Classement



Contenu populaire
Contenu avec la plus haute réputation dans 17/05/2020 Dans tous les contenus
-
Salut ! Je m'étais inscrit il y a un an pour avoir des infos sur les mécanismes déformables. Malheureusement, vu que ce domaine en était qu'à ces débuts, je suis reparti broucouille. A l'époque j'étais un gros noob, mais aujourd'hui j'ai un peu plus d'XP (un peu). Du coup je reviens vers votre superbe communauté, que j'ai lâchement abandonné durant tous ces mois, et soyez-en sûr je m'en veux énormément. C'est pourquoi je compte me rattraper avec ce petit print tout con qui pourrait vous être utile: Une pince à linge full 3D avec ressort intégré. La forme du ressort permet de la pendre à n'importe quelle corde ou tige de 6mm de diamètre ou moins. Après si vous pendez vos caleçons sur des baramines... Je suis clairement trop faible pour vous. Dispo en 3mm, 5mm et 8mm d'épaisseur. Plus c'est épais, plus ça pince! Ce design, il vient du fait que j'en avais un peu marre d'acheter des pinces à linge conçues avec les fesses par des ingénieurs qui osent mettre un ressort en acier qui peut durer plus d'une vie sur une structure pastique faite pour durer moins d'un an. Au final tu te retrouves avec un ressort dont la forme est difficilement exploitable, et des débris de plastique qui vont finir dans le bide d'une tortue pas loin de la Nouvelle Calédonie qui a d'autres problèmes que le séchage