Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/06/2019 Dans tous les contenus
-
On peut peut être fermer ce post non ? Un peu border line...2 points
-
Salut tout le monde ! J'ai une discoeasy200 (en double extrusion) et j'utilise Siplimfy3D comme slicer qui est quand même très pratique. Je vous donne ici mes profils (je pense que cela peut intéresser du monde). !!!ATTENTION!!! Avant de commencer une impression avec un de ces profils, les filaments doivent se trouver à environ 6cm de la buse ! (à la fin du tube PFE) 1 - Le profil "Dagoma Discoeasy mono couleur Lulla" est fait pour de la simple extrusion et n'est pas fait pour le TPU ou le flexible. Ce profil fonctionne aussi avec une discoeasy200 qui ne possède pas la double extrusion. 2 - Le profil "Dagoma Discoeasy mono couleur Flex Lulla" est fait pour de la simple extrusion pour du TPU ou du polyflex (je n'ai pas essayé avec d'autres filaments flexibles) Ce profil fonctionne aussi avec une discoeasy200 qui ne possède pas la double extrusion. (Ce profil est encore en réglage, je n'ai pas encore essayé pour de longues impressions) 3 - Le profil "Dagoma Discoeasy bi couleur Lulla" est fait pour de la double extrusion mais pas pour du filament flexible ou du TPU. Par contre, il faut faire attention à plusieurs petites choses : Dans "Script" => "Script de démarrage" il faut modifier les deux premières lignes avec les deux température de vos filaments : {IF NEWTOOL=0}M109 S215 Lorsqu'il y aura un changement d'outil et que l'imprimante utilisera le filament de l'extrudeur 0, le buse se mettra à 215°C {IF NEWTOOL=1}M109 S220 Lorsqu'il y aura un changement d'outil et que l'imprimante utilisera le