Classement


Contenu populaire
Contenu avec la plus haute réputation dans 11/04/2019 Dans tous les contenus
-
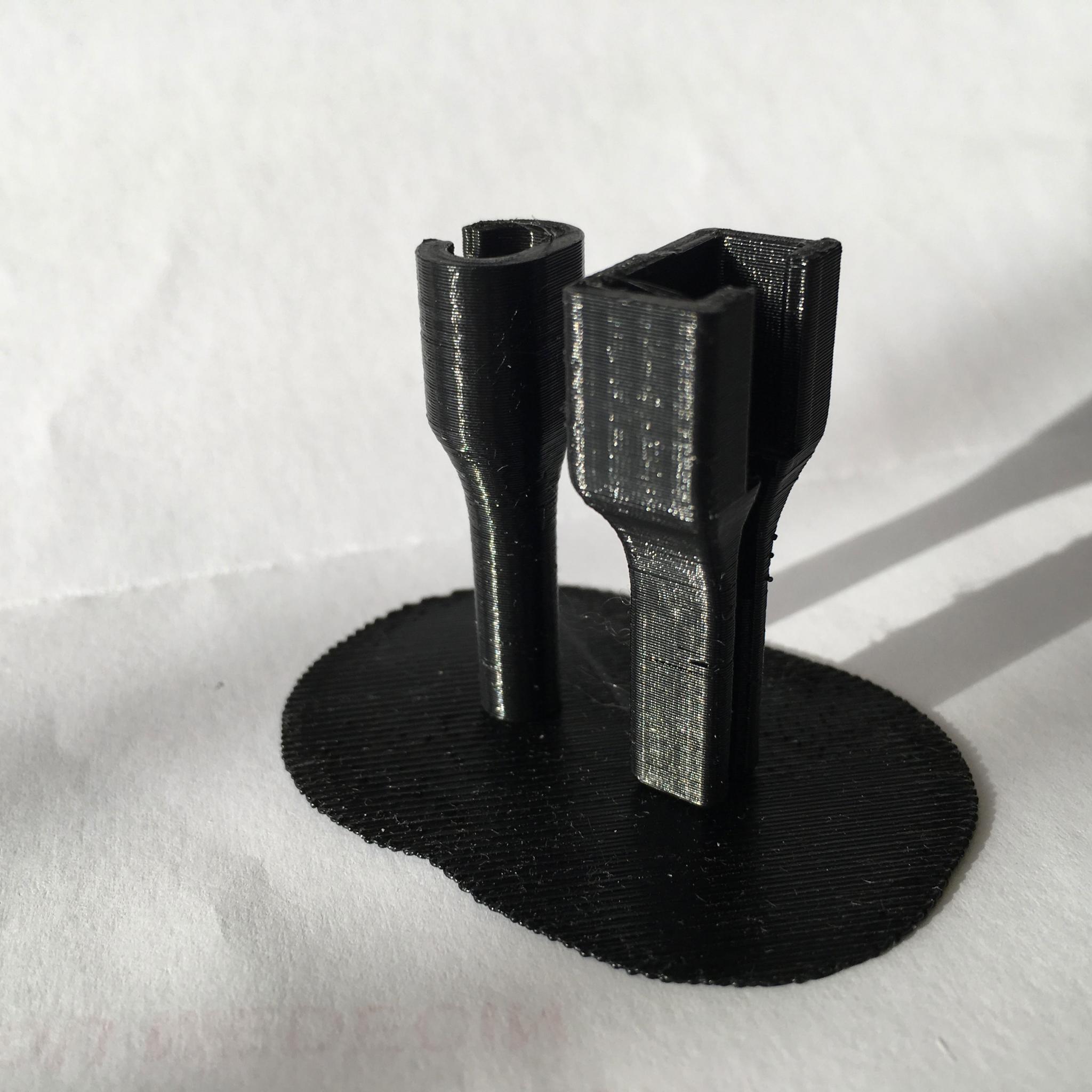
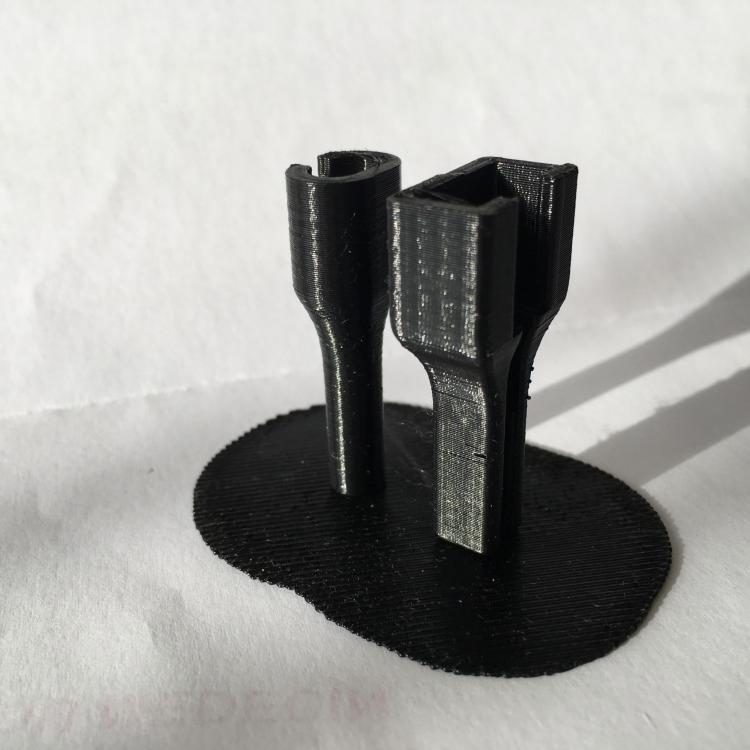
Hello @Yo', @Metalzoid @fran6p @Nenex Rentré hier de l'étranger, j'ai un peu bossé sur l'imprimante. D'abord la calibration de l'extruder et ça ne m'a pas été très facile mais c'est fait. Petite impression pour voir si il y avait de gros changement suite à cette calibration et bien oui. Le jour et la nuit . Un très très grand et très sincère merci pour votre aide vos liens qui m'ont permis de faire un petit pas en avant. Impression comme le suggère @Metalzoid cura en mode recommandé et voici en images le résultat. Vous z'allez dire que je suis têtu, encore ces p'tites pièces à la mord moi l'noeud mais j'y tenais. Prochaine étape calibration des axes X,Y et Z vu le temps que j'ai mis pour l'extrudeur les axes seront calibrés pour les vacances d'été .
