

Classement




Contenu populaire
Contenu avec la plus haute réputation dans 29/01/2020 Dans tous les contenus
-
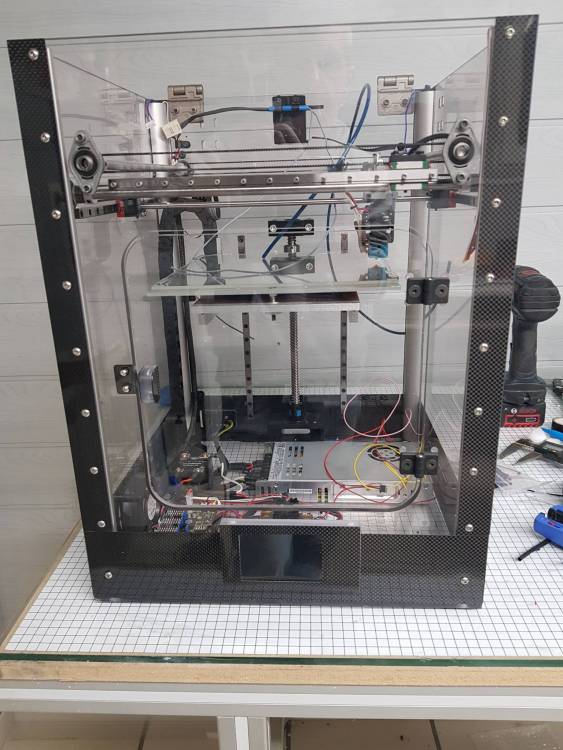
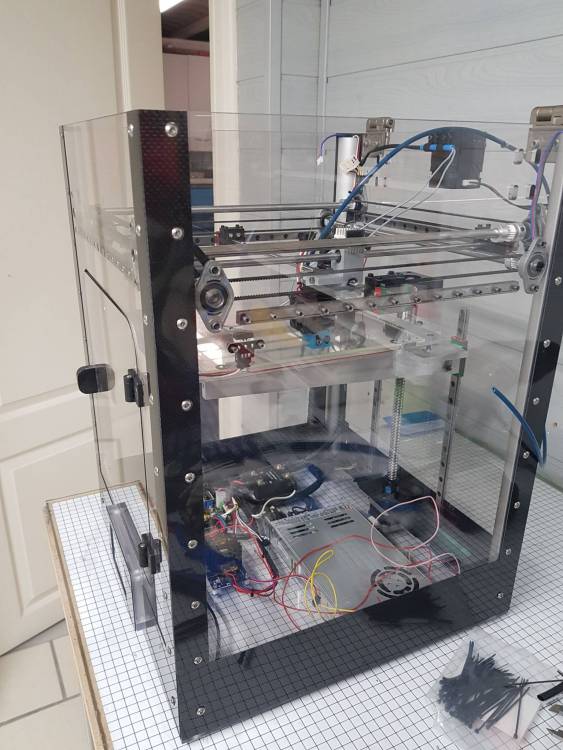
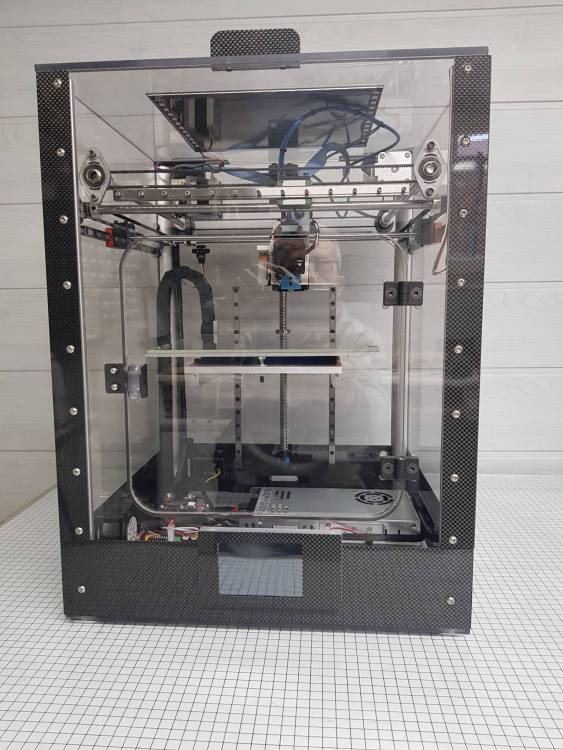
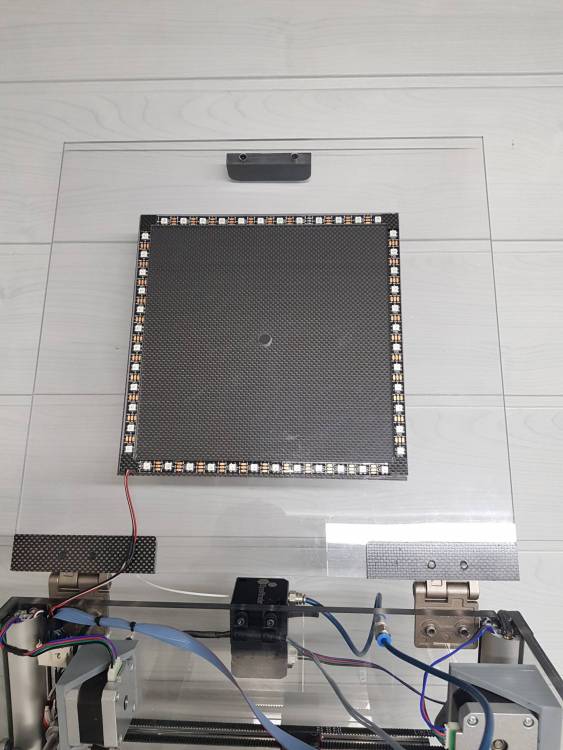
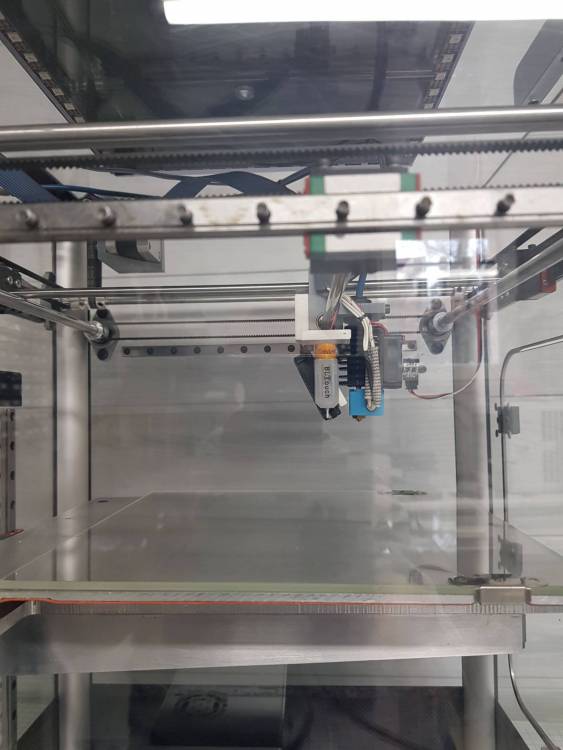
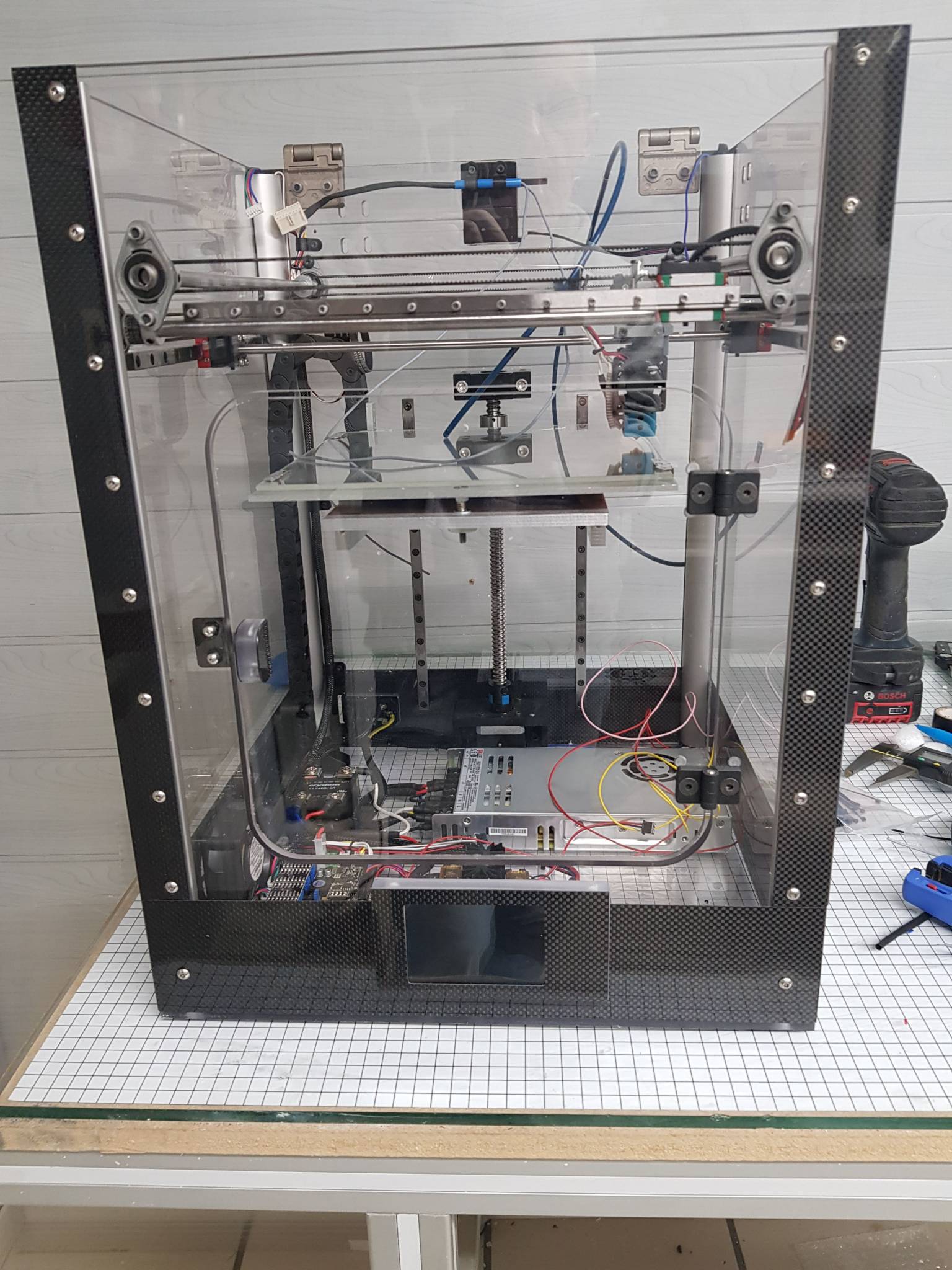
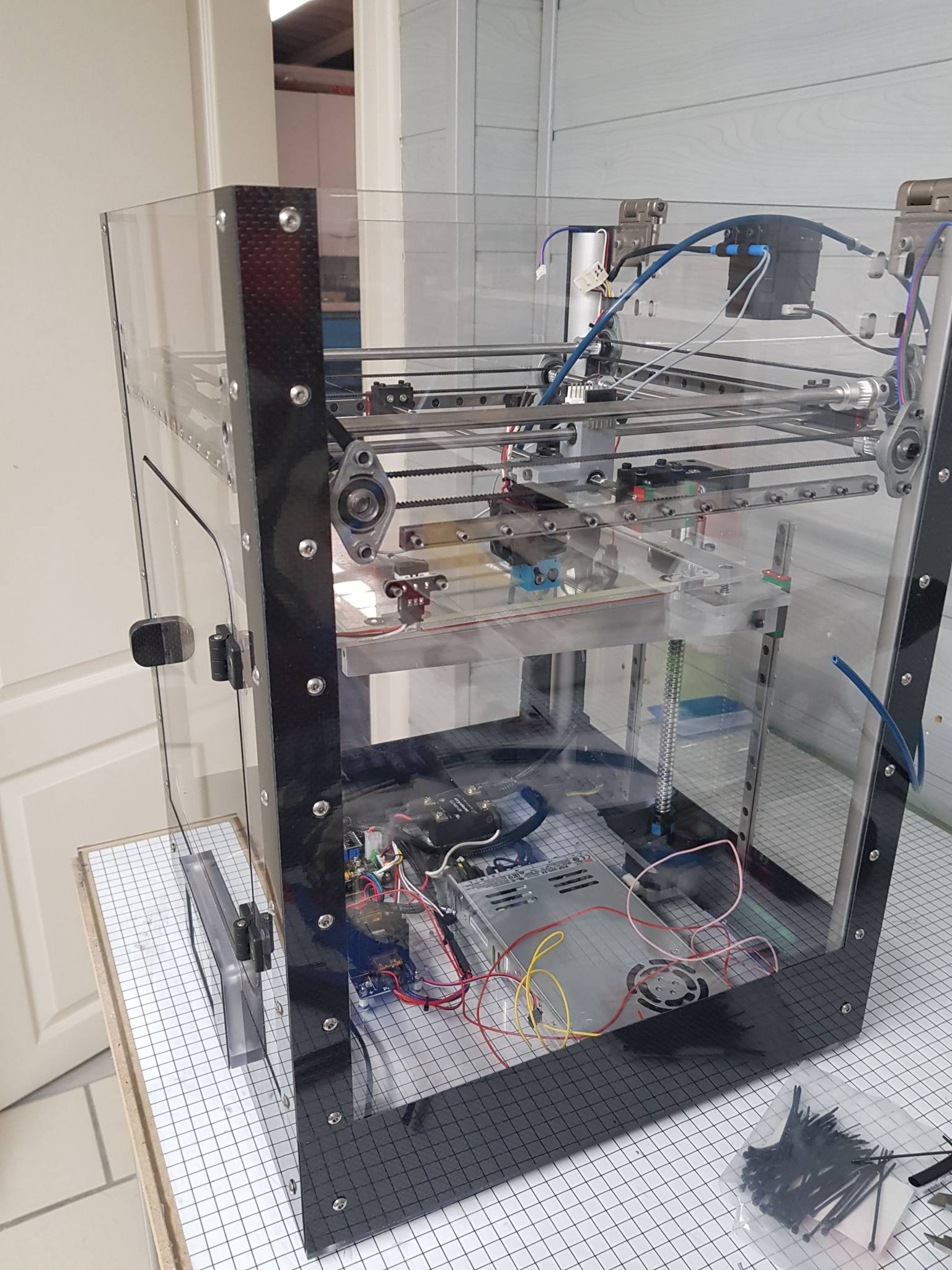
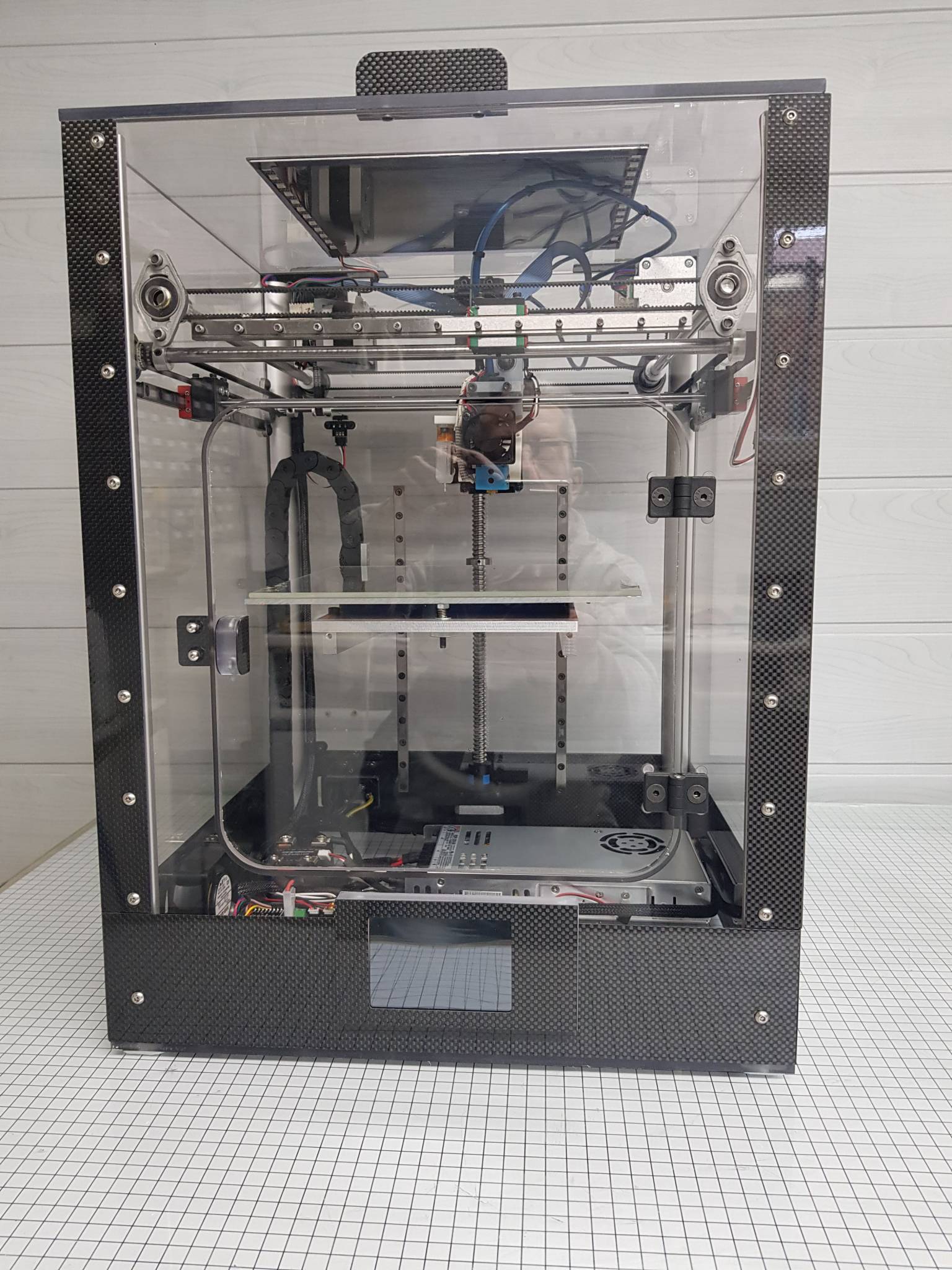
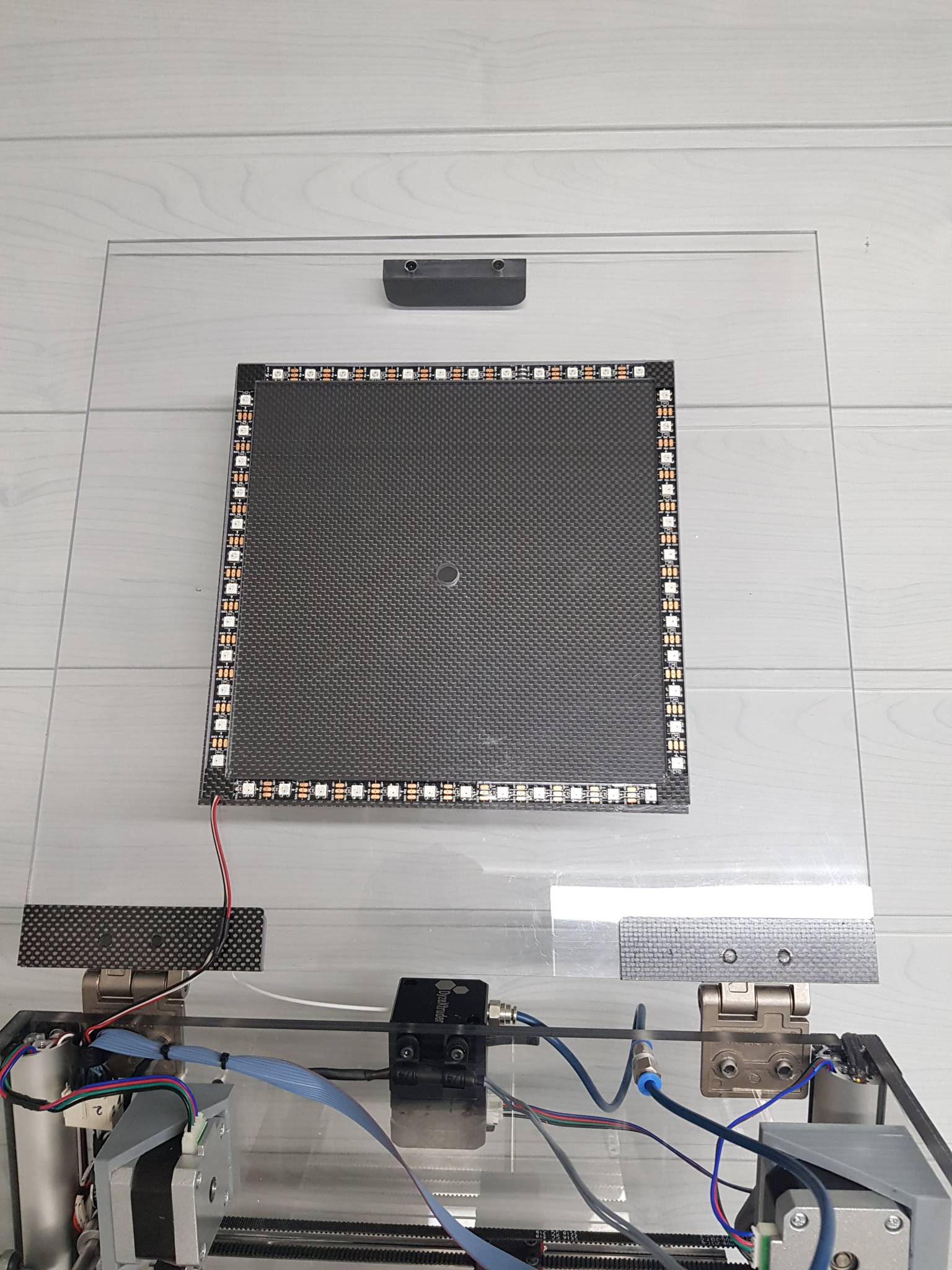
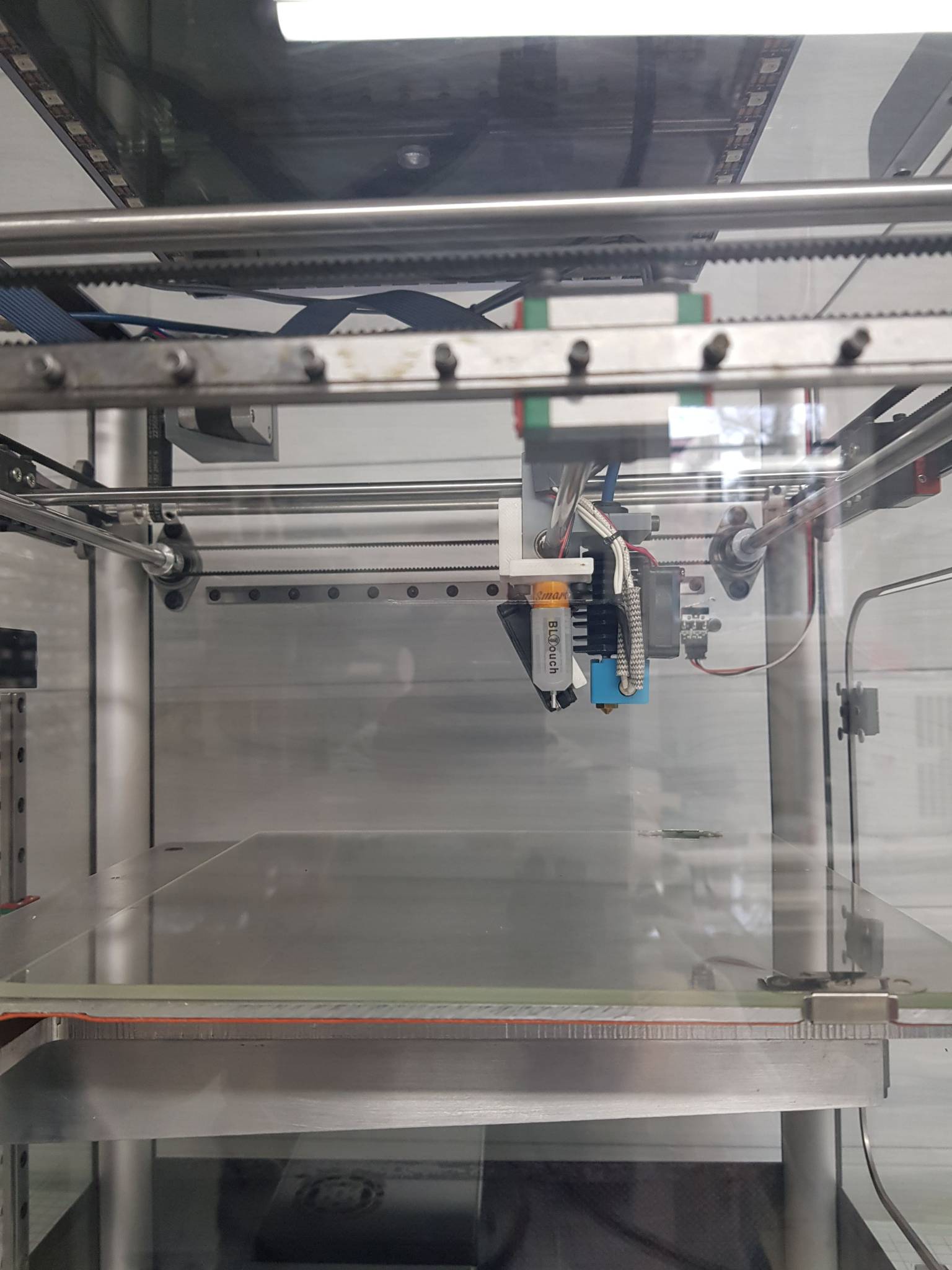
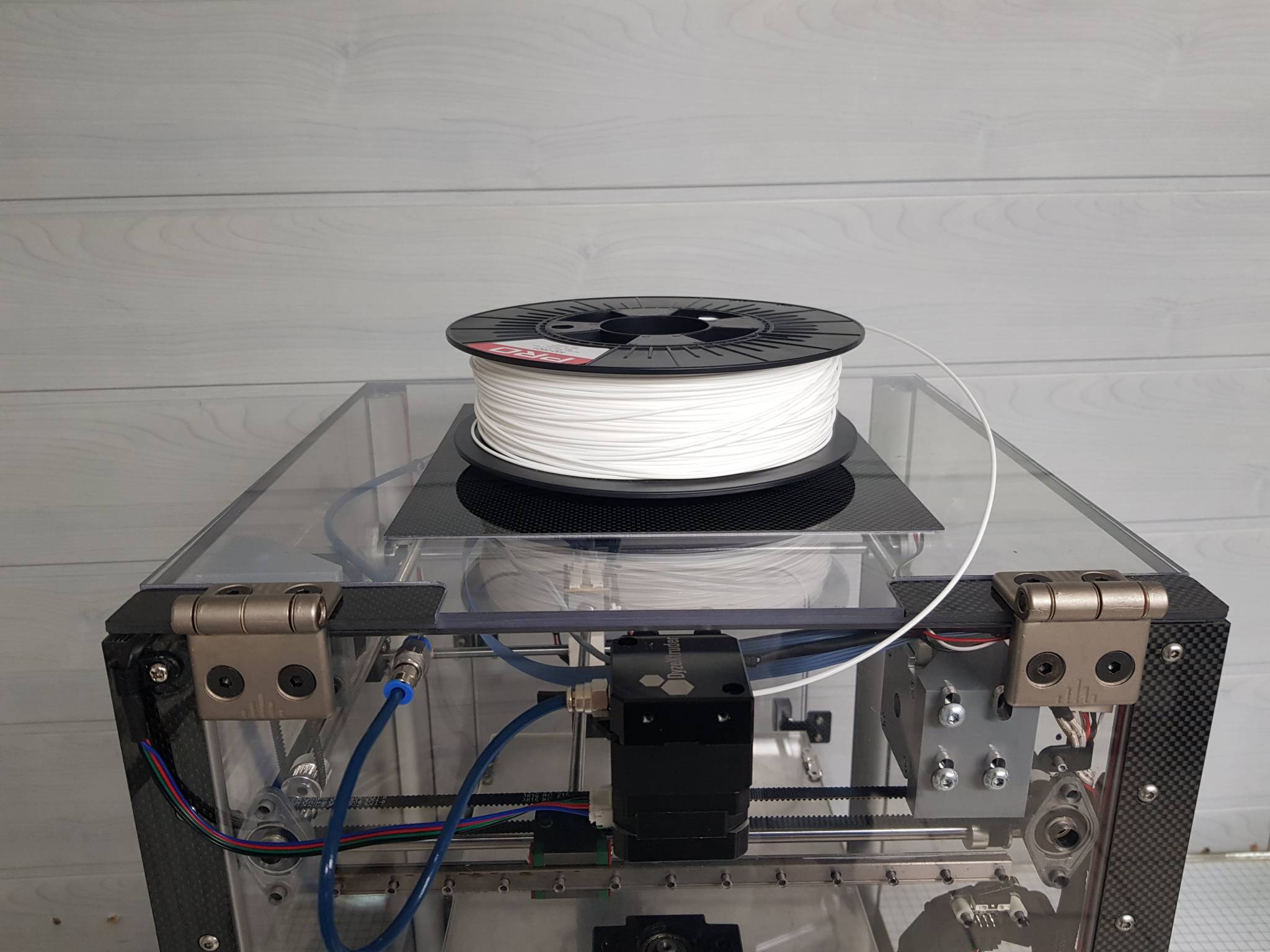
quelques photos de l'imprimante terminé , j'ai mis des plaque de carbone de 1mm dans les angles en partie basse et sous le capot , j'ai aussi mis des ruban leds neopixel sous le capot J'ai pas mal galeré pour la nappe qui permet de raccorder le bloc de chauffe , ventilos , sonde et bl touch , j'espere que je n'aurais pas de pb car peu d'espace entre capot et tete d'impression , si vraiment ca devais poser pb je supprimerais le capot et les leds ca serais dommage mais bon ....

