Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/11/2019 Dans tous les contenus
-
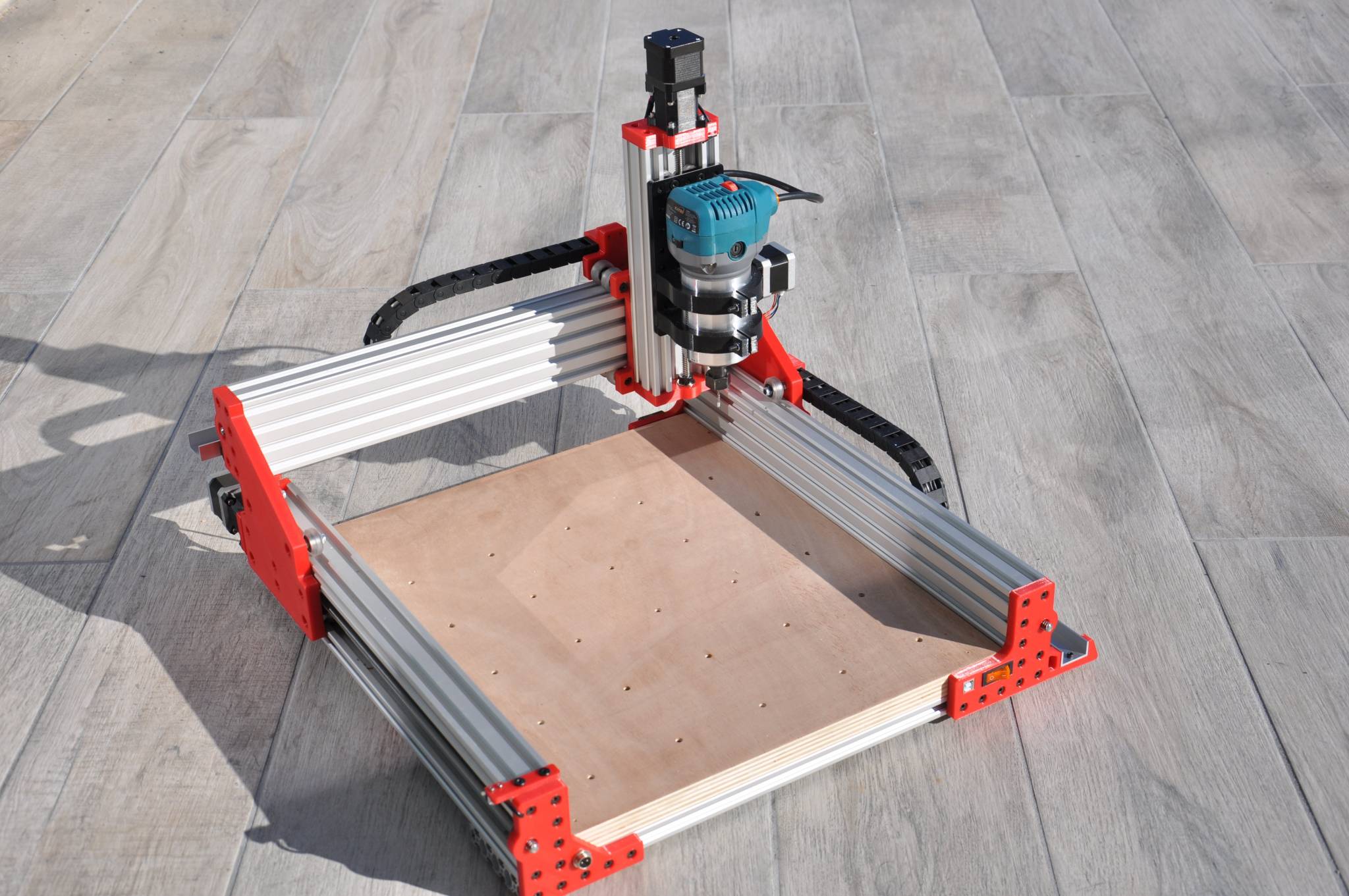
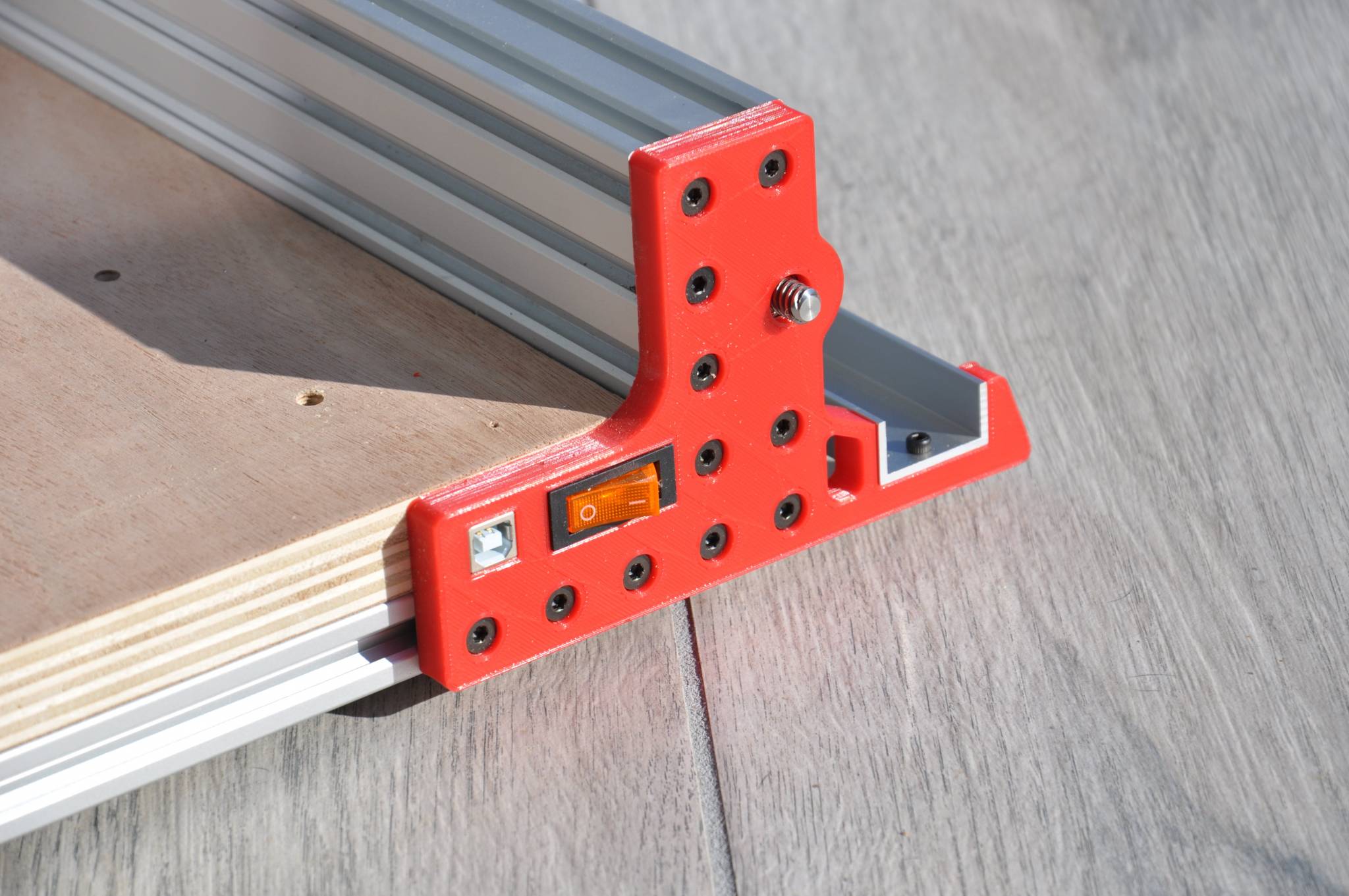
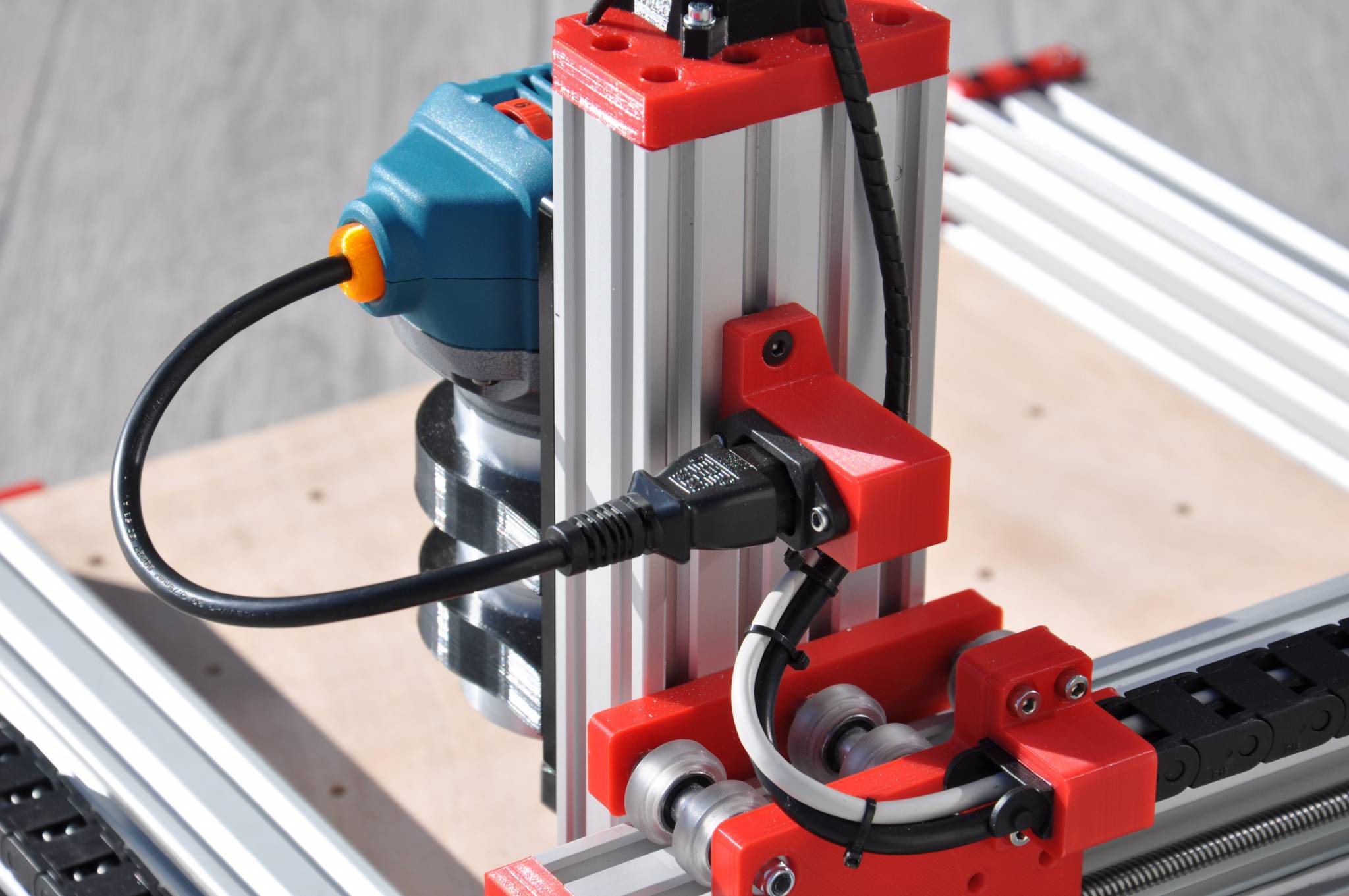
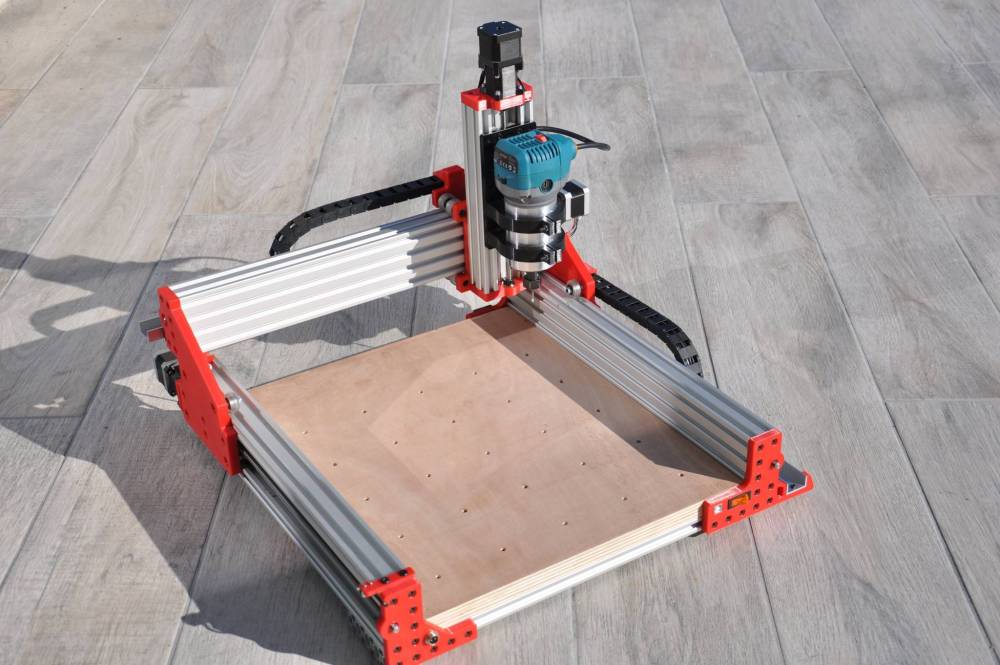
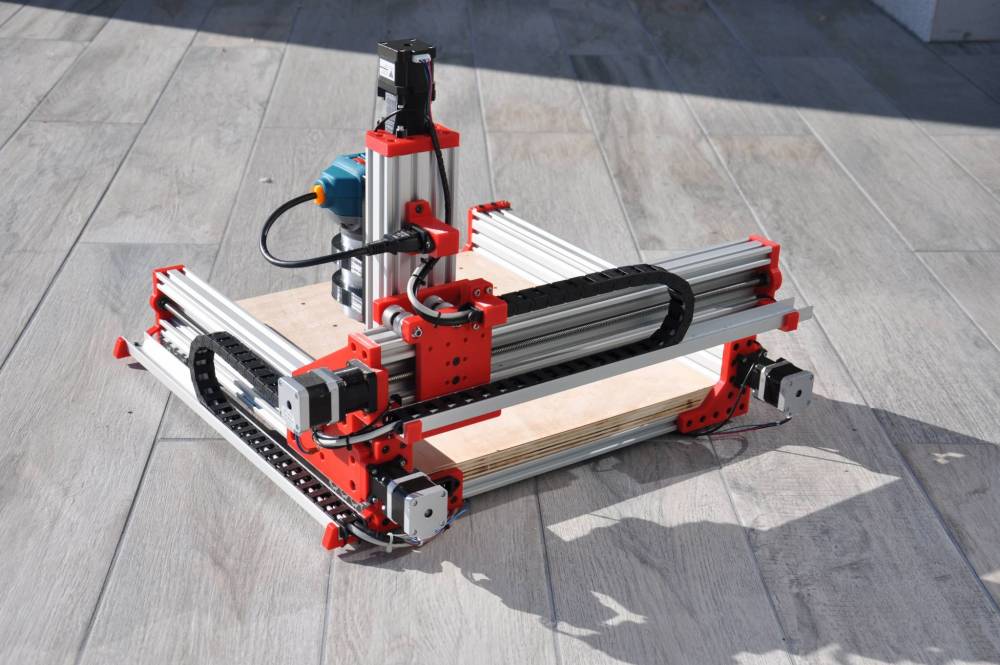
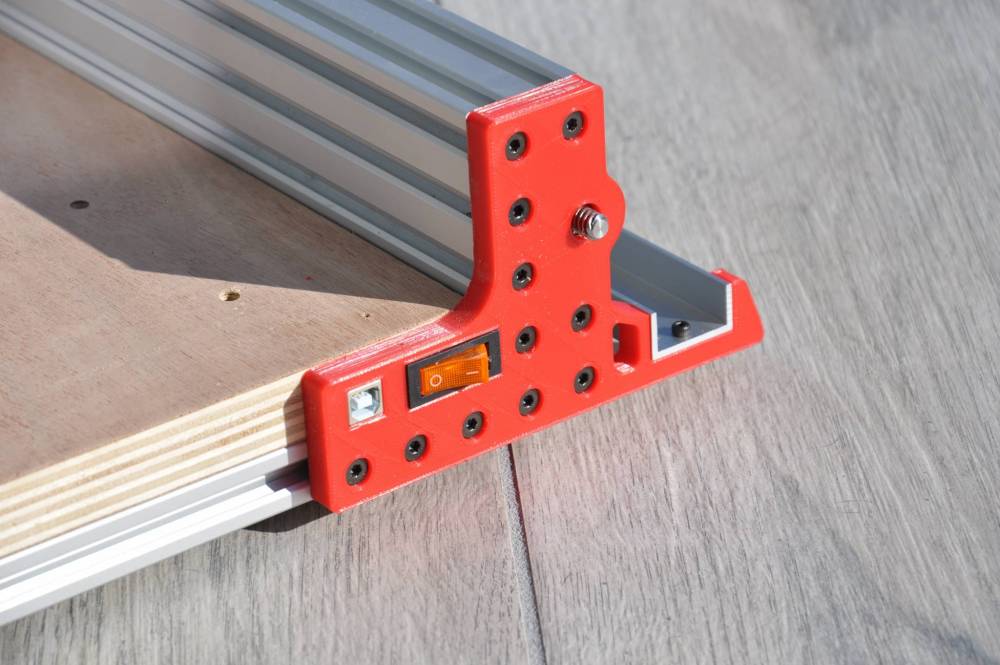
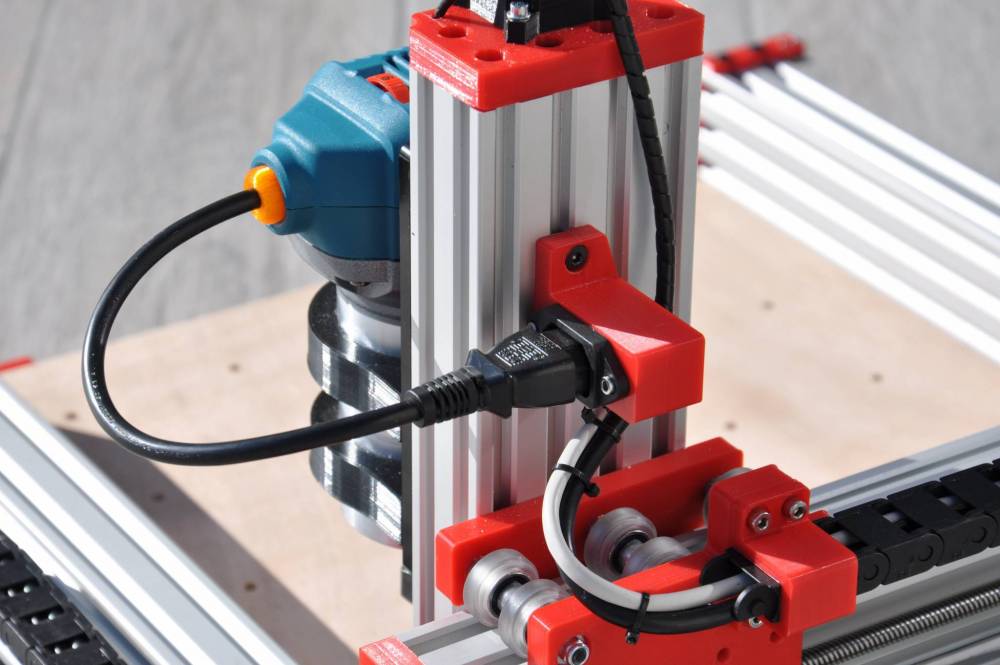
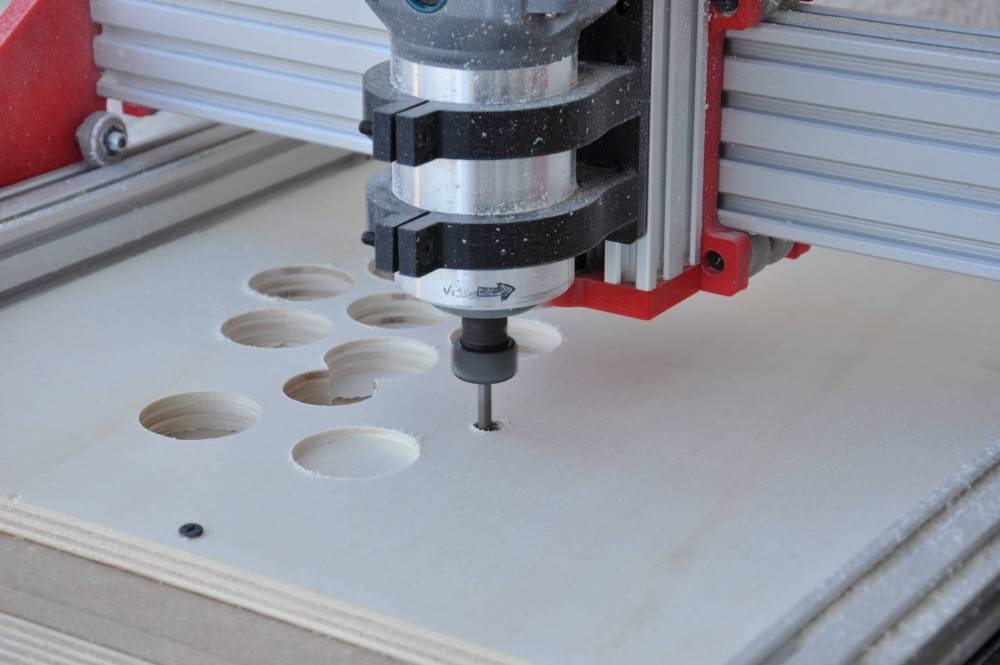