 2 points
2 points -
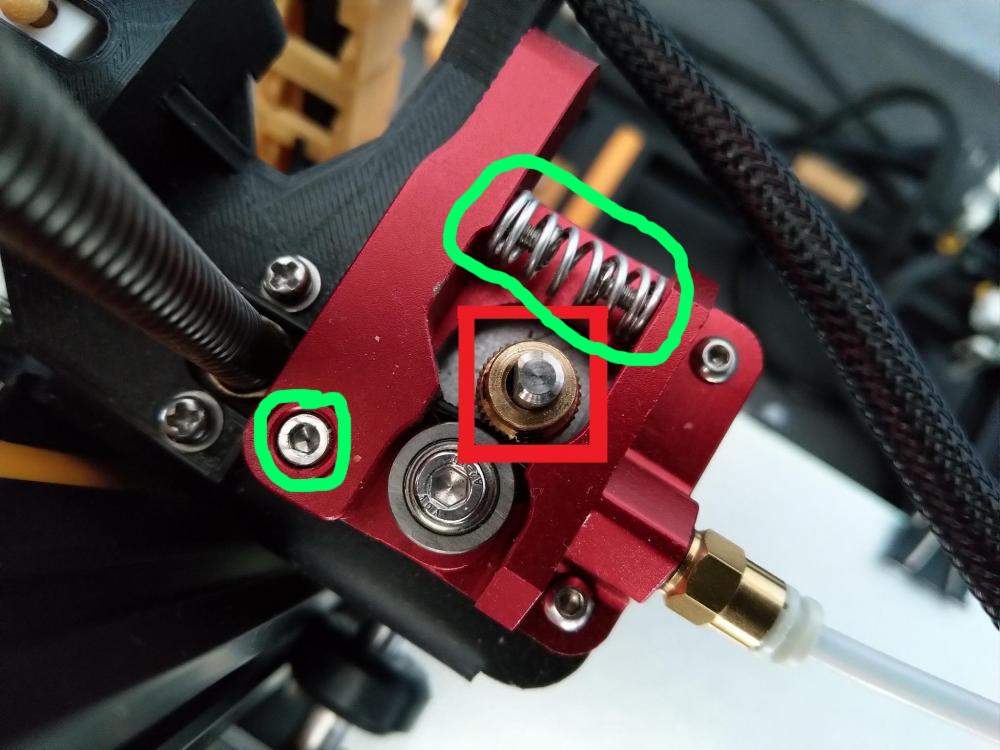
Problème résolu !!! Ressort pas assez tendu... Du coup j'ai serré le pignon en position bien serré. Et voilà plus de vague... Bilan: Problème mécanique de niveau -1 Merci à tous pour vos remarques et à bientôt
 2 points
2 points -
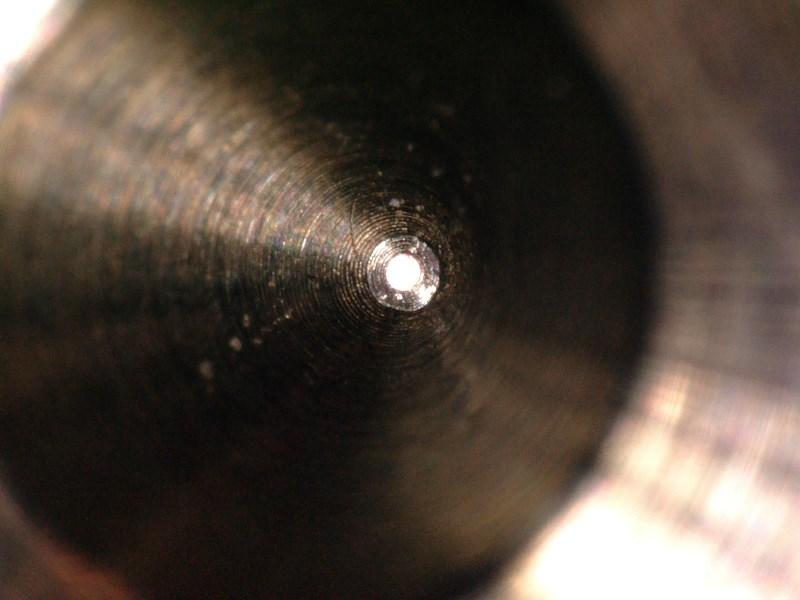
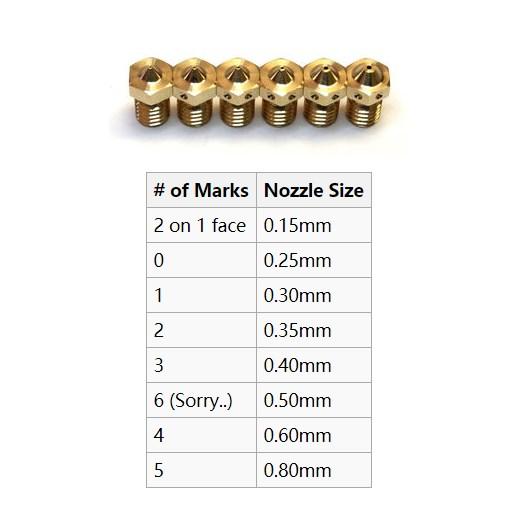
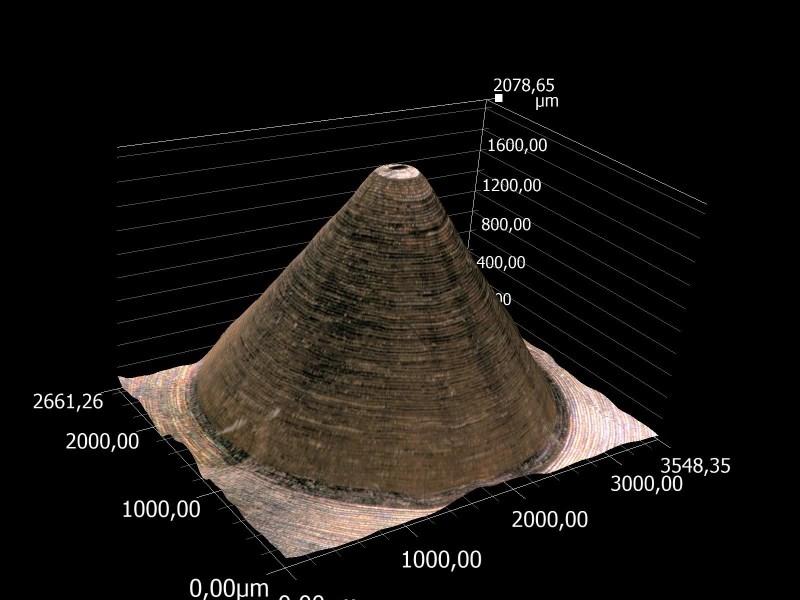
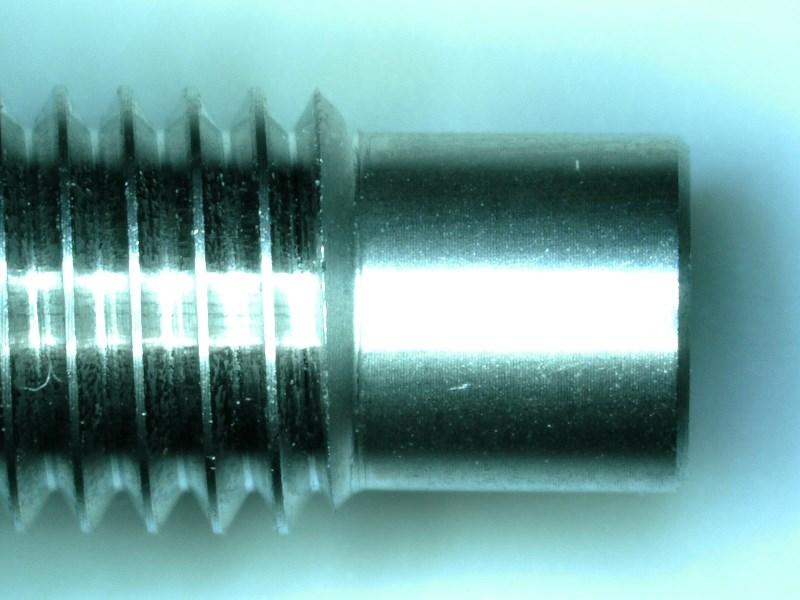
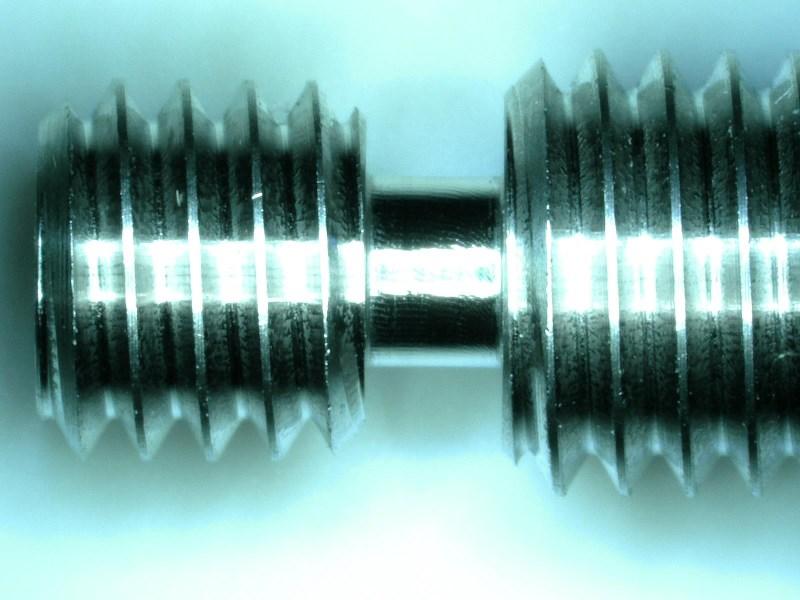
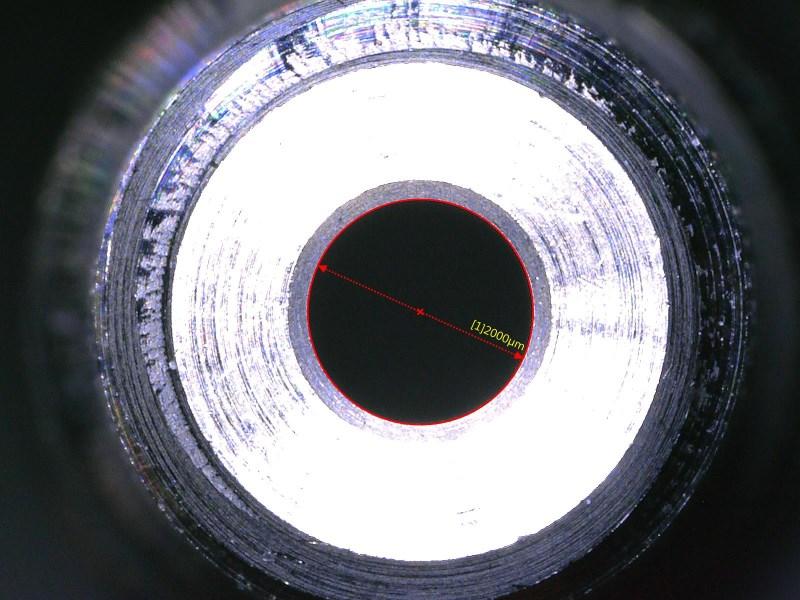
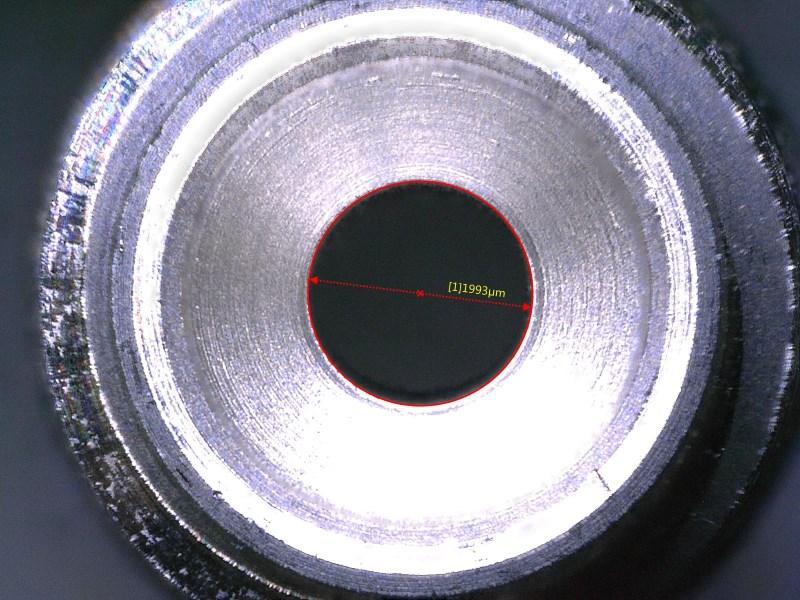
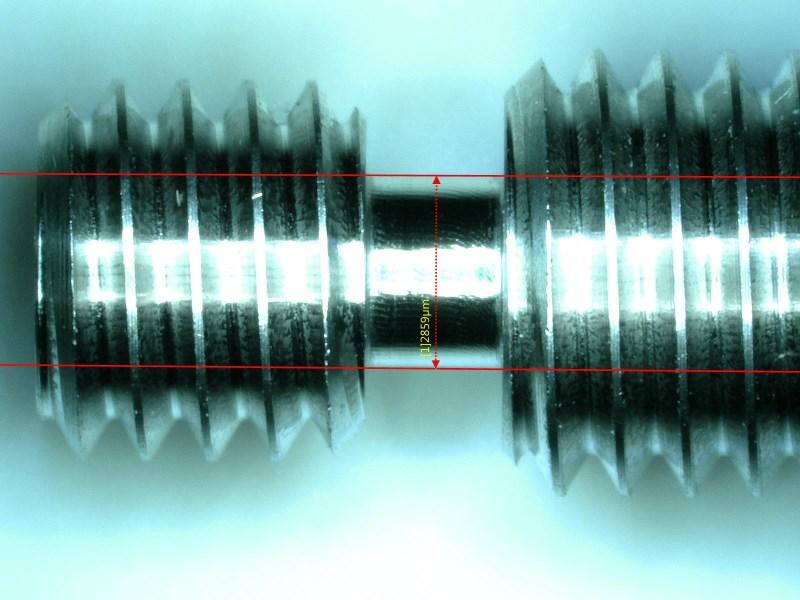
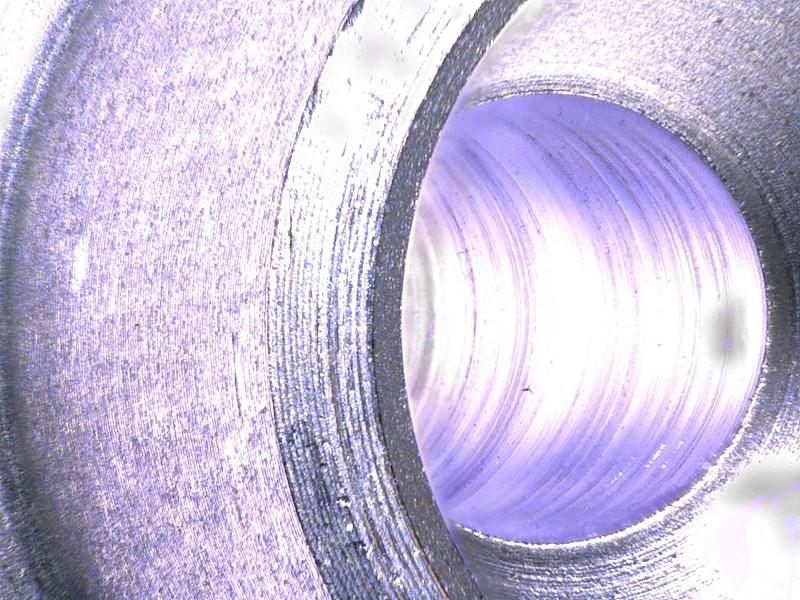
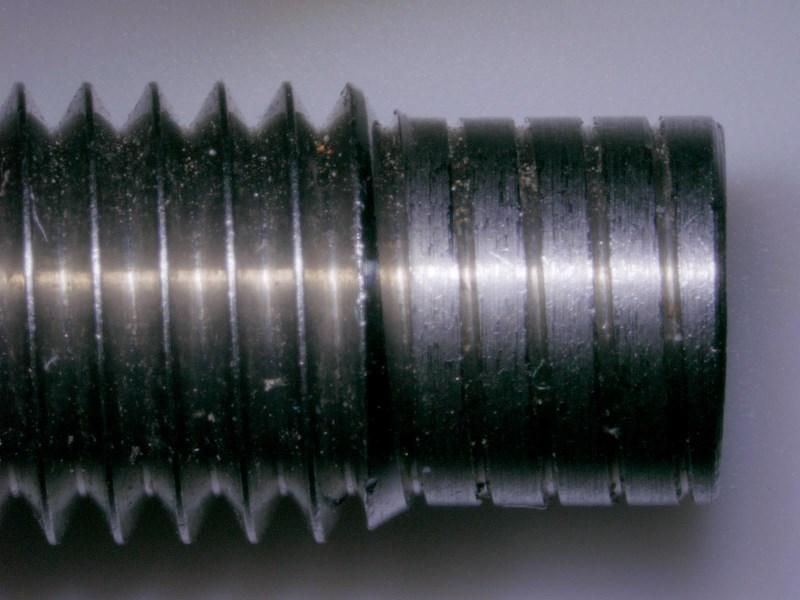
