

Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/04/2020 Dans tous les contenus
-
Bonjour, Je vous propose de découvrir Ideamaker, l'injustement méconnu trancheur de Raise3D. Il est gratuit est très puissant. Je l'utilise depuis plusieurs années maintenant au détriment de Cura. Premier tuto dans le cadre de l'optimisation de productivité des armatures de visière pour la lutte contre le Covid 19. A noter que les membres de la communauté de makers à laquelle j'appartiens m'avaient rapporté que Cura ne pouvait pas faire ce qui figure dans ce tuto N°1. Il semble que c'est faux et que Cura permet aussi de le faire. Toutefois Cura ne permet pas de faire ce qui est dans le tuto N°2. https://youtu.be/Wq47mla2AZE Le tuto N°2 montre une fonction géniale d'Ideamaker qui permet de modifier les paramètres localement (densité, motif, vitesse, etc...). Cette possibilité offre comme vous allez le voir de ne mettre de la matière que là où elle est necessaire dans des pièces techniques soumises à de fortes contraintes et ainsi d'obtenir des pièces à la fois resistantes, légère et économique. En passant vous verrez dans cette vidéo un usage très inabituel du PLA. https://youtu.be/bSJkSotWNxk Tuto n°32 points
-
Euh... question : Pourquoi tu veut ajouter un "home" à l'allumage de l'imprimante ? Sans me tromper... ton imprimante fait un "Home" avant le début de chaque impression... et cela ne te suffit pas ?! Je ne sais même pas si c'est possible... La pauvre carte mère de ton imprimante ne fait que 8 bits... pour la mémoire... elle n'a pas beaucoup de mémoire... et tu veut y ajouter un gcode (que je trouve personnellement) inutile... Enfin... bref... tu fais ce que tu veut... c'est ton imprimante... Edit : Je dit cela en tant que "bricoleur" laissant parfois des outils ou des pièces sur le plateau : Cela pourrait être dangereux un gcode à l'allumage de l'imprimante pour moi... Si je laissait, comme à mon habitude, une vieille impression sur le plateau... Que je l'allume... le Home se fait alors... Et... crac... boum... patatra... je tort mes axes car la tête et l'axe Z est venu s'enfoncer sur ce que j'avais laissé sur le plateau... Ou lors des reprises après coupures de courant.... la tête viens alors s'enfoncer dans la pièce inachevé encore présente sur le plateau... Ma conclusion perso : Mauvaise idée... que de mettre un Home à l'allumage...2 points
-
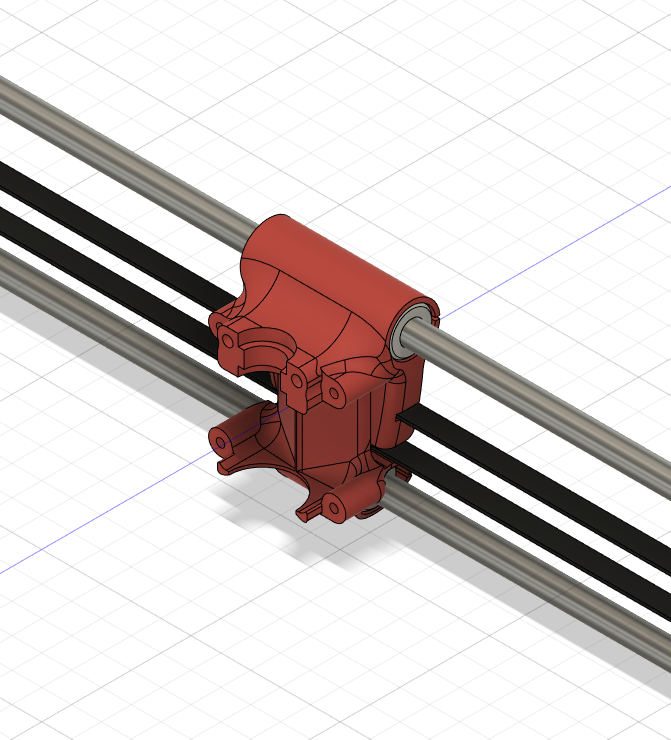
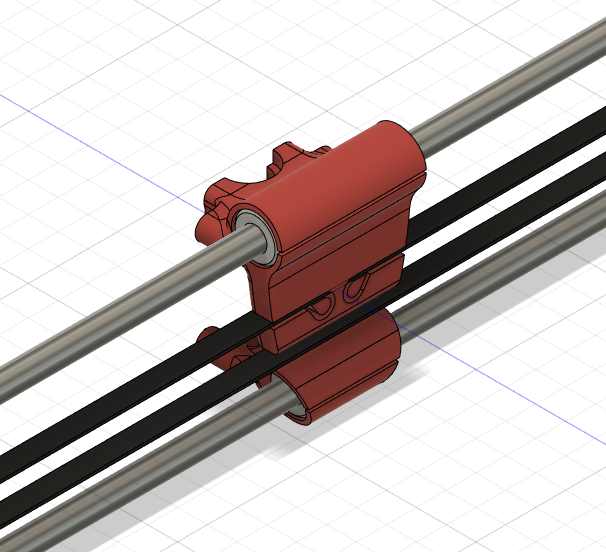
Bonjour, Finalement, après discussion et accord de @deamoncrack, j'ai repris mon système pour le X de zéro afin de reprendre son Fang en l'état. Voila un petit aperçu d'un des concepts du futur chariot : J’essaie de ne pas me précipiter et de penser aux petits détails qui feront, je l’espère, la différence : -2 douilles en haut et uniquement 1 en bas : Pour moi celle du bas ne servira qu'a stabiliser. Le vrai soutient est en haut. -Fixation de la courroie parfaitement centrée : Afin de la pas provoquer de balancement du chariot lors des tractions. -Je me casse la tête pour un système permettant de régler finement la hauteur de l'une des tiges : Sans ça, je pense que l'écart entre les tiges ne soit trop juste et freine le mouvement.
