Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/01/2019 Dans tous les contenus
-
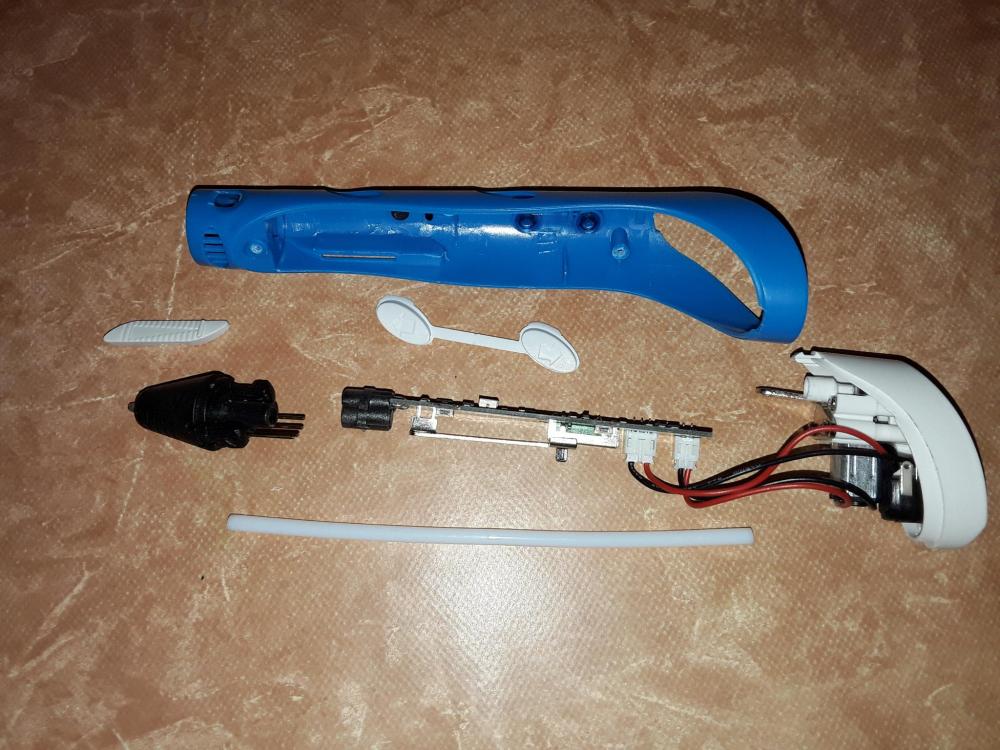
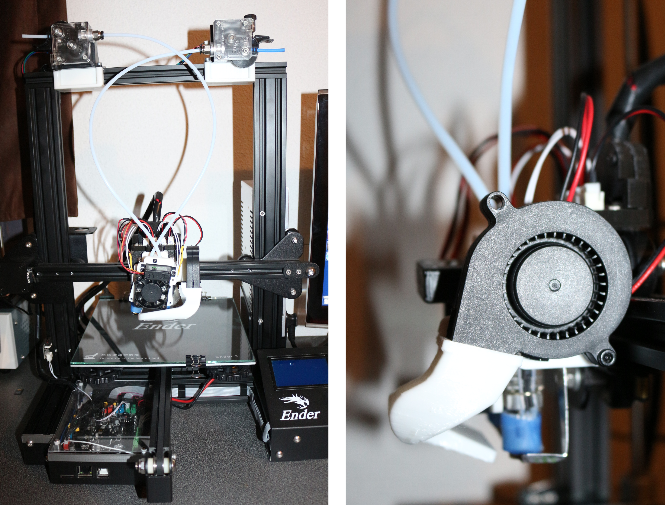
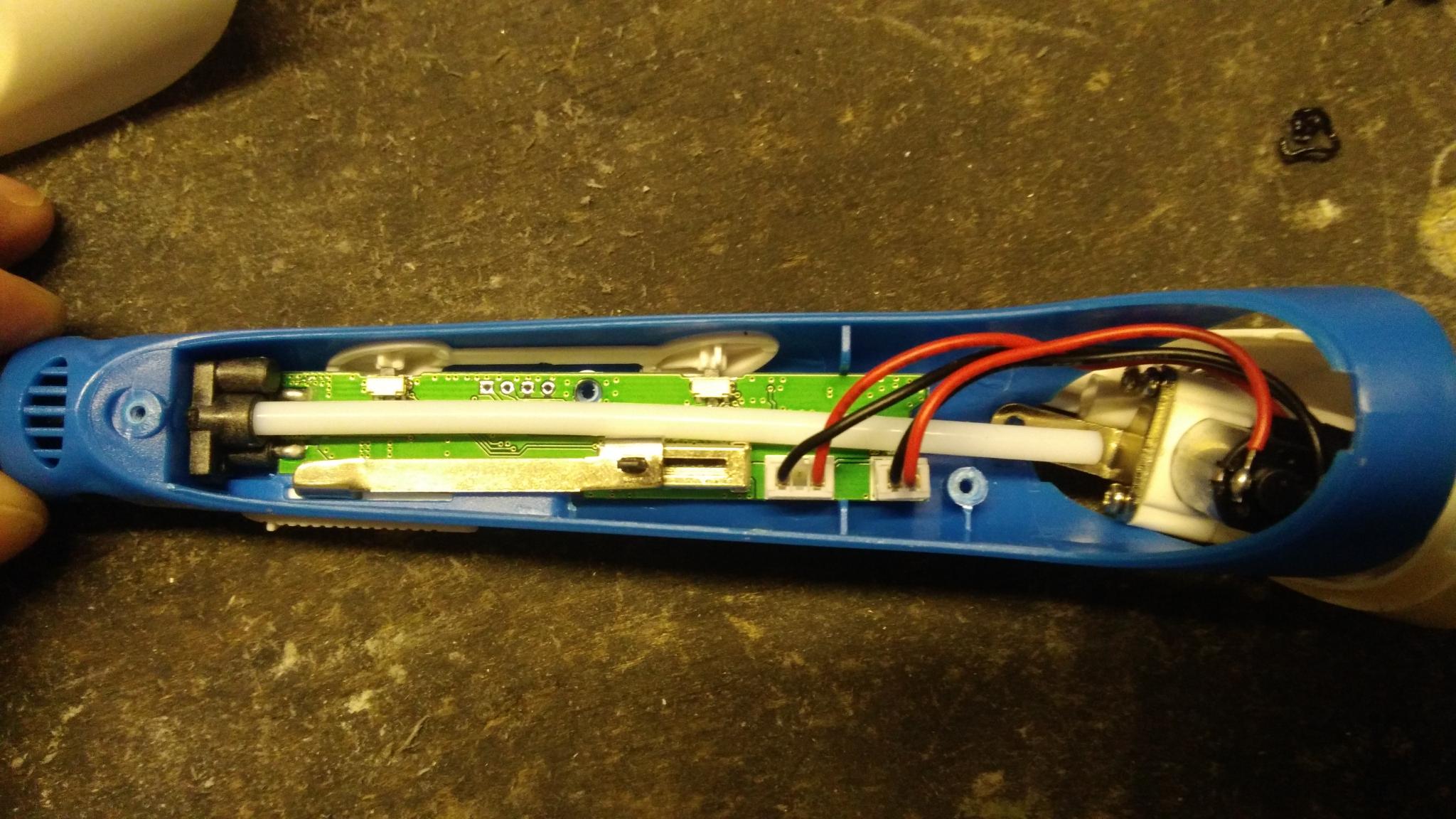
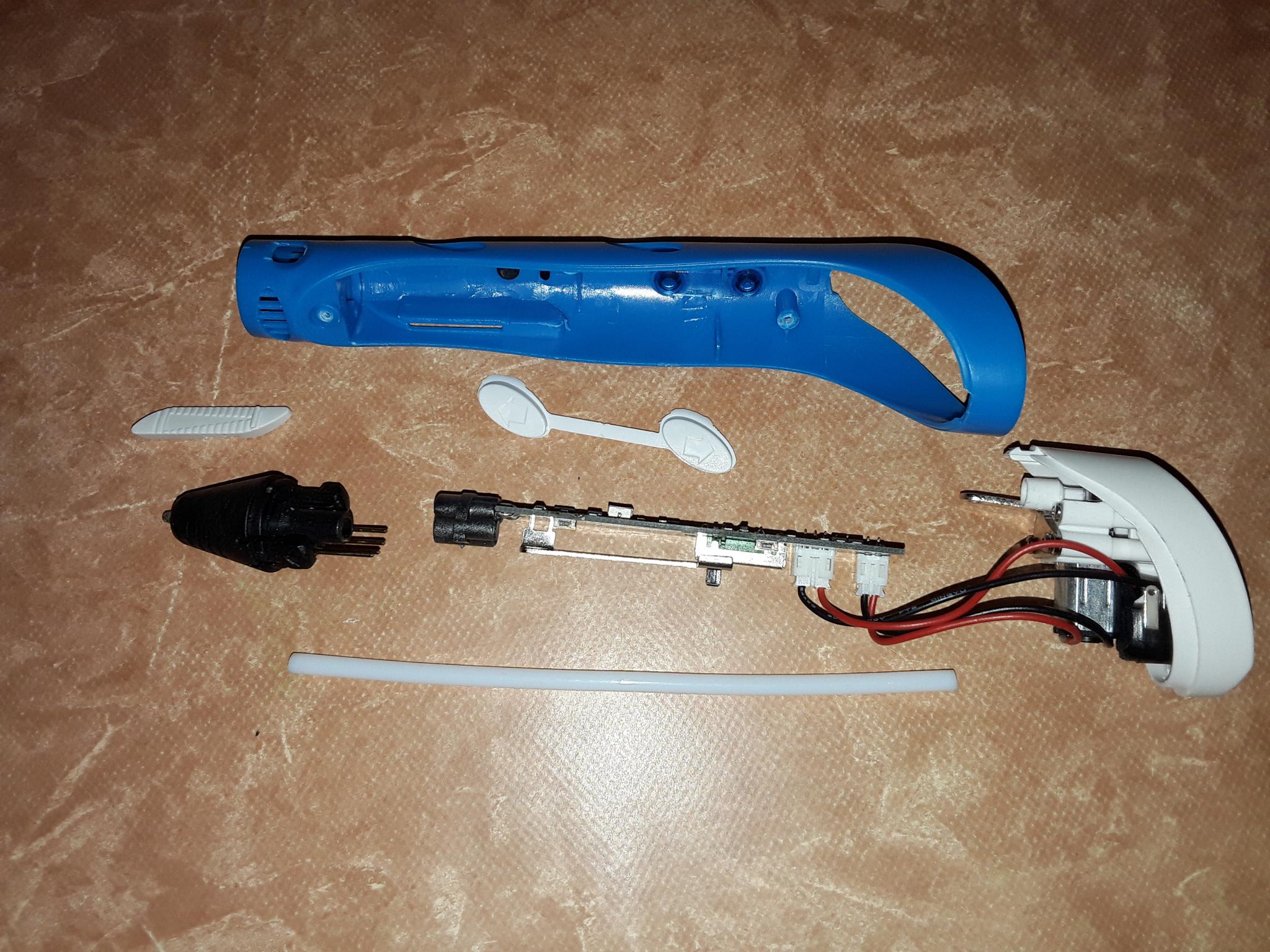
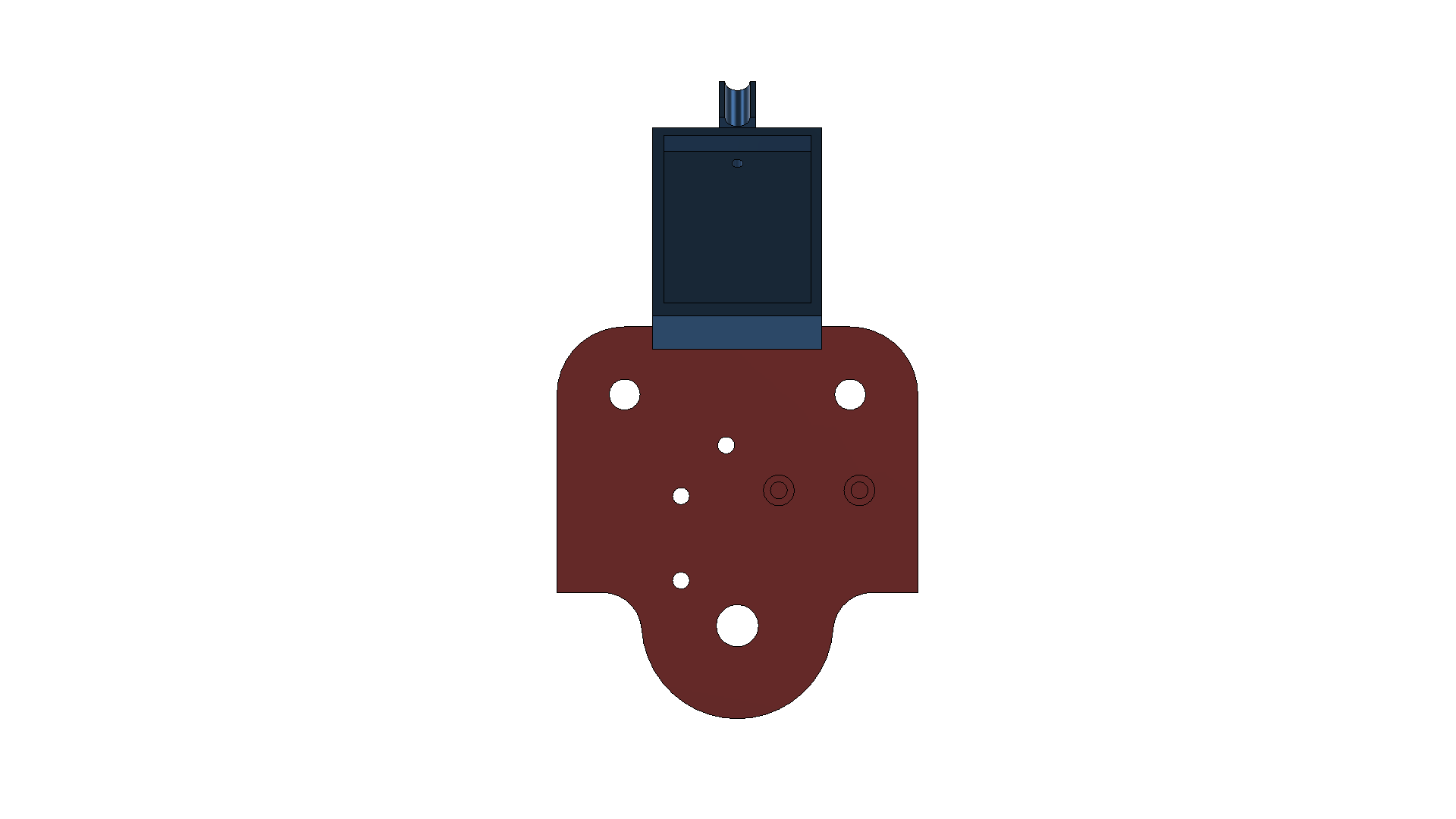
Hello, Alors que je me servais de mon stylo3D pour réparer un objet, le stylo s'est mis en carafe. Je l'ai démonté et j'en ai profité pour faire des photos. Il s'agit d'un VICTORSTAR. Voici le stylo avant démontage. A gauche, il y a le corps de chauffe Au centre, le tube PTFE (tenu par un cavalier que j'ai dévissé) A droite, il y a l'extrudeur Voici un éclaté. La conception est très simple et il se démonte assez facilement (sauf le cache noir de la buse qui demande d'y aller franco avec 2 tournevis plats). A ce stade, j'ai sorti mon multimètre et j'ai fait des mesures. Le stylo est alimenté en 12V. Les 4 tiges de contact sur la buse sont la résistance de chauffe (7.2 ohms) (broches extérieures) la sonde (broches intérieures) (il y a de fortes chances que ce soit une PT100, j'avais 125Ko lors de ma mesure) Lors de la chauffe, j'ai mesuré 4.8 Volts aux bornes de la résistance chauffante. Cette tension m'intrigue. Est ce la tension nominale ou du 5V avec une chute de tension ? EDIT : Voir ce message pour une nouvelle mesure de tension avec un oscillo. Avec un rapide calcul, j'obtiens le chiffre de 0.67 A (4.8/7.2) pour la consommation de la buse et 3.216 W ( ) pour sa puissance Avec ma caméra endoscopique, j'ai pris quelques photos. Sur les 2 photos suivantes, il y a la cause de la panne. Bouchon ! Voici la buse sans le cache noir. Après nettoyage L'ensemble est souple et c'est bien pratique. J'ai remonté en suivant les conseils de @Bosco2509 : bien rentrer le PTFE J'ai eu ce désagrément car le filament ne pouvais pas sortir librement. Dans la buse, le PTFE a reculé de plus d'un CM. Au niveau de l'extrudeur, le PTFE a avancé d'au moins 5mm et le filament s'est entortillé dans le stylo. La force de l'extrudeur m'impressionne. C'est, AMHA, un bon stylo, bien construit, simple à démonter (3 vis) et à nettoyer.