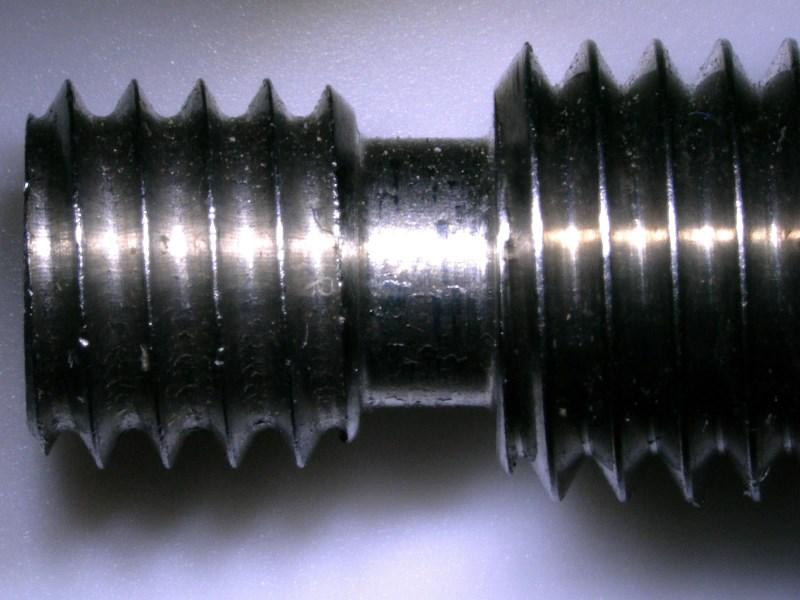
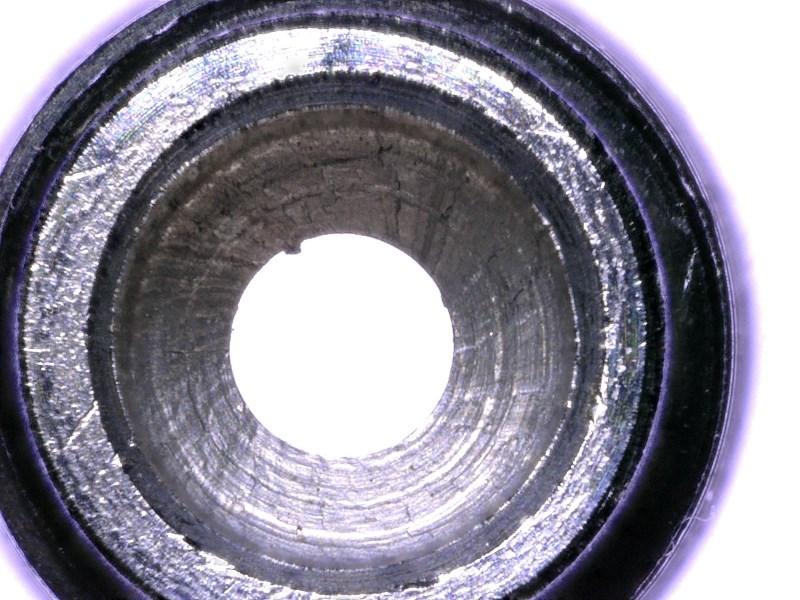
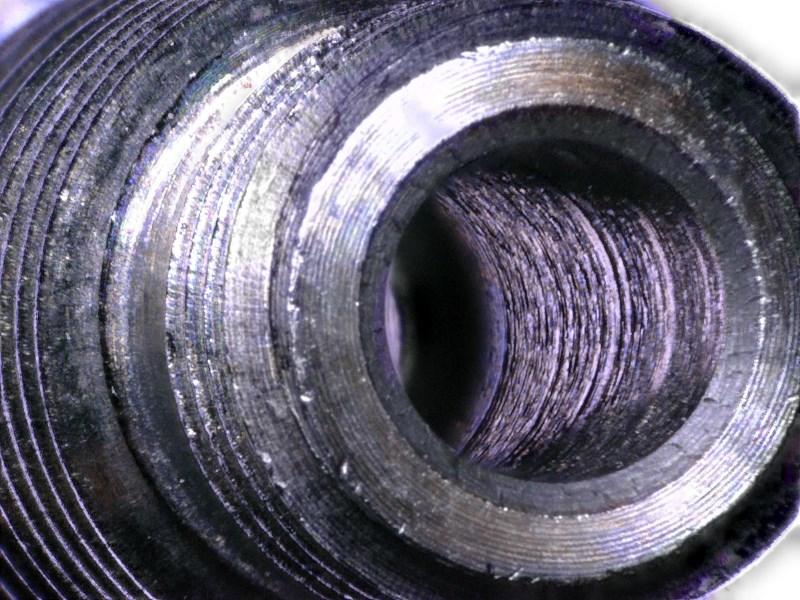
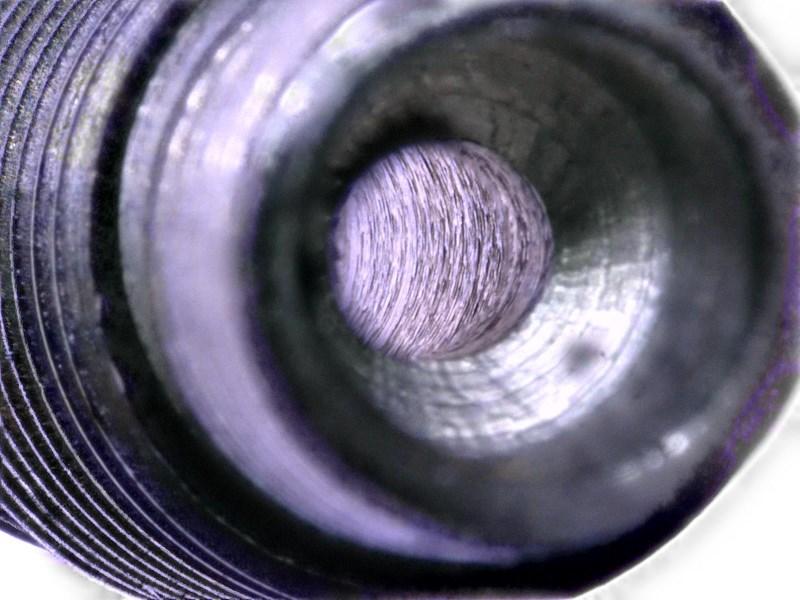
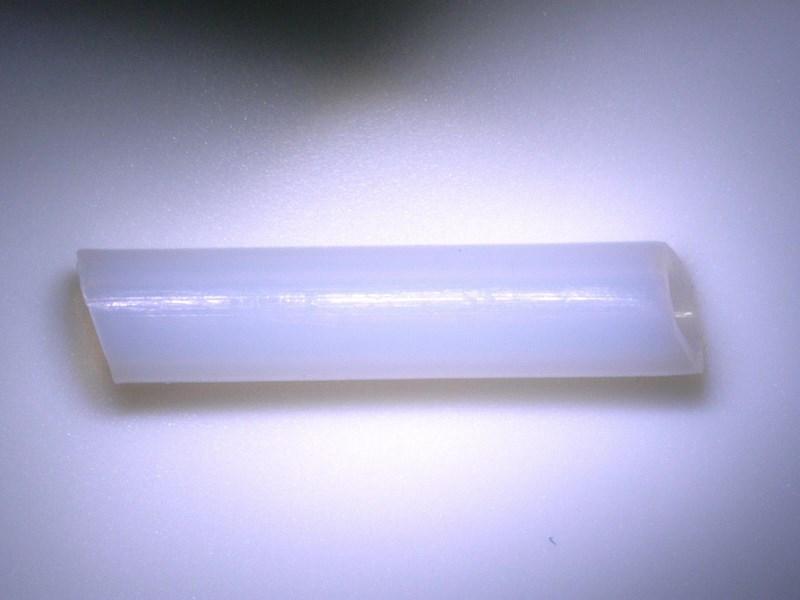
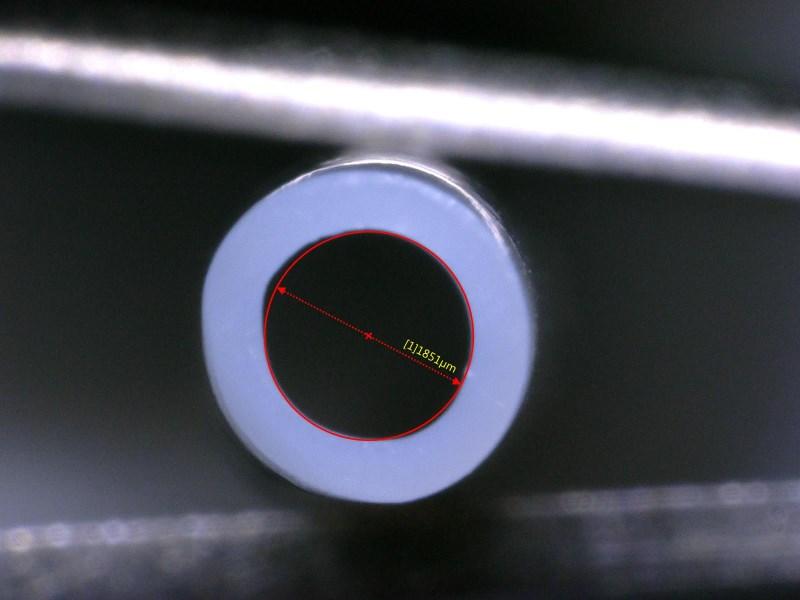
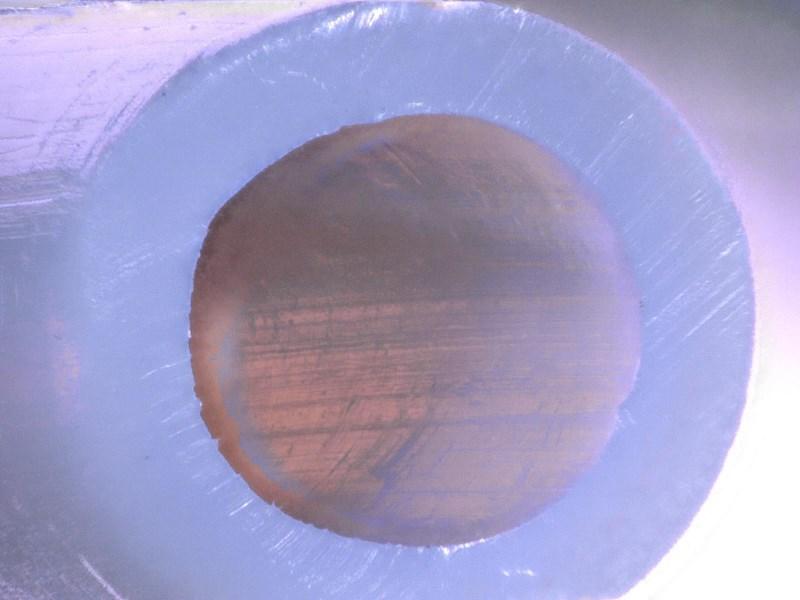
Bonjour à toutes et à tous, Aujourd’hui nous allons faire un petit tour du côté de chez Triangle lab en examinant un de leur heatbreak full metal, ainsi qu’une buse de 0.25mm grâce à la participation de @AlfiQue (je lui ai d’ailleurs sous-traité la prise des clichés ). Alors commençons par la buse. C’est une buse laiton tout à fait classique, le fabricant dit respecter scrupuleusement les spécifications de E3D pour l’usinage. Celle-ci ne comporte