Classement




Contenu populaire
Contenu avec la plus haute réputation dans 18/11/2019 Dans tous les contenus
-
Salut @Guillaume3D Concernant ton châssis, j'ai contacté de très nombreuses personnes sur les réseaux sociaux, j'ai même contacté ces pingouins d'Anonymous, à moins que ce fût les membres de la Casa de Popol. Bref, j'ai obtenu énormément de réponses de personnes intéressées par ton châssis et il m'a fallu faire un tri ... Parmi les très nombreuses réponses que j'ai reçues, une personne est sortie du lot. Il s'appelle François (dit Oui-oui), c'est un collectionneur, principalement de potiches et de pièces de scooter, il saura certainement donner une seconde vie à ton châssis d'imprimante. Il bricole un peu, mais lui, c'est plutôt un genre de Gaston Lagaffe. "Cerise sur le pompon", comme qui dirait la bimbo marseillaise Jessica, je crois que François habite pas très loin de chez toi, voici ses coordonnées : François Leçandant 96 route de Raon, 88100 Saint-Dié-des-Vosges Photo de son superbe cottage : Ces horaires de disponibilité : Lundi au vendredi : 14h - 18h Samedi : 9h – 12h et 14h -18h Dimanche : 9h – 13h Et si François n'en veut pas, ben tu le jettes et sans nous dire où !3 points
-
En fait si vous relisez le post de @stef_ladefense il dit dans la première page Donc si je dit pas de connerie, en réglant les drivers tu règles l'intensité que tu leurs envoie, la tension étant générer par ton alimentation de circuit (12v ou 24 v). En fait le Vref c'est la tension de fonctionnement du driver et pas du moteur, et elle sert au driver à "savoir" ce qu'il doit envoyer comme intensité. Donc en passant par le réglage firmware , tu indiques directement quelle intensité tu veux envoyé au moteurs, sans tenir compte de ce que le drivers à besoin pour l'obtenir. Corrigez moi si je me trompe mais c'est comme ça que je le comprends.3 points
-
J'avais pas capté tout de suite... C'est surtout l'adresse de la déchetterie2 points
-
C'est juste pour compléter celle qui est déjà en place au boulot, j'ai une déco de noël assez particulière....

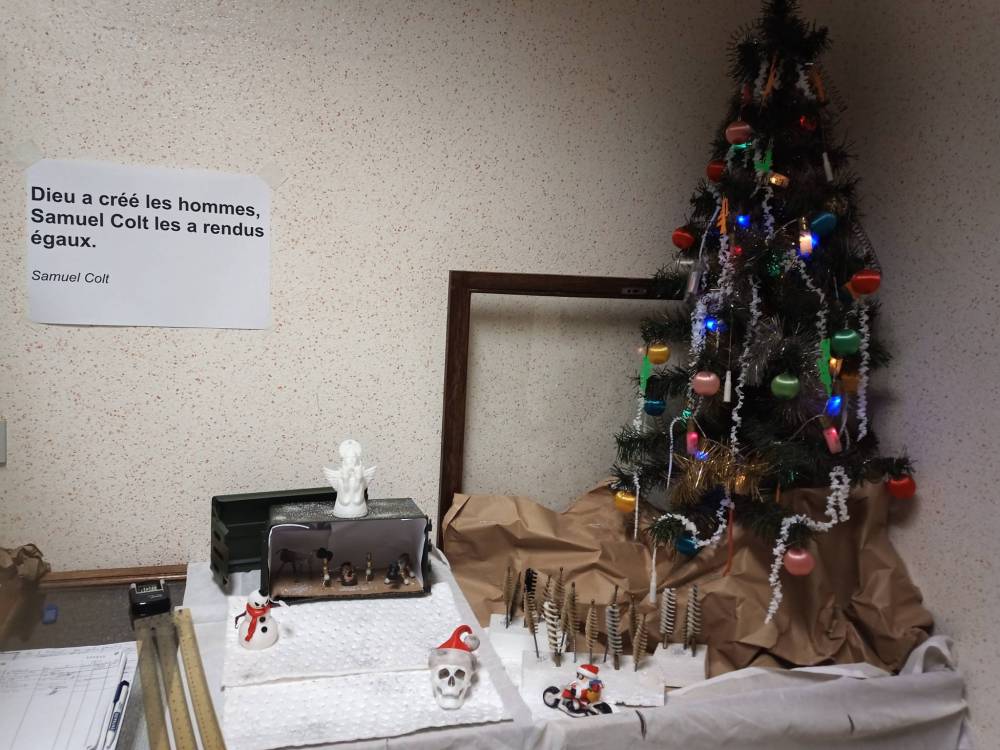
 2 points
2 points -
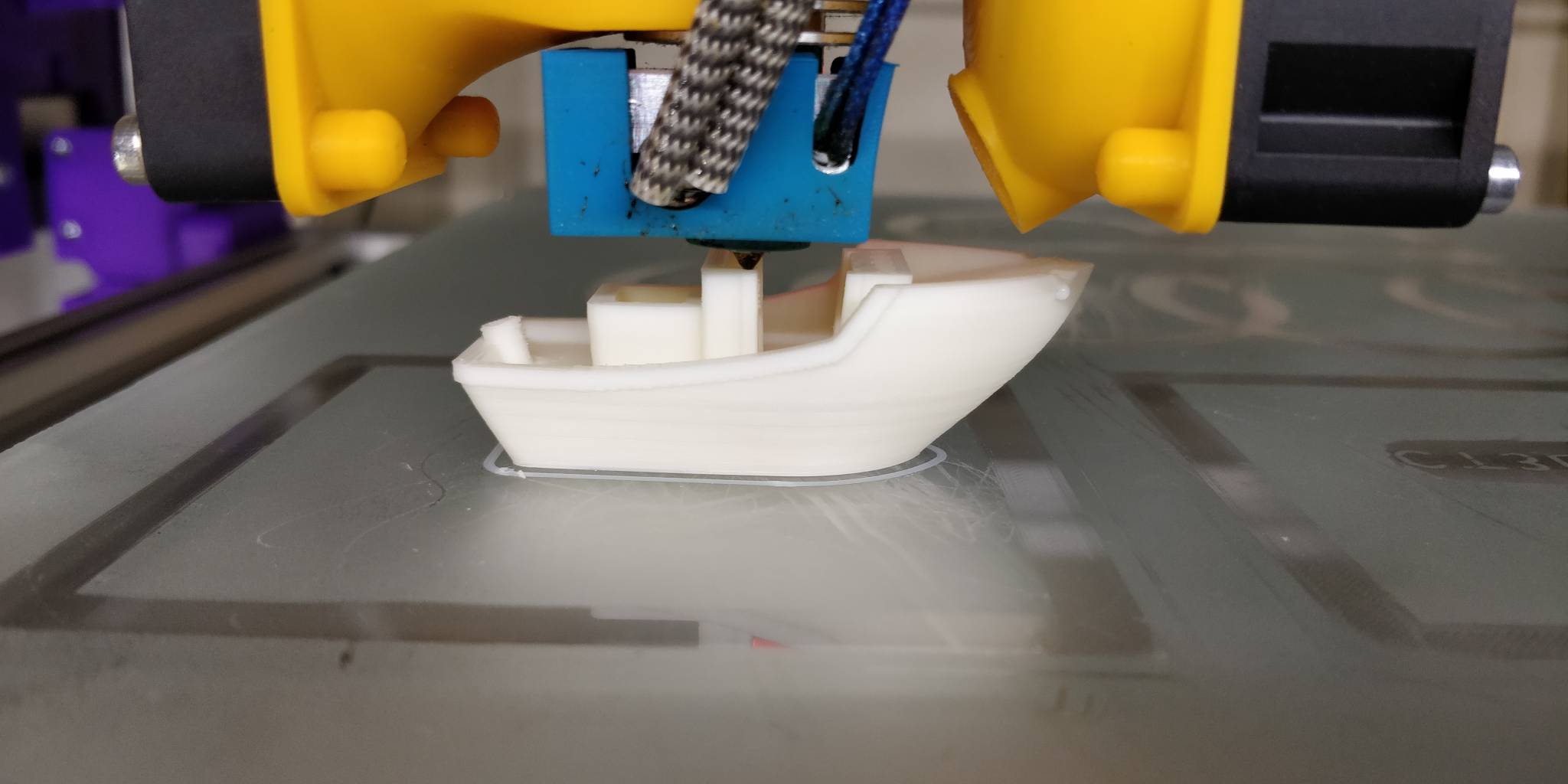
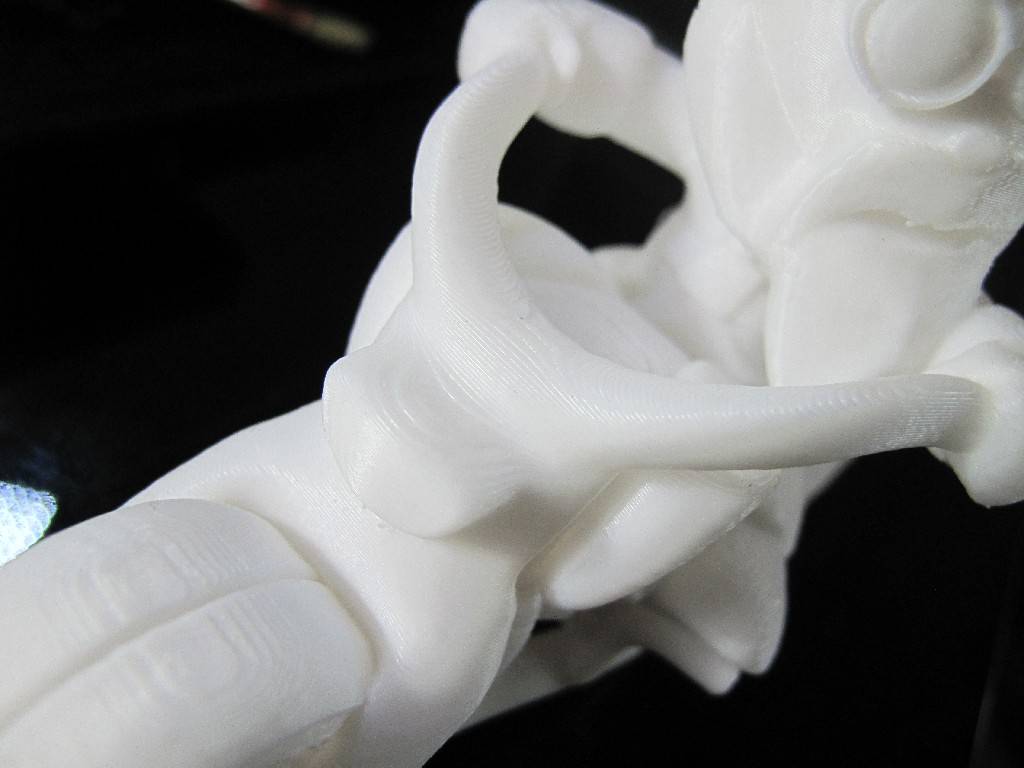
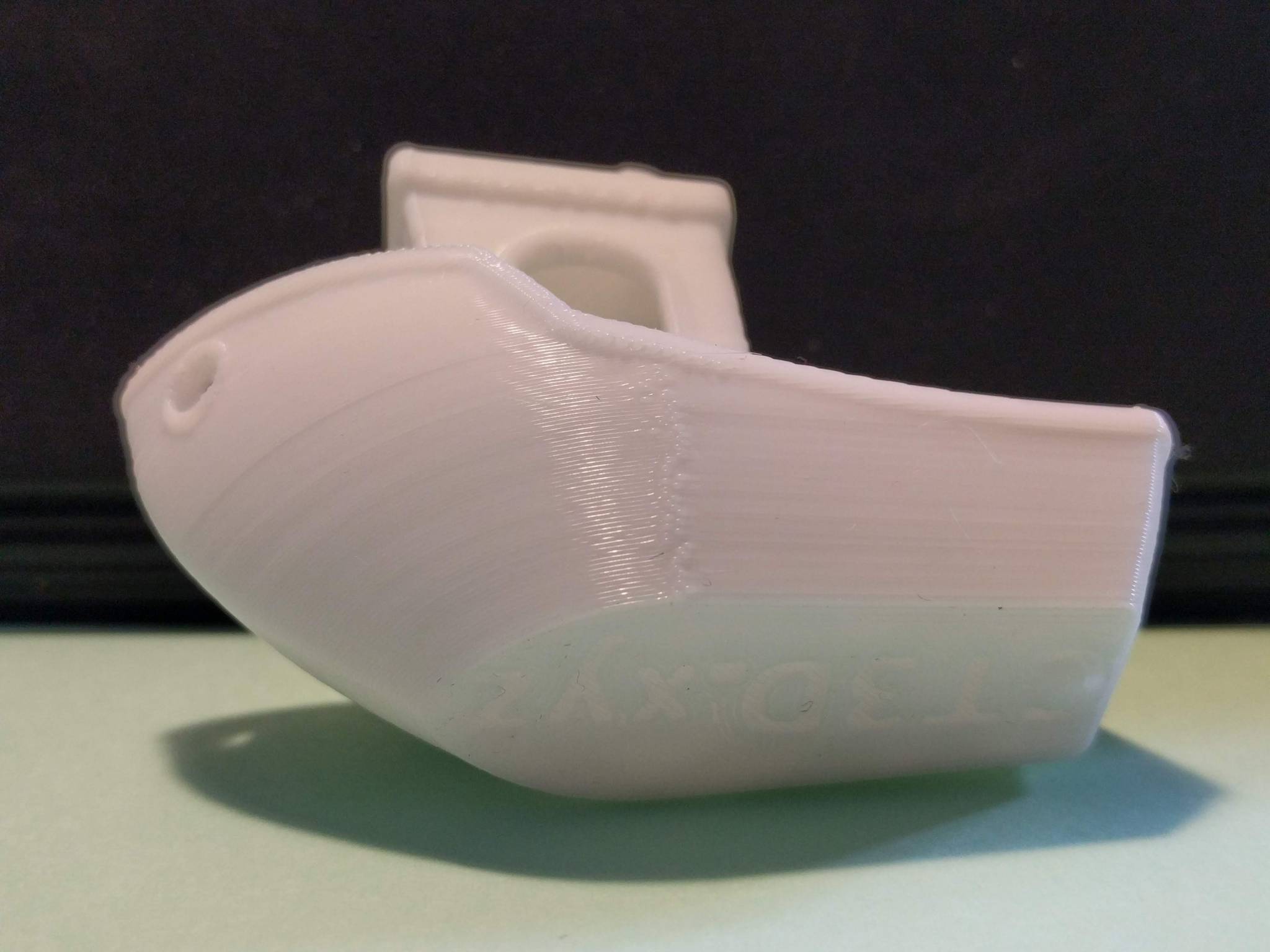
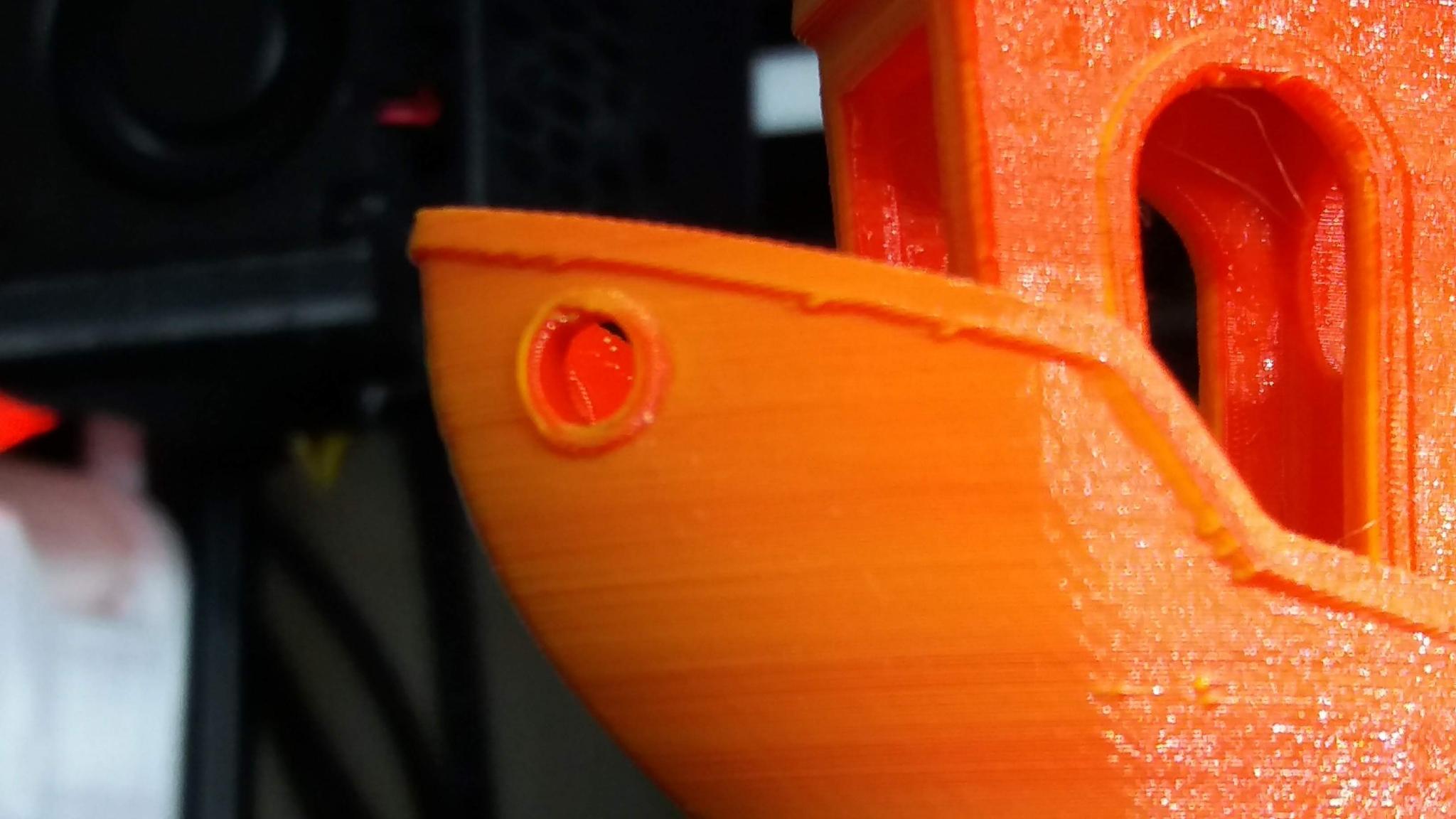
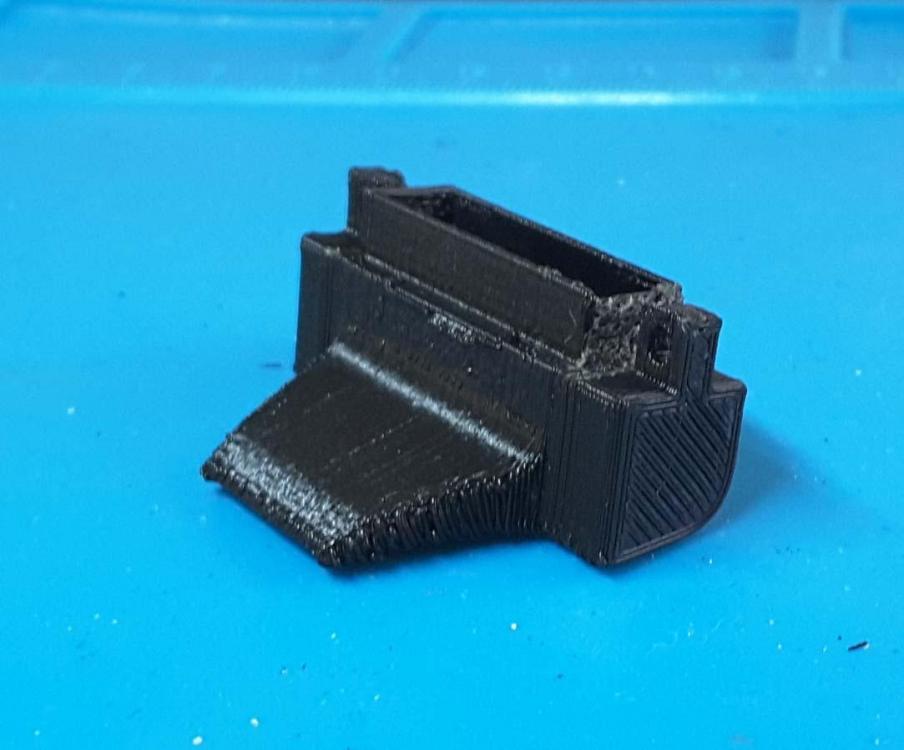
Non, ce n'est pas un problème de hauteur de buse par rapport au plateau Ce paramètre ne définit que la qualité de la première couche. @pascal_lb voulait dire que ton extrudeur apporte trop de matière. Si tu envoies plus de matière que nécessaire, la buse l'écrasera mais en contrepartie, tu verras apparaître des sillons sur la surface de ta pièce. Ce qui donne cet aspect "finition à la truelle" Il faut donc diminuer l'apport en matière dans les paramètres du trancheur pour éviter ce phénomène.2 points
-
Cool! Je n'aurai plus à ouvrir pour la énième fois le boitier ! Ça, c'est une bonne nouvelle !2 points
-
En plus, 5k€ t'es gentil, au taf on a des machines à +150k€. Je n'ai pas le temps là de me lancer dans une longue dissertation, mais globalement, pour un particulier, ça ne sert à rien de monter trop en "prix", car je différencie le prix de la gamme tellement il y a a boire et à manger dans ce domaine. Je vais faire des comparaisons rapide et facile sur ce que je connais. Grosso modo, sur le marché actuel, pour un hobby de particulier, passé 1k€ de bugdet c'est trop. Donc à part la Prusa il n'y a rien d'aussi abordable niveau qualité / prix. Pour un pro c'est différent. Par exemple la double extrusion est un critère obligatoire. Hors de question de se limiter aux contraintes de l'impression FDM si on veut sortir un proto d'un produit censé sortir