Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/01/2019 Dans tous les contenus
-
Salut, "Mets de l'huile petit homme dans la vie, il faut que ça glisse" Sinon, un domino ferais l'affaire non?1 point
-
Alors en général avant de lancer un print, je m'assure que mon plateau est bien réglé et j'approche déjà la tête de la position home à la main, donc aucun risque de ce coté ! Ceci dit, rien n'empêche de rajouter une ligne G91 et une ligne G1 Y10 entre le G21 et le G90 pour relever la tête avant de faire le home... Non, la température du plateau et de la buse sont réglées dans le slicer qui les ajoute automatiquement avant le Gcode de début, le rajouter dans le Gcode de début fait double emploi ! Par défaut et sauf indication contraire l'extrudeur fonctionne toujours en mode absolu, mais en tout cas ça fonctionne bien comme ça...! En fait je pense qu'extruder 20mm de filament pour faire deux couches de 10cm de long chacune est déjà amplement suffisant puisqu'à la fin de ma seconde couche, j'ai encore un gros pâté de surplus... inutile de gaspiller du plastique plus que nécessaire... Alors j'utilise cette ligne de code uniquement dans S3D car contrairement à cura, S3D fait redescendre la buse tout de suite après la fin du Gcode de début (là ou cura va d'abord à la position de début de l'impression, puis descend), et du coup S3D me plante la buse en plein dans le gros pâté de la fin de ma ligne de test, donc je décale la tête de 10mm pour éviter ça... Fondamentalement, aucune ! C'était là avant que je modifie le code donc c'est resté !Cela étant, tu peux écrire tout ce que tu veux...! Non, je ne sait même pas si on peut. Quoi qu'il en soit, je préfère le laisser tourner jusqu'à ce que la tête soit bien froide, ça évite que la chaleur du bloc ne remonte le tube et vienne cramer le téflon... Pour finir, il faut bien comprendre que le principe du Gcode de début et de fin, c'est de pouvoir faire faire à la machine les manœuvres que l'on veut en fonction de sa machine et de ses besoins/envies, il ne faut donc pas forcément copier bêtement ce que fait le voisin !1 point
-