filament de l'extrudeur 1, le buse se mettra à 220°C Ensuite, vous pouvez changer la largeur du pilier d'amorçage dans "addition", si vous utiliser deux filaments de couleurs très différentes, vous pouvez augmenter la largeur, ou au contraire la diminuer pour gagner du temps d'impression mais prendre le risque que les deux couleurs se mélangent... Ensuite, vous devez aller dans "outil" => "assistant d'extrusion double", choisissez le profil "Dagoma Discoeasy bi couleur Lulla" et le matériau de l'extrudeur 0, puis choisissez quel extrudeur imprime quel fichier, cochez "groupe et aligne les modèles" et faites "d'accord". Le slicer vous a donc créé un groupe de profil. Maintenant, si vous souhaitez qu'il n'y ai que l'extrudeur 1 qui face les supports, double cliquer sur le profil "color2", allez dans "Support" et sélectionnez "extruder 1" pour extrudeuse de support. Vous pouvez ensuite préparer l'impression ! 4 - Le profil "Dagoma Discoeasy bi couleur flex Lulla" est fait pour de la double extrusion filament flexible et filament rigide. (je n'ai essayé qu'avec du TPU de sainsmart et du chromatik) (Ce profil est encore en réglage) !!!ATTENTION!!! Avant de commencer une impression avec ce profils, les filaments doivent se trouver à environ 9cm de la buse ! (à l'entrée de la tête d'impression) Pour ce profil, vous devez mettre le chromatik dans l'extrudeur 1 et le TPU dans l'extrudeur 2. Ensuite, changez les températures dans "Script" => "Script de démarrage" comme pour le profil "Dagoma Discoeasy bi couleur Lulla". Par contre, on ne peut pas procéder de la même manière que pour la profil "Dagoma Discoeasy bi couleur Lulla" car les filaments ont des propriétés