 3 points
3 points -
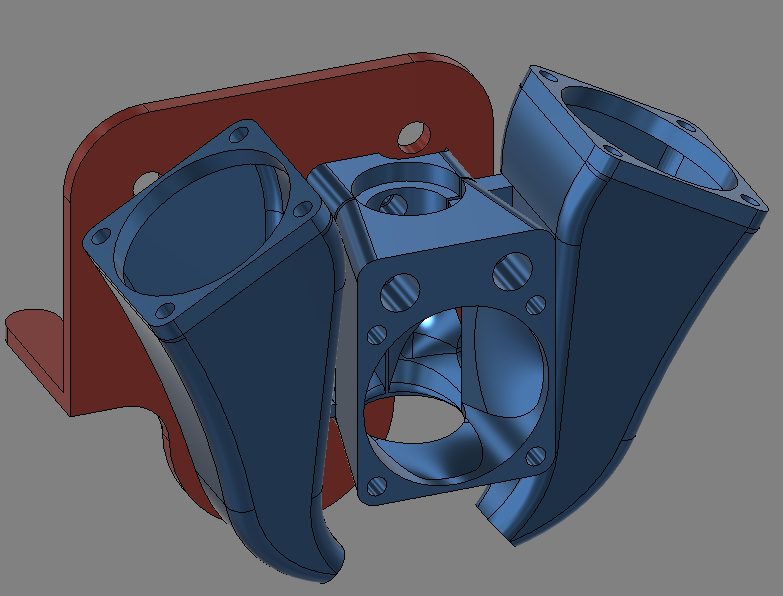
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 2 points
2 points -
L'ender 3 pro à l'avantage d'avoir une alim maenwell et un profil de 40x40 au centre pour l'axe Y. Modification à apporté au début extrudeur alu et un bonne plaque de verre pour la surface d'impression. Avec ça tu peut déjà te familiariser avec l'impression 3D est c'est problème. Comme toute imprimante un montage minutieux, vérifier que tout les axes soit libres sans excès de jeu et pas de points dur, vérifie le serrage des vis. Pour l'ender3 voir le post de superpat. https://www.lesimprimantes3d.fr/forum/topic/27509-notice-de-montage-détaillée-de-la-ender-3-pro/2 points
-
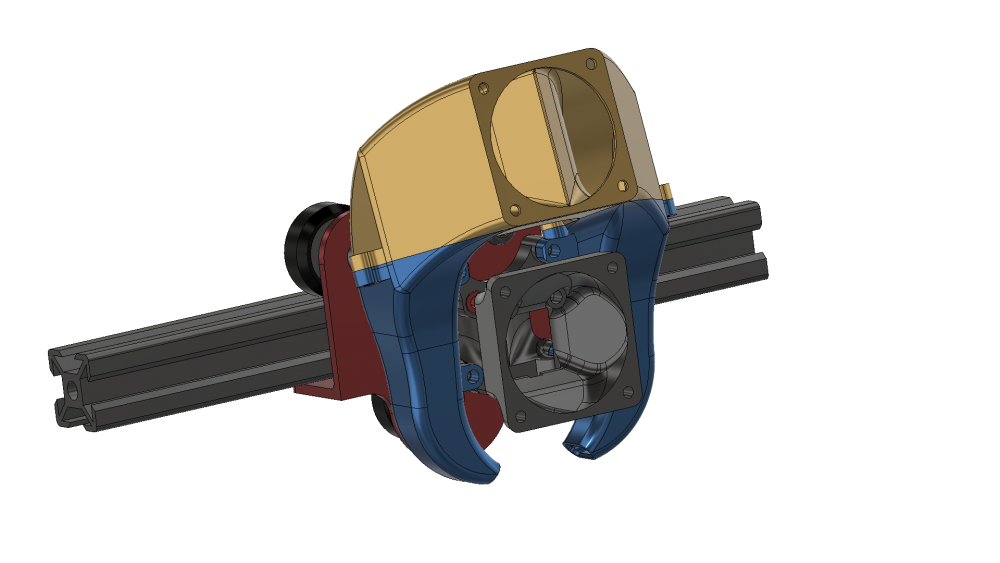
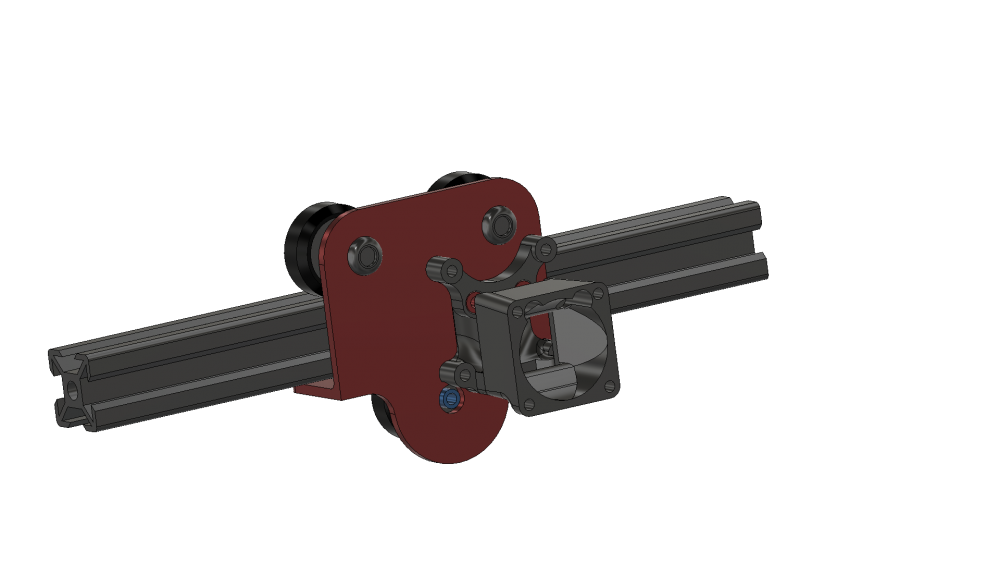
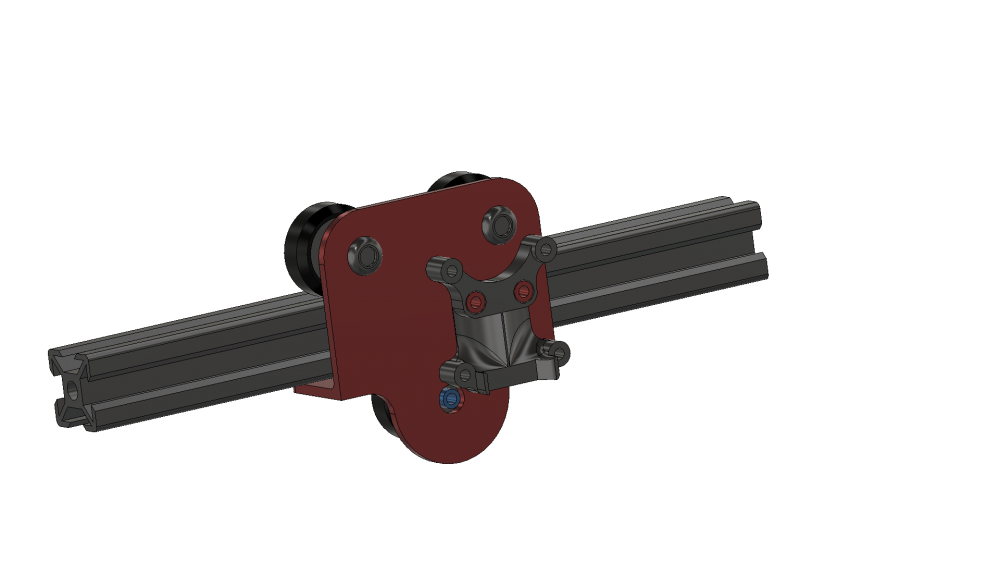
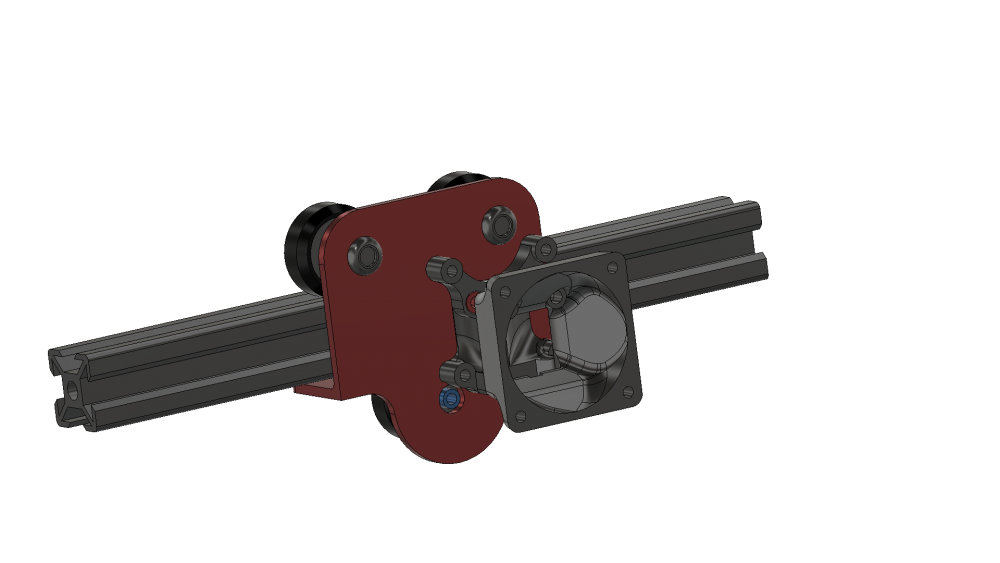
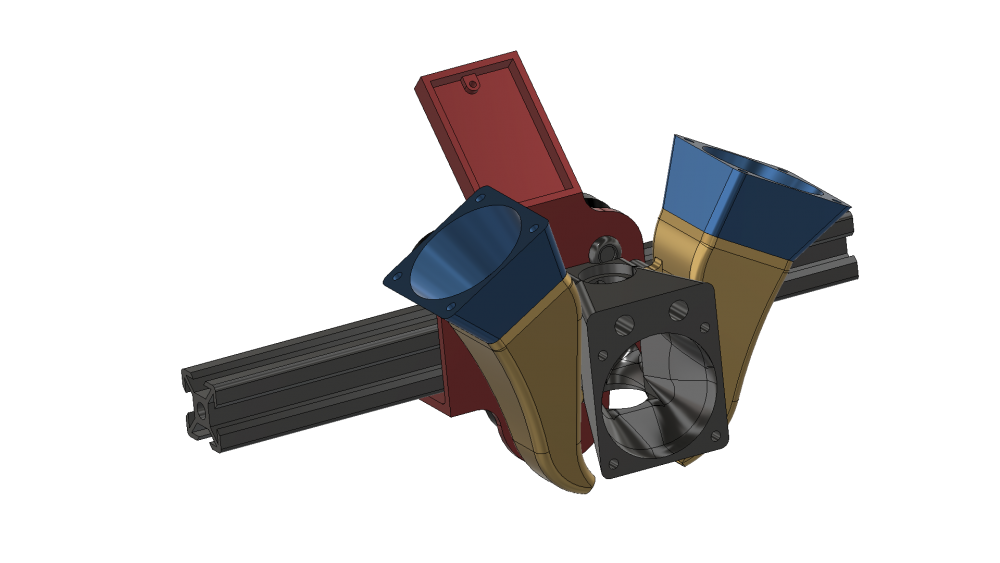
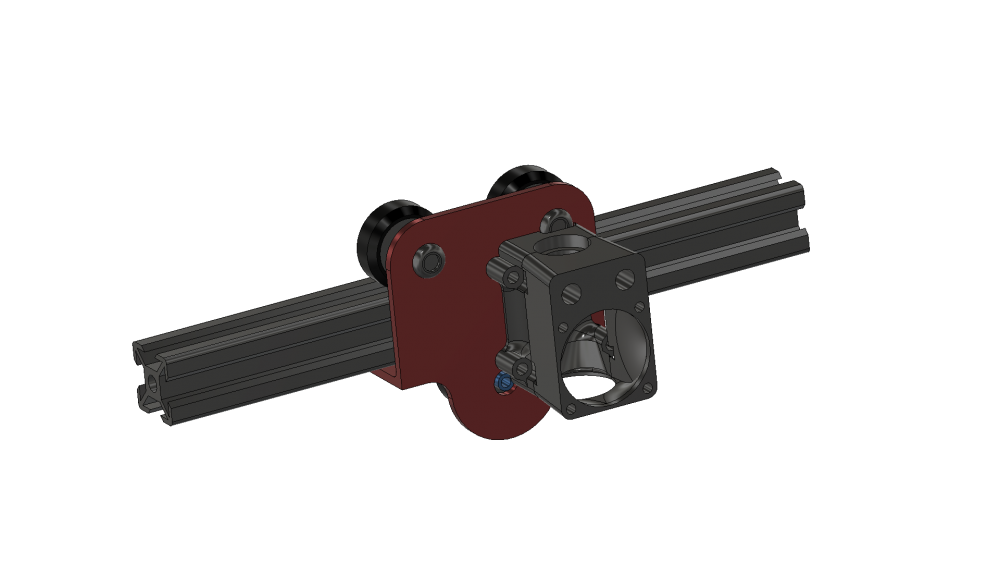
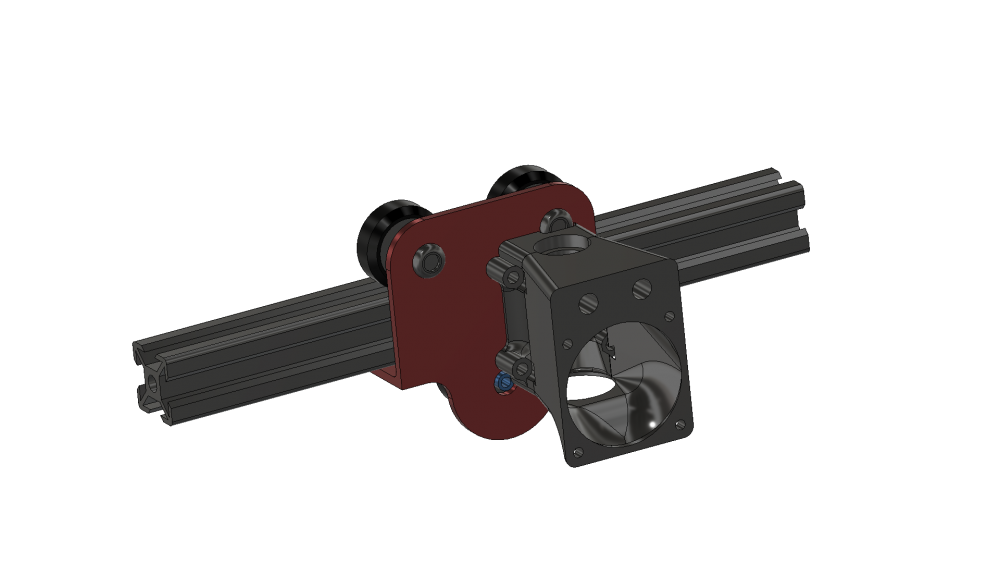
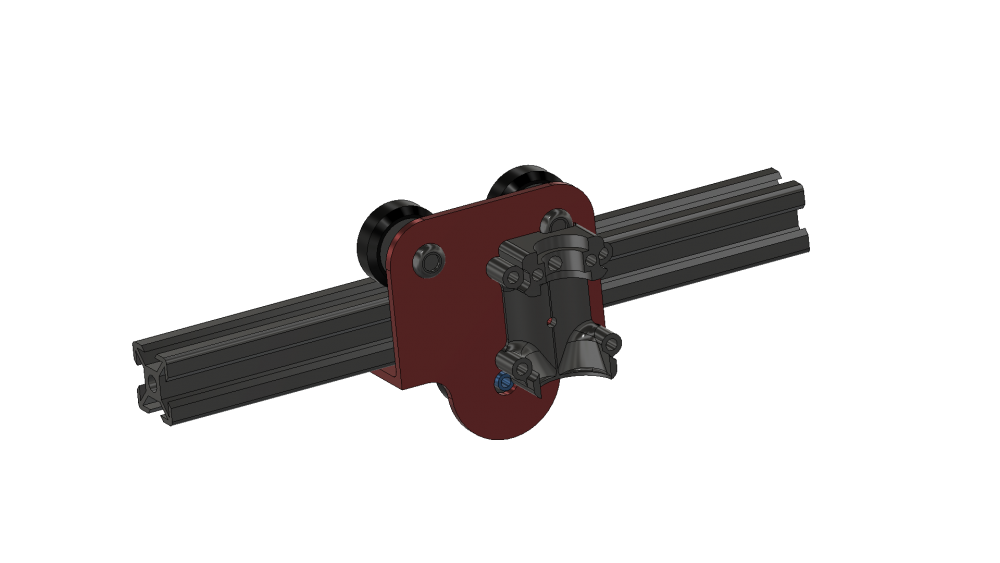
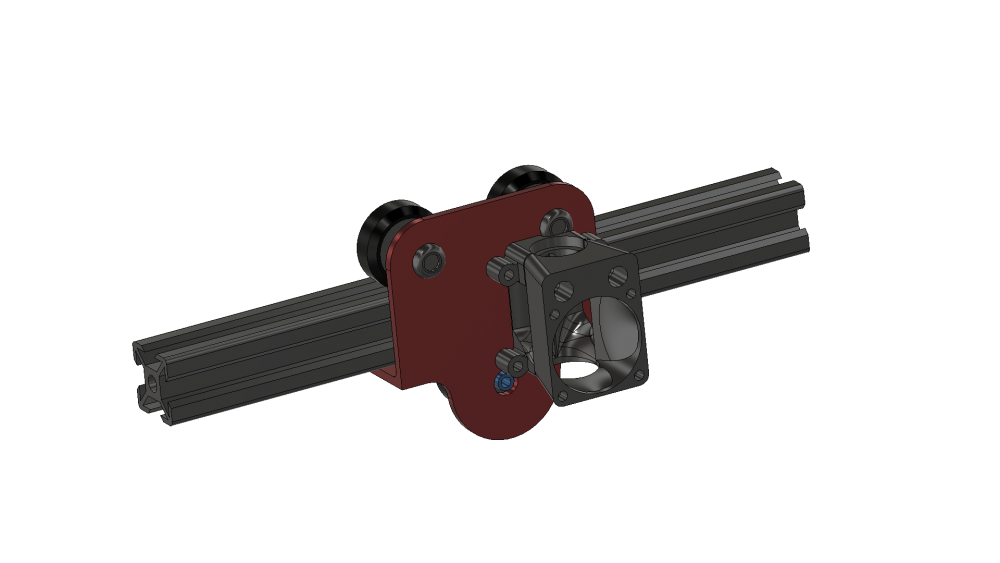
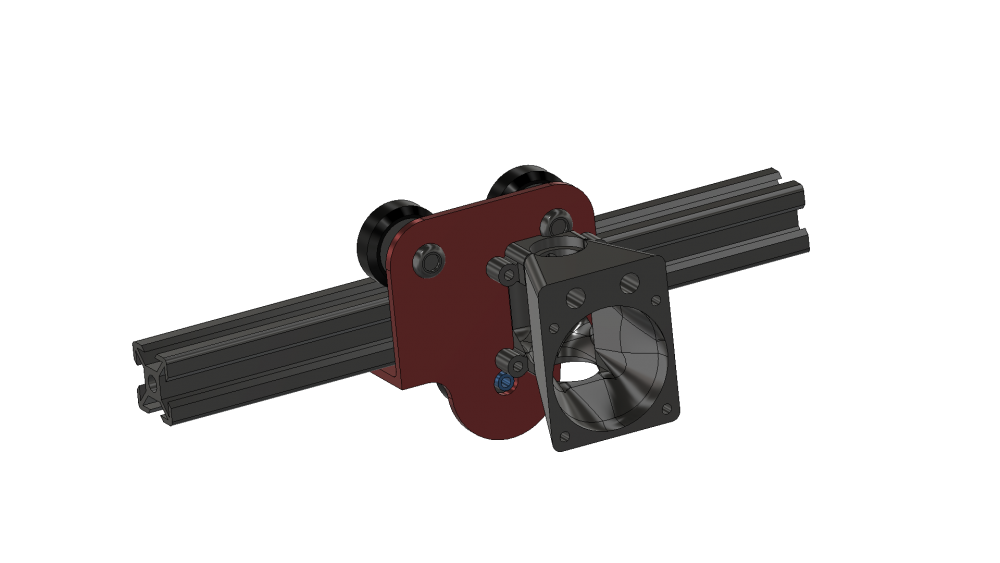
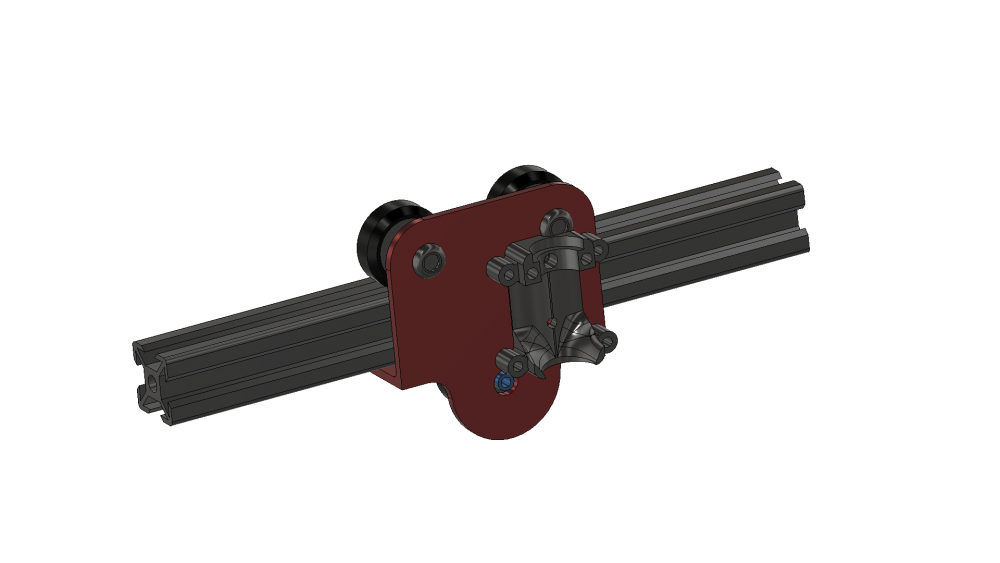
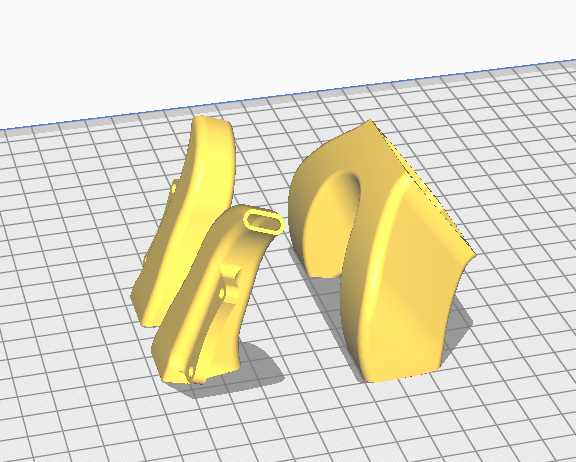
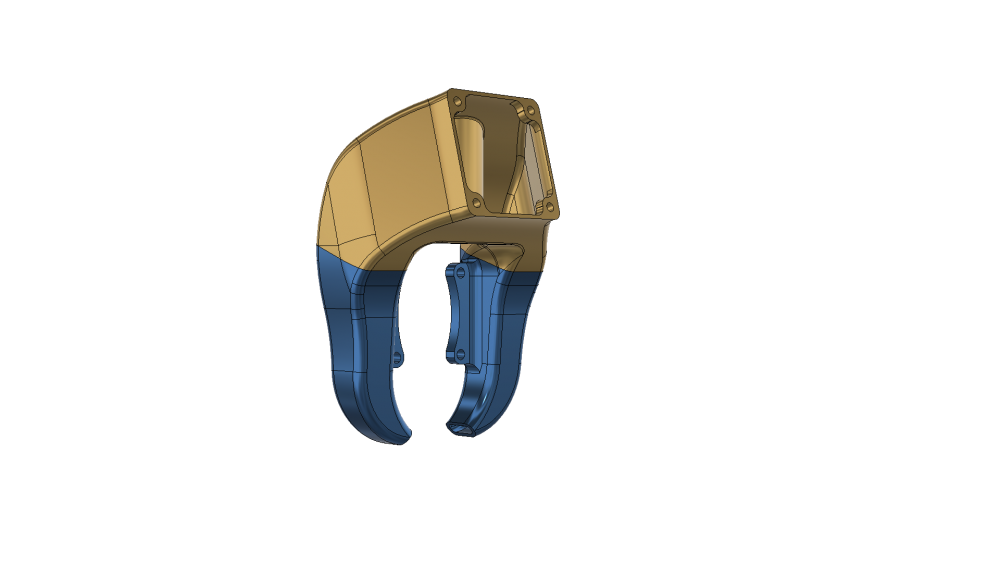
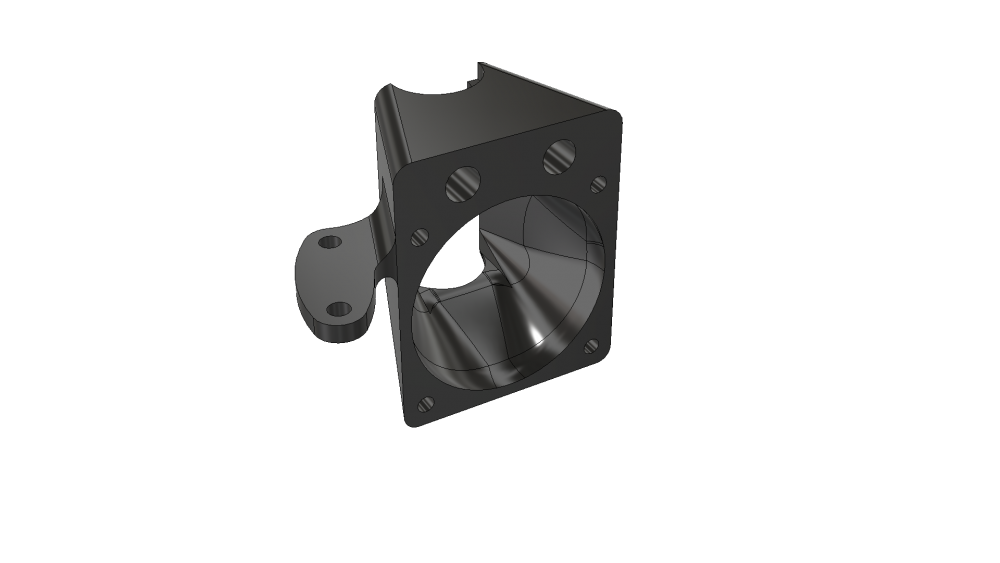
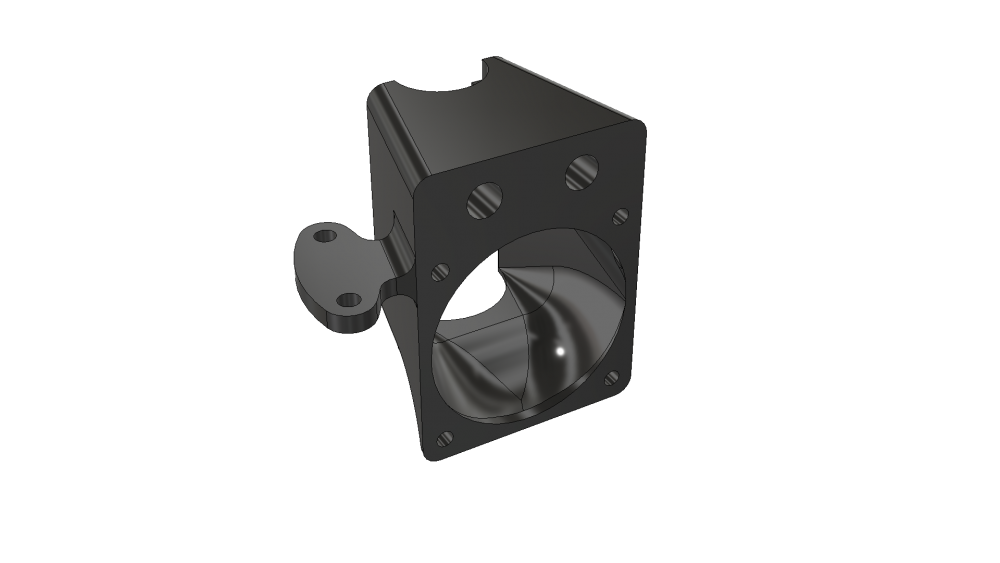
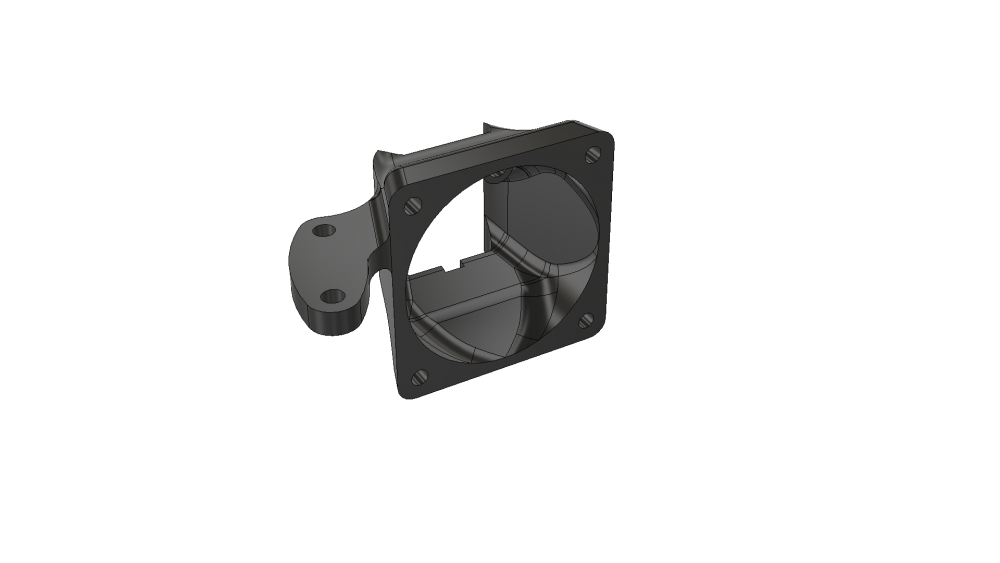
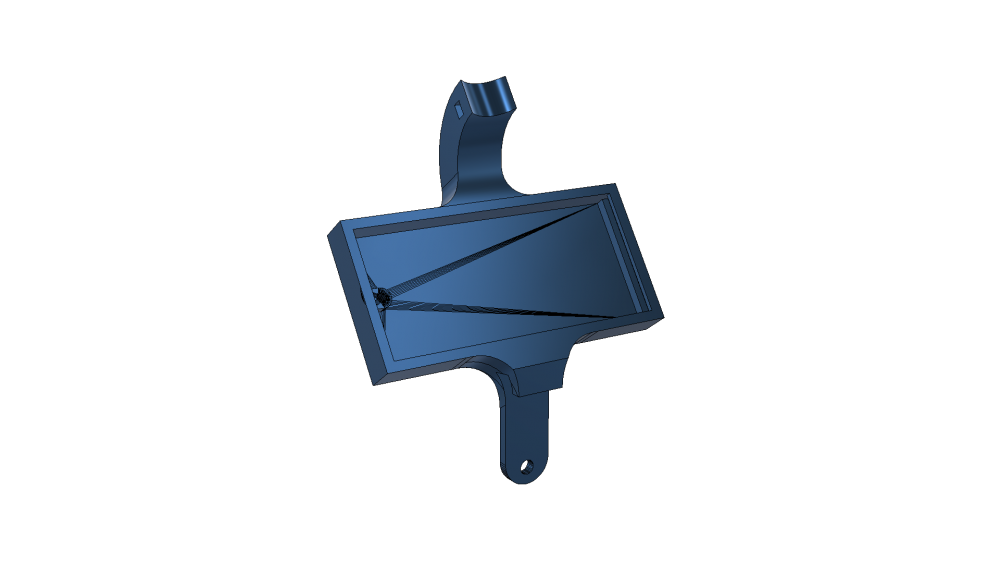
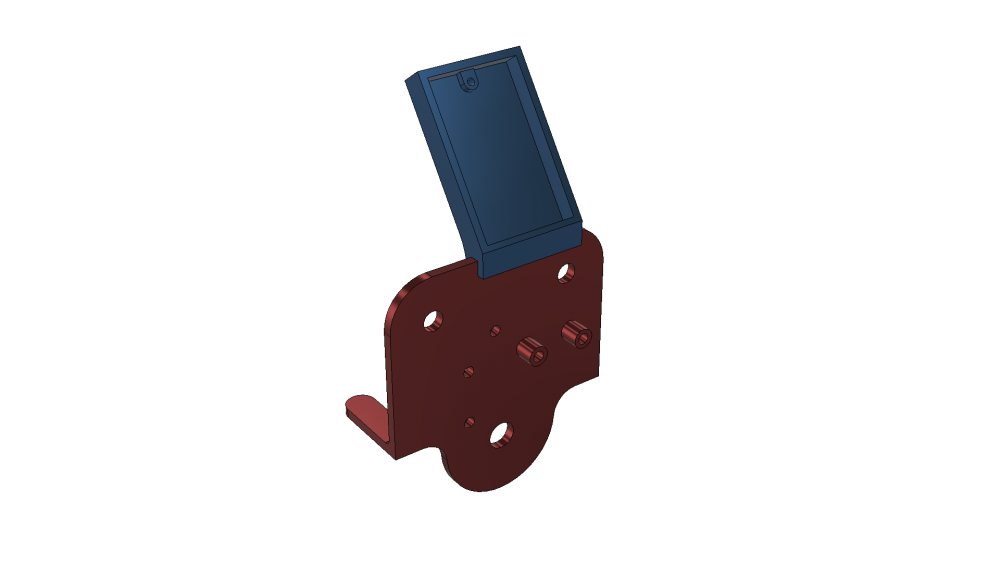
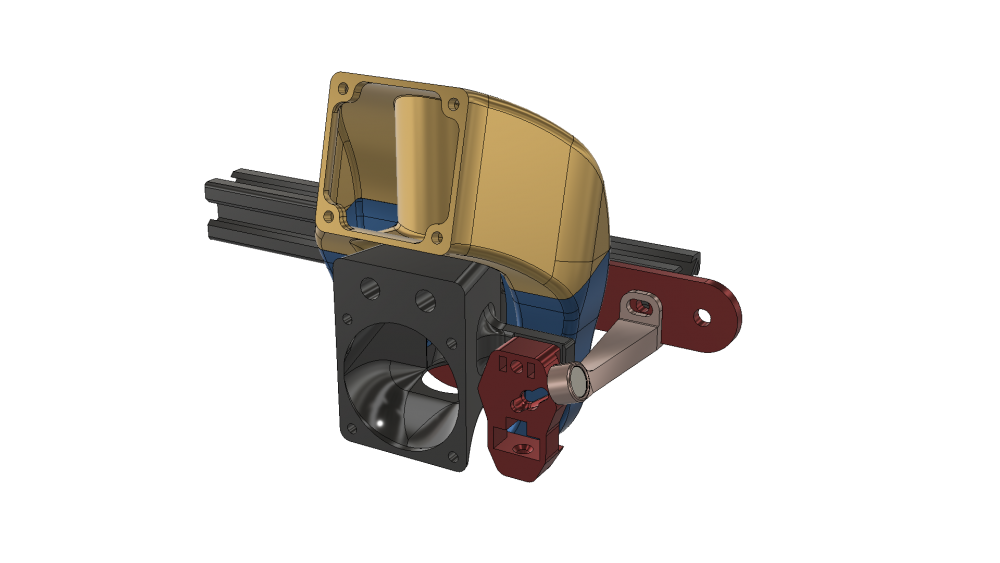
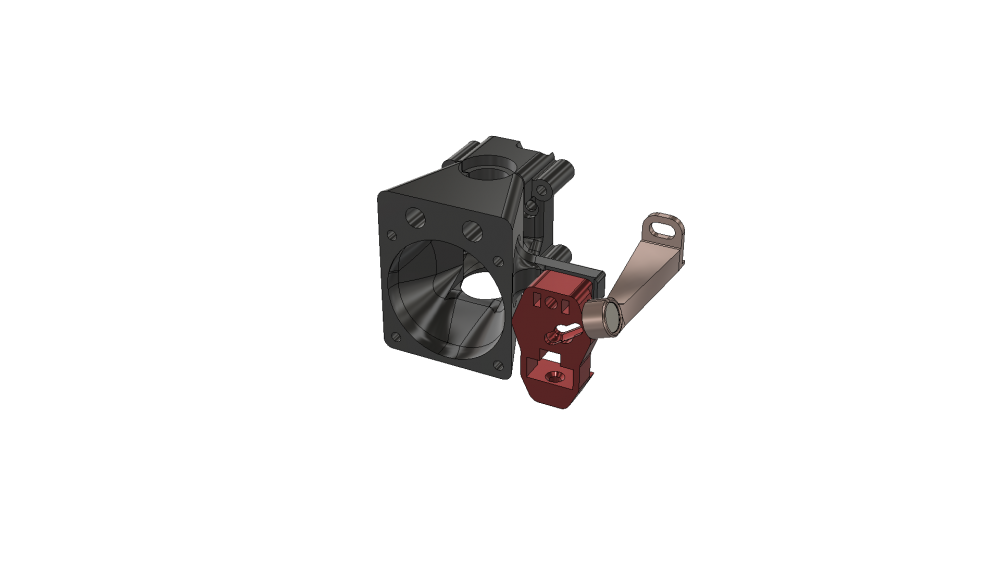
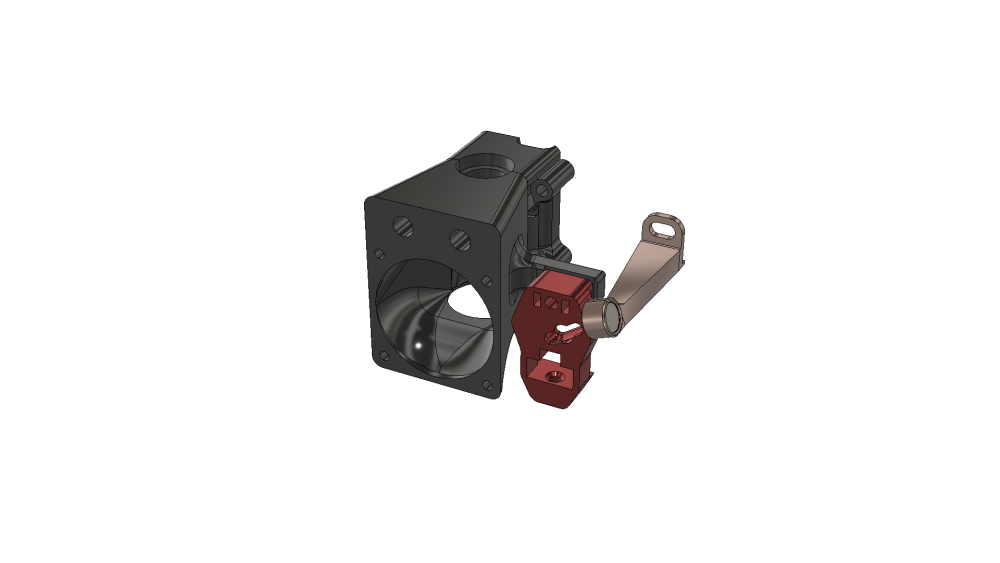
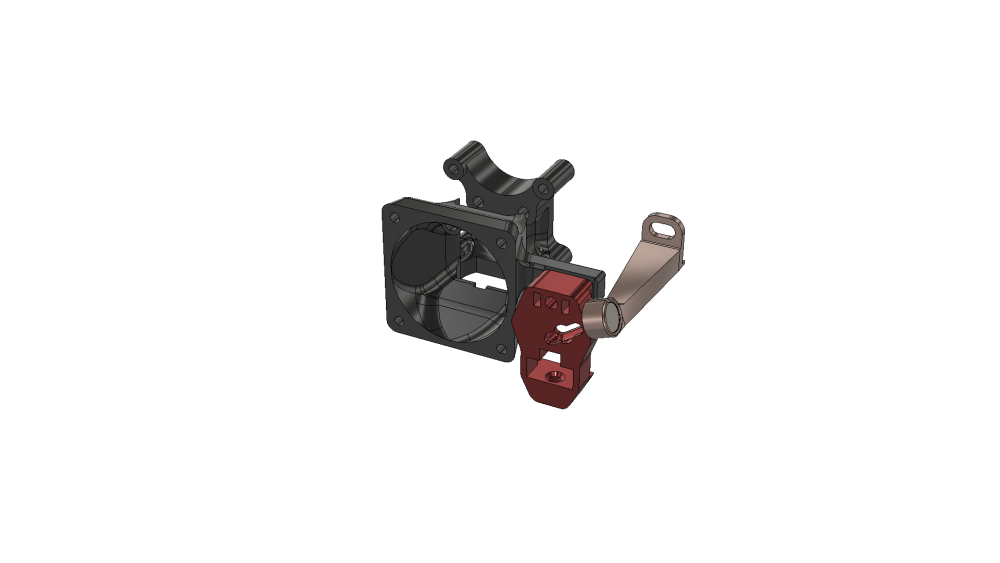
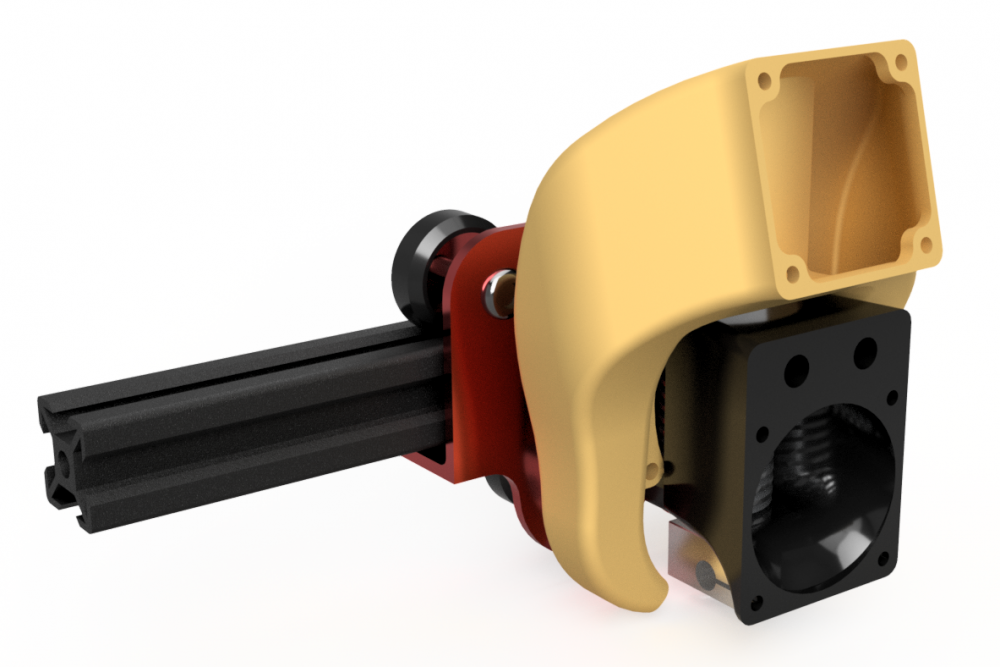
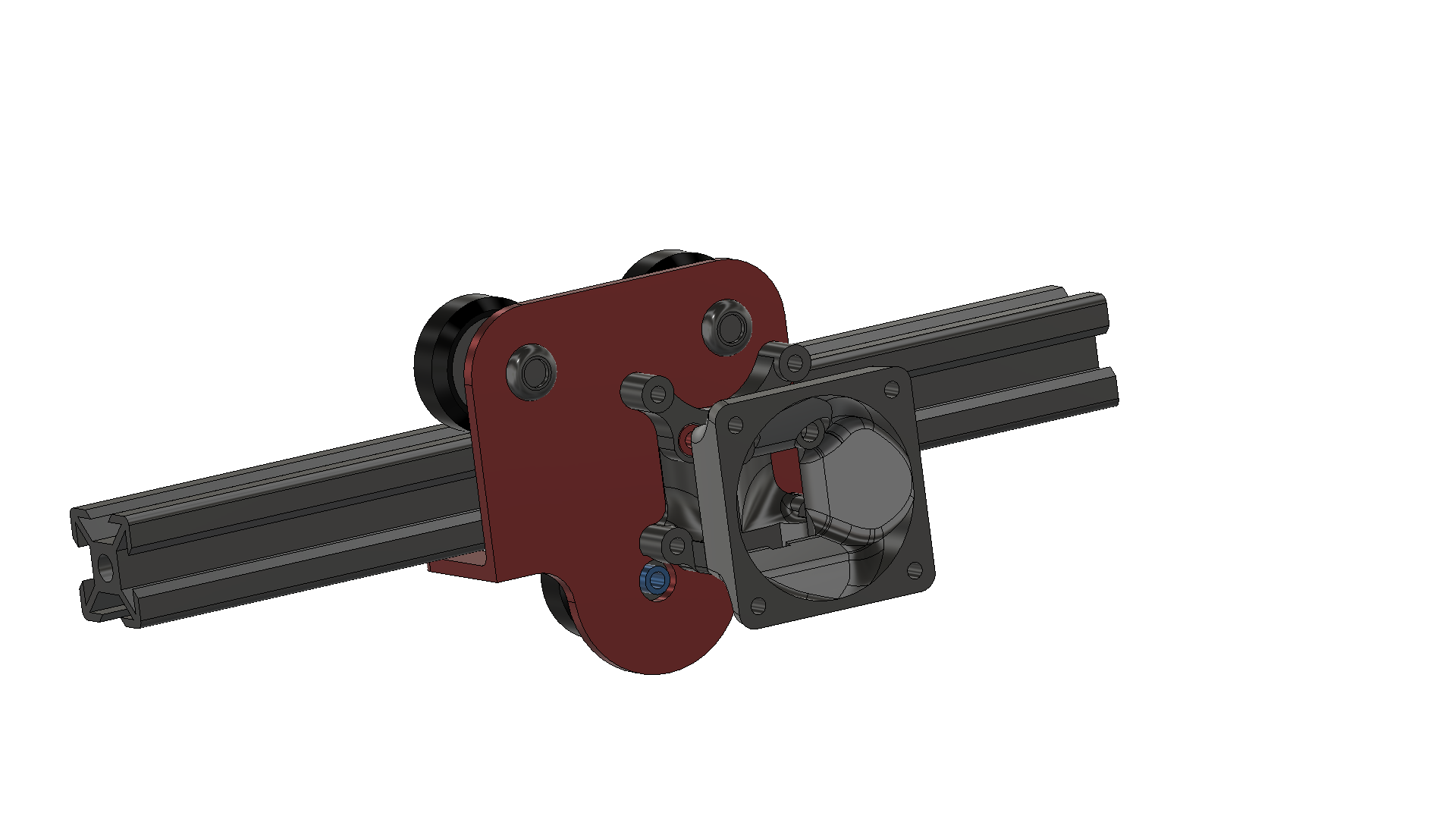
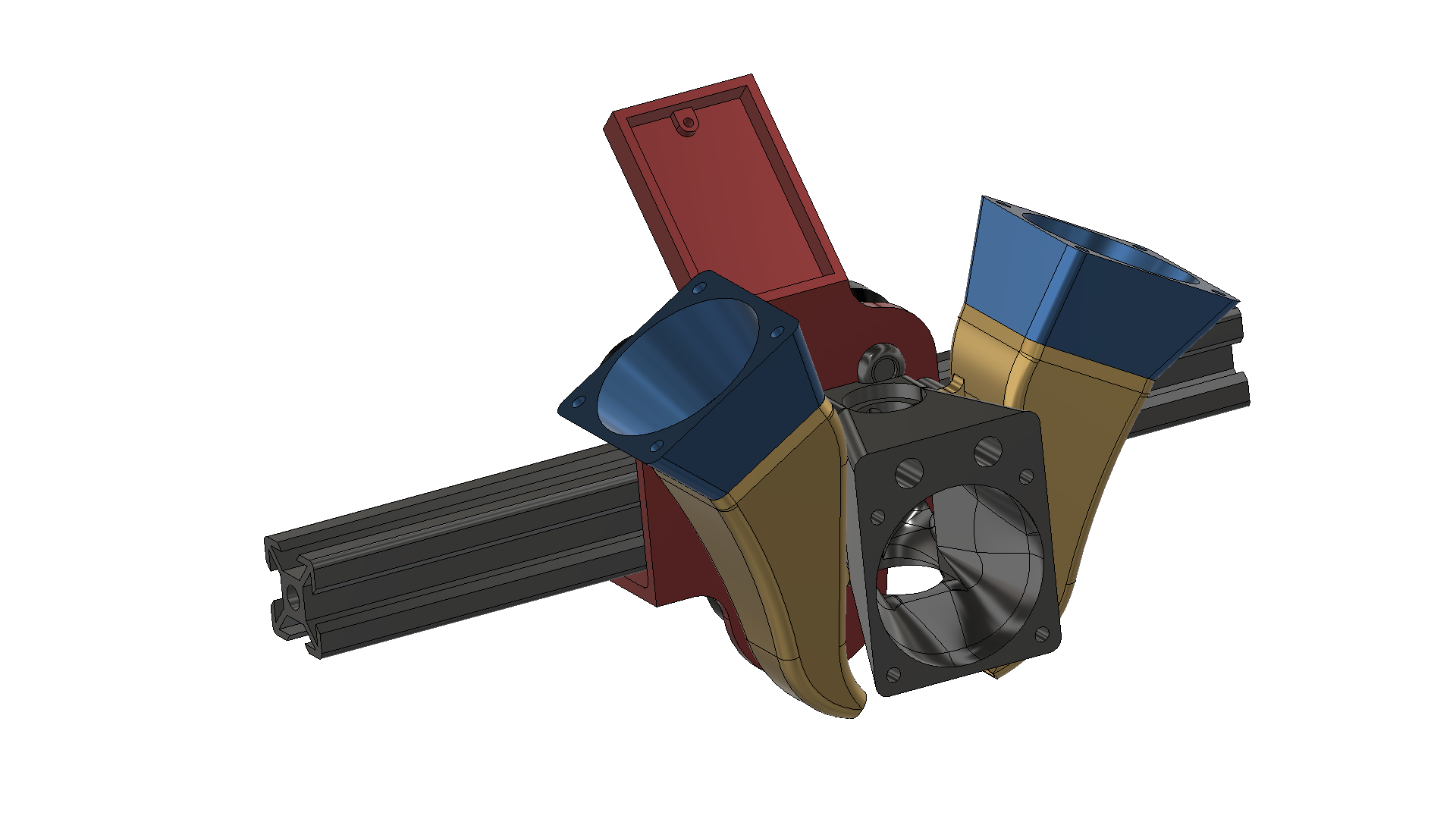
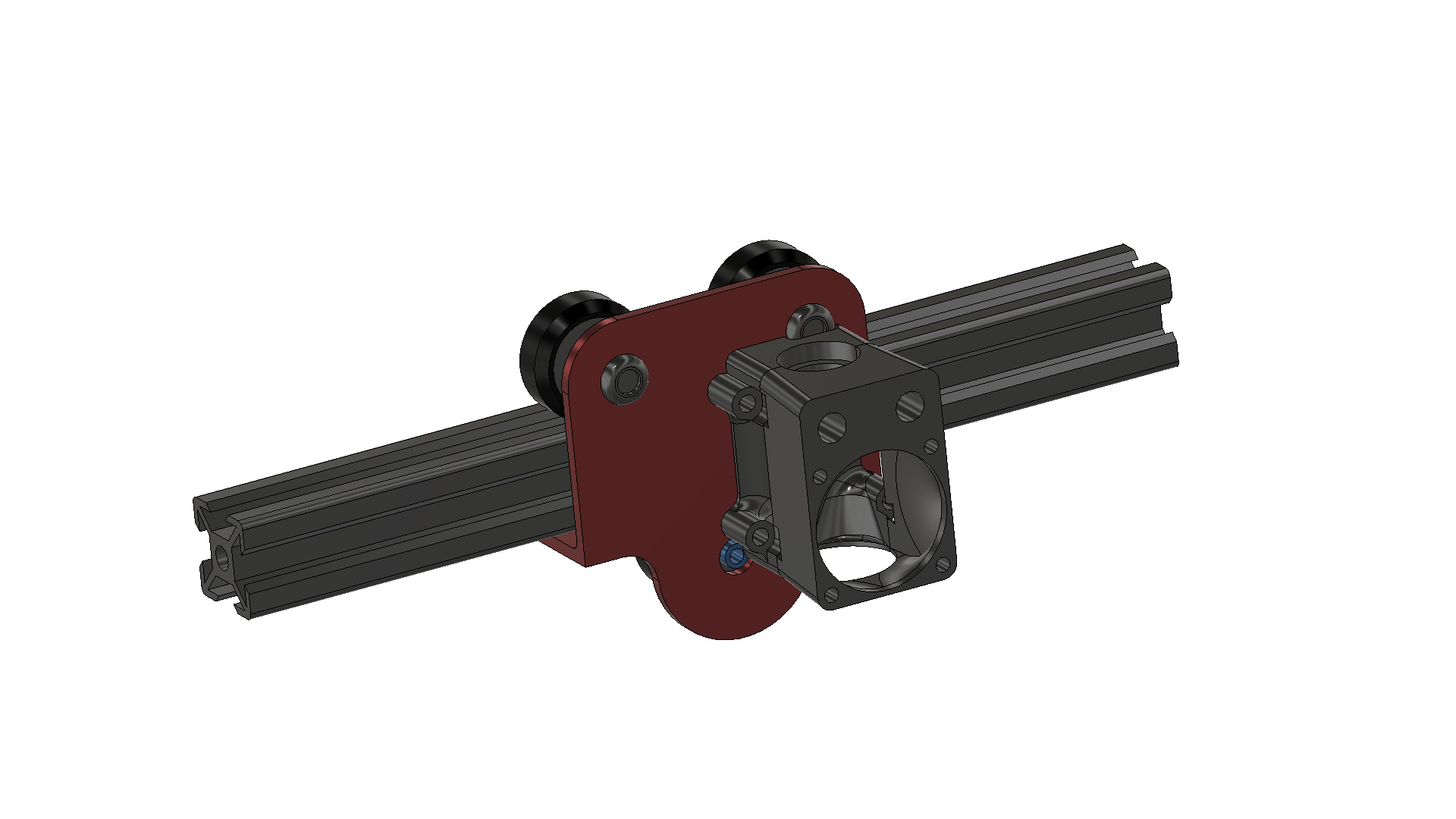
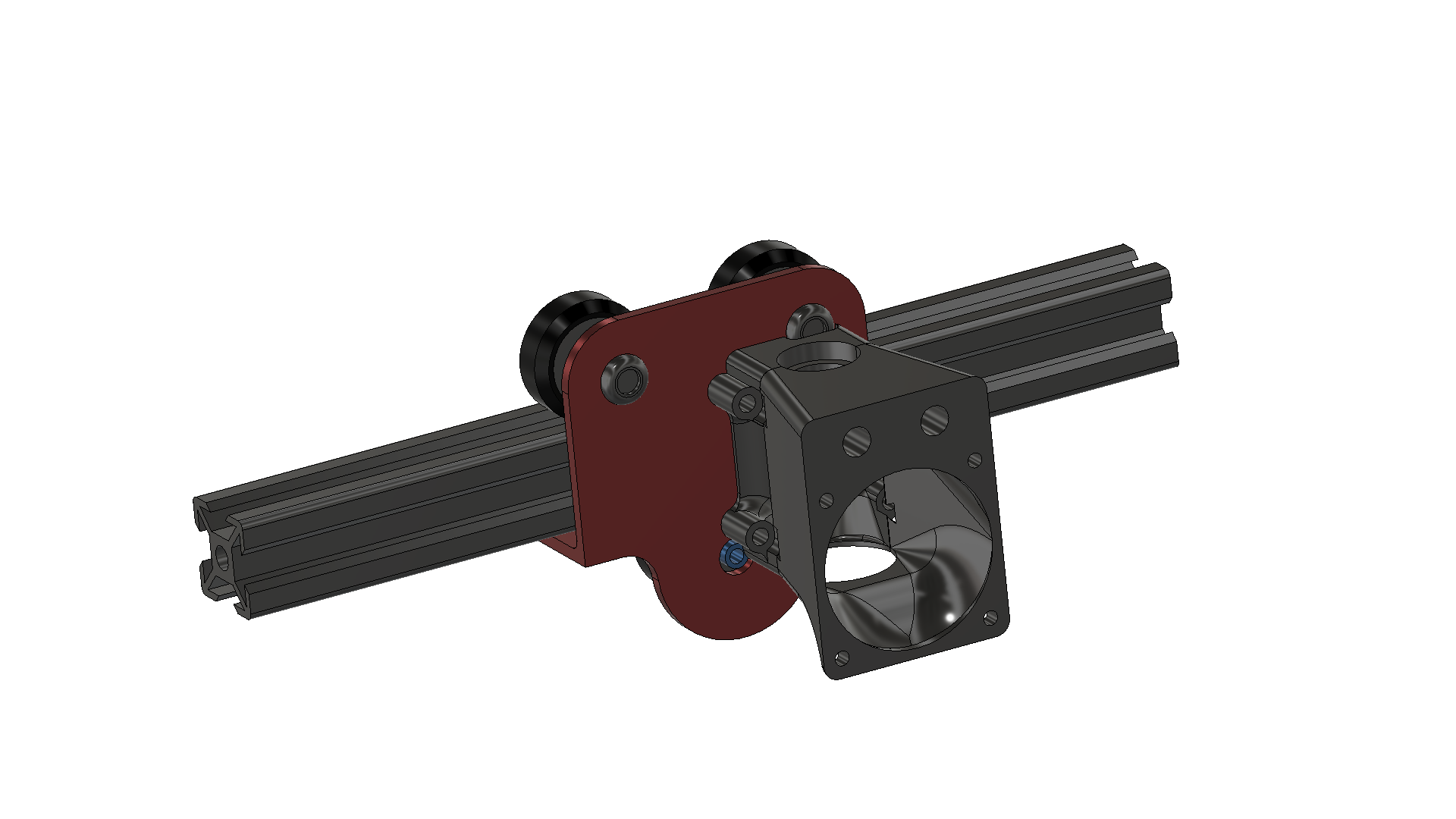
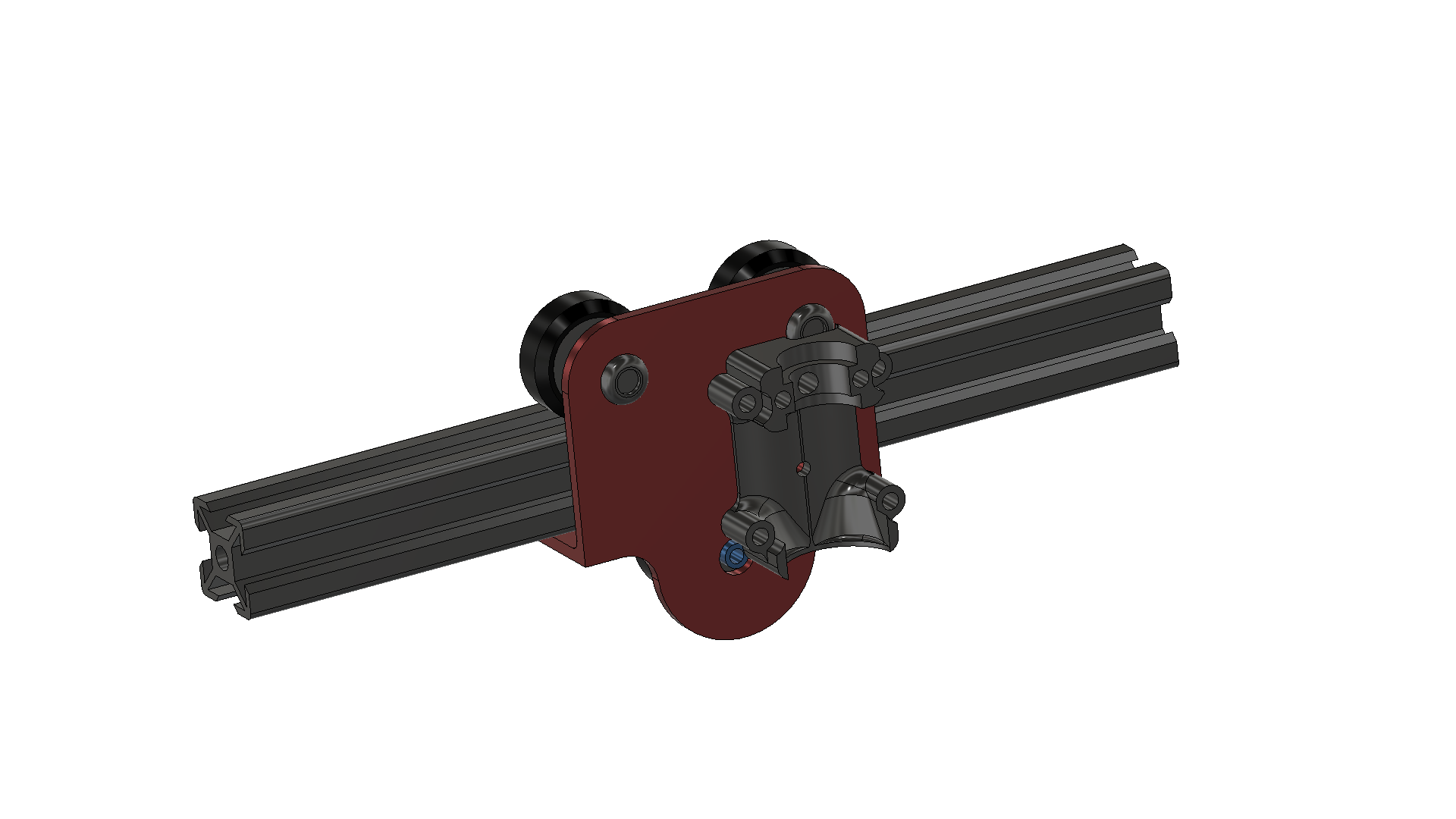
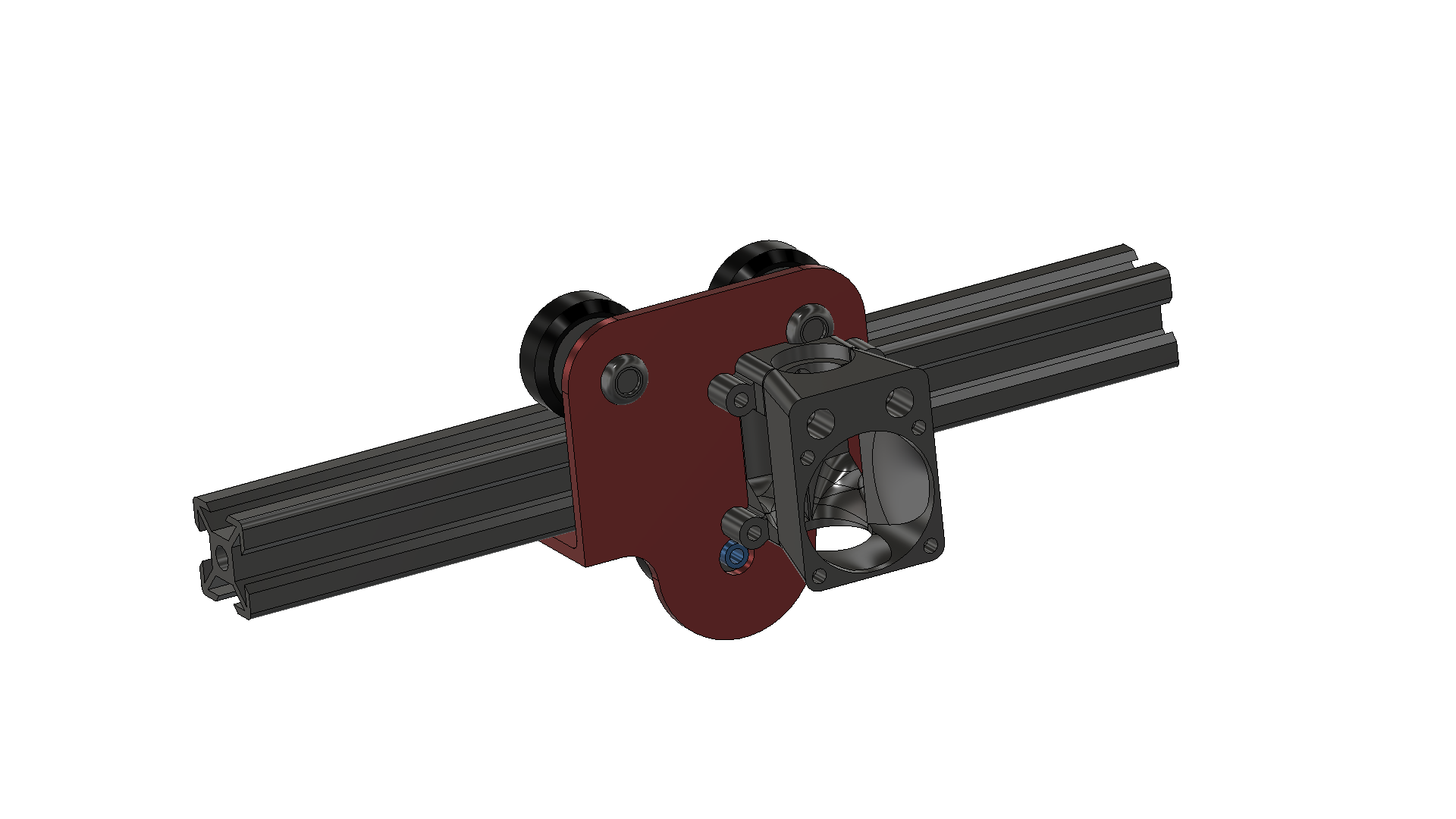
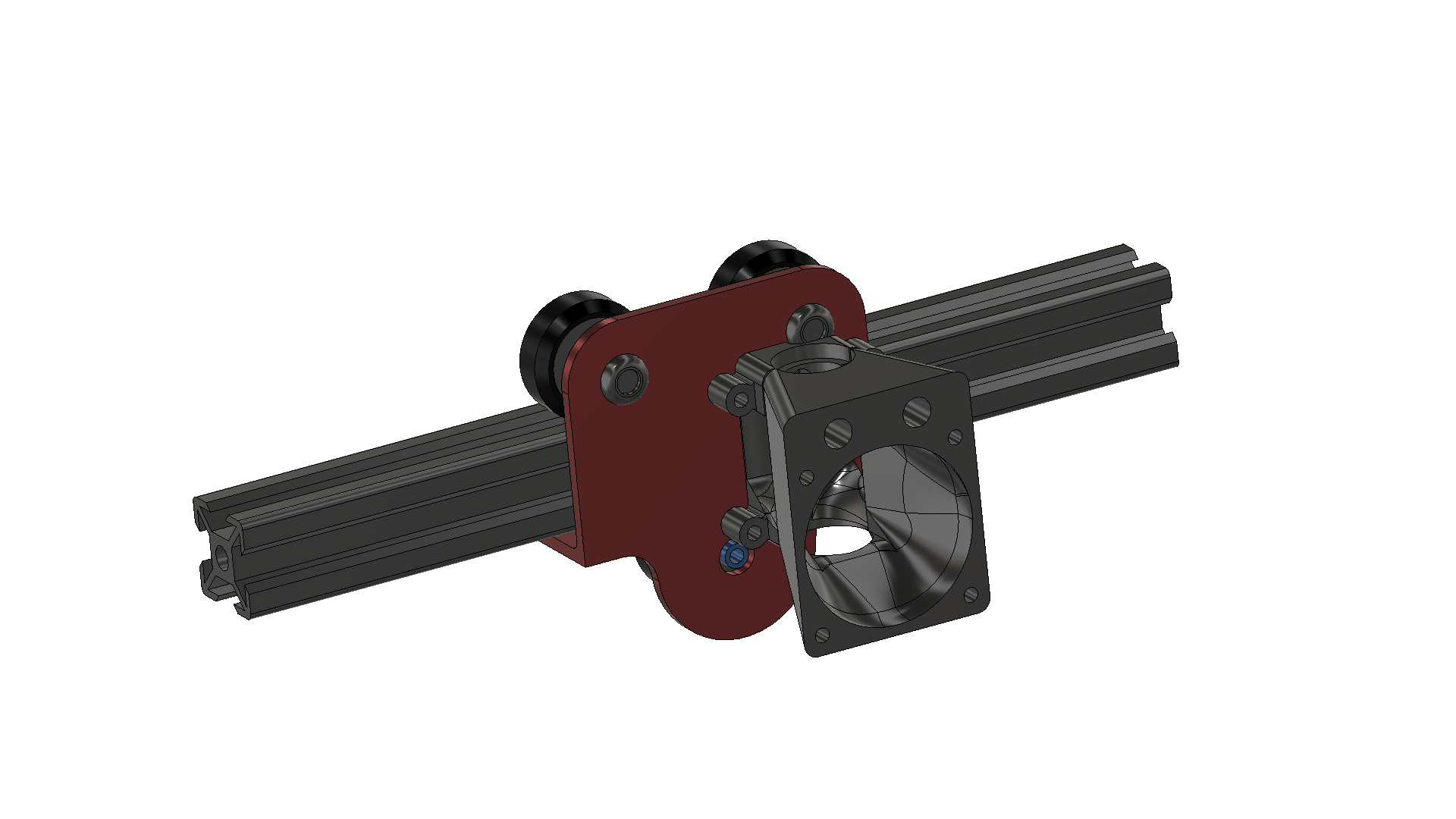
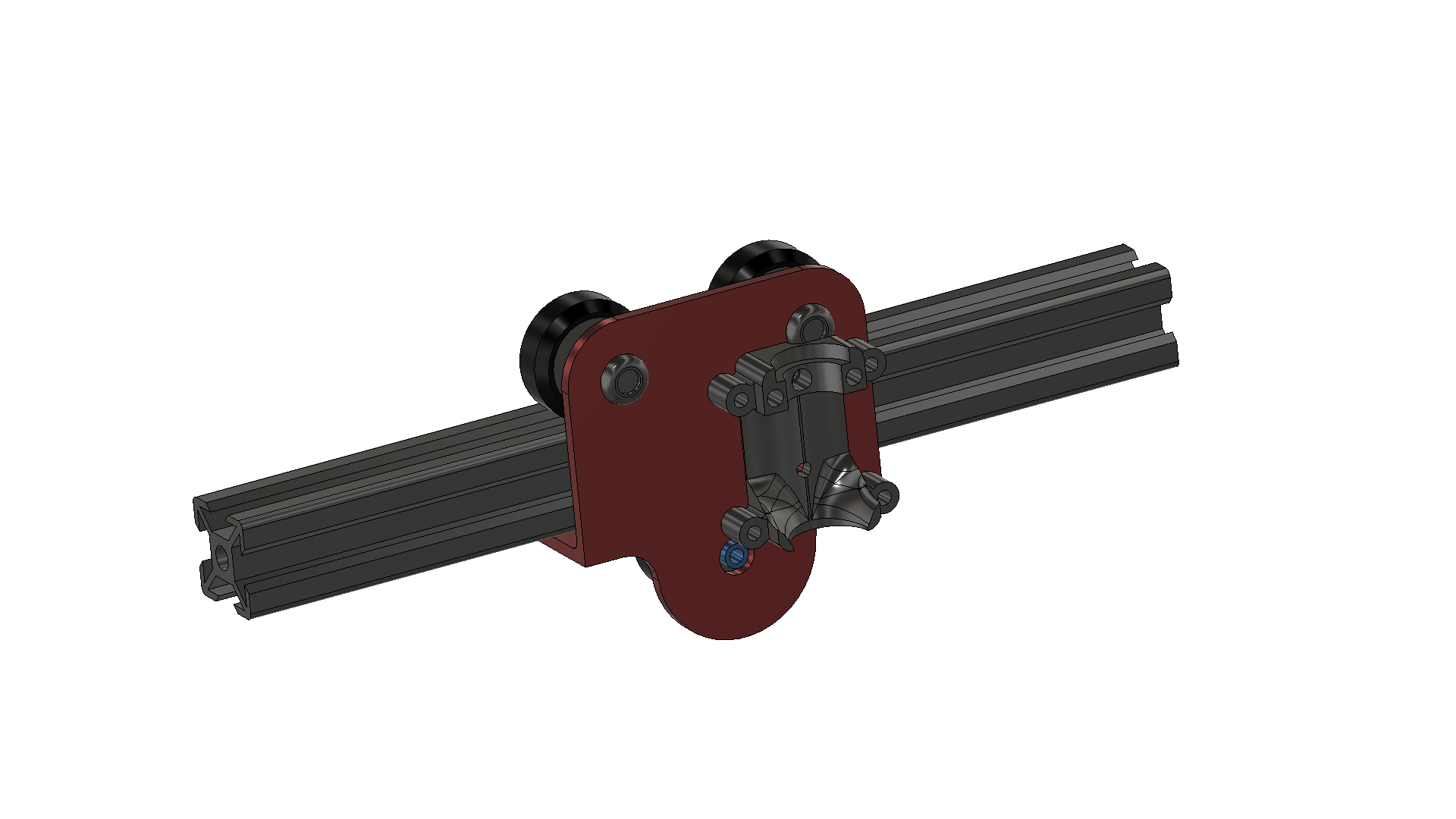
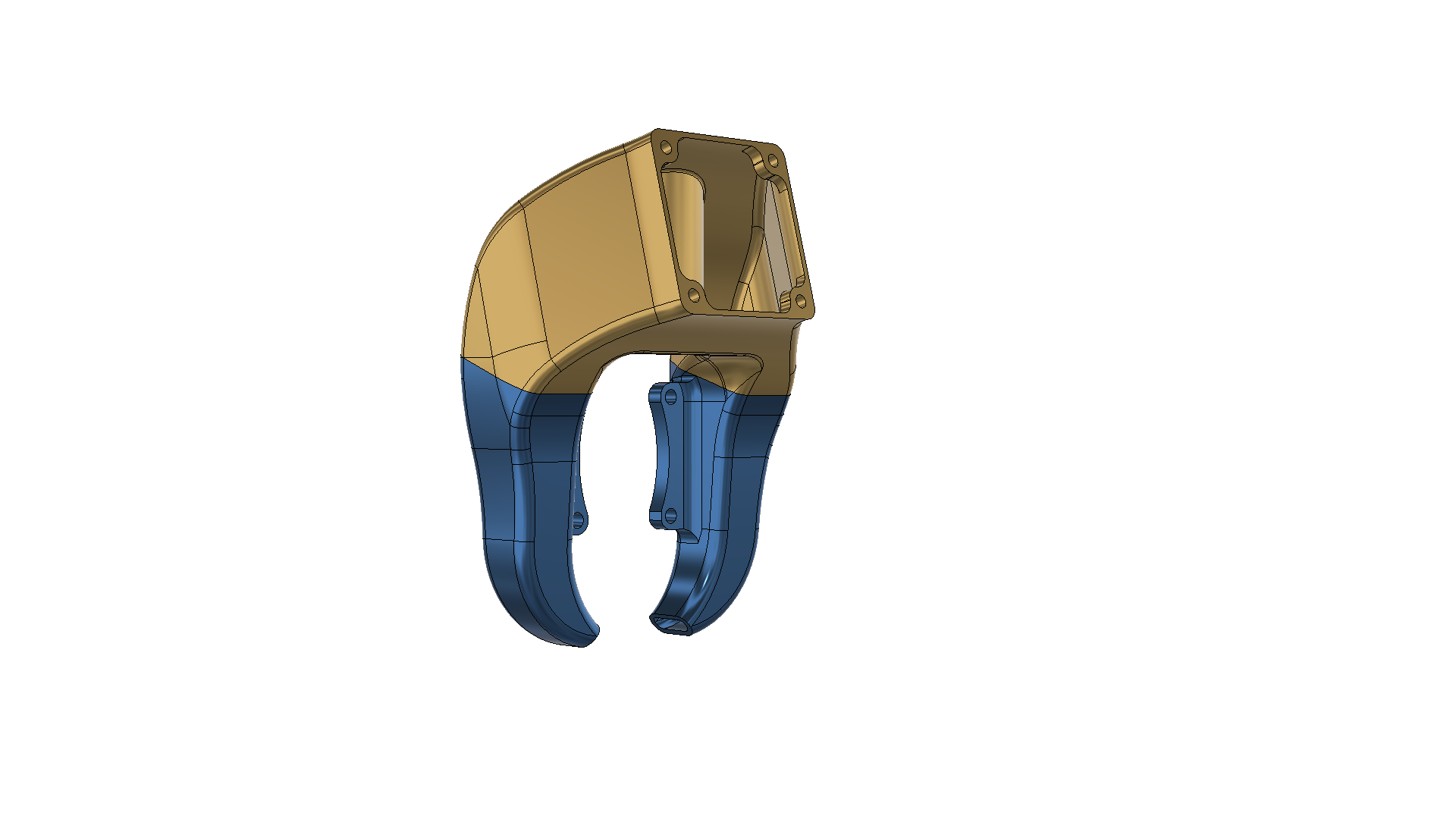
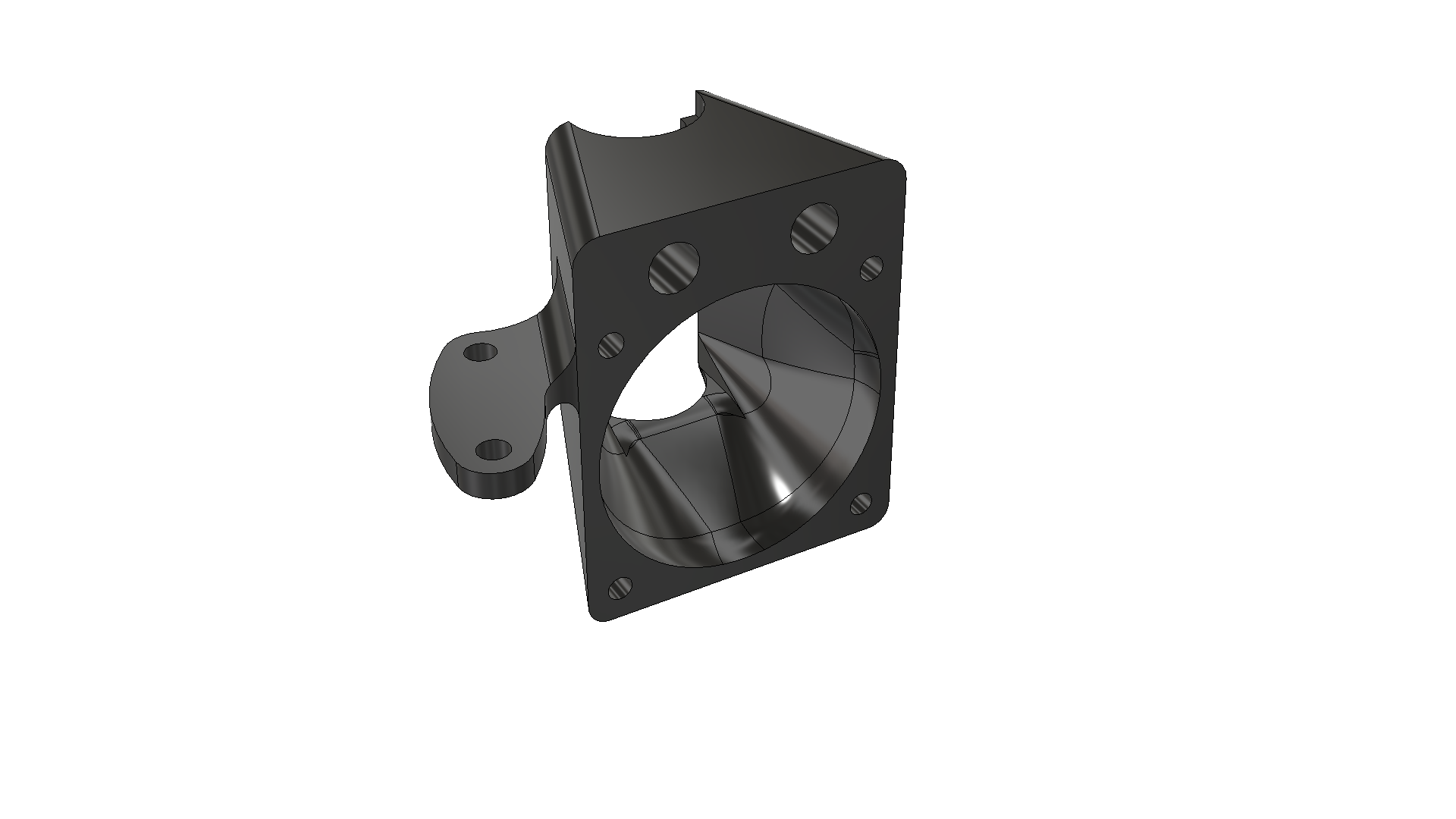
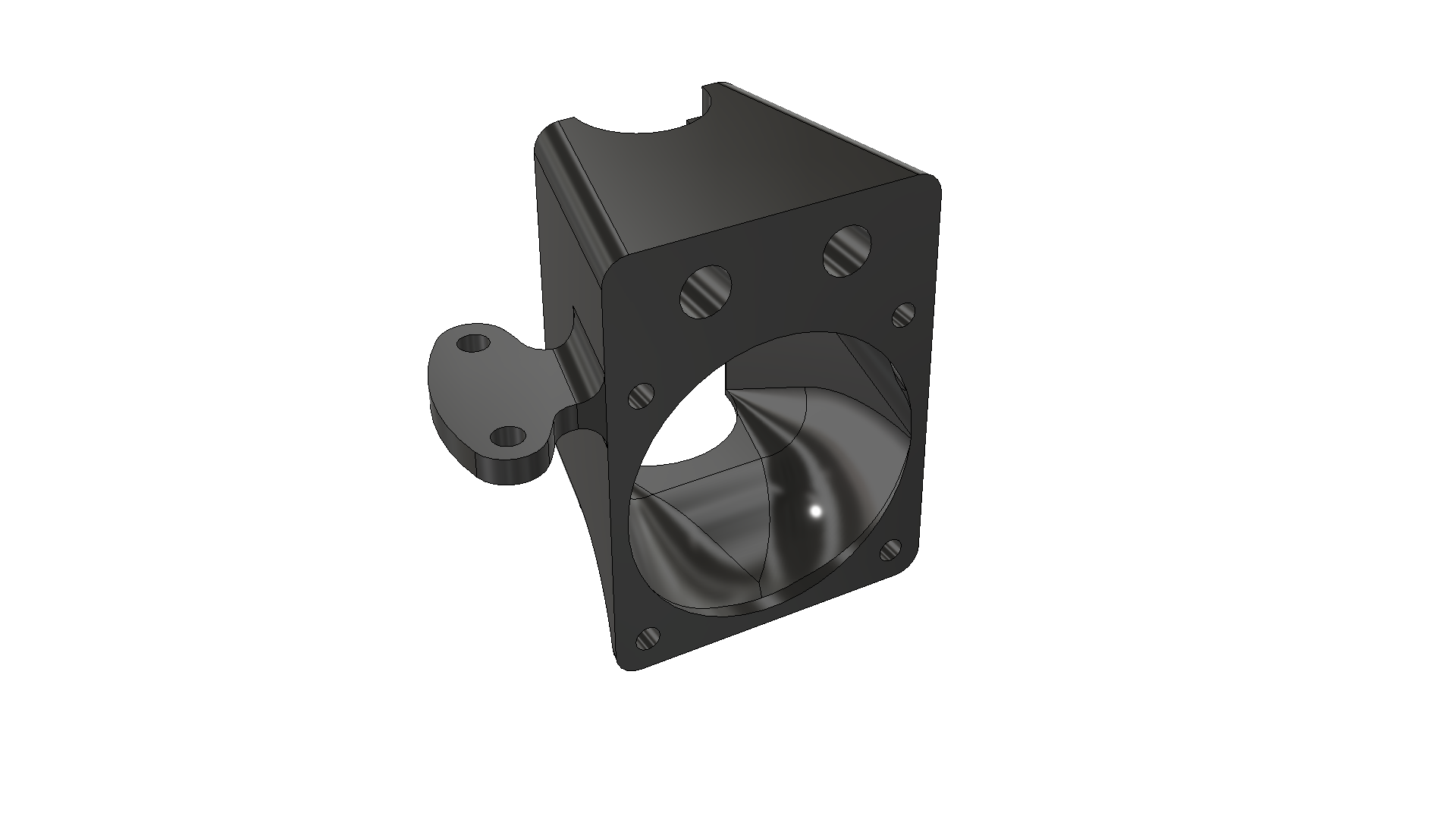
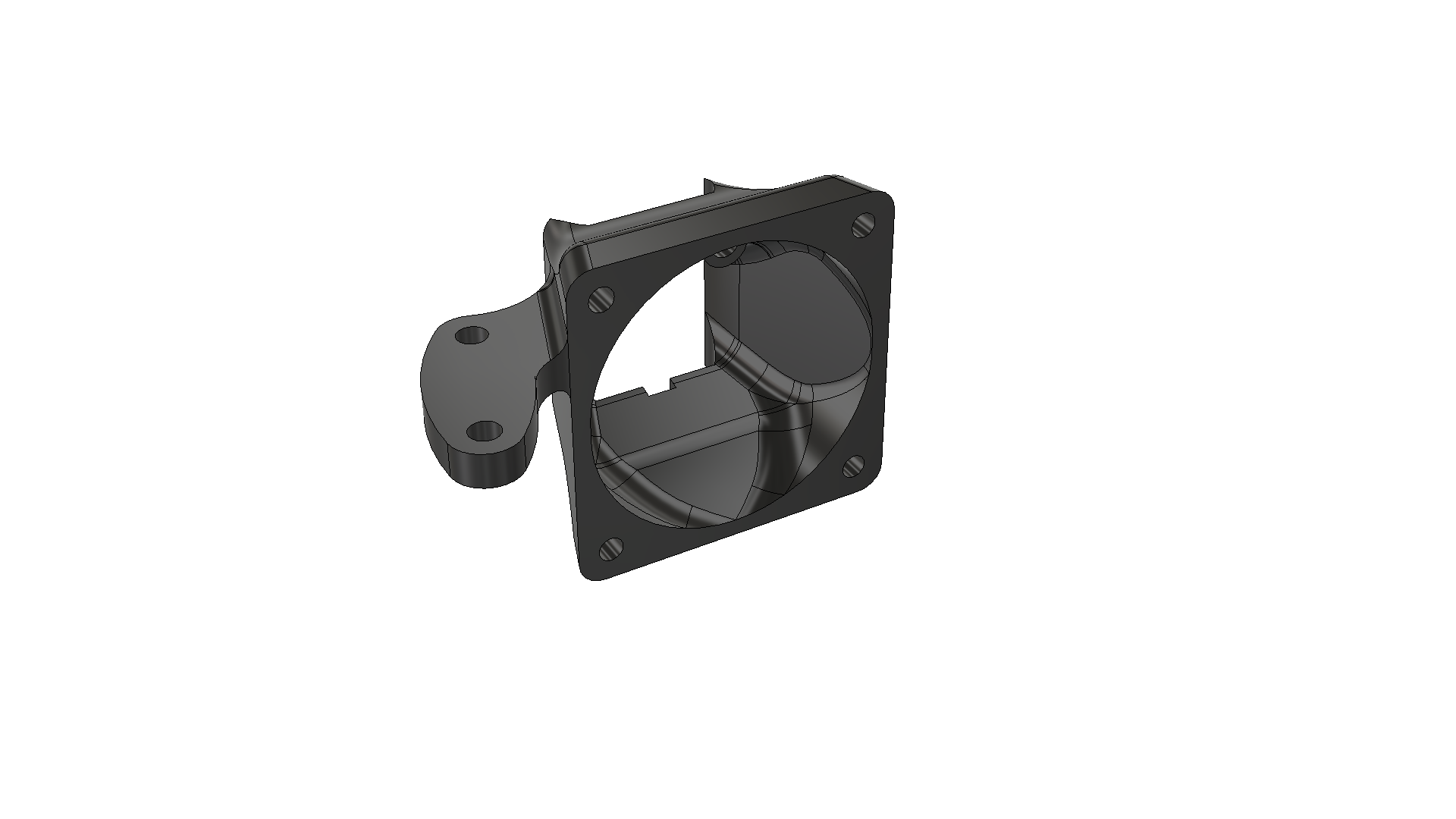
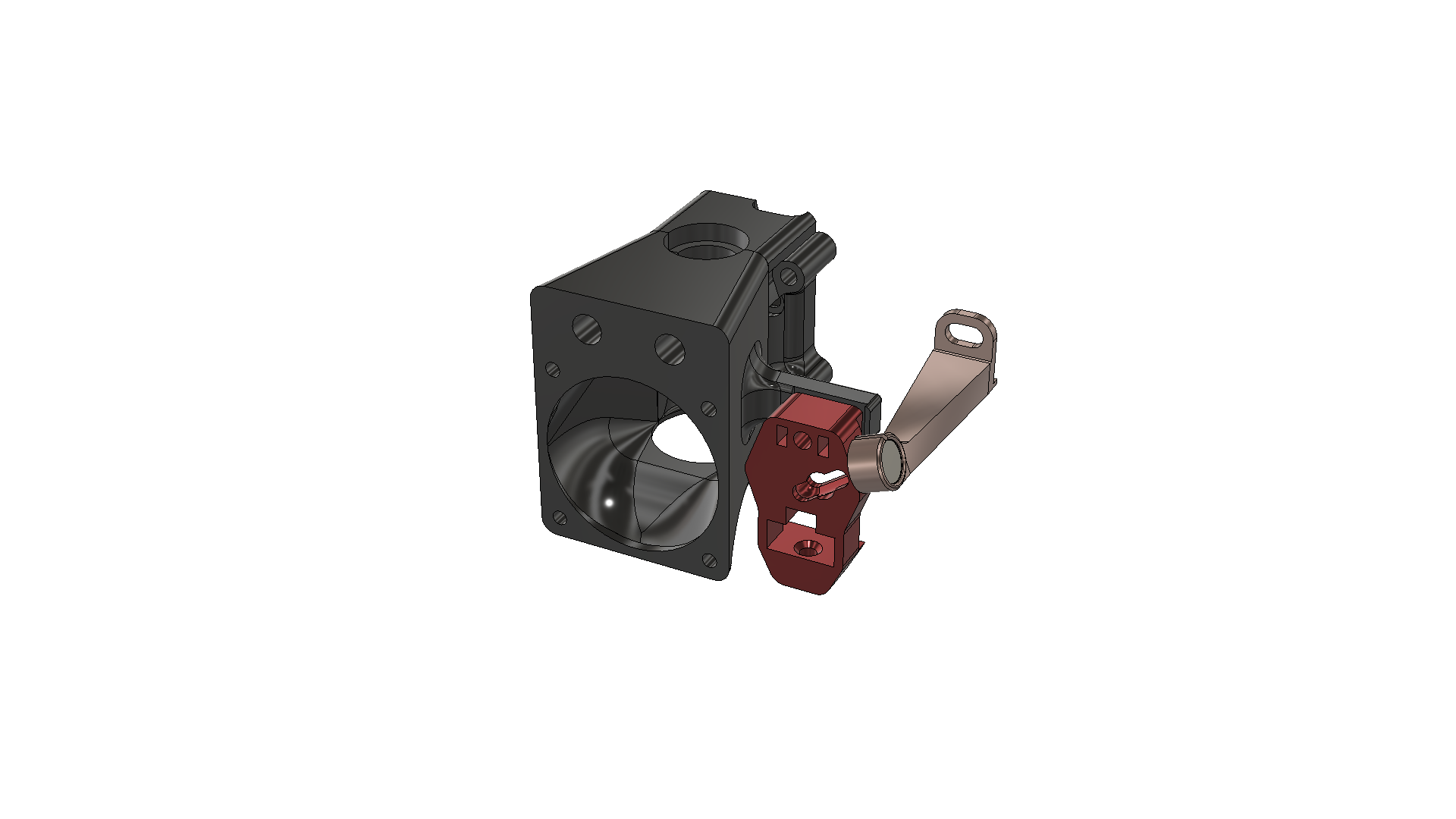
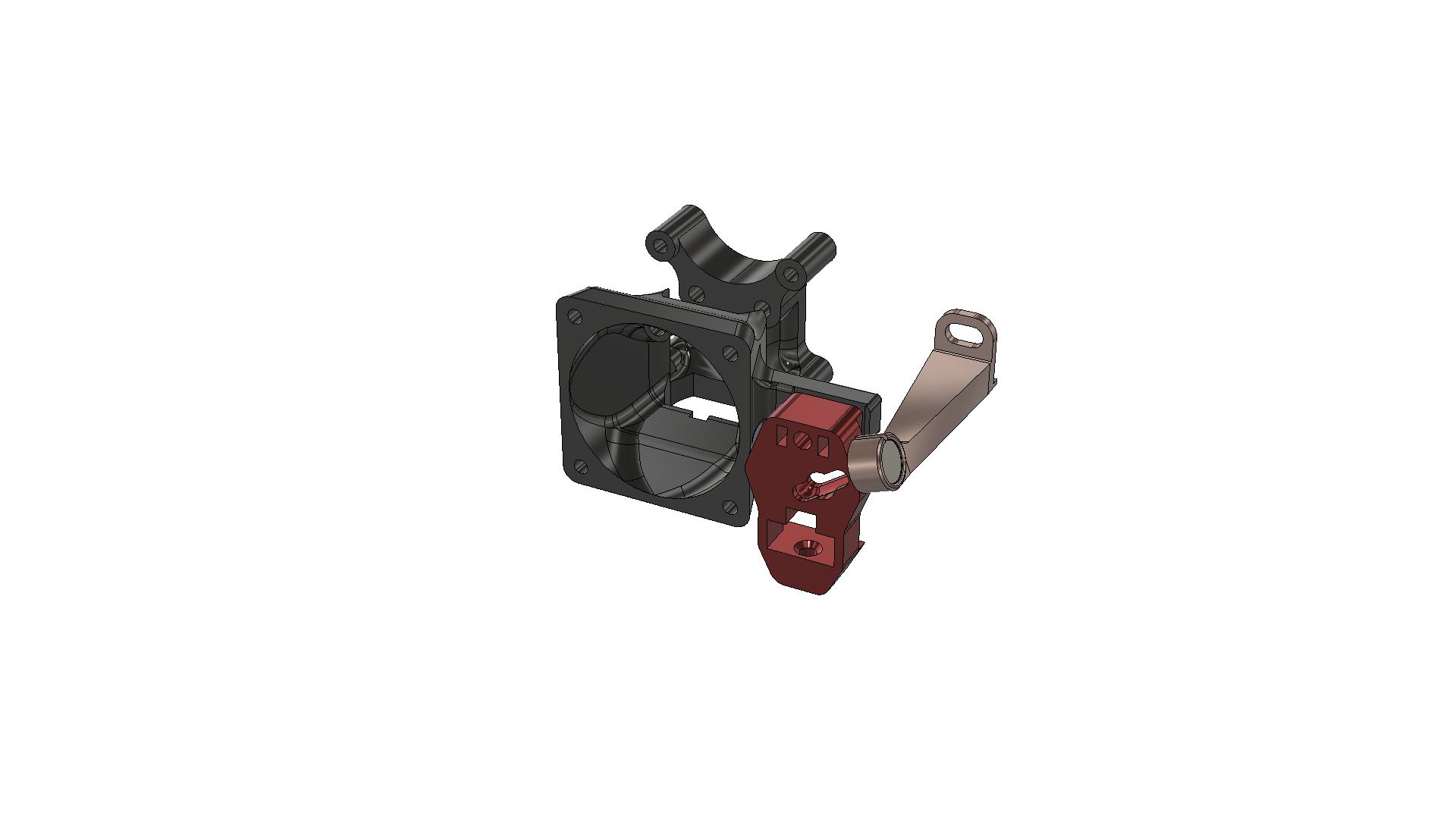
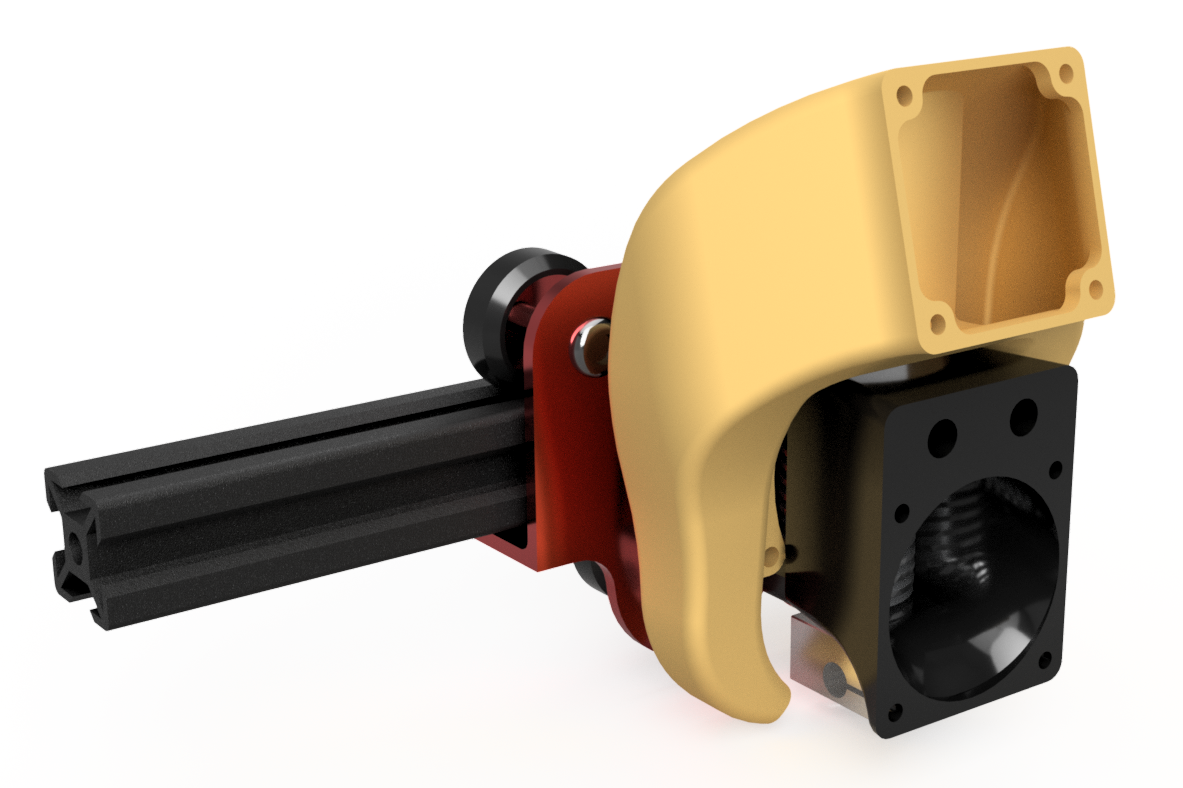
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
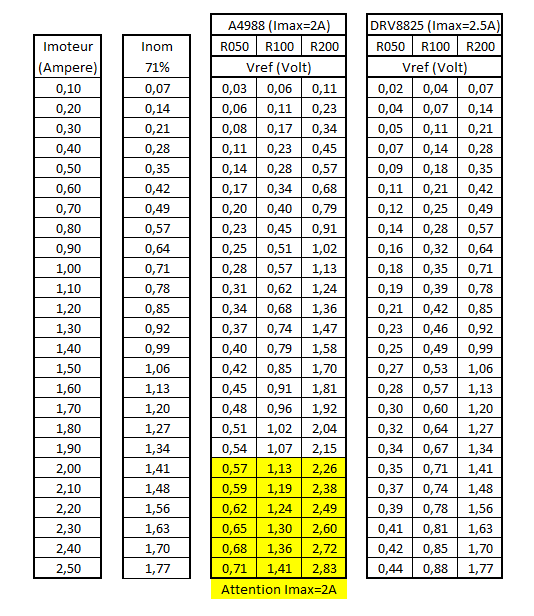
Bonjour à toutes et tous, J’entends souvent beaucoup de choses sur le réglage des drivers moteurs, bien souvent on me parle d’un réglage usine hypothétique, ou à l’oreille ou lors des nuits de pleine lune quand le vent souffle à l’ouest ! Je lis souvent « moi j’ai une Vref à 1.6V » et ça ne veut rien dire car il manque des informations capitales ! Le courant généré peut passer du simple au double ou même être hors limite si les modules ne sont pas strictement identiques ! Donc NON, le réglage de la tension de référence (Vref) sur un driver de moteur pas à pas ne se fait pas de manière empirique ! Il faut absolument connaitre plusieurs caractéristiques pour régler correctement ces bestioles. - Coté driver, le circuit utilisé A4988 ou DRV8825 a son importance et va surtout de pair avec la valeur des résistances « Rsense » qui sont présentent sur le PCB, elles-y sont souvent sérigraphiées « S1, S2, S1X, S2X, R1, R2…», et peuvent avoir comme valeur 0.05 ohm (Marquage R050), 0.1 ohm (R100) ou 0.2 ohm (R200) donc on sort la loupe pour être sûr. - Coté moteur, il faut chercher son courant de fonctionnement par phase (Imax) qui a été calculé par le fabriquant en fonction de ses caractéristiques. Si ce courant n’est pas indiqué par le vendeur du moteur, on cherche chez SON fabriquant avec SA référence dans son datasheet. Sous-alimenté, il va perdre son couple et risque même de vibrer sans pouvoir garder sa position stable. Suralimenté, il va faire beaucoup de bruit par résonance et bien entendu surchauffer (le driver également par contre réaction). Après une longue discussion avec un constructeur de moteur de type Nema (GE), il s'avère que le Imax d'un moteur n'est pas son Inominal, il faut donc diviser Imax par racine de 2 pour trouver Inom. j'ai donc mis à jour le tableau en