 1 point
1 point -
Bonjour, alors voila j'ai enfin tout réglé voila une des réalisations faite cette nuit, une en cour de réalisation et une terminé Filament : PLA Ivoire / Cromatik by Dagoma Slicer : Cura 15.04.3 Hauteur de Couche : 0,2mm, Densité de remplissage : 20%, Température d'impression (buse) : 210°C, Température du plateau : 60°C Vitesse d'impression : 50mm/s Temps d'impression : 13h36 Refroidissement : Oui / Ventilateur à 100%, Supports : Oui Adhérence du plateau : Radeau Modes Spéciaux : Non

 1 point
1 point -
@Artazole me suis fait la même réflexion que toi, rapport à l'inter façon années 60 de l'éclairage leds à pas cher acheté chez "Lideul". J'ai viré ce truc pas beau et refait un boîtier pour y intégrer un petit inter de récup (@Jean-Claude Garnier appréciera ) identique à l'inverseur éclairage tête d'impression/gros machin qui éclaire toute l'imprimante. Un peu plus pratique, plus esthétique, mais plus bidouille façon kéké de la bécane,... puis pendant ce temps, je suis dans ma caverne et personne vient m'emmerder Demain, j'y colle un spoiler, des jantes larges et une peinture métallisée
 1 point
1 point -
Applique donc la loi d'Ohm! << -- Voir ici -->> C'est sur que tu auras 12V au point de jonction de tes 2 résistances mais pas très longtemps car devine ce qui va se passer....1 point
-
Salut, Je t'invite à relire ce topic attentivement car tes questions y ont leurs réponses que même un "noob" peut comprendre Bonne lecture1 point
-
ah, et j'ai failli oublier, le tuto ultime :1 point
-
utilises la fonction rechercher du forum... et ma ptite video a moi :1 point
-
