Classement



Contenu populaire
Contenu avec la plus haute réputation dans 11/06/2019 Dans tous les contenus
-
Bonjour, En effet on va arrêter la. Pour rappel, l'utilisation d'un crack sur un logiciel payant est interdit.3 points
-
On peut peut être fermer ce post non ? Un peu border line...2 points
-
@volavoile Tu es grand ! Tu m'as donné le declic. En regardant mes impressions en tpu, ca m'a sauté aux yeux, je suis en fait sous extrudé !Moi qui pensai que c'etait du a ma bobine de flex achete pas cher... Du coup, j'ai reglé a 130 et ca donne ca. Merci !
 2 points
2 points -
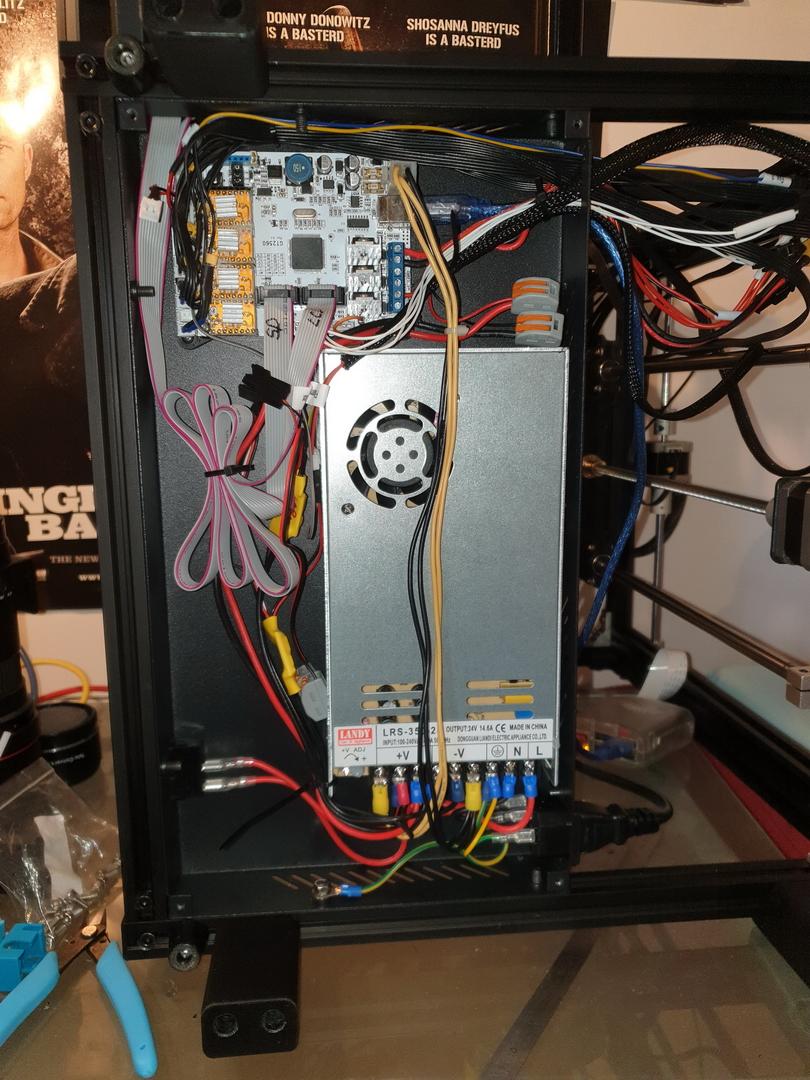
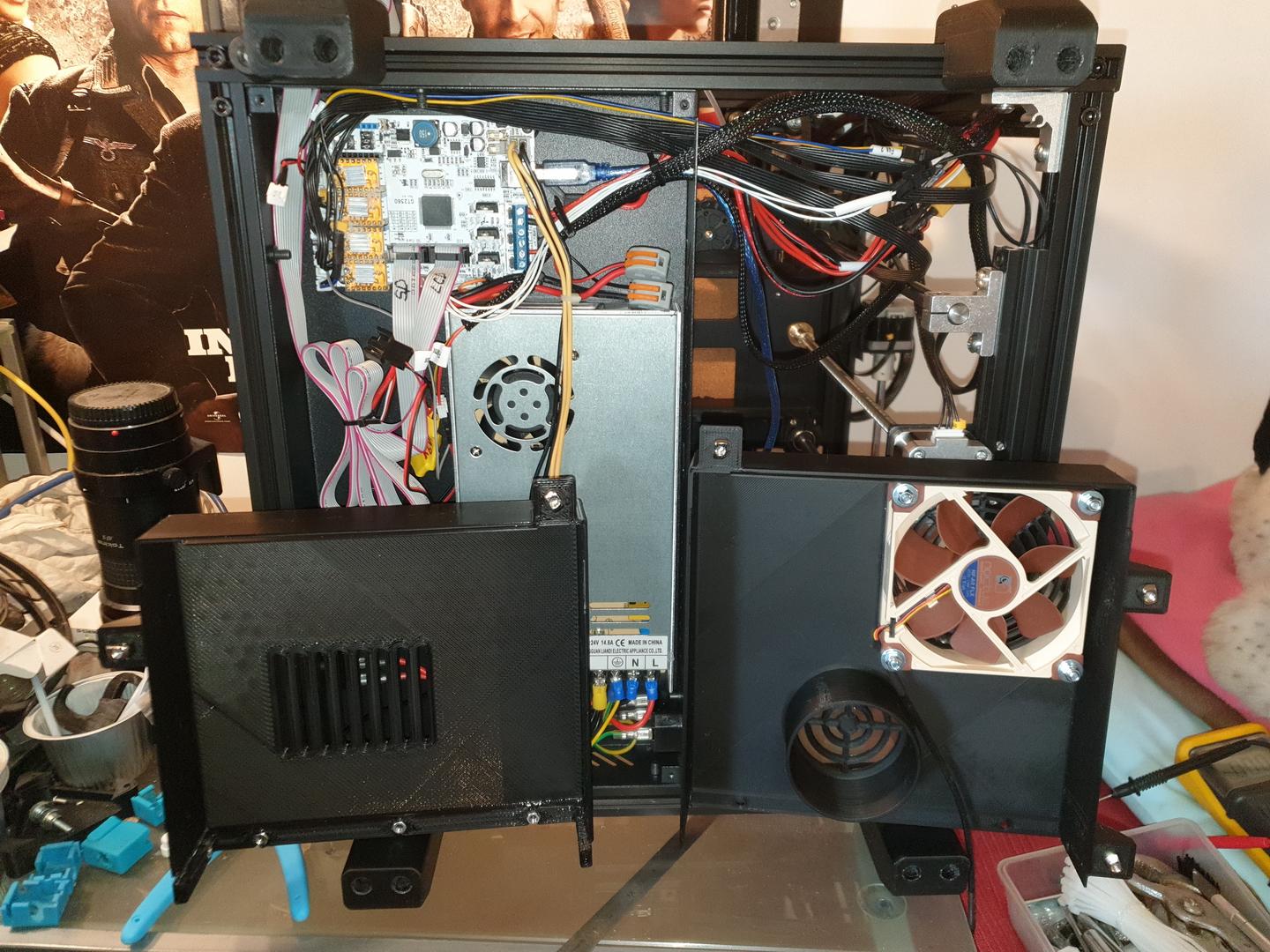
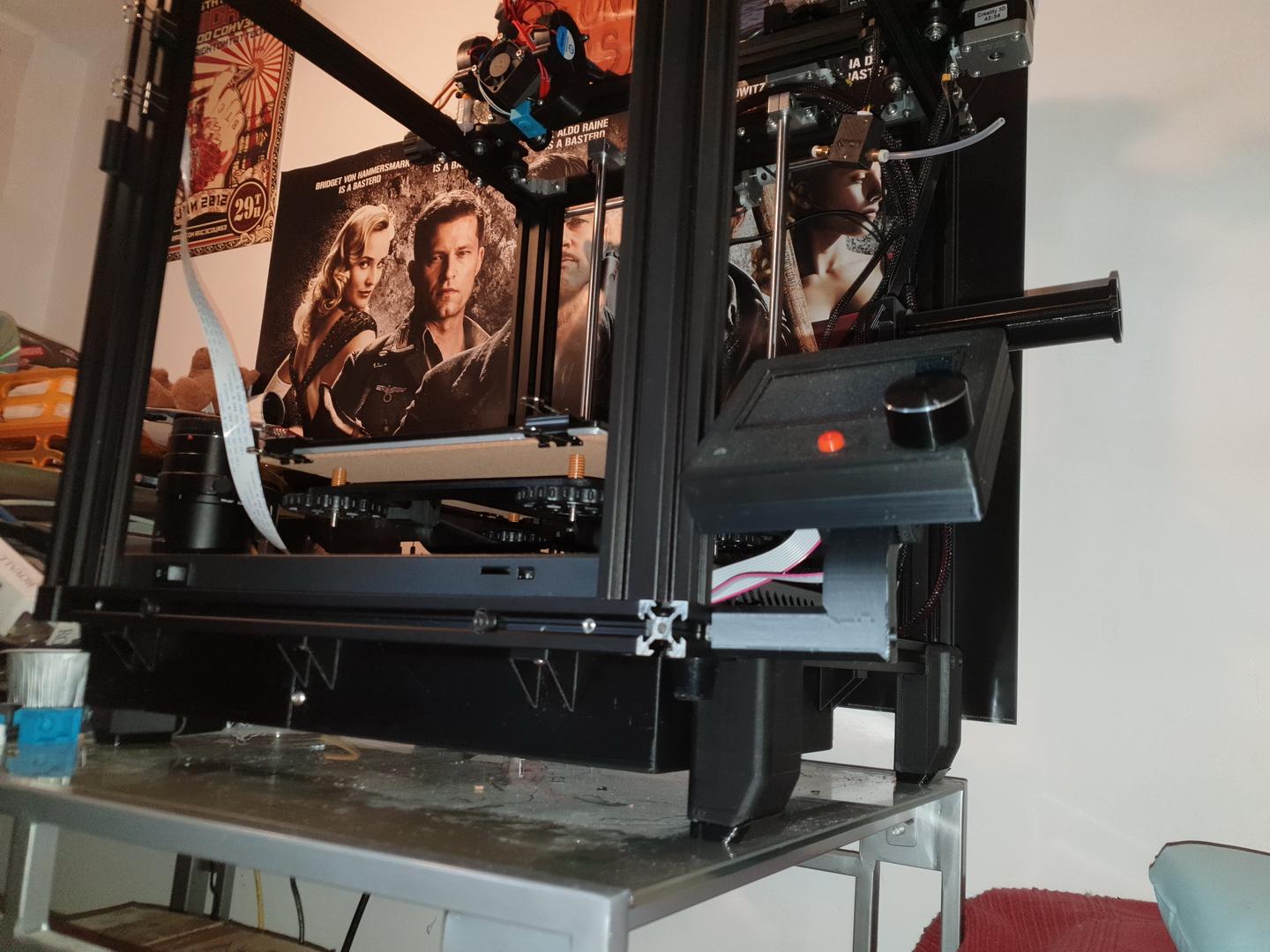
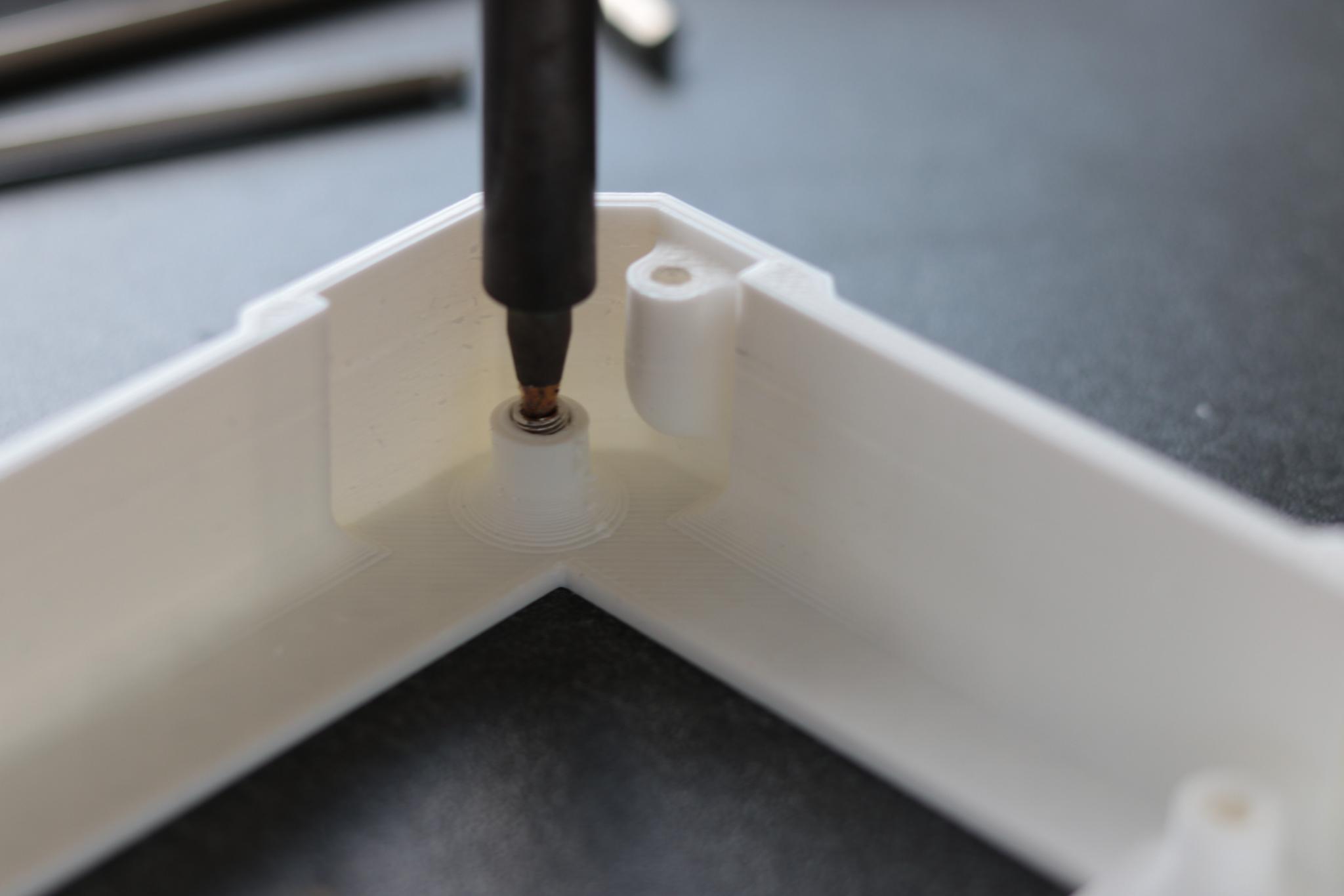