 2 points
2 points -
Petit hommage à l'équilibre, En ces temps de confinement, quoi de plus magique que de rendre hommage à l'équilibre C'est redemarrant ma CR 10 et Ender 3 que je me remet à contempler la magie de l'équilibre. Tiens ! me dis-je. Un cercle qui s'imprine en Elipse C'est beau ! mais c'est bizar... Alors me voilà parti dans la magie de l'équilibrage Oo°0. Trop tendu? trop détendu ! Trop CHaud? Trop Froid ! Trop HAut ? Trop Bas ! Trop Serré ? Trop deserrer ! Trop Vite ? Trop lentement ! Trop épais ? Trop mince ! Trop humide ? trop sec ! Trop Beau ? Trop Bizar Trop Magique !!! Finalement pour que ça marche, il faut ré-apprendre à marcher, et pour marcher, il faut trouver l'équilibre2 points
-
@Tiomil Je déplace dans la bonne section2 points
-
Si on revient à la source de ton problème, je ne vois que 3 causes racines principales: un problème sur le nivelage de ton plateau: si la première couche n'est pas assez écrasée donc liée au buildtak, ça décolle. Perso, avec le temps et la légère perte d'efficacité de mon buildtak, je règle à la feuille jusqu'à ce qu'elle soit à la limite de ne plus passer sous la buse sur les zones les plus hautes de mon plateau. Le dégraissage devient aussi incontournable. une sous extrusion: Si tu es sûr qu'il n'y a pas de problème de buse obturée, il peut y avoir un problème d'alimentation en PLA (levier extrudeur fissuré ou simplement parcours fil pas assez en ligne en amont de l'extrudeur (j'ai eu ce cas quand la bobine s'est vidée et que le parcours s'est trop tendu). Dans Cura tu peux modifier la hauteur de la première couche qui est à 0,2 par défaut et passer à 0,25 pour voir le gain. une température buse/plateau non stabilisés: J'ai des décollements au passage de la buse de temps en temps à la première impression de la journée quand tout n'est pas bien chaud. Pour réduire ce problème , je passe le FR (flow rate) manuellement à 50% à la molette pour le contour de la première pièce qui se fait donc à vitesse lente (10 mm/s) et je repasse à 100% quand le remplissage commence. Après, un conseil si tu veux cerner le problème plus rapidement, ne toucher qu'une chose à la fois pour comprendre le gain ou pas, sinon ça devient impossible d'analyser.2 points
-
Salut @Minou Le P'tit Pot, si c'est possible Tu peux essayer ce site https://cvl-demos.cs.nott.ac.uk/vrn/ C'est quand même mieux d'avoir 2, 3 photos.2 points
-
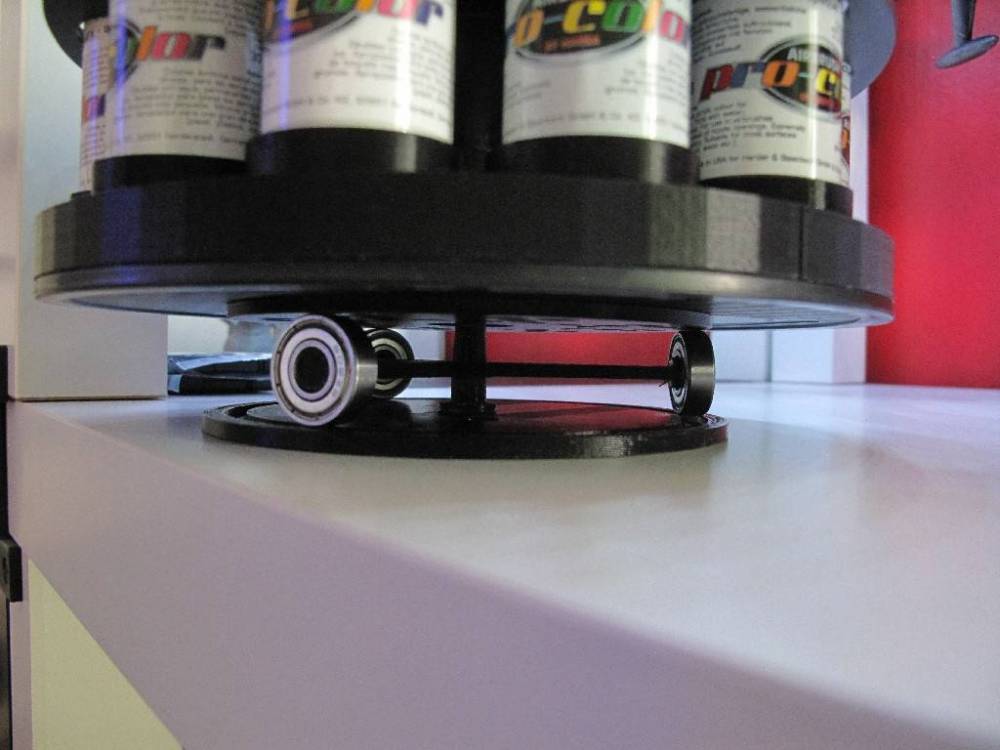
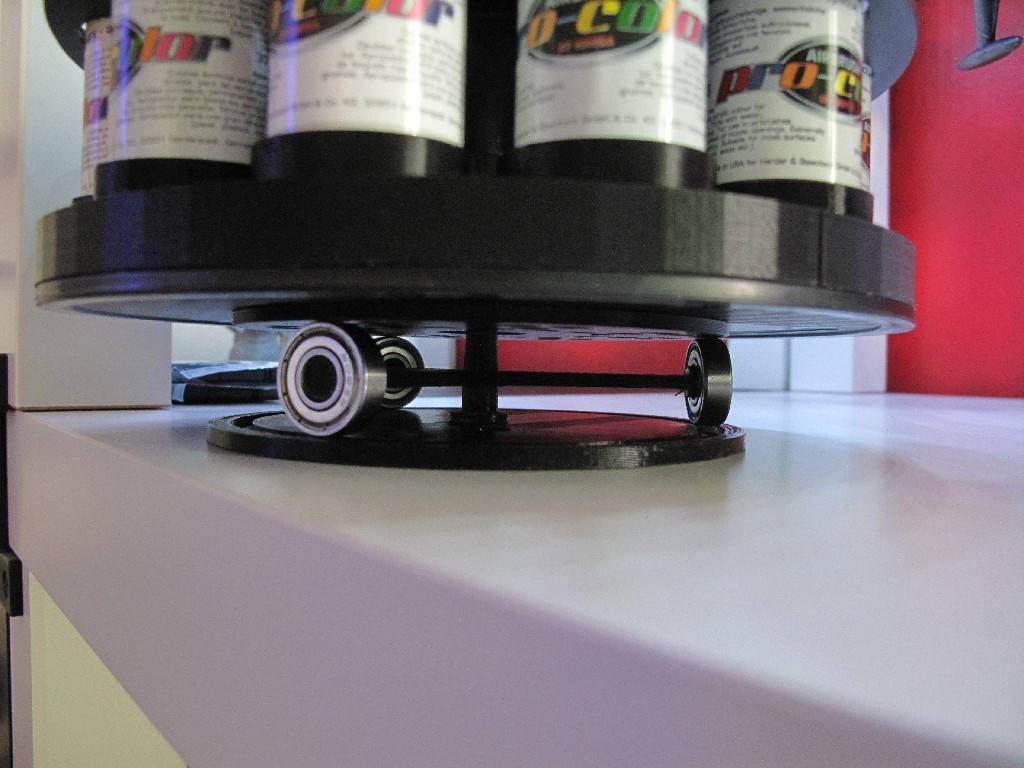
J'ouvre ce poste pour regrouper les aides et les outils qu'on peut imprimer et qui nous font gagner du temps dans l'une de nos autre passion (pour certains) le modélisme sous toutes ses formes. Je commence par un rangement fait maison sur tinkercad avec des bobines vides pour mes peintures 30ml diamètre 32mm pour les peintures, bobine de chez grossiste3d diamètre 200mm trou centrale 54mm Deuxième étage en cour d'impression le tout est sur plateau tournant (trouvée sur thingiverse modifiée pour s'adapter à une bobine mais pas top dés le départ dans sa conception) Pour mon airbrush j'ai trouvée des "poignées" adaptable j'ai pas encore eu l'occasion de les essayer j'ai aussi trouvée pleins de matrice pour faire toutes sorte de revêtements (pierre, brique, fissure, carrelage...) pour des dioramas, les empreintes ne sont pas assez profonde mais ça donne une bonne base pour travailler. j'ai aussi un truc pour faire de la tôle ondulé, c'est top et ça fonctionne très bien avec des canettes acier dés que je retrouve les liens pour tous se que j'ai trouvée tout fait, je les poste et pour le recyclage des bobines en rangement, je peux mettre les stl sur thingiverse si ça intéresse du monde. J'ai encore un système qui s'adapte sur un gros pot de nutella pour le nettoyage de l'airbrush à imprimer et pleins d'autres rouleaux pour faire des revêtements. Si vous avez des bons plans à imprimer n'hésiter pas à poster.






