Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/12/2019 Dans tous les contenus
-
Le plus gros du budget est passé dans les ventilos noctua du boitier, puis un capteur inductif puis un touchMi, synchro Z, un flex build, Reste à faire : les barres stabilisatrices, les ventilos de la tête d'impression, la tête en elle-même je n'y pense pas pour l'instant2 points
-
PLA blanc anycubic, J'ai pas gardée les liens mais c'est soit sur myminifactory ou thingiverse


 2 points
2 points -
Commence par du PLA tout simple. Pour les "techniques" on verra ça quand tu s'ras grand.... Moi j'achète les filaments chez le Grand Méchant Loup >>>> (le Sunlu est excellent) Sinon parfois chez le Gros 3D à Charleville Mes Trucs >>> c'est pas mal mais ils ont des frais de porc non négligeables Une pince coupante, oui.... >>>> mais n'importe laquelle fait l'affaire Une spatule, pareil >>> mais si tu sais affûter une lame, celles à enduire de chez Castomerlin ça fait pareil Sinon, une bombe de laque Vivelle Dop extraforte, bidon rouge ......un cubi de persévérance et une caisse de patience, si t'en trouves.....2 points
-
Ca avance doucement, je n'ai pas encore reçu tout le matériel.
 2 points
2 points -
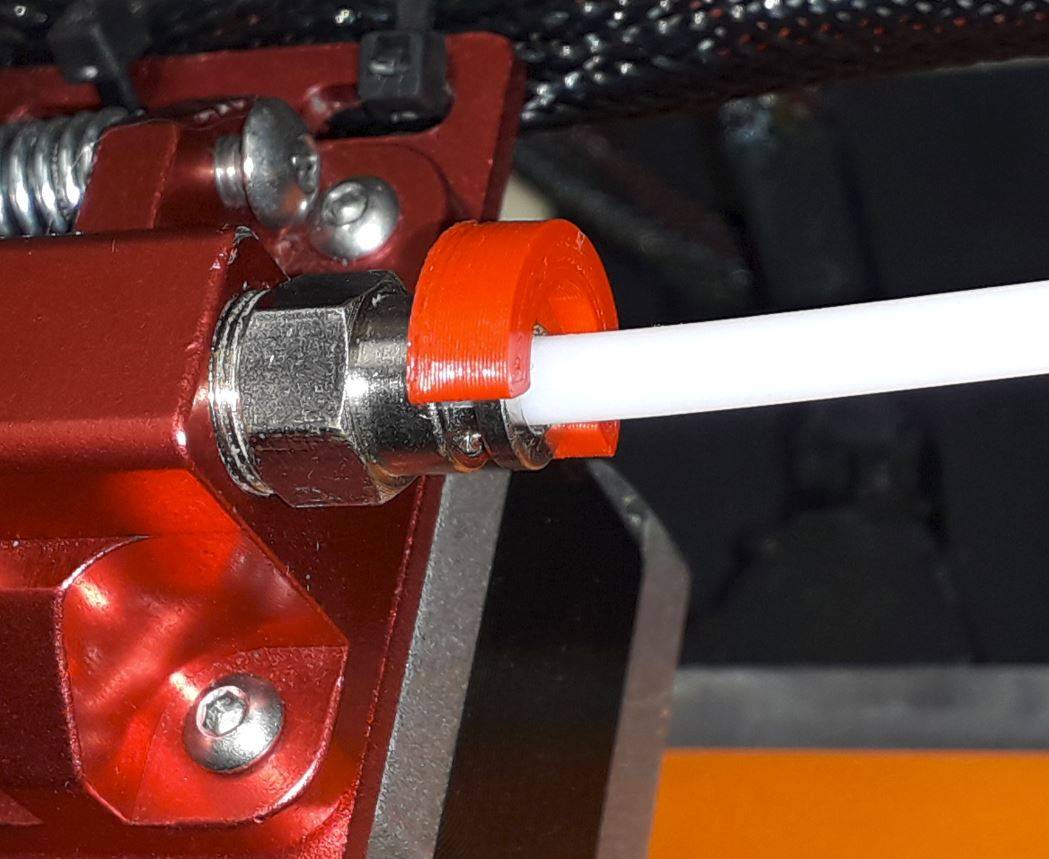
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Bonjour à tous, Vous allez trouver ici comment paramétrer les fichiers permettant d'obtenir par compilation un firmware sous Marlin adapté à la U 20 avec Touch-Mi monté à droite. Pourquoi ce partage ? J'ai bien galéré pour comprendre comment compiler le firmware Marlin afin d'équiper une Alfawise U20 avec un leveling par Touch -Mi monté à droite. Mes principales difficultés ont été de comprendre : - comment fonctionnait Visual Studio Code, - comment lancer l'extension PlatformIO, - la nécessité de créer un compte sur Github, - l'importance de garder ouvert le client Github, Puis est arrivé l'essentiel, c'est à dire comprendre ce qu'il fallait modifier dans les différents fichiers comme platform.io, Configuration.h, Configuration_adv.h, etc. pour indiquer sur quelle machine allait le firmware et les spécificités du montage du Touch-Mi et celle du plateau. Les choses se sont corsées, mais .... ... Mais face à mes difficultés j'ai trouvé des internautes dévoués qui ont pris le temps de m'aiguiller pour que je puisse arriver à compiler proprement et avec succès ma machine. Bien évidemment tout n'est pas livré prêt-mâché, il a fallu faire preuve de persévérance et de patience de ma part. Je ne compte pas non plus les X dizaines de pages de forum que j'ai lues. L'avantage de la persévérance c'est de m'offrir la compréhension de ce j'ai fait et continue de faire pour adapter le firmware à