d'un moule ! Et hors de question également de faire perdre du temps à un ingé pour casser les supports. Donc supports solubles et le bain chauffé qui va bien avec. Ensuite il y a évidemment la précision, mais pour avoir fait des comparaisons, entre une Prusa à 1k€ et une Stratasys à 150k€, c'est kif-kif, ce n'est qu'une histoire de réglages pour que l'une passe devant l'autre et vice-versa. Mais entre une dagoma et une Prusa par exemple, c'est différent. Le taux de réussite, c'est assez similaire au constat précédent. Une dagoma ou une creality stock, c'est clairement moins fiable qu'une Prusa. Une Prusa globalement il n'y à qu'a cliquer sur Print et lui faire confiance. Mais une Prusa n'est pas moins fiable qu'une Stratasys. Voir même le contraire, je me suis moqué du jour où il y a eu une coupure de courant au taf, une semaine d'impression à la poubelle (à 300€ le kilo de filament). Pour la vitesse, c'est surtout la matière qui limite plutôt que la mécanique. Il existe des filaments technique conçus pour être imprimés à grande vitesse, mais ça ne fera pas x10 sur la vitesse. Les 200mm/s de la Prusa dépassent déjà la plupart des specs de filaments grand public. Pour les matière justement, alors oui, une chinoise sera limité par une tête chauffante avec PTFE à environ 250°C. Donc effectivement ça limite les matières utilisable. Mais une fois qu'on a une hotend full metal comme la Prusa, on peut monter à 300°C et commencer à jouer avec du PolyCarbonate par exemple. Si on change la CTN par une PT100, on peut aller à 500°C et imprimer tout ce qui existe sur le marché actuellement. Pour une Stratasys, ben en fait il faut payer des options logicielles pour débloquer les matières. Après il y a aussi l'enceinte fermée, et chauffée, comme la Stratasys, qui lui permet d'imprimer de l'ABS (enceinte à 90°C) avec un état de surface très correct, et surtout de rester en pause indéfiniment le temps qu'on lui change une "cartouche" vide. Là il existe des modèles sur le marché avec des enceintes fermées, comme la Zortrax M200 (qu'on a aussi au taf), mais qui n'est pas chauffée (en plus son plateau perforé c'est vraiment une calamité). Bon je m'arrête là pour le moment.2 points
-
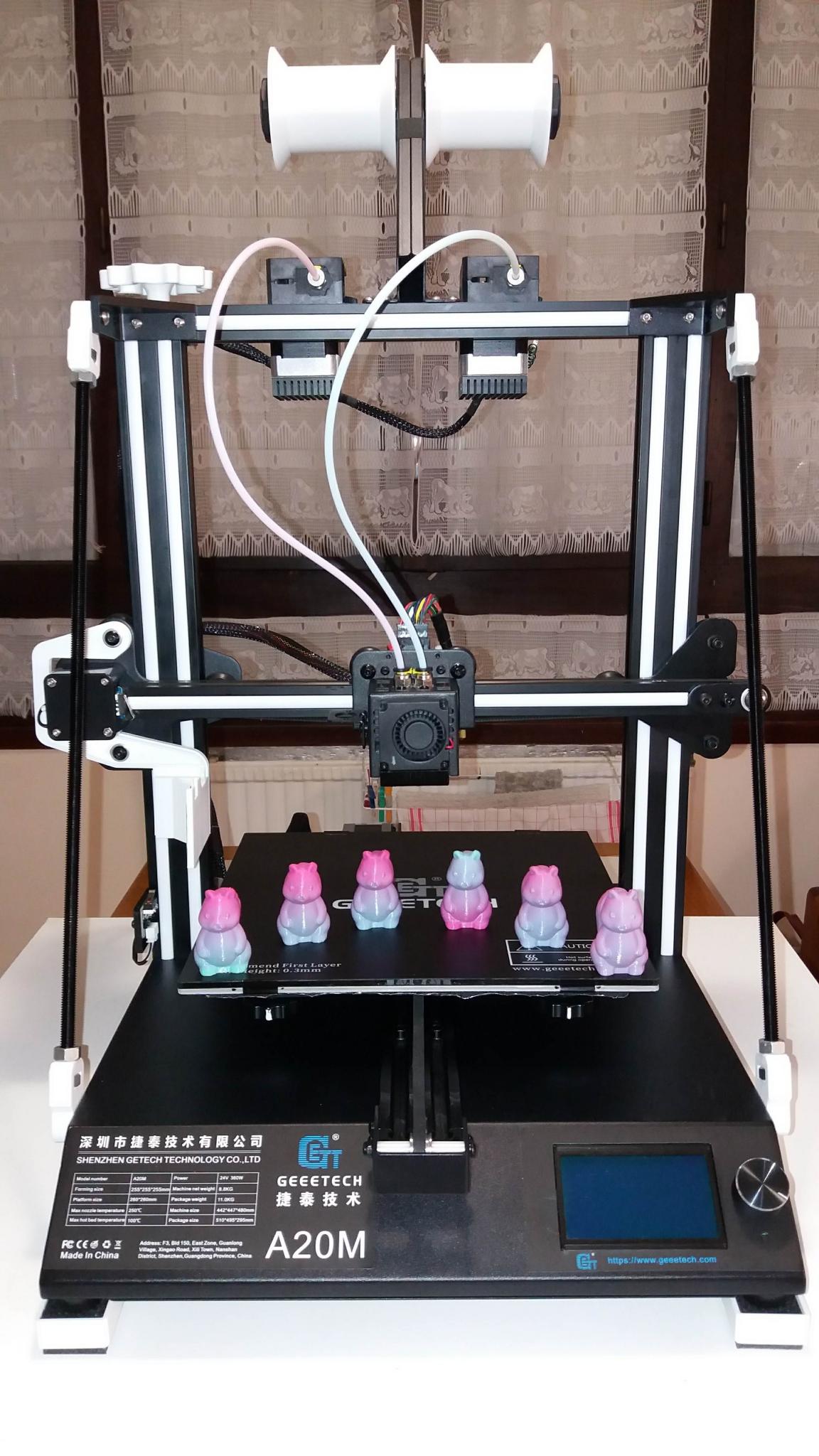
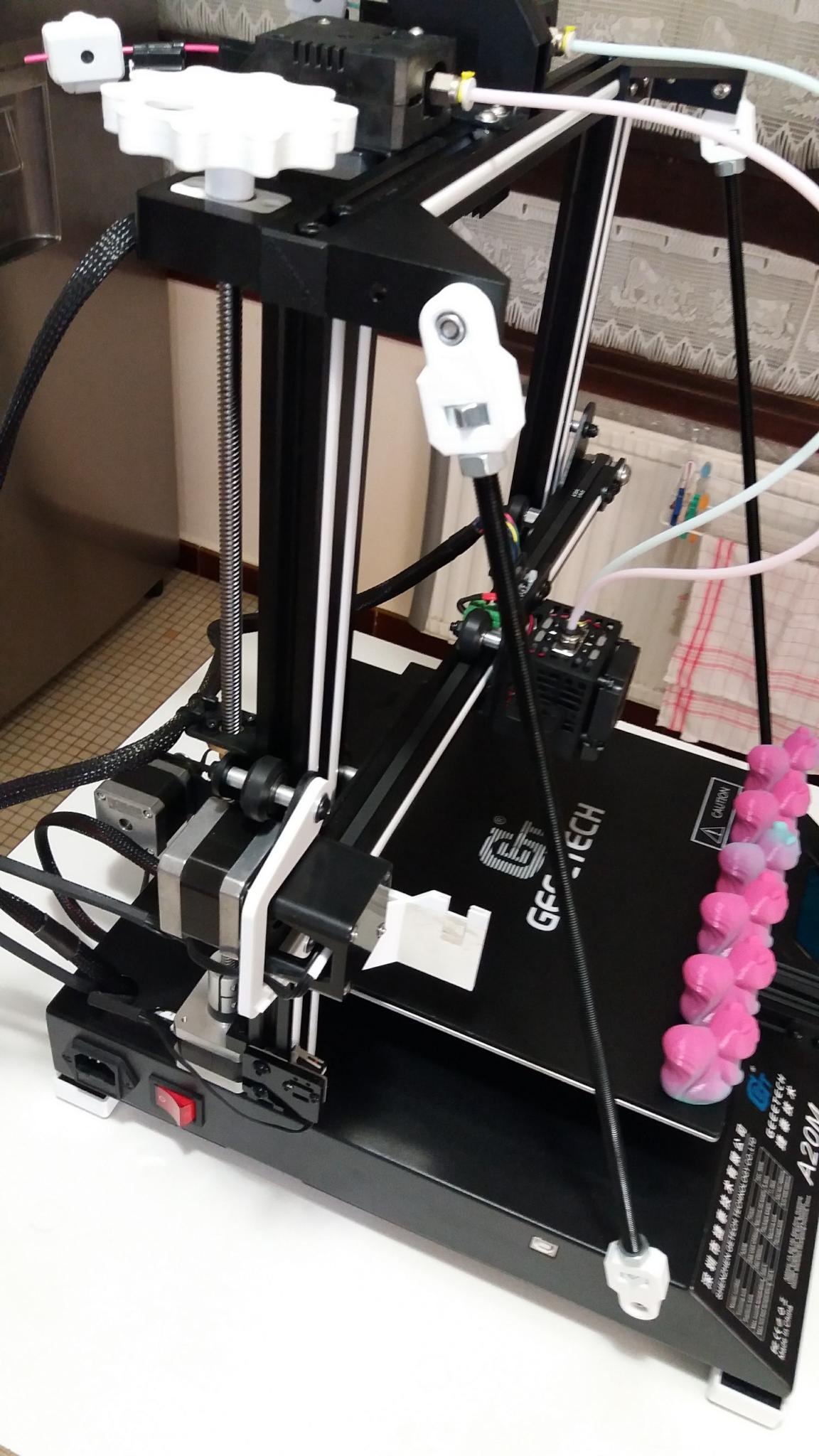
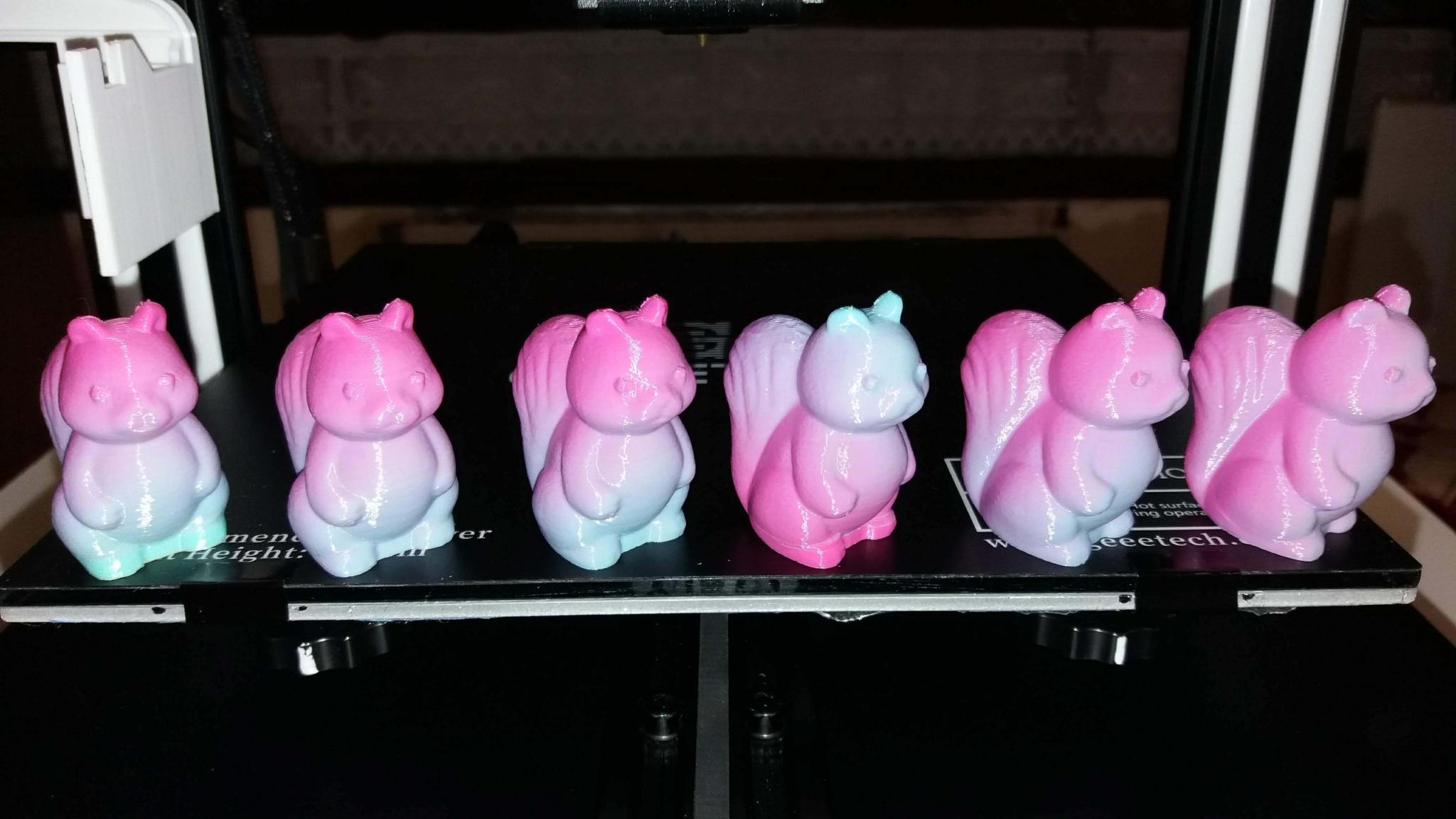
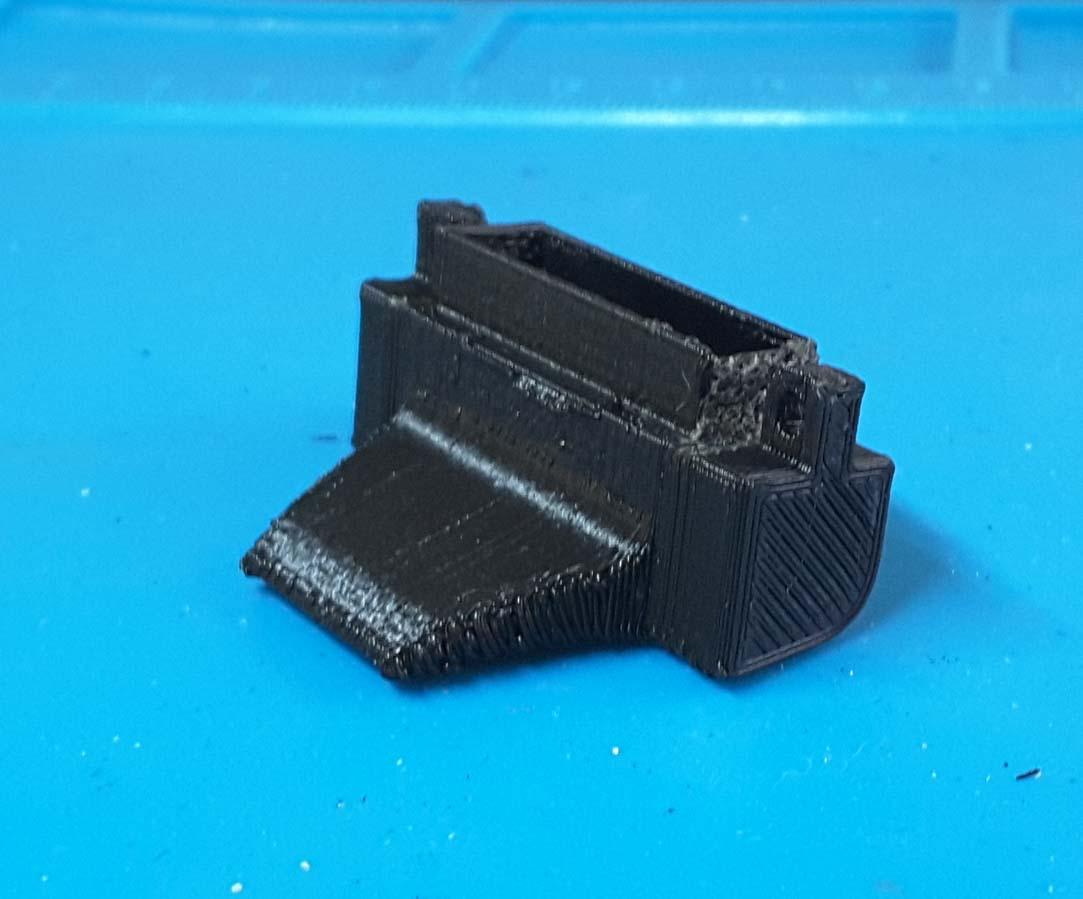
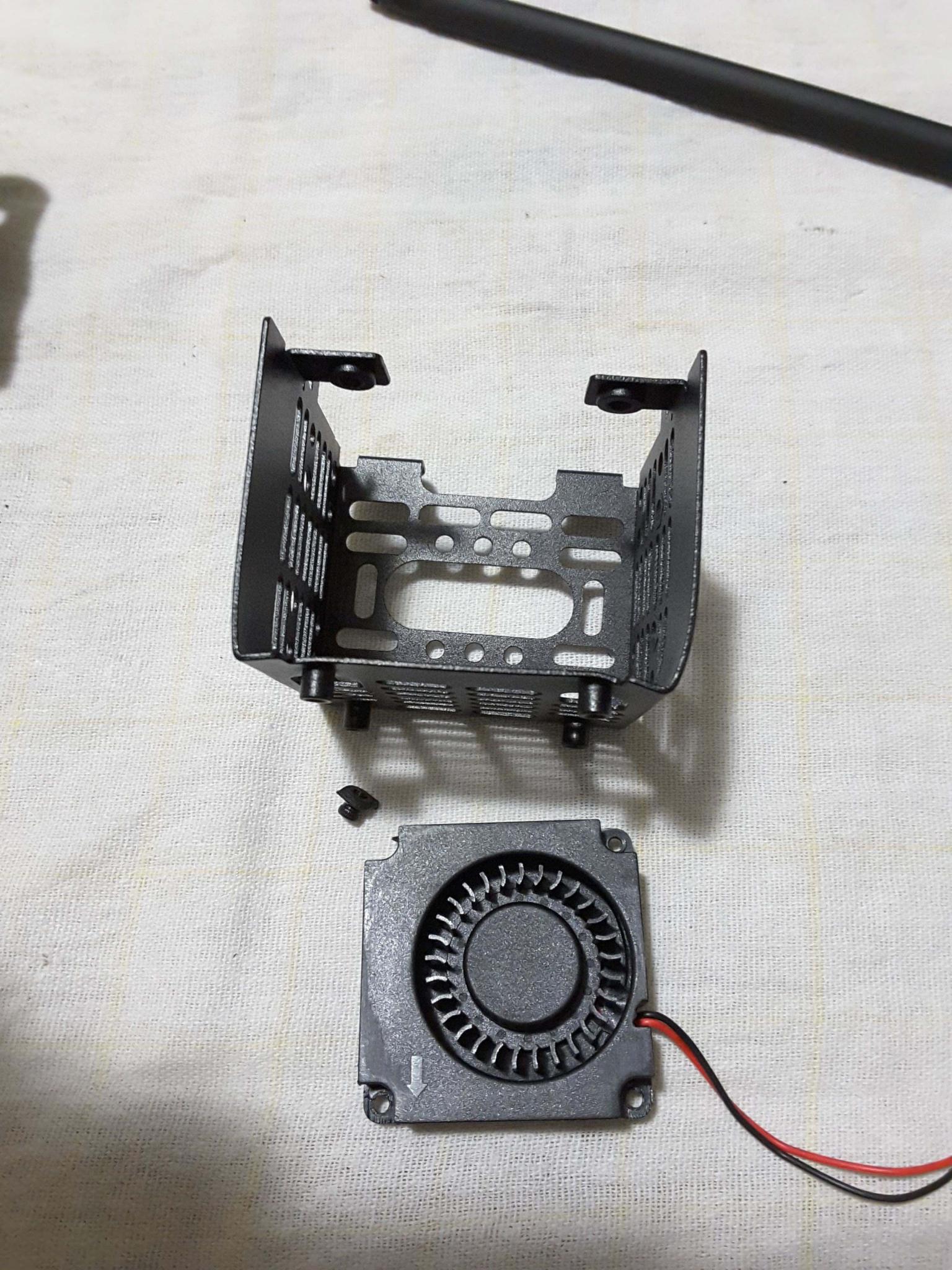
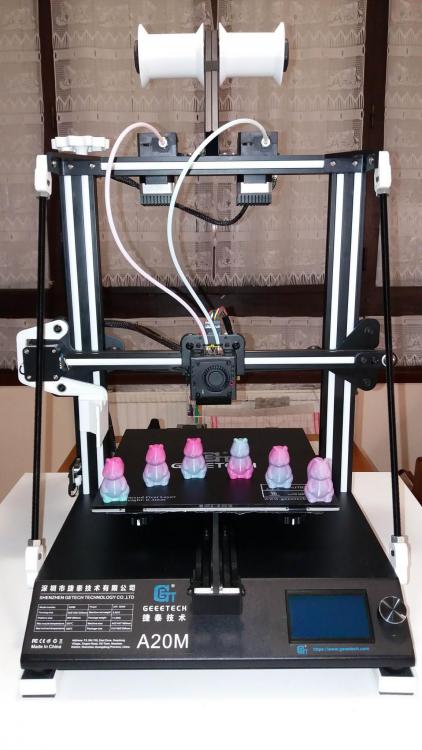
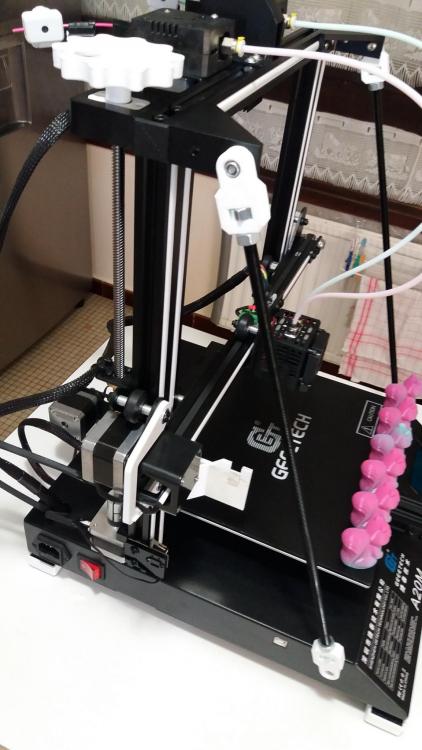
Bonsoir, Je présente la dernière arrivé à la maison la Geeetech A20m, arrivé début juillet Amélioration effectué dessus: - Renfort du portique - Isolation de bed avec de la mousse + aluminium - Le bassin de purge - Support bobine sur roulement - Silent-bloc sur les moteurs Y et X - Bouton pour relever plus facilement le Z - Rehausse de pied pour permettre une meilleure circulation d'air et permettre de faire passé le swiffer dessous - Mise en place d'une grille sur le ventilo de l'alim et montage souple du ventilo de la CM. - Surtout un montage soignée et vérification d'aucun point dur ou du jeu ( courroie du Y vrillée a l'intérieur du profilé ) Petit souci avec le conduit de refroidissement qui fuit, il va falloir que je trouve le fichier pour le ré-imprimé Sinon la qualité d'impression est très bien pour une machine d'origne la possibilité de faire des dégradés est génial sans pour autant gaspillé du pla Les prochaines étapes seront de finaliser le bassin de purge et mettre en place le 3d touch. Je tenais a remercié les sav de geeetech, que j'ai contacté pour un problème sur le cache de la tête qui était assez tordu et une patte du ventilo cassé, il me l'on renvoyait sans aucun problème. Colis reçu très rapidement D.L, mais malheureusement il était encore tordu pire que celui d'origine, je les ai recontacter et il m'on renvoyé un autre, celui-là ok.