de tes chaussettes. BREF. Du coup, confinement aidant, j'ai bourriné cette idée pendant une vingtaine d'heures (conception et impression), et voici une photo des différents prototypes: Il est préférable d'utiliser du PETG pour son élasticité. Car avec du PLA, vous allez pouvoir sécher pas mal de caleçons... Mais rapidement, la pièce va perdre sa forme initiale et il faudra retendre manuellement la pièce, jusqu'à la rendre inutile. En PETG, aucun problème. Deux pinces comme ça de 3mm d'épaisseur permettent de suspendre un jean humide sans problème. Si vous les utilisez en extérieur, préférez des couleurs claires. Sans ça, le soleil va chauffer la pièce jusqu'à la rendre molle. Conseils d'impression: Ça marche très bien en 0,3mm. La version 3mm d'épaisseur prend 10 min d'impression par pièce. Soyez pas trop gourmands et préférez une vitesse faible pour la première couche. Perso pour être peinard j'utilise 15mm/s puis 40mm/s pour le reste. Si votre adhésion au bed n'est pas optimale et que vous avez besoin d'écraser la première couche, paramétrez la première couche avec un retrait de quelques dixièmes de millimètres pour compenser l'écrasement. Sans ça, vous allez avoir un effet "patte d'éléphant" et c'est pas fou. Dispo sur Cults pour très exactement pas un rond: https://cults3d.com/fr/modèle-3d/outil/compliant-clothespin Non je déconne. Les fichiers sont dispo en PJ directement sur ce post. Gros bisous à vous, j'espère que ça vous sera utile. La suite du projet arrivera bientôt. Clothespin 8mm.stl 24x clothespins 3mm.stl Clothespin 3mm.stl Clothespin 5mm.stl1 point