aucun marquage, ce qui correspond à une taille de 0.25mm selon le tableau fourni. Photo publicitaire : On s’approche un peu pour voir ce qu’il en est, extérieur : Intérieur : De tout près : Premiers commentaires, franchement c’est propre, y’a pas à dire la qualité d’usinage est bien là, même à l’intérieur, pas de bavure ou de résidus d’usinage. Le perçage est rond et bien centré, aucun problème de ce côté-là. L’intérieur est tellement lisse qu’on peut voir le reflet du trou de perçage et son cône sur les parois interne lorsque l'on manipule la buse (non visible sur les photos). Mesurons : Ah ! On est plutôt sur une buse de 150µm, allons vérifier le tableau : Bon on a tourné deux fois autour de la buse, aucune trace des deux points sur une face. Soit c’est un oubli à l'usinage et une buse 0.15 s’est faite passer pour une 0.25, soit c’est un problème étonnant, étant donné la qualité du reste de la pièce. @AlfiQue va contacter le vendeur pour tenter d’en savoir plus. Photo bonus, pas très fidèle : Passons donc au heatbreak pour se donner une seconde opinion. C’est un heatbreak All Metal photo commerciale : Voyons en réalité, quelques photos en vrac : Alors si jamais ce n’est pas flagrant pour vous, pour moi ça l’est, on est sur le même niveau de qualité d’usinage que pour la buse. Les états de surface sont très propres et sans bavure ni résidus. On va maintenant mesurer pour voir ce qu’il en est, en bas : En haut : Et aussi la largeur de la gorge en bonus : Bref, on est parfaitement conforme à la spec de ce point de vue. Mais ce qui nous intéresse vraiment maintenant, c’est l’état de surface intérieur, alors zoomons un peu plus de ce côté : Alors oui on voit plein de stries, oui ce n’est pas un polissage miroir, mais tout de même, c’est très bon. Je vais vous expliquer pourquoi en images. BONUS : Comparaison avec un heatbreak chinois basique (version avec PTFE) : Et l’intérieur : Vous voyez maintenant ce que je veux dire ? Cerise sur le gâteau, regardons le PTFE qui était dedans : Le PTFE coupé de biais se passe de commentaire… J'espère que vous aimez toujours ces photo-flood et à bientôt j’espère pour de nouveaux photo-reportages.