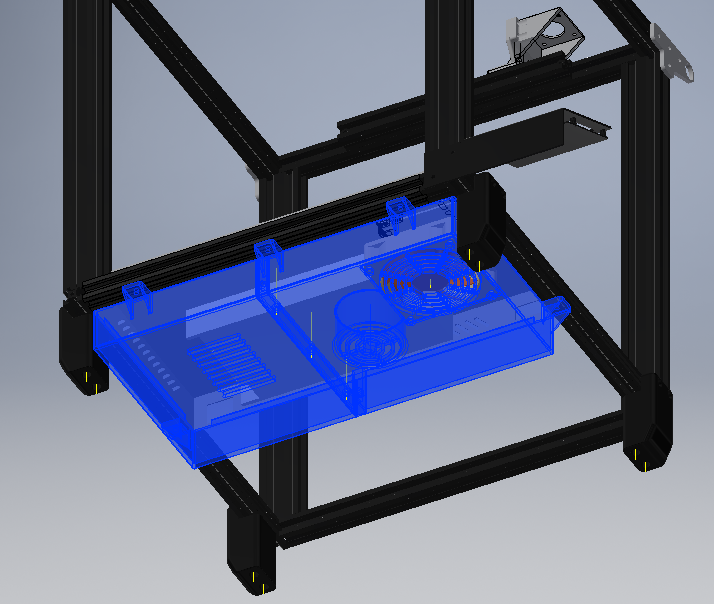
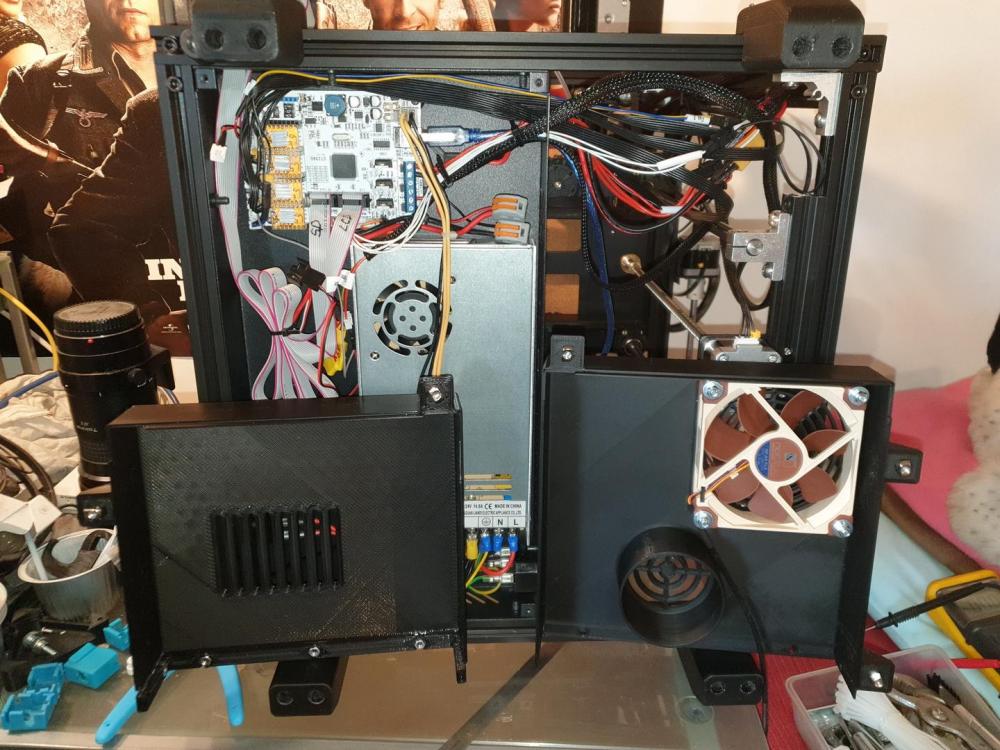
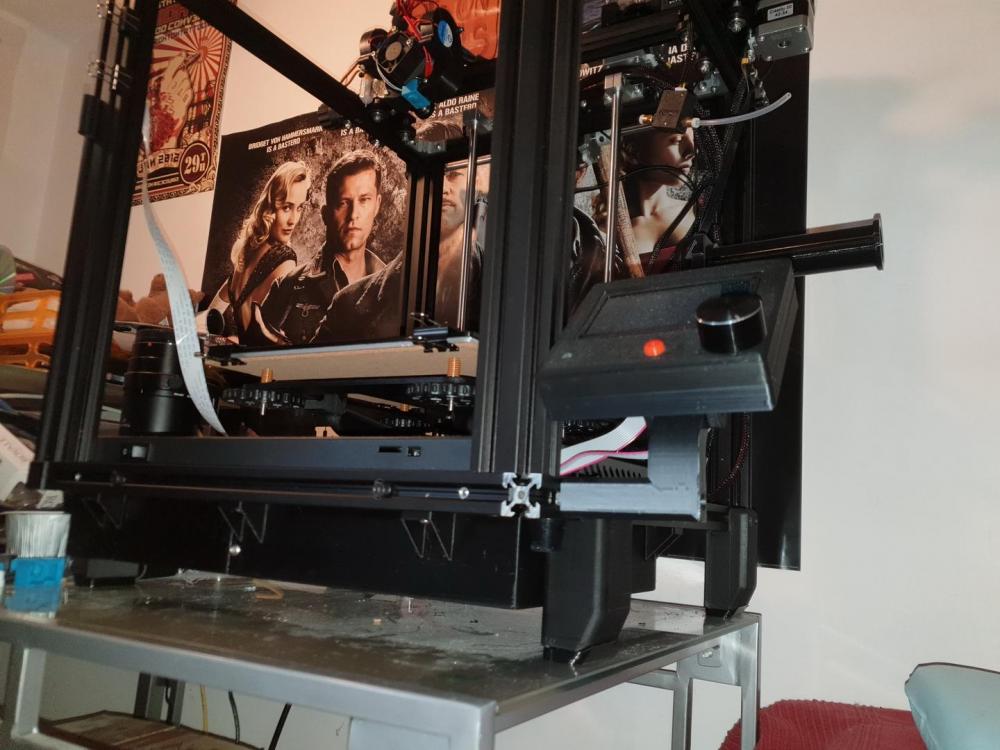
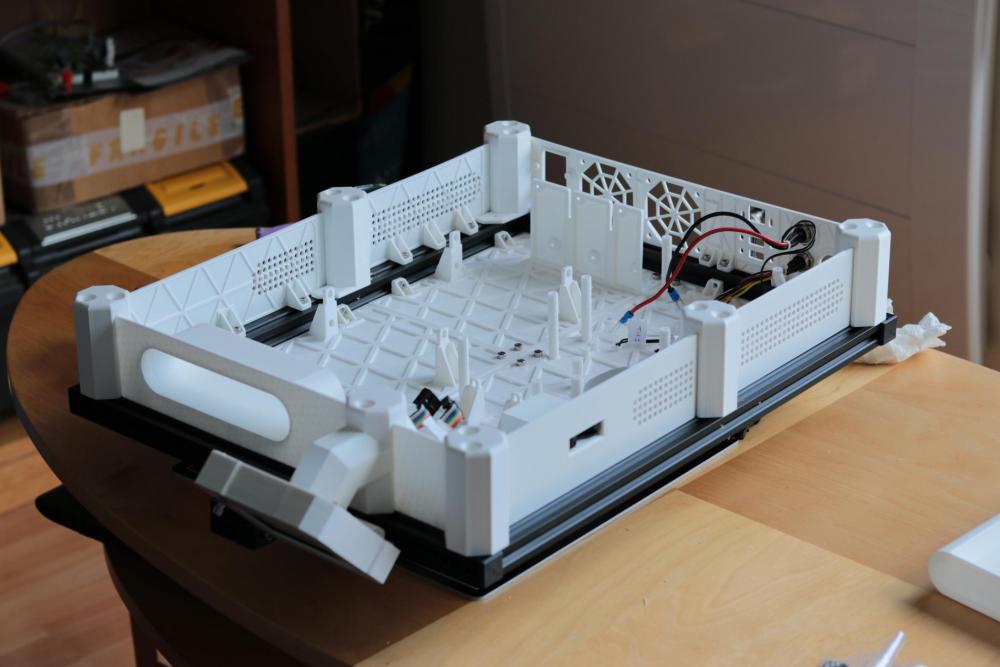
Malgré les erreurs défaut origine corrigées (voir ci-dessus), j'ai réussi à imprimer mes caisson d'UC pour la Ender-5 : Le ventilateur d'origine est bruyant et moyennement efficace. J'ai prévu un Noctua 92mm en 25mm d'épaisseur. 64.6m3/h pour 17.1 dB(A) en 12v. Ce qui implique un convertisseur 24v/12v, il y en a déjà un en 5v. Comme cela, j'ai 24v de l'alim, 12v et 5v par convertisseurs ajustables. Le caisson droit supportant le ventilateur et donnant accès à la carte, est monté par dessus le caisson gauche pour permettre un démontage partiel. Le ventilateur de l'alim est alimenté en air par un puits censé diminuer le bruit. J'aurai bien changé ce 60x60x15 24v qui tourne sans arrêt, mais je n'ai rien trouvé de fabuleux (silence et débit). Chez Noctua, il n'y a que des 60mm en 25mm en 12v. Soit je modélise une fermeture d'alim avec le support de fan décaissé de 10 mm, soit je le fixerai à l'extérieur de la tôle de fermeture. Il faudra peut-être ajuster le puits en profondeur avec la Dremel... 17 ou 18h de print en couche de 0.2 avec une buse 0.4 ! Le caisson de gauche a été imprimé en 4h avec couche 0.4 et buse de 0.8. L'aspect diffère entre les parties droite et gauche : Les pieds sont inspirés de ceux de @razor, et les tampons de pieds en Flex sont ceux du Mod "Standalone", comme le support d'écran.