Quand-même, c'est aussi peut être parce que tout est un peu trop serré, non? Parce que depuis 2ans chez moi, aucun graissage, pas d'usure notable, et ça roule toujours aussi bien. C'est difficile à comprendre ces différences d'une machine à l'autre...1 point
-
oui, Si tu imprimes un modèle avec une hauteur de couche fixe (0.3 par exemple), tu remarqueras que les couches sur les parties verticales sont moins visibles que sur les parties inclinées. Si tu imprimes le même modèle avec des couches plus petites (0.1 par exemple), tu remarqueras aussi que la durée d'impression est beaucoup plus grande. L'intérêt d'utiliser les couches adaptatives est d'améliorer la qualité globale de l'impression tout en n'augmentant pas trop la durée d'impression.1 point
-
Oui c'est ça, y'a que le Homing Z qui est plus rapide, mais c'est lui le plus chiant Non, juste une 400.... Mais je vais rarement tout en haut ! Si qu'un jour je mets des vis trap', ça sera rien que pour ça Mais j'ai d'autres projets en cours, ça attendra.1 point
-
Hello tous ! Quelques petites améliorations : la bascule est opérationnelle avec son système de ventilation auxiliaire (je remercie particulièrement @JL3D46 pour son aide précieuse). Il m'a fallu intégrer une alimentation externe 5V pour le servo. Celle-ci pourra être utilisée pour d'autres périphériques (pi, bl touch, led ...). J'attends d'ici peu un tft 32. Son intégration va me permettre de libérer 2 pins pwm sur la mks sbase : pilotage du servo d'un bl touch, câblage d'un moteur supplémentaire ...
 1 point
1 point -
oui, il faut le changer, le jack de l'alim est passé au format 2.1 à 2.5 Après, essaye de brancher sans le changer, si ça "flotte" dans la prise, il faut changer.1 point
-
localisation faite1 point
-
Hé voilà petite commande de chez Smartcub3D arrivée y a plus qu'à tout monté . Par contre pour l'alimentation haute qualité il y a le boitier d'allumage en plus faut t'il le changer ?
