Classement




Contenu populaire
Contenu avec la plus haute réputation dans 03/01/2019 Dans tous les contenus
-
A la place de répéter sans cesse les mêmes consignes, je vais faire ce petit message et demander à nos gentils modos d'épingler ce sujet, voici la marche à suivre : Visser 1 dans 2 à la main Dévisser 1 d'un 1/4 de tour Visser 3 dans 2 (avec la partie PTFE, plastique blanc, dans la partie 2) jusqu'à être en butée sur 1 Monter la cartouche chauffante, la sonde thermique, tenir le bloc 2 avec une pince et chauffer à 200° la hotend Quand c'est bien chaud, bien visser 1 dans 2 avec une clé Attendre que ça refroidisse et remettre la hotend à sa place
 2 points
2 points -
Si ton imprimante fait des éponges, sous extrusion il faut que tu songes!2 points
-
Salut ! Après pas mal de lecture sur le sujet, je viens d'en commander une pour ma Wise, il va y avoir un peu de délai car le modèle 24V n'est pas en stock mais je voulais profiter de la réduction de fin d'année ! Du coup il va falloir que je mette au point un nouveau fang, je pense partir sur un système qui permette de démonter la tête sans démonter le fang, vu comme la plaque de support de la tête est faite, ce doit être jouable assez simplement. Je vous tiendrais au jus, d'ailleurs j'ouvrirais peut être un sujet dédié, je verrais !2 points