-
tu en as oublié une l'axe Z qui ne monte pas... est tu sur que ton axe Z monte bien entre la première et la deuxième couche ? tu utilises quoi comme trancheur ?1 point
-
@Loak, je lock ?1 point
-
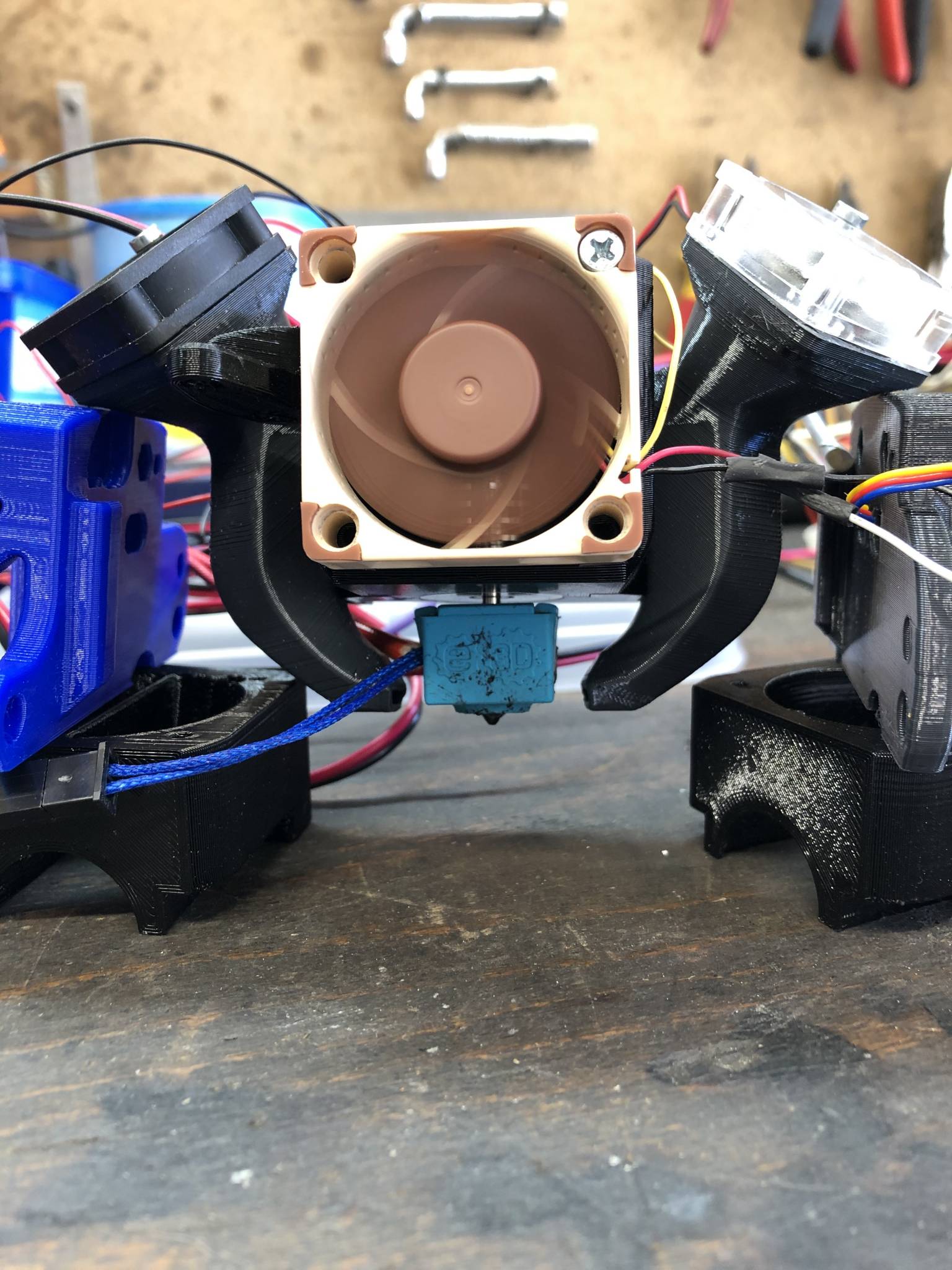
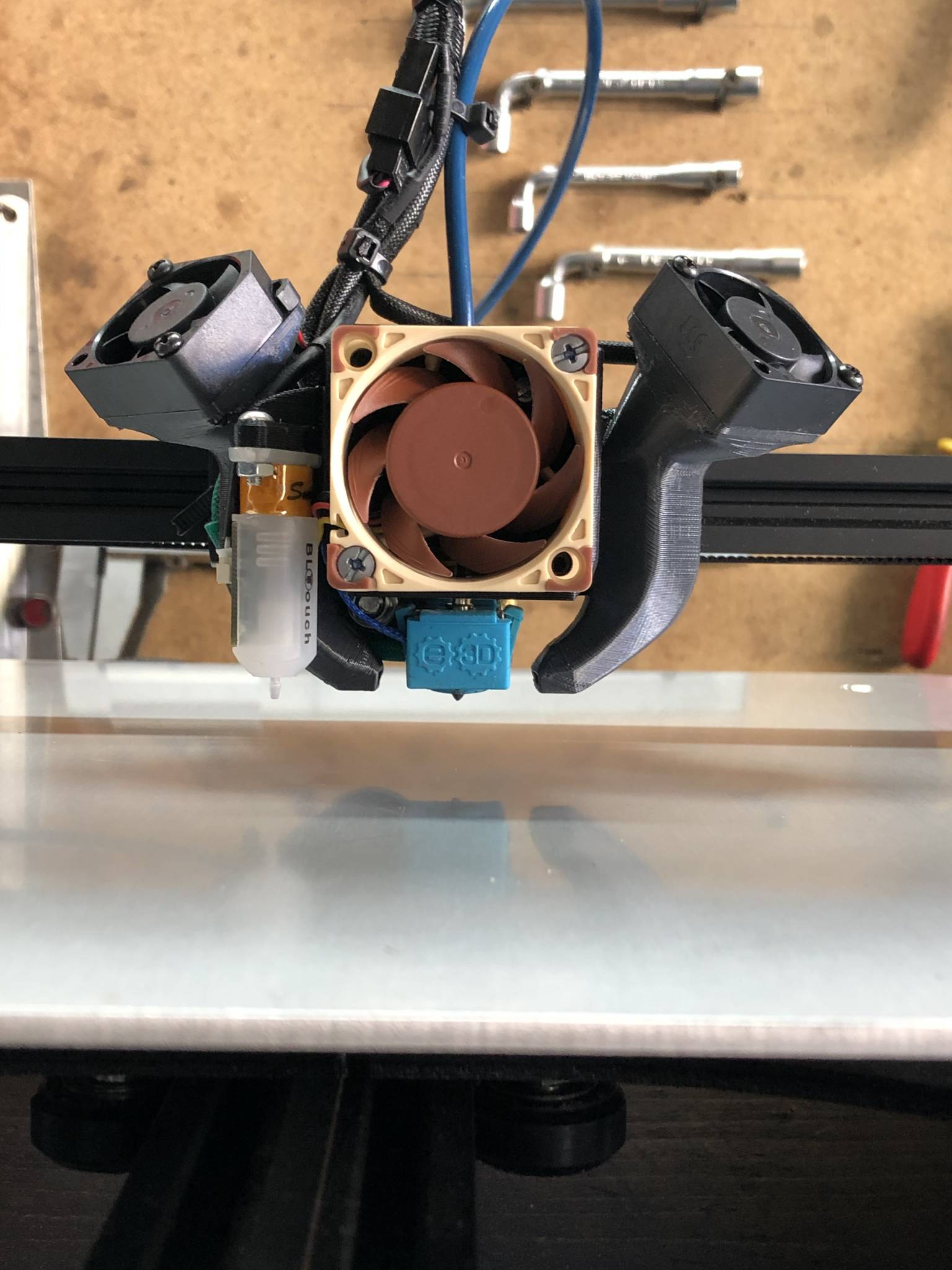
En attendant la livraison des profilés alu pour modifier le chassis de la Ender 5, rien n'empêche d'effectuer des premiers tests :1 point
-
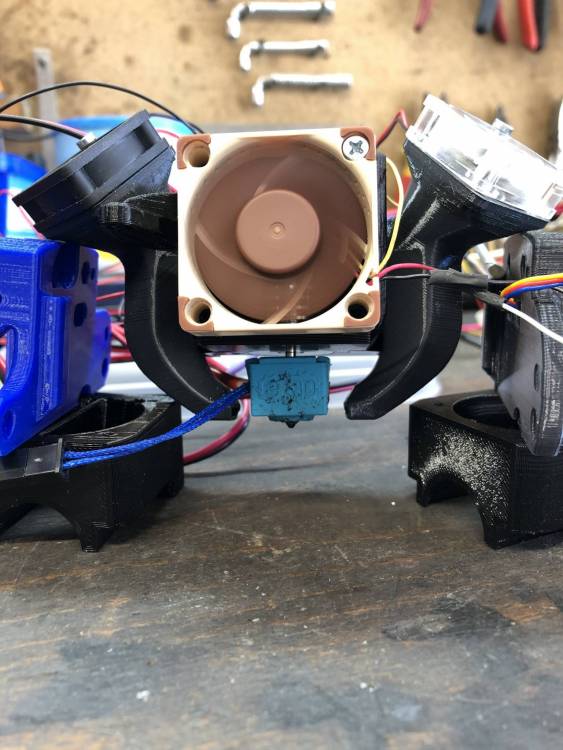
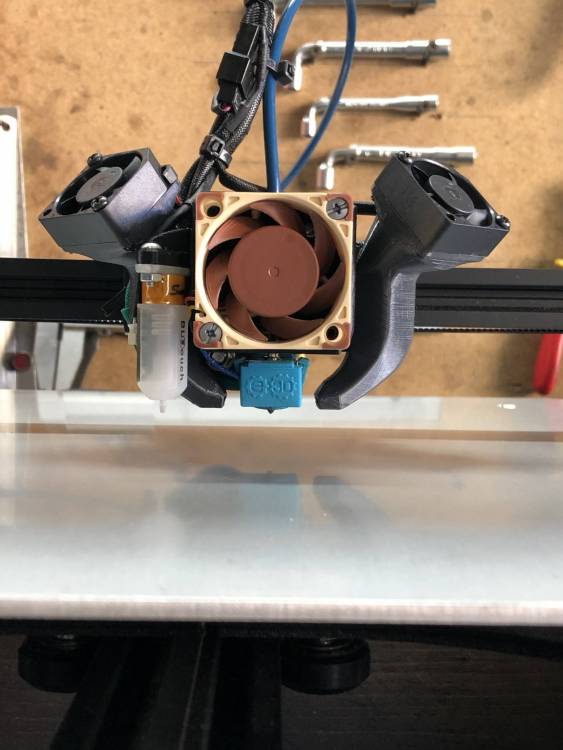
c'est parti pour la batterie de test !! La tête se monte parfaitement dans l'ensemble c'est bon signe . Ensuite arrive l'épreuve de résistance a la chaleur, pour ce test j'ai monté la température de la buse jusqu’à 280°(je n'ai pas été plus haut car ma thermistance commençait a plus donner l'heure ) évidement ventilos de refroidissement de filament éteint, pendant 30 min .Aucune déformation n'est apparue . Arrive ensuite le test de trajectoire du flux d'air , la aussi encore un succès, merci au logiciel de ne pas m'avoir menti Les tests ayant était réussi avec succès me voila parti dans l'installation du projet sur la bécane, et la garce aux peaufinages suggérés par @Poisson21 le support se monte a la perfection sur le chariot.