correspondance. On calcule donc la valeur de Vref à régler avec le petit potentiomètre, la formule est donnée dans le datasheet du constructeur du driver, et est : on calcule Inom = Imax divisé par racine(2) Pour un A4988 : Inom = Vref / (8 * Rsense) donc Vref = Inom * 8 * Rsense Pour un DRV8825 : Inom = Vref / (5 * Rsense) donc Vref = Inom * 5 * Rsense La valeur maximale de la limitation de courant est donc définie en interne en fonction de la valeur des Rsense et de la tension de la broche Vref. Exemples de calculs : Un A4988 avec des Rsense de 0.05 ohm (Marquage R050) et un moteur avec un Imax à 1.8A, Inom = 1.27A : Vref = 1.27 * 8 * 0.05 = 0.51V. Un DRV8825 avec des Rsense de 0.1 ohm (Marquage R100) et un moteur avec un Imax à 2.1A, Inom = 1.48A : Vref = 1.48 * 5 * 0.1 = 0.74V. Un A4988 avec des Rsense de 0.2 ohm (Marquage R200) et un moteur avec un Imax à 1.5A, Inom = 1.06A : Vref = 1.06 * 8 * 0.2 = 1.7V. Important : Le courant maximum par phase pour un A4988 est de 2A et 2.5A pour le DRV8825. Donc si vous êtes dans la limite haute de votre drivers, réduisez un peu Imax. La température du driver peut monter à plus de 150°C si son courant arrive à son maximum admissible et il doit être de toute façon correctement refroidit par un dissipateur et si possible par un flux d’air au-delà de 1A par phase. Il passera en protection thermique et coupera le courant moteur si sa température arrive hors limite. Voir les datasheets pour les courageux, dont les tableaux « Relative Current and Step Directions » et « Step Sequencing Settings ». http://www.allegromicro.com/~/media/Files/Datasheets/A4988-Datasheet.pdf http://www.ti.com/lit/ds/symlink/drv8825.pdf Pour les TMC2xxx, il suffit de prendre Inom du tableau et de régler Vref à la même valeur. ex moteur 1.5A, Inom = 1.06A, Vref = 1.06V attention ceci n'est valable que pour Rsense = 110mΩ la formule donnée par Trinamic est IRMS = 325mV / (RSENSE + 20mΩ) * 1/√2 * VREF/2.5V avec des RSENSE = R110 = 110mΩ nous simplifions puisque 325/(110+20) = 2.5 (c'est pour ça que l'on trouve les pilotes avec ces valeurs de RSENSE sur le marché) IRMS = 2.5 * 1/√2 * VREF/2.5V 2.5 / 2.5 = 1 donc IRMS = 1/√2 * VREF je me débarrasse de 1/√2 en multipliant par √2 des deux cotés √2 * IRMS = √2 * 1/√2 * VREF donc √2 * IRMS = VREF VREF = √2 * IRMS et nous savons que IRMS = IMAX / √2 VREF = √2 * IMAX / √2 donc VREF = IMAX comme on prends 70% par sécurité, pour un courant de 1.5A, nous avons 1.5*0.7 = 1.05, réglage de VREF à 1.05V et ça tombais bien, puisque en prenant 70% de sécurité, c'est comme si on divisais par √2 (0.707...) c'est une astuce d'électronicien c'est comme si en prenant 70% de sécurité, on prenait la valeur RMS de ce courant IMAX pour simplifier, avec 70% de sécurité, IMAX * 0.707 = IMAX / √2 = IRMS donc on peut régler VREF à la valeur APPARENTE de IRMS, sous entendu que ça contient déjà les 70% de sécurité. mais ça ne fonctionne qu'avec des RSENSE à 110mΩ vous trouverez un XLS pour ces calculs, vous pouvez y changer Rsense si ça valeur n'est pas standard. ATTENTION les TMC sont hyper sensible à la température, ils doivent impérativement être refroidit sous un courant d'air, avec un dissipateur conséquent. Bonne lecture. Stef le tableau corrigé pour avoir une idée de Vref en fonction des valeurs d'Imax du moteur. TMC_Vref_V2.xlsx
 1 point
1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Salutations du soir, Suite à une info reçue de Marcus, j'ai mis à jour l'imprimante avec le dernier FW Tiny Machines DW5 en MArlin 2.0 https://github.com/InsanityAutomation/Marlin/tree/CrealityDwin_2.0?fbclid=IwAR13GAIaYTb9IXTF2I3JjJdDXWQelbU5fWV82opnpdtMoaF0pwqVhie7Pog Comme d'habitude,il faut flasher le FW via Xloader puis l'écran sur le slot sd de ...l'écran ( si si ) MISE EN GARDE : Le nouveau FW ne permetra pas d'imprimer mieux, mais permettra de tester le linear advance ou d'avoir accès à de nouvelles fonctions directement sur le touch screen,comme par exemple....non j'en ai deja trop dis,à vous de jouer !!! Moi,j'aime beaucoup1 point
-