ma machine selon mes envies ou mes besoins. Ainsi j'ai pu découvrir la puissance des outils comme VSC, le client Github, etc ... Aussi, je tiens à remercier en particulier @sensei73, @CacaoTor, @Bakatora et tous ceux qui ont contribué par leurs réponses à ma compréhension. Depuis, je ne loupe plus de départ de prints, ma machine est beaucoup plus facile à utiliser, un vrai bonheur en plus d'avoir progressé techniquement. J'aime entretenir la notion de partage, alors je renvoie à mon tour l’ascenseur en publiant toutes les modifications que j'ai réalisées pour obtenir un firmware qui fonctionne parfaitement. Voici donc mes notes en tant que modeste contribution devant le travail des programmateur de ouf de ce forum : Modification à faire pour compiler Marlin pour une Alfawise u20 Touch Mi à droite date : 25-11-2019 Dans fichier Platform.io Pour une Alfawise U20, la ligne 21 devient : default_envs = alfawise_U20 ********** Dans fichier HAL_sdio_STM2F1.h (pour supprimer bug tête baladeuse) passer horloge de 18 à 12 Mhz #define SDIO_CLOCK 12000000 ********** Dans fichiers Configuration_adv.h Décommenter : //#define BABYSTEPPING Décommenter : //#define BABYSTEP_ZPROBE_OFFSET ********** Dans Configuration.h passer de true à false : #define Z_MIN_ENDSTOP_INVERTING false Décommenter : //#define TOUCH_MI_PROBE (décommenter signifie qu'il faut enlever les double // devant la ligne . Une fois fait , la ligne se colore Décommenter : //#define RESTORE_LEVELING_AFTER_G28 Décommenter : //#define TOUCH_MI_POSITION_RIGHT Modifier les valeurs suivantes pour le décalage entre buse et sonde : #define X_PROBE_OFFSET_FROM_EXTRUDER 10 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 // Y offset: -front +behind [the nozzle] #define X_PROBE_OFFSET_FROM_EXTRUDER 33 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 27 // Y offset: -front +behind [the nozzle] Décommenter : -//#define Z_HOMING_HEIGHT 10 // (mm) Minimal Z height before homing (G28) for Z clearance above the bed, clamps, ... Décommenter : //#define AUTO_BED_LEVELING_BILINEAR Décommenter : //#define MESH_BED_LEVELING Décommenter : //#define RESTORE_LEVELING_AFTER_G28 Modifier le nombre points : #define GRID_MAX_POINTS_X 5 Modifier la zone de sondage du Touch-Mi : #define LEFT_PROBE_BED_POSITION 35 // MIN_PROBE_EDGE #define RIGHT_PROBE_BED_POSITION 290 // (X_BED_SIZE - (MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION 70 // MIN_PROBE_EDGE #define BACK_PROBE_BED_POSITION 290 // (Y_BED_SIZE - (MIN_PROBE_EDGE)) Décommenter : //#define Z_SAFE_HOMING Maintenant il n'y a plus qu'à compiler. Amusez vous bien !
 1 point
1 point -