 1 point
1 point -
merci je comprend mieu .... ouep je suis preneur de photos pour le 5v ... le micro contrôleur tourne en 5V le lcd aussi, tout comme le ch340, le 74hc de la carte sd aussi ... on rentre en 12v pour les moteur et les deux éléments chauffant et le 5v est fabriquer a partir du 12v, sur une anet le +5v usb est couper mais sur une tornado en usb la carte démarre avec le lcd juste tu ne peut pas faire de mouvement ou chauffer un éléments1 point
-
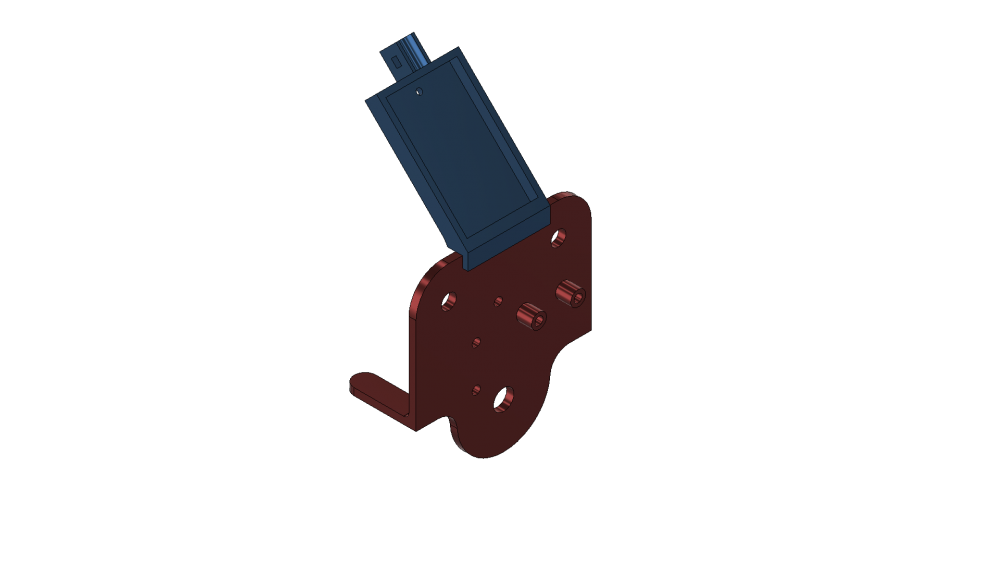
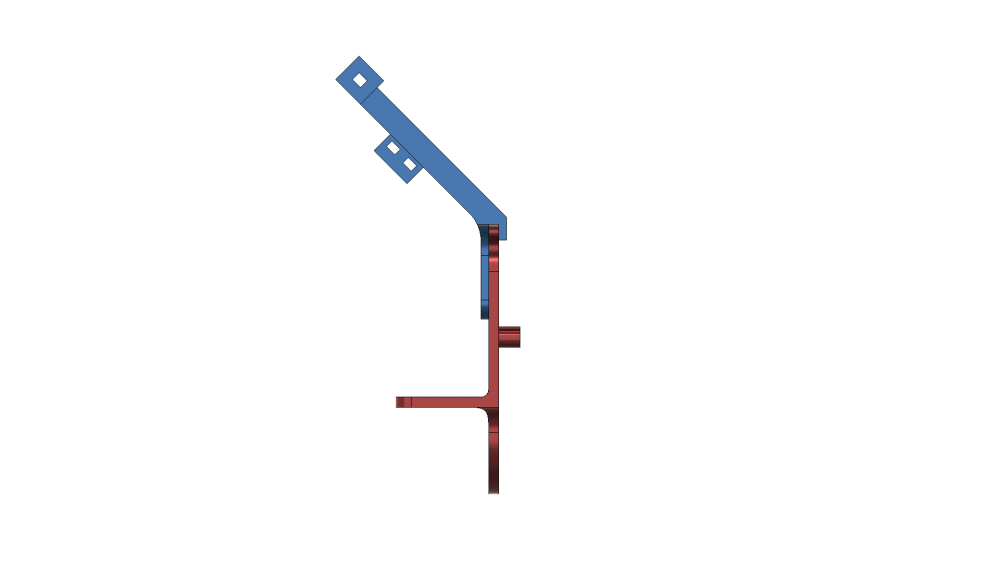
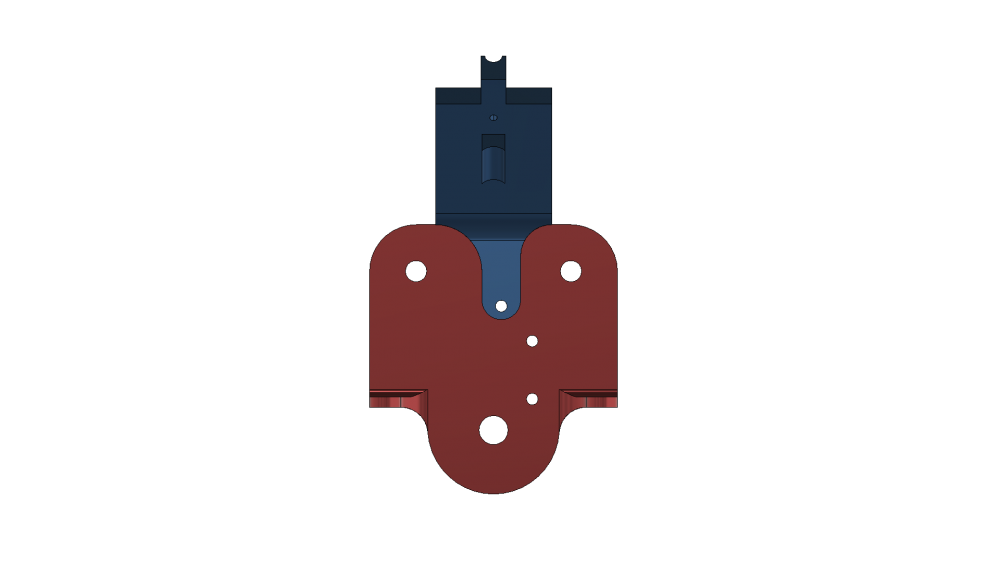
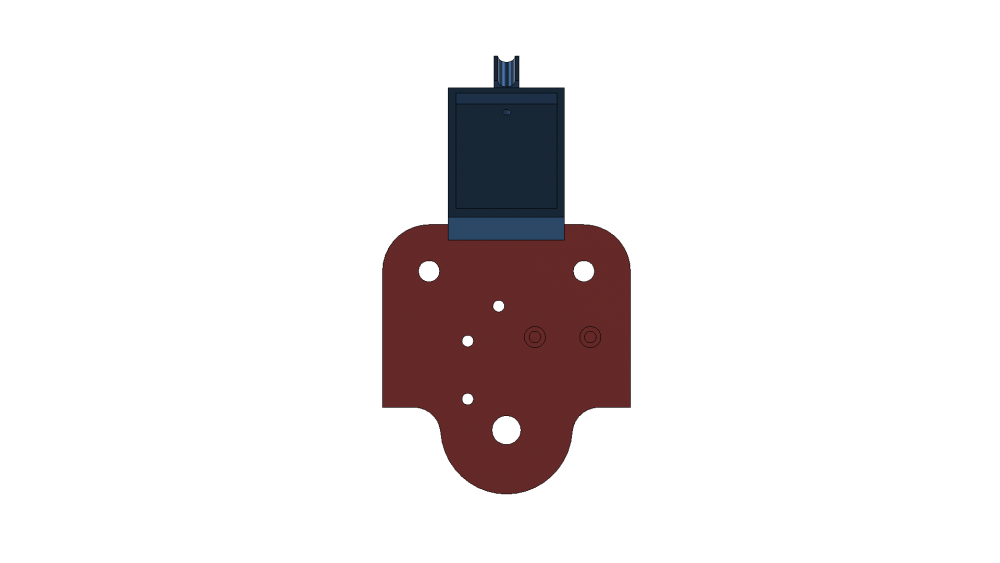
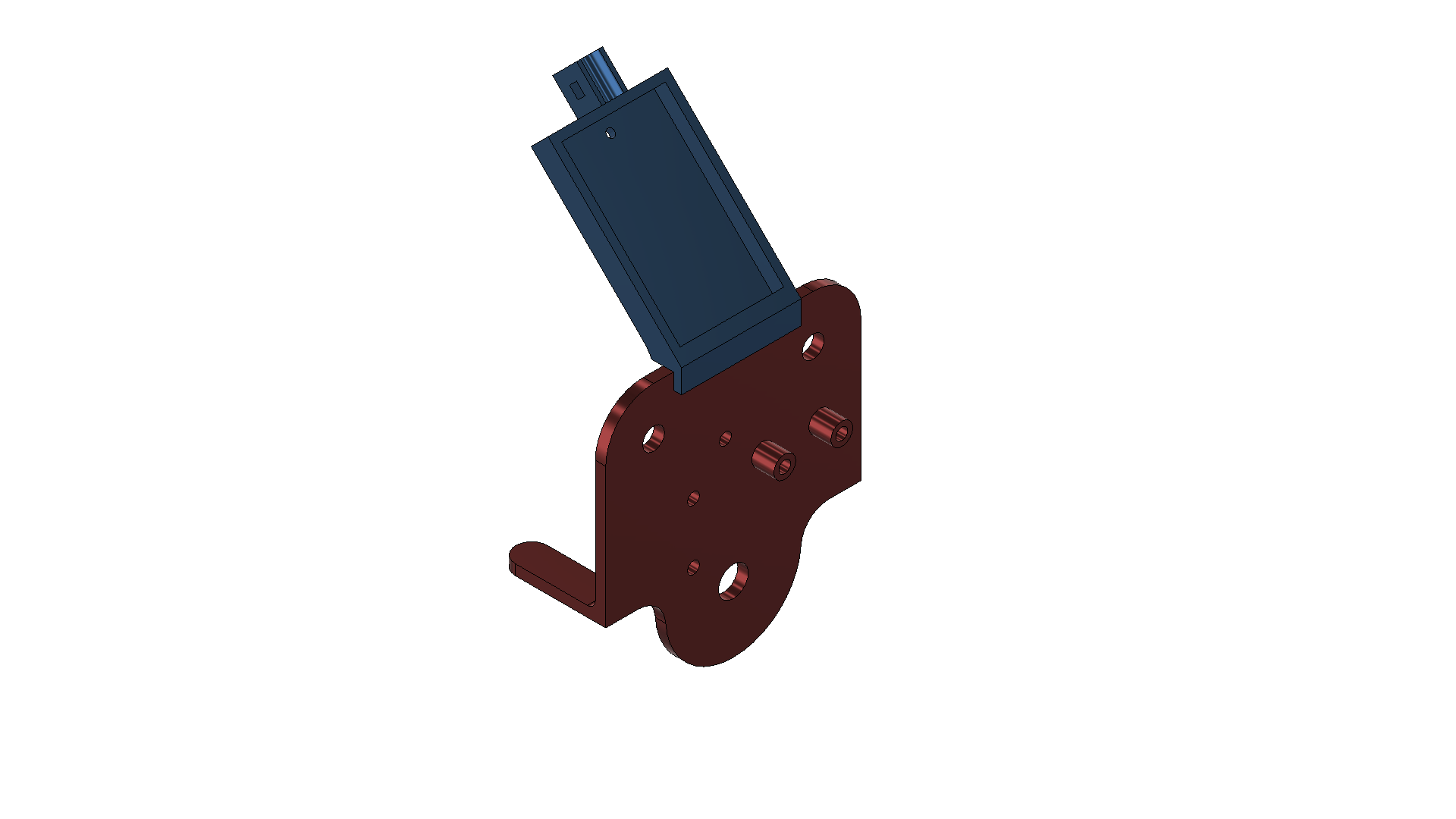
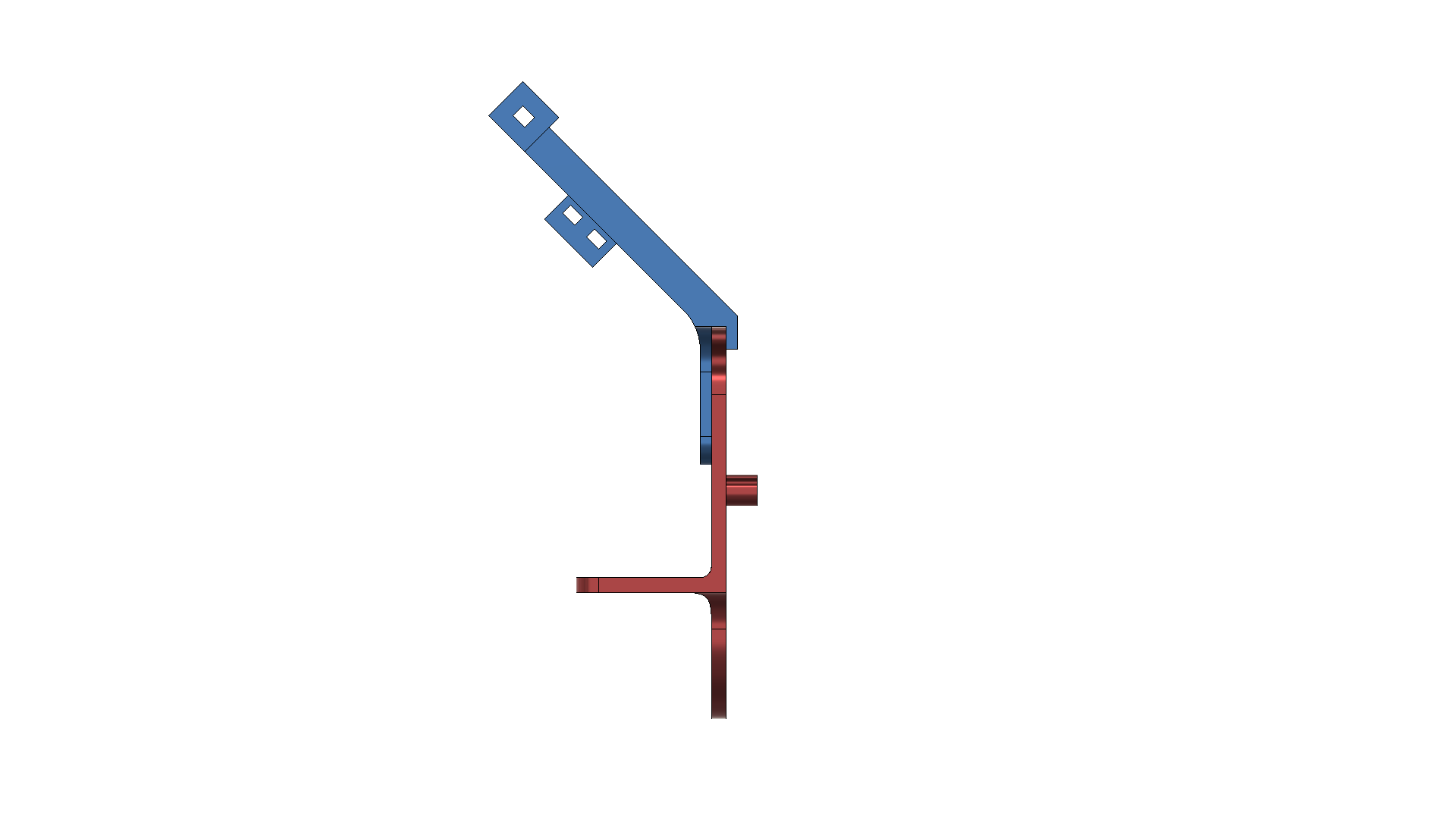
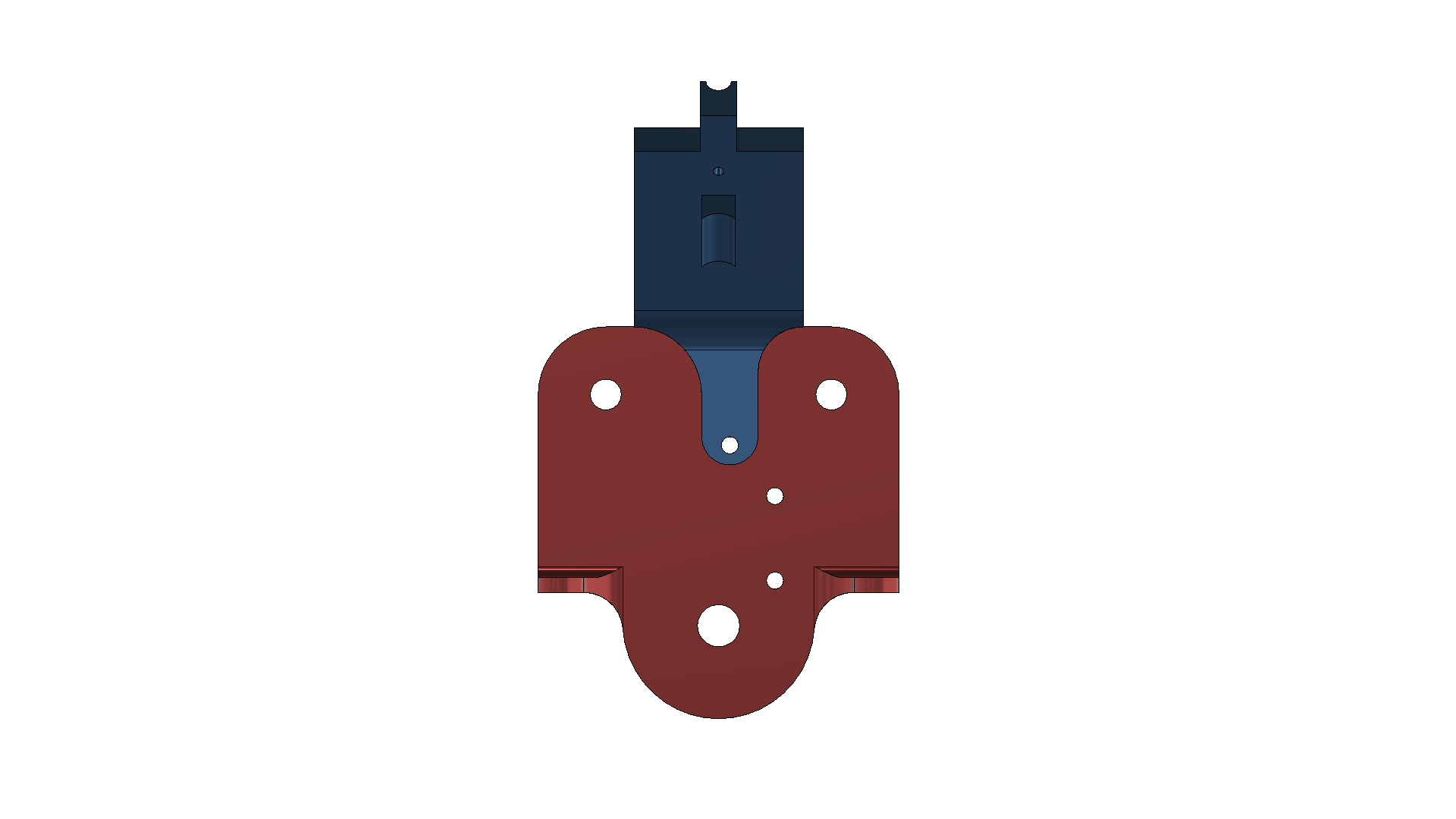
Voilà, je t'ai fait une première version à tester. Je l'ai faite sur le modèle de celle que je possède et que @rmlc460 à dessiné. Le petit support en haut est pour le tube PTFE, celui d'en dessous pour le faisceau électrique. Je te laisse le soin de trouver quel sens est le plus adapté pour l'imprimer mais quel que soit ton choix il te faudra mettre des supports. Comme toujours, pièce disponible via le lien en première page ! J'attend ton retour pour savoir si ça va ou s'il y a des modifs à faire !
 1 point
1 point -
Oui ça doit être jouable sans problème !1 point
-
Bonsoir à tous Je me permets une requête pour @deamoncrack car de mon coté je suis une quiche avec Fusion serait-'il possible de nous concevoir un support pour le PCB de Janpolanto sans chariot pour l'adapter sur celui d'origine. merci d'avance Cordialement JC1 point
-
une carte mere sur aliexpresse coute 25e ..... et pour moin de 30E tu peut avoir une vrai carte mega, ramps, lcd 12864, et les drivers .... je dit cela juste au cas1 point
-
En lisant le manuel de la GT2560, il est apparemment possible de l'alimenter en 12 ou en 24 v: https://www.geeetech.com/Documents/Users Manual of GT2560.pdf1 point
-
non, pas vraiment ; c'est destiné à améliorer la qualité d'une impression tout en diminuant la durée d'une impression. La hauteur de couche va varier le long de l'axe Z. Les sections verticales du modèle vont être imprimées de manière plus grossières que les parties inclinées. Pour les réglages dans cura : tu peux mettre par exemple une hauteur de couches à 0.2 dans "Qualité" et une Variation maximale des couches adaptatives à 0.1. La hauteur des couches variera entre 0.1 et 0.2.1 point
-
Oh oh oh ! Allons les enfants, c'est pas un post pour insulter et s'énerver ^^ chacun a son avis et moi je respecte ça Cela ne sert à rien de s'énerver pour si peu les amis Vous pouvez fermer le sujet les modos, merci1 point
