le sable résiste à la compression. Ouf c'est démoulé ! Voyons ce que ça donne : C'est pas trop mal ! Maintenant, il reste du post traitement (oui, la fonderie demande un post traitement comme l'impression 3D) Retour à la maison dans mon atelier. Il faut d'abord séparer les pièces, les ébavurer et les nettoyer : C'est pas trop mal, même si quelques gravures à l'arrière ne sont pas passées. Le problème vient du modèle en 3D, dont les gravures de la face arrière ont accroché le sable. J'ai déjà plusieurs solutions à essayer l'année prochaine. Maintenant, je vais essayer de faire un post traitement de ces pièces en bronze. D'abord, un ponçage : Ensuite, je vais essayer diverses techniques pour patiner le bronze. Une méthode chimique et une méthode thermique : Voici le résultat : Il a été difficile de bien prendre en photo ces pièces pour rendre compte des reflets et des couleurs. Ma préférence est la patine par traitement thermique. Je dois affiner le procédé (utiliser un four plutôt que le chalumeau) C'est bien sympathique d'avoir une pièce en "vrai métal" à partir d'un dessin sur ordinateur Retrouvez le reportage complet sur les journées du patrimoine à Montagney Servigney ici : http://electroremy.free.fr/22092019Montagney/ A bientôt !






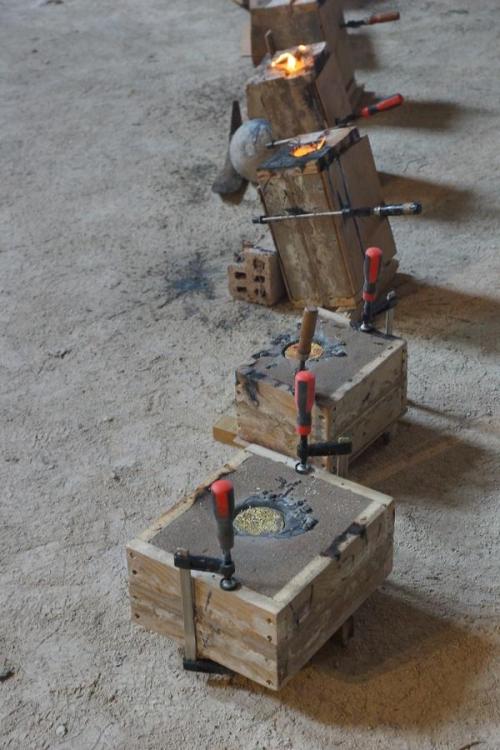




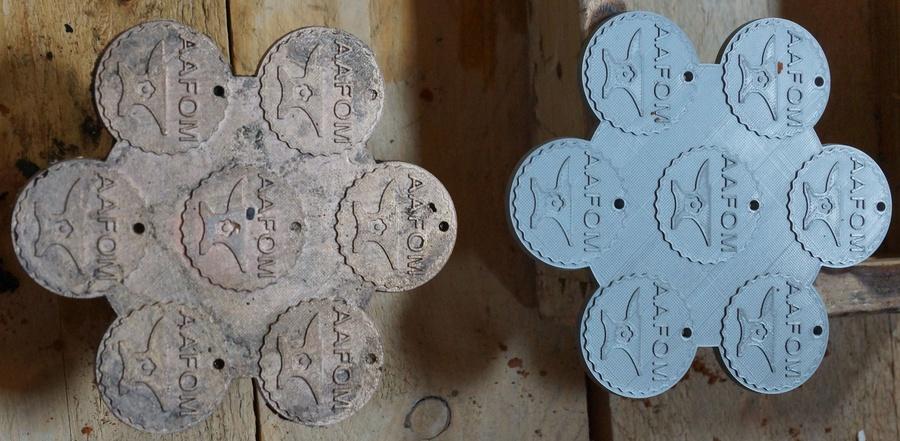












 14 points
14 points