 1 point
1 point -
Bonjour, J'ai peut être beaucoup de chance, mais j'ai trouvé une astuce très simple, qui fonctionne chez moi, pour garantir l'accroche du PLA sur un plateau chauffant en verre : nettoyer le plateau au vinaigre d'entretien juste avant l'impression. En effet, j'ai fait ça sur mes 10 dernières impression, et même sans bordure, ça accroche pendant l'impression. Et la cerise sur le gâteau : ça se décolle tout seul une fois le plateau refroidit. J'ai testé avec du PLA, plateau à 60°. Je précise que j'ai la dernière Tevo Tornado (dorée), avec le plateau en verre d'origine, sans rien dessus (j'ai enlevé le buildtack que @Artazole m'avait gentillement transmis). J'utilise du simple vinaigre d'entretien. Verser un peu de vinaigre sur plateau (froid ou chaud, mais quand il est chaud, le vinaigre chatouille plus le nez...), et essuyer le plateau avec un morceau de papier absorbant. Ne plus mettre les doigts dessus ! Chez moi, ça fonctionne très bien. J'espère que ça pourra en aider certains. Christian.1 point
-
je crois que c'est ça, il parle d'un extrudeur à filament = machine qui fabrique les filaments pas les extrudeurs de nos machine modération : @tooma76 j'ai supprimé ton post dans la section "présentation" il faisait doublon avec celui ci1 point
-
Je suppose que ce qu'il appelle "extrudeur à filament" est une machine pour fabriquer soi même du filament. Effectivement ça peut prêter à confusion. En tout cas, j'ai répondu à ton questionnaire.1 point
-
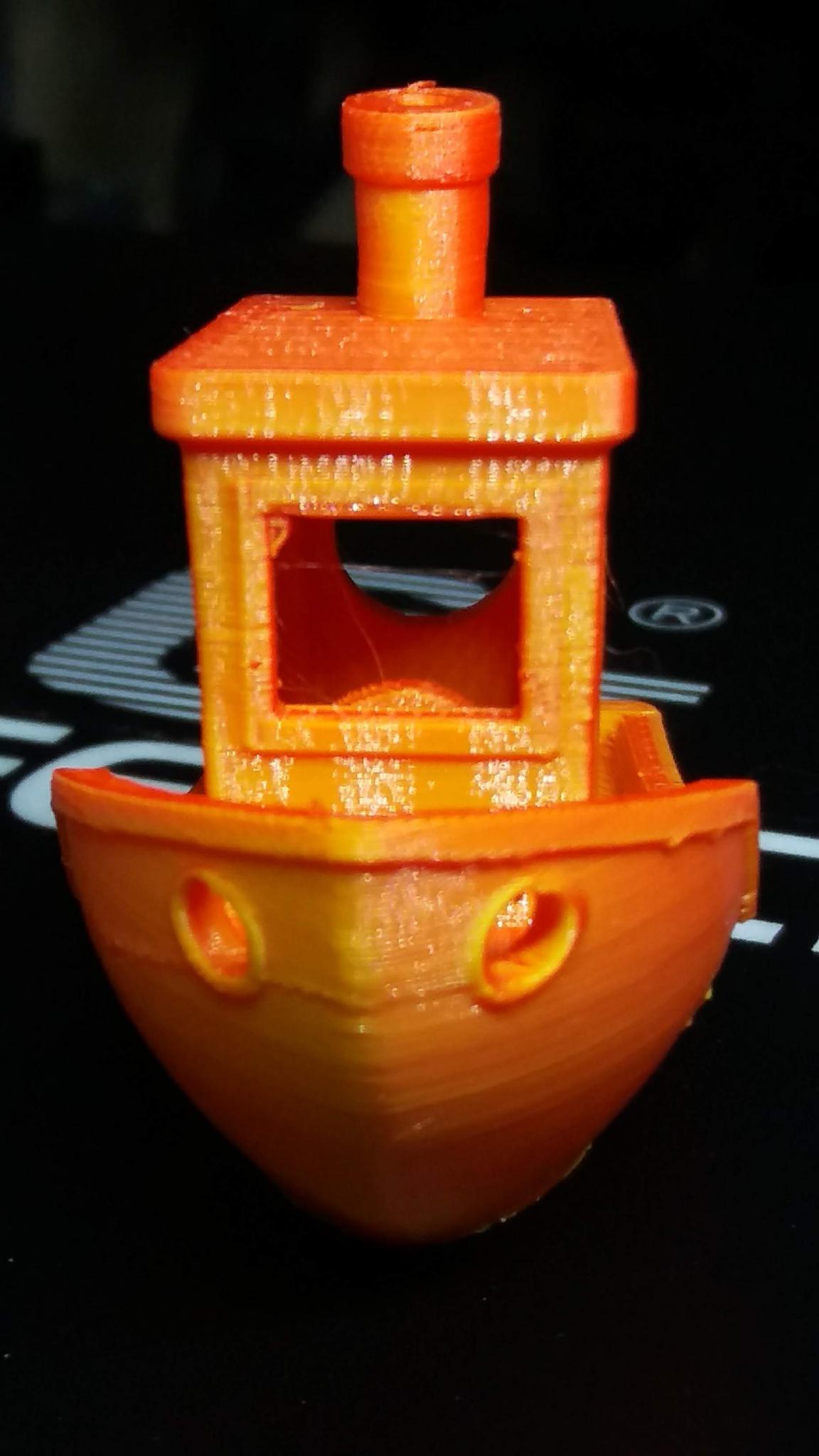
Moi aussi, c'est la première impression que j'ai eu. Pas de fils qui traînent. Ca nous change (en tout cas moi, ça me change)1 point
-
Le pla noir mat dailyfil sur filimprimante3d.fr Enjoy . llaq.1 point
-
C'est exact Meuh non.1 point
-
Merci d'avoir fait des recherches ! Si c'est pas trop te demander t'aurais pas un numéro ou une plateforme où il pourrait me contacter ?1 point
-
Oui voilà, ça dépends toujours du besoin. En tout cas chez nous, même à ce tarif, les machines sont rentabilisé très vite comparé à faire faire les pièces à l'extérieur. Après pour l'armée, c'est vrai que notre principal problème, c'est que la FIFO est toujours pleine, et qu'il faut parfois attendre plusieurs semaines pour avoir notre pièce, en fonction de la priorité du projet. Mais on va peut-être pas racheter une machine tout de suite. J'avoue, de temps en temps j'essaye de pousser pour avoir quelques machines grand public sur des coins de bureau, qui conviendraient à la plupart des protos. Niveau budgétaire les arguments sont imparables, quitte à remplacer les machines à la moindre panne, mais avec les restrictions HSE c'est pratiquement impossible. Et comme ce n'est pas mon métier, je n'ai pas vraiment mon mot à dire. Pour un particulier, il n'y a pas de machine miracle qui répond à tout les besoins. Ca dépends de ce qu'on recherche, du temps et de l'argent qu'on est prêt à y investir. C'est valable pour toutes les passions. Un photographe amateur peut faire de très jolies photos avec un bon smartphone ou un hybride, là où un passionné investira dans un reflex en fonction de ses moyens. Alors qu'un pro tapera tout de suite dans des boîtiers ou des cailloux qui valent le prix d'une voiture, mais il produira des clichés en toutes circonstances. Et à l'autre bout, un appareil photo de (smart)phone bas de gamme tout pourri donnera des photos moches, fades, floues, tout comme une imprimante bas de gamme sort des pièces pratiquement inutilisables.1 point
-
