Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/08/2019 Dans tous les contenus
-
Salut ! Pour info, vu en MP avec @ooJujuoo, aucun souci pour adapter le fang à tout ce que vous voulez, U20 one, Renault 4L, sous marin nucléaire... Vous pouvez également le partager sur thingiverse si vous le voulez, les seuls impératifs (licence oblige) sont de le publier en tant que remix en citant les sources et de publier les STL gratuitement (attention à ce point, la licence est très claire et basée sur la loi Américaine, ça rigole pas...). Je rappelle qu'a la base il s'agit d'un projet communautaire et donc je considère que ce fang ne m’appartient pas plus qu'a un autre, beaucoup de monde à participé à son développement et je ne voit pas pourquoi j'empêcherai qui que ce soit de poursuivre et de l'adapter sur des machines que je ne possède pas. Tout ce que je souhaite c'est que cela soit fait en conservant cet esprit communautaire. Voilà, éclatez vous !3 points
-
Pour répondre à la question je n'ai pas testé la création du lien. Toutefois, je peux dire que la pression sur le refroidissement du filament n'est pas une bonne amie, car ça risquerait de deformer l'impression, et donc de faire l'effet inverse. C'est comme chercher à aller plus vite avec ta voiture en rajoutant du couple. Ça améliorera l'accélération du véhicule, pas forcément sa vitesse, mais au détriment d'une usure/déformation plus rapide des pneus. Bref, il vaudrait mieux chercher des ventilateurs ayant de meilleures performances, comme ceux là : lien2 points
-
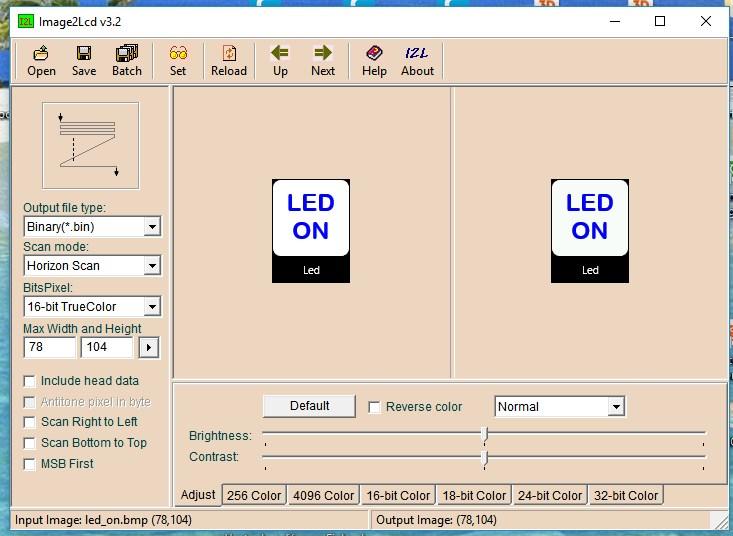
A la demande de certains un petit tuto pour créer et customiser des boutons sur l’écran MKS TFT 3.2 Pré-requis Avoir installé l’écran MKS sur la Mega !! (voir Tuto de Murdock) et de préférence avoir installé un Marlin récent voir le dernier Marlin (voir tuto Murdock) ce qui vous permettra d’avoir accès a des commandes Gcode bloquées souvent par le firmware d’origine qui est maintenant assez ancien.. Préliminaires Avoir un logiciel de dessin (peu importe), et (ou) un logiciel. svg ; mais le simple « paint » de windows 10 fera l’affaire . Télecharger le logiciel Chinois « Image2Lcd » vous le trouverez il me semble sur le github de MKS mais une recherche google vous le fera trouver. Le logiciel est gratuit mais si je me souviens bien il faut lui mettre une licence sinon il sera en essai… je ne me souviens plus de la licence mais elle est trouvable sur le Net. Ce qu’il faut savoir… L’ecran MKS possede deux pages (appelées « More ») pour insérer des boutons « customs ». Une page quand l’imprimante n’est pas en impression (on peut y insérer jusqu’à 7 boutons customs appelés : « moreitem_button_cmd ») et une page quand l’imprimantes est en impression (on peut y insérer jusqu’à 6 boutons appelés : « morefuc_cmd ») Exemple de réalisation Je veux insérer deux boutons pour allumer les leds de l’imprimante et les éteindre… (le propos n’est pas de décrire la réalisation de cette fonction …il faut faire des changements basiques dans Marlin et relier un port servo dispo sur la trigorilla à un petit relais…) Tout d’abord on ouvre le fichier « configuration.txt » du firmware et on cherche la ligne « set number of more button », on y voit cela : #set number of "More" button >moreitem_pic_cnt:0 #edit command for 1~7 "More" button,each command must be separated by semicolon ";" >moreitem_button1_cmd:G28 X0; >moreitem_button2_cmd:G28 X0; >moreitem_button3_cmd:G28 Y0; >moreitem_button4_cmd:G28 Y0; >moreitem_button5_cmd:G28 Z0; >moreitem_button6_cmd:G28 Z0; >moreitem_button7_cmd:G28; On peut voir que par défaut il y a 0 bouton d’installé et que par défaut on leur a donné des fonctions G28 diverses. Il suffit de déclarer un ou plusieurs boutons , ici j’en déclare 2, ce qui fait : >moreitem_pic_cnt:2 Puis de remplacer la commande gcode par défaut par celles que je désire : >moreitem_button1_cmd:M355 S1; >moreitem_button2_cmd:M355 S0; Pour info on peut affecter plusieurs commandes à un bouton en les séparant par un « point virgule » On enregistre le fichier configuration.txt et on ferme.. 2- On ouvre son logiciel de dessin, on créé un rectangle vertical de 78 pixel sur 104 pixel, on remplit le rectangle de noir (couleur du fond de l’ecran MKS) puis dans la partie supérieur du rectangle on créé un carré de 74 pix sur 74 pix avec des angles arrondis afin de respecter le style des boutons de l’écran. On remplit ce carré de blanc et on dessine ce que l’on veut dans ce carré… J’ai fait simple !! j’ai écrit « led on » et « led off ». Pour rester dans le design on le fait avec la couleur du style, pour moi c’est le bleu .. MKS vous fournit sur leur document les valeurs hexadecimal des couleurs utilisées sur leur écran… Bien évidemment comme dans tous les manuels chinois le manuel est faux !! Les couleurs sont fausses ou inversées… (classique dans le SAV chinois , quand il y en a … !) les deux bleus sont 000080 et 0000FF. Une fois fait on rajoute un petit texte de son choix sous le carré blanc afin de conserver toujours le style des boutons et on finalise en enregistrant le bouton dans un fichier à extension .bmp 3. On ouvre le logiciel Image2Lcd on importe son dessin .bmp (pour ma part j’ai nommé mon fichier led_on.bmp) on met les réglages (de gauche) tel que dans l’exemple ci-dessous : Enfin on enregistre et on obtient un fichier .bin Pour moi cela donne : « led_on.bin » 4. Ce qui suit est primordial il faut renommer le fichier exactement avec les mêmes termes que dans le firmware… Par exemple mon bouton « led_on.bin » etant le premier des boutons customs (le « more_button1_cmd ») je vais le renommer : bmp_custom1.bin (oui je sais ce n’est pas la même appellation que dans le fichier configuration.txt … ça doit être chinois comme logique…. !) Une fois renommé « j’écrase » les fichiers d’origine dans le dossier « mks_pic » du firmware par mes nouveaux fichiers … Voilà c’est terminé ! Il vous suffit de flasher le firmware avec les changements effectués (dans le fichier conf et le dossier pic) pour découvrir vos nouveaux boutons sur votre écran comme ci-dessous: Dans mon cas les 2 boutons fonctionnent et je peux aussi rajouter dans le « gcode de fin » de mes prints la fonction M355 S0 et les leds s’éteignent en fin d’impression… NB: ici on voit un troisième bouton afin de vous montrer un bouton générique sans customisation N’hésitez pas à nous montrer vos créations et vos idées pour insérer de nouvelles fonctions via des boutons customs sur l’écran MKS . Bons prints !