 1 point
1 point -
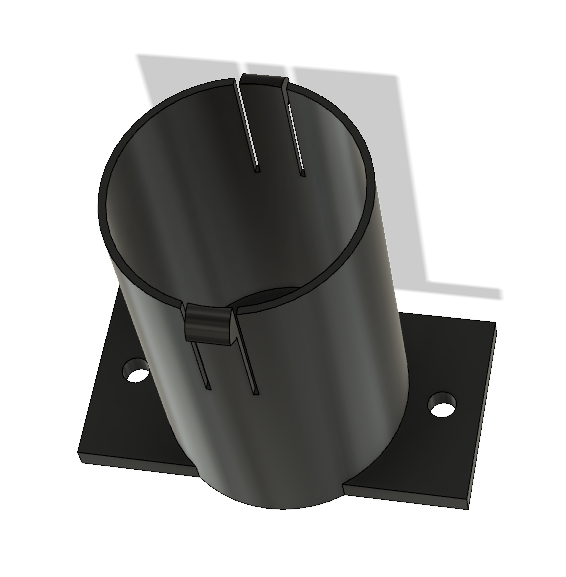
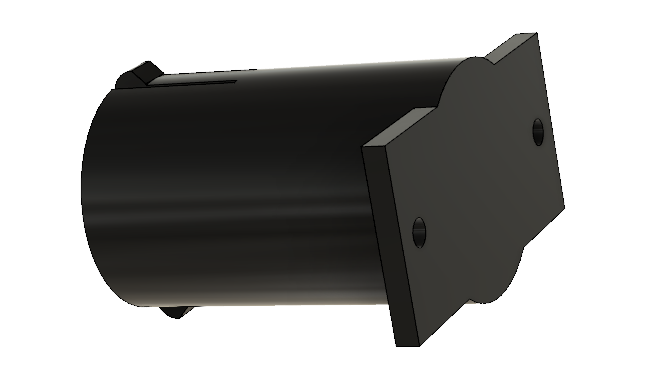
J'ai modélisé ce support pour bobine filament 3D, a fixer sur du profilé 3030 ou 4040. Pas encore lancé de print pour essayer, diamètre 50mm longueur 75mm, pied de fixation 40 x 80mm, prévu pour de vis de 5 mm, épaisseur tu tube 3mm. Ci dessous le fichier STL si vous avez des améliorations à apporter. Support bobine tube pour 40x40-1 v4.stl
 1 point
1 point -
yep enfin pas sur qu'il utilise un accouplement rigide non plus1 point
-
Yes. On a clairement marché sur la lune La on tend a définitivement avoir les meilleures machines du marché en rapport qualité/prix , leurs seuls défauts sont en train de s'envoler. Pour la seconde phase du boulot, je vais avoir plus de dispo pour bosser dessus. Je relance les bonnes personnes en // pour tenter d'avoir un listing de tous les hardwares. EDIT : Ce week-end je re-bricole pour essayer de chopper le bootloader.1 point
-
Il faut savoir si ton filament est du PLA ou ABS les réglages ne sont pas les mêmes, temperature buse et plateau. Pour du PLA il ne faut pas dépasser 60 ° avec le plateau Pour ABS plateau a 100° mini Pour la température de la buse PLA 180° a 200° max suivant type de filament, ABS il faut entre 250 et 260 suivant filament. ABS pas de refroidissement et PLA refroidissement a prevoir. Épaisseur de paroi, il faut au mons 1.2mm soit un multiple du diametre de ta buse, ex buse 0.3 × 4 Epaisseur dessus dessous idem un multiple des couches pour avoir au moins 1.2mm Remplissage ne pas descendre en dessous de 30%1 point
-
@Defffbond Quand tu veux citer un participant, tape l’arobase (@), puis commence à saisir le début du pseudo, une liste déroulante s'affichera au fur et à mesure pour te proposer celui que tu cherches. En faisant ainsi, le participant est prévenu qu'on cherche à le contacter . Tu peux aussi remercier un contributeur en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Quand on commence dans l'impression 3D, si on accroche bien (c'est la base ) alors c'est un puits sans fond: toujours de nouvelles choses à découvrir / apprendre / tester... On y passe des heures. Au début on est hypnotisé par la machine avec ses déplacements, on la regarde imprimer ses couches les unes après les autres et quand on lève la tête: des heures se sont écoulées... . Donc mon conseil:
 1 point
1 point -
Calme toi @Jean-Claude Garnier, avec @sha, tu fais partie des gagnants ! J'ai testé directement sur l'imprimante et effectivement elle prend en charge le G92. Deuxièmement il faut mettre des valeurs négatives Comme le home de cette imprimante c'est X-40 Y0 et Z0, j'ai fait G92 X-90 Y-50 et hop l'impression était bien au centre du plateau, mais j'ai beau relire @sha, j'ai du mal à percuter pourquoi. Merci à tous et cordialement1 point
-
L'usure des verres est provoqué par le calcaire dans l'eau. Dans notre usine en Italie, nous fabriquons les paniers pour des lave-vaisselles industriels. demain matin je demanderais quelle matière nous utilisons.1 point
-
La tête imprime le support d'un coté, puis traverse toute la largeur de la pièce pour imprimer l'autre coté du support. Durant cette traversée, une combinaison "retrait/température/viscosité filament" fait que du oozing apparait. Une fois les supports imprimés, la tête imprime ta pièce et il se trouve que la forme de celle-ci ne nécessite pas de "retrait+déplacement" pour aller imprimer plus loin, donc pas de oozing.1 point
-
Le monsieur te dit qu'il sait éditer un gcode (avec geany ou notepad++ comme tu veux) et qu'il a tenté ce G92 X50Y50 sans résultat.1 point
-
Baaaaaa, n'importe quoi ! Il suffit d'insérer dans le Gcode un G92 >>>> de la valeur souhaitée en X et Y Pour t'en convaincre tu fais sous Pronterfesse un G0 X0 Y0 Puis un G92 X50 Y50 Puis à nouveau un G0 X0 Y01 point
-