Salut à tous, je vois que la rubrique CNC du forum est plutôt active ! J'en profite donc pour vous présenter ma dernière création ! C'est une petit CNC amateur réalisée à base de profilés et de roues Openbuild, de pièces imprimées en 3D et pour l’électronique c'est de la récup. (néma 17, alim 20v de PC portable, carte GRBL avec DVR8825 etc...) Pour la réalisation je me suis inspiré principalement de la Sphinx CNC et de la CB3030. https://openbuildspartstore.com/openbuilds-sphinx-55-20-x-20/ https://openbuilds.com/builds/ultibots-cb3030-cnc-router.3597/ J'ai récupéré les fichiers 3D de ces 2 modèles que j'ai ensuite modifié pour les adapter à l'impression 3D et au nema 17 principalement. La surface de travail utile est de 340x350mm et environ 60mm pour le Z. Tout l’électronique est caché sous la machine, c'est un peu le bordel dessous mais au moins c'est propre et pratique pour la transporter. Au niveau de la broche j'ai pris une Katsu 710w avec un collet de Makita RT0700 c'est compatible et ça réduit énormément le faux rond au niveau de la fraise. Pour les plaques imprimées en 3D, tout est en PLA rouge de chez grossiste 3D. Imprimé avec mon hypercube. Voila en gros pour la présentation technique, au niveau de l'utilisation ça marche plutôt bien, malgré un manque de rigidité entre les 2 grosses plaques du Y, j'arrive à usiner du contre plaqué et du medium avec une bonne précision (environ 1/10 de mm). j'ai aussi essayé de l'aluminium de 10mm, les contours sont nickel mais j'ai des défauts sur les petits cercles (certainement à cause du manque de rigidité). Il me reste encore quelques modification à faire mais dans l'ensemble je suis satisfait de la machine.