-
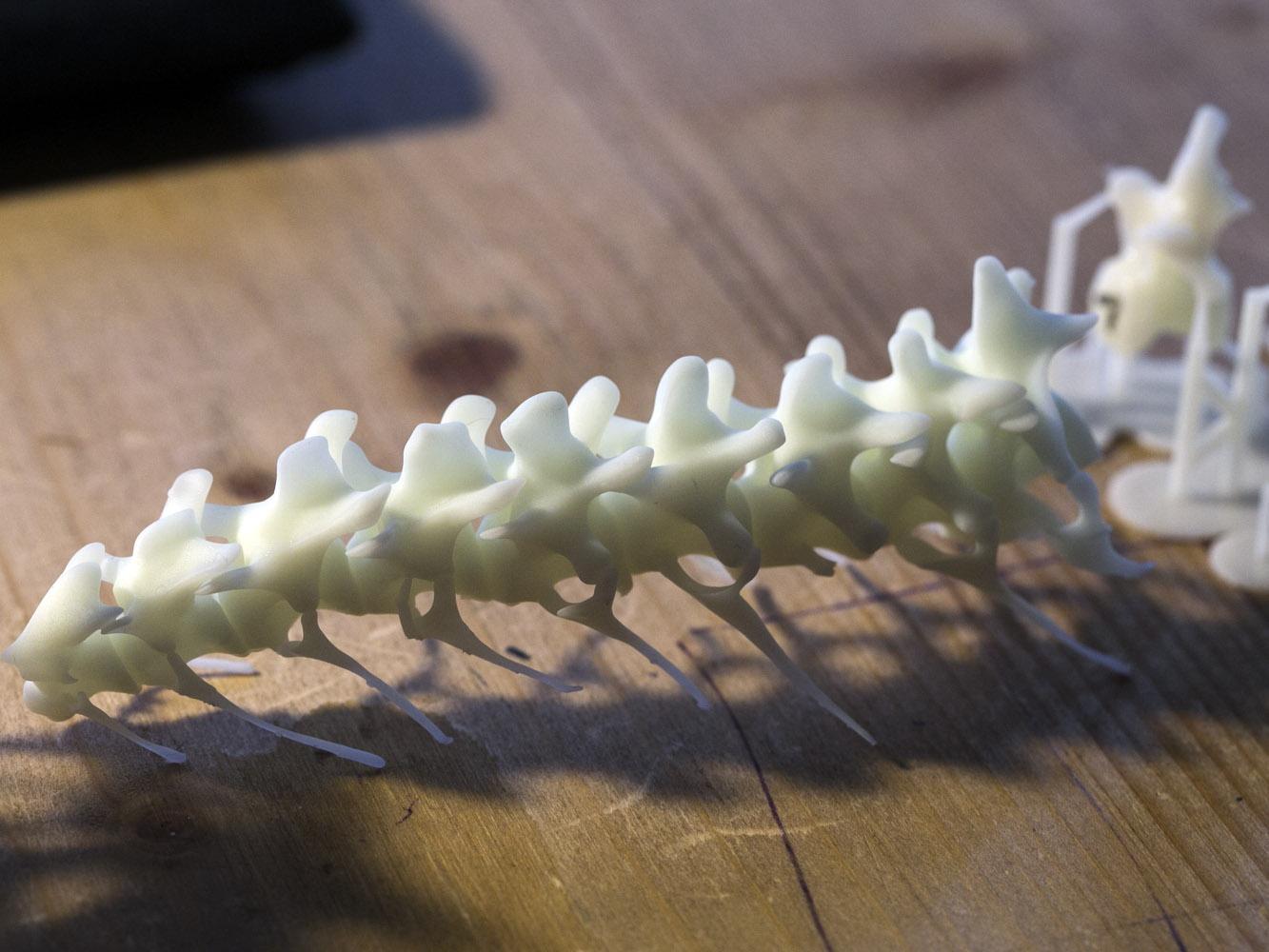
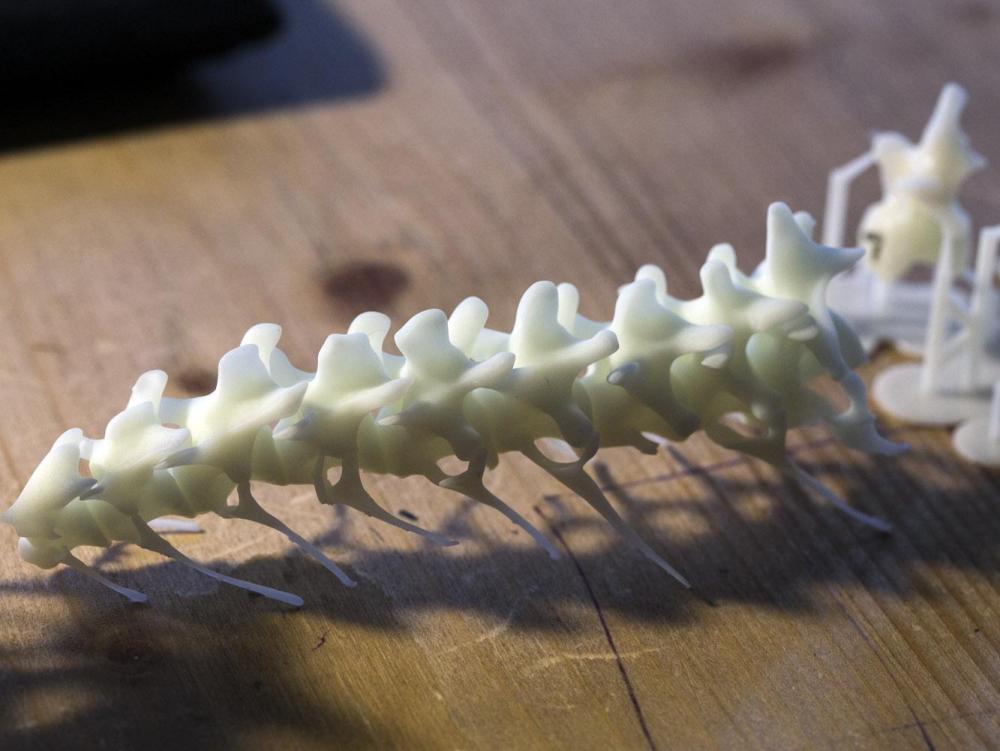
La suite du programme, des vertèbres et des soucis de rapport d’échelle et surtout le Nas qui vient de lâcher...donc plus de fichier, du moins pas avant d'avoir récupéré. Mais j'ai donc fait d'autres essais et réglé les soucis du début. Mieux réglé, une mise à zéro plus fine et tout va bien.




 2 points
2 points -
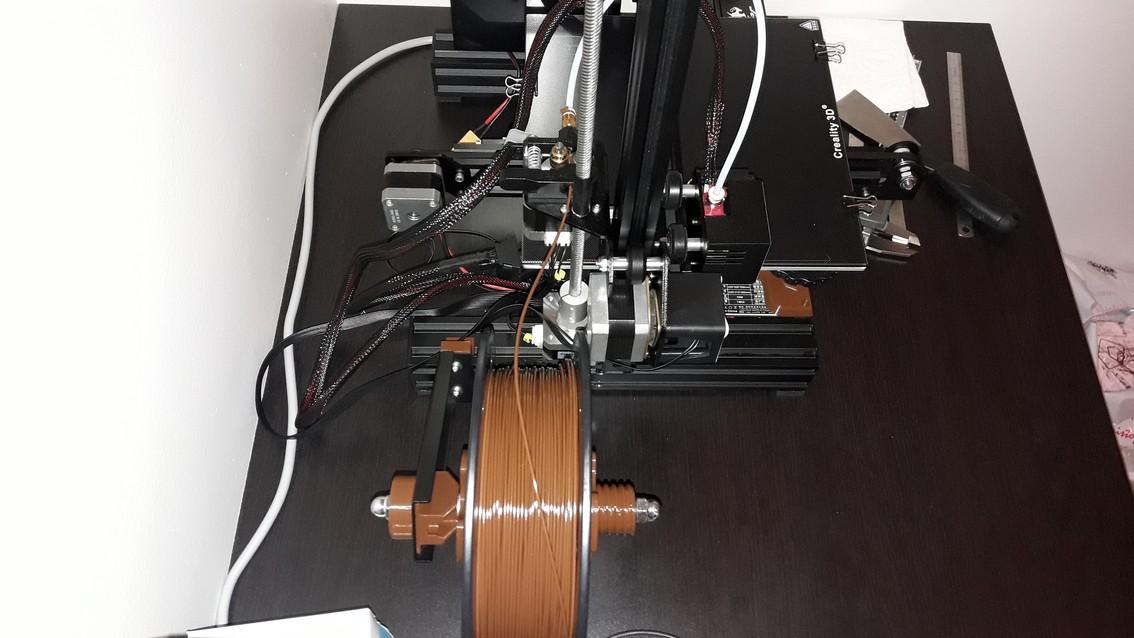
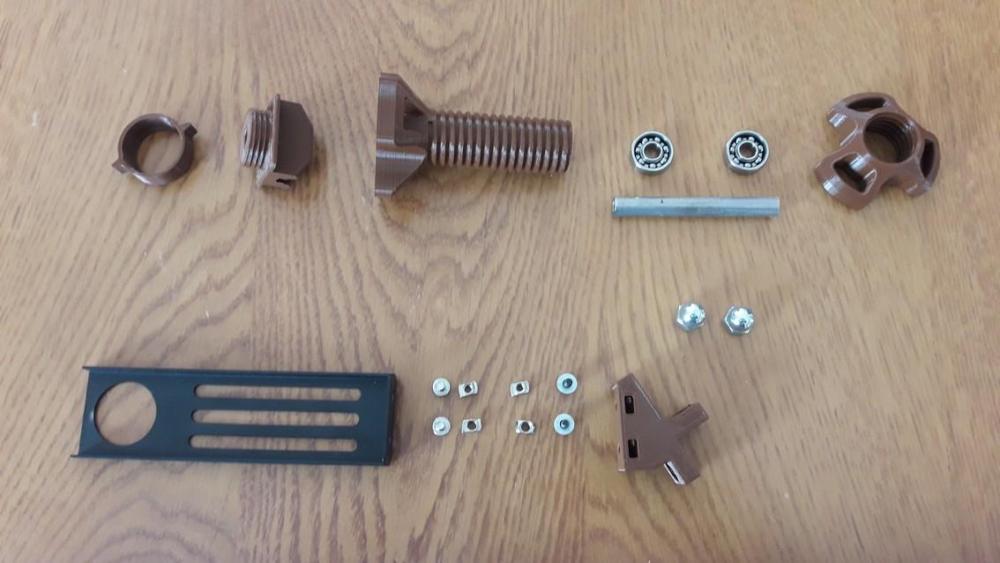
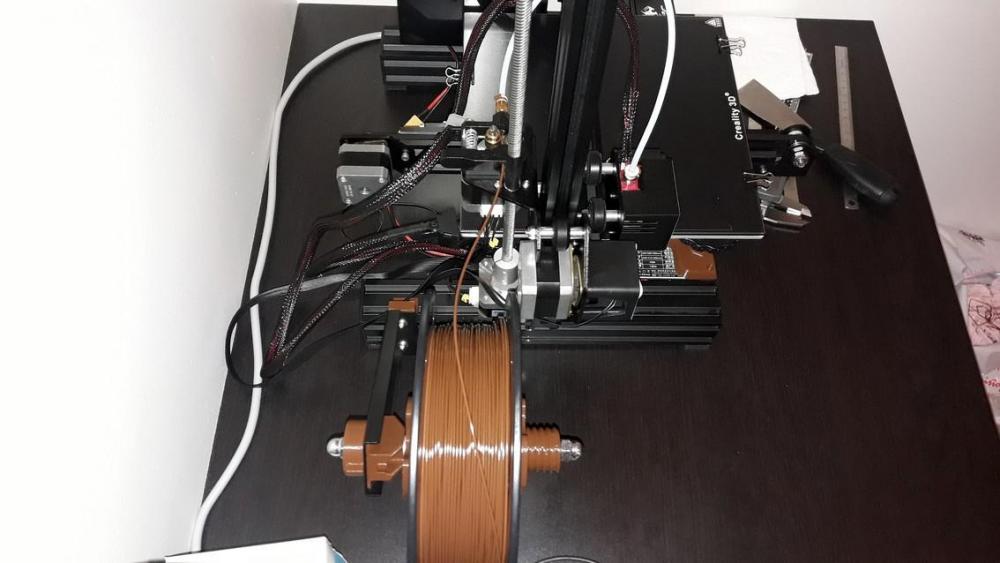
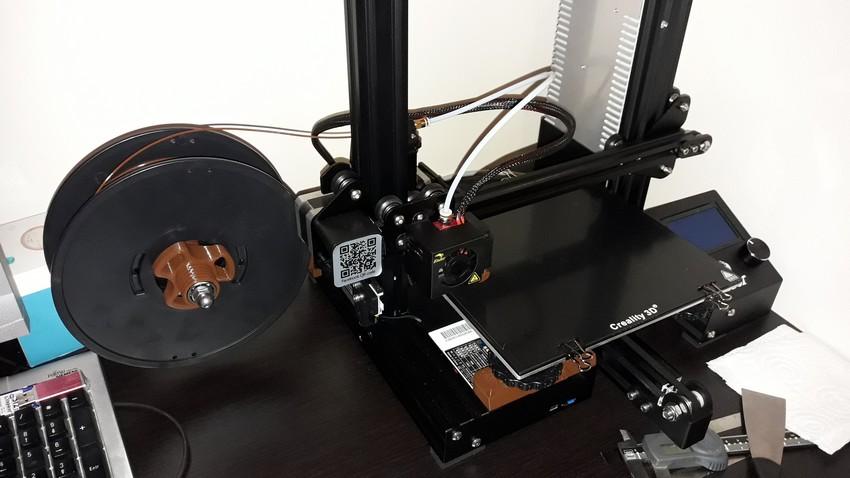
Salut à tous, Comme pour beaucoup d'entre nous je pense, le support d'origine ne me plaisait pas spécialement, vu son efficacité à dérouler correctement le filament. J'en ai donc imprimé un, récupéré sur Thingiverse (merci aux créateurs des différentes pièces). Monté sur roulements et positionné face à l'entrée dans l'extrudeur, c'est un vrai régal. Il est tellement libre que lorsque l'axe Z, placé un peu haut, redescend, le fil se rembobine tout seul sur le rouleau; aucune résistance de la part de l'enrouleur. La