Bonjour, Je recherche un ecran lcd pour mon imprimante DLP E7 en 7 pouce 800x600. Il faut que ce dernier soit sans backlight. J'ai le verre de protection. J'ai aussi les FEP pour le bac à résine. Impossible de trouver un écran de ce type. Pouvez vous m'aider svp. Autre question, si l'écran est de meilleure résolution type 2k, il faut le drive qui le pilote, faut il aussi que la carte mère soit compatible ? Merci beaucoup pour votre aide1 point
-
J'ai changé l'image montrant l'empilement des différentes pièces, et j'ai corrigé quelques erreurs dans la légende. Je viens de finir les modifications de la 3D. Mais il est trop tard pour que j'exporte tout cela et publie ce soir. Je vous donnerai tous les fichiers demain !1 point
-
Les nœuds, ce sont les utilisateurs qui les provoquent. Il suffit simplement de lâcher le bout du filament et presque naturellement il vient passer sous une boucle. Solution 100% fiable : ne jamais lâcher l'extrémité du filament lors de la manipulation de la bobine et systématiquement l'accrocher sur la flasque avec un bout de rubans adhésifs.1 point
-
oui j'aimais bien la tienne alors j'ai copié. Il faut toujours s'inspirer des bonne idées et il me semble que l'image viens d'un post de @fran6p Non mai l'idée de fréquenter un aéroport me rebute. Je fais tout mon possible pour éviter les transport en communs depuis des décennies et je ne fréquente plus nos grandes villes françaises préférant de loin nos ravissante campagnes mais la j'ai pas le choix je vais a Prague pour le boulot et en plus je part un dimanche ....1 point
-
Oui c'est du format MK81 point
-
Bonsoir, Le heatsink sera compatible avec le dissipateur en alu au niveau vissage, mais ça ne va pas fonctionner correctement pour autant. Le dissipateur prévu pour le 1.75 à un alésage de 4.2mm pour pouvoir insérer un tube PTFE dedans de 4mm externe/2mm interne (voir ici), alors que celui prévu pour le 3mm à un alésage de 3.2mm (voir ici), donc ton filament de 1.75 va flotter avant d'arriver dans le heatsink, ce qui n'est pas vraiment conseillé. Autant remplacer le dissipateur aussi. NB: Pour une E3D V6 originale.1 point
-
chuipachémoi, mais @fran6p t'a répondu exactement ce que je t'aurais répondu . La vref des 220x est égale à lnom/SQR(2). Pour ma part, je mets la valeur calculée et jamais de problème. Je ne suis pas certain que mettre une valeur inférieure soit un bon choix (ni une valeur supérieure) et n’entraîne pas un échauffement du moteur. Il faut, par contre, être sûr que mécaniquement, tu n'ais pas de frottements indésirables qui sollicitent trop les NEMA.1 point
-
Là, honnêtement, je ne sais pas. Je me base uniquement sur la théorie. Les valeurs que tu avais montrées précédemment, prévues pour une Ender3 équipée de TMC sont je trouve basses par rapport aux références moteurs: X,Y,Z à 580 correspondrait à un moteur de 0.82A (Imax) pour un réel de 1,5A E à 650 correspondrait à un moteur de 0,92A (Imax) pour un réel de 1,7A Pourquoi réduisent-ils d'un facteur de 55% ? Mystère Par sécurité, je testerais avec des valeurs inférieures à 1000 (1V / 1A). Si les moteurs ne sont pas trop chauds (ni les pilotes donc bien les ventiler ), tu pourras alors monter progressivement. Si d'autres utilisateurs de TMC montés en UART sur leur CR10 ( @Poisson21, @yopla31, …) pouvaient indiquer leurs paramètres ce serait vraiment bien.1 point
-
Les BJ42D22 sont des 40 mm, les Imax est de ~1,7A (1,68A) donc Inom (IRMS)=1,2 Les BJ42D15 sont des 34 mm, Imax de 1.5A donc Inom=1,06 Donc pour des TMC, d'après l'excellent tutoriel de @stef_ladefense X_CURRENT = Y_CURRENT = E0_CUURENT = 1200 Z_CURRENT= 1060 Par sécurité tu peux n'utiliser que 85/90% donc 1200 => 1020 à 1080 et 1060 => 901 à 954 Sur les Ender 3 (les moteurs sont des 34mm pour X,Y,Z et un 40mm pour l'extrudeur). Sur ta carte (SKR Mini E3), il n'y a pas de potentiomètre pour régler la Vréf, tout se passe par logiciel en UART (donc non tu n'as pas la berlue ).1 point
-
Très bien tes améliorations @Kern cela me donne des idées pour la mienne. Par contre j'ai regardé cet extrudeur mais j'ai l'impression qu'il n'est pas de le même sens que celui d'origine de la LK4 Pro … ça ne pose pas de problème ?1 point
-