 1 point
1 point -
Je comprend, j'ai moi aussi un soucis de place car l'impression 3D prend beaucoup ainsi que l'Aéromodélisme et l'électronique de mon côté. Quand la mienne est arrivée, elle était bien dégraissée (Sèche !) comme la plupart des imprimantes chinoises que je possède ou que j'ai possédé sauf ma Davinci qui croulait sous la graisse à 10 balles ! Les seules qui étaient au top à ce niveau sont des imprimantes plus haut de gamme (Ultimaker 2+Ext et ma Form1) Donc sur la 4Max, j'ai tout simplement mis un peu de graisse blanche (ne pas non plus en mettre une tonne), sur les roulements et vis sans fin. Attention trop de graisse attire des impuretés et finit par tuer axes et roulement. Dès qu'elle noircie, refaire un entretien. Rien sur les Pas à Pas (PS : Je suis, enfin j'étais dans l'ingénierie pendant plus de 20 ans sur des machines très haut de gamme et gros volume couleur chez un grand constructeur Japonais, j'y suis toujours mais j'ai été forcé malheureusement de changer de branche en interne). Pour le plateau, il est pour moi l'un des meilleurs que j'ai eu à utiliser toutes machines confondues, l'accroche est juste parfaite même en ABS. Le fameux système microperforé de chez Anycubic est juste impeccable. Sur cette imprimante, j'ai essayé tous les types de filament et je n'ai rien fait (Pas de nettoyage à l'IPA, ou de laque). Attention l'IPA c'est bien mais ça reste un "solvant" et de plus, Ultra inflammable. J'ai d'ailleurs arrêté son utilisation en SLA car son odeur et son stockage en font des points très négatifs (Mr Propre à 45° /50° jaune dilué en bac Ultrasonic, même résultat et surtout facile à trouver immédiatement le WE , et bien moins cher !). Vas y doucement et progressivement, rodes son électronique et mécanique (Même si c'est du Chinois avec des cartes et moteurs à 20€) Vérifies que ta plateforme microperforée est bien positionnée, la mienne n'était pas alignée au plateau, la brosse était dessous. D'ailleurs, les clips arrières ne sont pas facile d'accès. Commence par des petits tests pour étalonner ta machine, genre carré de 5x5 de 2mm, et tu les compares impression après impression pour verifier tes premières couches. Puis après testes les différents types de supports avec Cura toujours en utilisant de petites pièces. Ne te lances pas dans des impressions de 10 heures, tu auras tout le temps d'y revenir. En impression PLA, enlèves le couvercle et ouvre la porte, avec une chauffe plateau de 45 à 55. C'est une matière qui aime respirer. Evites, au début les composites trop complexe Carbone, TPU. Maitrise le PLA dans un premier temps. Après tu à aussi le PETG très simple à imprimer comme le PLA. Certains diront qu'il remplace l'ABS, avec la simplicité du PLA, je dirais de mon côté que non, car il résiste pas à la chaleur