 1 point
1 point -
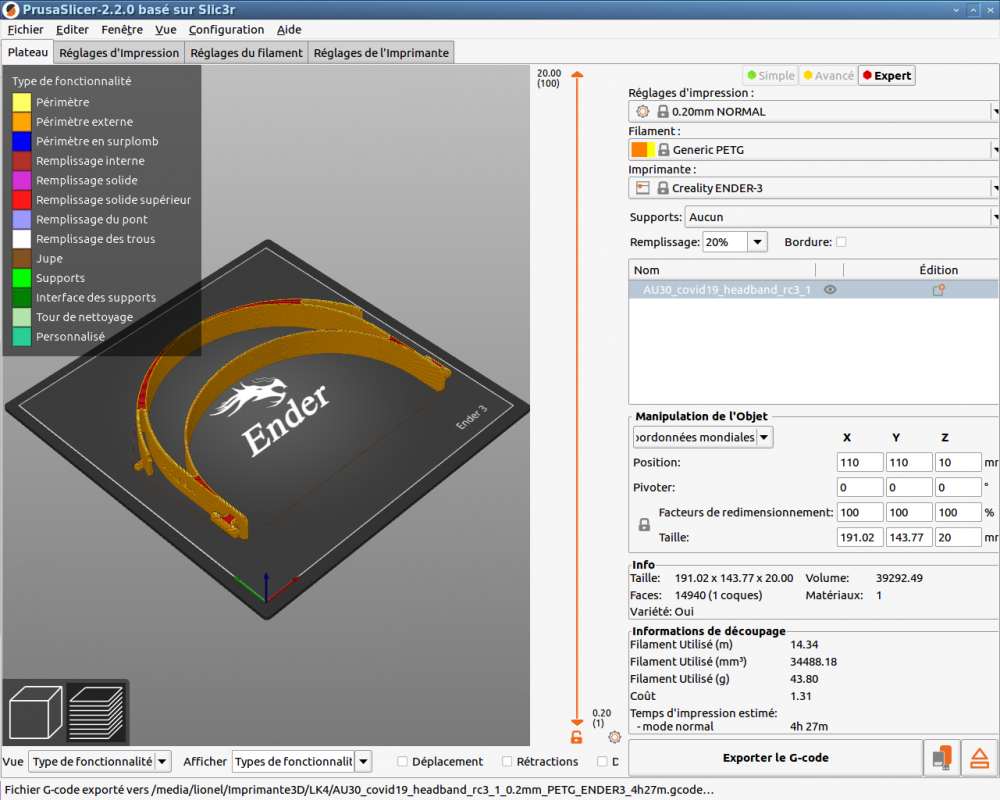
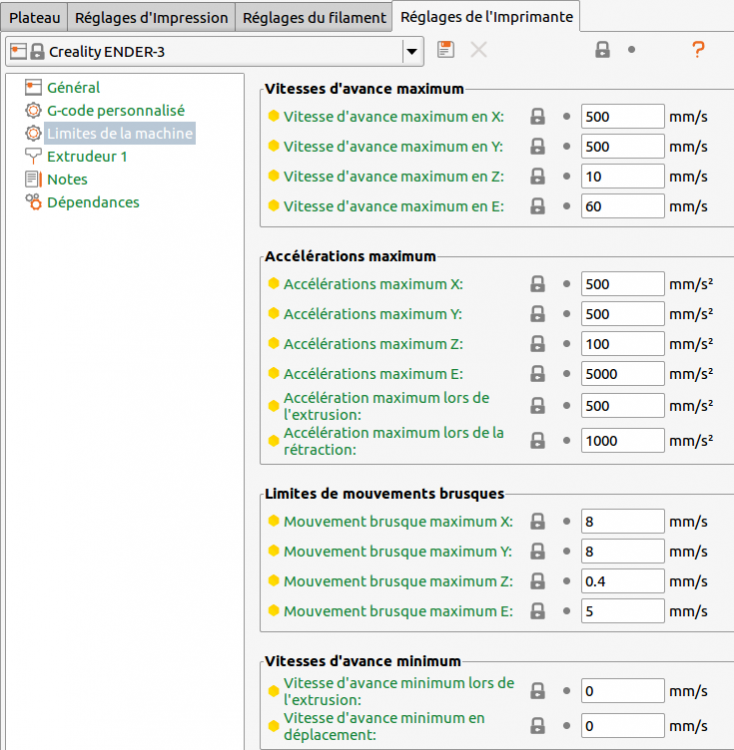
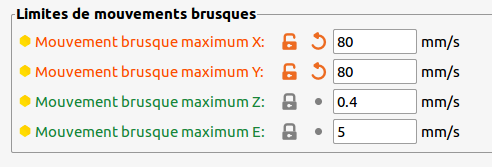
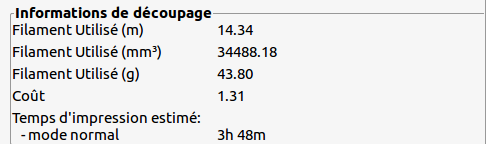
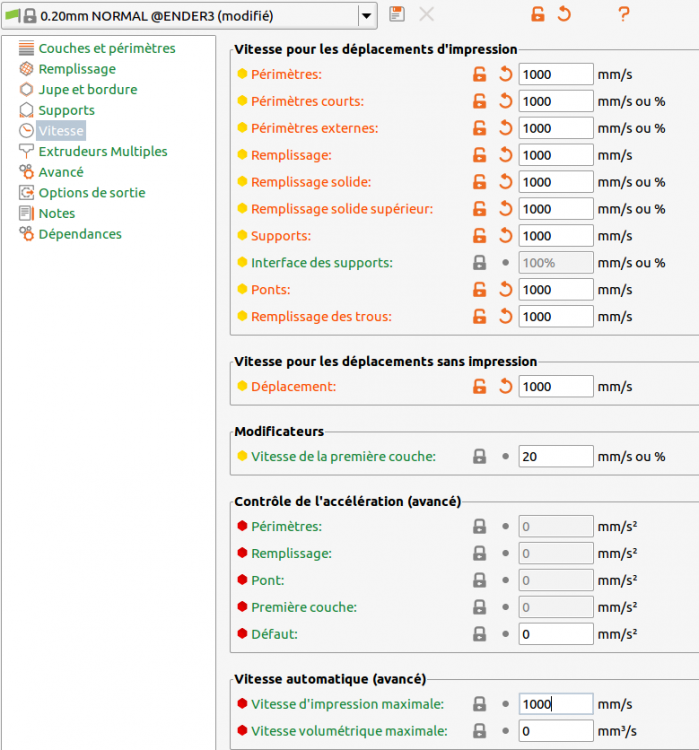
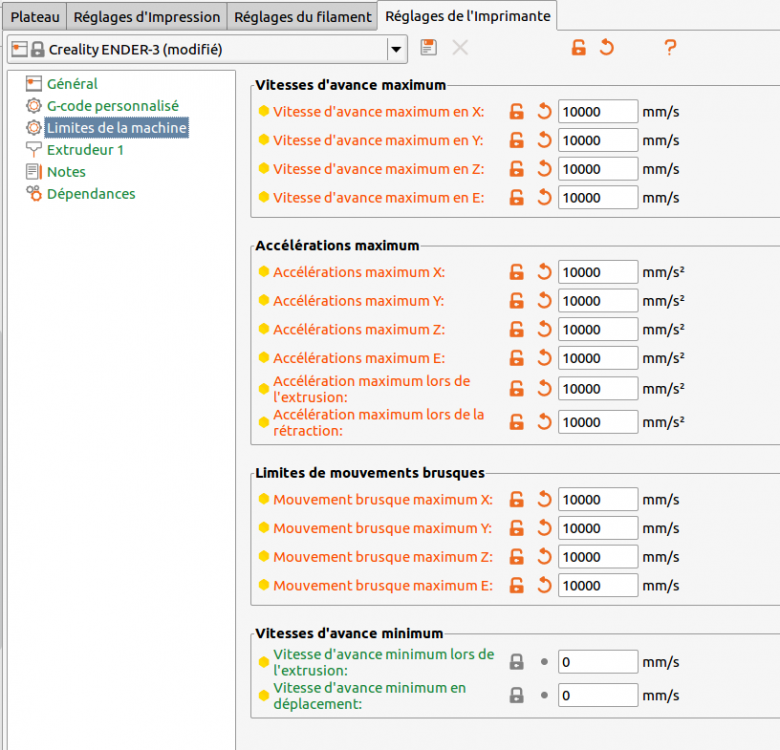
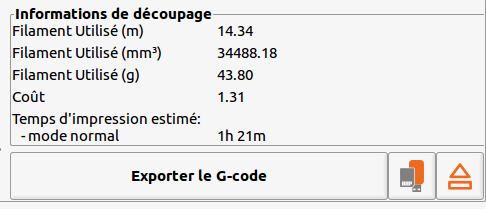
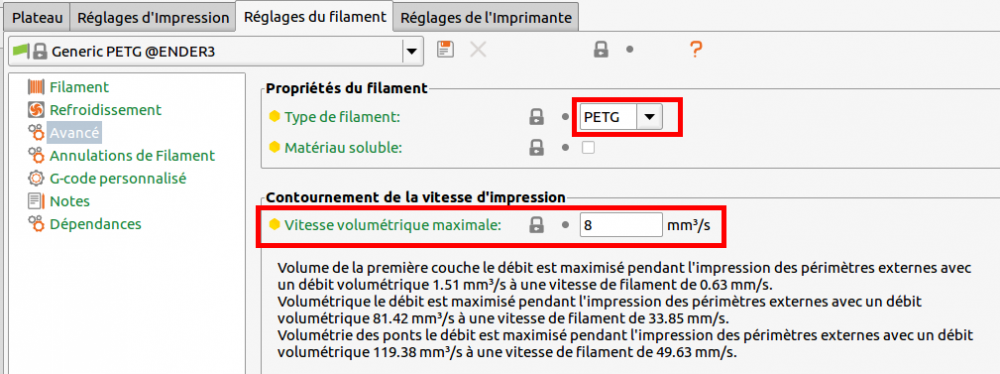
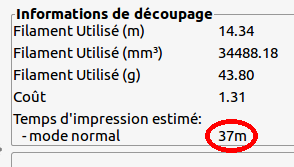
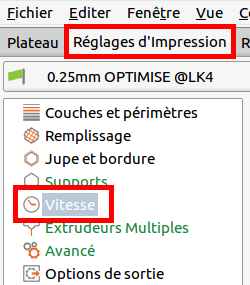
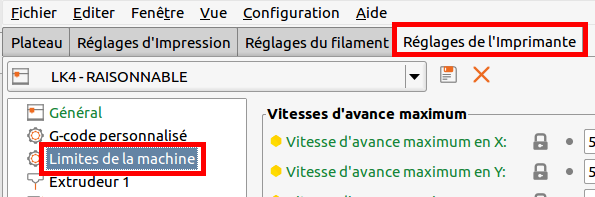
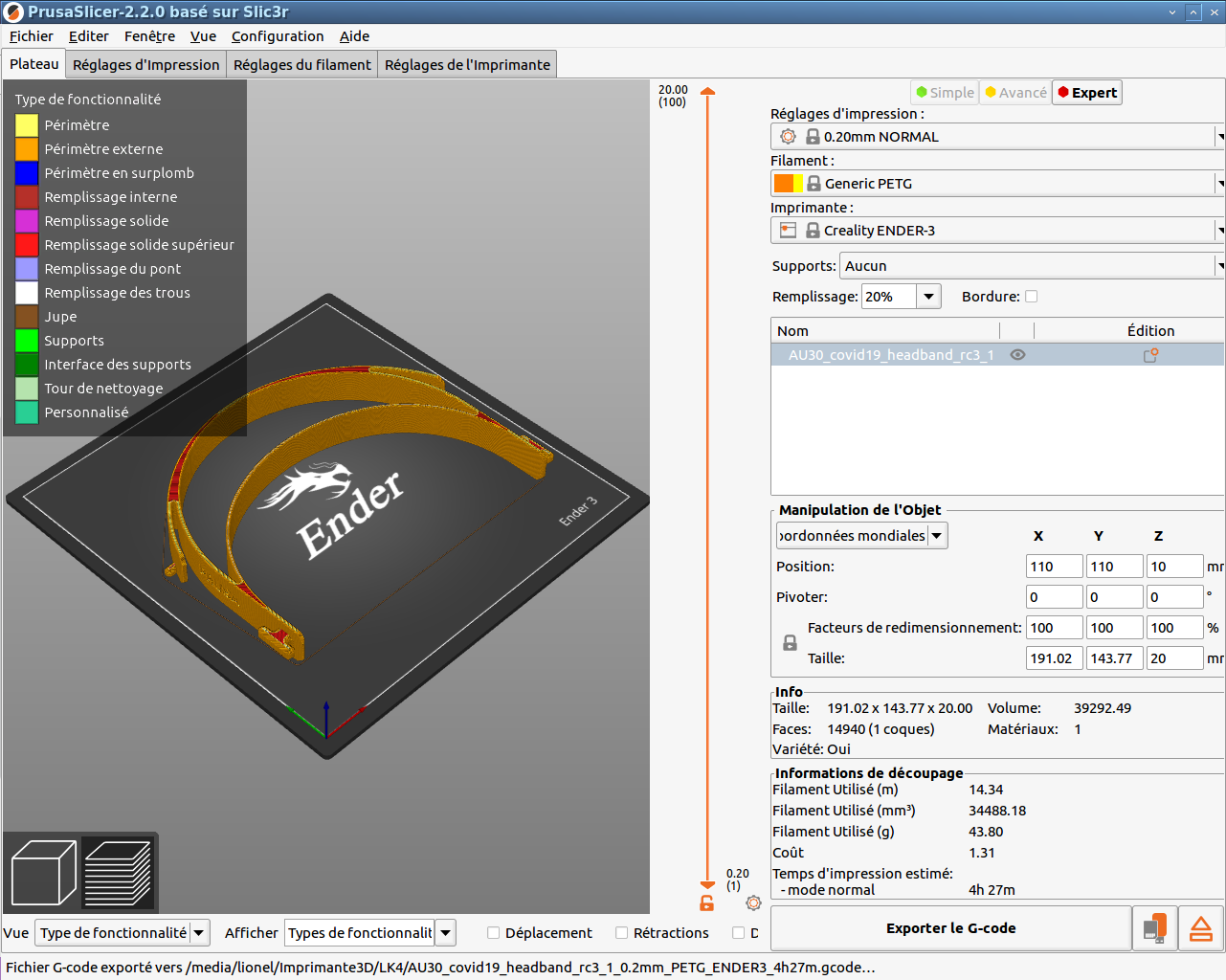
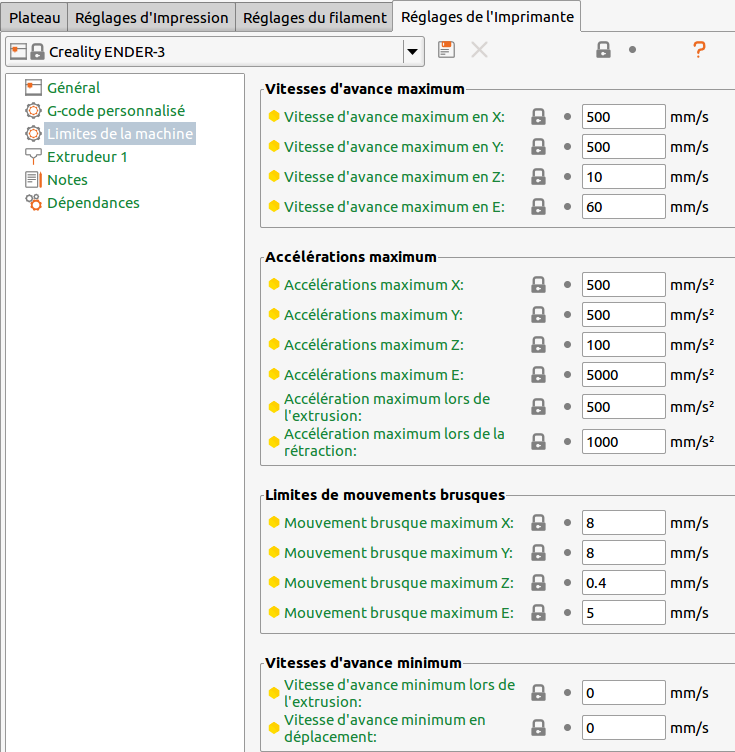
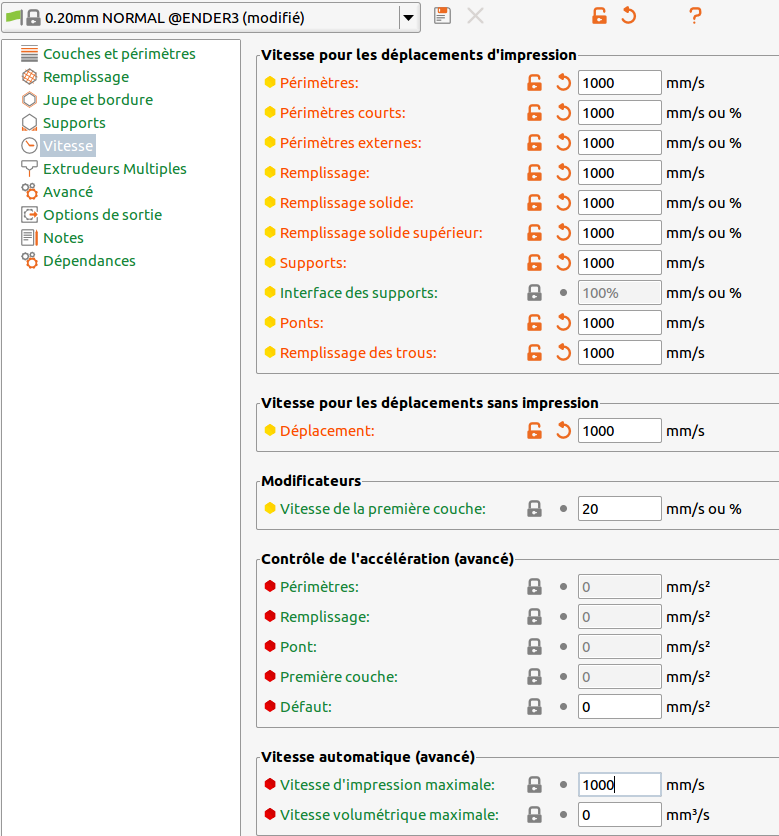
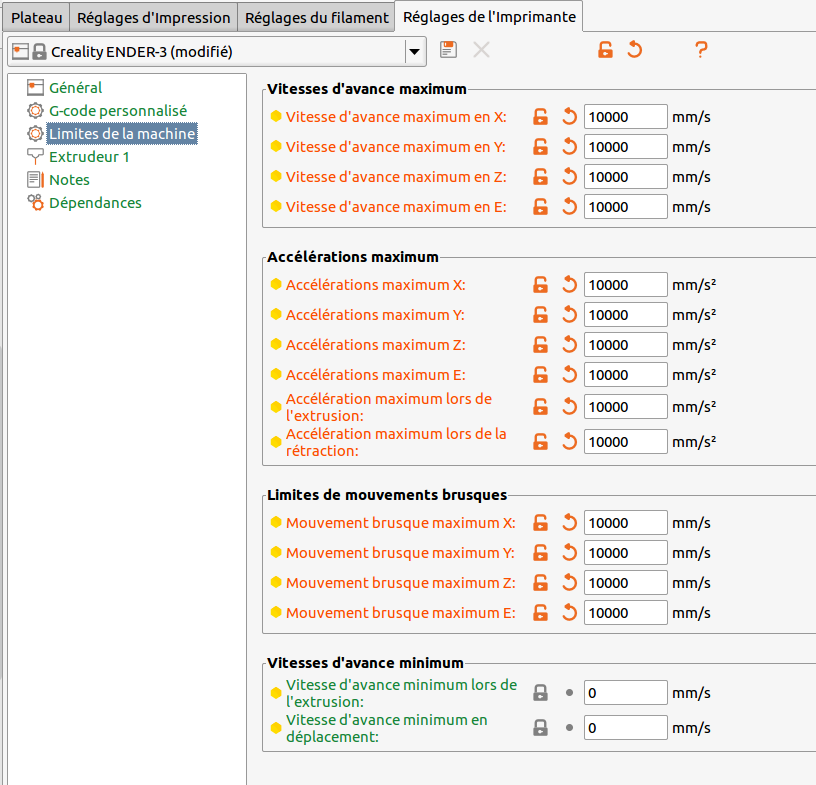
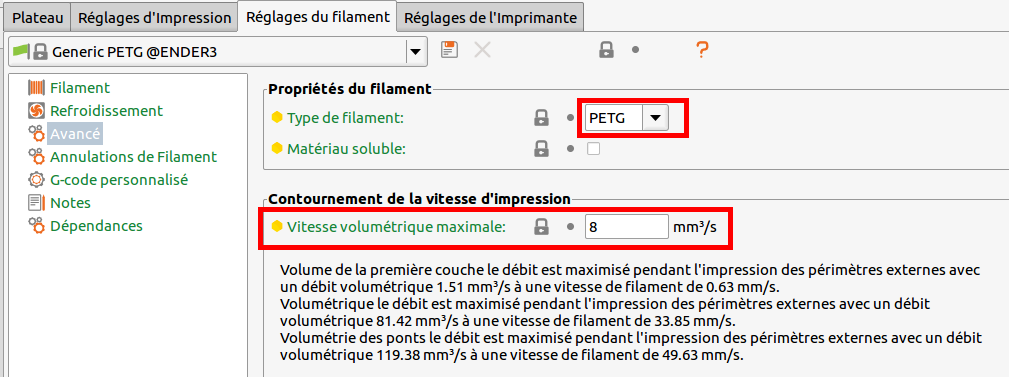
Hello, Dernièrement, grâce à @fran6p , j'ai découvert PrusaSlicer. Au fil de mes lectures, j'ai lu un message fort intéressant de @Kachidoki. Puis en cherchant à comprendre pourquoi mon imprimante se déplaçait "lentement", j'ai ouvert le Gcode généré par PrusaSlicer et j'ai vu ces quelques lignes en début de fichier. M201 X500 Y500 Z100 E5000 ; sets maximum accelerations, mm/sec^2 M203 X500 Y500 Z10 E60 ; sets maximum feedrates, mm/sec M204 P500 R1000 T500 ; sets acceleration (P, T) and retract acceleration (R), mm/sec^2 M205 X8.00 Y8.00 Z0.40 E5.00 ; sets the jerk limits, mm/sec Pour les personnes qui ne connaissent pas, ces lignes de codes modifient les paramètres qui sont définies dans le firmware de la machine et qui indiquent les valeurs maximums de débit, d'accélération, de vitesse et de jerk. Le plus beau n'est pas encore là. Le plus beau, c'est que lors du tranchage, PrusaSlicer prend en compte ces valeurs pour calculer le temps d'impression. Par exemple. En prenant les profils par défaut de la ENDER3, en tranchant le STL de la visière, j'obtiens un temps de 4H27 Maintenant, je vais dans les réglages et je modifie une valeur dans les limites de la machine. Ici, le "mouvement brusque" (jerk en anglais). Comme on peut le voir sur l'image du dessous, il est réglé à 8 pour X et 8 pour Y. Je vais y mettre une valeur fantaisiste de 80 (à ne pas utiliser car potentiellement destructrice pour votre imprimante) Maintenant, je tranche de nouveau la pièce à imprimer et voici le nouveau temps. 3H48 au lieu de 4H27. L'idée derrière tout ça, c'est d'utiliser la capacité de ce trancheur pour trouver des vitesses qui se veulent optimum, ou quasi optimum pour vos impressions. Avant de vous lancer, il faut prendre en compte le fait que le réglage que vous allez faire sera optimum pour la pièce qui est découpée mais ne le sera pas forcement pour une autre pièce. Il n’empêche qu'il sera probablement très bon pour cette autre pièce. Il y a des valeurs qui peuvent être destructrices pour votre imprimante. En premier lieu, le mouvement brusque. Sur certains mouvements, la machine va se mettre à vibrer et certaines pièces peuvent casser / se dévisser / se dérégler / etc... Au début, je vous recommande de ne pas déplacer 30 en X et en Y En second lieu, l'accélération. Lors d'accélérations trop violentes, le moteur peut sauter des pas (car il n'a pas assez de couple, un réglage s'impose peut-être). Ceci va provoquer un décalage entre les couches imprimées. Votre pièce peut également se décrocher du plateau. Il est à noter également que des valeurs trop élevées (et ça concerne tous les réglages) vont impacter le rendu final. Dernièrement, il faut garder à