Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 20/08/2019 Dans tous les contenus
-
@ravensbzh Le problème de mauvaise extrusion peut avoir plusieurs causes (et j'en oublie certainement ). Pour que le filament au final, sorte de la buse, il doit suivre un cheminement: 1) de la bobine (pas de nœud dans les spires, doit pouvoir "tourner" assez librement), 2) via le "feeder" (souvent appelé extrudeur): le moteur joue deux rôles: il tire sur le filament placé sur la bobine et il pousse ensuite celui-ci dans le tube PTFE via la roue crantée sur l'axe du moteur et en opposition une poulie libre qui presse le filament sur la roue crantée à l'aide d'un ressort. 3) via le tube PTFE qui conduit le filament jusqu'à la tête: il doit freiner le moins possible son passage 4) passage dans la tête jusqu'à la buse: le tube PTFE doit être enfoncé jusqu'au contact de la buse. Si l'un des 4 points de passage (voire plusieurs) sont défectueux, l'extrusion ne se fait pas correctement. Pour le point 1, la vérification est facile: visuellement on se rend compte si une spire passe sous une autre Pour le point 2, plusieurs vérifications à effectuer: - le maintien de la roue crantée sur l'axe du moteur (le vissage de la vis M3 sans tête s'effectue sur le méplat du moteur), - la vis qui sert d'axe à la poulie qui presse le filament sur la roue crantée, ne doit pas être trop serrée au risque de bloquer la roue libre, - la vis qui sert d'axe au levier où se trouve le ressort, idem pas trop serrée (le levier doit pouvoir se déplacer facilement), - le ressort doit jouer son rôle, il est parfois un peu "faible" (on peut imprimer (à condition que l'imprimante soit fonctionnelle), une petite pièce de renfort ( ici ou une pièce faite par @Titi78 cale_ressort.stl ) Pour le point 3, la plupart des tube PTFE ont une dimension interne de 2,0 mm qui permet normalement le passage sans problème d'un filament de 1,75mm. Certains filament n'ont pas toujours cette dimension (à vérifier). Ce tube PTFE ne doit pas avoir été pincé ni plié sinon ça freinera le passage. Pour