comme le PLA au contraire de l'ABS ou Nylon. En ABS ou Nylon, tu fermes tout et pour la température tu montes à 90 ou 100, voir 110/120 pour le Nylon. Attention à la qualité des bobines, d'une marque à l'autre, c'est le jour et la nuit. Pour information, j'ai utilisé le PLA Blanc et échantillon qui sont livrés avec la machine, pas eu de soucis ! J'ai imprimé des charnières de volet pour un avion en une seule passe (Tu peux l'a trouver sur ma page Thingiverse ici :https://www.thingiverse.com/thing:3085104) et rien n'a dire. Sauf que c'était pour un test car autrement je les print en Nylon. Dis toi, que tu peux avoir une machine haut de gamme à 6000€ avec un filament à 50€ la bobine, si tu ne maitrises pas tes paramètres, tu ne feras des pâtés ! Pour le PET-G je prends du Ice (Bien mais c'est un peu la roulette, je finis mes bobines et je testes le Sunlu) Pour le PLA et l'ABS du Sunlu (Top, et presque pas d'odeurs en ABS) En TPU, Eolas, aucun soucis sur toutes mes machines, moins chers que le NinjaFlex et aussi souple (Presque) En Nylon, Taulman 645 permet un lit moins chaud, ne fume pas et ne s'enflamme pas mais comme tous les nylons reste très compliqué à imprimer Pour information, tête pour la 4Max Pro disponible depuis hier sur Amazon en Prime (https://www.amazon.fr/dp/B07S6NDLK7/ref=pe_3044141_189395771_TE_dp_1). Même si une est livrée avec la machine d'origine j' en ai commandé une autre car je ne l'ai trouvé nulle part sur les sites Asiatique. J'ai aussi pris des buses de 0.2 à 0.4.1 point
-
Bonsoir @r2d2 le bed est de même puissance que l'ancien, le gamma est l'équivalent des moteurs Z. le 1.00 ou 1.5 et 0.8 est l'ampérage que je modifie dans le config.txt1 point
-
Si si, y'en a qui la consulte .1 point
-
Tout à fait. Je m'ai trompé . Je corrige donc de ce pas. Mon correcteur n'agit que sur l'orthographe et plus ou moins la grammaire mais pas la syntaxe EDIT: Comme tu avais insinué le doute en moi, j'ai pris le temps de rechercher sur la Toile. Certes, c'est une expression un peu désuète, mais elle peut tout à fait être utilisée dans le contexte : "prendre ombrage" en espérant ne pas subir les derniers outrages1 point
-
outrage tu veux dire1 point
-
@Filofile Si tu n'as pas d'option dans ton menu, tu peux créer un petit fichier gcode contenant les deux commandes suivantes: -M502 (récupère les données du firmware (contenu du configuration.h) suivi par -M500 pour enregistrer ces valeurs dans l'EEPROM Ou si tu es connecté sur ton imprimante et que tu as Pronterface, Repetier, Octoprint, en passant par le terminal tu peux directement taper ces deux commandes l'une à la suite de l'autre.1 point
-
ca marche, c'était pour toi et JP je mettrais le sujet a jour en fonction de l'evolution1 point
-