l'esprit que les réglages que vous allez faire sont théoriques et ne concernent que certains paramètres. Votre imprimante ne va pas forcement pouvoir atteindre les valeurs max que vous aurez choisi mais dans l'ensemble, le résultat sera pas mal. Par la suite, il faudra s'occuper de la ventilation, du débit, de la température, etc... mais ce n'est pas le but de ce tuto. Il y en a d'autres --> ici <-- et --> là <-- plu tout ceux des autres sections. Bref, après le blabla, l'action. Le but du jeu est de régler les valeurs à un niveau minimum afin de préserver une bonne qualité, mais pas trop bas, pour ne pas perdre de temps sur l'impression. Pour commencer, il faut mettre des valeurs fantaisistes. Je n'ai pas touché la vitesse de la première couche car ce n'est pas elle qui va faire la différence et une première couche ratée, c'est une impression qui ne se terminera pas. Maintenant, il faut trancher. La nouvelle valeur est de 1h21. Ensuite, il faut s'assurer que la valeur limitante actuelle est la vitesse volumétrique maximale. Attention à bien choisir votre filament. Pour vérifier que cette valeur est bien la valeur limitante, il faut la modifier et trancher de nouveau. Ceci confirme que la valeur limitante est bien ce réglage. Maintenant, il faut remettre la valeur d'origine. Et on sait que quoi quelque soit les réglages, la durée d'impression théorique ne pourra être inférieure à 1 heure et 21 minutes. Maintenant, le travail répétitif mais productif commence. Il faut trouver les bonnes valeurs. Je vous montrer le réglage de quelques unes, puis ce sera à vous de faire la suite jusqu'à ce que toutes vos valeurs soient judicieusement réglées. Ensuite, il faudra faire un test d'impression pour valider. Il faut garder en tête le précédent temps. Dans notre cas : 1h21. Je modifie la vitesse des périmètres. Je découpe à nouveau Le temps n'a pas bougé. La valeur n'est donc pas limitante. Je vais la baisser jusqu'à ce qu'elle influe sur la durée d'impression. Là, la durée a augmenter. Maintenant, il faut y aller à tâtons entre 80 et 100 (de 5 en 5 suffira) pour trouver un bon compromis. 95 ou 100 sont des valeurs intéressantes qu'il faudra confirmer lors d'une impression. Maintenant, les périmètres courts. Je m'aperçois qu'une valeur très faible n'a aucun impact sur la durée d'impression. Plutôt que de garder cette valeur, je vais remettre celle d'origine car cette valeur (10) pourrait être fortement limitante pour l'impression d'un autre objet. Pensez bien à enregistrer de temps en temps, surtout si vous allez voir un autre profil. Après être allé voir le profil d'origine, j'ai modifié la valeur. La valeur étant celle d'origine, le nom passe en vert. Maintenant, c'est à vous de jouer. Je vous conseille de commencer par les vitesses. Puis de régler les limites de la machine. Je vous le répète : pas plus de 30 en jerk en X et Y et pas plus de 900 en X et Y en accélération ! Avec suffisamment d'expérience (et de pièces pétées ? / d'impressions échouées ?), vous pourrez adapter ces valeurs.










 1 point
1 point -