le point 4: le montage dans les règles de l'art du PTFE jusqu'au contact de la buse est primordial. Pour cela, l'extrémité du PTFE qui sera en contact avec la buse doit avoir été coupée à angle droit sans pincement pour qu'il puisse s'appuyer sur toute la surface de la buse. Comme ce tube est en contact avec la buse (il ne supporte pas de températures au delà de 260° (les composés du téflon émettent un gaz nocif)), il se détériore avec la température de chauffe (surtout si on chauffe fort). Son diamètre se rétrécit et en se rétrécissant, il empêche le passage du filament. C'est pourquoi quand on procède à un nettoyage, on coupe un peu de cette extrémité (5mm) avant de procéder au remontage. En espérant que tu arriveras à trouver ton problème et à le résoudre. Cordialement2 points
-
Pas la peine, la désactivation de la commande M503 et l'optiboot ont largement suffit sur mon am8, malgré son bl-touch, son lcd d'A6 et son Titan Aero. Après tout ça libère bien plus de mémoire que les commandes montrées par @Foxies "//#define DISABLE_M503 // Saves ~2700 bytes of PROGMEM. Disable for release!"2 points
-
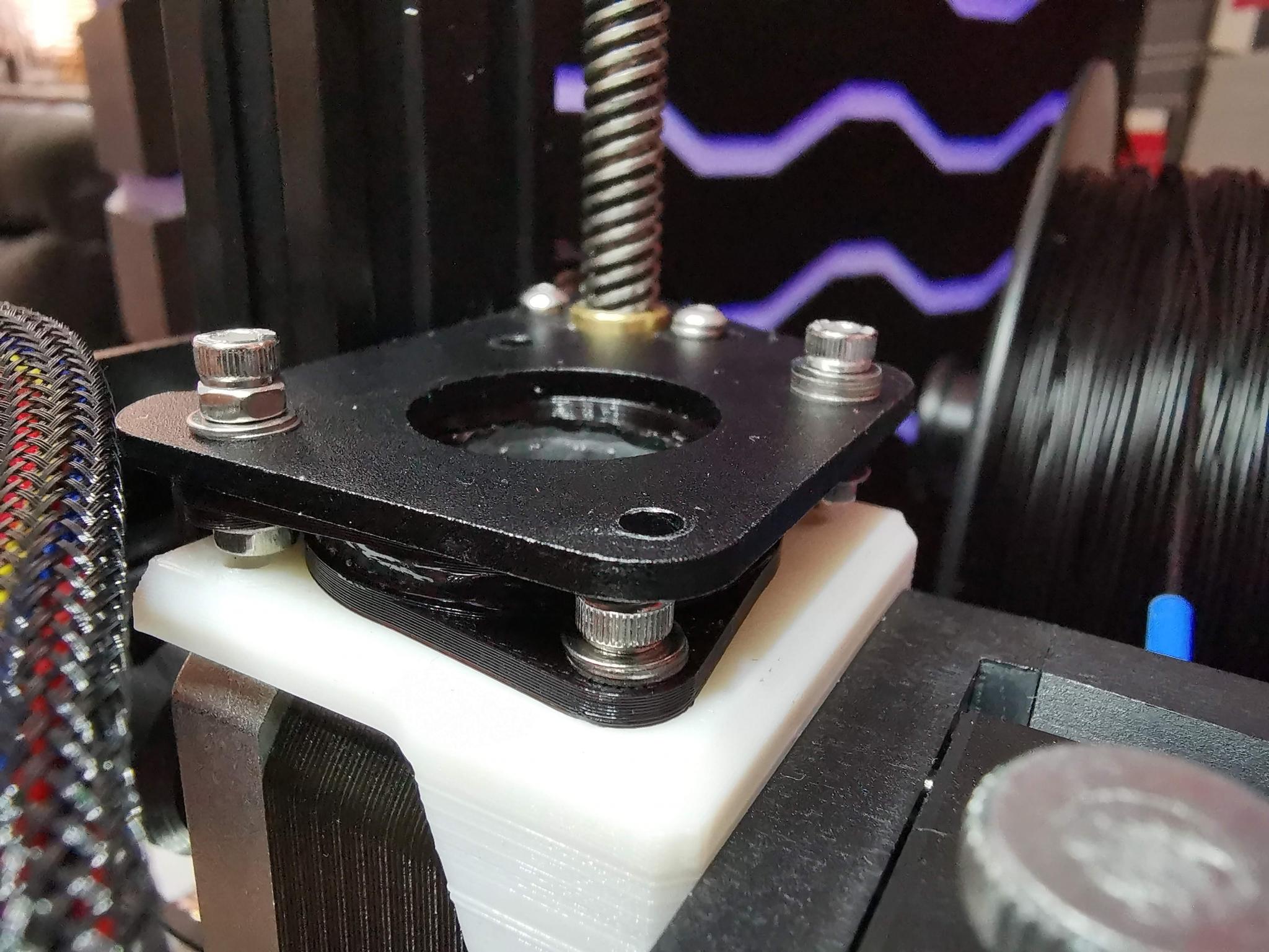
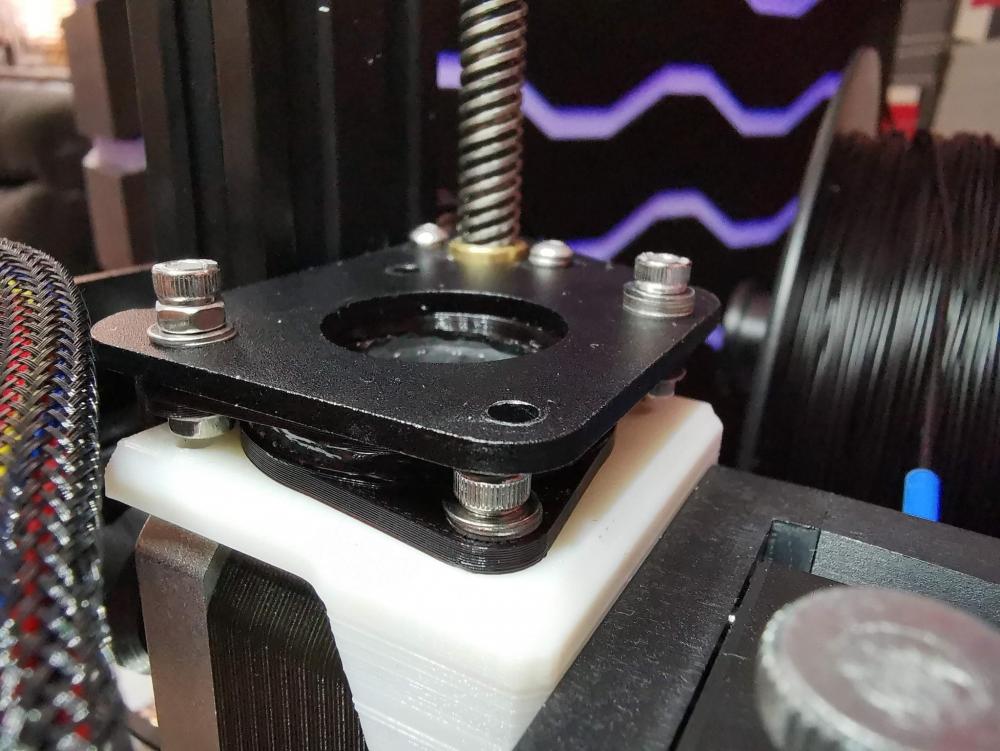
Bonjour à tous, je vient partager une bonne idée. J'ai installer sur mon Ender 3 PRO un extrudeur BMG que je trouve très efficace mais assez bruyant et pas mal de vibration dans le chasis. J'ai donc chercher à faire un Damper fait maison et j'ai réussi et ça fonctionne super bien, ça diminue bien le bruit du bmg lors de la rétractation très fréquente sur certaine pièce. Voila le damper en question sur Thingiverse https://www.thingiverse.com/thing:1826103 Ensuite à la place de la pièce du milieu circulaire, j'ai mis du caoutchouc ( voir photo ) c'est du caoutchouc assez dur de 5mm avec au milieu de sa hauteur de la corde que mon père à depuis des années en gros rouleau, je ne sait pas de ou ça provient et ou on peut en trouver .... J'ai collé le caoutchouc au deux partie du damper avec de la colle bi-composant que voici sur Amazon https://www.amazon.fr/Loctite-Colle-forte-Universal-Transparent/dp/B01LYEU43E/ref=sr_1_4?