Tiens c'est quasi exactement ce que j'ai fait a ma LK4pro , même si je crois que c'est pas exactement les même modèles (surtout pour le guide filament haut , j'en ai un qui se fixe dans le profilé sur l'avant ). Le déport de SD est tellement pratique , surtout quand on prend un avec des cartes SD au bout (je trouve les micro SD trop fragiles ) . J'avais téléchargé le fichier , mais en bon noob je sais pas qu'elle est le hotend de la lk4pro MK8? Les ventilateurs j'ai essayé de déconnecter celui de la CM pour le changer , mais vu que je n'y arrivais absolument pas et que j’étais pas sur de réussir a tout rebrancher bon bah j'ai fait en mettant l'imprimante sur le coté Mais bon , déjà un remplacé , la différence est flagrante ! Vivement les 2 autres ... (j'ai un fang conseillé par @CriTof en cours , j’espère qu'elle va pas refaire l'erreur "temperature extruder anormal" comme ce matin .... Au pire si elle se met en sécurité , elle coupe la chauffe , hein ? rassurez moi svp (Oui je sais c'est pas bien de laisser l'imprimante sans surveillance mais j'ai 6h de cours )1 point
-
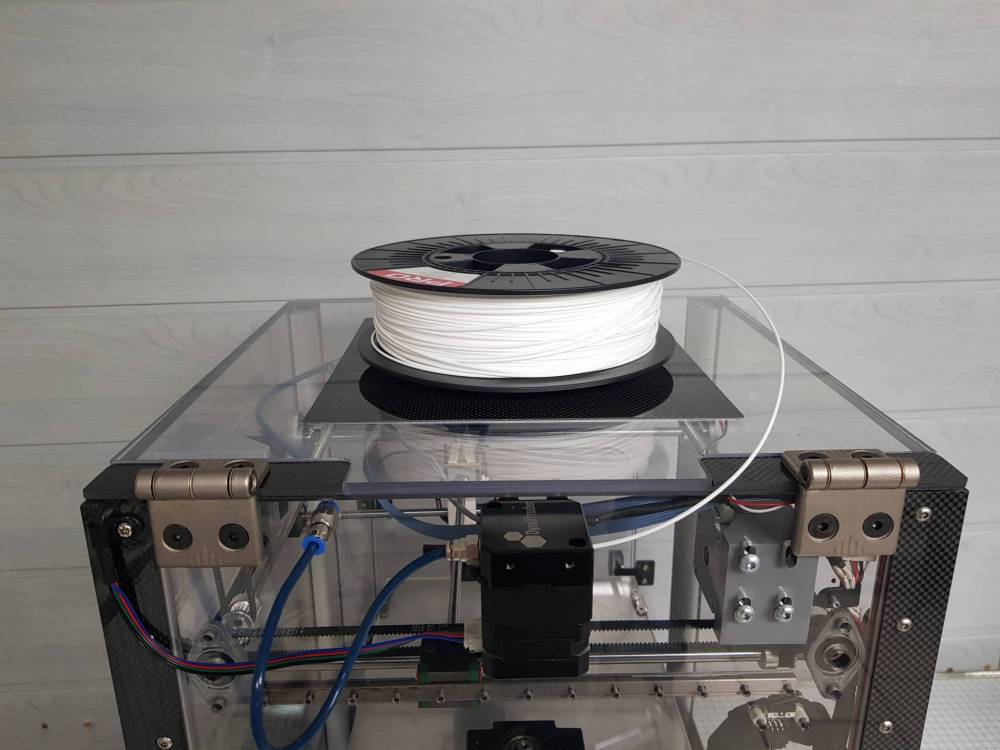
Très intéressant. Félicitation. Effectivement nos U30 Pro sont un poil différentes sur les barres. concernant ton filament, tu vas voir dans 3 prints il va te faire chier tu vas le virer. Comme il n'est pas attaché, avec les vibrations et les mouvements il va tomber régulièrement. J'ai un autre modèle que je trouve bien plus intéressant, mais comme il a quelques problème je suis en train de le remixer. Ton sujet tombe à pique, d'ici semaine prochaine mon post (encore en brouillon) arrive. Je l'ai appelé Pimp my U30 Pro v2.0 Comme toi je vais partager mes améliorations. Si je peux te donner d'autres astuces pour que tu puisses améliorer tes prints quotidiens : voici quelques petits trucs indispensable pour moi : The Fang : (sur le post des imprimantes j'ai partagé directement mon .gcode en 0.1 si ca t'interesse. Je peux te dire que maintenant je peux imprimer à 70° sans support et c'est quasiment parfait. Avant j'étais à 55°) https://www.thingiverse.com/thing:3603067 Une mise a jour pour les bobines : bien mieux : https://www.thingiverse.com/thing:3449811 La petite boiboite : https://www.thingiverse.com/thing:3612338 Un bloqueur d'axe Z : https://www.thingiverse.com/thing:3950295 J'adore, un rangeur de carte SD ultra pratique : https://www.thingiverse.com/thing:3747546 Voila déjà le tier des améliorations que j'ai fait. Sans parler que j'ai changer les ventilos (c'est vraiment à faire je te conseille). Ah oui aussi. Mon bed était tordu (le verre n'était pas complètement plat chez moi). Je suis allé a Casto et j'ai fait découper un miroir pour 10€♥ ... C'est le jour et la nuit sur mes prints. Par contre adieu le bultak vive la laque ... : et pour tester le plat de ton bed : https://www.thingiverse.com/thing:35076631 point
-
Salut ! Je suis avec assiduité tes prints, d'ailleurs ton déport de carte SD est actuellement en cours d'impression a l'heure où j'écris ce message ^^ Ça me donne de nouvelles idées notamment ton support câble bien pratique. Concernant les ventilateurs, le fang et le bed c'est déjà fait de mon côté. Je t'enverrai une petite photo de mon installation si ça t'intéresse, j'attends de recevoir mon câble micro SD vers SD pour finaliser tout ça ^^1 point
-
Bonsoir @Thib02 voici le firmware que j'ai utilisé A20M_Marlin-1.1.x12864.zip1 point
-
1 point
-
Bonjour Jean-Claude, peut être pourrait tu nous dire les paramètres principaux que tu utilise pour imprimer ton petg Pour cette matière en principe je l’imprime à 235° en moyenne et un bed à 75° , la ventilation je commence à zéro pour la première couche puis je monte de 20% à la deuxième 40% la troisième puis je laisse à 60% tout le reste de l’impression (mais ça c’est en fonction de l’efficacite De ton refroidissement peut être que pour toi ça sera 50/70/80 % à essayer ) pour les fils tu peux augmenter le paramètre de rétraction, en général c’est plus compliqué d’enlever les fils avec le petg enfin ,le meilleur profil que tu trouveras sera celui que tu auras mis au point en faisant divers essais , tour de température , cube de calibration pour ton débit , tour pour le stringing ...... un profil universel n’existe pas pour moi car nos imprimante ne sont pas réglées de la même manière et nous ne travaillons pas tous dans les mêmes conditions de travail et climatiques (imprimantes fermées/ouvertes,type de tête,type d’extrudeur,marque de filament,températures .........)1 point