modif est vraiment valable. Matériel nécessaire: - les pièces imprimées (lol) - 2 roulements 608 (8x22x7) non étanches, les flasques d'étanchéité offrant de la résistance au roulement et n'ayant aucune utilité dans notre cas - 1 tube à intercaler entre les roulements et portant sur les cages intérieures des roulements, de façon à pouvoir serrer l'ensemble sans créer de contraintes aux roulements (je n'ai plus la longueur en tête, mais longueur de la vis imprimée moins épaisseur des deux roulements) - 1 morceau de tige fileté M8 - 2 écrous M8 (j'ai mis des borgnes pour l’esthétique mais d'autres iront parfaitement) - 3 rondelles de 8 (pas trop grandes en diamètre extérieur, de façon à ne pas porter sur les cages extérieures des roulements lors du serrage) - 2 écrous M5 - 2 vis M5x8 - 2 écrous prisonniers et 2 vis d'origine du support pour la fixation de l'ensemble sur le châssis de la machine Liens vers les fichiers objets: Vis + écrou support bobine (personnellement, j'ai opté pour la vis de 95mm): https://www.thingiverse.com/thing:2459115 Support de bras (personnellement, j'ai opté pour le plus court, mes bobines font 200mm de diamètre): https://www.thingiverse.com/thing:2967567 Vis + écrou de fixation de la bobine sur le bras: https://www.thingiverse.com/thing:3074606/files Quelques photos:



 1 point
1 point -
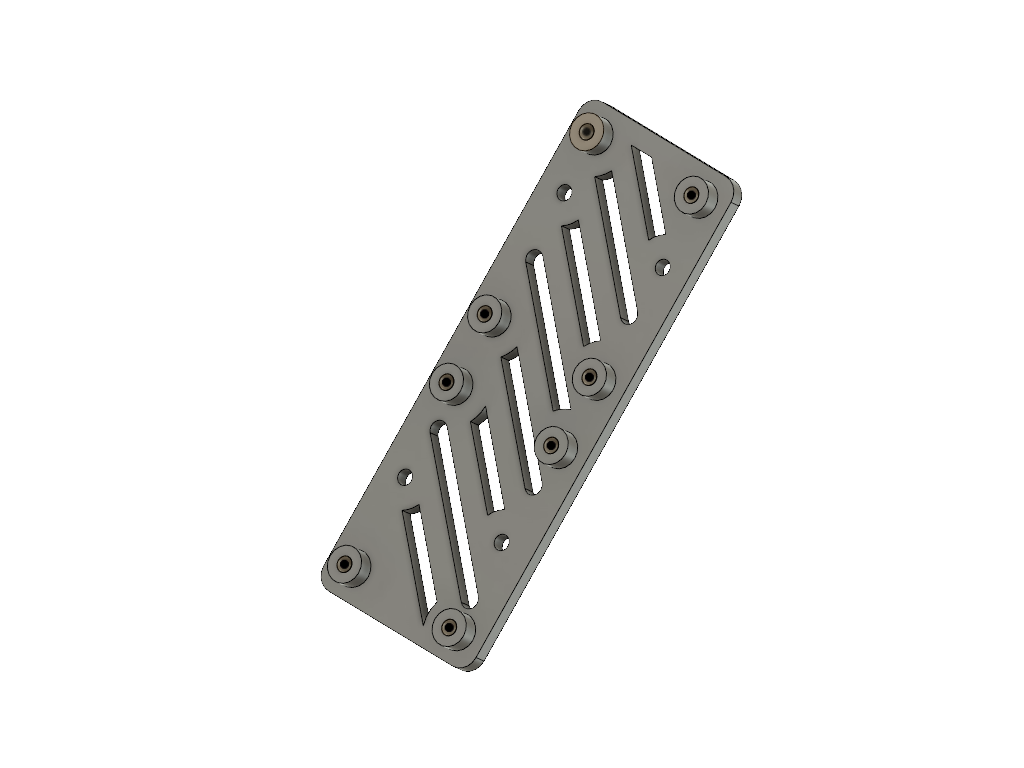
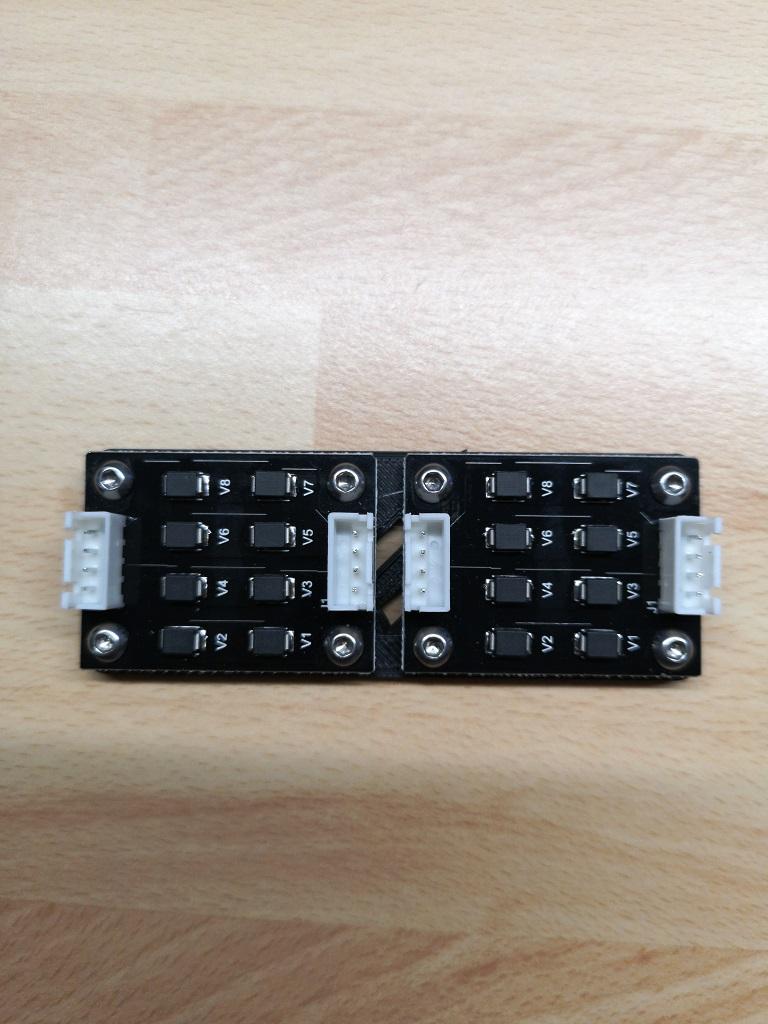
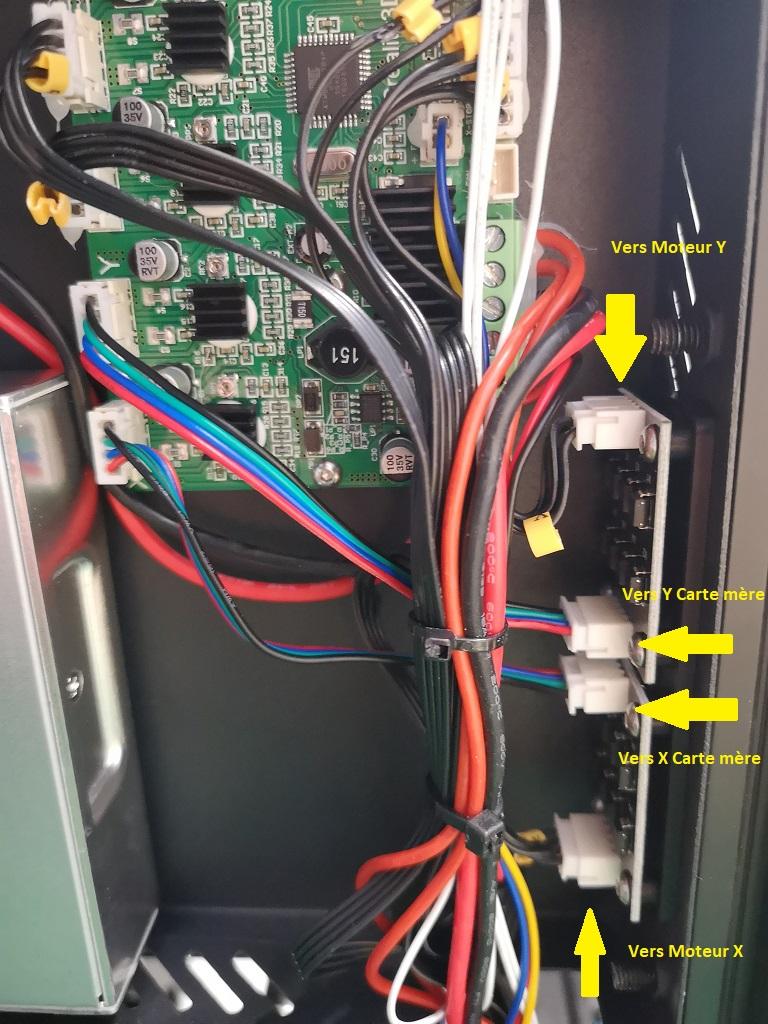
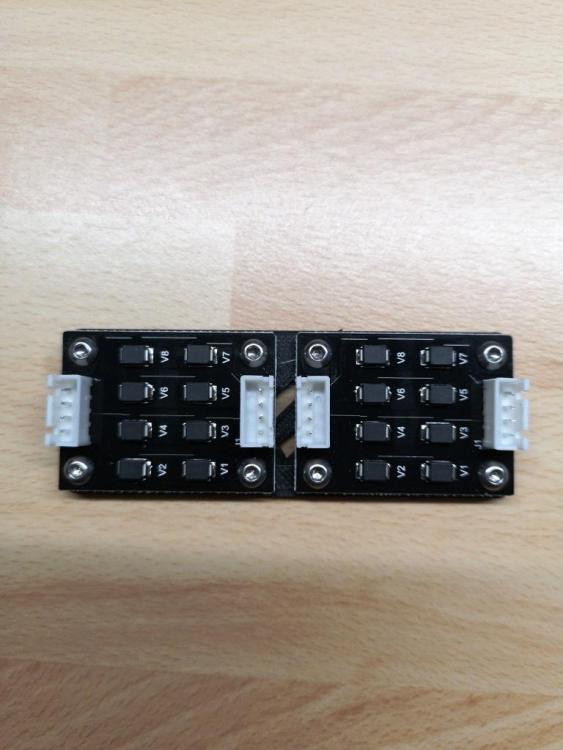
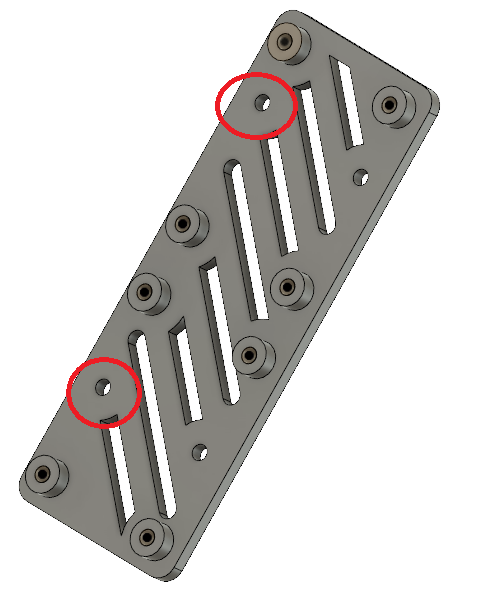
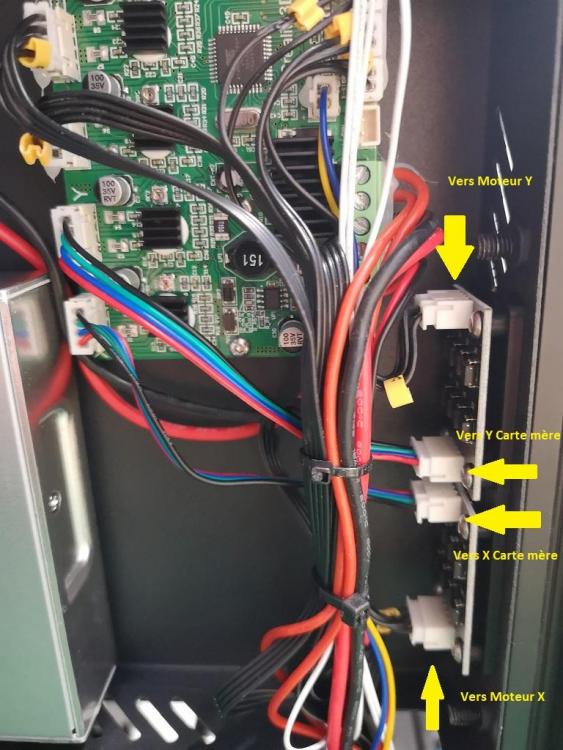
Bonjour à tous, Petit tuto rapide pas d'une utilité absolue vu la simplicité de l'opération mais qui vous permettra de profiter de mon support de montage assez pratique. Comme toujours, soyez prudents et méthodique. Vous réalisez cette modification sous votre entière responsabilité. Je ne serez pas responsable des dommages occasionnés à votre machine, à votre bureau, de votre éventuel décès si vous ne retirez pas la prise, de toute dispute avec votre conjoint ! (si si, le fameux : Tu vois je t'avais dis de pas le faire !!!) ... Pour ce faire il vous faudra : - 2 TL-Smoother. (Axes Xet Y) Ceux de la marque BIGTREETECH sont parfaitement compatible avec les fixation du support. - Le support imprimé. SuppTL_E5_Rev2.stl - 10 Vis M3*6. Etape 1 Prenez le support imprimé et vissez sur ce dernier à l'aide de 8 vis M3*6 les 2 TL-Smoother. Etape 2 Débranchez votre imprimante du secteur et de votre ordinateur et retirez le capot inférieur du compartiment hébergeant l'électronique. (Si je tenais le bip de bip qui a eu l'idée de mettre la porte du compartiment en dessous ...) Etape 3 Positionnez le support à l'intérieur du compartiment entre les deux vis de fixation de ce dernier. Alignez les grilles les 2 troues de fixation supérieurs du support avec la grille d'aération du module. Et vissez 2 vis M3*6 par l'extérieur. Etape 4 Il ne vous reste plus qu'a réaliser le câblage. Débranchez les câbles en provenance des moteurs X et Y de la carte mère. (Attention ces dernier sont bloqués à la colle chaude) Rebranchez celui Y sur le 1er Smoother. (Borne la plus proche de la carte mère) Rebranchez celui X sur le second Smoother. (Borne la plus éloignée de la carte mère) Connectez un petit câble de raccordement entre la borne libre du 1er smoother et la borne Y de la carte mère. Connectez un petit câble de raccordement entre la borne libre du second smoother et la borne X de la carte mère. Etape 6 On revérifie son montage ! Etape 7 On remonte la trappe d'accès du module. Etape 8 Enjoy ... Bons prints à tous.