Il doit être indépendant et pas gérable via G-code, à moins qu'il y est une bidouille ... Mais comme on peut adresser 3 ventilateurs, peut-être que la commande : M106 S0 Ne coupe que le premier ventilateur et serait donc égal à la commande suivante : M106 P0 S0 Et que nous il faudrait essayer : M106 P0 S0 M106 P1 S0 M106 P2 S0 Sachant que d'après le lien que je t'ai fournis plus haut : Voilà voilà1 point
-
Bonjour, Nouveau dans l'impression 3D, J'ai découvert par hasard la lithophanie sur youtube la semaine dernière. Du coup je n'ai pas pu m’empêcher d'essayer de faire un print du fauve de la maison, dans une petite boite faite maison Image to lithophanie : http://3dp.rocks/lithophane/ Température d'impression : 195°C Température du lit : 60°C Hauteur couches: 0.15 mm Infill: 15% Vitesse: 50mm/s Support : Non Surface d'impression : bultac magnétique Filament : PLA blanc/noir grossiste3D Slicer : Cura Bonne année à tous les printer fou

 1 point
1 point -
Vapo = Maglev = sustentation magnétique sans contact avec l'axe (dès que ça tourne). Bien mieux que les modèles à roulements.1 point
-
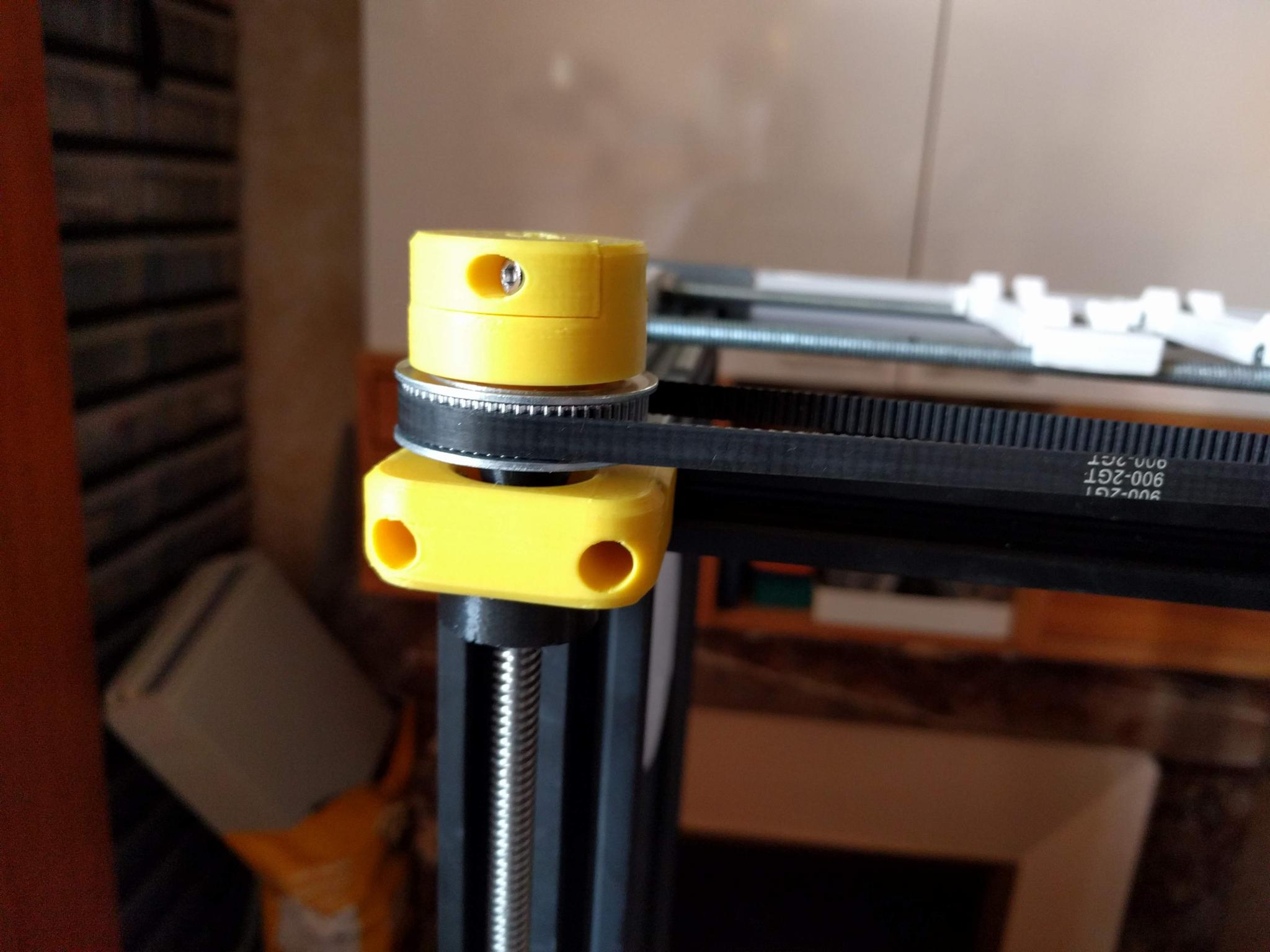
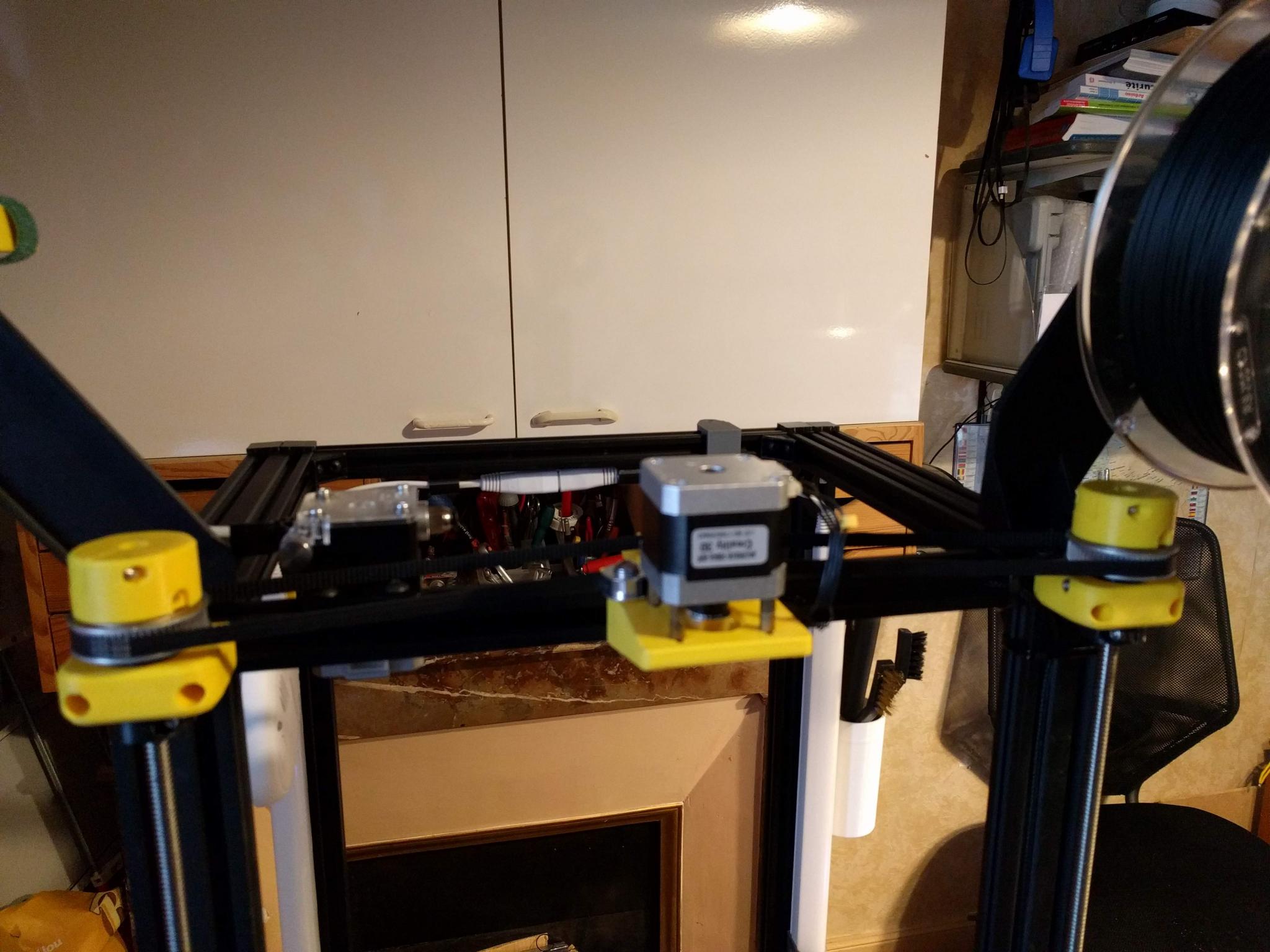
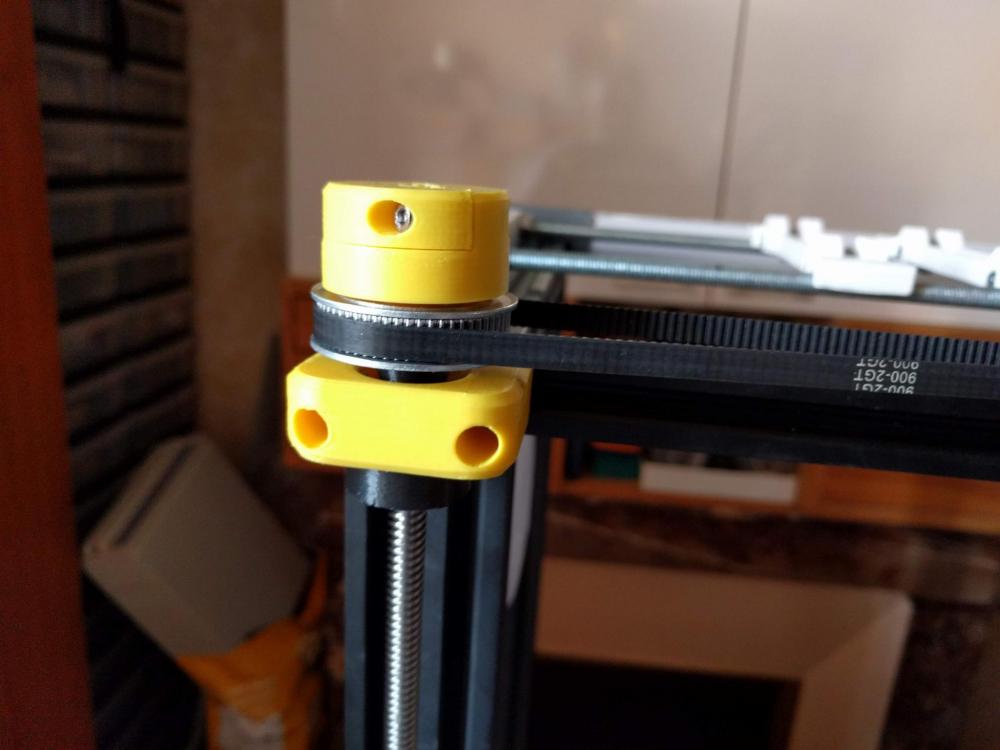
Meilleurs vœux Je ne peux parler que de ce que je connais et ai installé sur ma CR10. Ma CR10 au départ ne possédait qu'un seul axe Z. J'ai d'abord acheté le kit double Z avec son moteur supplémentaire. Régulièrement après l'extinction des moteurs Z, j'avais un décalage qui se produisait sur l"axe X: le côté droit (sans le moteur du X et celui de l'extrudeur) se décalait de plus ou moins 1 à 2 mm. Ce système à deux moteurs pilotés par un seul pilote provoque ce décalage. Après diverses recherches, je suis parti sur un seul moteur pilotant les deux axes via une courroie et des poulies d'entraînement. Ne voulant par réinvestir dans des tiges filetées trapézoïdales plus longues, j'ai trouvé ma perle : https://www.thingiverse.com/thing:2829855 il nécessite une courroie fermée de 900 car les poulies dentées sont des 60 dents. En fonction du positionnement du support moteur, on peut se passer d'un tendeur de courroie; en plaçant le support au milieu comme sur mes photos, j'ai dû ajouter un tendeur (changé par un autre depuis ). Le moteur étant