-
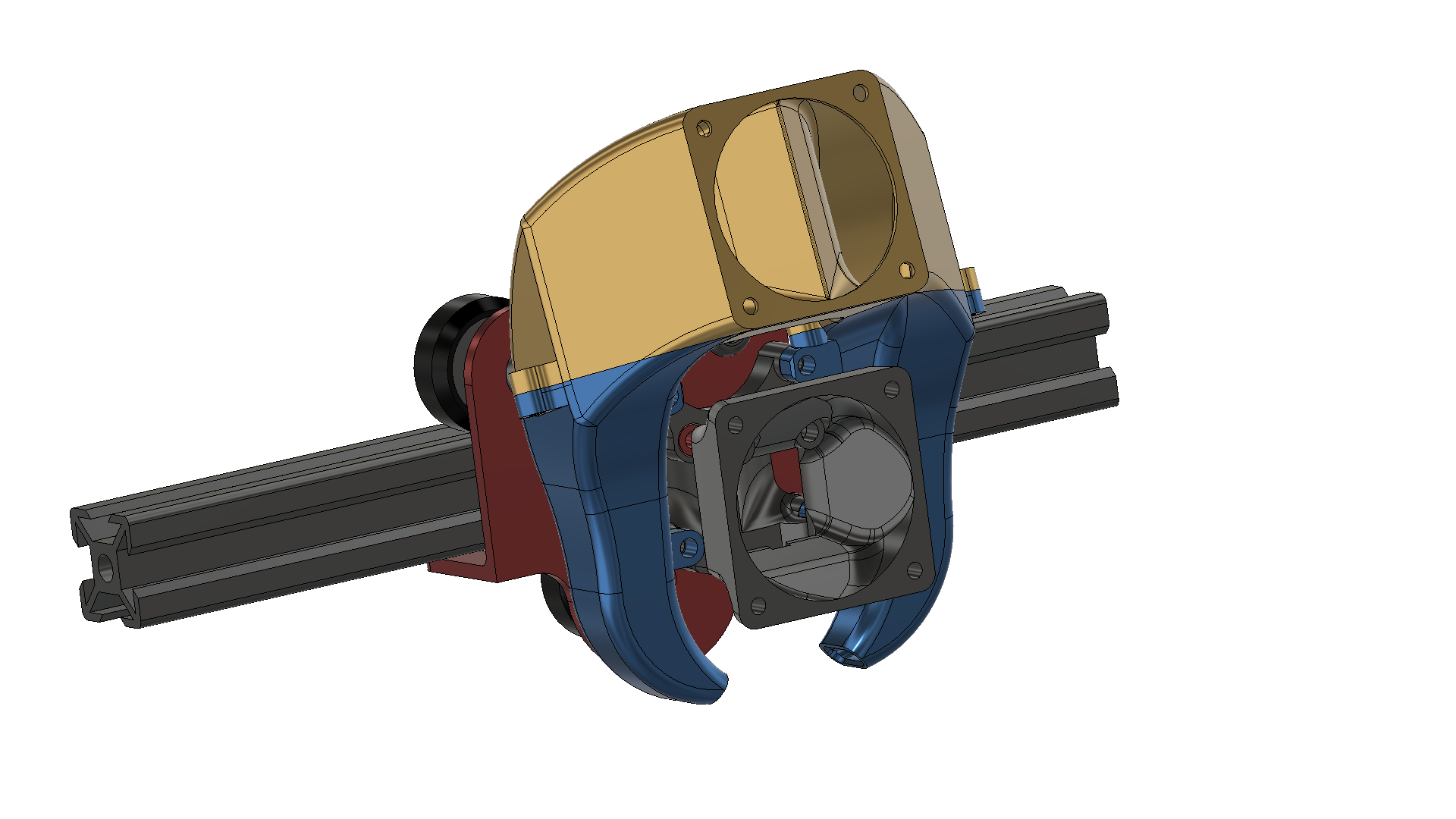
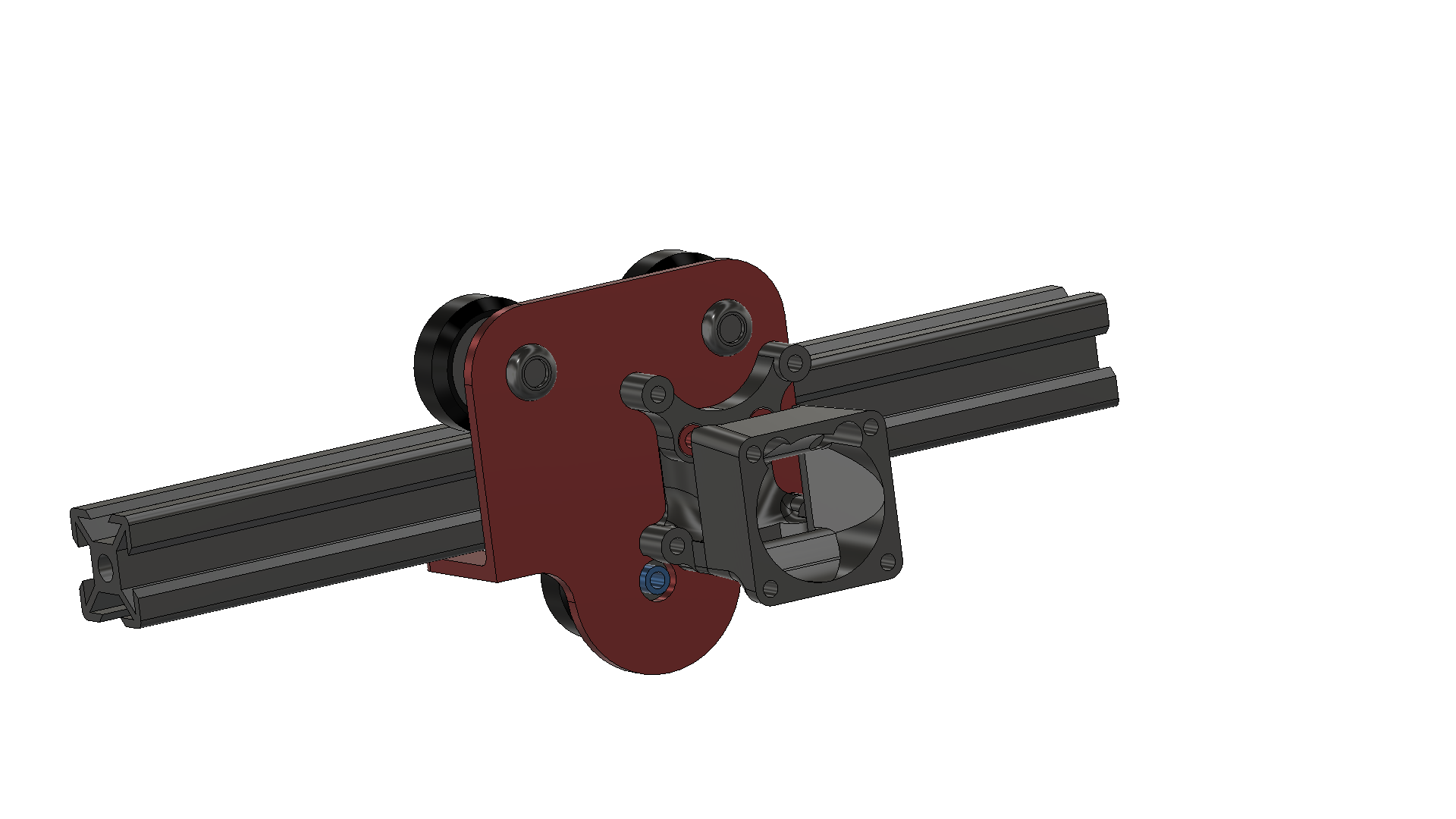
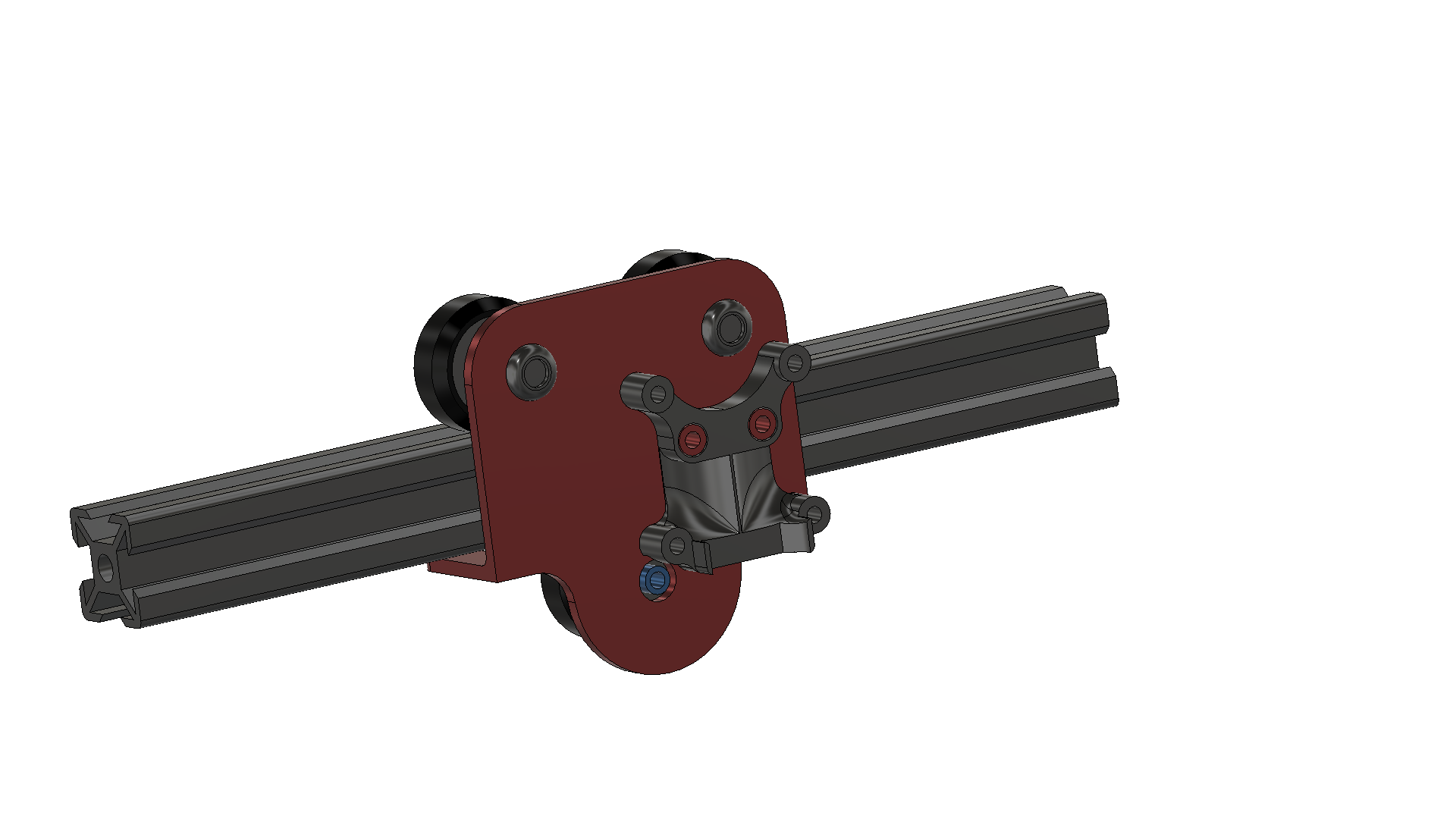
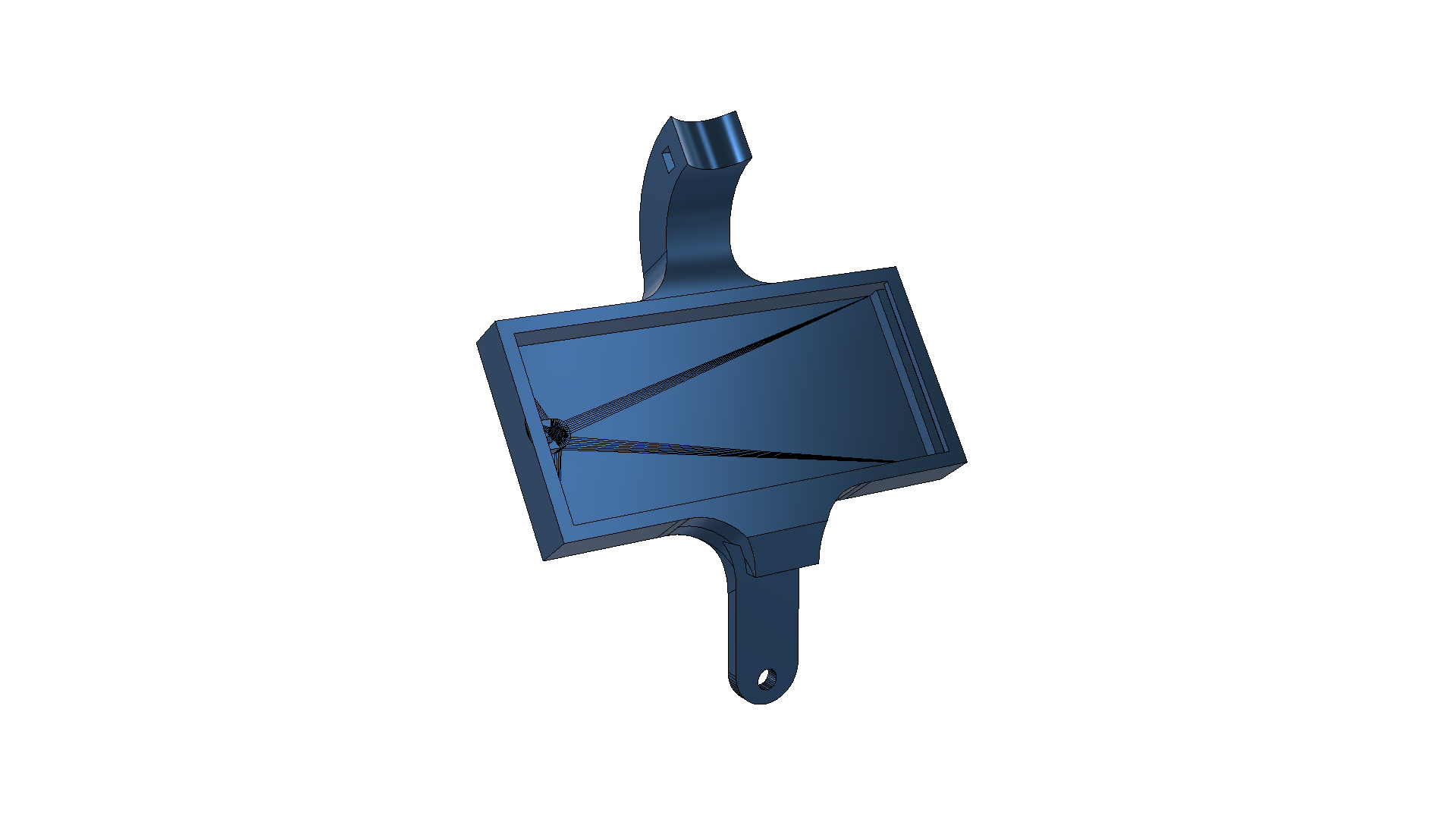
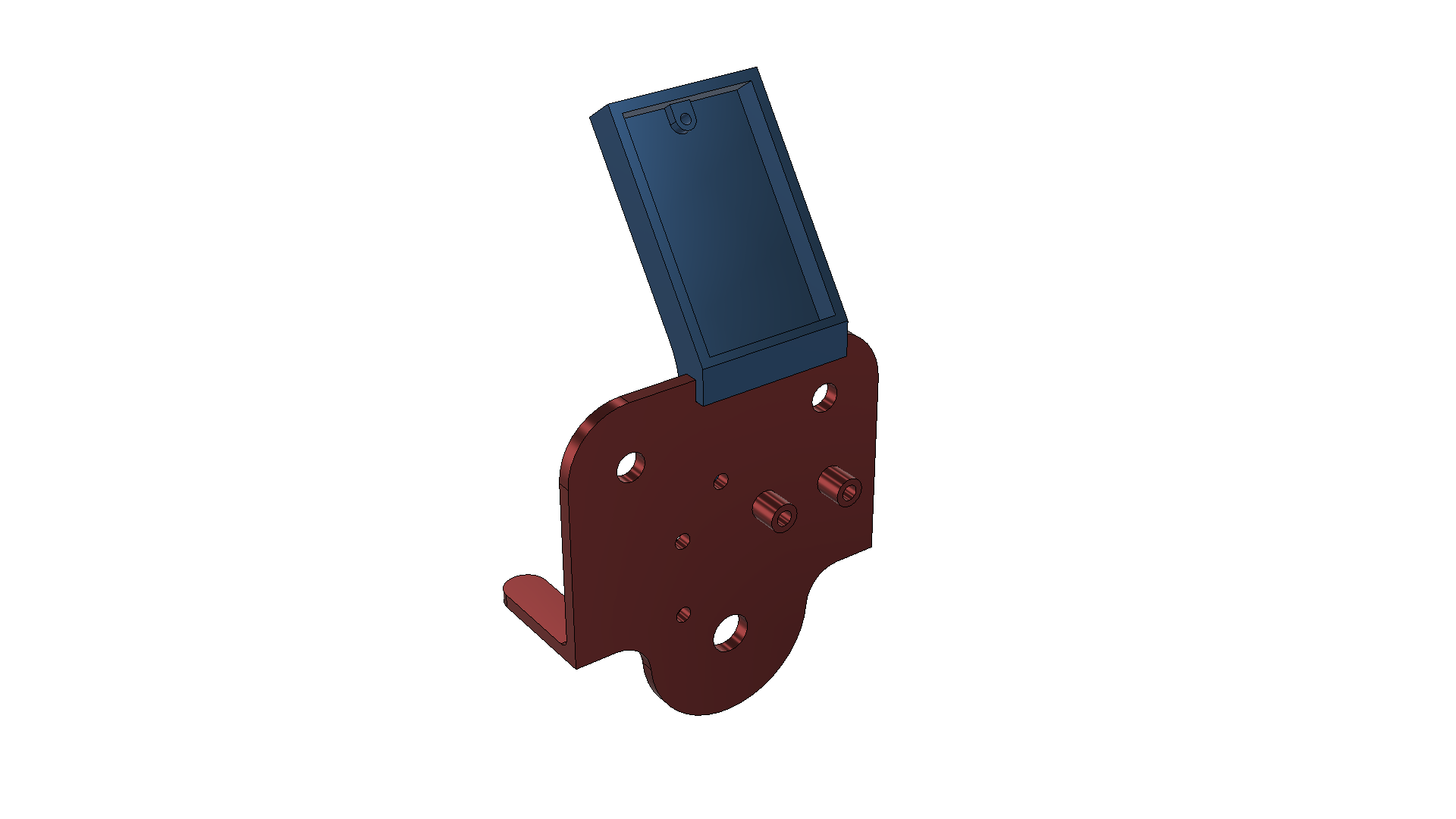
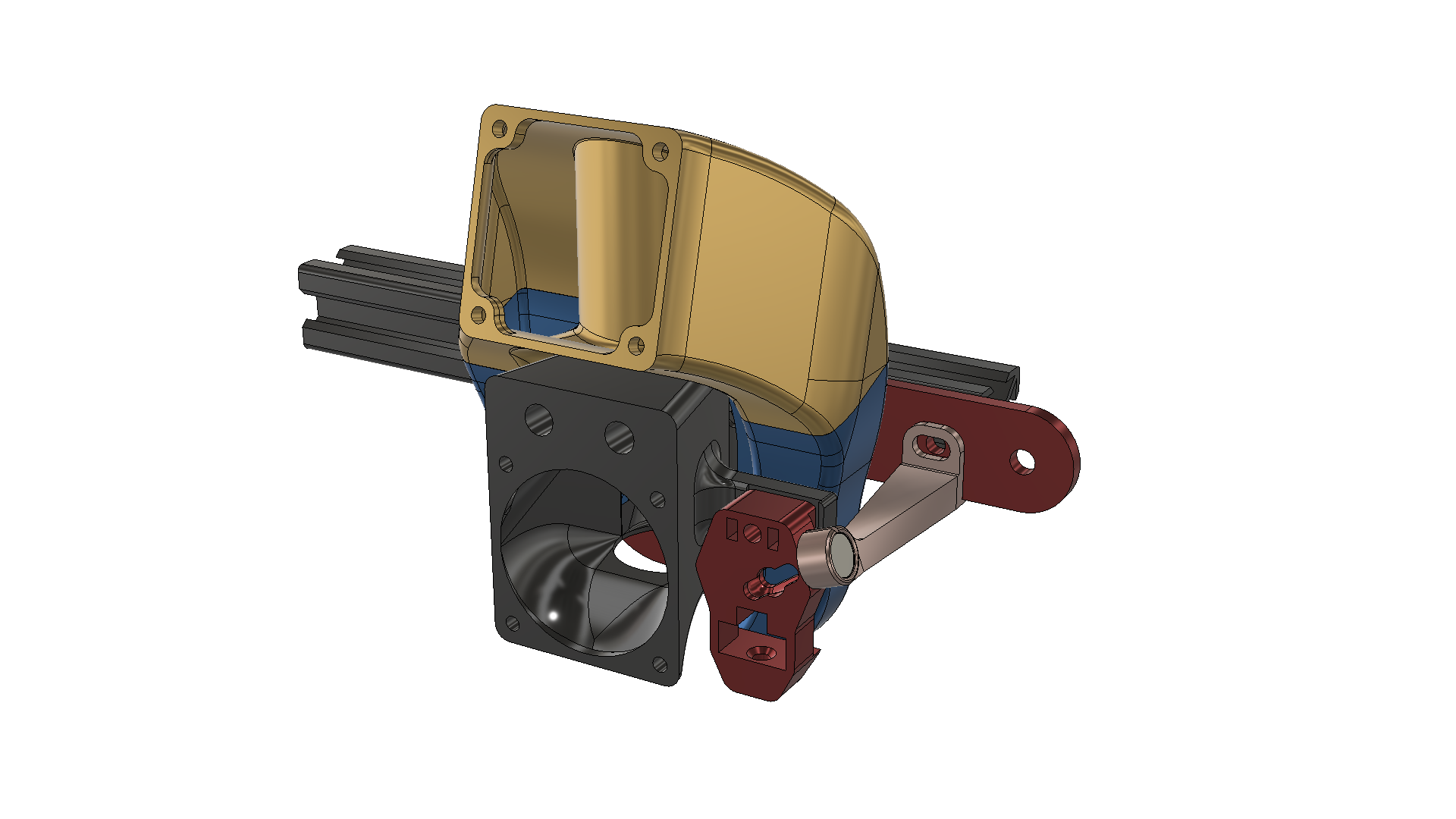
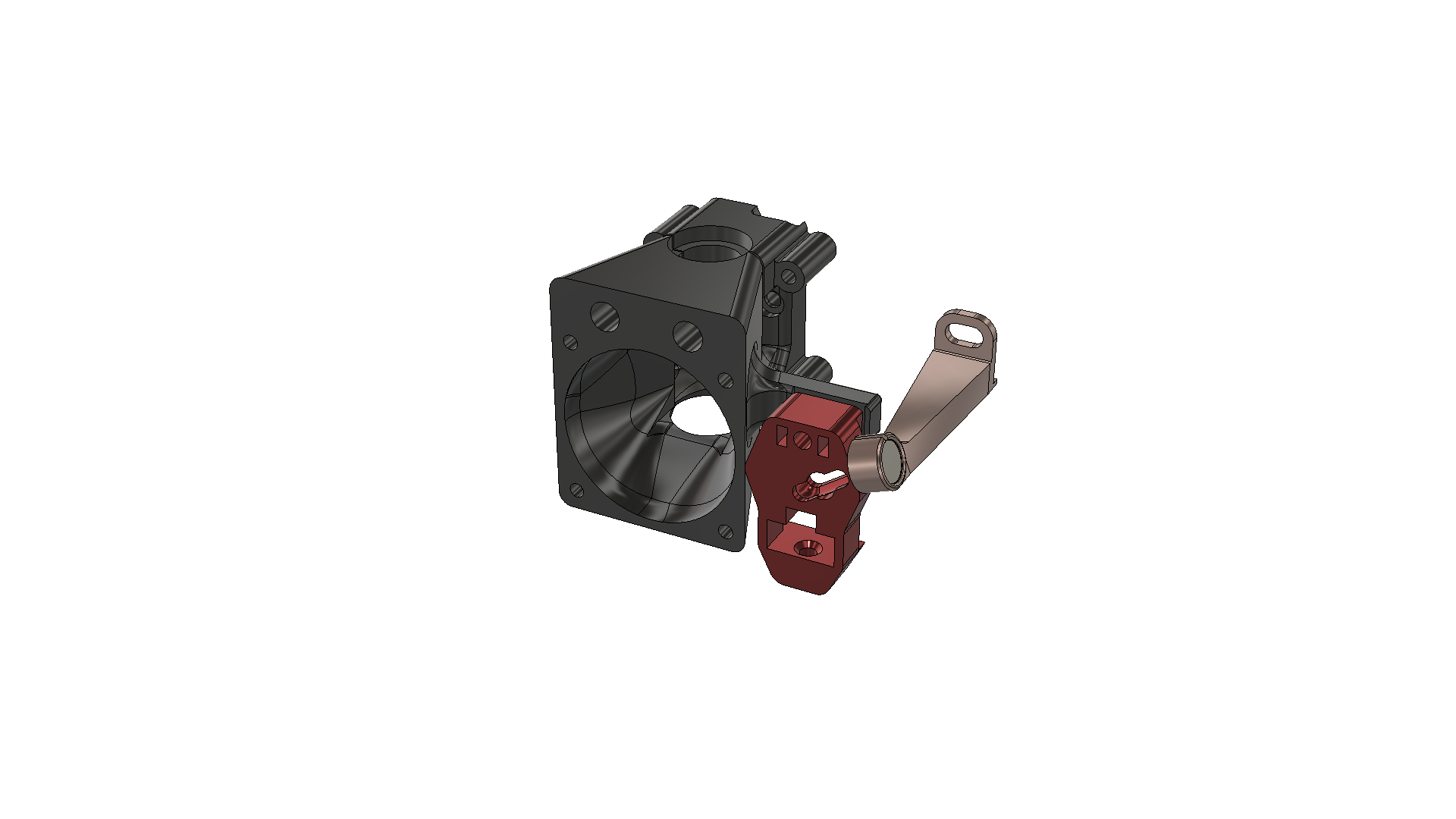
Merci a tous encore une fois. Je ne me suis pas laissé aller et j'ai quand même imprimer un certain nombre de trucs, pour m'apercevoir de quelque ratés. 1: sur le chariot X j'avais oublié de mettre un système d'accroche de la courroie.... chose faite, je reste dans le simple et ça sera juste 2 ergots avec un trou dans lequel on passera une vis en m3 qui dépassera et sur laquelle on viendra plier la courroie en la maintenant avec un collier plastique. chariot X.stl 2: Sur les buses de soufflage je les ai refaites un peu pour que le ventilo 5015 s'insert mieux et ne se fixe qu'avec 1 seule vis, le 2eme montant de fixation étant inutile. fangdroit.stlfanggauche.stl. J'ai testé le montage/démontage des têtes e3d ou 2-in-1 que j'ai ,le système a l'air fiable, j'ai juste un doute sur les petites plaques inférieur servant à empêcher l'air du ventilo de corps de redescendre, dans le cas de la 2-in1 elles se retrouvent vraiment prêt du bloc de chauffe. Il serait peut être avantageux de les découpés dans une canette métallique je pense. Les 2 chariots Z en monoblocs ont l'air très rigide, le tendeur à l'air solide et à une course de 1.3 cm donc ça devrait le faire. Peut être un ou 2 coup de lime pour bien insérer les mgn 15 dans leur emplacement. Voila mes premiers constats avec ce que j'ai déjà imprimer.1 point
-
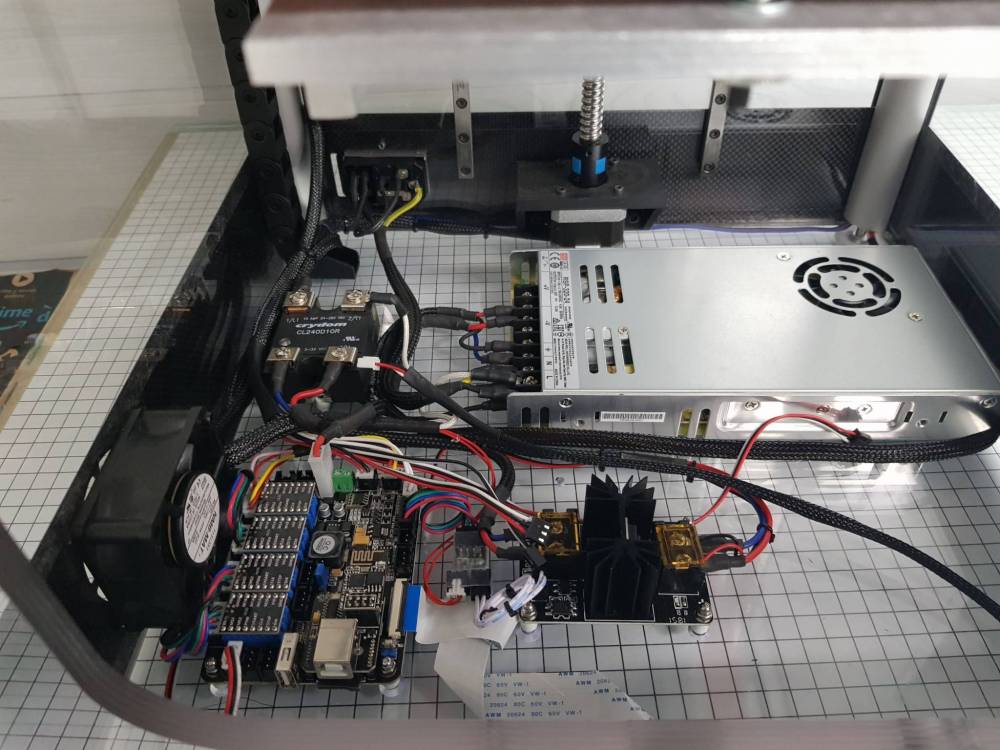
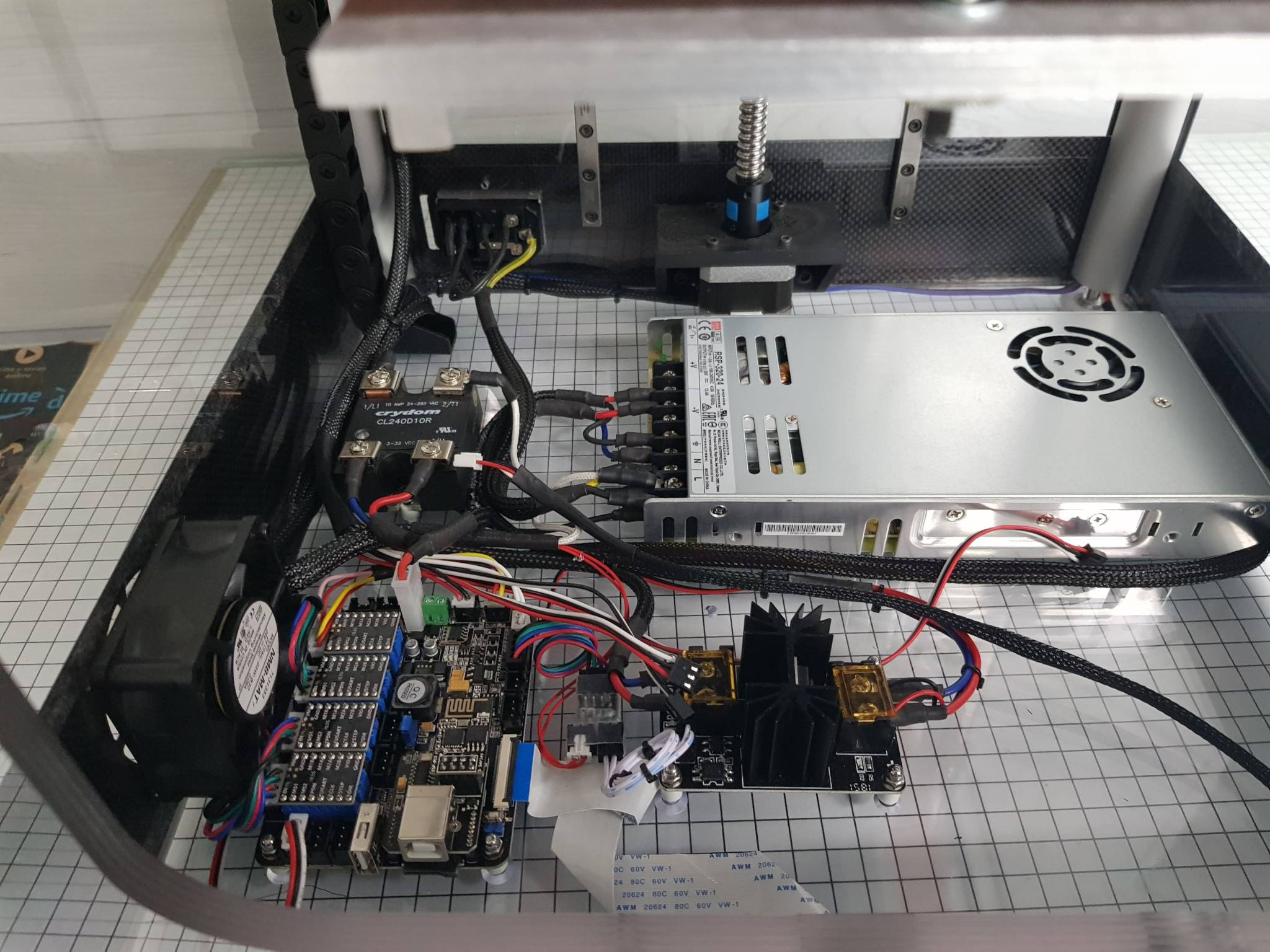
Merci, pour les câbles, il y a 2 cartouches chauffantes, 2 thermistors, 2 ventilos de corps. C'était trop compliqué de n'avoir qu'un seul ventilo pour les 2 corps. J'utilise les ventilos e3d en 24v. J'avais gardé un câblage séparé pour en gérer le fonctionnement séparément, mais ce n'est pas à l'ordre du jour. En résumé, pour un hotend, j'ai 2+2+2 câbles = 6, + 2 câbles d'alimentation de son électro-aimant, = 8, multiplié par 2 hotends= 16 câbles, auxquels on ajoute 2 fan 6015, donc 4 câbles, plus 5 câbles pour le BLTouch.... 25 câbles ! Il y a eu de grands moments de solitude, où j'ai douté de la fidélité de la copie, mais je me suis, à chaque fois, rendu compte que le problème était situé entre l'imprimante et la chaise... Ce clône de Duet2Wifi est vendu en "Prime" sur Amazon, donc pas de gros risque ! La documentation est très complète, même si elle n'est qu'en anglais, elle est dans un anglais simple et très clair, au pire un coup de Google translate, et ça apparaît dans un bon français bien claire également, preuve que l'anglais original est bien écrit ! @thsrp cherche désespérément un tuto, mais ceux de BeTrue3D référencés dans la doc de Duet m'ont bien aidé. Il faut prendre sans temps sans griller les étapes, car l'approche est totalement différente de Marlin : on configure la base avec le RepRapFirmware Configuration Tool en ligne, on obtient une base (binaires et fichiers de config en gcode) à mettre sur la SD card et on modifie après avoir compris les contenus et quand sont appelés les différents fichiers. Le RepRapFirmware est très riche, mais je n'ai utilisé que l'indispensable pour atteindre mon objectif. Je peaufinerai au fur et à mesure. Il y a bien quelques pièges comme celui des extrudeurs qui deviennent inactifs dès les commandes de purge de la tête terminées. On vient d'extruder, donc on ne comprends pas pourquoi les 2 extrudeurs sont plantés, inertes !? Et en lisant la doc, on s'aperçoit qu'il faut travailler en "Extrusion relative" (M83) et donc paramétrer son slicer en conséquence (dans S3D onglet G-Code, case à cocher "Distances relatives d'extrusion" 2ème à gauche), et là, sur une connerie comme ça, tu y passes un temps.... à tout abandonner !1 point
-