complètement différentes. Il faut donc déjà aligner les modèles à imprimer, appuyez sur maj et "centrage et arrangement". Double cliquez sur le "process1" sélectionnez le profil "Dagoma Discoeasy bi couleur flex Lulla", modifiez si vous le souhaitez le pourcentage de remplissage, la vitesse de mouvement... Les paramètres que vous changez serons appliqués à l'extrudeur 1. Cliquez ensuite sur "sélectionner des modèles" et choisissez celui qui sera imprimé avec l'extrudeur 1 puis fermez la fenêtre. Créez ensuite un deuxième process en cliquant sur "Ajouter" et faite de même avec se process. Séléctionnez "extruder 2" en extrudeuse principale dans "couche" et comme extrudeuse de remplissage dans "remplissage". Vous pouvez ensuite préparer l'impression. Voilà ! J'espère que cela va vous aider profils_discoeasy_Lulla.zip

 1 point
1 point -
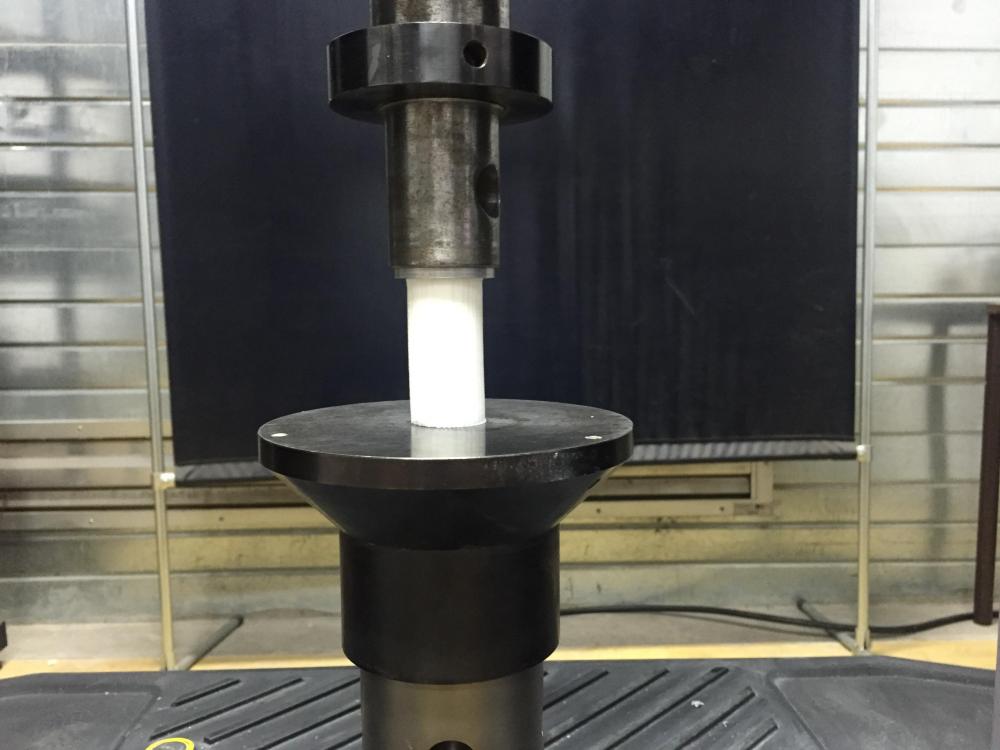
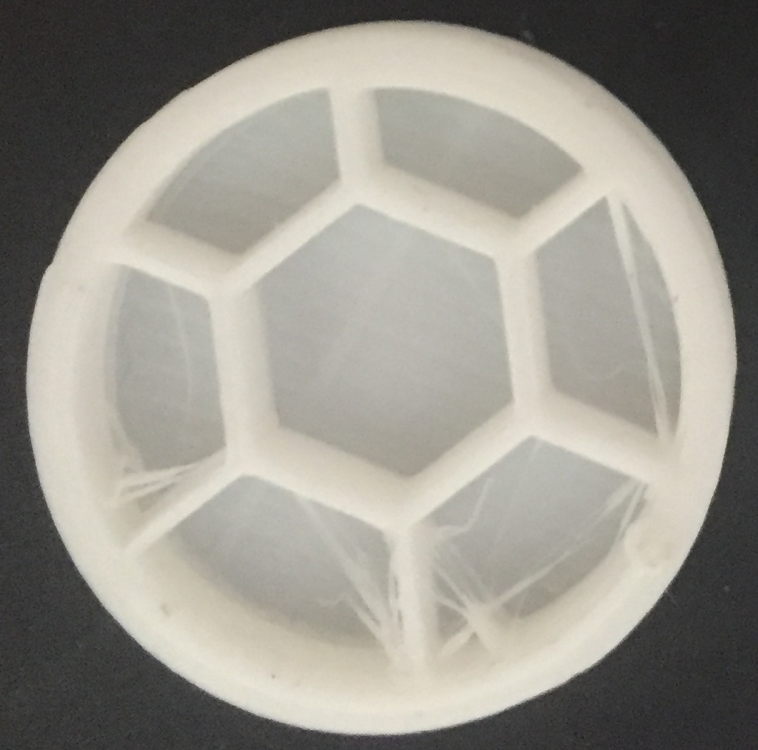
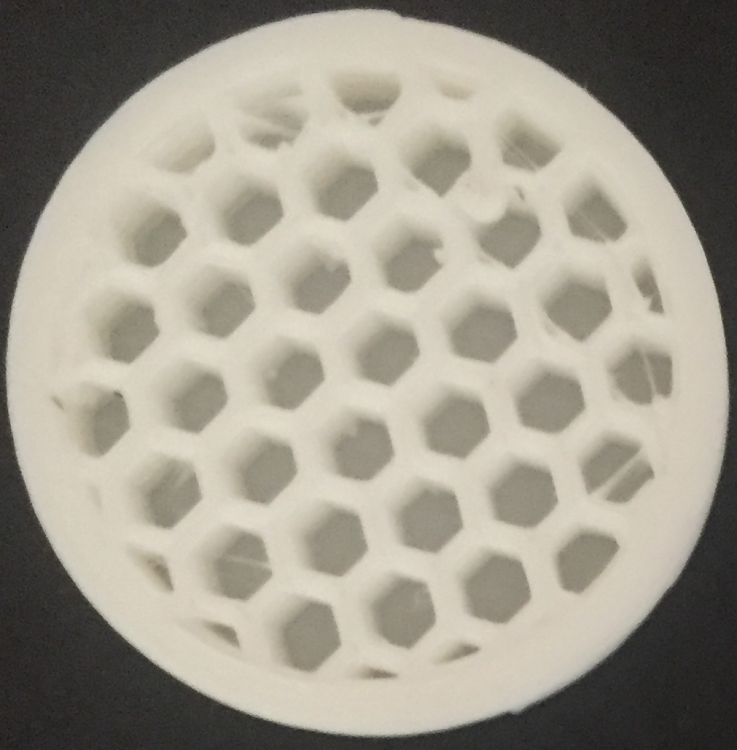
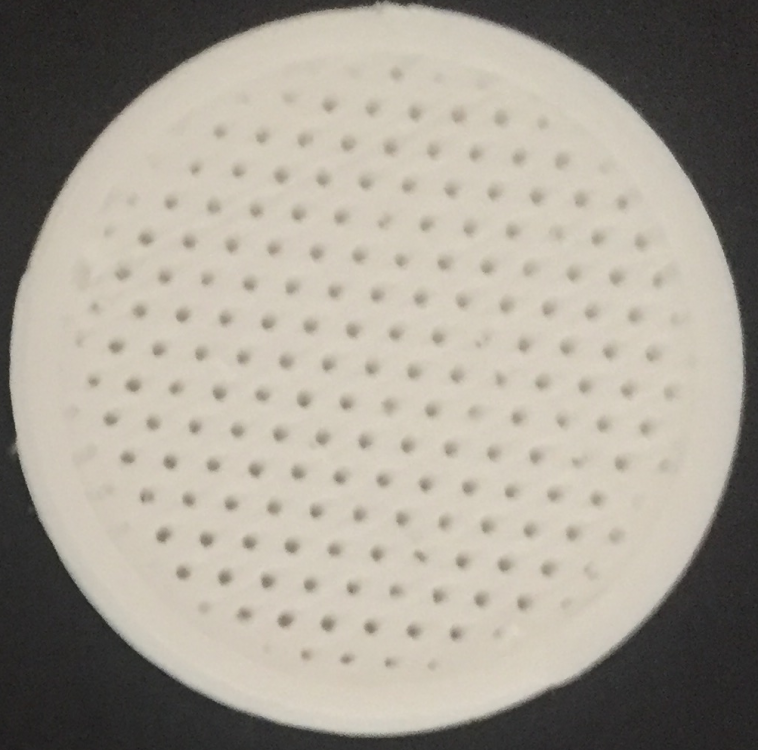
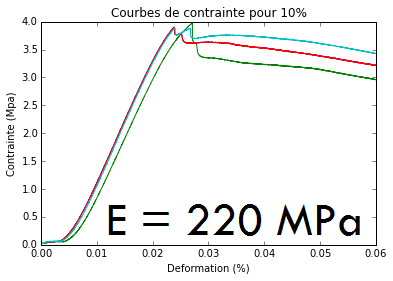
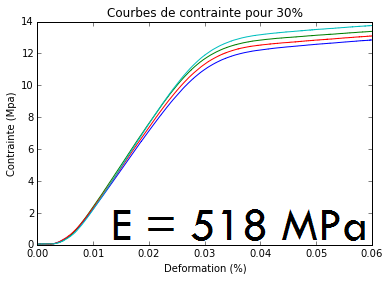
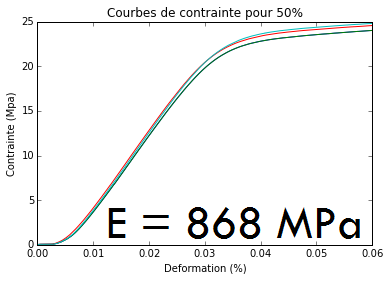
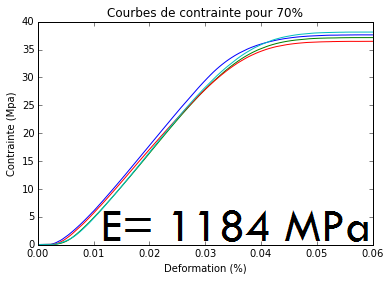
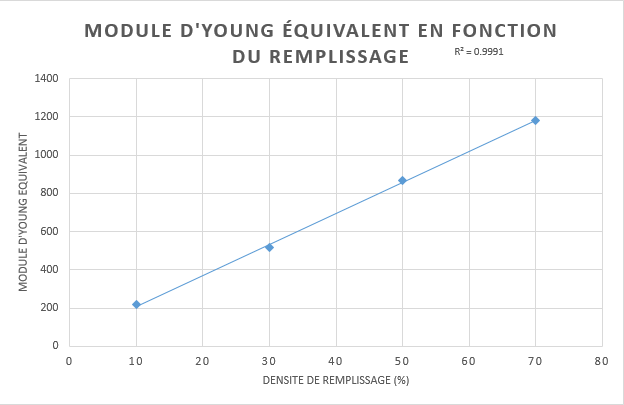
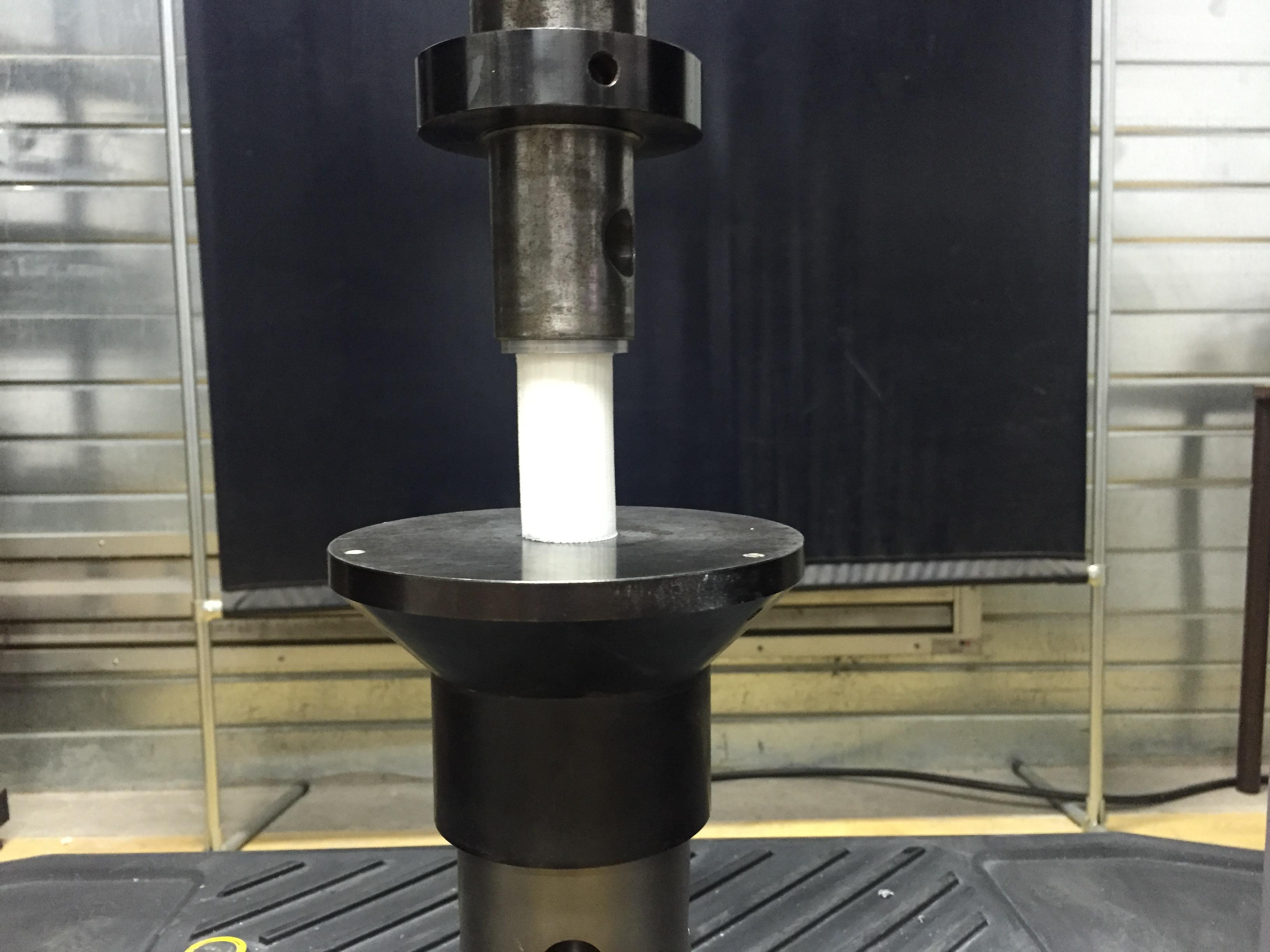
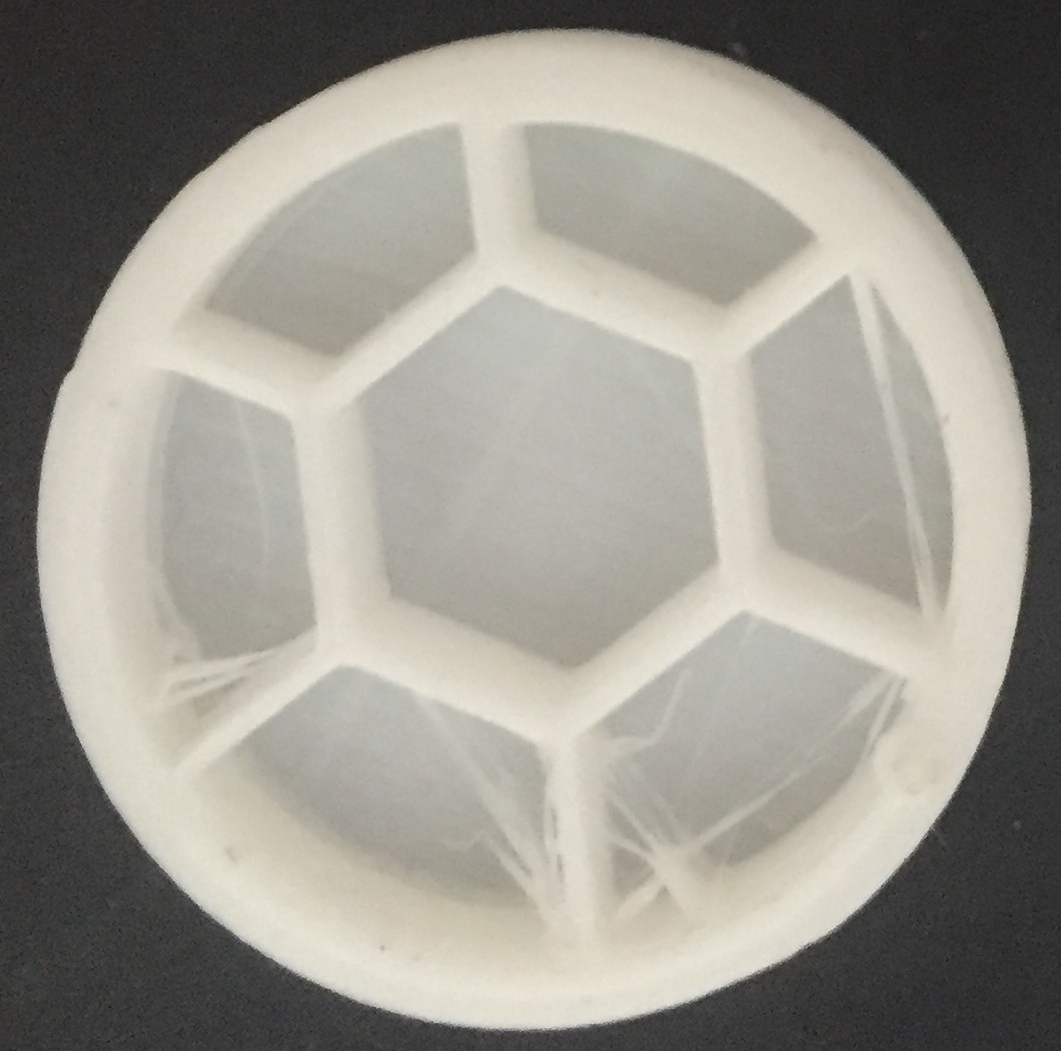
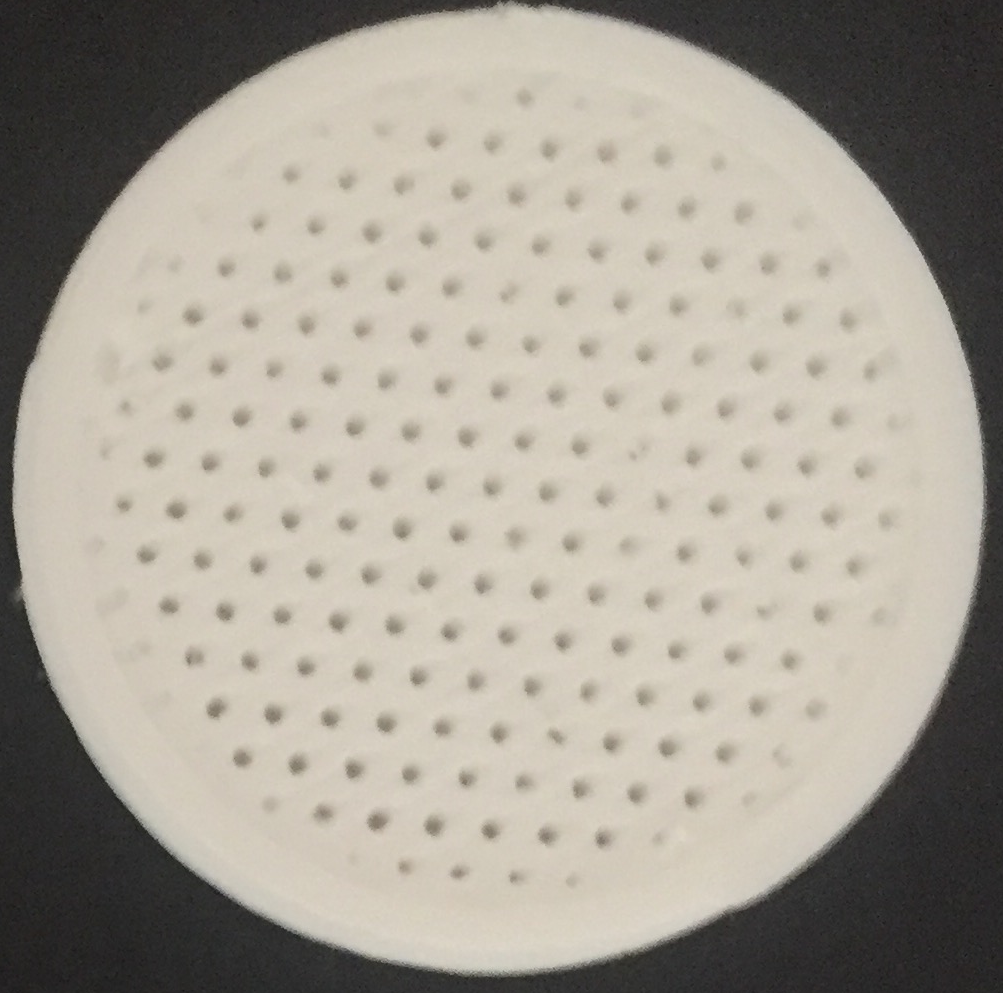
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point -
Hello, J'aimerais bien fabriquer une guitare électrique (Stratocaster 62) mais pour imprimer le corps, il faudrait plutôt du PLA ou du PETG ? Voici le lien: https://www.thingiverse.com/thing:1241278 Une fois poncé et peint : PS: Vous pensez qu'il faudra combien de kg de filament ?