 1 point
1 point -
Non, non, je ne touche à rien, c'est la configuration par défaut dans Cura (4.6.1) pour la CR-10 (il n'y a pas la CR-10 V2). Je ne touche jamais directement au firmware, j'utilise le dernier du fabricant et je modifie au besoin uniquement le bloc de GCode qui s'ajoute au démarrage.1 point
-
Super !! maintenant quelques paramètres cités au dessus et on sera pas mal1 point
-
Bonjour J'ai fait le changement d'accouplement ce jour après avoir mis en place un nouveau support de moteur Z. Le support est plus rustique mais il est meilleur que l'ancien J'ai aussi allégé le BED de 2kg au moins. En fait j'avais 2 plaques de verre l'une sur l'autre. Je sais pas pourquoi j'avais laissé les deux mais c'etait une idée tordu Et pour finir j'ai fait le test de monte et baisse du BED. Tout l'ensemble glisse sans accro dans les guidages mais en faisant cela, j'ai remarqué des traces bizarres sur une vis à billes. Je pensais à de la poussière mais en passant l'ongle ça grattait Il s'agit de points de rouilles. En prenant la photo et en zoomant; on peut voir que le chrome n'est pas trop en forme. C'est des vis "apascher" de chez Bangood donc bon c’était plus ou moins prévisible mais en même temps la machine ne tournait pas depuis 1 an et elle est dans la cuisine donc l'humidité de la pièce ne devait pas aider non plus. j'ai fais un bon graissage et je vais voir comment cela évolue avant de songer à les changer J'ai plus qu'a refaire des essais d'impression pour voir la différence entre couches1 point
-
voilà une bonne nouvelle et n'hésites a baisser la rétraction si tu n'as pas de stringing qui n'est pas visible sur toutes les pieces ;). Moins tu auras de rétraction moins la Z-seam sera visible1 point
-