Bonjour à tous, Habitué des imprimantes pas chères depuis un petit moment, et pour des besoins particuliers, j'ai décider de franchir le pas et de passer à la vitesse supérieure pour une Sigma R19 de chez BNC3D. Cette machine m'a attirée pour ses doubles têtes d'impression indépendantes, permettant d'utiliser des modes réplications en simultanée, et aussi pour utiliser plusieurs matériaux comme le PVA. A cette occasion, je propose de faire un test le plus complet possible de cette machine, et viendra un peu agrémenter cette section du forum encore bien maigre ^^ Je précise que la possibilité d’imprimer en deux couleurs pour moi n'est pas un but recherché. Ça reste pour moi un petit gadget bien sympas. Aussi, pour des raisons des contraintes de filaments, je la modifierai très vite pour la passer en 1.75mm de filaments compatible (étant par défaut prévue pour du 2.85-3mm). Réception de la bête dans la semaine1 point
-
Bonjour, Je suis Transistance, un bricoleur passionné depuis toujours par l'électronique et par la robotique, et j'ai failli (comme le prouve mon premier message sur ce forum) franchir le cap de l'impression 3D (mais en fait non, mon budget loisir ne le permettant pas pour le moment). J'aimerai vivre de ma passion pour ces choses là en créant ma (peut-être) future micro-entreprise. Pour faire simple, mon projet serait de vendre par correspondance des modules électroniques fabriqués par mes soins. Pas des copies de modules chinois(par ex) qui répondent déjà à un besoin. Des cartes qui viendraient s'ajouter au "catalogue" actuel. Le hic c'est que je n'ai aucune idée de la viabilité d'un tel projet. En définitive mon seul moyen d'éclairer ma lanterne est de poser directement mes questions au public concerné. C'est là que vous, les bricoleurs familier de ce genre de produit, entrez en action. Ainsi, j'ai réalisé un petit questionnaire (9 questions) anonyme. Le voici : https://forms.gle/9184WERj4yFHG1Uv7 Merci à tous ceux qui prendront 30 secondes pour le remplir !1 point
-
@princetyty Les noms de tes fichiers ne comportent pas de signes diacritiques ? Nos cartes ne comprennent que des noms de fichiers limités au format ASCII (américain ) : alphabet (minuscules / majusucles), chiffres et - ou _ .1 point
-
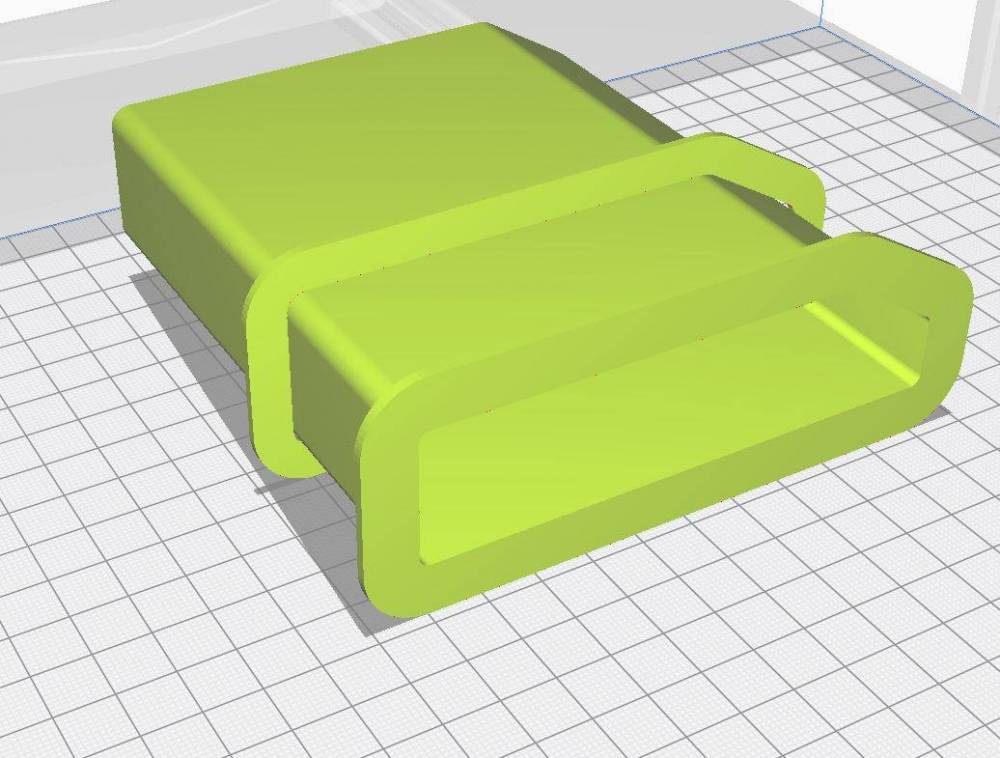
Salut, Quelques photos supplémentaires. - la piece gauche est plus courte que la droite pour faciliter le chargement du filament - elle est également moins large car j'ai passé le câble du lecteur SD de l'écran par la derniere fente - les deux pieces sont placées assez bas ,sans géner l'arrivée d'air, pour inserer facilement la carte SD des fichiers d'impression. J'ai déssiné la premiere piece avec des trous en pensant la visser avec une contre piece,mais j'ai finalement tout imprimé avec une buse 0.6 couches 0.4 ce qui donne un relief interressant pour que la contre partie glisse avec difficulté et vienne boquer fermement l'ensemble. L'imprimante est allumée depuis 1h30, plateau à 100°, la température interieure avec le thermomètre en haut est figée sur 31.6°. Le gros ventilateur laptop semble bien faire son boulot.