 2 points
2 points -
Bienvenue chez les imprimeurs fous ! @bigfoot Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement il y a cette discussion en ce moment1 point
-
Salut @bigfoot, Déjà tu n'es pas vraiment dans le bon post je te dirais. Ensuite, dans le forum, il y a une section "Post-production", où tu trouveras des réponses à tes questions. Je te l'accorde, il n'y pas tant d'informations sur la peinture. Mais bon, si tu faisais une petite recherche Google, tu trouverais pas mal de réponses par toi-même. Quelques indices : peintures acryliques en tube, peintures acryliques en bombe ...1 point
-
si tu as compilé, pourquoi ne pas passer par le menu TouchMI que j'ai créé, il permet de se passer de taper toutes commandes! Vivement que @CacaoTor revienne parmi nous! Il faut absolument que les tutos soit à jour!!!1 point
-
C'est bon problème résolu en effets j'ai oublié de taper une commande1 point
-
Pour les relais, ce sont surtout les horaires qui sont intéressants; en tous cas par ici.1 point
-
Peut-être. La plupart de ceux qui impriment de l'ABS en fabrique un. Pour une Ender3, un table IKEA lack est souvent utilisée. Certains comme @Bosco2509 détournent des "studios photos" pour en faire un. Un utilisateur du forum @ATE_Panda avait envisagé d'en fabriquer puis de les vendre mais il n'a plus donné de nouvelles depuis bien longtemps (dernière visite le 25/02/2019) .1 point
-
L'ABS à moins d'avoir un caisson est très difficile à imprimer sur une imprimante ouverte aux quatre vents, le moindre courant d'air, variation de température et adieu la pièce imprimée. Tu ne ventiles pas le filament non plus. Le seul ventilateur actif sur la tête doit être celui de refroidissement du radiateur.1 point
-
@claude : si tu n'as jamais flashé ta carte, c'est sur que ce n'est pas évident car souvent les youtubeurs oublient des détails importants. Tu peux quand même suivre les conseils d'installation ici : du point de vue logiciel, ta A20M a besoin du contenu du répertoire suivant : https://github.com/Geeetech3D/Prusa_I3_3Dprinter c'est plus facile d'importer la totalité des répertoires même sachant que tu n'en aura besoin que d'un : A20M_Marlin-1.1.x12864_3DTouch . Ce n'est même pas la peine de décompresser le répertoire, il suffit de lancer arduino et de lui faire ouvrir le fichier "marlin.ino" qui se trouve dans le sous-répertoire Marlin du dossier compressé. à partir du moment ou Arduino importe toute la quaincaillerie, il faut 1) compiler le soft 2) le téléverser dans ton imprimante et 3) régler l'offset de ton 3DTouch. 1) compiler le soft dans le menu "tools" (ou "outils")de Arduino - regler : Board sur "Arduino/Genuino Mega or Mega 2560" - régler : Processor sur "ATmega2560 (Mega2560)" - régler : Port, sur le port correspondant à ton imprimante normalement à 250000 bauds. - régler Programmer sur "AVRISP mkll". ensuite, cliquer le premier symbole à gauche du menu arduino (comme un V ouvert) pour compiler le soft. Ca permet de vérifier aussi s'il n'y a pas d'erreur sans rien téléverser sur la carte de l'imprimante. Tu peux avoir des erreurs si il manque la bibliothèque U8glib (la bibliothèque qui gère les ecrans LCD). la dernière est la 1.19.1. 2) s'il n'y a pas d'erreur, téléverser le soft dans l'imprimante en cliquant la flêche à droite (juste à côté du V) et attendre que arduino signale (ligne du bas) : téléversement terminé. si tout s'est bien passé, il suffit de rallumer l'imprimante (ou de faire un reset) pour voir le nouveau menu, avec maintenant les options du BLTouch (pardon, du 3D touch). 