Si, il suffit de faire un reset. J'ai essayé en français, mais je suis revenu à l'anglais, j'avais du mal à traduire1 point
-
Tu peux mettre des cales dessous ça peut aider.1 point
-
Ah ! super, as tu une adresse à refiler s'il te plait ? [mode Mythbuster] Sinon.... J'ai essayé le truc de ce Youtuber.... En désespoir de cause. Et bien ça fonctionne pas ^^ Ayant percé mon FEP hier et n'en n'ayant pas d'avance, pourtant c'est pas faute de me dire qu'il faut que j'en commande depuis 2 ou 3 semaines, j'ai essayé cette alternative proposée. 1er essai : 1 pochette de 125µ par feuille. J'ai fait exactement ce qu'il disait, je coupe la pochette en deux, fait fondre au four l'EVA et tout le tralala..... Résulat = La résine colle au fond du bac et se détache donc du plateau.... De plus l'EVA redevient opaque rapidement, impossible de nettoyer même à l'Iso.... Après je me suis dit que peut être je me suis trompé de coté... Mais mais non j'avais bien tout mis coté PET dans le BAC 2em essai : Pareil que le premier essai mais avec une pochette de 200µ par feuille.... Résultat identique 3è essai : oui oui je suis maso, je prend une pochette de 80µ par feuille que je lamine vide à chaud, ce qui donne une feuille de PET de 160µ. Pour l'Elegoo, il faut un FEP de 150µ. Je réinstalle, j'imprime.... La moitié reste collée au fond, l'autre moitié semble coller au plateau, mais au final ce matin.... Plus rien sur le plateau, tout est au fond du BAC Le film au fond commençant même à peler du coté résine. Mon analyse final, car perso j'y connais rien en plastique, j'ai fait une petite recherche quand même après le premier essai où tout collait PET (Polytéréphtalate d'éthylène): Très bon diélectrique (280 kV/mm base 23µm), Résistance mécanique élevée (traction, aux