-
Je ne la dénigre pas sur cette vidéo mais sur d'autres, en plus je ne suis pas le seul si tu regardes bien, alors ton opinion sur moi je m'en bas les.... Il se trouve que j'ai repéré plusieurs erreurs dans ces vidéos (oui, au pluriel sur vidéos). Quand à ce fameux "lissage", tu peux l'obtenir sans les smoothers, il suffit de savoir régler l'accélération et le jerk. C'est la même chose que les anti wobbles, ça ne corrige que le symptôme; pas la vraie cause. La preuve si tu regardes la photo que tu as partagé, tu verras que ça n'est que gommé, moins visible, mais c'est toujours là.1 point
-
Hello, J'ai un doute sur le protocole utilisé pour la prise de mesure. Durant la première mesure, le plateau bouge vite. Durant la seconde mesure, le plateau bouge à peine. Cf la vidéo ci dessus à 5:171 point
-
Mise a Jour du support ! - Ouverture du fan duct pour plus de visibilité - Fan duct en 2 parties, assemblage par aimants - Réglage/Ajustement en hauteur Manque plus qu'une petite led Le visuel 3D sur sketchfab >https://sketchfab.com/models/6dcd191e7b324c6cb586e7f4f8bb3cd0 En bonus, un video pour controler l'efficacité de la soufflerie . STL Dispo içi .... trés bientot Water test AiO.mp4



 1 point
1 point -
Tout de même, c'est bizarre... Depuis que j'ai acheté préventivement mes bandages (noirs), il y a près d'un an... eh bien je n'ai pas eu besoin de les changer. Pourtant, ma machine tourne tous les jours. La seule différence, peut-être, avec vous, c'est que mon lit est en 220, et que j'ai mis une isolation de 3mm en coton dessous. Mais je vois mal une si faible épaisseur avoir un résultat aussi parlant. Je pencherais donc plutôt pour un problème de réglage trop serré.1 point
-
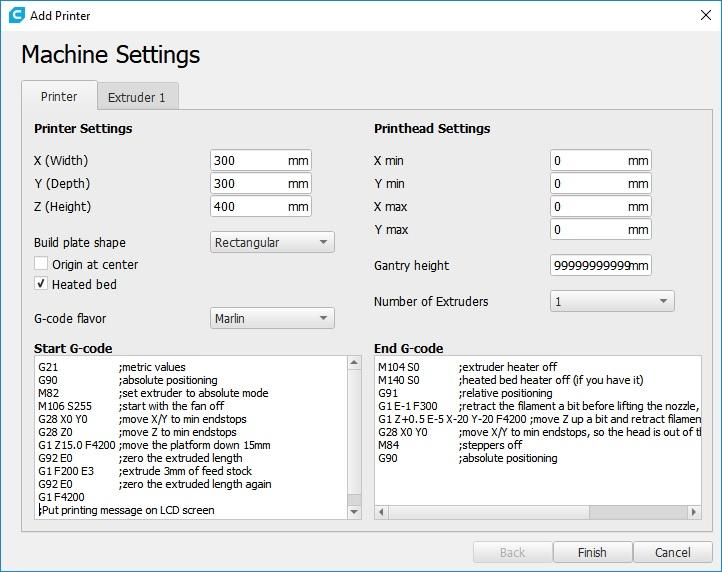
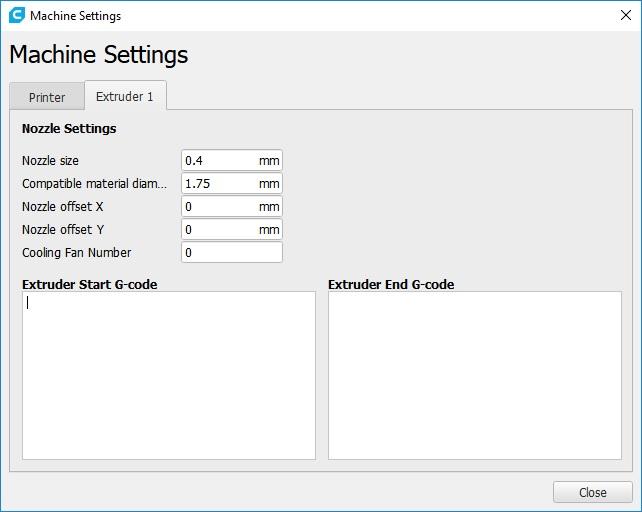
Nous allons maintenant passer au calibrage de l'imprimante pour améliorer la qualité et le bon fonctionnement de celle-ci Calibrage de l'extrudeur La quantité de filament poussé dans la tête d'impression est réglée par l'extrudeur (la petite molette crantée qui pousse le fil dans le tube transparent) Un sujet est consacré à cela ICI En résumé Allez dans le menu "More" Allez dans le menu "Settings" Et appuyez sur la flèche de droite jusqu'à trouver "E (Steps/mm)" Notez la valeur (exemple : 98) Sur votre filament mesurez entre l'entrée du capteur de fil et le rouleau 15 cm (150mm ^^) à l'aide d'un pied à coulisse ou d'un réglet Faite une petite marque avec un feutre ou mettez un bout de scotch Dans le menu "Extrude" faite chauffez votre tête comme vue précédemment