3) enfin il faut régler l'offset du 3DTouch, c'est à dire indiquer à l'imprimante la distance exacte entre la position où le 3DTouch "touche" le bed et la buse d'extrusion. Pour cela il faut utiliser un logiciel qui permet d'envoyer des ordres à l'imprimante : un slicer comme Simplify3D (payant) ou Pronterface (gratuit). Donc on va admettre que tu utilises Pronterface. Une fois l'imprimante allumée et reliée à ton PC sur lequel tourne Pronterface (attention la A20M tourne en 250000 bauds) tu envoies les ordres suivants : (la partie après le point-virgule, point-virgule compris, n'a pas besoin d'être envoyée) G28 ; home, normalement maintenant, le home en Z se fait au milieu du bed. M851 Z0 ; on règle l'offset à zéro M500 ; on enregistre cette valeur dans l'eeprom de la carte facultatif : M501 ; on vérifie que l'ordre a bien été enregistré G28 Z ; on refait le home (uniquement sur Z) G1 F60 Z0 ; on se positionne délicatement au zéro du 3DTouch. donc l'offset c'est la distance entre le plateau et la buse. on peut la mesurer mais ce n'est pas très précis... M211 S0 : on débraye la sécurité qui empêche normalement la buse de rentrer dans le plateau. donc à partir de maintenant, il faut faire les choses délicatement à l'aide de pronterface, on descend la buse jusqu'à presque toucher le plateau. on intercale une feuille de papier entre la buse et la plateau et cette feuille doit glisser sous la buse en étant un peu retenue. on note alors la valeur de Z indiquée par l'imprimante, par exemple quelque chose comme -1.69 on ecrit cet offset de la manière suivante M851 Z-1.7 ; reporter la valeur de l'offset (en arrondissant au dixième de mm le plus proche si nécessaire) M211 S1 ; rétablir la sécurité M500 ; ecrire tout ça dans l'eeeprom M501; vérifier. voila, voila..... Ne pas oublier de rajouter G29 après G28 dans les scripts de début d'impression du slicer !1 point
-
Merci Octox pour ton aide, En effet j'ai aussi eu un doute entre le read et le write, et j'ai choisi la procédure Creality. Je n'ai pas de problème de fonctionnement du BL Touch, il est bien rouge à l'arrêt et devient bleu en fonctionnement. J'utilise bien Cura, je vais tester ton fichier STL avec le gcode que tu m'a fourni, je te tiens au courant du résultat. Si ça ne donne rien et que tu arrive à faire fonctionner tout ça avec ton futur arduino, je serais pas contre un peu d'aide si je dois passer par un arduino aussi Ce que je trouve pas normal c'est vis à vis de Creality, on paye plus chère pour avoir un kit pour rendre la tâche plus facile, mais au final ou aurait mieux fait de commencer par la méthode la plus complexe.1 point
-
Tu n'y fait rien c'est juste pour t'amener au bon endroit. Exact. Exact, si la ligne verte existe chez toi tu la dé-commente, si elle n'est pas présente, tu l'insère. Ne te fies pas aux numéros de lignes mais aux lignes blanches. Oui, le contenu final de ta ligne doit être celui de la ligne verte, qui doit remplacer le contenu de la ligne rose d'origine.1 point
-
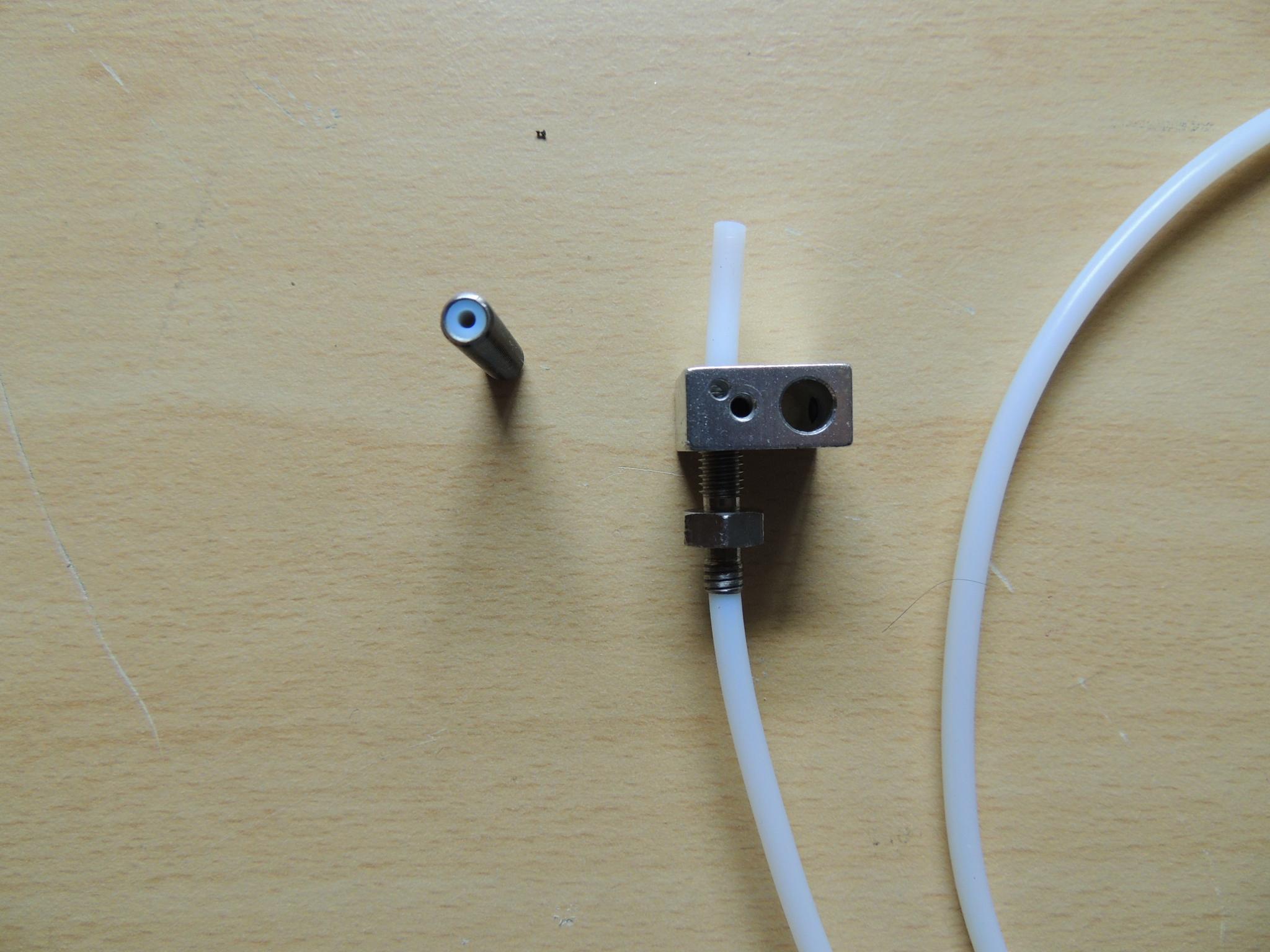
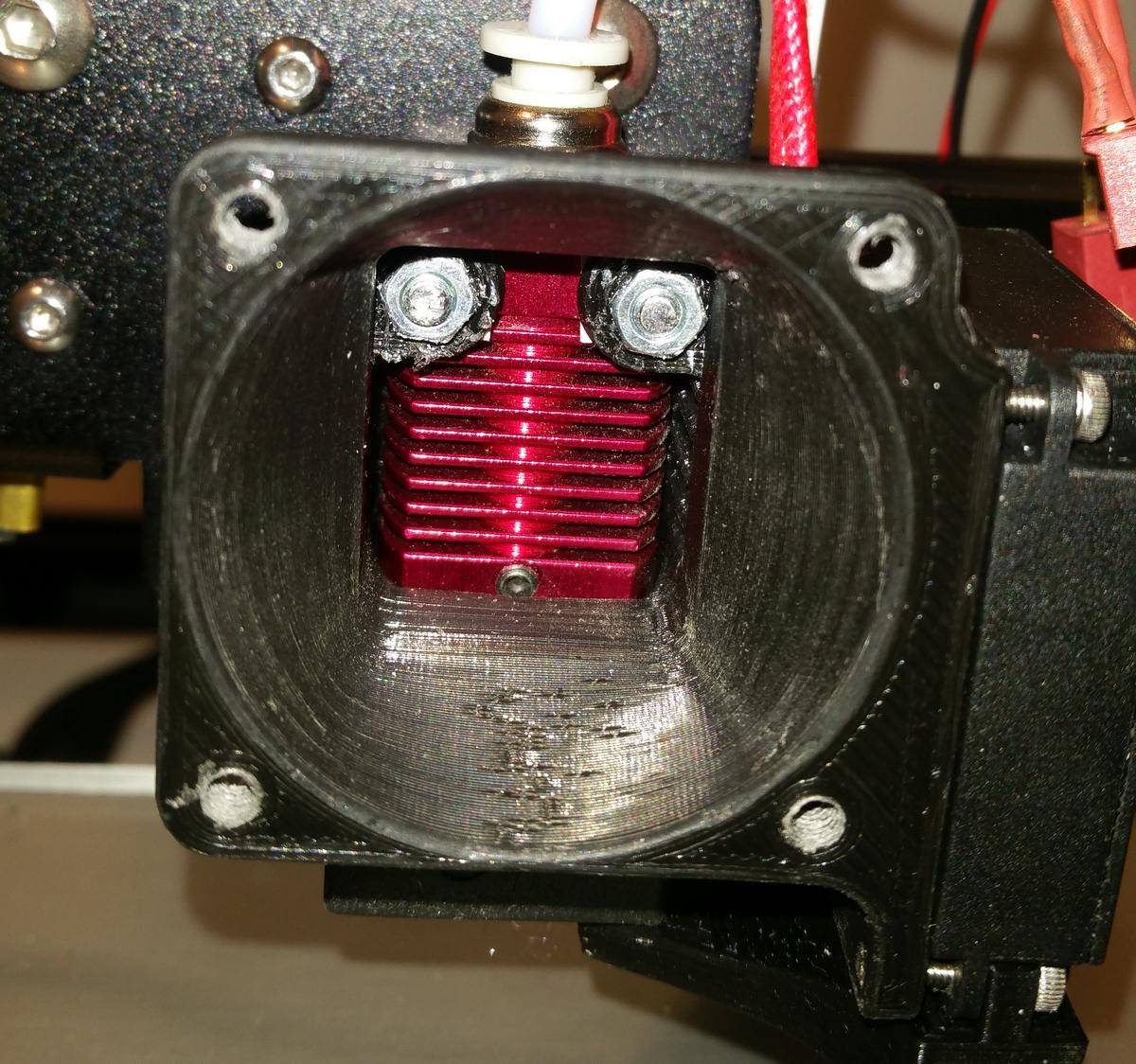
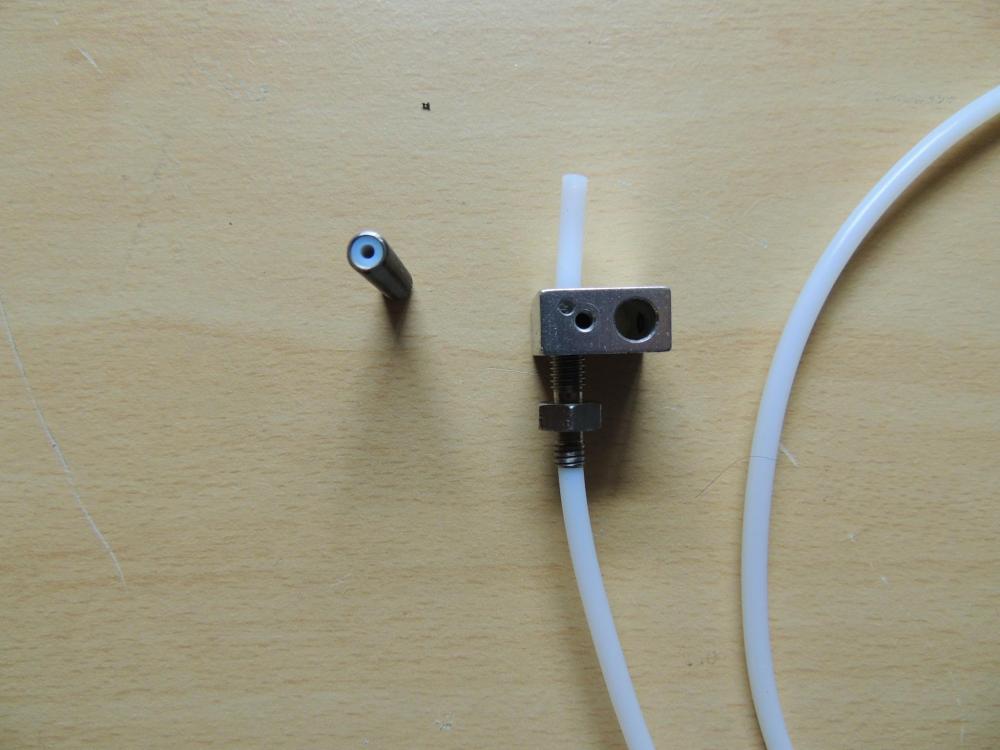
Voilà la réalisation, j'ai recyclé une vieille barrière thermique avec hexagonale je vais tenter le coup demain avec une lisse (a côté), c'est très rapide deux minutes montre en main quand mémé il ne reste pas beaucoup de matière sur le diamètre

 1 point
1 point -
Oui, leur vis à tête bombée sont un peut kitch ... J'ai aussi changé toutes leurs vis par des têtes HEX L'empreinte ne foire pas au serrage/desserrage.
 1 point
1 point -
Bonjour à tous. J'ai commandé la bête juste après son apparition sur gearbest Ce seras ma première imprimante 3D. J'avais prévu de prendre la u30 standard mais, le temps de me decider, la pro à été annoncée. Apparemment alfawise à corrigé pas mal de défauts souvent soulignés dans les tests que j'ai pu voir ou lire. Elle aurais due être expédiée le 5 juin mais Gearbest à pris un peu de retard, ça ne devrais plus tarder. Une fois reçue à la maison je me ferais un plaisir de prendre quelques photos donc n'hésiter pas à me dire ce que vous aimeriez voir plus en détail sur la machine. Merci1 point