chocs), Pas ou peu affecté par les huiles, graisses et dérivés aromatiques, Thermo formable, Peu perméable, Tenue d’utilisation en continu 105°C (UL), 130°C(CEI), Utilisation de -70 à 150°C, Classification au feu VTM-2, Bonne tenue aux pliages FEP (fluorinated ethylene propylene) : Température de fusion plus basse que le PTFE, Plus souple que le PTFE, Clair et transparent, Faible constante diélectrique (isolant), Chimiquement inert, Coefficient de frottement très bas, Anti-adhésion, Résistance aux rayons UV (faible vieillissement), Non hygroscopique (absorbtion d’eau < 0,01%), Conformité FDA, Température de fonctionnement à partir de -200°C jusqu’a +205°C Purée, quel charabia.... J'ai perdu quelqu'un en route ??? En clair, j'y connais rien, mais j'ai noté une chose : l'anti adhésivité du FEP qui vient de sa partie Fluorinated (fluoropolymère comme le téflon qui est une polymérisation du PTFE, voilà en quelques mots simple, j'suis pas chimiste :p) Donc Rien à voir avec le PET..... ]1 point
-
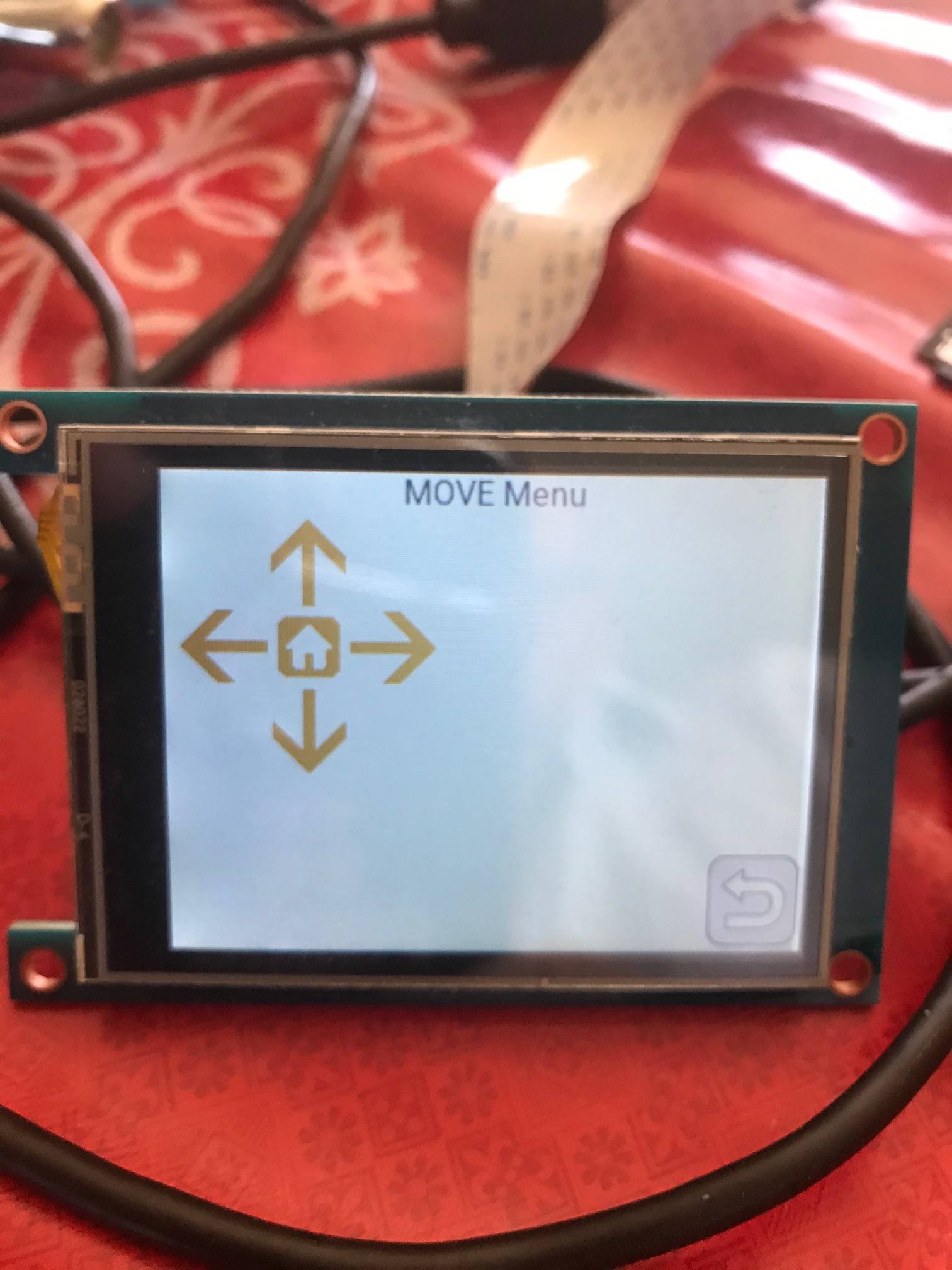
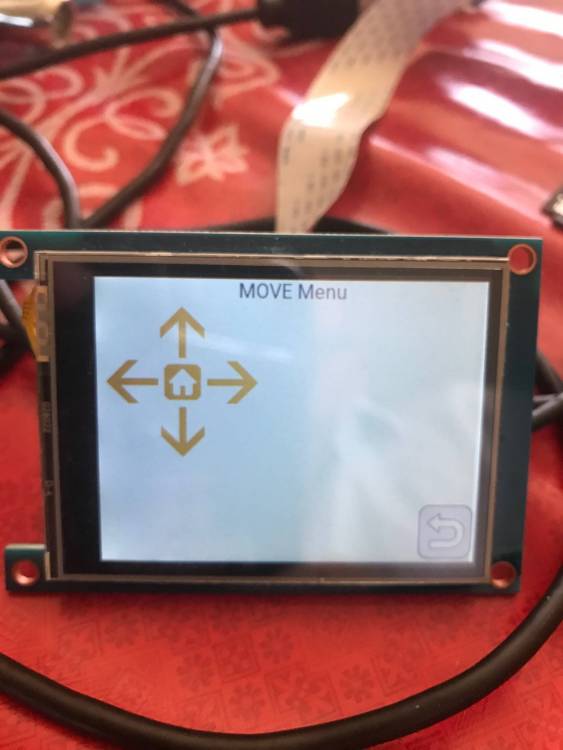
Question coloriage, je suis pas encore bien au point... J'ai decoupe le code, et il y a un fichier cpp par page. Ca compile.... Je dois faire encore 2 choses pour valider le concept : 1 : Une boide de dialogue pour choisir un fichier a imprimer, et mettre un bouton "Print" pour imprimer le fichier selectionne 2 : Connecter les fleches dans le menu move avec le code Marlin. Si tout ca ca marche, alors on pourra se lacher sur les dessins d'icones. Je ne sais pas encore si pour les fleches, il vaut mieux en avoir une en noir et blanc, et la placer dans un canvas, pour la faire tourner, et lui donner la bonne couleur, ou bien si il faut directement stocker les fleches