 1 point
1 point -
j'ai commencer la 3d il y 20 ans, je fessait des images avec poser et dazStudio et puis il y a 10ans,j'ai découvert les imprimante 3D et je me suis dit tient je pourrait faire des figurines et autre statues. j'ai acheter ma première imprimante 3D une solidoodle en 2012, et j'ai vraiment comprit seulement le vrais potentiel une fois les main dans le cambouis. et je me suis mis a design un truc qui est toujours en développement. après j'ai vite vue que pour de la précision a 0.1 les FDM c'est limite alors je me suis acheter la muve 3d une DLP, pour mon prototype, et a cote j'ai continuer a imprimer des figurines et autre truc.. dans le but de les vendre. Mais comme je suis vraiment caractérielle sur la finition, j'ai complètement péter les plombs sur les technique de finition (je veut dire que j'ai grave appris,) jetait vraiment obséder pour avoir un résultat qui était identique a de l'injection . Et au final, j'ai un amis prof de techno, qui a vue le résultat qui l'a bluffé, il m'a demander de lui apprendre, et ma recommander auprès de son collège. J'ai fait une présentation elle a plus, j'en ai fait d'autre... de fil en aiguille, je me retrouve a diriger 2 Makerspace dans ma région et a appendre au autre tout ce que j'ai appris en 20 ans. Donc maintenant les imprimante 3D c'est mon taf a plein temps.1 point
-
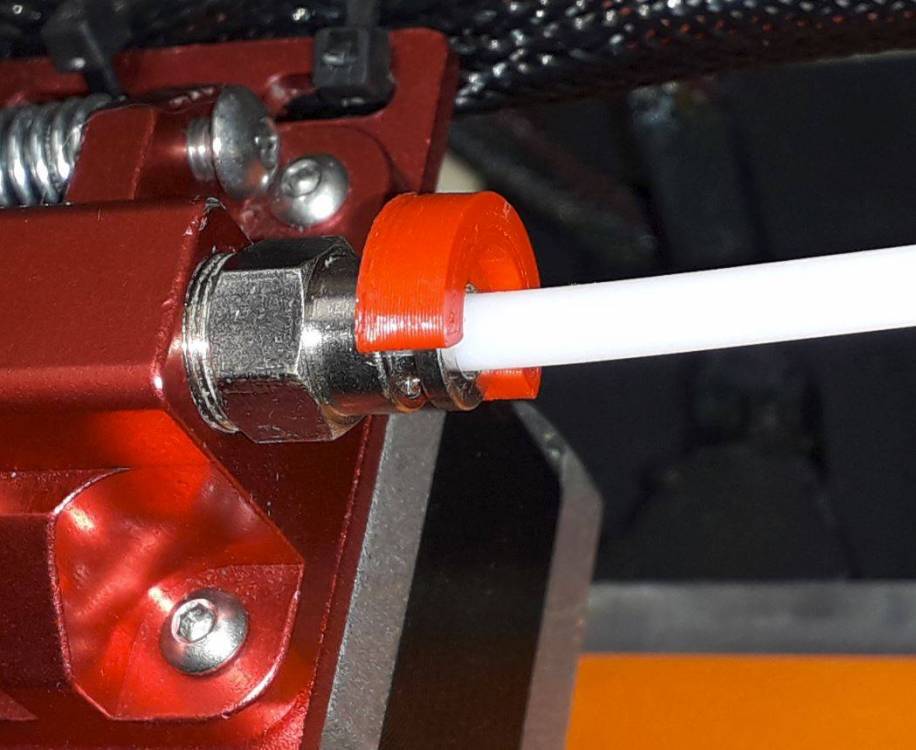
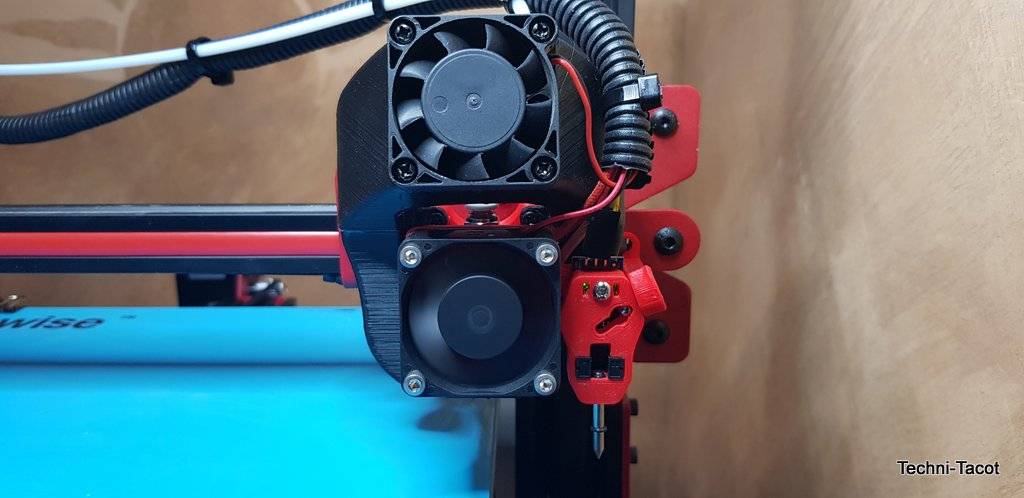
Salut, J'ai ça depuis des mois, full metal, avec un clip que j'ai dessiné car les clips ' standards' ne sont pas assez larges. RAS, rien ne bouge, même avec les filaments rigides type carbone,verre etc. https://euro-makers.com/fr/accessoires-imprimantes-3d/2548-httpeuro-makerscomaccessoires-imprimantes-3d2548-pne-pc04-01-tmhtml.html
 1 point
1 point -
@fran6p Si....moi je t'ai cru ^^ lol car me paraissait d'une logique implacable.1 point
-
Salut. Qu'appelle tu "module electronique",pourrais tu donner un exemple de ce que tu voudrais produire pour mieux cerner de quoi tu parles ?1 point
-
@miserovitch : et .... on voit bien qu'il existe un "offset" (en x, y et z) entre le capteur et la buse. En mode manuel, tu effectues tes mesures avec la buse ; avec le bltouch tes mesures sont décalées par rapport à celle-ci. Il faut donc mesurer le plus précisément possible l'offset afin de recaler ta grille sur la buse.