-
Bien venue dans le club des heureux Any I3. Tu as sûrement apprécié les superbes tutos de @Yo' disponibles sur ce forum. C'est fou les stress que l'on peut éviter en les lisant. Taïaut ! Ta pièce occupant presque la totalité de ta surface d'impression, toutes les imprécisions dans les réglages / paramétrages vont être mis en évidence.... Ce que tu pointes en signalant que tu n'as pas de soucis avec des pièces plus petites. Tout étant dans la nuance et l'équilibre, je te suggère de reprendre tout calmement depuis le début et d'affiner au mieux : * calibration de ton extrudeur : être sûr que 100mm demandé correspondent bien à 100mm extrudé ? voir içi * qualité de ton nivelling ? j'ai appris qu'une première couche parfaite est un pilier fondamental pour la réussite d'une impression. Je te suggère de ne pas faire l'impasse sur ce point et de ne pas aller plus loin avant d'être satisfait. Une alternative à ton test est de suivre peut-être la solution proposée dans ce sujet on passe ensuite à CURA, un excellent programme. Pourquoi une si vieille version ? s'il vaut mieux attendre pour la (trop) nouvelle 4.1, la 4.0 ( voire la 3.6 pour les frileux) est maintenant bien stabilisée et très propre. L'avantage est que les bugs signalés par les utilisateurs dans les versions plus anciennes ont été corrigés. Cela ne signifie pas que CURA est plein de bug, tous les programmes en ont leur lot, juste que la communauté participative étant très importante, les retours sont d'autant plus pointus et améliorés, ce qui rend CURA très fiable et extrêmement performant. * une création de G-code enregistrée sur une carte USB ne devrait pas poser de soucis. Commence quand même par formater ta carte et/ou procure toi en une de meilleur qualité. Je me suis fait piégé dans une grande surface avec une carte "maison" nettement moins chère que les cartes de marque, mais qui s'est révélée de qualité désastreuse. Il ne faut d'ailleurs surtout pas une grosse capacité, la plus petite capacité sera parfaite. * ton paramétrage de buse dans les paramètres imprimante est-il ok ( onglet extrudeur) ? * L'idée est ensuite de repartir d'un profil propre "non bidouillé" et d'ajuster quelques paramètres spécifiques ( le moins possible pour commencer) . Par exemple, sélectionne le profil "normal" qui propose des couches de 0.2 comme tu sembles le vouloir. Tu verras que plusieurs paramètres seront différents de ceux affichés dans les tiens. Astuce : tu peux ouvrir deux fois CURA et ajuster les fenêtres d'affichage pour comparer les paramètres entre ta version active et une autre. * qualité de ton filament ? yapasdemiracle et attention, les pigments impacteront méchamment les paramètres à utiliser, surtout la T°, mais aussi la qualité des résultats. * J'assume que tu utilises du PLA ? adéquation avec la T° d'extrusion paramétrée ( j'ai vu 200°) : l'habitude pour démarrer est de prendre la moyenne entre le minimum et le maximum recommandé par le distributeur. à affiner éventuellement après essais avec une tour de T°. Il y en a des tas sur Thingiverse. * Pourquoi un taux de remplissage de 60%. 