 1 point
1 point -
Bien venue dans le club des heureux Any I3. Tu as sûrement apprécié les superbes tutos de @Yo' disponibles sur ce forum. C'est fou les stress que l'on peut éviter en les lisant. Taïaut ! Ta pièce occupant presque la totalité de ta surface d'impression, toutes les imprécisions dans les réglages / paramétrages vont être mis en évidence.... Ce que tu pointes en signalant que tu n'as pas de soucis avec des pièces plus petites. Tout étant dans la nuance et l'équilibre, je te suggère de reprendre tout calmement depuis le début et d'affiner au mieux : * calibration de ton extrudeur : être sûr que 100mm demandé correspondent bien à 100mm extrudé ? voir içi * qualité de ton nivelling ? j'ai appris qu'une première couche parfaite est un pilier fondamental pour la réussite d'une impression. Je te suggère de ne pas faire l'impasse sur ce point et de ne pas aller plus loin avant d'être satisfait. Une alternative à ton test est de suivre peut-être la solution proposée dans ce sujet on passe ensuite à CURA, un excellent programme. Pourquoi une si vieille version ? s'il vaut mieux attendre pour la (trop) nouvelle 4.1, la 4.0 ( voire la 3.6 pour les frileux) est maintenant bien stabilisée et très propre. L'avantage est que les bugs signalés par les utilisateurs dans les versions plus anciennes ont été corrigés. Cela ne signifie pas que CURA est plein de bug, tous les programmes en ont leur lot, juste que la communauté participative étant très importante, les retours sont d'autant plus pointus et améliorés, ce qui rend CURA très fiable et extrêmement performant. * une création de G-code enregistrée sur une carte USB ne devrait pas poser de soucis. Commence quand même par formater ta carte et/ou procure toi en une de meilleur qualité. Je me suis fait piégé dans une grande surface avec une carte "maison" nettement moins chère que les cartes de marque, mais qui s'est révélée de qualité désastreuse. Il ne faut d'ailleurs surtout pas une grosse capacité, la plus petite capacité sera parfaite. * ton paramétrage de buse dans les paramètres imprimante est-il ok ( onglet extrudeur) ? * L'idée est ensuite de repartir d'un profil propre "non bidouillé" et d'ajuster quelques paramètres spécifiques ( le moins possible pour commencer) . Par exemple, sélectionne le profil "normal" qui propose des couches de 0.2 comme tu sembles le vouloir. Tu verras que plusieurs paramètres seront différents de ceux affichés dans les tiens. Astuce : tu peux ouvrir deux fois CURA et ajuster les fenêtres d'affichage pour comparer les paramètres entre ta version active et une autre. * qualité de ton filament ? yapasdemiracle et attention, les pigments impacteront méchamment les paramètres à utiliser, surtout la T°, mais aussi la qualité des résultats. * J'assume que tu utilises du PLA ? adéquation avec la T° d'extrusion paramétrée ( j'ai vu 200°) : l'habitude pour démarrer est de prendre la moyenne entre le minimum et le maximum recommandé par le distributeur. à affiner éventuellement après essais avec une tour de T°. Il y en a des tas sur Thingiverse. * Pourquoi un taux de remplissage de 60%. 20 à 30% sont en général amplement suffisant. J'ai remarqué que mon I3 apprécie peu des taux importants de remplissage, mais bon cela n'a rien de scientifique. * La vitesse. Comme tu flirtes avec les limites dimensionnelles de ta machine, la réduire un peu vers les 35/40 ne pourra que soulager ta machine. à toi d'en voir l'impact. * ensuite, après un premier test, si tu veux affiner certains paramètres non affichés, rends toi dans menu : paramètres - configurer la visibilité des paramètres et coches ceux que tu veux voir apparaître. Il existe un tuto CURA téléchargeable sous forme de add-on dans le "marché en ligne" qui une fois installé te fournira ( menu extensions-setting guide) pas mal d'explications sur chaque paramètre. Attention à l'interaction entre ceux-ci. C'est admirablement bien expliqué dans CURA ( "touche" = impacte les paramètres indiqués et "touché par" = est impacté par ...). Il vaut mieux n'en modifier qu'un et voir ce qui se passe, plutôt que d'en modifier à pouf plusieurs en rafale. En cas de perte de contrôle en cours de bidouillage, repartir d'un profil officiel propre n'est pas une mauvaise idée. * enfin, vu ta pièce, si l'impression ne te satisfait pas, l'option proposée par @sha est bien vue : activer "coque- étirage" sur la couche supérieure est une idée à explorer. Là aussi, commence avec les paramètres standards pour en étudier l'impact. Un peu hors sujet, mais comme tu es novice avec Cura, je te suggère de charger les add-on : customs support, mesh tools, setting guide, sidebar gui, version in tittle bar, z offset setting ( à activer ensuite via l'affichage paramètres section "adhérence du plateau", une valeur négative rapproche la buse du plateau). Amuse toi bien avec ton Anycubic, car finalement, c'est ce que nous recherchons toutes et tous.1 point
-
Salut , il nous faut une histoire , là c'est uniquement une constatation^^ 1ere impression ou pas ,modifications récentes ou pas , réglages effectués , ... Faut nous faire rêver1 point
-