 6 points
6 points -
ouha! Super propre! Ca fait envie. De mon côté je suis en train de monter (très lentement) une MPCNC. Tu ne peux pas refaire les plaques du Y en alu avec cette même machine (avec un grand nombre de passes) ? Ou les faire usiner chez Motedis par exemple? Cdt LC3 points
-
2 points
-
Essaye Triangle lab sur ali, quasi tout mes consommables viennent de la et j'en suis très satisfait.2 points
-
Personnellement j'utilise la technique préconisée par Prusa, le pschit à vitre bleu. Ca marche super, ça sent le citron quand ça chauffe et ça permet de garder la first layer sur le même réglage. Ca s'appelle la température de Curie, c'est une caractéristique spécifiée sur les doc technique des aimants. Il faut évidemment des valeurs élevée pour éviter la démagnétisation si on chauffe beaucoup le plateau. Ce n'est pas un plateau aluminium, c'est un PCB très épais (je pense du FR4). C'est d'ailleurs le cas de la Prusa, qui a dû intégrer un mécanisme de compensation des aimants lors du passage du MBL de 3x3 à 7x7. Alors sur un PEI lisse, l'acétone peut en effet raviver l'accroche quand l'IPA ou le liquide vaisselle ne suffit plus. Cependant il est à utiliser avec parcimonie car cela à tendance à rendre le PEI cassant, comme un vieux plastique jaunit. Je n'ai jamais eu de soucis sur le plateau de mon ex-MK2S (PEI fixe sur le plateau) ni sur les 4 smooth steel sheet que j'ai. Sur PEI texturé, Prusa indique expressément de ne JAMAIS utiliser d'acétone, car cela décollerait le revêtement. D'ailleurs ils préconisent aussi d'éviter le rinçage à l'eau. J'en ai d'ailleurs fait l'expérience, après un nettoyage en règle + acétone, au bout de 2-3 impressions d'ASA, j'ai eu des petits points de PEI qui sont restés collés sur les pièces, alors qu'elle se sont décollées toute seule en refroidissant (avec le "pop" caractéristique). Depuis je n'utilise que de l'IPA, mais j'ai conservé le rinçage périodique à l'eau savonneuse, mais en séchant immédiatement sur le plateau. Et aucun soucis, alors que je suis toujours sur la même face abimée. Quand j'ai besoin d'assurer le steak, alors j'utilise du Magigoo, c'est une tuerie sur le PEI texturé (sur le lisse ça laisse des traces comme un pinceau). Un tube durera une vie ou deux, et les pièces froides sont déjà décollées à votre retour. Pourquoi pas d'ABS ou de Nylon ? Ca n'accroche pas assez ? Car l'ABS j'en fait souvent sur ce plateau, combiné au Magigoo pour les larges pièces c'est impeccable. Faudrait que je re-teste le nylon, mais tant que je n'ai pas ma drybox je laisse ma bobine sous vide car le nylon absorbe plus vite l'humidité qu'il ne s'imprime.2 points
-
Oui, c'est possible N'ayant pas S3D, je ne saurais te dire comment faire mais avec Cura: Ce qui est en rouge permet de réaliser ce que tu souhaites faire (pour le retrait du filament, la valeur que j'utilise est prévue pour une tête Creality, le heatbreak mesure à peu près 30 mm).2 points
-
Position latérale de sécurité :D1 point
-
Bonsoir @Assomer74 Je m'essaie à IceSl depuis quelques semaines. Je crois bien que seule le profile "Personnalisé" garde d'une exécution à l’autre les ajustements faits sur les valeurs des paramètres. Et un jeu de valeurs particulières peut être sauvegardé ou rechargé via les 3 boutons qui apparaissent sous la poplist de sélection du profile, lorsque le profile "Personnalisé" est choisi. Pour modifier les autres profiles il faut directement éditer les fichiers correspondants dans le dossier de définition de ton imprimante "Simple" n'est pas le mot que j’emploierais. L'ergonomie de l'interface graphique peut plonger l'utilisateur dans un abîme de perplexité. L'édition des propriétés par couches c'est pour les braves ! Mais en effet il et pas qu'un peu ! Il est aussi incroyablement customisable. PS : je l'utilise sous linux, je n'ai donc pas l’éditeur de script intégré, mais c'est un détail puisque n'importe quel éditeur externe fais l'affaire. J'ai aussi installé Chill (l'IHM est aussi un peu bizarre) a+1 point
-
Ok alors j'utiliserai ça pour la X1, histoire de voir ce qu'elle vaut sortie usine...1 point
-
@fran6p merci. Je crois que j'ai compris . @Kachidoki Je ne suis pas certain que tous les nettoyants vitres soient équivalents pour cette utilisation un peu particulière. Dans le doute autant prendre celui testé et validé. Donc merci pour le renseignement .1 point
-
Merci de confirmer qu'avec la version 15, tu obtiens moins de gros pâtés ! Ne t'occupes pas trop du stringing pour l'instant, car comme l'a dit @sigiel la Chiron a un très mauvais refroidissement de la pièce qui a tendance à former des "cheveux d'anges". D'ailleurs tu remarqueras qu'ils sont souvent dans le même sens (de droite à gauche) : la prochaine étape sera d'imprimer cette pièce pour la remplacer. Je n'ai pas le temps pour lancer une impression ce soir, mais j'essaierai demain. Cela dit, ne te focalise pas sur les tests car ils sont souvent redoutables et donc tu vas toujours t'y casser les dents. Imprime des "trucs", des "bidules" des "mickeys en plastoc" pour te faire plaisir... tu feras des tests plus tard.1 point