Oui erreur de ma part, mea culpa. bientôt le plugin bientôt dés que je lance la publication sur octoprint je vous ping1 point
-
Slt, Oui je confirme, même si certaine M-SLA ont des volumes équivalent au FDM. Perso, je l'utilise en Aéromodélisme pour des pièces mécaniques de précision, charnières de volets, Guignols, palonniers mais aussi des pièce pour le côté maquette des modèles (Planche de bord, mannequin, sièges, etc …) @Ironblue Mon StartEnd 4Max Pro modifié de la 4Max qui d'origine sous Cura me posait des problèmes d'extrusion de démarrage et balançait la tête en butée en fin d'impression, ce que le moteurs n'aiment pas trop à long terme Start G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 X-40 Y40 ;Nozzle Brush G1 X-40 Y5 ;Nozzle Brush G1 X-40 Y40 ;Nozzle Brush G1 X-40 Y5 ;Nozzle Brush G1 Z15.0 F{speed_travel} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E40 ;extrude 40mm of feed stock G92 E0 ;zero the extruded length again G1 F{speed_travel} M117 Printing... G5 End M104 S0 ; turn off extruder M140 S0 ; turn off bed M84 ; disable motors M107 G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more G28 X5 ;Y5 ;move X/Y to min endstops, so the head is out of the way G1 Z40.0 F{speed_travel} ;move the platform down 40mm M84 ;steppers off G90 M300 P300 S40001 point
-
On refroidi moins, ou pas, l'ABS car cela augment le risque de warp, et de décollement entre couche, mais tant que cela ne se produit pas il ne faut pas se l'interdire ! Tout est une question de dosage et de qualité de filament (pas de soucis avec l'Optimus adh-p par exemple) C'est bien l'idée, figé rapidement le plastique extrudé cela permet d'avoir un temps plus long entre 2 couches (l'imprimante passe plus de temps sur la même couche), et donc d'augmenter le temps de refroidissement avant d'imprimer une nouvelle couche sur un base encore trop molle, sans jouer sur la ventilation qui reste délicate à régler pour l'abs.1 point
-
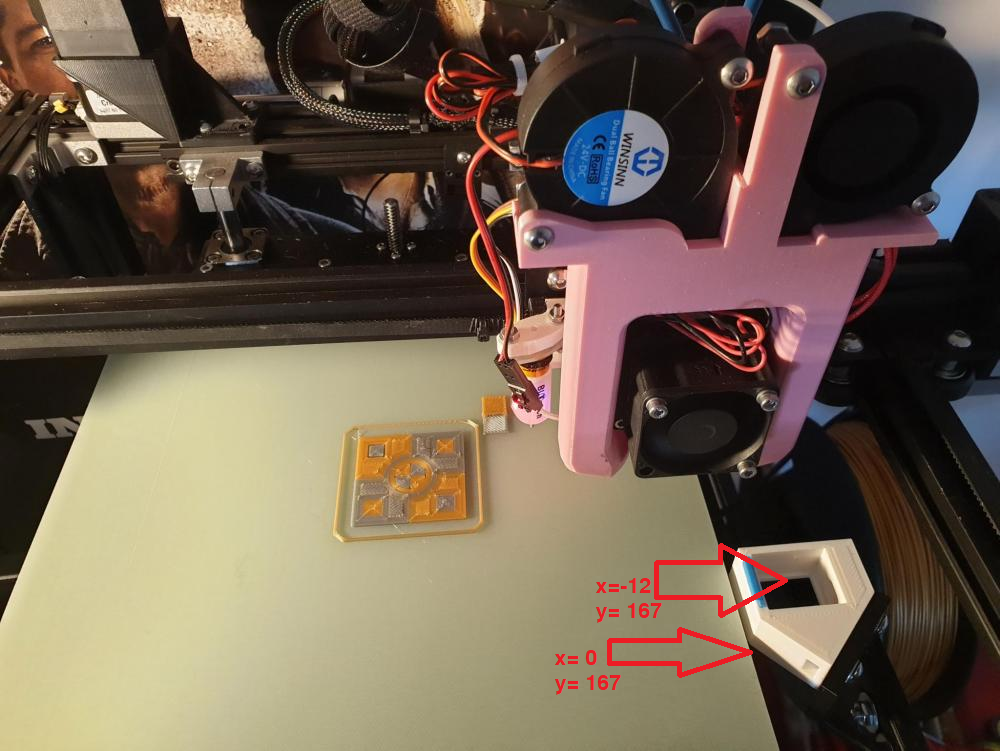
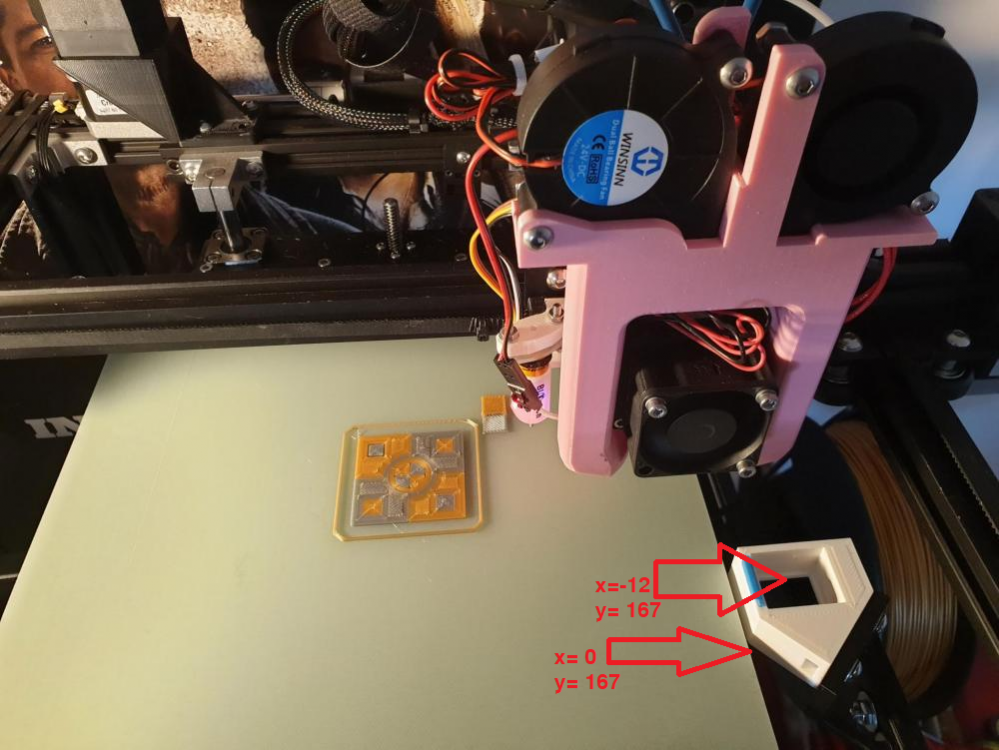
Les -12 pour Xmin, c'est sur la Ender5 : Mais j'ai dû découper l'angle inférieur droit du chariot et ajuster le capteur. Mon bed est déclaré aux dimensions max relevées. Pour la CR-10, bien que je ne l'utilise pas, j'ai déclaré comme ceci : // @section machine // The size of the print bed #define X_BED_SIZE 300 #define Y_BED_SIZE 300 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS 319 //X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 350 // Par securite avec moteur Z en haut (400) Pour la capacité d'impression, c'est la taille du bed, mais il est possible de faire un G1 X319, et même au delà, mais avec un M201 S0 pour annuler les sécurité de fin de course ! Là avec les déclarations X_MIN_POS et X_MAX_POS (et autres), tu t'affranchis du M201 dangereux et agissant sur les 3 axes indifféremment !