Bonjour à tous , si vous aussi vous avez le balai Swiffer wetjet ,voici les fichiers STL pour pouvoir créer l'adaptateur permettant de remplir la bouteille , il vous faudra d'abord imprimer le gabarit de perçage ,puis vous aurez besoin d'un joint torique a installer sur le bouchon.Pour l’assemblage de l'adaptateur sur la bouteille , j'ai d'abord poncé la bouteille ou vient porter l'adaptateur, ensuite j'ai généreusement enduit l'adaptateur de silicone avant de le mettre en place puis maintenu le tout via un serre joint jusqu'au séchage complet . C'est parfaitement étanche , et ç’a fonctionne a merveille Adaptateur.STL Bouchon.STL gabarit de percage.STL1 point
-
Courroie ronde thermosoudable
 1 point
1 point -
T'es fier de toi ?
 1 point
1 point -
La boite camping-car est enfin de retour Thingiverse est très très très capricieux ... Merci encore à wrcalm307 https://www.thingiverse.com/thing:41281951 point
-
Bon ok j'ai foutu un peu la zone quoi !1 point
-
Suite au message de @Vincent ce matin : - j'ai pris contact avec le créateur de ce modèle : wrcalm307 - supprimé mon remix de Thingiverse - demandé à @Motard Geek de supprimer liens et fichiers le concernant Bonne nouvelle !!! La réponse de wrcalm307 que je me permets de mettre ici : "Merci pour votre message. J'ai modifié mon impression 3D pour que vous puissiez le remixer sans problème (Creative Commons - Attribution - Non-Commercial - Share Alike license). Par contre, vous devez me citer et aucune commercialisation n'est possible. J'ai lu votre fil de discussion et je pense que maintenant, il n'y a plus de problème. Si vous l'imprimez, n'hésitez pas à le publier. Cela fait toujours plaisir." Merci donc à Motard Geek de ne pas supprimer tous les liens et fichiers comme demandé. Je remettrais donc mon remix du camping-car de wrcalm307 sur Thingiverse en respectant ses souhaits dans quelques minutes, le temps de boire mon café1 point
-
Tu devrais travailler dans la Police1 point
-
Trouvée en moins de dix secondes : https://www.thingiverse.com/thing:3808222 Tiens d'ailleurs il est sous licence "no derivatives" donc pas possible de le modifier et de le distribuer. Mais sans doute que le créateur n'a pas changé la licence qui est mise d'office ...1 point
-
Dans le même genre Y a aussi ce système

 1 point
1 point -
Tout à fait, sauf que je ne connais pas la source.1 point
-
Ça serait sympa d'indiquer l'auteur original du camping car et de préciser que c'est un remix, non ?1 point
-
C'est plus simple avec un ruban Ta box à dragées est là : https://www.thingiverse.com/thing:41266681 point
-
Et voilou ... Camping-car_Haut.stl Camping-car_Bas.stl Vois-tu un inconvénient à ce que je mette ces fichiers sur Thingiverse ?1 point
-
Ben si je suis là Tu ne m'as pas répondu, est-ce que cela te convient ? Apparemment oui, je suis embué Après, à toi de voir pour la fermeture, genre : Je te fais parvenir les deux fichiers ...

 1 point
1 point -
Que veux tu dire par "fonctionnalités" ? Elle fait tout ce qu'une imprimanate 3d doit faire > imprimer ! Mais c'est vrai que tu peux la bricoler pour améliorer l'impression, le silence, le réglage de hauteur du bed (précision), et même une double extrusion (pas simple) ! La méga, changer les drivers par des 2208 (plus silencieuse), changer le ventilo de la carte mère (toujours plus silencieuse), changer l'extrudeur par un titan (mega s), son firmware par un plus performant, et éventuellement les roulements par des Igus et c'est la machine parfaite rapport qualité/prix ! Maintenant si tu veux la Rolls dans sa gamme de prix (750€), tu a la Prusa MK3S, aucun bricolage, nickel de stock, suivi des firmwares,, sav 24h/24 ... C'est la meilleure de mes imprimantes! Elle en est est à 75 jours d'impression avec juste une changement des roulements par des Igus et entretien normal ! Il faut savoir qu'avec les chinoises, il faut bricoler, rajouter des pièces, en changer et finalement elle finit par coûter en pognon et surtout en temps ! J'ai 4 chinoises dont seulement 2 fonctionnent correctement et ce sont les moins chères ender 3 et anycubic... Les deux autres je dois faire des modifs depuis 2 mois (cr10s pro et Flsun qq-s).... Faut trouver le temps ! Mais bon la parfaite n'existe pas, même une Ultimaker à 2500 euros ! Et une prusa est du même niveau pour 750! Pour le reste, ce super forum est là pour t'aider comme ses membres l'ont fait il y a un an quand j'ai commencé !1 point