Non pas du tout, ce système de rail (SGR20) existe depuis des années. Mais il n'est effectivement utilisé que depuis peu sur les imprimantes. On trouve également ce rail sur les imprimantes résine elegoo.1 point
-
C'est d'ailleurs ce qui est mis en avant pour la Prusa Mini.1 point
-
Oui en effet c'est étrange, c'est peut-être une i3, mais probablement pas une Original Prusa. Il va falloir un peu plus de détails sur la machine, une photo ?1 point
-
Même chose dans mon domaine, le seul intérêt d'acheter une machine plus "pro" c'est de ne pas perdre de temps. Tu payes plus cher la machine mais elle est fiabilisée et dispose d'innovations qui la rende plus pratique comme par exemple le changement de tête rapide sur Ultimaker S. La CR-10S que j'utilise fonctionne bien aussi mais j'ai souvent besoin de modifier des réglages mécaniques pour rester correct en précision. J'ai modifié beaucoup de choses sur cette imprimante pour l'utiliser en pro et elle est très bien mais ça la rend plus complexe également. On a rien sans rien. Par exemple si j'imprime avec la CR-10S de l'ASA pour des pièces de structure simple et ensuite passer à de l'Ultem pour de la pièce "vitale", je sais que j'en ai pour deux bonnes heures pour régler la machine. Les températures sont très différentes ce qui fait bouger toute la structure de la machine, les courroies, etc... En rapport, une structure acier (comme il y en a sur les machines plus onéreuses) bougera beaucoup moins et sera moins sensible à l'usure.1 point
-
Bonjour, je parcours ce forum et différentes vidéos sur l'impression 3D depuis 15 jours et j'avoue être fasciné. Et donc j'ai vraiment envie de me lancer dans l'aventure. J'ai 40 ans et papa de 2 enfants qui n'attendent qu'une seule chose : la 1ère impression lol... espérant apprendre vite et bien à vos côtés... merci d'avance pour votre patience et votre aide !!!1 point
-
Après trois mois d’attente j’ai enfin reçu la SL1 en kit de Prusa ainsi que l’unité complémentaire CW1 de nettoyage et polymérisation. j’étais habitué au packaging de qualité de Prusa avec les quatre mk3s que j’ai assemblé, mais avec la SL1 ils sont allés encore plus loin. Tous les composants sont intégrés dans alvéoles en mousse noire, chaque sous-ensemble est sur un niveau de mousse identifié. l’assemblage est aussi bien détaillé que pour les Mk3s (en français sur le site) et bouquin en anglais dans la boîte. Mais les modes d’emploi sont en français pour les deux machines. certes le prix est élevé mais tous les éléments sont en alu anodisé. C’est un vrai assemblage mécanique et cela respire la solidité (pas besoin de resserrer les vis après quelques semaines comme sur les Mk3s). L’écran couleur est de bonne qualité (même pour des photos) et le tactile est précis. Le diagnostique et les réglages initiaux se sont bien passés dés le premier essai. Il me reste maintenant à lancer les premières impressions pour voir si le résultat et la facilité de programmation justifient le tarif. PS: je viens d’aller sur le site de Prusa, il n’y a plus de délai pour recevoir les SL1 elles sont dispo, bon si j’ai besoin d’une seconde bécane je ne poiroterais pas trois mois. je reviens vers vous après mes essais1 point
-