à 205/210° Réglez votre "pas" sur 10 en appuyant plusieurs fois sur la règle en haut à droite Appuyez 10 fois sur +E au dessus du mot "Jog" (Du fil va sortir de votre tête et la roue dentée vas tourner, attendez qu'elle ai finit entre chaque pression sur +E pour ne pas en rater une ) Reprenez la mesure entre l'entrée du capteur de fil et votre marque Il suffit maintenant de faire une règle de 3. Exemple : Step du E : 98 Valeur mesurée : 58 mm Valeur attendu : 50 mm Calcul : ((150-valeur attendu)*Step du E)/(150-Valeur mesurée) = Nouveau Step du E dans notre exemple : ((150-50)*98)/(150-58) = 106,5 Retournez dans le menu "More" -> "Settings" -> "E (Steps/mm)" et après avoir mis en surbrillance ce dernier en cliquant dessus cliquez sur le bouton "marteau" Vous pouvez maintenant renseigner la nouvelle valeur en essayant d’être au plus proche. Refaite un essaie et recommencez les mesures pour obtenir quelque chose de correct et le plus proche possible de la valeur attendue. Conseils C'est long et pas super amusant, mais c'est important ne négligez pas cette étape De plus au début, ce n'est pas simple d'obtenir le bon "pas" exact... L'idée étant d'avoir la meilleur valeur possible. Dites vous que de toutes façon il y aura des variations avec les réglages de Flow et de Température que l'on verra plus tard. Réglage de CURA Avant d'imprimer ses premières pièces de test (ou autres) il va falloir les "slicer". Il existe de nombreux logiciel qui permettent de le faire, je n'aborderais que celui que je connais c'est à dire ULTIMAKER CURA que vous pouvez télécharger ICI Une version 15.04.3 de Cura est présente sur la carte SD d'origine ainsi qu'un profile pour la U20. Certain ont eu des soucis avec la version 3.5.0 et personnellement j'utilise la version 3.6.0 sans problème. Après l'installation (basique à base de "Je suis d'accord avec les CGV" et de "Suivant, Suivant, Suivant") vous pourrez lancer le logiciel Au premier Lancement le logiciel vous demandera d'ajouter une imprimante, sélectionnez "Custom" et indiquez le nom de votre imprimante dans "Printer Name" Vous arriverez dans les Settings de votre imprimante, dans l'onglet "Printer" voici ce qu'il faut mettre : Voici le Start G-code : G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M106 S255 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F4200 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F4200 ;Put printing message on LCD screen M117 Printing... et le End G-code : M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F4200 ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning (Issue directement