Igus vend aussi sur Amazon, et le prix n'est pas trop élevé. https://www.amazon.fr/s?k=igus&__mk_fr_FR=ÅMÅŽÕÑ&ref=nb_sb_noss_2 Et ce sont les pièces originales. Ils vendent aussi des barres pour allez avec, mais là, le prix diffère un peu plus.1 point
-
Alors mon petit rapport sur le Filament Geeetech blanc (conseillé par Cacaotor, un grand merci !) ... C'est une tuerie ! Je n'ai encore rien changé sur mon U30 (buse, fang, etc.) par manque de temps (j'enchaine les colos/classes découvertes, j'étais sur le point de changer la buse puis me manquait un outil, je l'ai mais flemme :s) et ... Je n'ai jamais eu des print aussi niquel ! La première couche adhère a fond au dimafix (impossible de décoller avant que la température redescende, et même là, c'est difficile), et est parfaitement plate. La première couche est si nette qu'on voit à peine les traces d'impression (faut mettre une lampe en face), bon le blanc doit aussi aider comme couleur je pense. Et la dernière couche est top aussi, à part qu'à chaque rétraction, j'ai un minuscule pic (on le sent au toucher). Un petit coup de lime à chacun de ces pics, et tout est net (un poil plus gênant sur mon D20 en braille, mais la lime arrange bien) Y'a que ce modèle où j'ai toujours une des parties qui se décrochent et fait tout rater : Mais bon, là ça vient soit du modèle, soit ça s'arrangera quand j'aurais changé le fang, la buse, etc. Tout ne peut pas être parfait A l'inverse, je déconseille fortement le Ice Filament Groovy Gold avec lequel j'avais un warping vraiment extreme, même sur des pièces plates ou avec un raft O_o Prochain test (pas à court terme, je garde ça de coté) : le PLA 3D870 de Filament-Abs1 point
-
Bonjour à ceux qui ont suivi ce fil (et à Lézôtres aussi) Bon bin voilà.... Après avoir passé des heures à brainstormer le sujet, à designer la bête sur Fusion360, à peser le pour, le contre et leurs contraires, à différer le début du chantier.... j'ai pris la décision d'enterrer mon projet de Delta. Ou de le mettre en sommeil, c'est plus poli. Au moins pour l'instant. Pourquoi, alors que j'étais SI curieux des mystères de cette mécanique diabolique, me demanderez-vous ? Pour deux raisons - la première c'est que j'ai déjà ma "Home made CR10S" que certains connaissent (ici >>>) - la seconde c'est que j'ai récupéré la Freesculpt de @guigro (là >>>) Et que les deux me donnent satisfaction, quasi quotidiennement. Donc bon, je vais pas m'entourer d'imprimantes 3D alors que le champ des possibles est encore étendu et que les années passent (les salopes...) Je vais plutôt me tourner vers une petite fraiseuse CN, une façon de revenir à mon cœur de métier tout en découvrant un nouvel os à ronger. Fidèle à ma philosophie DIY, elle sera faite de bouts de ficelle et de tringles à rideaux (même les plus lourds d'entre vous auront compris que c'est une blague) Je rejoins donc les @BourrinDesBois, les @Locouarn, les @cmatec, les @Kachidoki et autres allumés de la petite fraise qui tourne vite. Et, euuuuh.... Pas la peine de me traiter de traître, de girouette ou de chépa quel qualificatif, hein. C'est comme çà épicétout.
 1 point
1 point -
Cette suite de tutos sur Freecad (en francais) me semble claire et pas trop dur à digérer, chaque sujet/thème, bien structuré, étant abordé de façon assez courte. (de 10 à 20 minutes en moyenne) Bien débuter avec Freecad, Tuto FR en 9 "épisodes" Tuto FreeCad [FR] en 16 "épisodes" Merci à ce Youtubeur
 1 point
1 point -
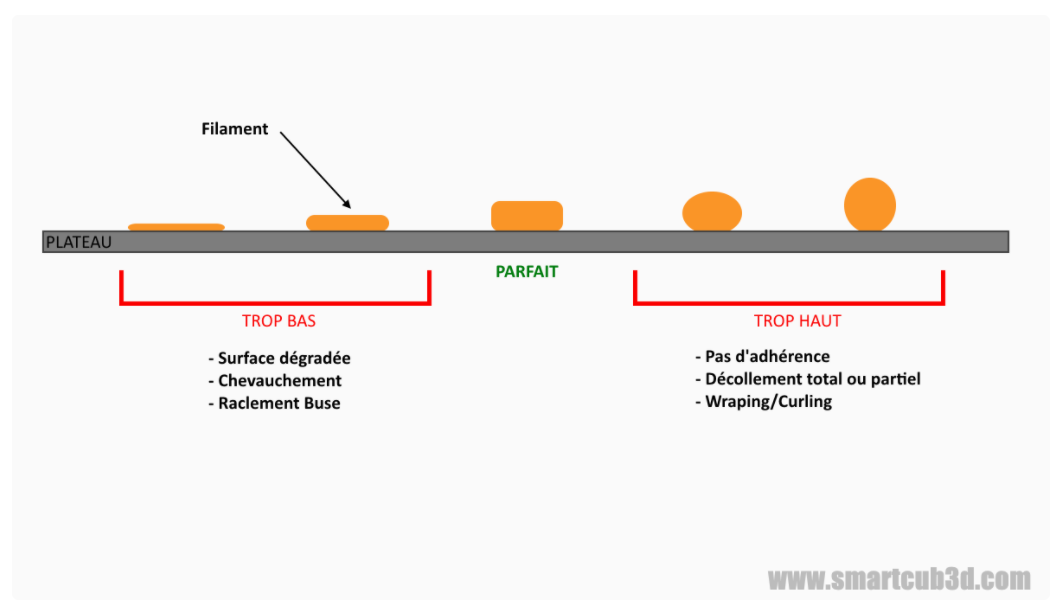
le test de la feuille de papier est pour moi un prés réglage qui permet de mettre le lit de niveau, ensuite c'est suivant le résultat lors de la première couche, on affine le réglage c'est pareil que la feuille de papier, c'est du théorique... et comme tout réglage de nos chères machines... à affiner suivant les résultats...
 1 point
1 point -
wow, superbe boulot l'ami !!!! hâte de voir la suite de l'impression, et si tu fais le restes du corps, ça serait top !1 point