20 à 30% sont en général amplement suffisant. J'ai remarqué que mon I3 apprécie peu des taux importants de remplissage, mais bon cela n'a rien de scientifique. * La vitesse. Comme tu flirtes avec les limites dimensionnelles de ta machine, la réduire un peu vers les 35/40 ne pourra que soulager ta machine. à toi d'en voir l'impact. * ensuite, après un premier test, si tu veux affiner certains paramètres non affichés, rends toi dans menu : paramètres - configurer la visibilité des paramètres et coches ceux que tu veux voir apparaître. Il existe un tuto CURA téléchargeable sous forme de add-on dans le "marché en ligne" qui une fois installé te fournira ( menu extensions-setting guide) pas mal d'explications sur chaque paramètre. Attention à l'interaction entre ceux-ci. C'est admirablement bien expliqué dans CURA ( "touche" = impacte les paramètres indiqués et "touché par" = est impacté par ...). Il vaut mieux n'en modifier qu'un et voir ce qui se passe, plutôt que d'en modifier à pouf plusieurs en rafale. En cas de perte de contrôle en cours de bidouillage, repartir d'un profil officiel propre n'est pas une mauvaise idée. * enfin, vu ta pièce, si l'impression ne te satisfait pas, l'option proposée par @sha est bien vue : activer "coque- étirage" sur la couche supérieure est une idée à explorer. Là aussi, commence avec les paramètres standards pour en étudier l'impact. Un peu hors sujet, mais comme tu es novice avec Cura, je te suggère de charger les add-on : customs support, mesh tools, setting guide, sidebar gui, version in tittle bar, z offset setting ( à activer ensuite via l'affichage paramètres section "adhérence du plateau", une valeur négative rapproche la buse du plateau). Amuse toi bien avec ton Anycubic, car finalement, c'est ce que nous recherchons toutes et tous.1 point
-
@Athanor Je ne parle pas de ton cas qui je le comprends fait perdre la confiance. Reste bien courtois avec eux et tu devrais pouvoir trouver une solution. Je constate juste qu'ils ont durci le SAV. Tu sais, les sites ou j'ai eu le plus de soucis à ce niveau, c'est malheureusement sur des sites européens.1 point
-
Bonsoir, Est ce que ton code de démarrage remet bien à zéro l'origine de l'extrudeur après le print de la ligne? -> "G92 E0 ;zero the extruded length again" ... Pour moi, c'est la dernière ligne du "start code".1 point
-
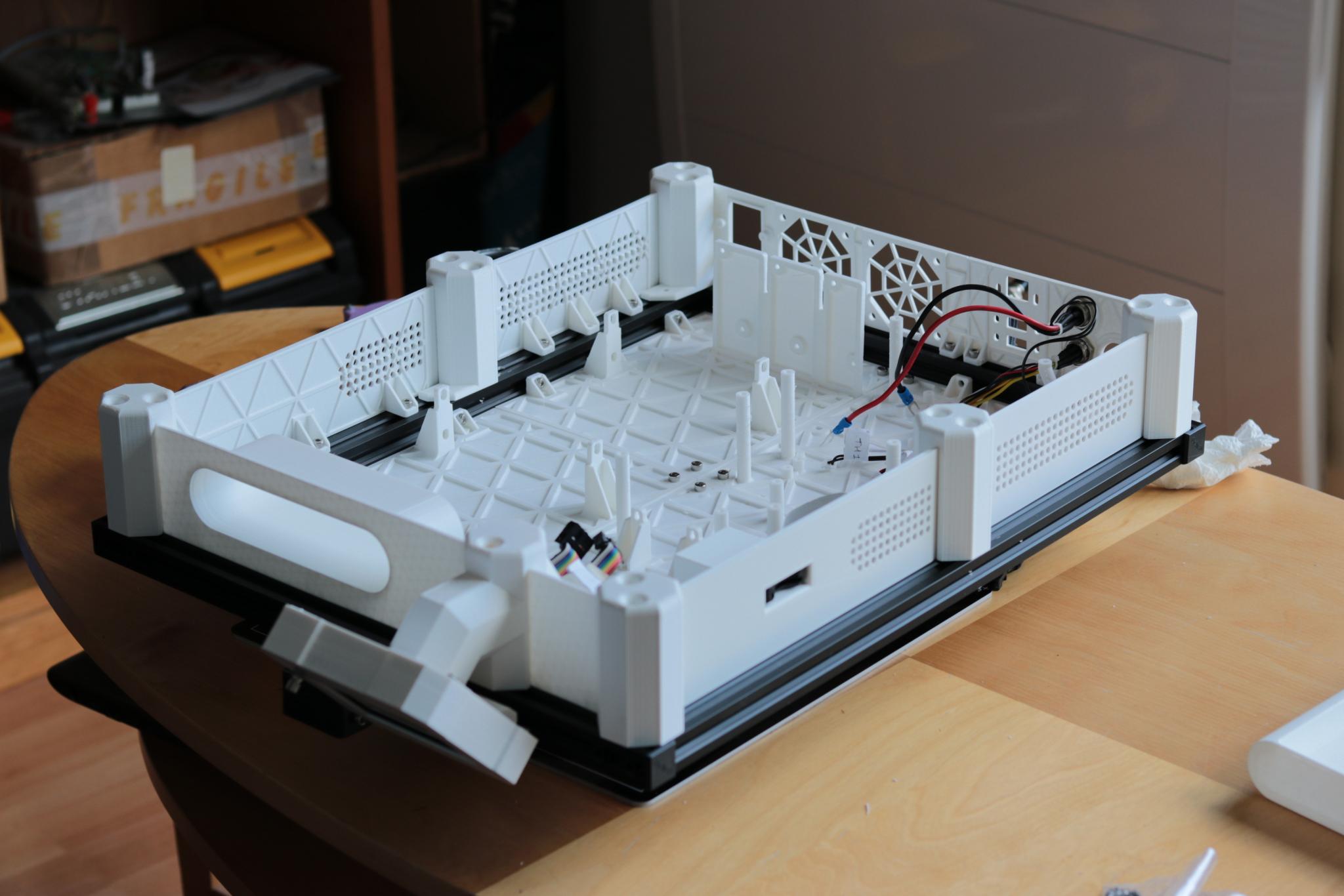
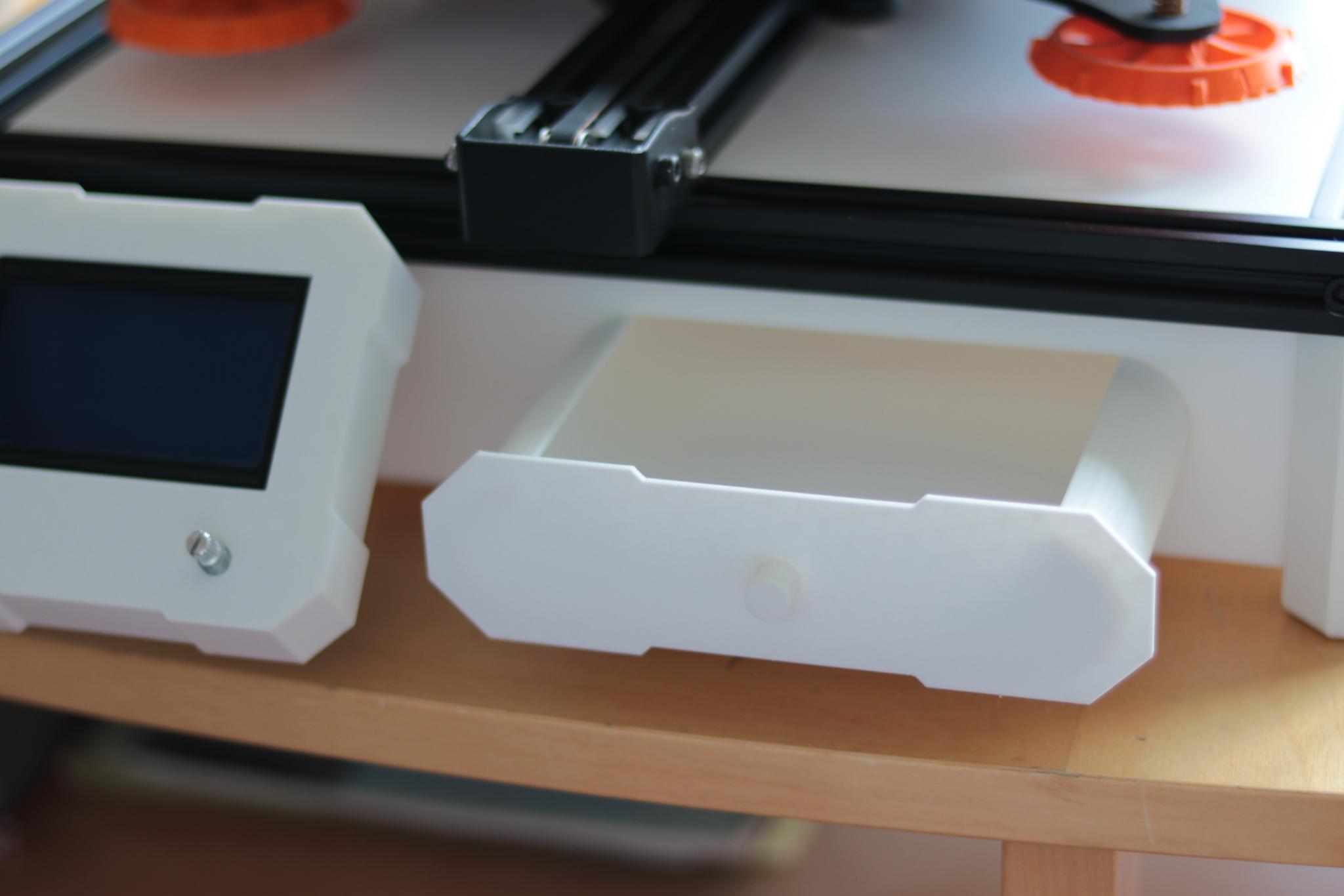
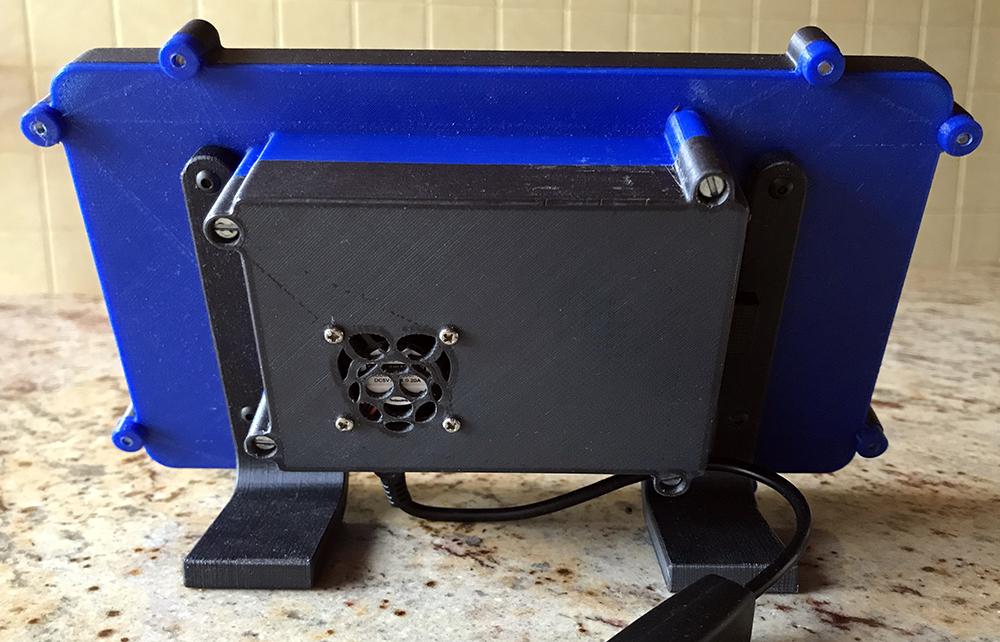
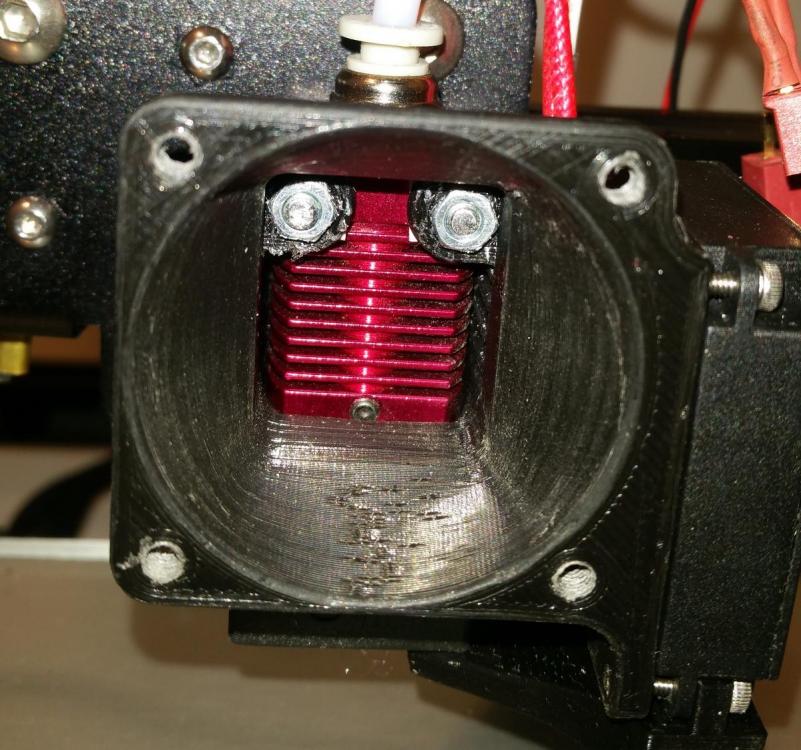
Bonjour, Voilà le résultat final après impression du nouveau capot arrière et incorporation des LED d'activité et d'alimentation. AVANT : APRÈS C'est quand même nettement mieux, aussi bien pour l'esthétique que pour le refroidissement ! Encore un grand merci @trotro pour la modification du fichier.

 1 point
1 point -
On y bosse !!1 point
-
C'est normal que tu sois aussi précis, tu fais 16 mesures sur le même point. Je sais pas si t'as bien compris le principe du leveling. Le HAK c'est un endstop Z !! ça ne réglera jamais ton bed.1 point
-
Voila ,tuto fini >https://hotends.dozuki.com/Guide/Montage+capteur+"TouchMI"+sur+CR10S+PRO/6?lang=en1 point
-
Je viens de tomber dessus, en effet, çà me parait pas cher ! Je suis presque prêt à me laisser tenter, même si j'y connaît rien en SLA Mais bon après, 120 x 68 x 170mm, ça reste un petit volume d'impression... Bref, à réfléchir1 point
-
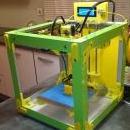
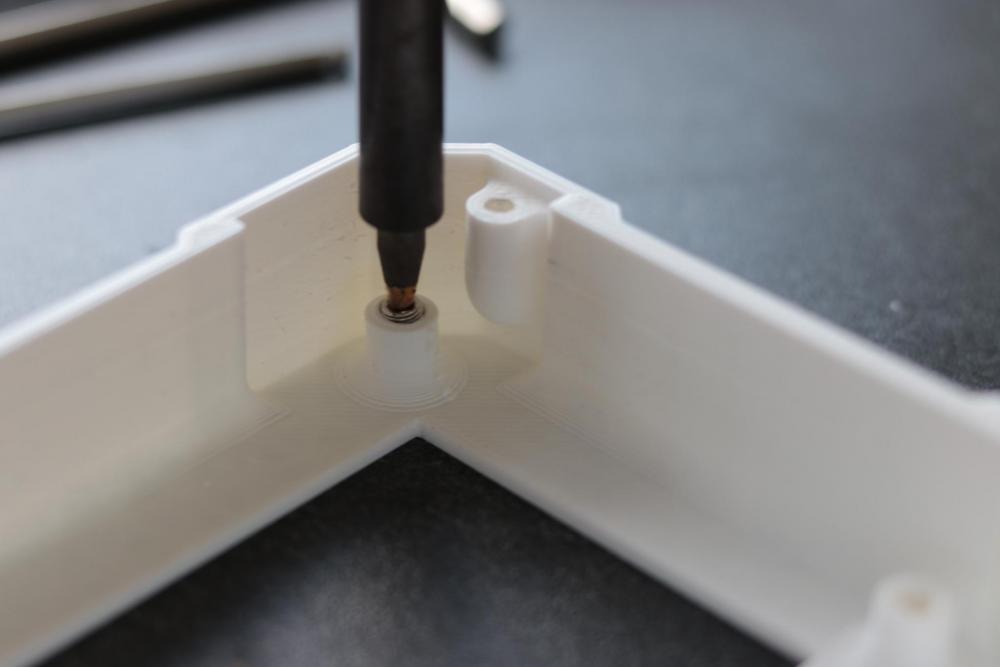
Le montage ce fait doucement. Le taraudage était un mauvais choix car les pièces sont vides et les vis ne tiennent pas. J'ai tenté la technique d'insertion d'insert avec un fer à souder. L'insertion ce fait très bien, mais du plastique à tendance à rentrer dans le filetage, il devient alors impossible de visser la vis jusqu'au bout. Enfin, la plus grosse mauvaise nouvelle c'est que les panneaux latéraux ont tendances à se tordre sous la contraintes des vis. Sinon je suis content du visuel et je n'ai pas d'ajustement à faire. Edit: Ha oui, @Lecoyote, tu risque d'être déçu pour le passage de câble. Je n'ai pour le moment rient prévu et fait en sorte de réutiliser au maximum les câbles existants, n'aimant pas le câblage (je suis, de plus, très mal équipé).