 1 point
1 point -
Bonjour Princetyty, Alors, combien as-tu de fichiers (.gcode et autres) sauvegardés sur ta carte SD ? Il faut savoir que la gestion des fichiers (sur la µSD) sur la CR10S-Pro à la mode Creality est en dessous de tout car dépassé les 20 fichiers sauvegardés, les plus anciens ne sont plus lisibles et donc inaccessibles via l'écran LCD. Merci qui ?? Pas à Creality en tout cas !!!!!1 point
-
Ha c'est cool s'il n'y a plus besoin de passe par LongerWare, j'avais pleins de bugs avec. Non je ne mets pas toujours de raft, j'en mets seulement quand j'ai des supports qui ne reposent pas sur une autre partie du print. Oui je filtre toujours la résine, je n'ai jamais trouvé de bouts, mais parfois avec le soleil, il y a une petite peau qui se forme sur le dessus du bac quand je laisse le capot ouvert trop longtemps.1 point
-
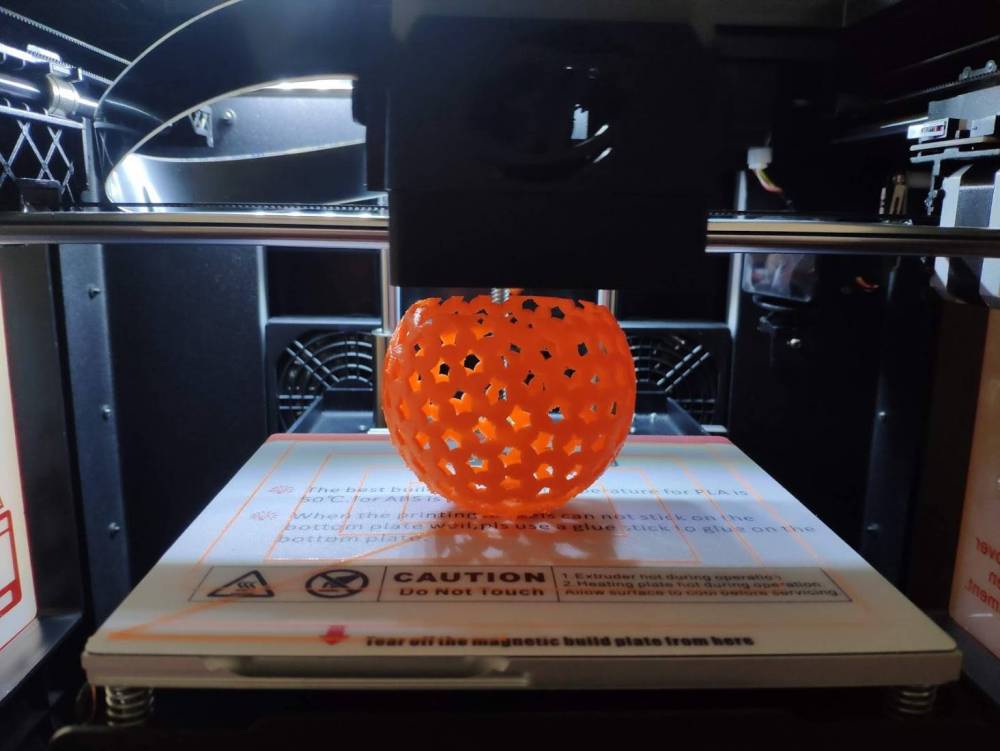
Mais elle n'est pas tombée1 point
-
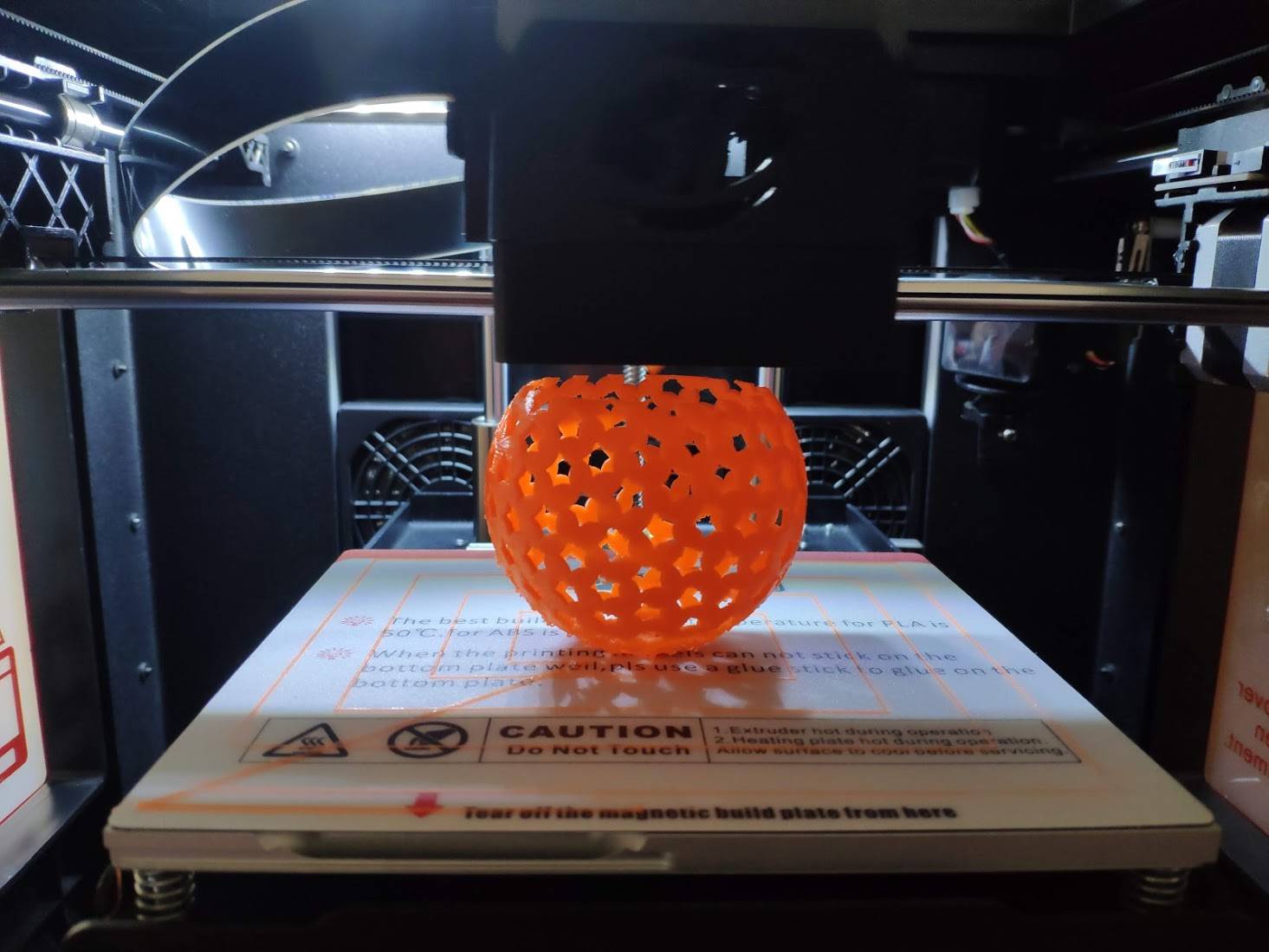
Une simple boule de Noël pour ma part, pour tester la Qidi X-Maker. Réglages par défaut avec le PLA basique livré avec l'imprimante. La qualité n'est pas exceptionnelle, à refaire sur une autre machine ou avec d'autres paramètres d'impression. Fichier STL : https://www.thingiverse.com/thing:34942 réalisé sans support
 1 point
1 point -
Salut @Remdelag J'ai rencontré les mêmes incompréhensions. Aussi j'ai réalisé ce mini tuto que je t'invite à lire. Tu y trouveras tous les paramètres et les noms de fichiers dans lesquels tu trouves ces paramètres. Bon travail. Ici :1 point
-