 1 point
1 point -
Pour te rassurer, je viens de faire les photos à l'arrache avec mon tel : Sans : Avec : Plutôt concluant non ?

 1 point
1 point -
@Djam si tu veux mesurer la vitesse de rotation de l'anémomètre ton calcul fonctionne. Mais c'est la vitesse du vent qui nous intéresse, et les coupelles sont à la fois dans le sens du vent et contre le vent durant la rotation. Il est d'ailleurs possible de déterminer la direction du vent (girouette) en modifiant une seule des coupelles pour qu'elle résiste plus au vent (et avec plusieurs actionnement du capteur par tour).1 point
-
Je confirme les références de bosco qui change la vie en terme de silence. Attention cependant, ils sont plus grand donc pas adaptable sur l'axe Z par exemple de la CR10 et support du plateau à modifier sur la Ender 3 en Y. Mais valeur sûr, simple à mettre en place à régler aux alentours des 1V en Vref.1 point
-
Es-tu sûr que ta pâte thermique est conductrice ? Contient-elle de l'argent ? N'est ce pas un problème de connexion plutôt ? J'obtiens -14°C lorsque je déconnecte la thermistance.1 point
-
Salut si tu as changé la taille de la buse par une plus grosse le filament force moins pour sortir, donc inévitablement les pas pour extruder 100mm sont réduits, refait une calibration extrudeur avec ta nouvelle buse et note toi les deux valeurs dans ton fichier config de FW, si tu comptes interchanger les buses....1 point
-
C'est épinglé, merci pour le tuto !1 point
-
moi je dirais presque, mais plutôt: Le but de la manœuvre étant que 1 et 3 soit en contact et non pas 1 et 2 avec un jour entre 1 et 3.1 point
-
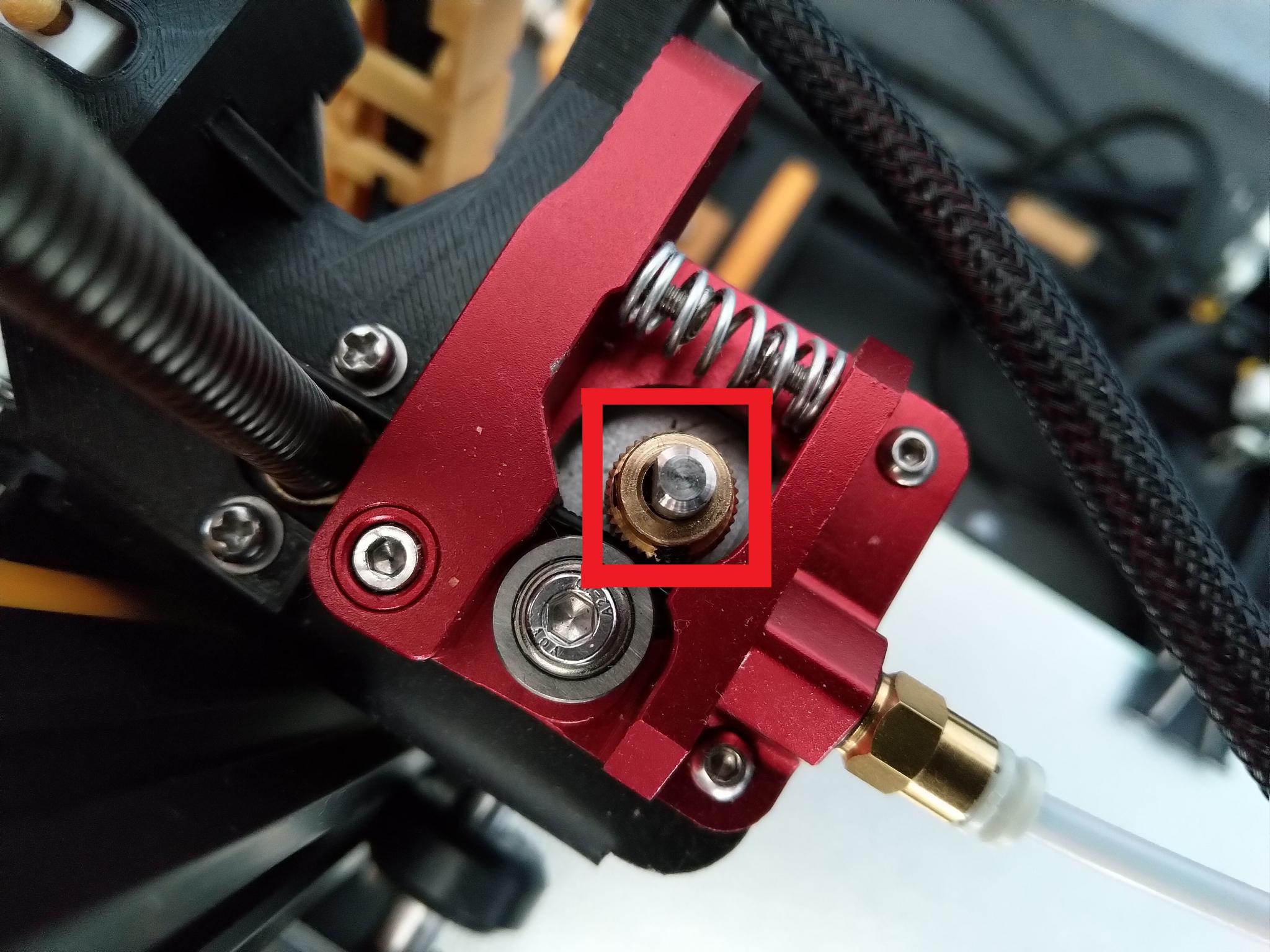
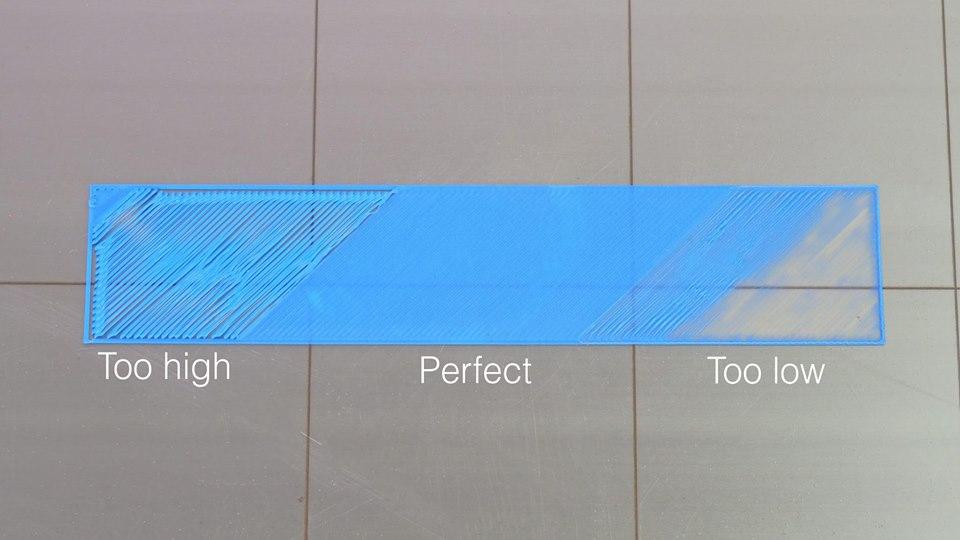
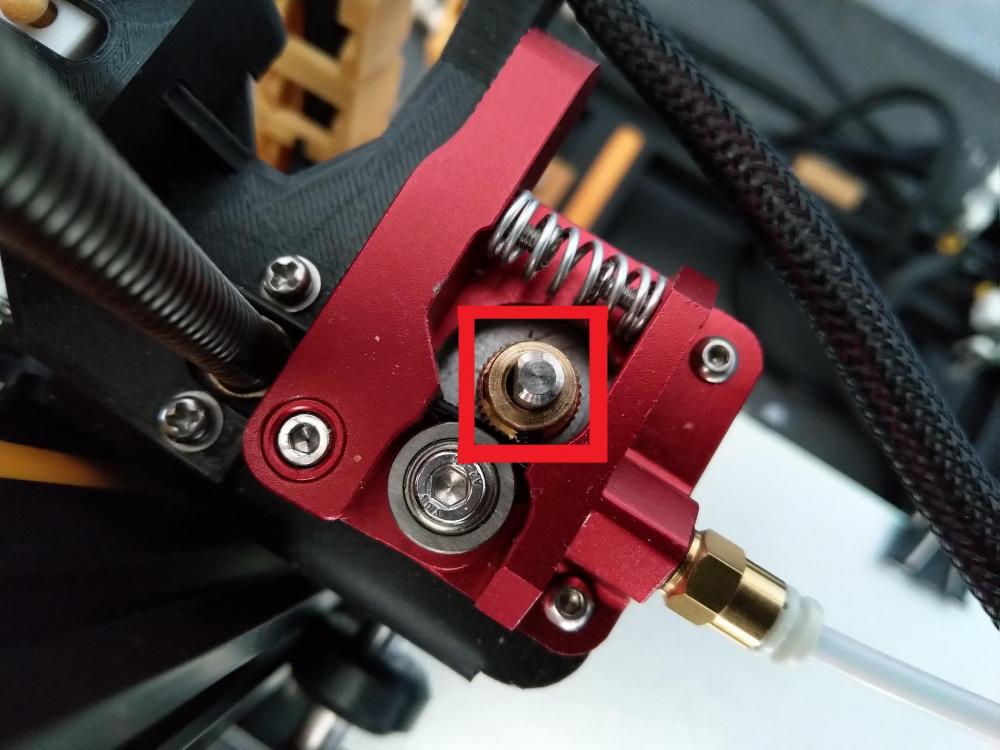
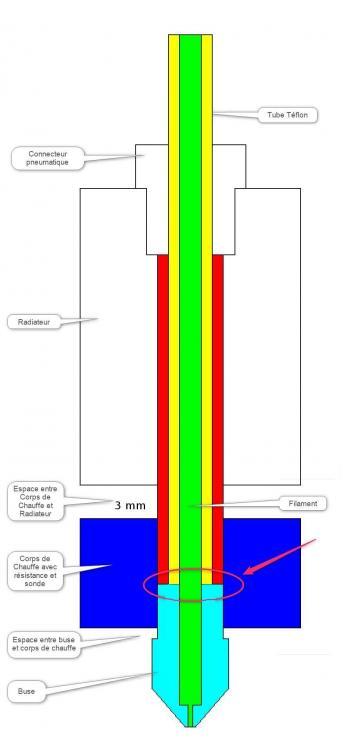
Salut et bienvenue sur le forum ! Je commencerais par le rappel : Ne pas oublier de passer par la rubrique "Présentation" du forum, c'est un point de vue, mais c'est une question de politesse. Pour essayer de te répondre : 1. Merci pour le cube de calibration et pour tes paramètres d'impression... déjà cela aide beaucoup. Tu vas me trouver chiant mais... il me manque encore une info : Matière du filament (PLA, ABS, PETG) Je pense que c'est du PLA... mais je préfère vérifier en demandant. Je te confirme que ta buse n'écrase pas assez le filament. Cela c'est une question de pratique qu'on trouve le bon réglage. Donc comme pour tout les autres avant toi... une dose de rappel : Ensuite si je regarde de près ton cube... j'aperçois ces zones entourés en rouge : Pour moi... il y a un léger soucis de sous-extrusion... occasionnelle. Tu me demandera : D'où cela peut venir ? Je te répondrai que plusieurs choses peuvent causer ce problème : 1. Une bobine qui se déroule mal sur son support. 2. Un filament mal enroulé sur la bobine avec des noeuds. 3. Une température d'impression pas assez élevé > pour cela monter de 5°C en 5°C jusqu'à trouver la bonne température. 4. Le pignon d'extrusion qui est mal serré et qui saute occasionnellement (voir photo l'encadré en rouge est le pignon en question). Il faut le resserrer si il bouge. 5. Le tube Téflon de guidage qui est mal inséré dans la tête d'impression. le tube doit être inséré jusqu'à la butée de la buse. Voir Schéma ci dessous : Rappel : Pour retirer le tube en téflon, il faut faire chauffer la buse... sinon il y a risque d'endommager le corps de chauffe. 6. La buse est bouchée... cela peut arriver et cela même si l'imprimante est neuve. Astuce simple de débouchage : faire chauffer la tête d'impression à 220-240°C et regarder si une boule de filament sort. Sinon procéder à un débouchage avec l'aiguille de débouchage. Voilà... j'ai fini. Si tu trouve l'origine du problème et la solution, merci de venir faire un retour ici pour que cela serve pour d'autres à l'avenir.


 1 point
1 point -
Modération : @DudyGrame j'ai déplacé ton post pour une meilleure visibilité1 point
-
Bonjour, Hé non! J'ai 3 bêta testeurs (dont tu fais partie ) dans la nature et pas de retours pour le moment. C'est dommage, le PCB attend toujours les retours d'essais pour l'envoyer à la gravure... D'ailleurs à ce sujet, j'ai commencé une étude pour faire le dessin des pistes en direct sur une plaque de cuivre et faire le tracé avec une imprimante 3D. Je vais d'ailleurs ouvrir un sujet, probablement dans la rubrique "bla bla"1 point
-