Bonjour à tous, Après bien des années de réflexion je me suis lancé, je viens de commander la Alfawise U30 Pro. Pour l'occasion, je vous fais profiter de mes recherches et réflexions murement réfléchis. J'ai trouvé quelque info pour le hack (dans le sens bidouillage) du firmware de l'écran Votre participation est le bienvenue 1.) Présentation 2.) Le matériel 3.) Tests et reviews 4.) Logiciels et Firmwares 5.) Problèmes rencontré 6.) Pièces compatible 7.) Personnalisation de l'interface 8.) Modifications 9.) Accessoire à imprimer 10.) Accessoire utile 11.) Réglage pour filaments compatible 12.) Hack de Gcode 13.) Hack du Firmware de l'écran 14.) Divers J'ai commandé la mienne le 08/11/2019, je ne l'ai pas encore reçu mais je me suis renseigné un maximum dessus. en cours de rédactions...1 point
-
c'est peut être 0.2 OU 0.3 mm non ? car 2 à 3mm il va falloir tartiner au couteau1 point
-
Contant pour toi c'est super, mais pas besoin d'acheté s3d, il y en a plein d'autre gratuit pour mieu.1 point
-
Beau réveil d'un post enterré depuis bientôt deux ans (je sais que pendant cette période de confinement le temps n'est plus ce qu'il était mais tout de même). Les deux utilisateurs ne sont plus réapparus depuis :
 1 point
1 point -
Le Start est juste la partie la plus IMPORTANTE et PROBLEMATIQUE d'une impression. Peut être qu,e tu as simplement eu de la chance lorsque ta première couche adhérait ( ça peux venir d'un simple BON taux d'humidité & température dans ta pièce ) Et tu n'as pas eu de chance sur tes autres tentatives... (courant d'aire dans ta pièce, mauvaise chauffe du Bed Car comme dit plus haut, la CR10S5 est pas la plus simple pour faire des bonnes premères couches...) En nous transmettant (le Gcode) et une vidéo : (RE-) COMMENCE PAR faire un petit cube simple (X:20mm Y:20mm Z: 6mm ) au centre de ton BED, avec les reglages par defaut dans CURA, (je te donne le gcode si t'as pas envi de le faire) après AVOIR réglé manuellement ton plateau , règle le seulement au centre ( en prenant un repère de quatres angles sur une zone de 4cm x 4 cm ) dans un premier temps avec une feuille 80gr qui gratte (et n'hesite pas à bien faire gratter)...blablabla Et tu nous envoies la videos ou plusieurs photos... de l'impression. Ensuite on verra Step by Step ^^ OK??? CCR10S5_Cube.gcode1 point
-
Super, ça marche ! Les joies de la ligne de commande linux Merci !1 point
-
@stefone J'espère que tu ne prendras pas mal la suite, je cherche simplement à t'aider mais honnêtement je ne vois pas bien par quel bout prendre le problème. J'ai l'impression que tu te disperses un peu trop: quand je vois que tu es même allé jusqu'à reformater tes ordinateurs Pour résoudre ton problème, comme d'autres utilisateurs t'en ont fait la remarque, il faut de la méthode. Déjà, tu ne fournis aucun fichiers (un gcode tranché par Cura par exemple permettrait de l'analyser), pas de photos, de vidéos : il n'est pas facile de t'apporter de l'aide. La surface d'accroche de ton plateau, le «buildtak» suivant que c'est un original ou un «pseudo buildtak» pourrait par exemple être mise en cause. La CR10 S5 avec son «immense» plateau n'est pas la machine la plus facile: la température du lit y est rarement homogène et il se déforme facilement quand il monte en chauffe, de plus Creality au moins pour les premiers modèles a utilisé un plateau chauffant de taille inférieure au plateau aluminium. Plusieurs utilisateurs ici possèdent ce modèle et ont réussi à le maitriser ( @miserovitch par exemple). N'oublie surtout pas de prendre un peu de recul. Évite de t'acharner et éventuellement fais une pause avant d'y revenir. Passe de à pour arriver à et surtout pense à bien respirer :