Je pense que le problème se situe à la jonction entre le tube ptfe et la buse. Avec la chaleur le tube se deforme et le pla se carbonise ce qui réduit le débit de sortie voir même bouche la sortie Regarde la Titi's procédure épinglée dans la rubrique creality1 point
-
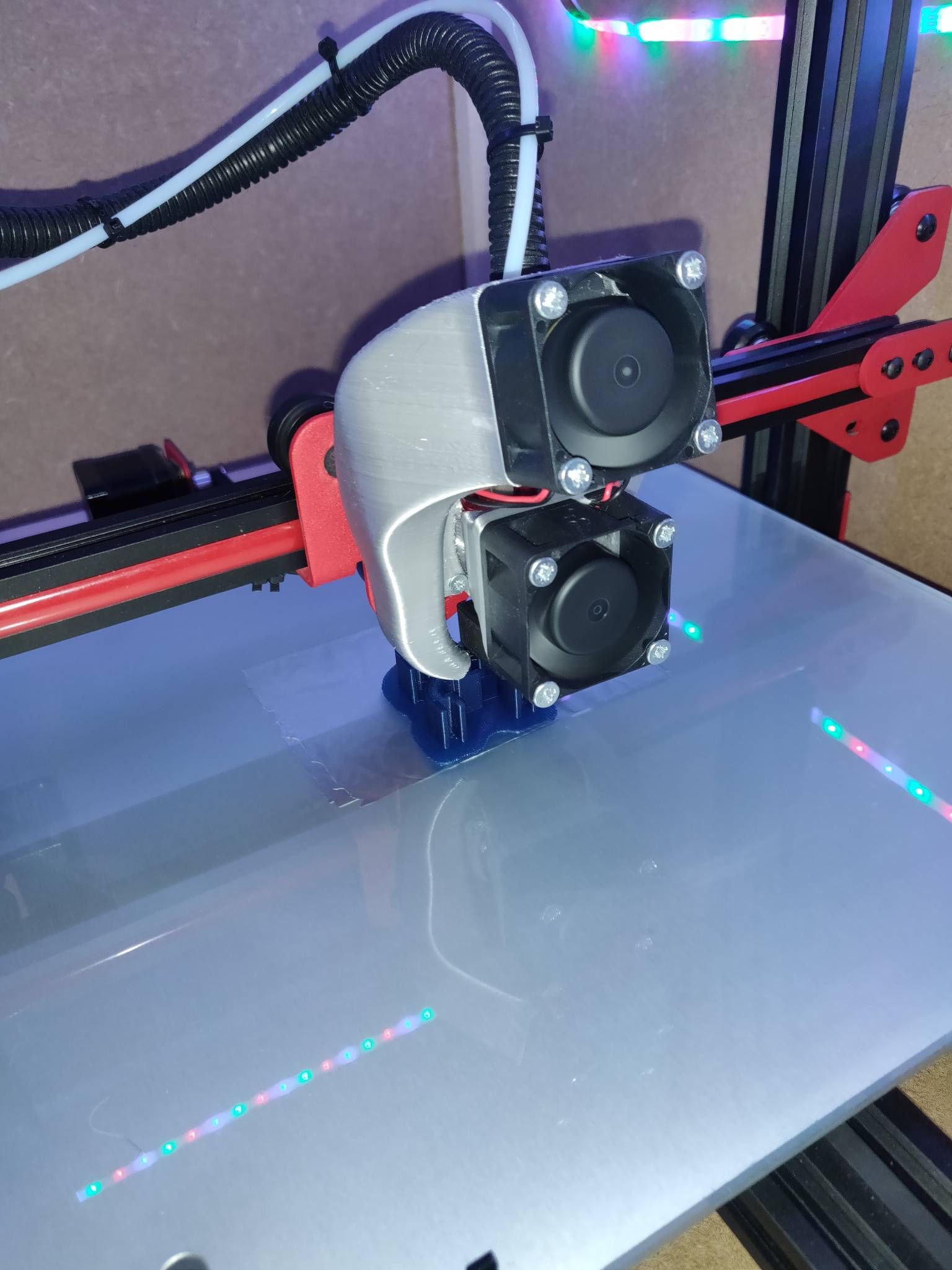
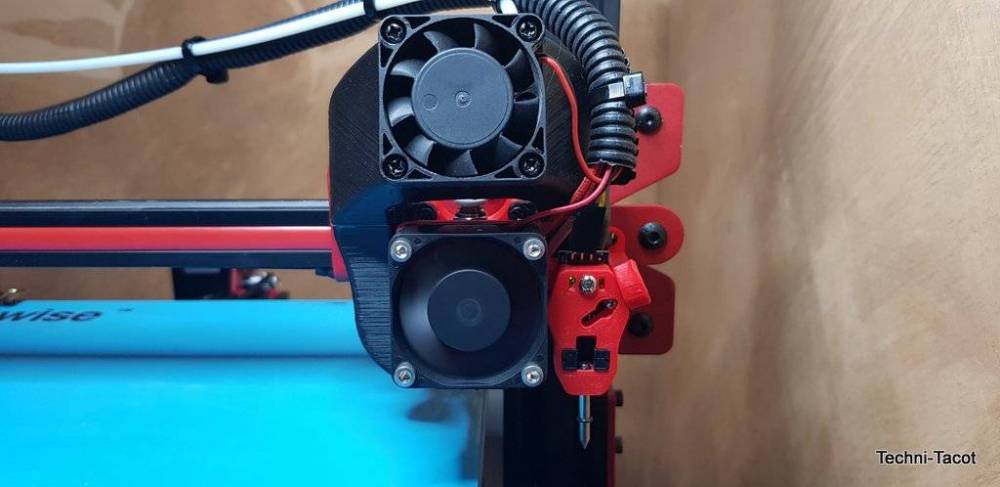
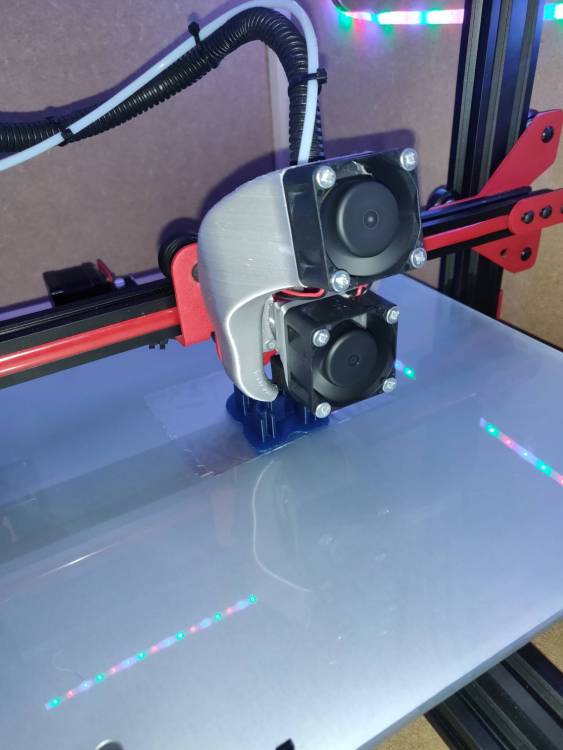
Alors ça réduit vraiment le bruit ? Bon me voilà officiellement équipé du fan mono bloc (imprimé du premier coup héhé) de @deamoncrack + changement ventilateurs : - Sunon MF40202VX-1000U-A99 - ventilateur hautes performances ==> filament - Sunon MF40202V2-1000U-A99 - ventilateur silencieux ==> hotend - Sunon HA60151V4-1000U-A99 - Ventilateur silencieux ==> alimentation Vraiment merci je suis heureux
 1 point
1 point -
Oui, ce sont deux choses distinctes. Pour mettre à jour l’écran il faut le démonter et il y a un port micro SD à l Intérieur. Il faut ensuite mettre sur une carte formatée en FAT32 taille des blocs 4096 le dossier dwin_set, mettre la carte dans le port sd de l écran puis démarrer l’imprimante, laisser faire la mise à jour, enlever la carte et redémarrer ensuite. Mais il me semble que dans les sources de l écran un fichier explique cette procédure.1 point
-
Bonjour je pense tout simplement à un mauvais contact sur le endstop du Z. Debranche et rebranche la prise du endstop et controle qu'il n'est pas bloqué et qu'il clic bien comme les autres1 point
-