des fichiers G-code de la carte SD d'origine ) Et dans l'onglet "Extruder 1" Voila, Cura est configuré Si vous voulez, pour plus de simplicité, vous pouvez allez dans les préférences de Cura et changer la langue en Français. Calibrage du Flow et Premiere impression d'un "Thin wall" Voila, vous allez maintenant pouvoir "Slicer" vos propres modèles 3D. Et on va commencer tout de suite avec un cube "Thin wall" Commencez par télécharger le "thin wall" correspondant à notre buse : 0.4 sur Thingiverse : https://www.thingiverse.com/thing:342198 dans le zip, et dans le répertoire "files" il y a un fichier nommé "0.4mm_Thin__Wall_calibration.stl", glissez le dans Cura En mode de configuration de l'impression "Recommandé", vous n'avez qu'à changer la "Hauteur de la couche" pour la mettre à 0.2 Passez en mode "Personnalisé" puis dans la partie "Rechercher..." tapez "Imprimer parois fines" et cochez la case (sinon, les mures seront trop fin et Cura décidera de ne pas les imprimer ) Insérez votre carte SD dans le lecteur USB et le Lecteur USB dans votre PC Cliquez sur "Préparer" Enregistrez le fichier sur le support amovible puis éjectez le. Il vous suffira ensuite de remettre la carte SD dans votre imprimante et de lancer l'impression. Bravo vous avez un magnifique Cube en thin wall Calibrage du flow Il reste maintenant à calibrer l'imprimante à l'aide de votre cube. Pour cela on va réutiliser la même méthode que pour l'extrudeur une règle de 3 Dans cura, passez en mode "Personnalisé" Allez dans l'onglet "Matériau" Puis cliquez sur l'engrenage pour afficher les differents paramètres et coché "Débit" (si ce n'est pas le cas) Mesurez (à l'aide d'un pied à coulisse, c'est ce qu'il y a de plus précis) l'épaisseur d'une paroi du cube (ATTENTION, le stl proposé possède 2 murs à 0.4 et 2 autres murs plus "aléatoires". Il faut bien sur mesurer les murs les plus fins.) Il suffit maintenant de faire une règle de 3. Exemple : Valeur du débit : 100% Valeur mesurée : 0.6 mm Valeur attendu : 0.4 mm (taille de la buse) Calcul : (valeur attendu*Valeur du débit)/Valeur mesurée = Nouvelle Valeur du débit dans notre exemple : (0.4*100)/0.6 = 67% Modifiez le Débit en conséquence Impression d'un cube XYZ On continue avec le Cube de calibrage pour régler les 3 autres Steps Commencez par télécharger Cube de calibrage sur Thingiverse : https://www.thingiverse.com/thing:1278865 dans le zip, et dans le répertoire "files" il y a un fichier nommé "xyzCalibration_cube.stl", glissez le dans Cura Insérez votre carte SD dans le lecteur USB et le Lecteur USB dans votre PC Cliquez sur "Préparer" Enregistrez