Je ne sais plus qui abordait le sujet, peut-être @Poisson21, mais concernant les vref des TMC2209, je n'ai pas compris qu'on puisse ajuster les vref en indiquant uniquement les RMS dans configuration_adv.h : ... #if HAS_TRINAMIC #define HOLD_MULTIPLIER 0.5 // Scales down the holding current from run current #define INTERPOLATE true // Interpolate X/Y/Z_MICROSTEPS to 256 #if AXIS_IS_TMC(X) #define X_CURRENT 920 // (mA) RMS current. Multiply by 1.414 for peak current. #define X_MICROSTEPS 16 // 0..256 #define X_RSENSE 0.11 #define X_CHAIN_POS -1 // <=0 : Not chained. 1 : MCU MOSI connected. 2 : Next in chain, ... #endif #if AXIS_IS_TMC(X2) #define X2_CURRENT 800 #define X2_MICROSTEPS 16 #define X2_RSENSE 0.11 #define X2_CHAIN_POS -1 #endif ... Pour ma part, j'ai réglé les vref sur le potard de chaque TMC et indiqué la RMS en mA dans le configuration_adv.h . Est-on certain que l'on puisse procéder ainsi, à savoir, si je souhaite augmenter ma vref de X de 0.92v (cf ci-dessus) à 1v, il me suffit d'indiquer : #if AXIS_IS_TMC(X) #define X_CURRENT 1000 // (mA) RMS current. Multiply by 1.414 for peak current. #define X_MICROSTEPS 16 // 0..256 #define X_RSENSE 0.11 #define X_CHAIN_POS -1 // <=0 : Not chained. 1 : MCU MOSI connected. 2 : Next in chain, ... #endif1 point
-
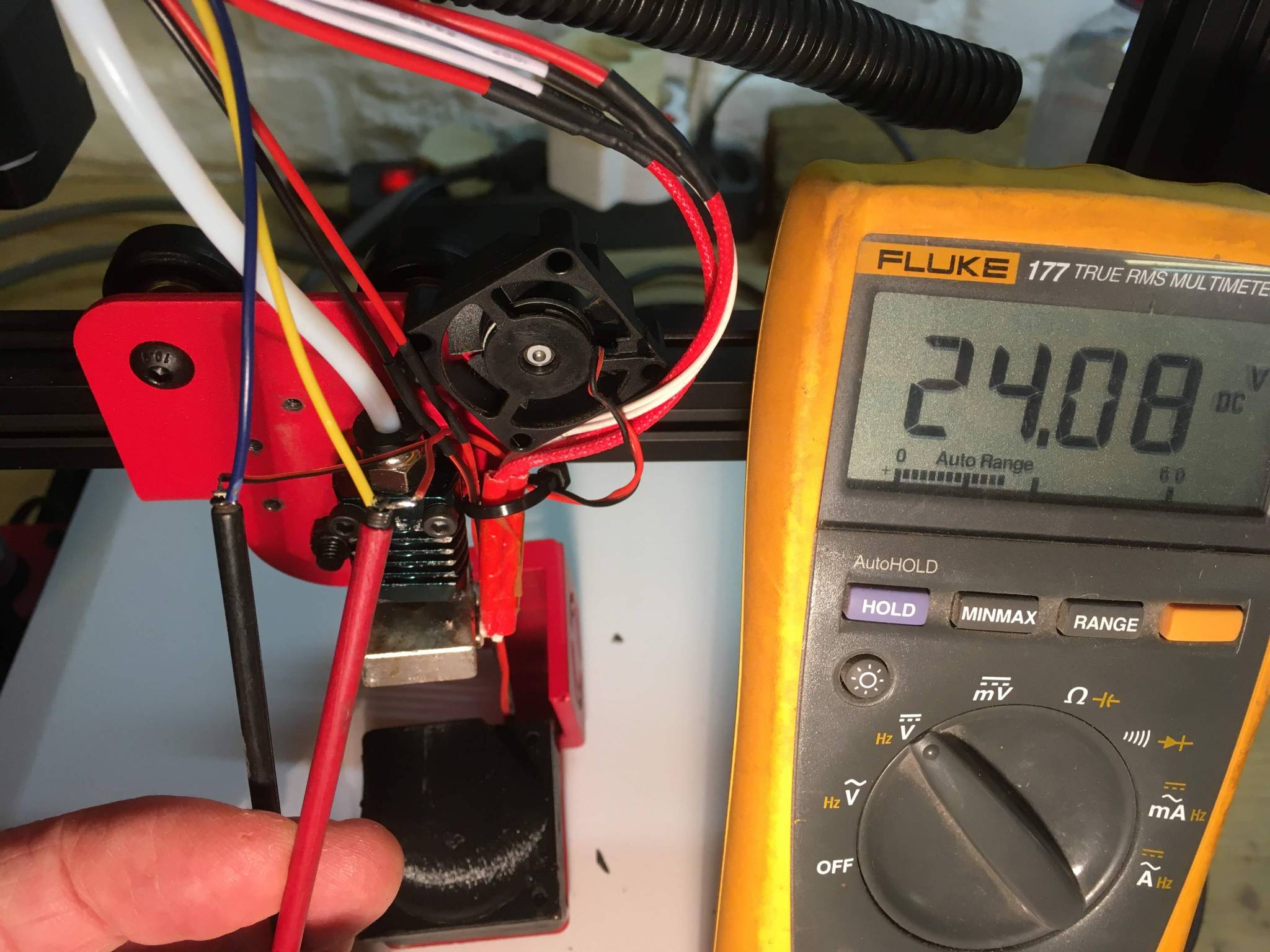
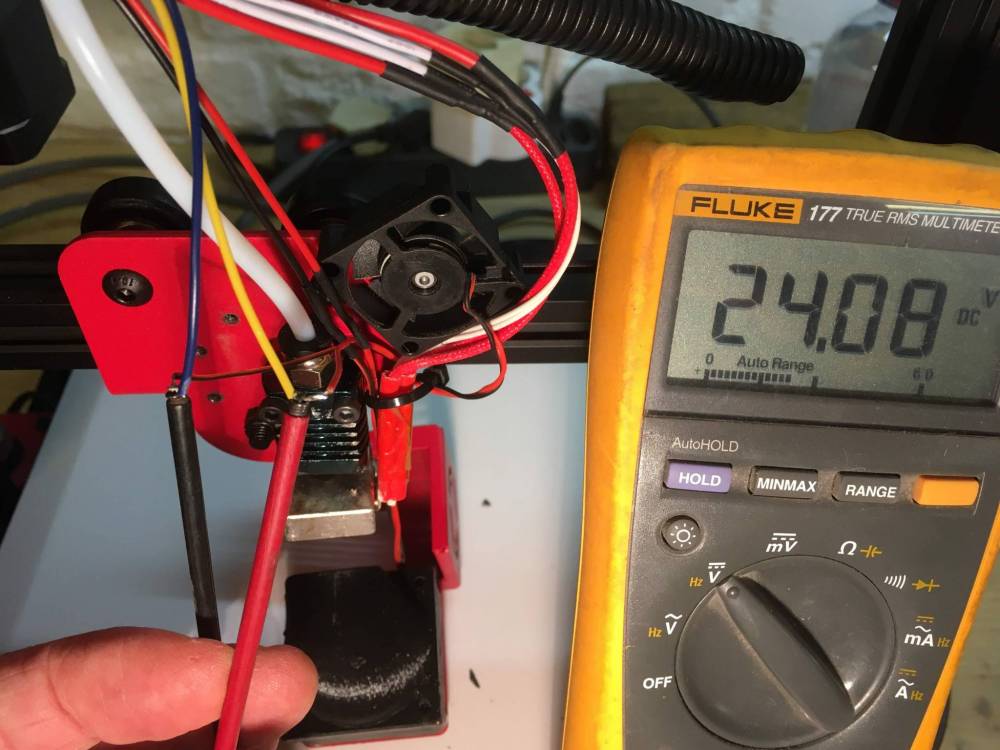
Voilà, ce n'est pas un problème d'alimentation... C'est un faux contact dans le ventilo. En pinçant des 2 cotés de l'axe, en effet, il démarre... mais quand je coupe/allume l'alimentation, il ne démarrage pas. Problème de charbon ? faux contact ? Etonnant j'ai à peine consommé un bobine de PLA depuis que je l'ai ! @Scipion J'arrête de chipoter... Demain je contact "c/o 3D online.be" par téléphone pour voir si ils ont la pièce... j'habite à 20km. Même si le coût du déplacement est supérieur aux frais de livraison d'Amazon, pour la planète et le commerçant, on va plutôt privilégier les circuits courts J'en profiterai pour reprendre du PLA !
 1 point
1 point -
J'ai inversé les 4 fils moteurs pour avoir une bobine (continuité) entre A+ A- et une autre sur B+ B- Et ça sur les 4 moteurs, mais uniquement 1 seul fonctionne parfaitement avec ce changement. Ma tension est a 12V tout pile, je peux la booster un peu pour aider, avec un alimentation allant jusqu’à 20A je pense être large de ce coté la. On est dimanche soir, en déplacement toute la semaine a venir, je regarde ça de plus prêt vendredi a mon retour. 1 sur 4 qui fonctionne c'est déjà un bon début, merci pour vos réponses.1 point
-
La seconde impression avec des détails d’une grande finesse me surprennent pour 35mm de haut. è Ce qui est moins sympa c’est le nettoyage de la machine, la résine est très collante. L’utilisation de gants jetables est vraiment nécessaire.
 1 point
1 point -
pour enlever les traces blanches sur le plastique due a un morceau cassé/coupé a la pince ou plié, un léger coup de décapeur thermique . entraîne toi sur une chute car si on chauffe trop ça se déforme....1 point
-
Un gros trou dans ton budget OK
 1 point
1 point -
Galère pour enlever les supports du modèle en plus la modélisation en 3D doit avoir des "trous" car cura m'arrive pas à l'imprimer correctement bref j'ai pu faire les photos qu'aujourd'hui. Avant de mettre la colle Après une couche de mélange colle+eau faudrait aussi que j'essais sur d'autre couleur que le blanc.





 1 point
1 point -
Bonsoir et merci bien... Effectivement, j' arrive à des conclusions comme mes vitres... En fait, j' ai une collection de figurines ( plus de 300) c' est pourquoi je pensais les scanner et établir une banque de données... mais il est trop tôt, donc j' ai commandé vingt kilos de patience... et je suis d' accord pour ce qui est des banques existantes, y' a déjà de quoi faire... En tout cas, je suis heureux d' avoir eu vos conseils... Bien à vous Papy1 point
-
Je l'ai fait le week end dernier sur une bobine mal enroulée, c'est un peu long mais si tu doit le faire souvent, tu peut te bricoler un truc pour le faire plus facilement, voir automatiser avec un petit moteur (genre moteur de tourne broche sur pile). voila le bricolage que j'avais fait, je me suis pas cassée la tête vu que j'avais qu'une bobine à faire (enfin j'espère...)