 1 point
1 point -
Là d'un coup, notre ami @Jean-Claude Garnier vient de prendre un sacré coup de jeune. Bon j'dis ça, mais Soprano il est plus vieux qu'moi.1 point
-
T'a dernière option est la meilleur pour sure. Règle ton problème en priorité avant d'en rajouté par dessus. J'utilise pas octo, mais prusaslicer a les options de connexion pour dans l'onglé réglage de l'imprimante et il est très bon.1 point
-
Hello, utilise la portée ton écrou a l'aide d'un cuter pour coupé bien droit et le tube doit rentré jusqu'en buté. Peace1 point
-
Mets la buse en chauffe à plus de 190 degrés et essaye de le faire tourner. C'est une sécurité de marlin Envoyé de mon HD1913 en utilisant Tapatalk1 point
-
Bonjour je pense ton électronique est défectueuse. Tu dois voir avec le SAV et trouver une solution avec eux1 point
-
Bonjour, Je suis un fervent utilisateur de IDEAMAKER depuis 9 mois et j'en suis très content rien à voir avec CURA. Je boude complétement CURA car je suis déjà tressé rien que l'attente que le logiciel soit opérationnel. malgré la nouvelle version 4.5 j'abandonne ce Slicer devenu complexe et ne répond pas à l'essentiel pour l'utilisateur. je dirai que le deuxième Slicer c'est pour mon choix PrusaSlicer V2.2 Rc05 qui est très bien enfin un produit à la hauteur de l'utilisateur débutant... Encore merci @Chris_Workshoppour le partage de connaissances bien évidement je connais la fonction modification ! a+1 point
-
C'est en vente libre ce que t'as pris au petit déjeuner ? Pasque ça a l'air costaud, hein... Moi j'en veux bien un peu !1 point
-
Salut ces pas faut ceux que tu dit la1 point
-
Bonjour, Quand tu as coupé ton tube PTFE, l'as tu coupé bien droit, bien d'équerre car si la coupe n'est pas bonne, le contact avec la surface du tube n'est pas bonne et ça fuit. Il existe des petits outils justement pour bien couper le tube PTFE. Pour info j'ai réduit le mien d'un bon centimètre et aucun problème depuis. Bon courage1 point
-
Salut À tu pensée à un petit bouchon dans ta buse cela est peut-être ton problème1 point
-
Tu voulais dire : "Picon, la bouteille à l'amer est vide" ? Bienvenue @wfire.1 point
-
Bonjour, essaye le slicer de creatly https://creality.com/download/slicing-software_c00101 point
-
Si c'est un virus, il est vraiment Vicelard !!! A demain. au cas ou voila ce que j'ai en parametre de base pour une CR10S5 dans cura 4.5 (Attention je précise que je n'ai pas de CR10S5 ^^) M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up1 point
-
En espérant que tu retrouves ^^ Ca sera plus facile de trouver le iK en les comparants. Au fait je me disais, à propos du fait que tu es changé toutes les pièces de ton imprimante, est-ce que tu as changer avec des pièces identiques ou est-ce que tu as UpGrade des pièces? Peut être que la pré-config CURA de ton imprimante n'est plus valide??? Mais bon ça me parait tiré par les cheveux...1 point
-
Nan pas possible à ma connaissance. Tu peus en revanche mettre facilement une photo en relief dans le but de la visualiser avec un eclairage derrièer1 point
-
Ca me semble bien les supports devraient faire l'affaire. cela risque d'être un peu moche au niveau des supports mais vu que tu enduis... No Problemos ! ^^ Par contre je mettrais 2mm sur la première couche au lieu de 3mm et pour ganger du temps je testerais à 2.2mm de hauteur de couche ;D Mais ça c'est pour gratter ^^1 point