placé en haut de la structure, il est nécessaire de prolonger le câblage. L'avantage de ce modèle est que la tige de l'axe Z n'est plus contrainte que sur deux points: en haut via la poulie et au milieu via les noix en laiton (la tige est libre totalement en bas). Un autre participant, @Guizboy utilise un système double moteur synchronisés via courroie (avec des moteurs plus puissants eux aussi montés en haut de la structure).


 1 point
1 point -
Oui j'ai retourné le profilé et pour le buildtak j'ai envoyé un mail au sav du constructeur. On verra ce que cela va donner... Non rien en fait l'installeur pour cura v3 fonctionne mais n'installe rien du tout. En bricolant, j'ai réussi à faire fonctionner celui de la version 15 mais dans cura quand tu ajoutes l'imprimante c'est ce dernier qui plante... Non je pense que ça va venir. Au pire il sera facile d'en configurer un de zéro. Oui ça je le savais lors de l'achat. La version 1.1.3 est un poil chiante car il faut y aller au chausse pied pour faire rentrer des fonctions comme l'abl en gardant le lecteur sd mais elle fonctionne. Après tu peux la remplacer par une 2.0. Je l'ai fait sur mes deux enfer 3. Oui il est vraiment très fortement visible. Ah oui je confirme . 2 sont suffisants. (axe x et y) aucun intérêt sur l'extrudeur. Et les mouvements de l'axe z sont très lents et brefs, donc ça ne fera rien ici non plus. Sur mes ender j'ai procédé de cette façon et plus d'effet peau de saumon. J'ai encore quelques TL en stock, si je réussi à sortir de ma torpeur cet après-midi je vais tester. Oui il faut de préférence une enceinte fermée. Attention cependant : Sur cette machine l'alimentation est intégrée dans la base et cette dernière doit pouvoir "respirer". Bons prints et bon bricolage1 point
-
Pour avoir essayé en bidouillant du g-code de test (très simple à faire ) M106 ne fonctionne que sur le ventilateur de refroidissement du filament ... celui de la buse semble contrôler dès l'activation de la chauffe de buse ... Comme je compte changer la ventilation au niveau de la buse, car cela fait trop de bruit clairement, et le bruit j'aime pas .1 point
-