 1 point
1 point -
Bonjour @bigfoot Si tu utilises cura, tu peux essayer d'activer "la roue libre". Mais il y a mieux théoriquement : mettre en œuvre "le linear advance". C'est beaucoup plus difficile (nessécite une calibration très fine pour chaque filament) et cela requiert éventuellement de reparamétrer le firmware de ton imprimante (pour activer la fonctionnalité) car ce n’est pas un parametrage coté slicer, mais une option différente de gestion du flow par l'imprimante elle même. une photo du défaut permettrait d'avoir une meilleure idée de problème. cdlt1 point
-
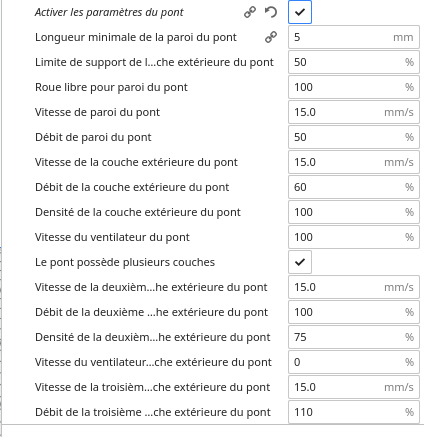
Bonsoir @biquet peux être peux tu tenter le paramétrage expérimental de gestion des ponts dans cura, pour diminuer la vitesse et monter le refroidissement spécifiquement pour les "pont". (capture d'écran de cura 4.2.1 en français) Comme tu peux le voire il y a un bon paquet de paramètres !.. Je ne sais plus à partir de quel version de cura le paramétrage existe mais il faut activer la visibilité de ces paramètres en mode expert. a+ PS : si les gorges sont "débouchantes" alors les bords des gorges sont à l'extérieure et la première couche n'est pas connexe (d'un seul tenant), non ?
 1 point
1 point -
C'est bien dommage. Pas pour Fusion 360 (quoi que…) mais pour l'anglais. Quelque soit le sujet, c'est dans cette langue qu'on trouve le plus de documentation sur internet. Apprendre un logiciel est parfois même plus simple en le laissant dans cette langue, même quand une traduction est disponible.1 point
-
Grrrrr, vous allez me rendre jaloux....................... Non, en fait, je suis déjà jaloux !! Vous avez l'air de faire ça en trois clics de souris alors que je n'y arrive pas, même en insistant !! @Kachidoki Je sais bien que Fusion360 c'est le top, mais un logiciel aussi compliqué qui n'est pas disponible en version française, pour moi, c'est éliminatoire !! @jmarie3D J'ai conservé toutes les versions de FreeCAD : de 0.16 à 0.19. J'utilise principalement la version 0.19 mais il n'arrêtait pas de planter, alors je suis passé à la 0.17.1 point
-
Salut, est-ce que vous n'auriez pas le problème du plateau bombé ou creux ? quand vous réglé les 4 coins et que vous faites le centre par la suite, la feuille gratte elle de la même manière que sur les coin ?1 point
-
Bonjour, Je suis à la fin du nouveau projet Life size = sangoku kid Je viens de terminer ces cheveux ... Mot de passe = sangoku https://vimeo.com/349483122 Petite pose de 3 jours pour le gecko de ma fille En cours...1 point