-
Je teste l'impression Abs. Voilà mon carrenage improvisé et temporaire ! Envoyé en utilisant Tapatalk1 point
-
Re, Ben voilà , la question contient la réponse... Chaque imprimante est "différente" selon les réglages , la rigidité ,les paramètres du "slicer" , le dessin etc...et les compétences de ce qui est entre le dossier de la chaise et le clavier... A+1 point
-
Salut @Jean-Claude Garnier, concernant le PLA et l'humidité, je n'ai jamais eu de problème, même avec mes bobines à l'air libre. Les infos que j'ai données sont extraites de cette vidéo, elles ne viennent pas de mon génial cerveau cette fois-ci Aussi, les marques d'imprimante professionnelle comme Zortrax, Raise, Ultimaker, Volumic, etc., place les bobines de filaments à l'extérieur. Il doit bien y avoir une à plusieurs raisons à cela, ce n’est pas uniquement pour faire joli1 point
-
Le Ocov Mark 1 est... quasiment terminé... Grille de 100mm avant à volet incliné épais de 3mm et espacement de 2mm à l'avant... (incliné et fine pour évité que les projections n'entre en contact avec le filtre). Grille de 96mm Après-filtre à volet incline fin de 2mm et espacement de 3mm à l'arrière... Espacement de 5mm entre les 2 grilles pour y loger mousse, tissu ou tout ce que l'on veut y mettre. Masque "Circulaire" à paroi fine... moins de 4h d'impression ! (J'ai bossé dur ! ) Pour les grilles... compter environ 3h supplémentaires... Fixation avec trous de 4mm pour utiliser des lacets (de chaussure) !!! Pourquoi des lacets ? Car on commence à manquer d'élastiques. Mais reste compatible pour des élastiques... Conclusion : Oui ! J'y suis arrivé... ce n'était pas impossible ! Quelques "minuscules détails à peaufiner... et il sera fini... PS : Et... oui... c'est le Ocov Mark 1... car tout simplement... je me suis tapé tout les films Iron Man, Thor et Avengers pendant que je faisait le masque... que voulez-vous... entre le soleil et confinement... je commence à perdre la boule...
.thumb.png.b9e0527830f9d62d836c4755b6e70ad2.png)
.thumb.png.2a85b857c5d423bf0d8a51b8718621a2.png)
.thumb.png.941c38caf409db05692dd44c1eaa5453.png)
.thumb.png.5e1dc9f3ba5facba874d35e5cfed6ef9.png)
.thumb.png.4af69af76989201250139dba3e4e9f1c.png) 1 point
1 point -
Hello, Voici ma config (sans le M92 ...). C'est un profil pour du PETG, faudra baisser la température pour du PLA. config.ini1 point
-
Salut @amundsen, En pièce jointe ma config PrusaSlicer. J'ai aussi mis une image du plateau que tu peux mettre dans Prusa à la place du quadrillage du plateau (purement cosmétique). Les valeurs limites de la machine sont ok, elles m'ont été confirmées par Longer3D. Je ne dis pas que c'est parfait mais c'est ce que j’utilise actuellement. LK4proPrusaSlicer.zip1 point
-
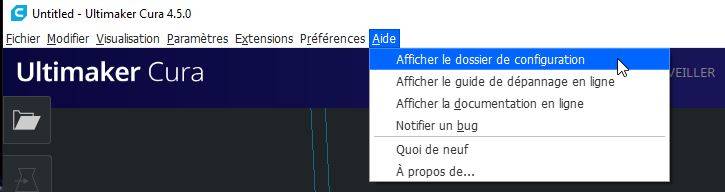
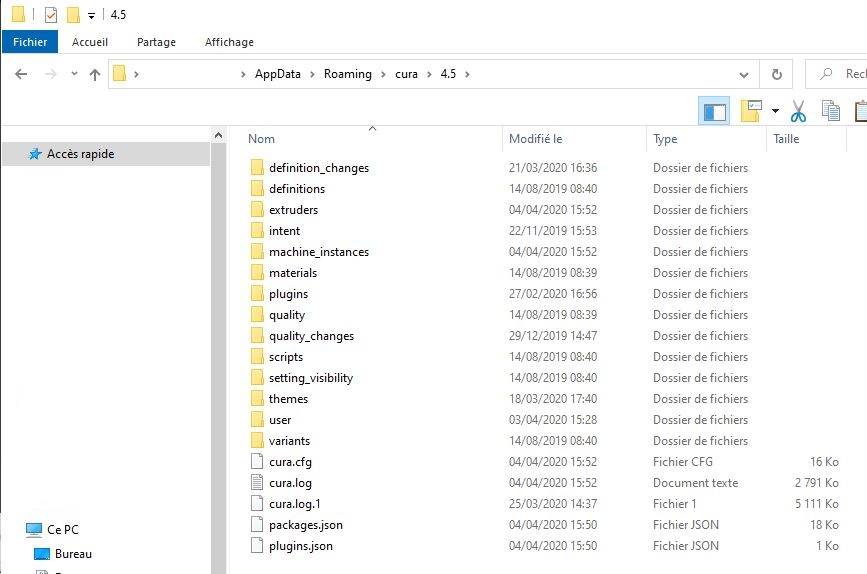
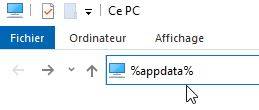
Pour accéder rapidement à l'emplacement des fichiers de configuration «cachés», dans Cura, Aide, Afficher le dossier de configuration : Le dossier s'affiche (j'ai simplement mis du «blanco» sur mon nom ) : Pour accéder à AppData\Local, il suffit de cliquer sur AppData et de sélectionner la branche «local». Pour accéder rapidement au dossier «appdata», dans l'explorateur de fichier saisir %appdata% puis valider : C'était juste mon astuce à deux sous (et deux sous c'est pas cher comme disait Bourvil).