-
Bonjour, Merci (pour la suppression), en fait sous Chrome j'ai eu 3 fois "le serveur lesimprimantes3d a réinitialisé la connexion ..." à la troisième j'ai été voir le fil de discussion et vu que mon message était dupliqué ... et je n'ai pas trouvé de bouton "supprimer mon message" ??? Non, mon NAS est sous une version Linux spécifique (comme beaucoup de NAS) et avec un kernel un peu différent ... (ex. 4.14.x le x n'étant pas normalement dans les standard du kernel (un chiffre normalement)) DONC il y a un peu plus d'intégration ... mais comme j'ai plus de 10 ans d'expérience sur QNAP et Asustor en intégration de logiciel, cela n'a pas présenté de grosse difficultés ... mais peut-être pas évident pour des débutants en NAS (c'est pour ça qu'un package évite tout ce processus d'intégration) même si bien sur, la base est l'installation sur Debian ... avec adaptation "locale". La liaison est un câble USB "rallonge" de 5 m ... les NAS ayant l'avantage de fournir un signal "fort" sur les ports USB. Si il y a un endroit dédié à ce genre d'activités ... déplacez mon post, comme je viens d'avoir ma première imprimante 3D Ender ... je suis resté sur ce fil de discussion. Je regarde si je peux placer dans mon planning la création d'un document sur cette intégration (je suis assez occupé) et voir si il y a pas mal de choses communes sur un autre NAS type QNAP ... pour étendre les possibilités. Philippe. N.B. il faut comprendre que je j'utilise un peu à toutes les sauces mes NAS ... mais j'ai aussi préparé un Raspberry PI 3 B au cas ou ... pour comparer le résultat.1 point
-
Un grand Merci pour ce TUTO ainsi qu'à tout ceux qui y ont contribué, certes j'ai une U20 One mais c'est très intéressant1 point
-
Je me sens pas concerné, je suis LOIN d'être un guru, mais .... .... j'ai fait quelques modifes dans le post-pro (ouvert avec Notepad+++) - localisé // writeln("%"); (certaines CN doivent débuter et terminer leurs programmes par %] - enlevé les slash, remplacé par : writeln("$H"); ( ça fait la prise de ref en automatique avant de lancer le prog, et du coup ça démarre sans risque de collision) - localisé writeRetract(Z); writeRetract(X, Y); - slashé les lignes pour les rendre inactives // writeRetract(Z); // writeRetract(X, Y); - remplacé par writeln("G53 Z-5 M5"); remonte à 5mm de la ref Z et arrête la broche writeln("G53 X-180 Y-5"); va à mi-course en X et à 5mm de la ref en Y De cette façon, la table est dégagée pour démonter la pièce Tu peux aussi désactiver le G28 safe retract Mais bon.... y'a sûrement autant de façons de faire que d'utilisateurs1 point
-
Franchement....pour l'instant ce n'est que du bonheur ! ^^/ Je ne regrette vraiment pas cette achat. Fini les galères de début de print, ça colle ça colle pas... Je vous ai négocier un truc chez Energtic, Si vous commandez ce PEI flex magnetique sur la boutique Energtic https://fr.aliexpress.com/item/32990786969.html et que vous dites que vous venez de la part de Juan vous aurez une feuille PEI en plus dans votre commande1 point
-
https://www.manomano.fr/p/longer-lk4-pro-220x220x250mm-imprimante-3d-printer-impression-3d-imprimantes-3d-15561692 162€!!! on peut pas faire mieux là! C'est exactement la même?1 point
-
Comment as-tu deviné ? Sans me vanter, je suis passé pro depuis déjà bien longtemps dans le domaine de la procrastination (par contre quand un sujet me passionne, je m'y adonne à fond (sans remettre au lendemain ce que j'aurais dû faire l'avant-veille)).1 point
-
je suis du même avis que Kachidoki. J'ai une vingtaine de bobines entamées sur mes dévidoirs et je n'ai pas de problème d'impression.1 point
-
Tout ce que vous avez toujours voulu savoir sur le Gcode sans jamais oser le demander ou encore (plus forcément à jour ) : Le Gcode selon Saint Reprap
 1 point
1 point -
Haha je connais ça j'ai remplacé l'écran (que j'ai pété comme un grand) à prix d'or chez Atome3D1 point
-
Joli boulot en effet ! J'ai pas le temps ni la place mais j'aimerais bien me faire une petite CNC1 point
-
Bonjour Sur la cr10s les écrous de vis Z en laiton doivent pouvoir glisser latéralement contre la structure. Les deux vis qui les maintiennent ne doivent pas être trop serrée. Ensuite les deux côtés de la barre du x doivent être à la même hauteur du châssis et les exentriques doivent être serrée pour bien guider mais sans bloquer. Le réglage de ces galets doit être faite sans avoir de vis noix laiton de montées pour pouvoir coulisser a la main lensemble pour sentir si il y a un blocage Tout est assez délicat à régler d'autan plus que les exentriques ne permettentpas de bien ajuster l'horizontalitéde la barre du X et que les vis d'assemblage ne sont pas accessibles côté gauche .1 point
-