J''en ai entendu parler car je fabrique en ce moment le robot inmoov qui en à besoin. De mémoire il existe un livre dans la collection pour les nuls. Voici un lien :ïhttps://www.amazon.fr/Arduino-pour-Nuls-poche-édition/dp/2412025800/ref=sr_1_1?__mk_fr_FR=ÅMÅŽÕÑ&keywords=pour+les+nuls+arduino&qid=1560172953&s=gateway&sr=8-11 point
-
oui pour le lien de ton alimentation. Je suis obliger d'attendre la fin d'une impression pour vérifier la carte mère si c'est une version 1.3 ou 1.4. Impression fini, c'est la version 1.1.41 point
-
Bienvenue au nouveau1 point
-
Regarde ce lien : https://www.amazon.fr/Sintron-Arduino-V3-0-ATMEGA328P-cable/dp/B00CGU1VOG/ref=pd_sbs_147_5/258-7240090-1790426?_encoding=UTF8&pd_rd_i=B00CGU1VOG&pd_rd_r=6bf2405f-8b7a-11e9-9a9a-49585dea68e8&pd_rd_w=7KXJH&pd_rd_wg=QRZMC&pf_rd_p=ce0bf35d-908d-4dcb-a083-3a6e21394b79&pf_rd_r=Q8TK58SQXFS28DCPV182&psc=1&refRID=Q8TK58SQXFS28DCPV182 Rajoute l'alimentation et les cables1 point
-
Sur cette photo on voit le matériel constitué d'un pc pour le simu ( i7 7700k @ 5ghz + Nvidia 1080- 11Go) avec 3 écrans 24" ( 1m40 de largeur) + 1 écran 22" pour l'affichage des cadrans, Yoke + Quadrant + palonnier et modules Saitek , track IR. Un deuxième pc avec écran 32" pour affichage annexe, cartes ... Le tableau de bord n'était pas encore présent, seul le bloc radios était réalisé. Le tableau de bord du Piper Cherokee PA28-180. Les cadrans et affichages ne sont pas actifs, seuls les interrupteurs, encodeurs et potentiomètres le sont. Vue sur la console des radios. Les facades sont en plexi 4mm percé, fraisé, découpé pour le passage des boutons 10mm x 6mm. Les découpes sont un vrai travail de bénédictin... D'où la nécessité de l'imprimante. Pour en découvrir un peu plus : http://www.pilote-virtuel.com/viewtopic.php?id=80545&p=1
.thumb.jpg.c1619cbe161b5af6ccd06c581a76b92b.jpg)
.thumb.jpg.b381ec8431c3a431f479f12c864978c8.jpg)
.thumb.jpg.5d4966c97fe4c90d63aeb5946d71febb.jpg) 1 point
1 point -
effectivement c'est comme le port salut.......comme quoi, l'évidence des fois c'est la solution.. merci1 point
-
réponse pareille : tu ouvre le boitier et c'est marqué sur l’écran attention aux cables par contre , ne pas tirer dessus !1 point
-
Oui c'est tout ce qu'il te faut, éventuellement une petite alimentation pour l'arduino.1 point
-
oui on me sonne effectivement si il y a plus de possibilité dans marlin 2 il ne faut pas hésiter voir pour l'installation : alors je connais bien smoothieware mais je ne me suis jamais penché sur ce genre de modif pour des leds par contre je pense que tu peux modifier ce code pour pouvoir faire fonctionner tes leds... au moins les allumer avec un GCODE #switch.misc.enable true # Enable this module #switch.misc.input_on_command M42 # Command that will turn