 1 point
1 point -
Non.... mais ça pourrait!1 point
-
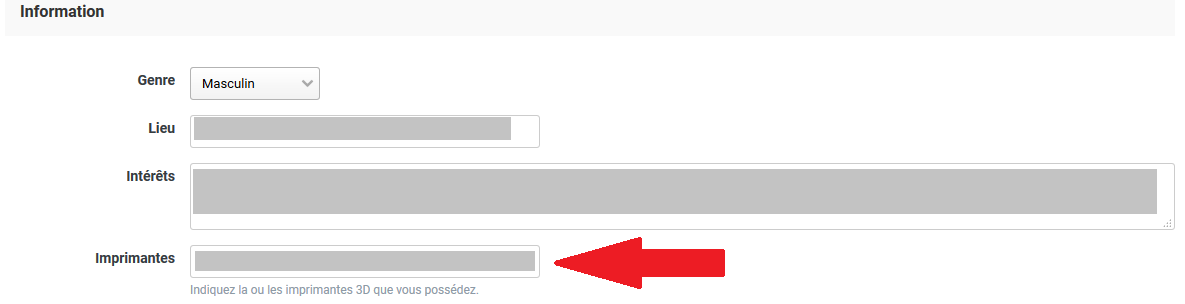
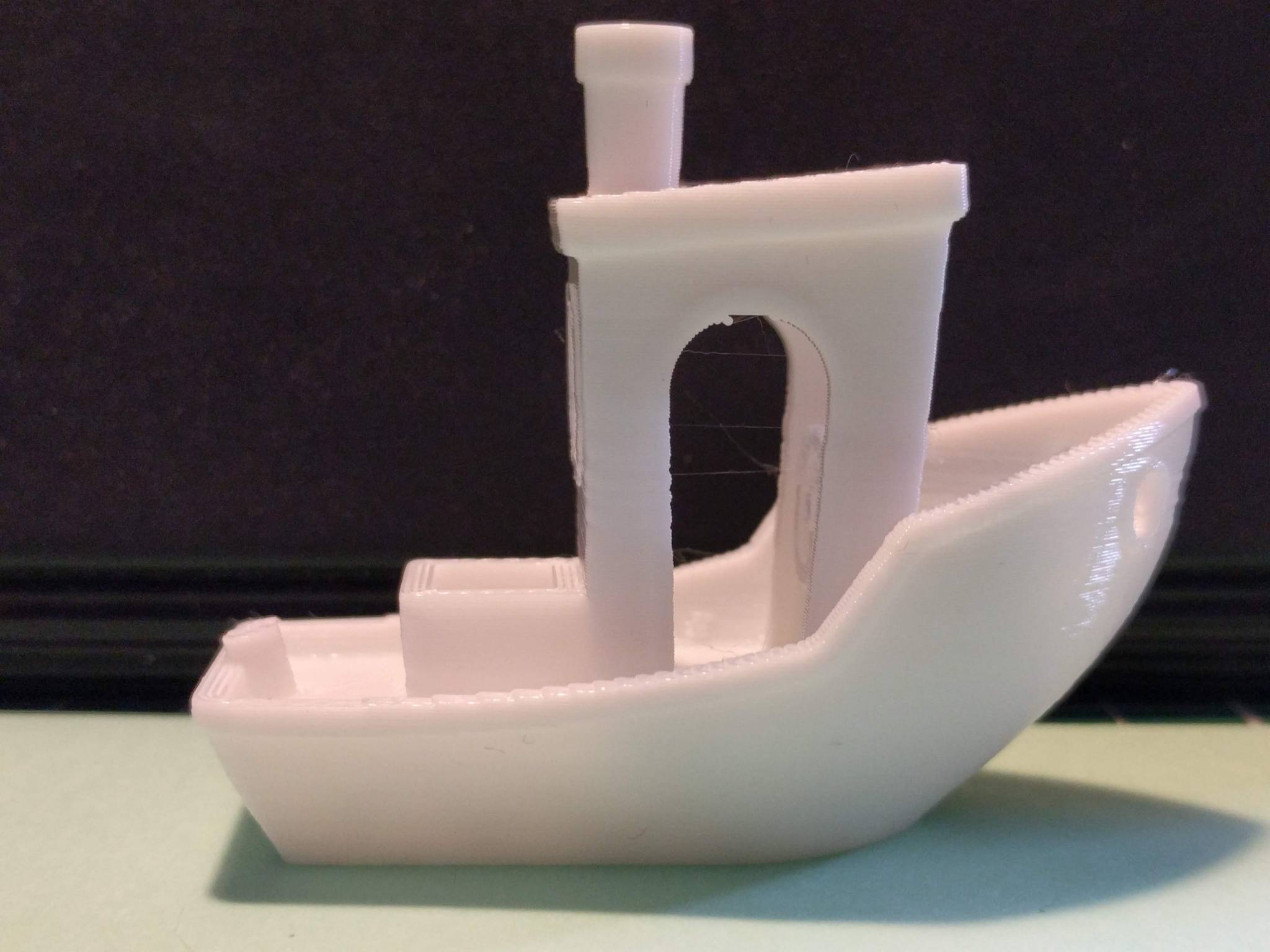
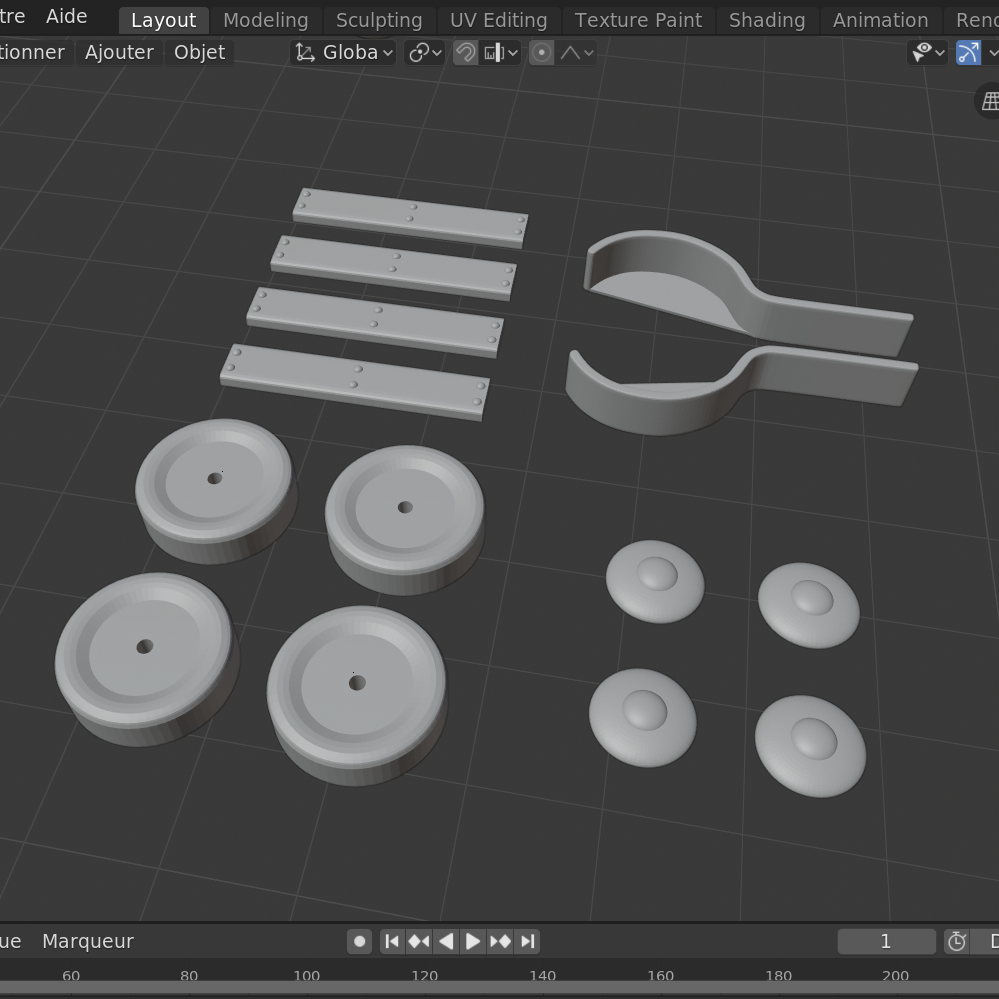
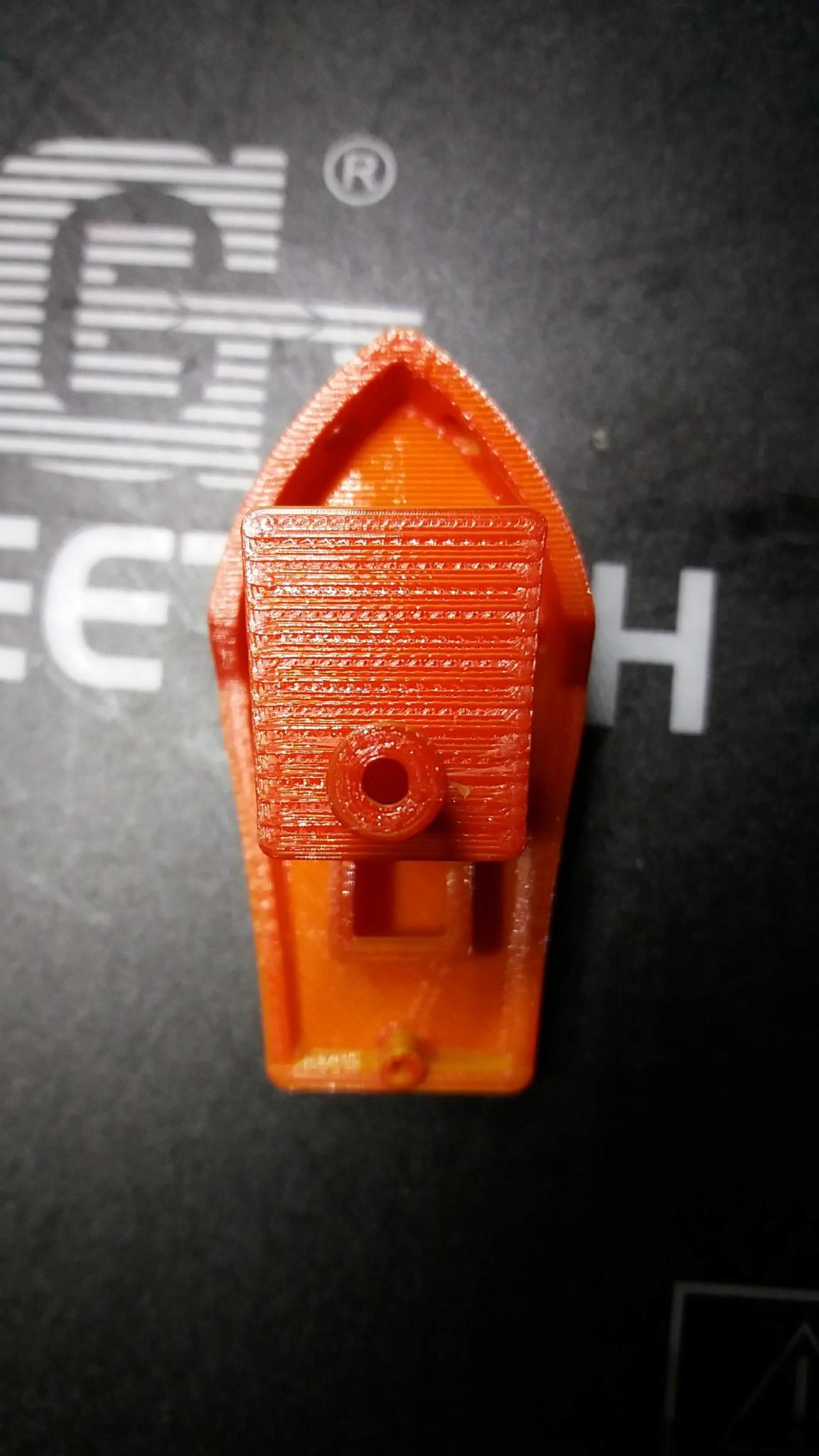
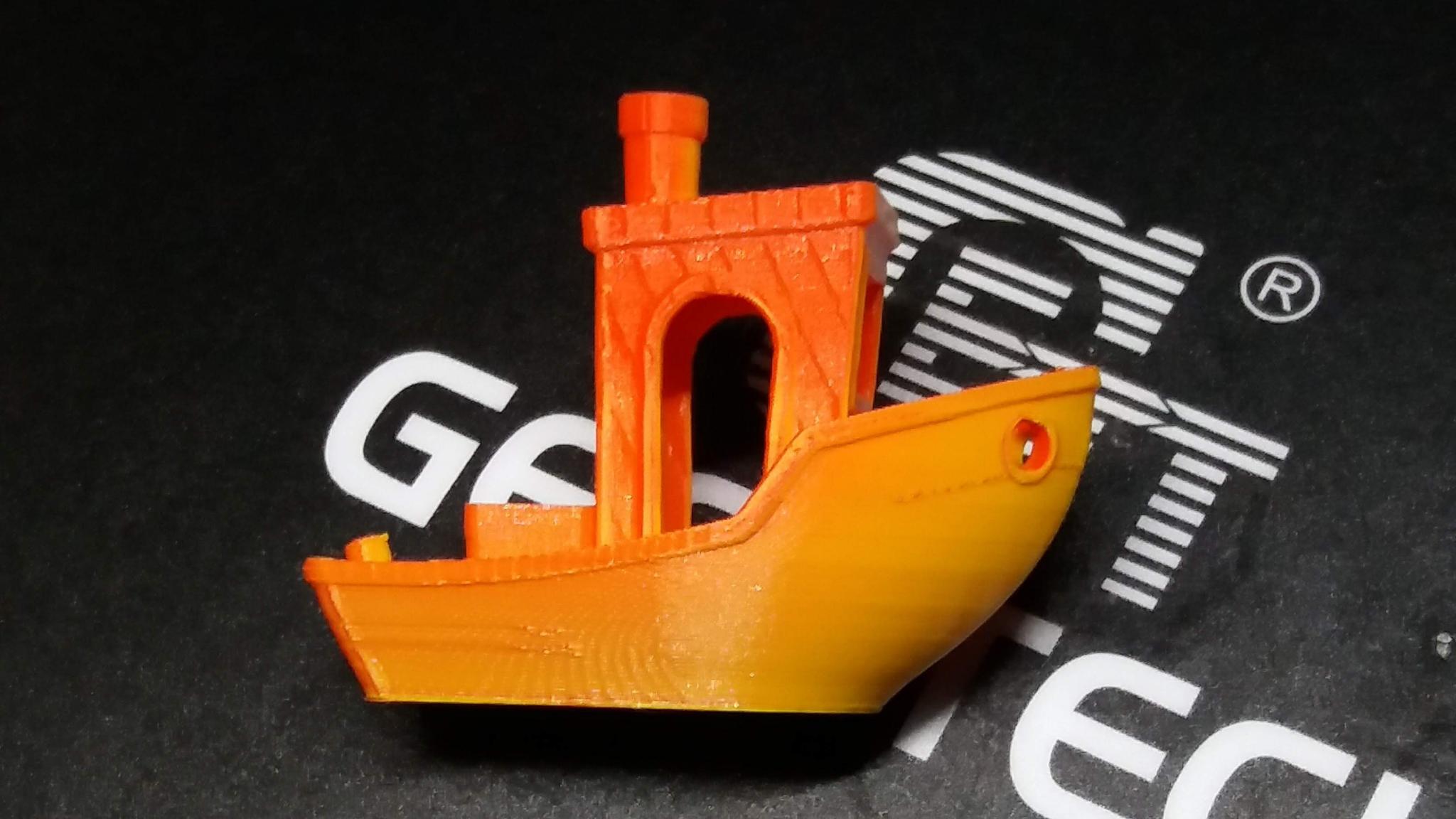
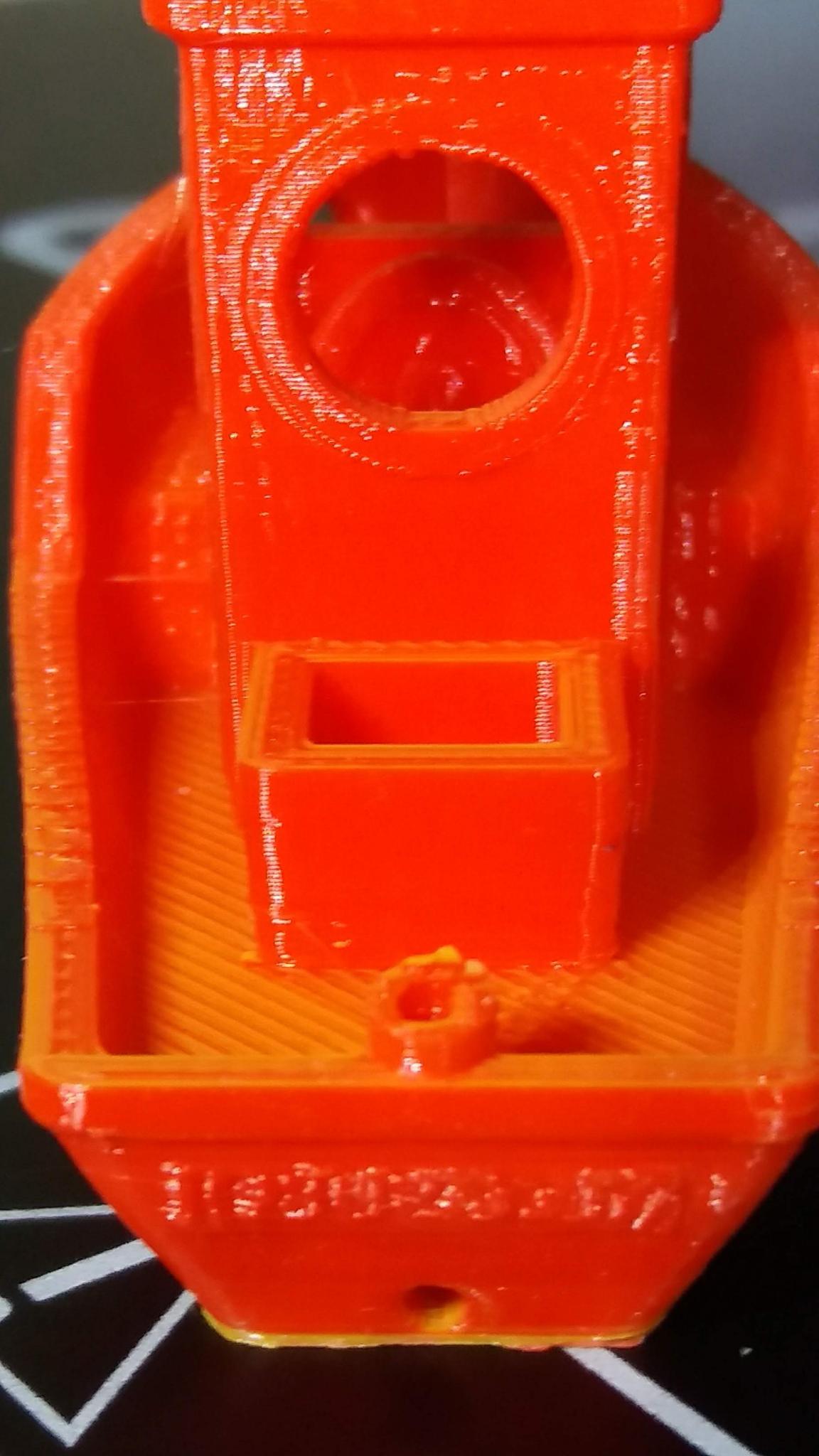
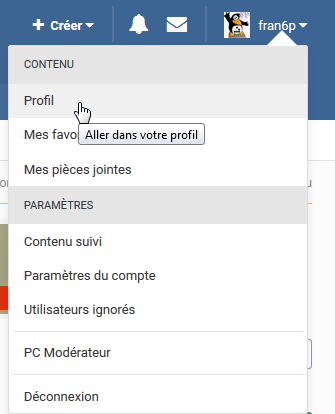
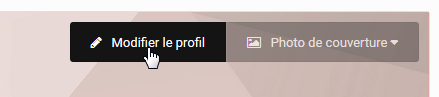
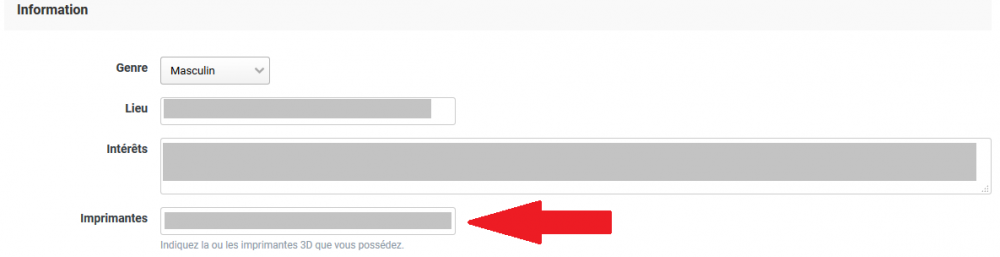
@Lolo12800 Pourrais-tu STP compléter ton profil comme l'a suggéré @Framemanager Pour ajouter le modèle de ton imprimante dans ton profil: En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo: Tu choisis la ligne "profil", puis l'option "Modifier le profil": Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes: Et tu n'oublies pas de valider en cliquant sur "Enregistrer": Sinon, pour ton Benchy, tu as encore une marge de progression Parmi les photos ci-dessus, se cache un intrus. Sauras-tu retrouver lequel ?






 1 point
1 point -
Ma femme est ambidextre, alors le temps que je réfléchisse si c'est à droite ou à gauche, ben j'ai loupé l'intersection. Blagues à part, je suis intéressé par un "bon" stylo 3D. Je ne sais pas trop ce qui se fait de bien dans ce domaine. Evidemment pas un truc qui coûte le prix d'une imprimante. Mais je me demande toujours ce que valent des réparations faites au stylo, car ça reste superficiel, ce n'est pas comme quand on tartine deux surfaces de colle non ?1 point
-
Hello et bienvenue par ici ! Pour ton 1er problème, le "bombage" de ta base, cela s'appelle du warping. Cela peux être dû à un courant d'air ou changement brutal de température ( ce qui rétracte le plastique et donc le décole du plateau avec cet effet"bombé" ), ça peux également être dû à une 1ère couche pas assez écrasée à certains endroit car plateau pas à niveau. Essaie d'utiliser une bordure lors de ton impression ( à ajouter via ton slicer si tu n'utilises ni jupe, ni radeau, ni bordure... ) et pourquoi pas un peu de colle en tube ou de laque sur le plateau pour garantir l'adhérence et éviter de genre de décollement. Pour le décalage de ton X, essaie d'imprimer une autre pièce pour voir si ça se