 1 point
1 point -
J'ai fini la "tenue d'hiver" de ma MDR... Bon un peu tard mais je devrais maintenant atteindre les 60°C que je voulais pour l'ABS et le PC. Les coques sont faites dans des plaques de polystyrène extrudé (Dépron®) de 9mm... thermoformées évidement ^^ Et maintenu par des aimants. Bon c'était moins simple que pour le verre organique mais le rendu est correcte. Reste à tester (et découvrir les nouveaux soucis induits par cette température de fonctionnement).


 1 point
1 point -
Bonjour à tous, Si cela intéresse quelqu'un j'ai trouvé ce tuto => vidéo +archive avec tous les fichiers et doc PDF pas à pas (en anglais par contre) pour la version 3.1 du BL touch. Le site https://pretendprusa.co.uk/index.php?action=downloads;sa=view;down=9 Pour télécharger le fichier c'est en haut du poste L'archive contient : Firmware - LCD Touchscreen => mise à jour de l'ecran Firmware - Main Board => Marlin 1.19 et 2.0 Firmware - Source (Experts only) => pour les bidouilleurs Prusa Slicer Config => tout est dans le nom ^^ STL Files => pièces à imprimer pour l’installation et la calibration du BLTouch Waggster Mod - BLTouch v1.0.pdf => documentation pas à pas en anglais. Pour information je n'ai pas encore l'imprimante qui est en cours de livraison (actuellement Alfawise U30 Pro et FLSUN QQS), j'ai juste préparé le terrain pour son arrivée. Je ne pourrais donc pas répondre à d'éventuelles question pour le moment. Bonne journée.1 point
-
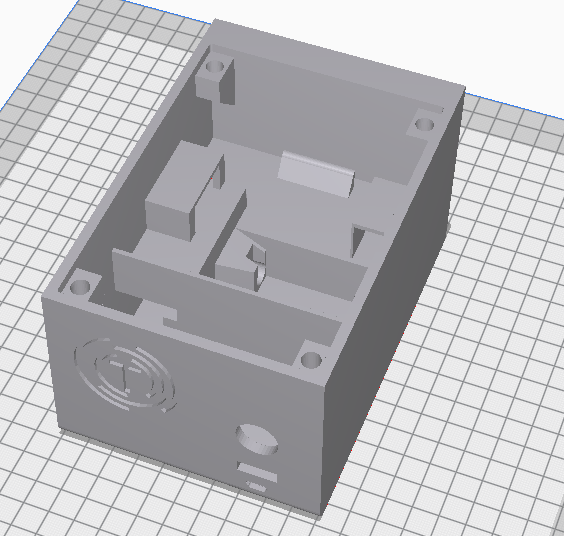
Hello, je vous présente un petit projet familial qui a été rendu possible grâce à l'impression 3D (en fait si j'ai acheté une imprimante c'était au départ uniquement pour ce projet). Il s'agit de cible d'entrainement pour airsoft, nommées Target Touch. Ces cibles sont autonomes (sur batterie) et pilotable par un programme Android annexe. L'impression 3D a permis de faire un système sur mesure (avec un bloc + cache pour les batteries par ex, un système pour mettre les cibles sur trépied et bien sur un logo perso ) et d'enchainer les prototypes assez facilement et pour un cout plutot minime (on avait fait faire un devis pour du thermo formé et c'est juste hors de prix), un point important quand vous développez ça sur vos deniers perso ^^ Bien évidemment une structure en PLA ça ne résiste pas à une bille d'airsoft (mais alors pas du tout ^^), donc la cible est protégée par des plaques en acier à l'avant notamment. Voilà une photo de la pièce principale sous cura (ça fait 156x100x79mm) : Un couvercle imprimée en PLA transparent vient fermer la boite et permet de laisser passer la lumière émise par des LED, il faut environ 24h pour sortir une cible entière sur une CR10S (en 0.2mm) Côté fonctionnement, il est possible d'utiliser une cible seule ou plusieurs et les piloter par un programme Android et avoir différent type d'entrainement. Voilà 2 vidéos qui montrent tout ça : - la présentation du projet (avec un petit timelapse de l'impression de la pièce principale) : - et une démo des différents modes d'entraînement actuellement possibles : Alors pourquoi un projet familial ? En fait on est 3 frères à travailler dessus : Un premier, ayant eu une formation en CAO, s'est chargé du design (et aussi un peu beaucoup de l'idée ^^, c'est lui que vous voyez sur la vidéo), pour ma part ayant presque 20 ans de bricolage amateur en élect/coding arduino/PIC derrière moi, j'ai réalisé le circuit et la programmation de la puce interne, enfin le dernier étant étudiant en informatique, il a réalisé le programme android. Comme indiqué en fin de vidéo, on a décidé de lancer une campagne de crowdfunding pour voir si des gens pratiquant l'airsoft seraient intéressés par ces cibles (d'où en partie mon post, faut bien faire connaitre le projet - PS : si c'est hors règle je comprendrais que le post soit retiré) car il n'existe pas vraiment d'équivalent en fait (à part des cibles qui nécessitent d'être branchée sur secteur et qui ne s'achètent que par lot à 1300€ :s). je sais pas encore si la campagne se fera mais bon vu qu'on a rien à perdre. Voilà, en tout cas une chose à retenir de ce projet c'est que l'impression 3D c'est vraiment pas juste pour faire des biblo, dans le cas présent on aurait pas pu faire sans avec les équipements à notre disposition (et ça m'a permis d'avoir une excuse pour enfin en avoir une ^^).
 1 point
1 point -
Salut je ceux bien que ce soit pas la machine mais pourquoi les fichiers d’origine font n’importe quoi ??? c’est pour ca qu’avant de faire de la merde j’ai mis les 4 vis j’ai lancé une impression que j ai reçu avec l’imprimante le chien a possédé ma machine de la j’ai tenté le chat j’ai entendu les clacs mais j ai pas fait attention a qu’elle niveau mais le chat c’est imprimé ne kel de la j’ai pris cura j ai config le profil j’ai lancé impression ca ete comme le chien le ko l’imprimante Allant faire n’importe quoi puis faire du sur place en longeur de la j’ai repris les fichiers d’orIgine et impossible de faire meme le chat et de la je me suis inscrit sur votre forum Salut bosco je vais de ce pas lancer ton fichier fait avec amour lol je te tiens au courant encore merci <Modération> STP, évite les posts multiples: ce n'est que moyennement accepté / toléré dans les fora. Au bas de chaque post se trouve une bouton «Editer» qui permet de modifier, compléter, corriger durant une période de 12 heures après sa parution. </fin>0 points
-
Une petite photo pour illustrer
 0 points
0 points
.thumb.png.af6ec5ffd7e474e476739233ce79399e.png)























.png.97ee6d3a0fa0d7bbc83a7834d78e1f08.png)
.png.56a18633d84faf33b93affda3588f1f4.png)
.png.ba38e05c1e3295f9a3345e8b46ef6104.png)
.png.4cafac085b99183372cd1055d8ac06ae.png)
.png.a5c45d384649a2920d58b4cbd19fc4b5.png)