this switch on #switch.misc.input_off_command M43 # Command that will turn this switch off #switch.misc.output_pin 2.4 # Pin this module controls cette ligne pour juste du on/off #switch.misc.output_type digital # Digital means this is just an on or off pin cette ligne pour du PWS switch.misc.output_type pwm # PWM output settable with S parameter in the input_on_comand toutes les infos sur cette page http://smoothieware.org/switch Je pense que tu peux également t'inspirer de ce code qui normalement pilote un servo switch.servo.enable true # Enable this module switch.servo.input_on_command M280 # M280 S7.5 would be midway switch.servo.input_off_command M281 # Same as M280 S0 0% duty cycle, effectively off switch.servo.output_pin 1.23 # Must be a PWM capable pin switch.servo.output_type hwpwm # H/W pwm output settable with S parameter in the input_on_comand switch.servo.pwm_period_ms 20 # set period to 20ms (50Hz) default is 50Hz1 point
-
1 point
-
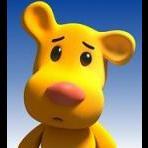
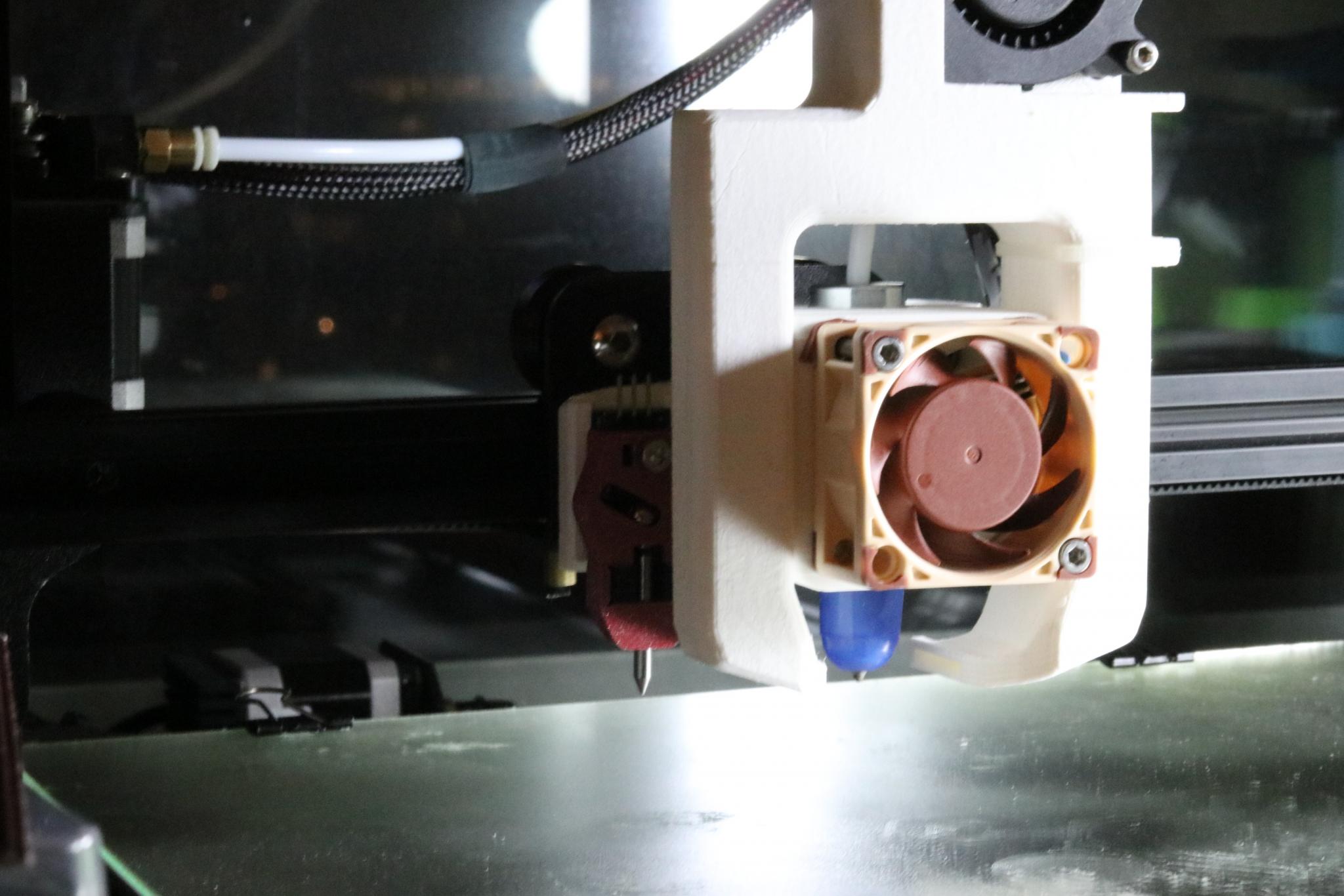
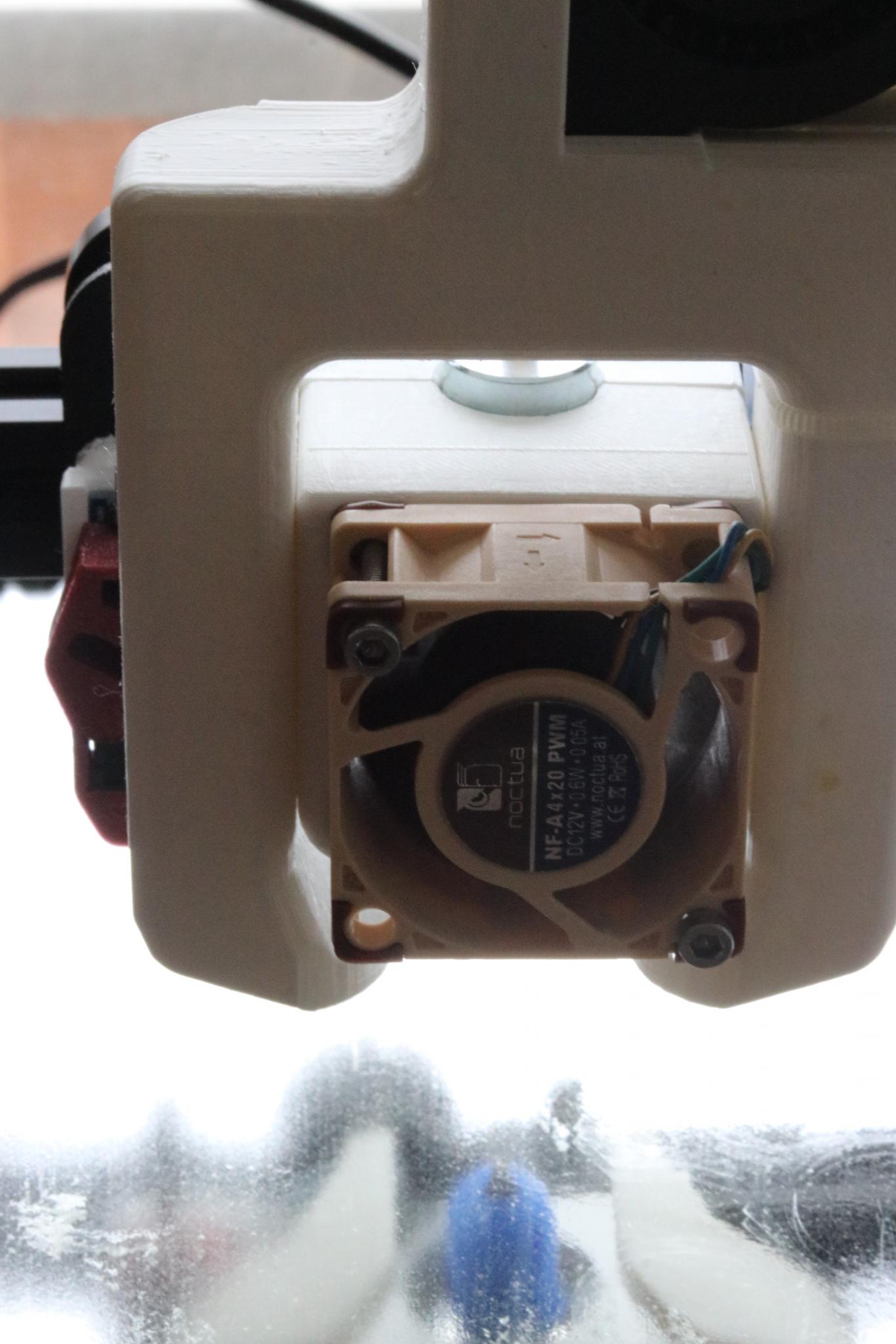
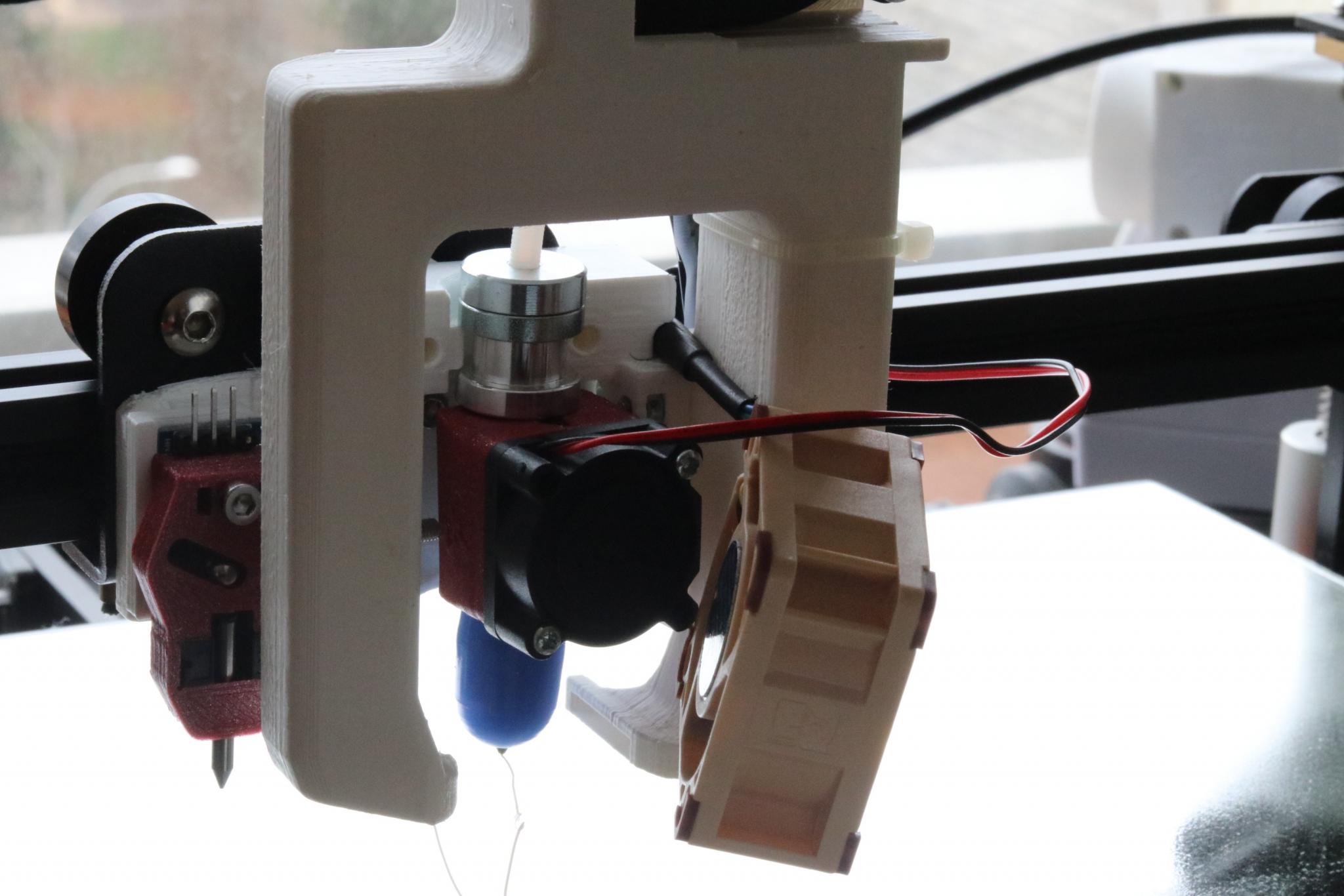
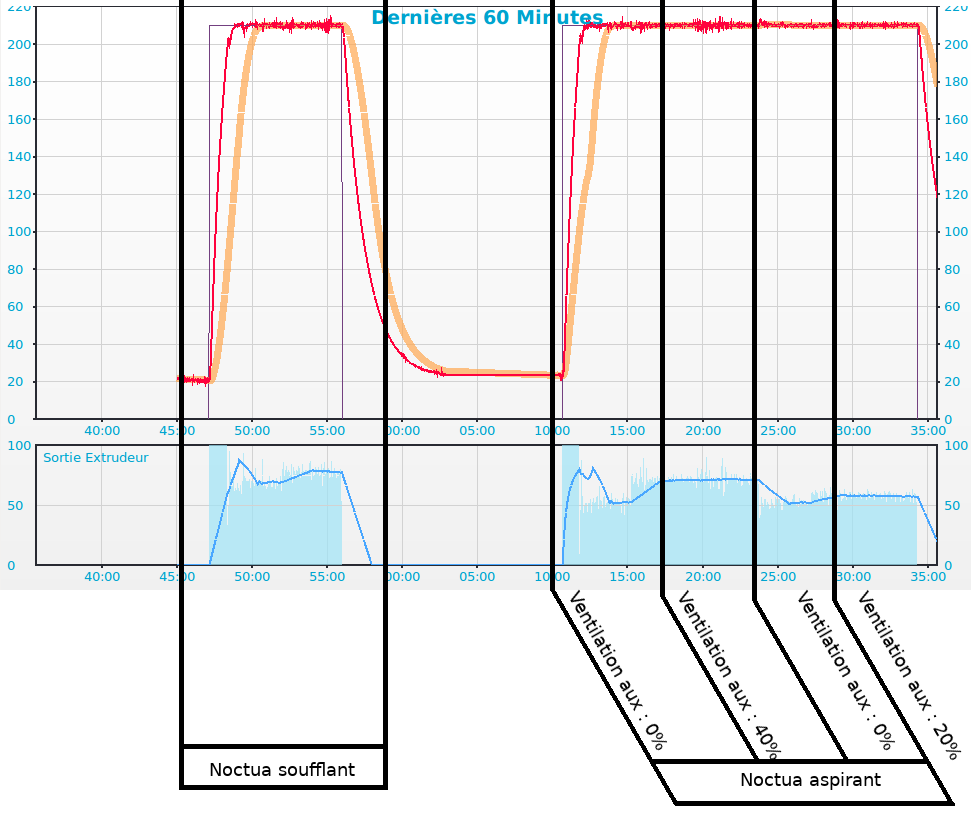
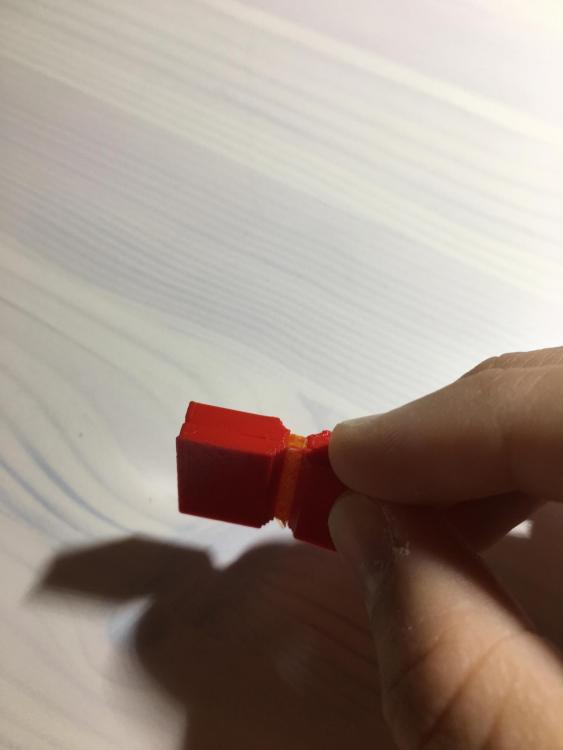
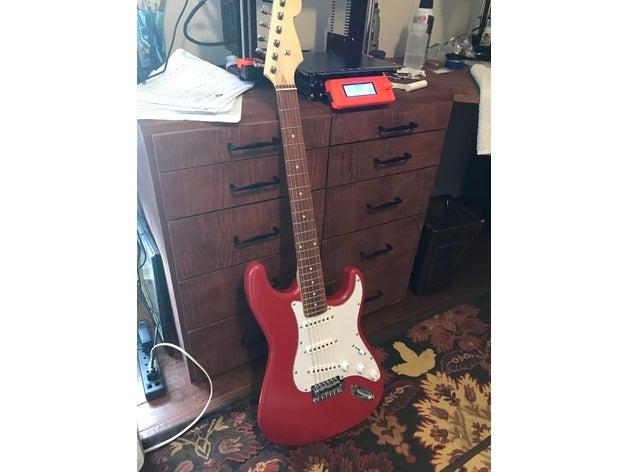
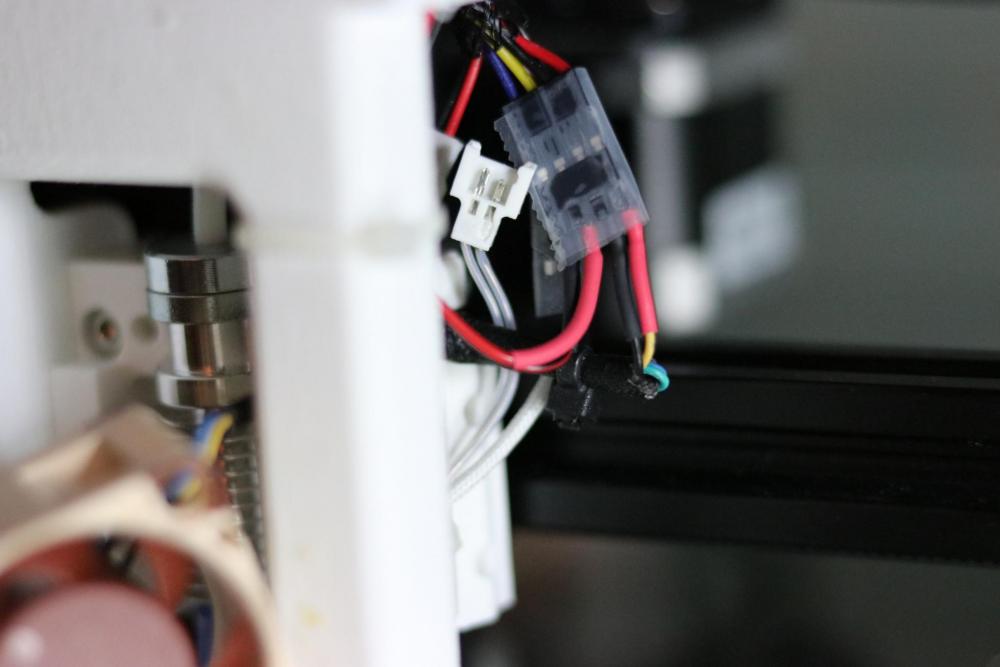
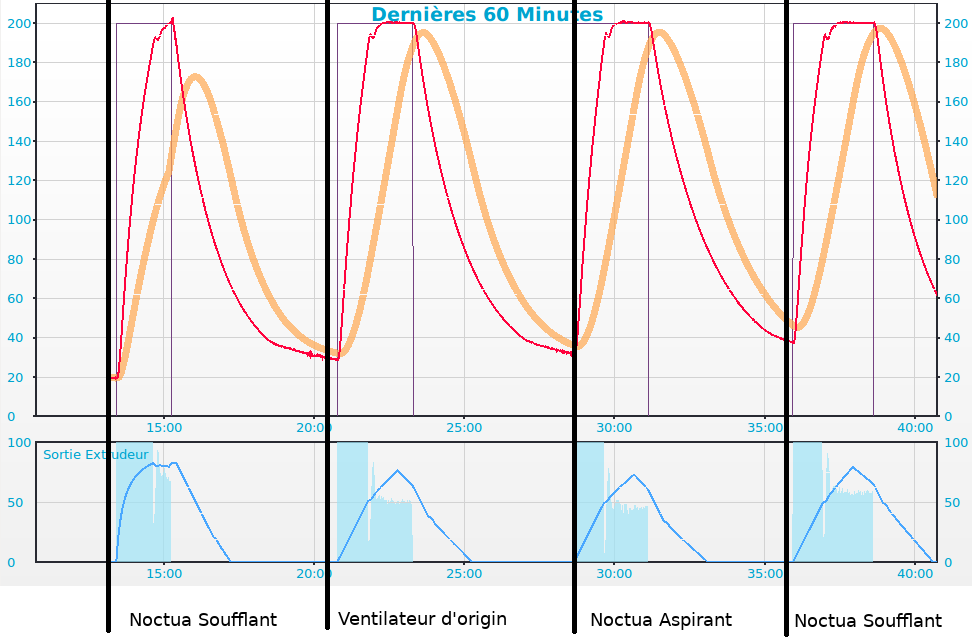
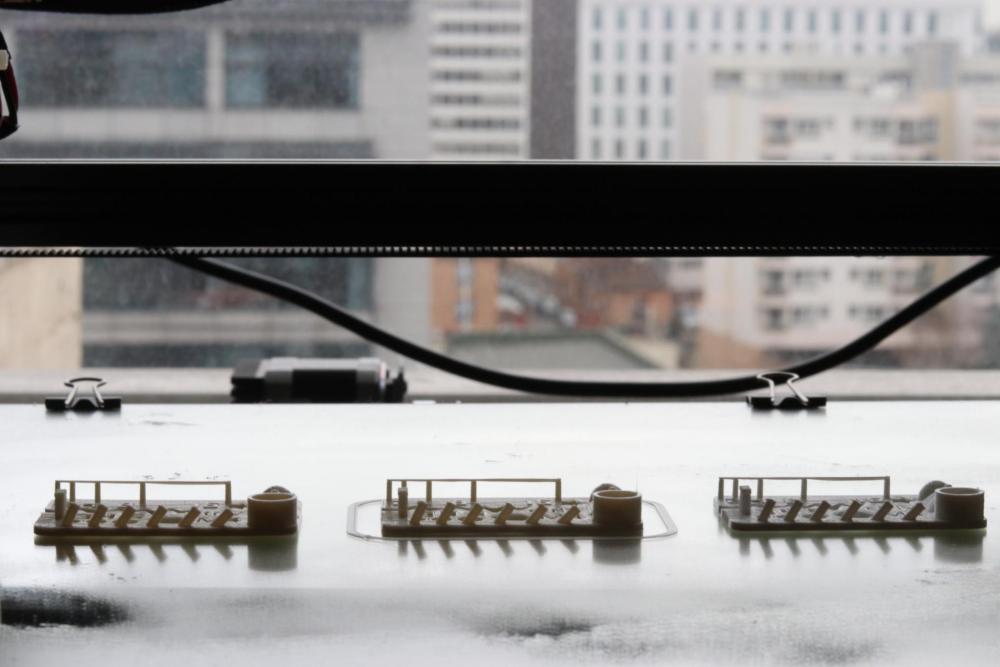
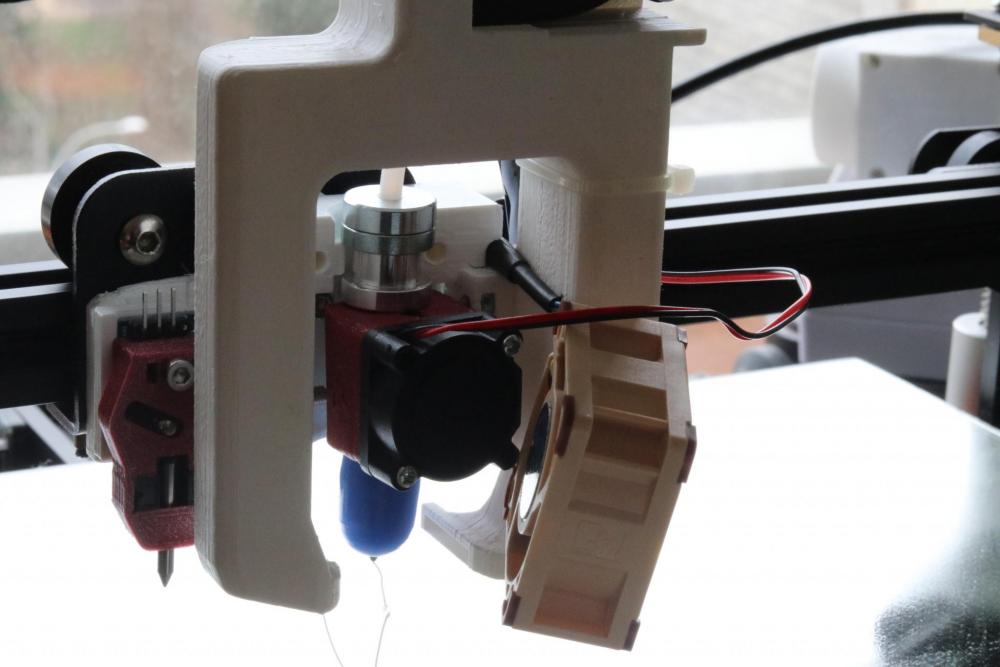
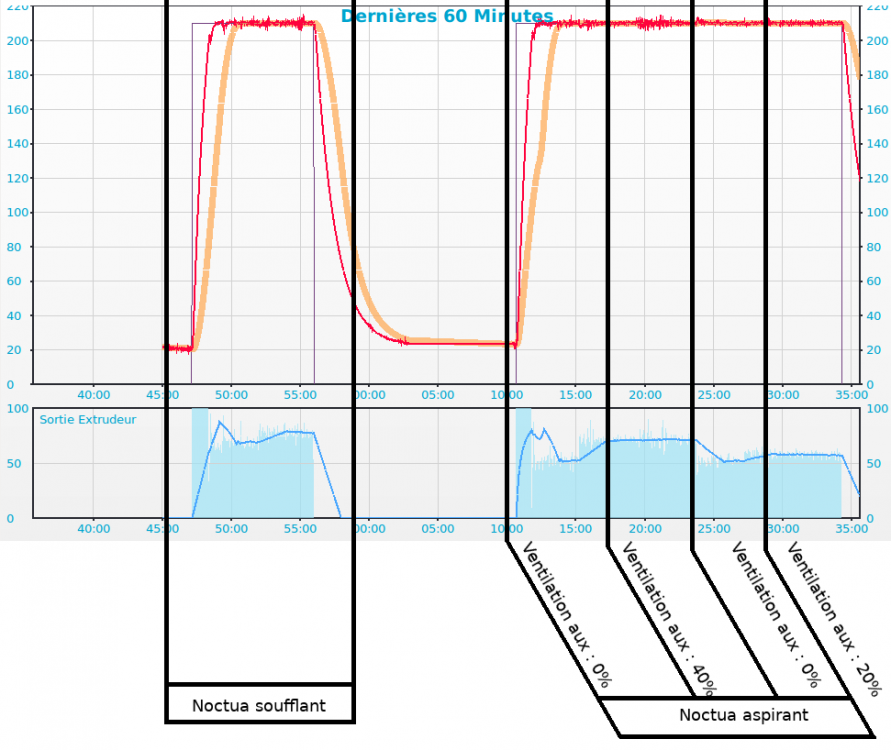
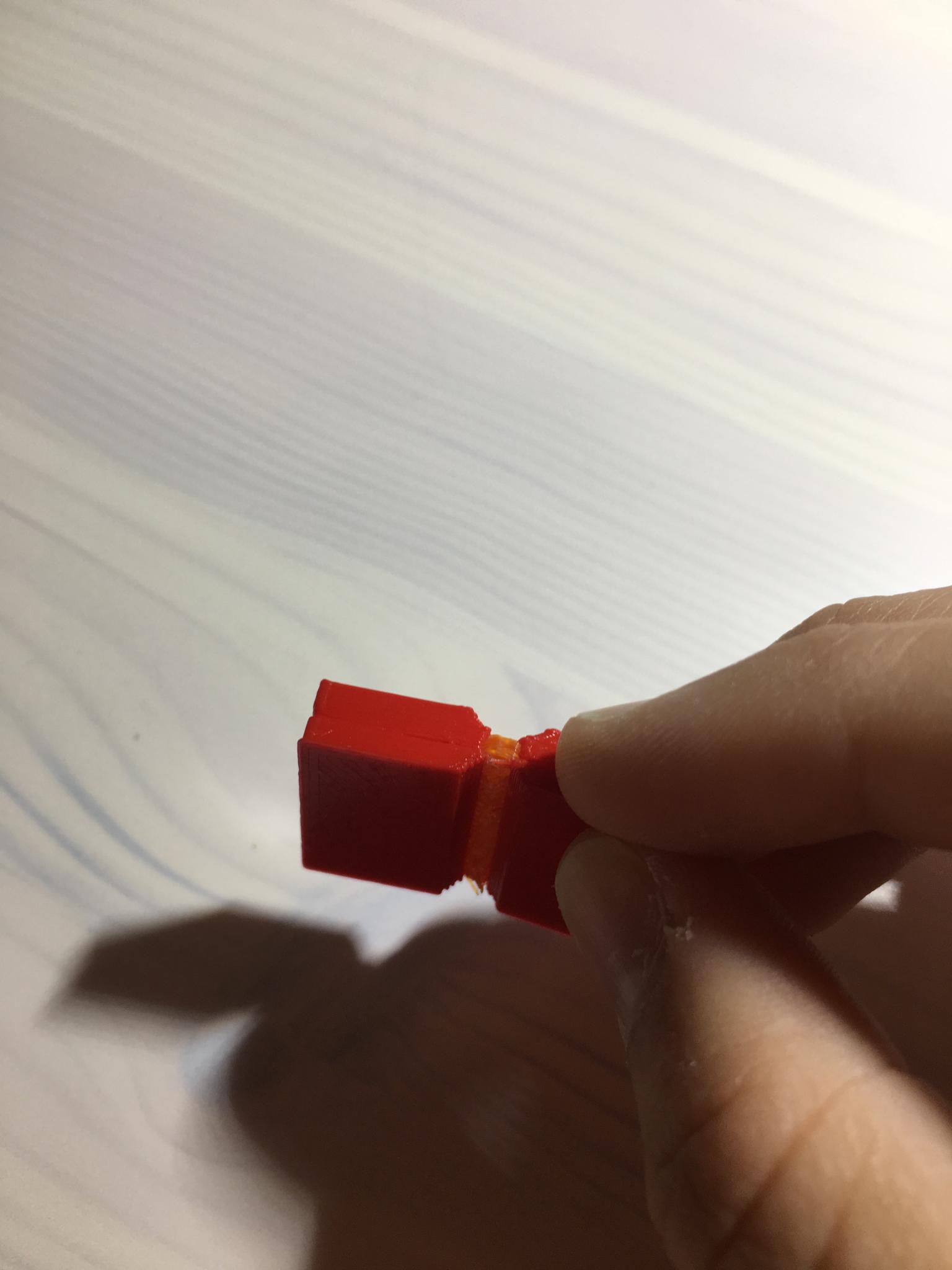
Bonsoir, J'ai rencontré un petit soucis lundi que j'aimerais partager au cas ou quelqu'un rencontrerait le même problème. J'ai donc une CR10S que je viens d'équiper, comme le montre l'image floue ci-dessous , du Petsfang (https://www.thingiverse.com/thing:2759439) refroidie par un noctua 40x40x20. Ma tête est une AIO EVO de chez hotends.fr et j'en suis très content. Je voulais changer le support de tête car le ventilateur d'origine est trop bruyant. (Je n'ai pas encore mis en place le touch-mi j'ai une flemme aiguë lorsqu'il s'agit de sortir le fer à souder.) Une fois les modifications faites, après quelques impressions, le connecteur de la tête à fondu. N'étant plus alimentée, la chauffe de la tête c'est arrêtée et un emballement thermique à été détecté par le firmware. (C'est rassurant ). J'ai d'abord pensé à une sonde thermique hors service mais l'origine du problème est la trop grande efficacité du Petsfang qui impose une puissance de chauffe très importante et donc une intensité importante. Le premier indice est que le nouveau connecteur qui remplace désormais celui d'origine est devenu bouillant pendant une