situe au même endroit en terme de hauter. Si c'est le cas, tu as peut être un "point dur" sur ton axe vertical ( une poussière sur ta tige filetée par exemple ) ce qui fait que ta tête d'impression a du mal à monter sur l'un des crans de ton axe vertical et donc "écrase" la couche un peu plus à cet endroit qu'ailleurs.... Surement d'autres raisons possibles mais à ma connaissance je ne vois que ça, je laisse les habitués se charger de te renseigner davantage ! En espérant t'avoir aidé1 point
-
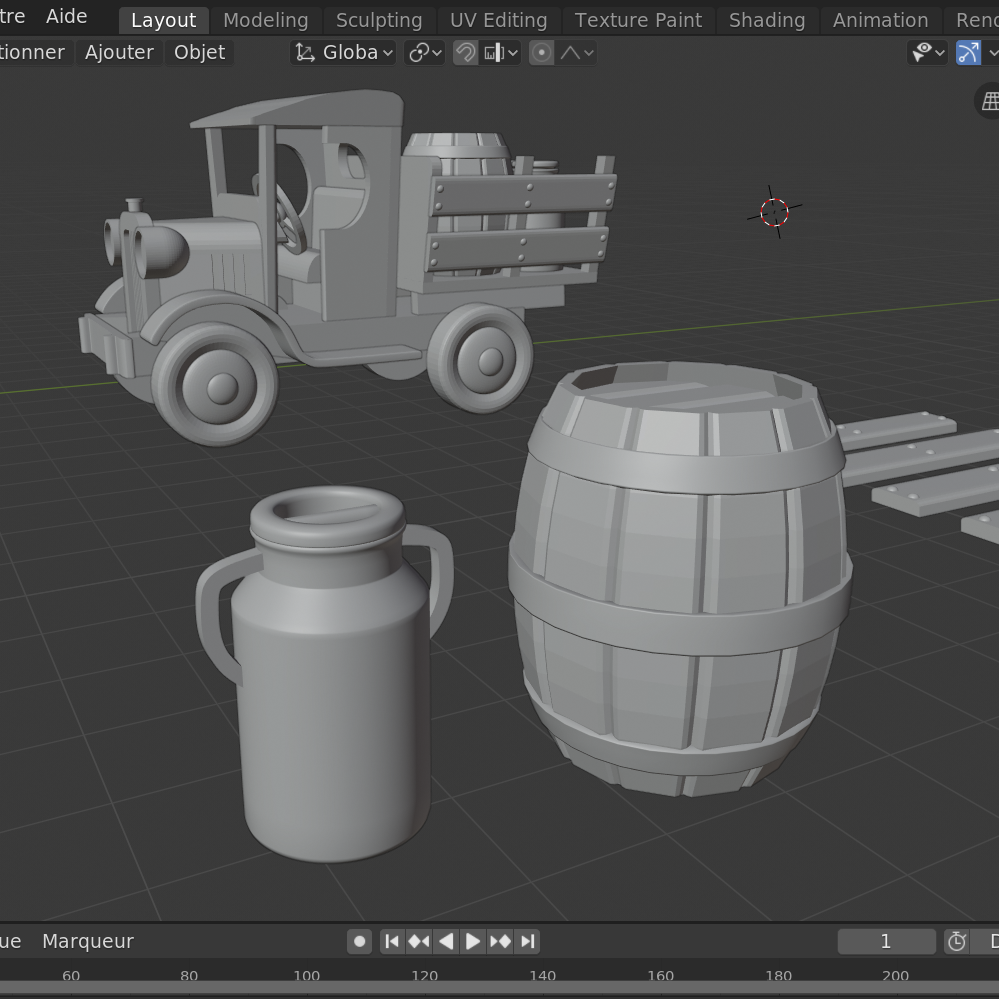
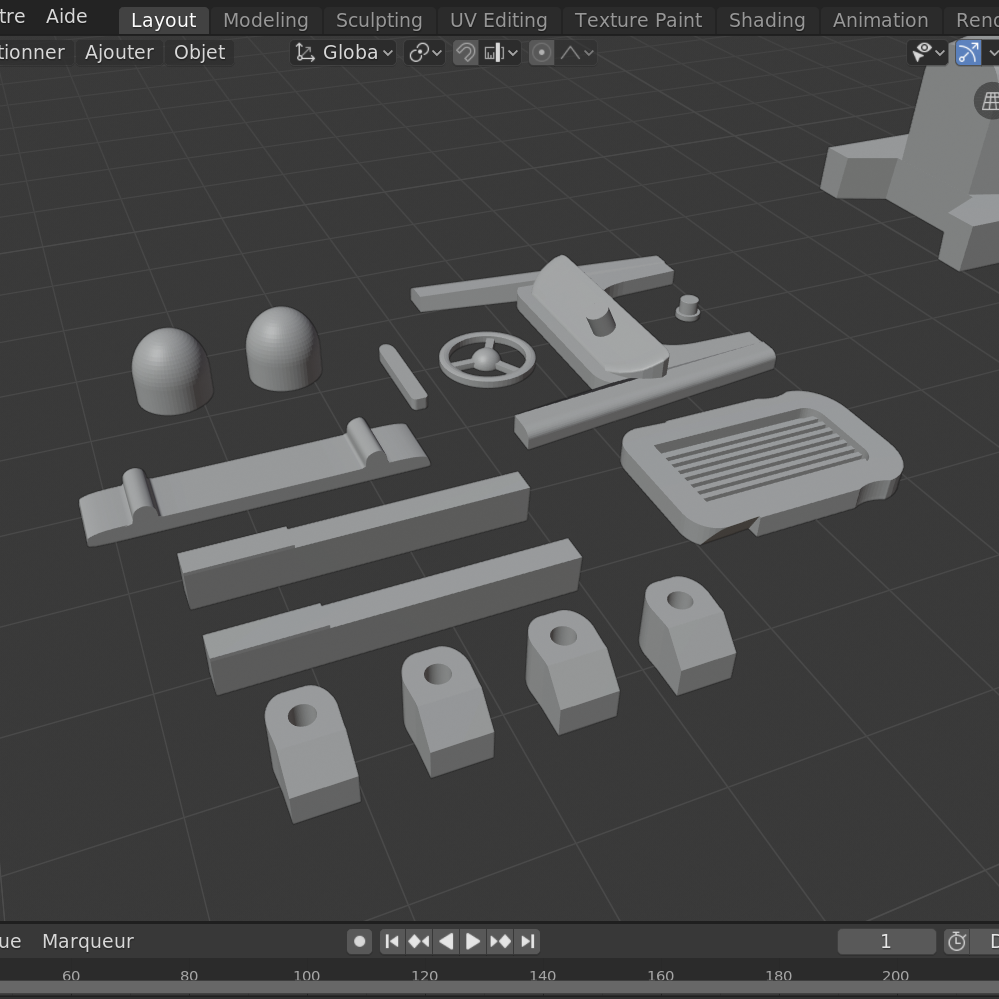
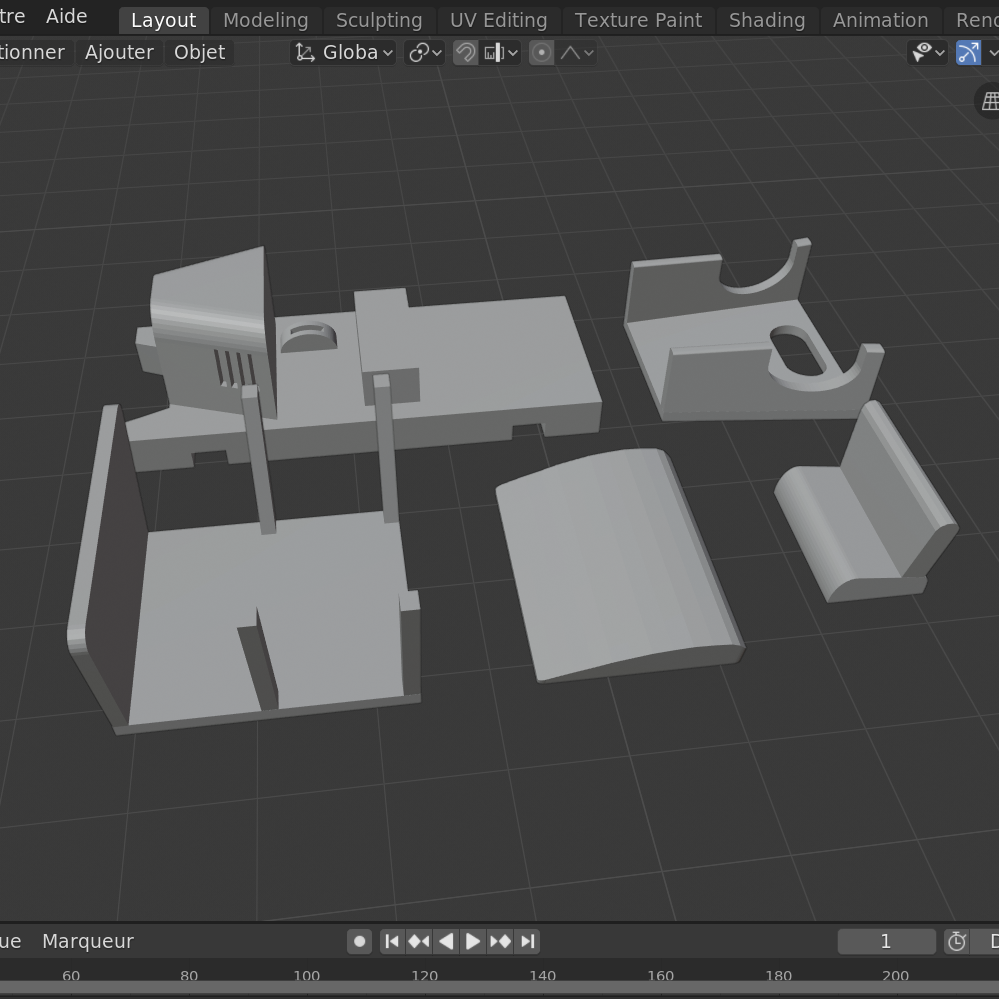
Bonjour à tous, voici ma dernière création... Une petite camionnette dans un style cartoon modélisée avec Blender. Je me suis inspiré de ce plan de jouet en bois pour la réalisation :https://www.canadianwoodworking.com/plans-projects/“c”-cab-stake-truck Le modèle est composé de 29 pièces plus 1 tonneau et 2 bidons. Le tout collé à la Loctite. Les dimensions du véhicule 18cm x 9cm pour 12 cm de haut. Les bidons font 4 cm de haut et le bouchon de radiateur qui est la plus petite pièce 5 mm. Finition teinte à bois chêne clair (plus clair que sur les photos en fait...) Je suis en train d'en imprimer une seconde que je vais peindre. Les fichiers STL pour l'impression sont disponibles sur Cults3D.


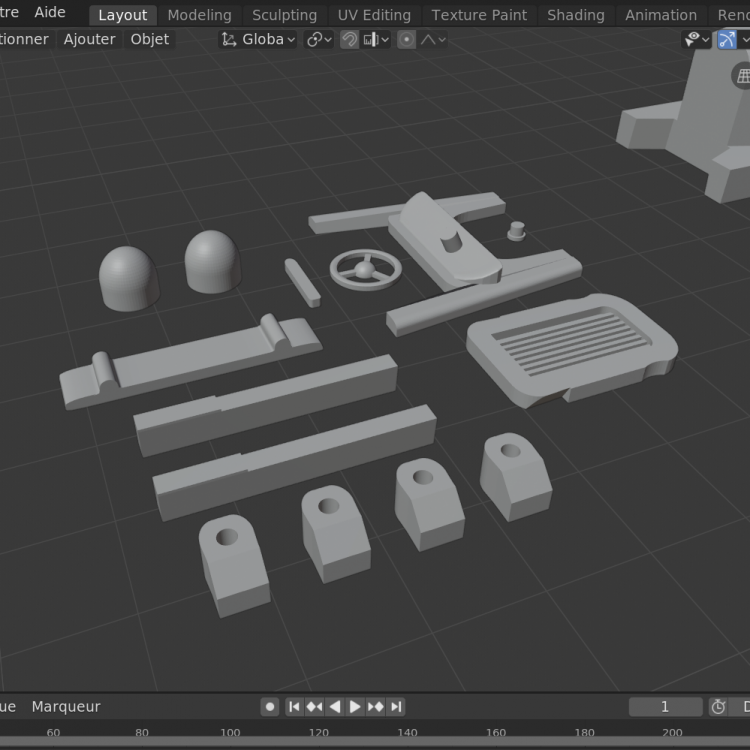
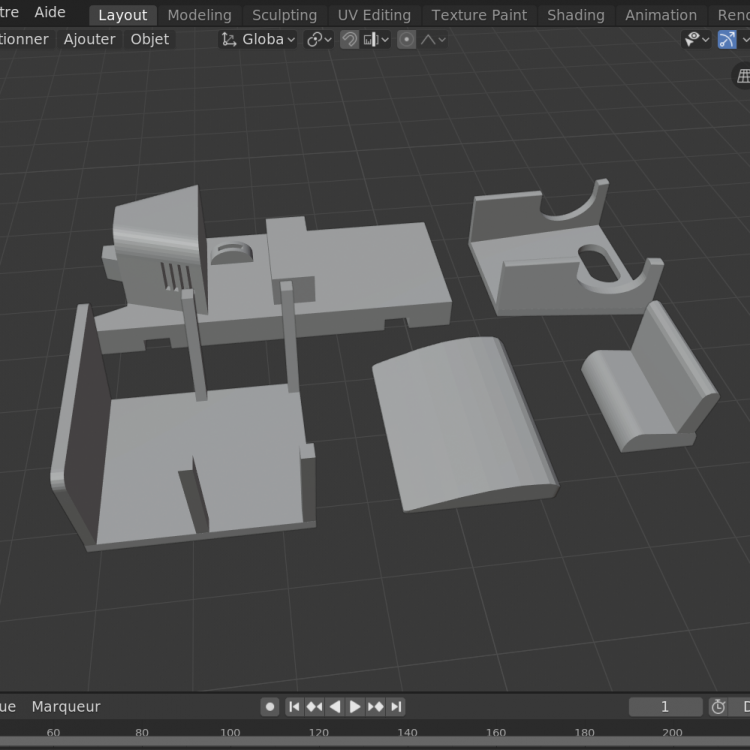
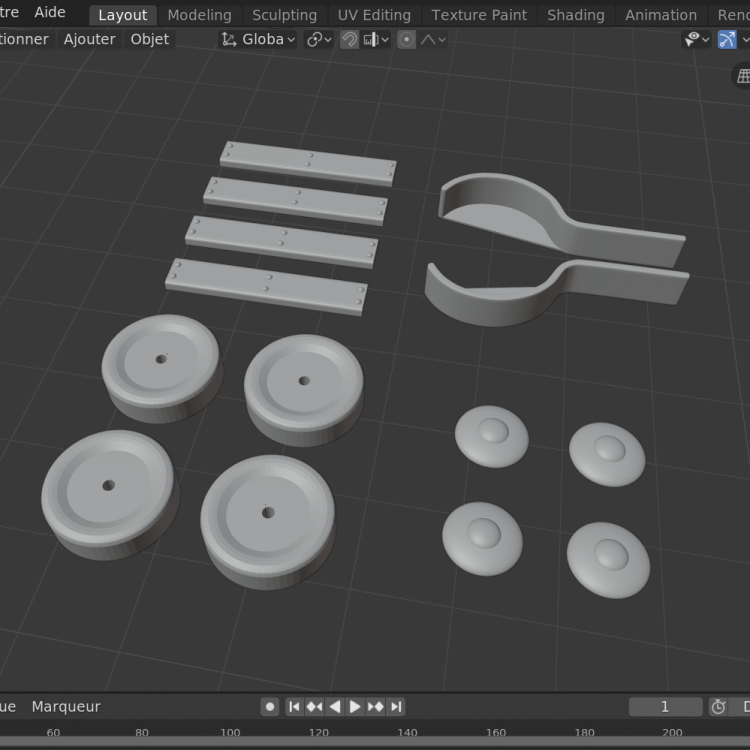






 1 point
1 point -
Bonsoir, Aujourd'hui prise de tête, au programme réglage des step/mm des extrudeurs qui aurait du prendre minimun 30mn. Malheureusement non, impossible d'avoir la même extrusion sur les 2 moteurs et même sur 1 moteur a chaque fois une valeur extrudé différente, quand un était réglé l'autre n'allait pas, un cauchemar. J'ai fini par débrancher les tubes de ptfe, demandé 100mm extrudé 100mm après une seule modifs des steps. Extrusion égal sur les 2 extrudeurs, j'ai redemander 200mm extrudé 200mm égal pour les 2. J'ai remonté les ptfe, puis refait la procédure d'extrusion et là rebelotte la cata rien de cohérent demandé 100mm extrudé sur E0 87mm et E1 93mm.J 'ai fini