 1 point
1 point -
Gna gna gna...... Tsé ce que c'était le fin mot de l'histoire ? A force de mettre la bécane debout/couchée/debout/couchée pour bricoler dessous, y'avait la prise du end-stop Y qui avait quitté ses pines et j'avais pas dû la remettre au bon endroit..... Me stupid ! @BourrinDesBois il semblerait que les rails Mgn à pas cher, ça peut s'améliorer avec un peu de soin, j'ai vu passer une vidéo à ce sujet, c'est ici >>>1 point
-
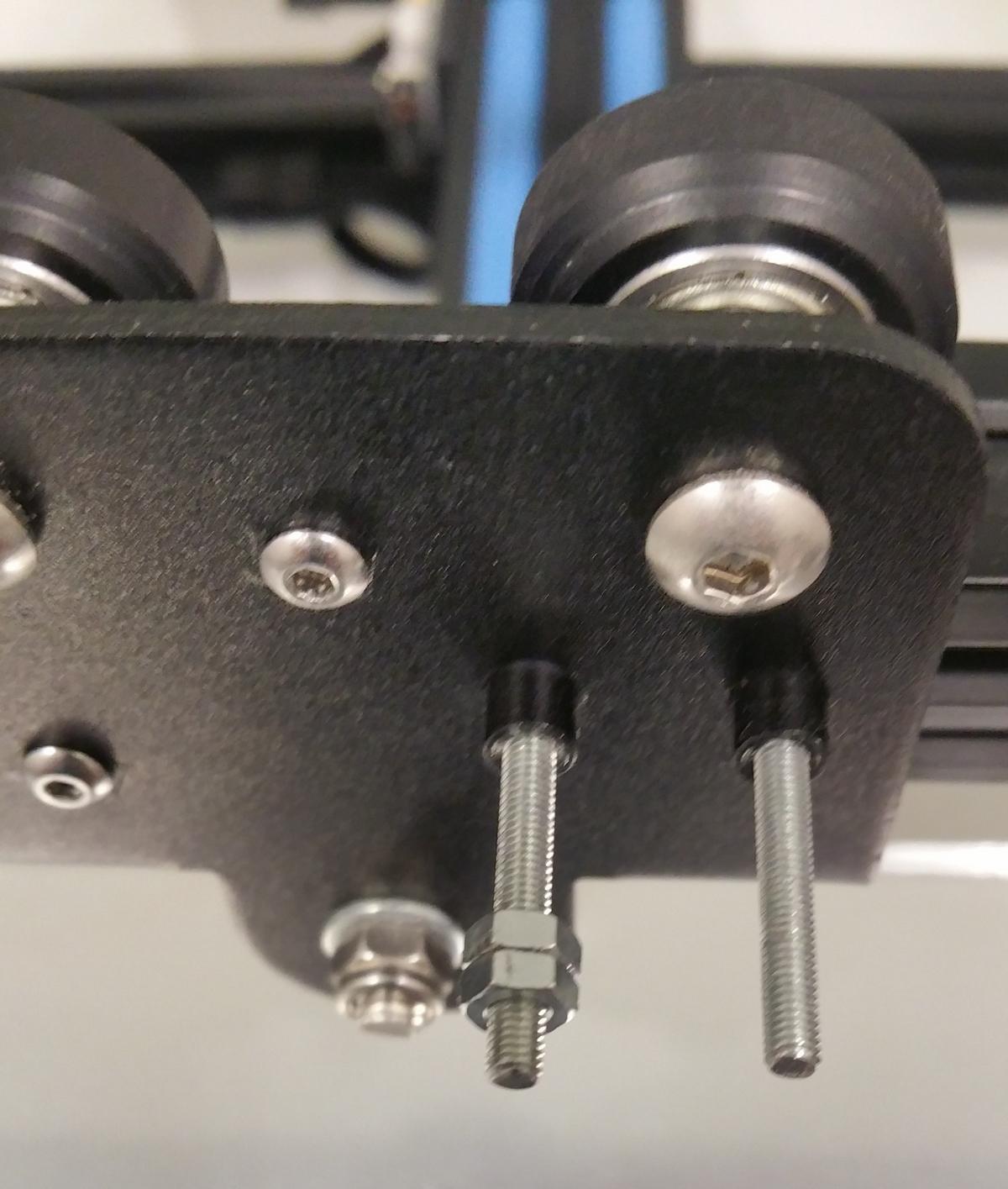
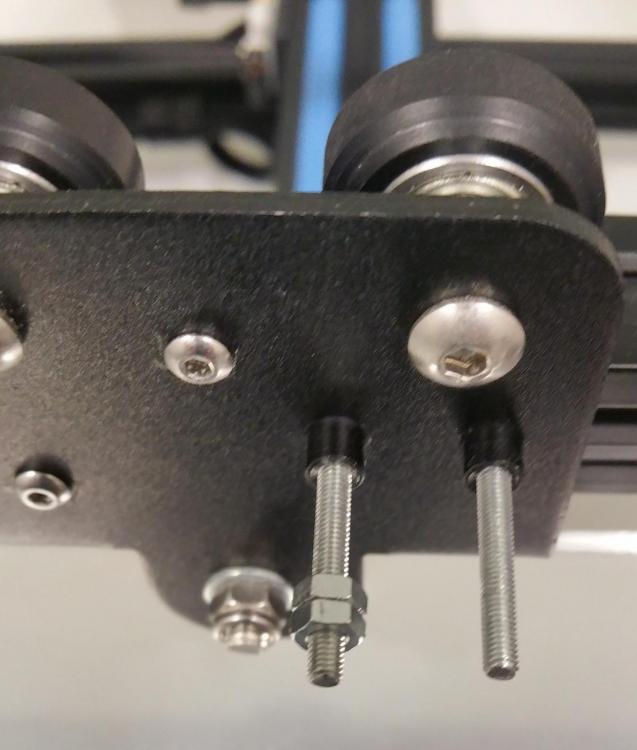
@gelam Astucieux Mr ! Donc voici en mots puis en images le remède pour le problème de desserrage de mon petit bazar . Jai poin testé encore mais yapadraisonqueçamarchepas.... Il faut 2 bout de M3 sans tête de 25 mm de long , 4 écrous M3 et une carte de visite .... Commencer par faire 2 trous de 3mm dans une carte de visite (de préférence quelqu'un que l'on n'aime pas comme ça on ne pourra plus le rappeler .... Ensuite il faut faire 2 petit carrés (ou rectangles ou ronds ou hexagones ou patates) avec cette carte de visite mais en faisant attention que le trou soit au centre (au pif) de de petit carré (ou rectangle ou rond ou hexagone ou patate) poue en faire donc des rondelles thermiques.. Visser les 2 bouts de M3 x 25 dans les trous de fixation de la tête alouette . Pour le serrage utiliser un écrou et un contre écrou pour bien mettre la tige filetée dans le fond (et pas autre chose) Mettre la tête alouette (pas la tienne celle de l'imprimante) sur les tiges filetées et la serrer avec 2 écrous (un sur chaque tiges bien sure) Mettre les rondelles en carte de visite sur chaque tiges, mettre en places le machin en plastique noir préalablement imprimé en place Et le plus drôle pour la fin mettre avec ces gros doigts les 2 autres écrous M3 ridicule et les serrer avec ce que vous pouvez utiliser .... Voila, comme on s'en doute j'ai pété les plombs en le faisant mais ce qui m'amuse le plus c'est quand je pense a la tête de tous ceux qui vont lire tout ça !!!!


 1 point
1 point -
@sha L'option machine à coudre et / ou faire le café / thé serait un gros plus .1 point
-
La Snapmacker fait méchamment rêver , si ils avaient intégré un petit scanner 3D en plus , c'était la machine de loisir ultime1 point
-
Salut , si t'as Facebook, j'ai mis des photos et les fichiers à disposition, reste a faire un tuto ! Montage TouchMI sur CR10S_PRO ++1 point
-
Voici la vidéo : Merki @fran6p1 point
-
Cadeau en fichié joint, c'était mon firmware, en français, avec bltouch. depuis je l'ai retiré, sa imprime mieux sans Je te joint aussi le manuelle du 3dtouch, pour la GT2560 REV A+ et pour finir, Le code de départ dans ton trancheur doit contenir le code G28 suivie de G29 pour effectuer le nivellement automatique du lit. Pour le reste, ya pas mal d'infos sur le forum Marlin.rar 3DTouch auto leveling sensor User Manual version2.0.pdf1 point