-
Bonsoir, Sorry pour la lenteur mais j'ai beaucoup de boulot pour l'instant avec ma société, peux tu me faire parvenir les mesures de ta carte trou, dimension de la carte. Quand à l'écran tu à un MKS tft 2.8 ou 3' !. Si tu à un peux de patience je pourrait te faire la modif vu que j'ai les fichiers originaux (Sketchup). Bien à toi. TFT_2.8_Arrière_RS3D.stl TFT_2.8_Front_RS3D.stl MKS_Gen_L_Ventilation RS3D.stl1 point
-
Salut, Chez moi a moins de 100C j'ai du warping. J'ai teste mais sans succes donc dorenavant je ne passe que du PLA sur cette machine. Le PETG et ABS passent sur la delta. Voici les fichiers config.h et config_adv.h, a ne pas utiliser tel quel car mon imprimante n'a plus grand chose d'origine mais pour la partie probe et bed mesh ca peut lui donner des pistes. Cdt LC Configuration_adv.hConfiguration.h1 point
-
Bon, il est temps que je prenne 5 minutes pour faire un post qui explique ça clairement. Avant tout : le mesh bed leveling manuel permet de faire enregistrer dans la mémoire de l'imprimante la topologie du plateau. L'idée est le même qu'avec un BLTouch (ou 3DTouch) sauf qu'ici la procédure de mesure est faite manuellement. Pour pouvoir la réaliser, vous avez besoin : D'une imprimante sous marlin avec l'option MESH_BED_LEVELING activée dans le firmware. (Sinon va falloir recompiler le firmware et reflasher). D'un ordinateur avec un port USB connecté à l'imprimante. D'une feuille de papier. Une fois l'imprimante allumé et connecté en USB à l'ordinateur, téléchargez et exécutez le logiciel Termite. Une fois démarré, vous cliquez sur le bouton "settings" puis mettez le "baud rate" sur 115200. Ne touchez pas au reste sauf si vous savez ce que vous faites. Puis cliquez sur "OK". Puis appuyez sur le bouton a gauche pour vous connecter. Vous devriez voir ecrit sur le bouton "COMX 115200 bps, 8N1, no handshake". Si ca ne fonctionne pas, c'est certainement que le nom du "port" n'est pas le bon. Sélectionnez en un autre dans les settings. Si la liste "Port" est vide, vérifiez la connexion USB avec votre imprimante. Ok, maintenant, on va pouvoir taper les commandes G29 - Bed Leveling (Manual). D'abord, on commence par taper la commande "G29 S0" pour vérifier que le MBL (Mesh Bed Leveling) est activé. Ensuite on tape la commande "G29 S1". Là, l'imprimante va faire un home XYZ puis se positionner à un 1er point. Avec l’écran de l'imprimante, jouez sur le Z par pas de 0.1mm pour faire gratter la buse contre la feuille de papier posé sur le plateau. Une fois que vous êtes satisfait, tapez la commande "G29 S2". La buse va aller se positionner au point suivant. Recommencez à jouer avec Z par pas de 0.1mm jusqu’à ce que la buse gratte contre la feuille de papier posé sur le plateau. Recommencez avec la commande "G29 S2" jusqu'a ce que vous soyez arrivé à l'autre extrémité du plateau. Quand c'est terminé, tapez la commande "M500" pour enregistrer dans la mémoire de l'imprimante les nouveaux paramètres du MBL. Vous pouvez également retaper la commande "G29 S0" pour afficher les paramètres enregistrés. Vous devriez voir une sorte de tableau qui ressemble à ça : Copiez ce tableau, et collez le dans le champ texte de ce site : http://lokspace.eu/3d-printer-auto-bed-leveling-mesh-visualizer/ Il vous permettra de voir en 3D la planéité de votre plateau. Maintenant, ajoutez la commande "M420 S" à la fin de votre GCODE de démarrage pour demander à l'imprimante d'activer son MBL puis lancez une impression. Have fun1 point
-
sachant qu'il a copié 99.9% du travail de hobi, epsilon3 et cacaotor sans meme en faire une reference, par principe je te dirais : c'est de la mer**1 point
-
Je vais faire le test et surveiller pendant le print. J'ai monté un bmg clone avec un adaptateur et il y a pris un coup de chaud (SAKATA HR 870) et à gonflé sous la chaleur.0 points



















.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)

.thumb.jpg.1702124fe97d80846c058cc4baead788.jpg)