__mk_fr_FR=ÅMÅŽÕÑ&crid=3OPX4IJTECQHP&keywords=loctite+bicomposant&qid=1566299021&s=gateway&sprefix=loctite+bi%2Caps%2C141&sr=8-4 Il est possible aussi de remplacer le caoutchouc par une pièce faite en flex, à tester avec du flex assez rigide ! Je vous mets toutes les photos, voila ca peut aider pour pas grand chose




 1 point
1 point -
Ah ouais tu n'as pas traîné pour les améliorations. Pour le plateau (qui sont pas terrible si j'ai bien compris), j'en ai pris un en plus en verre micro-poreux. Je sais pas si j'ai bien fait. En attendant je commence à concevoir une ou deux pièces avec FreeCad et Cura. Je vais commencer à poser des questions dans la section adaptée. Merci de l'accueil.1 point
-
j'avais publié quelque part les vref relevés sur la carte d'origine de ma Ender5 avant d'y mettre une Geeetech GT2560revA+. Mais ça fait 30mn que je relis mon file de mes imprimante et je retrouve pas... Çàyé !!!! J'ai retrouvé c'est ici et là.1 point
-
En effet, une fois que tu connais bien la tolérance de ta machine, tu peux facilement compenser les trous verticaux au design, et même ajuster le niveau de frottement que tu souhaites. C'est plus compliqué pour les trous horizontaux, qui ont tendance à avoir un plat (surtout au "plafond") Cependant comme tu recherches une bonne précision, il vaut mieux dans ce cas avoir des trous légèrement plus petits, et passer un coup d'alésoir (reamer en anglais) dedans (prévoir un peu plus de marge sur les parois car on enlèvera de la matière). Ca ressemble à ça : Ca coûte une poignée d'euros chez les chinois (largement suffisant pour du plastique, même si j'en ai déjà utilisé dans du fer plat en acier tendre sans problème), et c'est fait pour faire des... alésages ! Un foret ne sert qu'a l'ébauche. Le double avantage ce cette méthode c'est que tu auras des trous parfaitement rond et calibrés que ce soit en impression horizontale ou verticale, et qu'en plus ils seront très lisse au lieu d'être striés. Tout dépend du but recherché.