Bonjour Zaker, En général quand on "débarque" dans un forum, on se présente, c'est la moindre des politesses. Ensuite, avant de poser une question ou une demande d'aide, on parcoure le forum, car (comme dans le web), 99,9999999999% des questions (ou des demandes) ont déjà recçu une réponse : et Cordialement1 point
-
Bon, et bien après des tests très poussés et tous les réglages que vous avez conseillés, ma U20 reprend des couleurs et refait son taf.. J'ai même sans doute trouvé le pourquoi de certains problèmes : Mon raccord pneumatique au dessus du corps de chauffe est défectueux. Lorsque le filament pousse dans la buse, le tube transparent se leve plus ou moins selon les mouvements, il sort du raccord et du coup la force dans la buse devient du grand n'importe quoi. Je crois que le cercle métallique qui est dedans est cassé. J'ai commandé le même raccord pour remplacer celui ci. Vous avouerez que j'ai quand même pas de bol.. Entre les smoother qui bug, et le raccord qui pête, je suis pas dans mes jours les plus chanceux Vala !1 point
-
bonne année à toi aussi c'est plutôt bien rangé ta caverne, moi à coté c'est une grotte....1 point
-
Bonne Année @rmlc460
 1 point
1 point -
Bonsoir @Nafoot , je pense que la réponse doit-être ici : https://reprap.org/wiki/G-code#M106:_Fan_On M106 et M107, faut juste trouver le bon truc :p .1 point
-
Joyeuses fêtes [emoji6] Envoyé de mon ONEPLUS A3003 en utilisant Tapatalk1 point
-
Adhésion ou adhérence... Perso, j'aurais opté pour le 2ème terme ! Quoiqu'il en soit, le brim a l'inconvénient de coller à la pièce, donc de nécessiter un nettoyage. Quand il y a une surface suffisante, je préfère utiliser la jupe (skirt), à la quelle je mets 3 ou 4 tours. Ça laisse aussi le temps de rectifier le tir. D'ailleurs, au sujet du nivellement automatique, je suis également circonspect: Sur ma delta Anycubic Linear Plus, avec un plateau rond de 240mm, la procédure automatique ne fait pas moins de 69 points de contrôle ! Sauf qu'au final, on ne sait pas si le soft en tire une cote mal taillée, ou si ce sont toutes les références qui sont lues et compensées au fur et à mesure de l'avancée dans le Gcode... (là, j'ai tout de même un doute, car dans ce cas, quel est le niveau d'approximation, et comment