Bonjour à tous, je mets à dispo' mon profil Slic3r. Je me suis basé sur un profil trouvé pour la CR-10 que j'ai adapté pour la U20. Reste encore quelques réglages, notamment au niveau de la vitesse des prints, mais la base est là (accélération, Jerk) Vos feedback/idées d'amélioration sont les bien venue! build.ini1 point
-
Aucune soudure à réaliser. Les prises femelles s’emboitent dans les mâles (à moins que ce soit l'inverse ) " comme p...a dans m...an" aurait pu dire @Chevelu371 point
-
Certains achètent une DE200 pour faire joli dans leur "setup". Elle n'imprimera jamais, elle est juste là pour faire joli/geek... et prendre la poussière. Voila pourquoi, entre autre, j’appelle ça des "imprimantes de supermarché". Il y a quelques années c'était parfait pour mettre un pied dans l'impression 3D. La concurrence chinoise n'avait pas d'offres sérieuses. C'est révolu et leurs produits sont (plus) intéressants. A chercher à les concurrencer on parlera de vous comme DAGOMA, l'n-ième startup courbe de Gauss. clé-en-main / facile d'utilisation: ça reste une imprimante 3D. Dire que c'est simple d'utilisation est trompeur. Ceux qui s'imagine que ça fonctionne comme l'imprimante jet d'encre se désillusionnent rapidement; on est loin du je branche, je clique imprimer et j'ai le résultat. diffusion des firmwares: la licence GPL vous l'impose, il n'y a pas de gloire à en tirer. Qu'avez-vous apporté comme contribution à Marlin? Ça c'est un argument qui parlerait aux makers, mais ce n'est pas votre réelle cible commerciale. Un point positif tout de même, la diffusion des stl.1 point
-
Bonjour @Gazton, Pour les ajustements c'est plutôt simple. Tu commence par t'imprimer une pièce de calibration (genre une cube de 20x20x20), tu prends les mesures et tu fais un produit en croix entre la valeur actuel et la valeurs cible : STEPS_PER_UNIT_CORRIGE = STEPS_PER_UNIT_ACTUEL * VALEUR_CIBLE / VALEUR_ACTUEL Dans ton cas si tu as x=19.5 au lieu de 20 et en reprenant tes valeurs : #define DEFAULT_AXIS_STEPS_PER_UNIT {160,160,3200,882} STEPS_PER_UNIT_CORRIGE = 160 * 20 / 19.5 STEPS_PER_UNIT_CORRIGE = 164.102 Tu auras donc : #define DEFAULT_AXIS_STEPS_PER_UNIT {164.102,160,3200,882}1 point