 1 point
1 point -
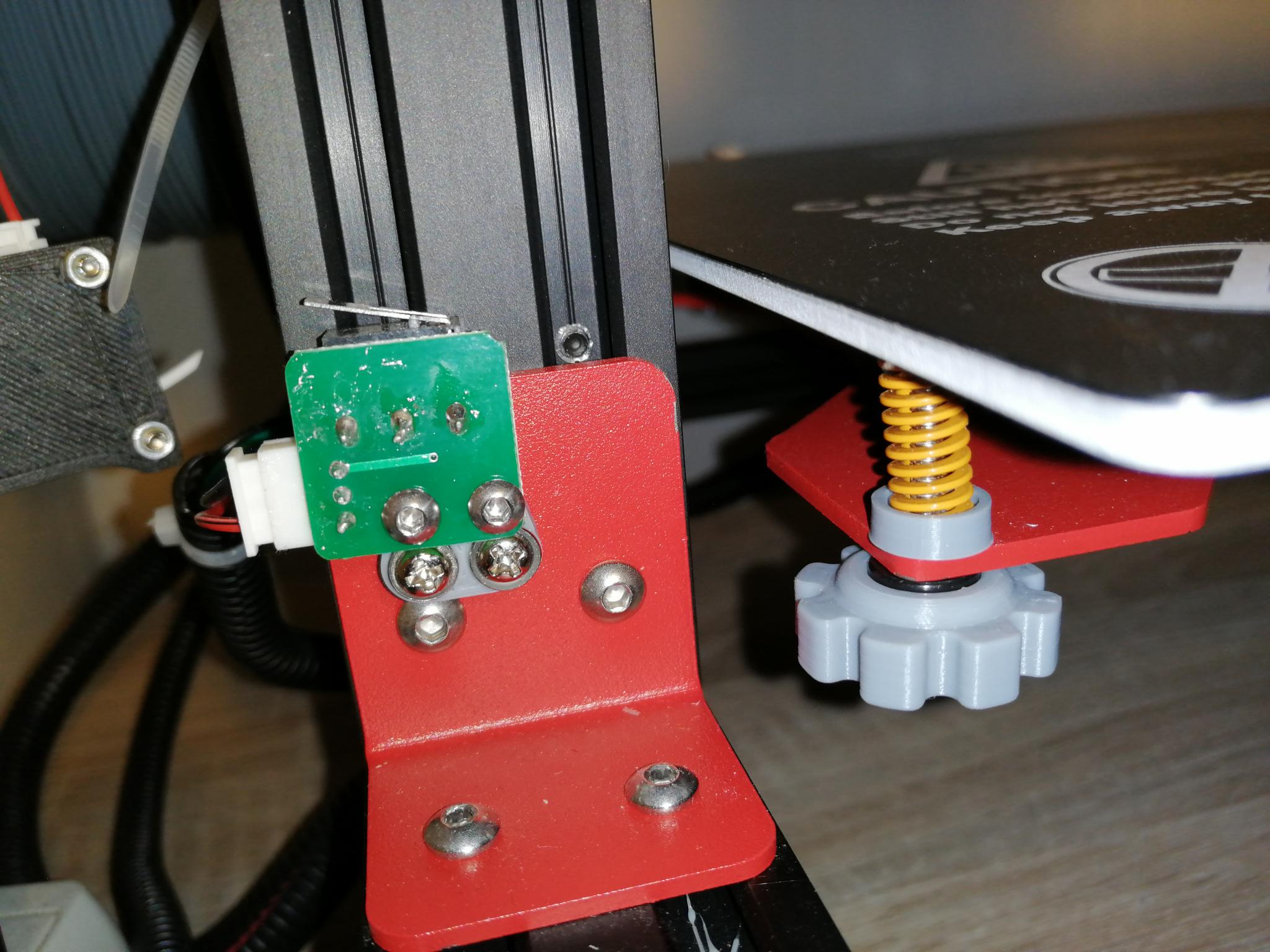
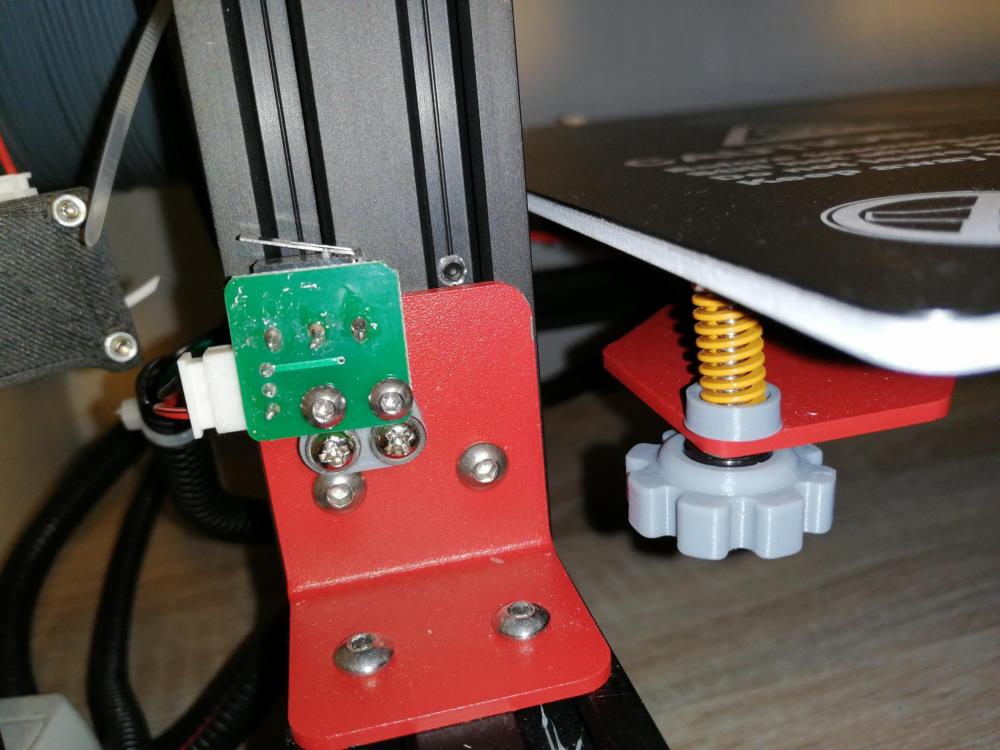
Alors ce dépend de l'état de ton fin de course : Il s'agit de juste de la languette qui est plié/écrasé, le petit interrupteur dessous fait toujours sont "petit cliquetis"... en faisant attention, il suffit de la redresser délicatement. Il s'agit que l'interrupteur est "HS", le "petit cliquetis" ne se fait plus. > Pas le choix, il faut le remplacer par un modèle similaire. Dans le premier cas. Le mieux pour procéder plus facilement... est de le démonté en retirant/devissent les 2 petites visses qui le maintiennent. Une fois démonte, un petit tournevis plat (accessoirement la spatule peut faire l'affaire) et redresser délicatement la petite lamelle. Une fois redresser, s'assurer avec ses petits doigts, que l'interrupteur refonctionne de nouveau, avant de le remonter. Il ne reste plus qu'à le remonter. Voilà tout.1 point
-
Ah oui je sais pas pourquoi j'avais en tête de telle longueurs, c'est ce que j'ai sur la mienne (environ 500) et je trouve ça top pour une cnc. Largement au dessus d'une courroie. Ça vaut bien d'y mettre 30e. Sur le z j'ai une simple vis trapezoidale. Parce que je me dis que le jeu est compensé par le poids de l'axe.1 point