impression. Pour comprendre, j'ai relevé la valeur MLI appliquée sur la tête en la faisant chauffer à 200°C pour différentes configurations matérielles (changement du ventilateur de refroidissement du radiateur). Sur l'image ci-dessous, quatre essais sont visibles. Pour le premier, le noctua souffle sur le radiateur de la tête. Pour le deuxième le ventilateur d'origine à été réinstallé. Pour le troisième le flux du noctua à été inversé ; il aspirait. Enfin pour le dernier essai, le noctua soufflait, à nouveau, vers le radiateur. Ce dernier essai est identique au premier car je voulais éviter les effets de bords ; l'essai N°1 étant le seul à débuter à température ambiante. La ventilation auxiliaire est inactive pour ces quatre essais. Le ventilateur d'origine installé à l’arrache : Le noctua aspire sur l'image ci-dessous : On peut voir que la "sortie extrudeur" (quel drôle de nom) est plus élevée pour les essais N°1 et N°4. Comme "la sortie extrudeur" est l'image de l'intensité, la puissance traversant le connecteur est aussi plus importante pour ces essais. Les configuration N°2 et N°3 sont donc, à mon sens, bien meilleures. Reste à savoir si le refroidissement est suffisant. Pour savoir, j'ai imprimé ce test car j'ai déjà eu des problèmes de sous extrusions avec. Ce n'est peut être pas le meilleurs pour tester la sous extrusion, mais c'est, pour le moment, le seul que je connaisse. La figure suivante montre donc la température de la buse et la "sortie extrudeur" lors de cette impression. La première avec le noctua soufflant sur le radiateur puis aspirant pour le second essai. La première impression à avortée car j'ai oublié de régler le plateau après avoir démonté la tête. Résultat, les deux premières couches complètements transparentes . Je n'avais j'aimais vu ça. La ventilation auxiliaire à été modifiée pendant l'impression. On peut voir que la ventilation auxiliaire influe sur la puissance consommée par la tête chauffant. Plusieurs sujets du forum en parle. Depuis ces essais, je n'ai fait qu'une impression d'environ trois heures. Je n'ai donc pas suffisamment de recule pour vraiment conclure, mais le connecteur est resté froid est ça c'est vraiment cool. Je vais pouvoir reprendre mes impressions. Je crois n'avoir rien oublié. J'espère que ce poste pourra aider quelqu'un . EDIT : Ha ba si, j'ai oublié un truc : le résultat de l'impression du test (les pièces à droite et à gauches ont été faites avant modifications de la tête) :

 1 point
1 point








.jpg.c0b1f695daa2b9ddff28cd966355dca5.jpg)
.jpg.0f9eace09dd675f5a9560be413ce947b.jpg)
.jpg.ecb79a08244b0c8bc564686d5e49f492.jpg)