est-ce comparé à la position de la tête? Mystère et boule de gomme...). Par ailleurs, de toute manière, la cote donnée est fausse, la tête est toujours trop basse au début. Sauf qu'avec une Delta, il faut passer par le menu pour grimper en Z. Pas pratique du tout. Cerise sur le gâteau, les valeurs ne sont pas gardées en mémoire!1 point
-
Merci. J'ai fini les réglages. Là j'imprime un cube de test, puis un benchy. Ensuite je vous dis ce que j'en pense.1 point
-
Bonjour à tous ! Mais pourquoi vous voulez tous améliorer votre imprimante toute neuve alors que vous ne vous en êtes pas encore servi pendant au moins une semaine ?? Hervé1 point
-
Bonjour, A tous ceux qui ont des problèmes avec leur tube PTFE qui n'est pas toujours correctement placé au contact de la buse, mes recherches incessantes, mes lectures de divers et (a)variés forums (peut-on l'écrire ainsi avec un s?) m'ont conduit à ceci >>> . L'idée est simple et me semble fonctionnelle. N'ayant plus rencontré cette difficulté depuis mon premier épandage de filament ailleurs que sur le plateau il y a plus d'un an, je soumets cette pièce pour que certains la teste et nous en fasse un retour (positif ou négatif)1 point
-
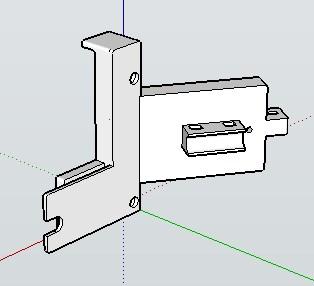
Pas étonnant que @deamoncrack sache de quoi il parle, il a le modèle sous les yeux ! Par contre, je ne me souviens plus si je l'ai posté, mais j'ai fait une petite amélioration pour le support arrière, qui évite le frein filet: A imprimer comme ça tombe sur le plateau, avec supports. Cette modif convient à la CR-10, c'est à tester sur la U20. ATTENTION: il faudra une vis M3*8, une rondelle M3, mais également une rondelle Grower de 5 (rondelle élastique ouverte, très courante) afin de bien bloquer la partie plastique, sinon ça ne sert à rien pour la tenue de la pièce. En effet, l'écrou étant soudé sur l'arrière de la plaque, il fait juste un peu plus que 5mm de diamètre ext, et c'est le seul type de rondelle qui permet d'assurer une bonne pression. Bien entendu, il faut aussi deux inserts M3 (les chauffer un peu pour la pose), mais au pire, on peut utiliser des écrous standard. Moins élégant, mais bon... Support PCB incliné.stl
 1 point
1 point