-
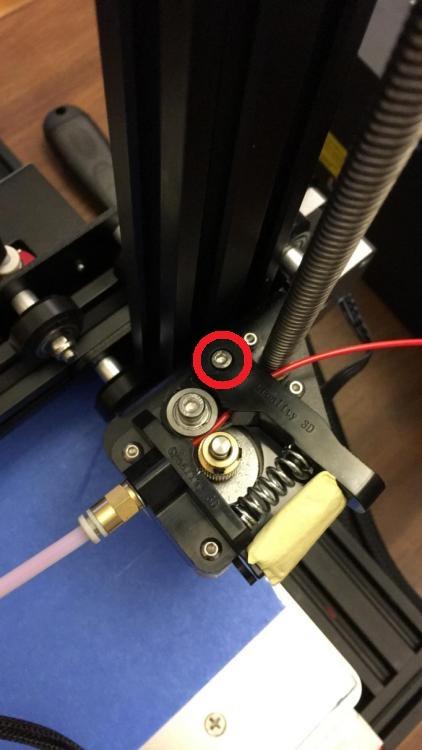
Salut... Regarde ici : Et plus particulière ce post : Et ce message de @pascal_lb, et tu suis les instructions : Si tu suit cette méthode... et que ton problème est juste un mauvais réglage des Steps/mm, tu devrais résoudre ton soucis en suivant cette méthode. Ceci étant dit... je vais être cash : On vois pas grand chose dans ta vidéo. 90% de la vidéo est sur l'écran de l'imprimante... et ton problème est à l'extrudeur... donc en s'en tape de voir de combien tu va avancer, tu nous le diras, voilà tout. On a surtout besoin de voir si ton moteur tourne... si le pignon tourne... si le filament sort... Le soucis peut être "mécanique", un boulon/visserie trop serré qui serre trop le filament... et le moteur aura tout le mal du monde à pousser/entrainer le filament. Donc si tu me permet de te donner un conseil : Demande à l'extrudeur de pousser 100mm de filament (conseil d'ami : choisi par 10mm ce sera plus rapide). Et 100mm, la