par sortir le ptfe du côté de la buse, remi et resorti est là un petit morceau de filament de 8mm de long coincé dans le tube, je refait la même chose pour le deuxième tube, pareil il ressort avec un petit morceau de filament . Vu que les tubes était enlevés j'en ai profité par les remplacés par des capricorn. Remarque : Quand j'ai sorti les deux tubes j'ai trouvé qu'il était très chaud, même quand j'ai remis le capricorn et ressorti 10 s après il était déjà chaud, je me demande s'il y aurait pas un manque de refroidissement du corps?. Une fois tout remis en place je relance un procédure demandé 100mm extrudé 100mm sur les 2 extrudeurs, enfin. Méfiant, je refait pour être sur, nikel 100mm pour 100mm . Remarque : au début quand j'extrudé le filament avais tendance a remonté vers la buse et faire des petites grappes. Une fois avoir enlevé ces petits morceaux de filament du corps et changé les ptfe le filament sortait bien droit et faire de beau cercles sur le plateau. Maintenant que mes extrudeurs sont réglé, je vais pouvoir réglé mon extrusion multiplier. Après une bonne série de cube pour finir cette journée un petit benchy





 1 point
1 point -
le tout dernier en cours de print

 1 point
1 point -
yop sculpte maison timon , pla 3donline

 1 point
1 point -
Je ne suis pas un spécialiste des Ultimaker... Mais là, ta buse est complètement usée (c'est du laiton et donc une pièce d'usure), elle doit avoir pas mal d'heures au compteur, pas changer la tête (pfiooouuu à 120€), juste la buse, cela doit être possible pour 10€ ou pas merci Ultimaker ! Car manifestement pour moi, le soucis vient du fait (après avoir parcouru le manuel) que la buse du printcore AA est pas à la même hauteur que le printcore BB et cela à cause de l'usure excessive du AA par rapport au BB. Je commencerais par changer la buse c'est clair ! Pour le reste je ne peux t'aider mais je doute que le plateau de verre (de ce que vois sur la photo) puisse être conducteur, en conséquence le palpeur doit être capacitif... mais je ne le vois pas ! EDIT : Oups, je viens de voir que ton message date du 21 avril ! Je suppose que ton soucis est réglé !1 point