La procédure : je mets la roue sur un des trous de l'établi Lidl qui fait 20mm de diamètre, je positionne un tournevis plat de 2mm environ en travers l'extrémité prenant appui entre les 2 bagues intérieures des roulements et je tape avec une cale en bois juste assez pour décoller le 1er roulement et je continue de tapoter pour le sortir complètement en récupérant la rondelle laiton. Et j'extrait l'autre roulement. Je remonte dans le même sens les roulements et leur rondelle dans la nouvelle garniture. Rien de miraculeux, juste un petit coup de main à prendre pour éviter la galère. Si la rondelle laiton se décentre, tu peux en profiter pour t'appuyer dessus avec une vis M4 pour chasser le 1er roulement.1 point
-
Voilà ce que dit le vendeur, après...est-ce que c'est vrai; à vérifier @Framemanager Je n'ai pas eu de soucis par contre. J'ai installé la base, un bon coup d'alcool isopro sur le flex/PEI essuyé à la microfibre mis en chauffe, leveling, et enfin lancé le print est nickel du premier coup. C'est une Energtic aussi1 point
-
Là le PEI, je maîtrise ! Pour la prusa, j'en ai 4 différents > Fysetc (ali), excellent produit, surface comme un miroir > Trianglelab (Ali) textured, nul, ils me l'on même remboursé mais passé à l'éponge qui "gratte", il fonctionne mais texture grossière > PEI prusa, ben nickel fini mat > PEI textured Prusa > rien à dire nickel! Par contre tous ces PEI ne collaient pas directement sortis de leur boite! Passage à l'éponge côté doux cette fois, produit vaisselle et eau chaude, rincage abondant, séchage et 5 bonnes minutes sur le plateau à 70°. Et de temps à autre alcool isopropylique... ou si vraiment cela ne va plus, produit vaisselle. J'aime assez la Fysetc, c'est celle que j'utilise le plus depuis 4 mois... Elle a commencé à flancher, passage à la laine d'acier (6000) toujours dans le même sens et avec beaucoup d'eau... Elle est repartie mais plus aussi brillante... J'ai aussi une fyzetc pour l'ender 3 (nickel)... Là je dois encore tester une "Energtic" sur Ali sur la Flsun QQS. dans les cartons un PEI "Energtic" pour la Cr10 pro... Mais je dois d'abord mettre mon Bltouch... Pour moi, c'est ce que l'on fait de mieux actuellement si on prends soin, en tout cas bien mieux que l'ultrabase.1 point
-
Un petit retour sur l'imprimante, je suis plutôt satisfait de mon achat. Presque fini la bobine d'échantillon. Je ne me suis pas amusé a faire les modèles sur la carte SD (la carte sd, je l'ai virée parce qu'elle était pas de bonne qualité). J'ai augmenté le motion de l'extrudeur (100 au lieu de 93) . je n'ai pas vraiment fait le réglage de celui-ci mais comme je n'ai raté q'une pièce et que le résultat est mieux que ce que j'espérais, je laisse comme cela pour l'instant. Je ferais un détails de mon montage caisson dans un prochain post. Je me taraude l'esprit sur les charnières pour les portes en PS transparent Mon octoprint est configuré et çà fonctionne sauf que je n'ai pas le retour du ventilo, juste un bouton on/off, sur l'appli android , je peux configurer en %.1 point
-
Boarf, s'il ne fait pas 90% d'humidité dans la pièce, tu ne risque pas grand chose avec du PLA. J'ai des bobines ouvertes depuis 2017 qui s'impriment toujours bien. Arianeplast avait même fait une vidéo en laissant une bobine immergée dans l'eau pendant des semaines, et il imprimait en live depuis le bac de flotte, aucun problème. A côté de ça j'ai déjà eu des bobines neuves qui crépitaient et faisaient des bulles, que je passe en étuve à 50°C pendant 8h et ça repart pour quelques années. Après pour le PVA ou le Nylon c'est une autre histoire.1 point
-
Moi ce n'est pas le capteur qui me chiffone sur cette machine, mais ses nappes qui ont l'air si fragile (ne la laisse pas tomber....)1 point
-
Hello Content qu'il ai trouvé une solution pour le traitement des déchets de l'incendie de Rouen.1 point
-
mince... @Fourmi va frapper encore un gros coup, va falloir que je fasse des économies...1 point
-
La procédure est faite et le problème semble réglé (un bon nettoyage était nécessaire). J'ai lancé 2 petites impressions qui se sont bien déroulées. Je testerais demain avec une de plusieurs heures pour test. Merci pour vos retours et votre aide.1 point
-
@Poisson21 je te maudis! Pourquoi as-tu mis ce lien pour la tête double extrusion??? Je viens de passer 2 semaines d'abstention, 2 semaines à lutter contre les envies de bidouiller/modifier mes machines. Et toi tu viens avec ca??? Maintenant j'ai cette idée en tête, je la sens qui se développe et bientôt ca va passer du "pourquoi pas?" à "je ne peux plus vivre sans ça!" Je ne te félicite pas! ps: Ca se monte bien sur un support CR10 ou il faut adapter? LC1 point
-
Awi mais maintenant j'ai un prob avec l'axe Z0 points
-
@CriTof j'ai une geeetech i3 pro b pour ceux qui et de l'axe Z j'ai éliminé les écrous en bronze et fabriqué de nouveau support pour y avoir mis des manchons filetés hexagonale de 30 mm de long du coup j'ai quasiment plut de jeux ou très peut sur l'axe Z et ces plus résistant que le bronze le bronze prend beaucoup de jeux avec le temps0 points