mesure sera plus fiable qu'avec 10mm. Regarde si quelque chose ne bloquerait pas. Et... vu que ce type de problème est assez récurent... regarde ici (là où j'ai entouré en rouge) : Si cette visse est trop serré... ton filament n'aura pas beaucoup de chance d'avancer. Voilà... a bientôt (ou pas j'espère).
 1 point
1 point -
Je me suis servi de ce tuto pour mettre en place le 3D touch mais je n'avais pas été jusqu'au bout puisque je coinçais à la compilation. Dans Arduino, je me suis mis en Optiboot dans l'onglet Outils. Je ne sais pas si cette manip est suffisante. Puis j'ai désactivé la commande M503 et la compilation s'est faite sans problème. Lorsque j'ai voulu transférer il me sortait systématiquement un erreur. Je ne suis remis en Anet V1.0 dans l'onglet Outils de Arduino et le téléversement s'est fait sans problème. Tout semble correcte et je vais passer à la phase finale de l'installation du 3D touch Je vous remercie tous pour ce coup de main et vos conseils pertinents.1 point
-
On s'éloigne un peu de la Creality (mais c'est de leur faute aussi !). En tout cas, clairement, ce que tu décris est l'avenir de l'impression 3d. Une grosse partie d'utilitaire et pas mal de création. Mais surtout une grosse partie d'utilitaires. Comme les branches de lunettes dont tu parles. Je suis moins sur du côté scanner. Mais comme tu dis, parfois (et même toujours) au début on ne réalisa pas l’intérêt d'une technologie et ça vient ensuite. Moi je crois plus au catalogue de pièces en ligne. Aujourd'hui, par exemple on trouve toutes les docs et modes d'emploi de ce qu'on peut acheter sur le site du constructeur. Je crois qu'on aura la même chose pour les pièces. On ira chercher le stl de la branche de lunette sur le site de Lissac et on se l'imprimera. D'ailleurs c'est déjà le cas puisque par exemple Boulanger propose Happy3D (https://www.happy3d.fr/fr/) qui est l'embryon de tout ça. Et je suis sur que les fabricants trouveront un moyen de nous faire acheter du neuf malgré ces réparations.1 point
-
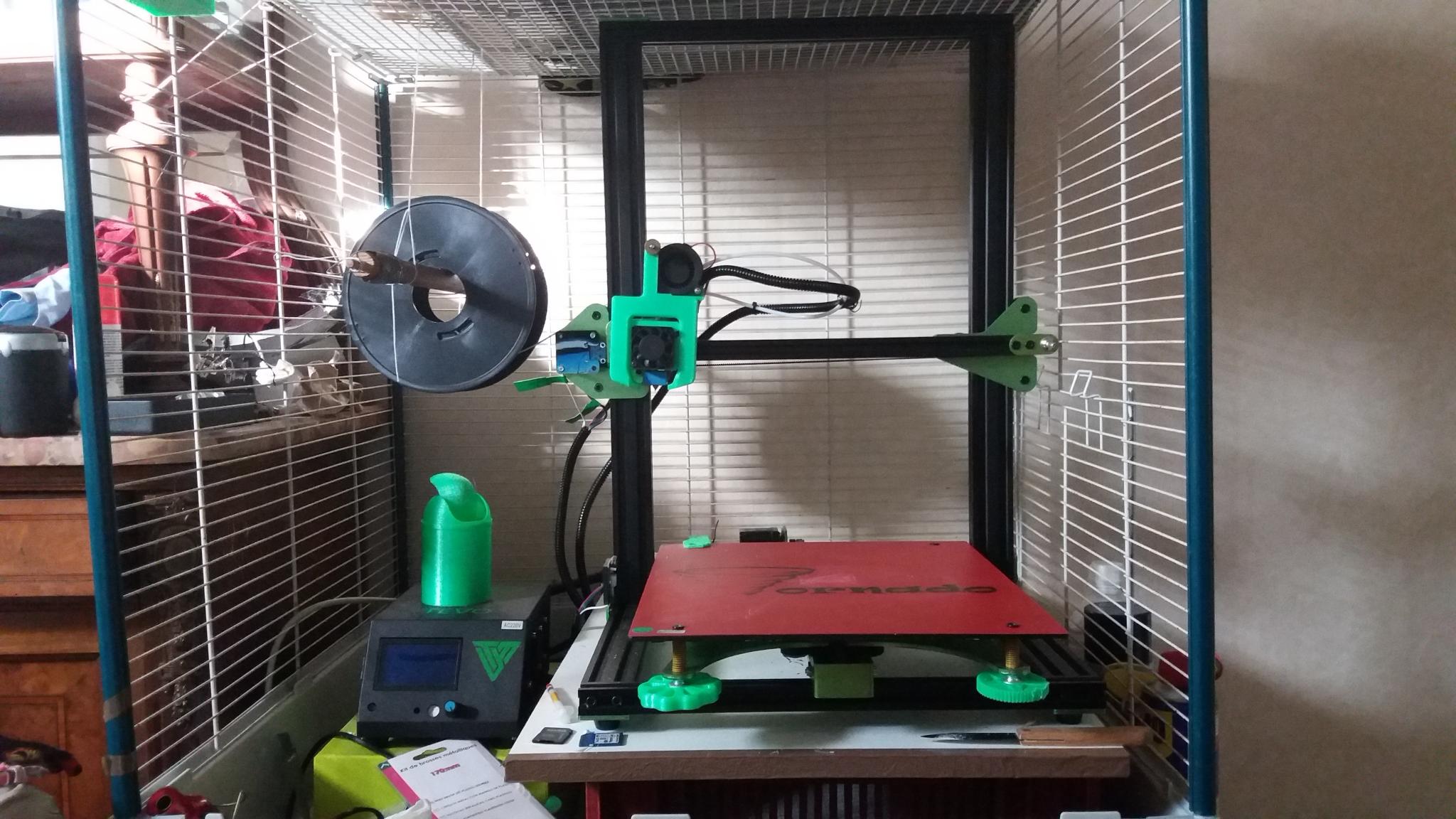
Je l'ai mis dans une ancienne cage a rat. C'est pas top, mais c'est sa place. Silencieux assez, depuis que j'ai mis les silentblocs. en fait on entends que les ventilateurs.