avec la bonne orientation, et la bonne couleur ( orange, vert, bleu). Le code en mode release fait pour l'instant environ 30/40Kb de plus que le code de base avec l'interface LCD que tu connais. on a donc encore 240Kb de libre. En mode debug c'est + 50Kb.. Pour creer les Canvas, qui doivent allouer un buffer ( on recopie l'icone dans un buffer avec la bonne couleur, et la bonne orientation par exemple pour les fleches), il y a 24Kb de SRAM dispo. Allez, zou, je pars sur la mer! Edit : avec une petite photo!
 1 point
1 point -
tu pourras te faire des tours de test mais il est bien de partir sur une valeur plus soft que ce que tu avais ensuite en fonction du stringing tu changes doucement valeur par valeur. Exemple: 4.5mm / 25mm/s -> 4.5mm / 30mm/s ou 5mm / 25mm/s Attention à la température qui joue beaucoup sur le stringing, trop basse l'extrudeur va claquer et tes pièces seront fragiles, trop hautes ca va stringuer a mort ^^1 point
-
je trouve ta rétract très élevée. 4.5mm et 25mm/s serait une meilleure base de travail je pense1 point
-
Je viens de voir qu'il y avait une LK4 Pro à vendre sur le forum ici elle n'a pas l'air mal du tout. @Osirys ça peut être intéressant pour toi par ces temps de pénurie !1 point
-
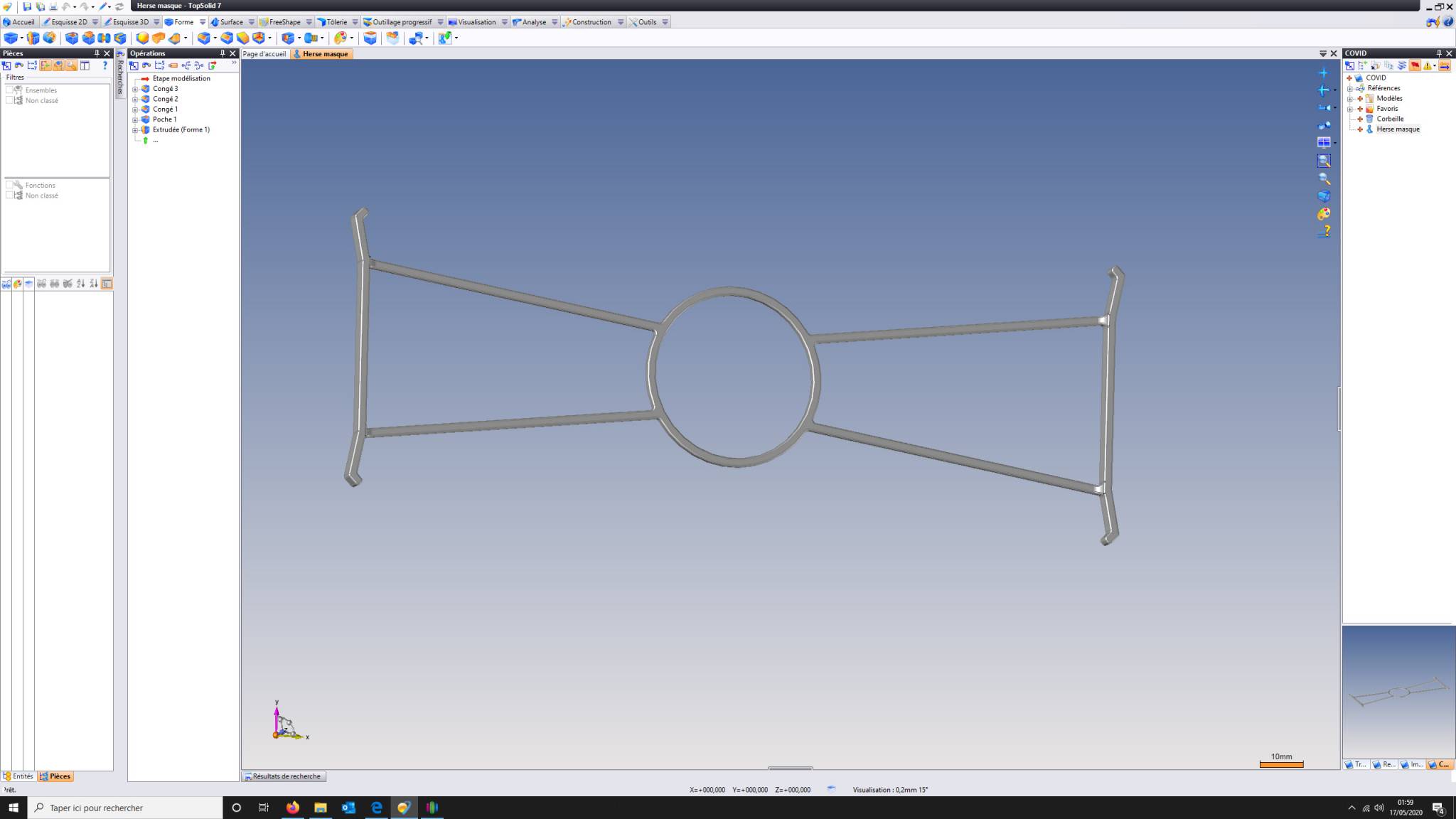
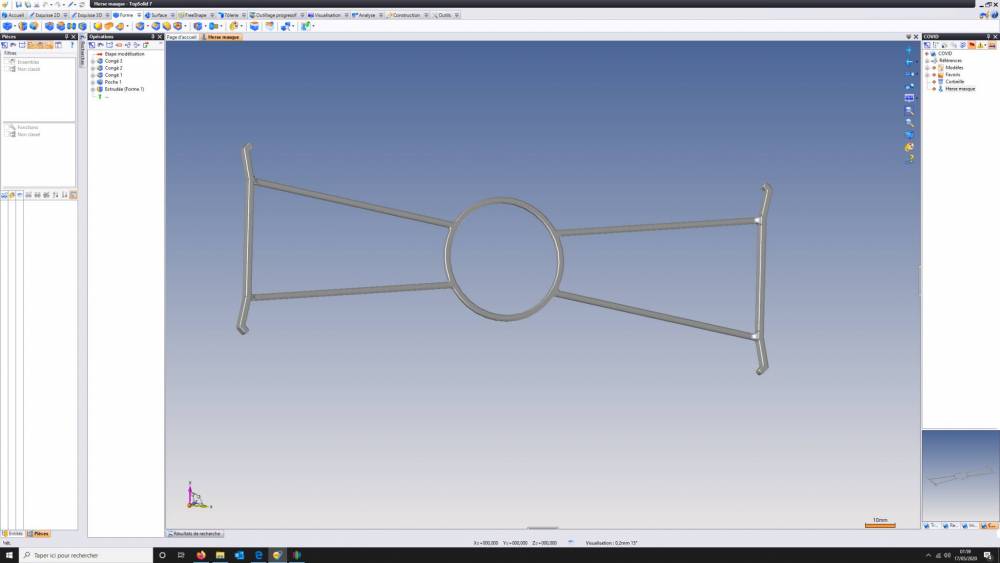
Du coup j'ai créé un modèle de test avec un empattement plus large pour écarter les élastiques des oreilles et un seul réglage de tension pour le moment Je vais l'imprimer et tester ça demain, je suis lessivé J'ai ajouté des congés de façon à renforcer la solidité de la structure fine et augmenter l'ergonomie de l'ensemble. J'ai également penté légèrement les crochets pour forcer le positionnement des élastiques. A suivre, Bonne nuit.