le fichier sur le support amovible puis éjectez le. Il vous suffira ensuite de remettre la carte SD dans votre imprimante et de lancer l'impression. Bravo vous avez un magnifique Cube XYZ (ou pas ) Calibrage des axes XYZ Il reste maintenant à calibrer l'imprimante à l'aide de votre cube. Pour cela on continue les règles de 3 Retournez dans le menu "More" -> "Settings" -> "X (Steps/mm)" et après avoir mis en surbrillance ce dernier en cliquant dessus cliquez sur le bouton "marteau" Mesurez (à l'aide d'un pied à coulisse, c'est ce qu'il y a de plus précis) la largeur (attention : pas la hauteur) de la face avec le X Il suffit maintenant de faire une règle de 3. Exemple : Step du X : 80 Valeur mesurée : 22 mm Valeur attendu : 20 mm Calcul : (valeur attendu*Step du X)/Valeur mesurée = Nouveau Step du X dans notre exemple : (20*80)/22 = 72,8 Renseignez la nouvelle valeur du Steps de X et Sauvegardez. Refaite la même manipulation pour de Y et le Z Vous pourrez relancer une impression du cube pour Tester que les ajustements on bien fonctionné. Calibrage de la température d'impression Ce calibrage consiste simplement en l'impression d'une tour pour voir à quelle température il convient d'imprimer Commencez par télécharger la tour de @PrBifidus : U20_180-220_PLA_Temp_calibration (limité 195-210).gcode Insérez votre carte SD dans le lecteur USB et le Lecteur USB dans votre PC Copiez le fichier sur la carte SD puis éjectez la. Il vous suffira ensuite de remettre la carte SD dans votre imprimante et de lancer l'impression. A vous de voir qu'elle température semble donner le meilleur résultat pour le PLA testé Conseils Vous devez refaire ce calibrage pour chaque nouveau filament que vous installerez (chaque filament possède ses propres contraintes) Voila, nous avons maintenant calibré les parties les plus "importantes" de votre imprimante Félicitation
 1 point
1 point -
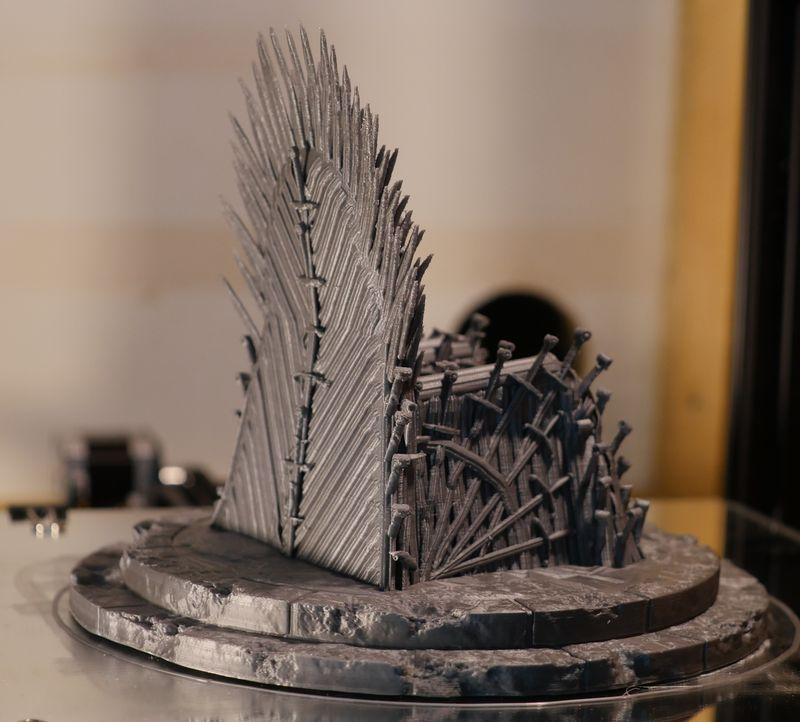
Ma première grosse impression (62h...!) pour une fan, rien que les marches ont pris 24h, le mec qui à fait le modèle a ajouté énormément de détails ce qui complique la vie de la CR-10. Le lien vers "Iron Throne with another base" Température d'impression : 200° Température du lit : 60° Support : non Surface d'impression : plateau chauffant + colle uhu Filament : PLA shining silver ColorFabb Slicer : cura 3.1 Temps : 62h La colle est vraiment bien j'ai pu le décoller une fois le plateau refroidi sans aucunes difficultés

 1 point
1 point -
C'est dommage de ne pas savoir comment0 points

















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)