Vérifier le réglage des exentriques sur les galets du plateau et du chariot. Nettoye avec une éponge et eau savonneuse du bed Bien rincer l'éponge pour rincer le plateau (éponge propre humide et pas pleinne d'eau ). Essuie avec un chiffon non pelucheux. Pour enlever toutes traces de gras utiliser de l'alcool isopropilique ( je ne sais plus comment ça s'écrit ) mais pas d'alcool a brûlé ou de glasex vitre. Perso j'utilise du vinaigre blanc pour bien dégraisser. Mettre en chauffe le plateau et la buse à la temperature d'impression et attendre 10 minutes avant de faire le réglage plateau pour que les dilatations se stabilisent. Faire le réglage du plateau au chaud avec une feuille de papier fin (ticket de carte bleue ). Il doit être fait de manière très précise et il faut le refaire jusqu'à ne plus avoir à retoucher les molettes (même si la machine à un nivelage automatique genre bl touch )en évitant de mettre les doigts dessus. Redonner un coup de nettoyage au vinaigre ou alcool isotrucbidule sans appuyer sur le plateau pour ne pas le dérégler. La vitesse d'impression de la première couche doit être réglé a 15 ou 20 mm/s Voilà. Si avec ça ça va pas c'est peut être que la buse a pris un choc et que le trou n'est plus rond . Démonter la buse et la changer en utilisantla Titi's procédure1 point
-
Salut, Connais-tu : https://www.prusaprinters.org/world ?1 point
-
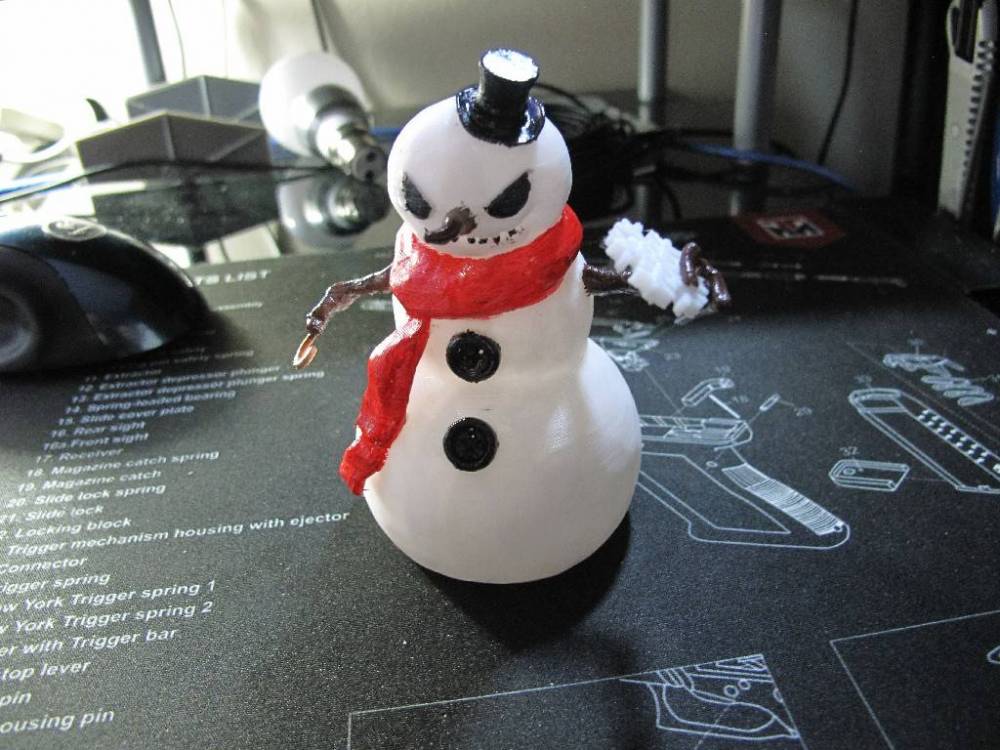
ahhh un ptit peu d'airsoft ca fait plaiz! pas mal ton systeme ca permet de pas perdre la main pour les treves hivernales/estivales et meme mettre au point nos ptites repliques! faudrait un encart sur le fofo dédié airsoft peut etre ! j'ai pas encore trouvé s'il y en a un !1 point
-
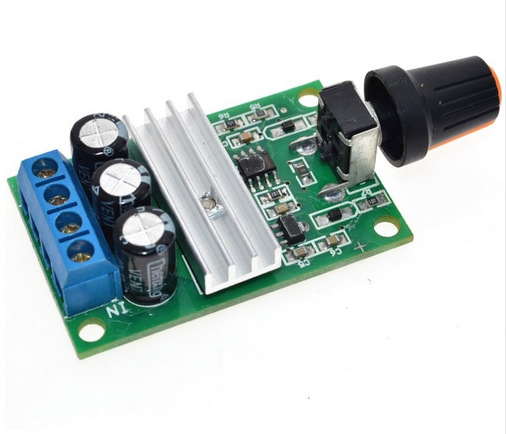