 1 point
1 point -
Il n'y a pas d’échecs. Il n'y a que de l'information. "J'ai fait 100 expériences. 99 m'ont appris comment ne pas construire une ampoule électrique" Edison1 point
-
Salut @Vector, voici quelques petits.... tous petits truc (7mm de haut) echelle 1/300 si je ne me trompe pas ^^1 point
-
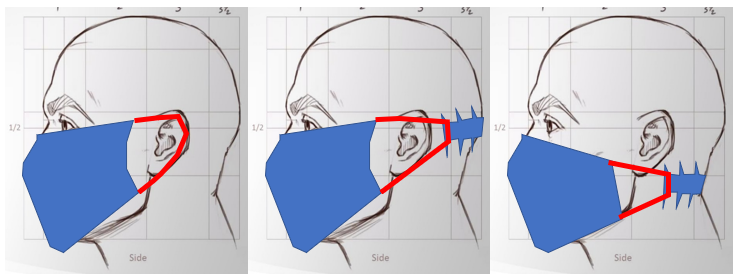
Merci @Guizboy, non, ce n'est pas la flexibilité qui est en cause, c'est l'écartement des élastiques qui ne va pas. Un dessin vaut mieux qu'un long discours: dessin gauche - masque sans protecteur - contact sur tout le contour de l'arrière de l'oreille. dessin milieu - masque avec protecteur placé dans le prolongement - le contact reste en partie sup de l'oreille. dessin droite - masque avec protecteur placé sur la nuque - ok pour l'oreille mais élastiques orientés trop vers le bas donc masque qui descend à la longue. Pas facile de trouver une solution qui maintien bien le masque mais n'agresse pas les oreilles... @Firesquale Squale: "j ai essayé plein de modèle et pour le moment celui qui irai pas mal c est le X", tu as une photo de ce modèle ? @Jean-Claude Garnier: "Chépa, mais les meilleurs masques ne s'accrochent pas aux zoreilles, les élastocs font tout le tour de la tête" ...certes et ça serait bien de les avoir mais je porte les masques fournis par mon entreprise pendant 9 à 10 h, je fais donc avec.
 1 point
1 point -
Bonjour, Merci beaucoup pour tes tutos. Le contrôle par 25 points sera beaucoup plus précis et justifiera le BLtouch. Je suis tes posts avec plaisir et j'avoue être très intéressé par le sujet1 point
-
Bienvenue sur le forum !1 point
-
Bienvenue !1 point
-
Perso , je ne m' en suis pas occupé , j' ai trouvé du FEP en rouleau , c' est plus économique qu' en petit rectangles ... et je trouve que la qualité est meilleure...1 point
-
J'aimerai bien voir les articles dans les journaux le jour où un mec seul qui fait des dons de visières depuis 2 mois se fait attaquer en justice... Pour un groupe local qui bosse sur dons d'argent via des cagnottes, là je m’inquiéterais. Bref, hoax ou pas, tant qu'on m'en demande, c'est que l'administration n'a pas fait son travail, donc je continuerai. Mais c'est vrai que chez moi, au grand supermarché ils ont fait deux files pour l'entrée, une directe, et une "vente de masques", m'étonnerait pas qu'on ait bientôt "Vente de masques et de visières"... D'ailleurs j'ai halluciné hier. Un employé communal est venu me voir en me demandant de lui monter sa visière car il n'y arrivait pas. C'est un modèle inspiré d'héliox, avec un joli "INSA Strasbourg" gravé dessus, en kit, avec un transparent prédécoupé et un élastique de bureau. C'est une pièce injectée, mais impossible de faire tenir la feuille dessus. Une fois clipsée, dès qu'on écarte les branches pour le mettre sur la tête, la feuille saute. Et le truc de dingue, je me suis coupé le doigt sur la pièce, il y a une bavure d'injection très tranchante sur tout le tour, front compris... Objectif, 20000 visières par semaine. Si j'ai bien compris, la commune a payé pour ça... (on la trouve facilement sur le net pour ceux qui sont curieux, je ne posterai pas de lien ici). Chez moi ça a un succès de dingue, j'en distribue à tour de bras, j'en ai toujours une dizaine dans la poche quand je sors de chez moi. Depuis que j'en fais, j'en ai livré autant que j'ai livré de visières aux établissements alentour. Même au taf ils font tourner les imprimantes pour en filer aux employés.1 point
-
Va bientôt y avoir de bonne occas sur LBC d'imprimante 3d que certains avaient acheter pour imprimer des visières....1 point