 1 point
1 point -
Personnellement, je trouve que faire de l'impression 3d c'est fondamentalement différent de faire du gravage ou du découpage. C'est un peu comme dire, il y a un moteur sur ma perceuse et un sur mon robot de cuisine, je vais faire une machine qui perce et qui pétrit. Il y a toujours des gens qui seront intéressés par les trois mais probablement assez peu, à mon avis. En fait je pense que le marché est tellement concurrentiel dans cette gamme qu'ils cherchent à se démarquer. Et puis, le jour où on fera des imprimantes qui tournent nickel out of the box à un prix correct, il sera peut-être temps de s'attaquer des fonctions supplémentaires. Et on n'en est pas là.1 point
-
Tu peux utiliser un usbasp ou un arduino Nano (programmé en ISP) .Pour libérer de la mry , tu peux supprimer la gestion de la SD si tu ne l'utilise pas ou encore ; #define AUTO_REPORT_TEMPERATURES //Annonce la T°C Prend 290 bytes #define EXTENDED_CAPABILITIES_REPORT //Annonce la T°C Prend 474 bytes Voili, voilà.1 point
-
Lis ce tuto; partie 6.2 (actives la ligne contenant M503) Marlin119 sur anet.7z1 point
-
S'lut, Si tu comprend un peu le rosbef regarde cette vidéo pleine d'informations1 point
-
@ravensbzh Il est probable que lors du remontage, ton tube PTFE n'ait pas été remonté totalement. Son extrémité doit entre en contact avec la buse sinon tu te retrouves à nouveau avec de la sous-extrusion voire un colmatage de la tête à brève échéance. Un ajout dans la la tête permet de résoudre généralement ce soucis : >>> ici <<< (il va falloir au préalable démonter la tête et nettoyer ).1 point
-
tu dois tout déconnecter, sauf l'usb. PS: nop, même moi j'ai des lacunes.1 point
-
Je te conseille les dampers c’est le jours et la nuit crois moi. Installe les et tu te dira finalement qu’elle était bruyante. Moi ma fille dors a coter avant elle l’entendais la plus un bruit elle dort tranquille.1 point
-
Non, et.... non On utilise arduino ide pour flasher le bootloader, (tu vas dans les menus, tu sélectionnes "anet 1.0 (optiboot)", puis à nouveau dans le menu, tu dois avoir quelque chose comme "flasher la séquence d'initialisation" (désolé, pas fait depuis longtemps, ma mémoire n'est plus très fraiche)), tu laisses faire (mais surveilles au cas ou il y aurait un message d'erreur) et après il faut flasher Marlin (parce que changer le bootloader supprime le firmware).1 point
-
Tu cherches pas du bon côté, en fait la réponse est sous tes yeux, ton firmware est trop gros pour la carte (ce qui est fréquent avec un lcd graphique et/ou un bl-touch), la solution est de passer en optiboot, mais pour ça tu dois changer le bootloader de la carte (tout simplement parce que le bootloader optiboot est plus petit que celui d'origine).1 point
-
@Domvega merci pour tes retours sur l'installation des TL Smoother et ta réactivité. Je vais donc en commander une fois de retour de vacances. Effectivement j'ai upload hier le nécessaire pour remonter le bed lors de l'installation des dampers (thingiverse refuse d'afficher les photos, je ne sais pourquoi donc je vous en met une ici). Pour ce qui est du câble électrique du bed ainsi que de ceux de l'axe X et de l'extrudeur je cherche une solution mais jusque ici (et surtout par manque de temps) je n'ai rien trouver de propre ou de suffisamment durable. Pour ce qui est de la mise à jour du Firmware je l'ai faite mais je n'ai pas vu de différence si ce n'est que le popup en fin de print (avec la durée total du print) ne reste plus affiché... Pour l'éditeur de thème (CLion Thème Editor ou quelque chose du genre) inconnu au bataillon, je n'ai rien trouvé sur internet qui ressemble à ça... J'ai essayé d'ouvrir le fichier de mise à jour dans l'espoir de pouvoir éditer quelque variable (comme un offset sur l'axe X ce qui permettrais d'avoir les point de leveling au bon endroit ainsi que d'utiliser l'entièreté du plateau) mais je pense que mes connaissances dans le domaine ne soit pas suffisante donc ci quelqu'un connais bien Marlin ou autre et qu'il est motivé...
 1 point
1 point -
Bonjour à tous ! Bonjour @Jean-Claude Garnier ! Je reconnait que quand c'est pour les autres on n'est jamais très à l'aise !! Juste mon expérience personnelle ! pour ma nouvelle cnc j'en ai commandé 3 de 700mm, et 1 de (?? ) 300mm pour le Z mon copain qui faisait la même à commandé pareil sauf que lui c'était 1 de 700 et 2 de 900 depuis que je prend chez ali je n'ai jamais eu de problème de pliage de pièces abîmées etc etc . !! Ah !! les vis étaient en 12 mm au pas de 4 ou 5 ?? Hervé0 points