J'utilise deux modules de chez aliexpress, un module pour contrôler la température qui passe par un variateur de vitesse pwm, option pour regler la vitesse des ou du ventilateur. Des que la temperature de l'enceinte atteind la température max de consigne je mets en action le ventilateur qui se trouvera en haut de l'imprimante pour extraire l'air chaud via une gaine type VMC pas obligatoire si tu ne print pas en ABS.(pas encore en place) Idem pour refroidir le compartiment electronique mais avec 4 ventilateurs en test et ça fonctionne, reste le support sonde a faire

 1 point
1 point -
couche de primaire

 1 point
1 point -
C'est assez facile. Tu dois avoir des milliers de tutos sur le Net, celui d'Heliox (cf sur YouTube) est bien fait, et si tu as des prises connectées TP-link, elle explique comment les installées et éteindre l'imprimante en fin d'impression. J'ai une TP-Link sur chaque imprimante avec un Raspberry sous Octoprint avec webcam, et Printoid sur mon smartphone. Je peux surveiller à distance mes imprimantes et arrêter une impression "spaghetti". Sur Octoprint, tu as plein de plugins dispo. Il ne faut pas vouloir les installer tous, au risque de dégrader les perfs du Raspberry. Et j'ai de temps en temps des ralentissements dans une impression, voire un déplacement saccadé. Comme c'est Octoprint qui envoie les gcodes du fichier à l'imprimante au fur et à mesure, si le Raspberry est un peu à la ramasse...? Tu envoie ton fichier G-Code sur l'Octoprint, qui le met en file d'attente. Tu peux flasher ton firmware depuis ton PC via l'interface Web (pas encore tester avec la SKR Pro, mais sans souci sur la GEEETECH GT2560RevA+. Bref, assez indispensable !0 points














.thumb.jpg.bcdc612e85e38d1fe7a7d23f4b959955.jpg)