Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/05/2020 Dans tous les contenus
-
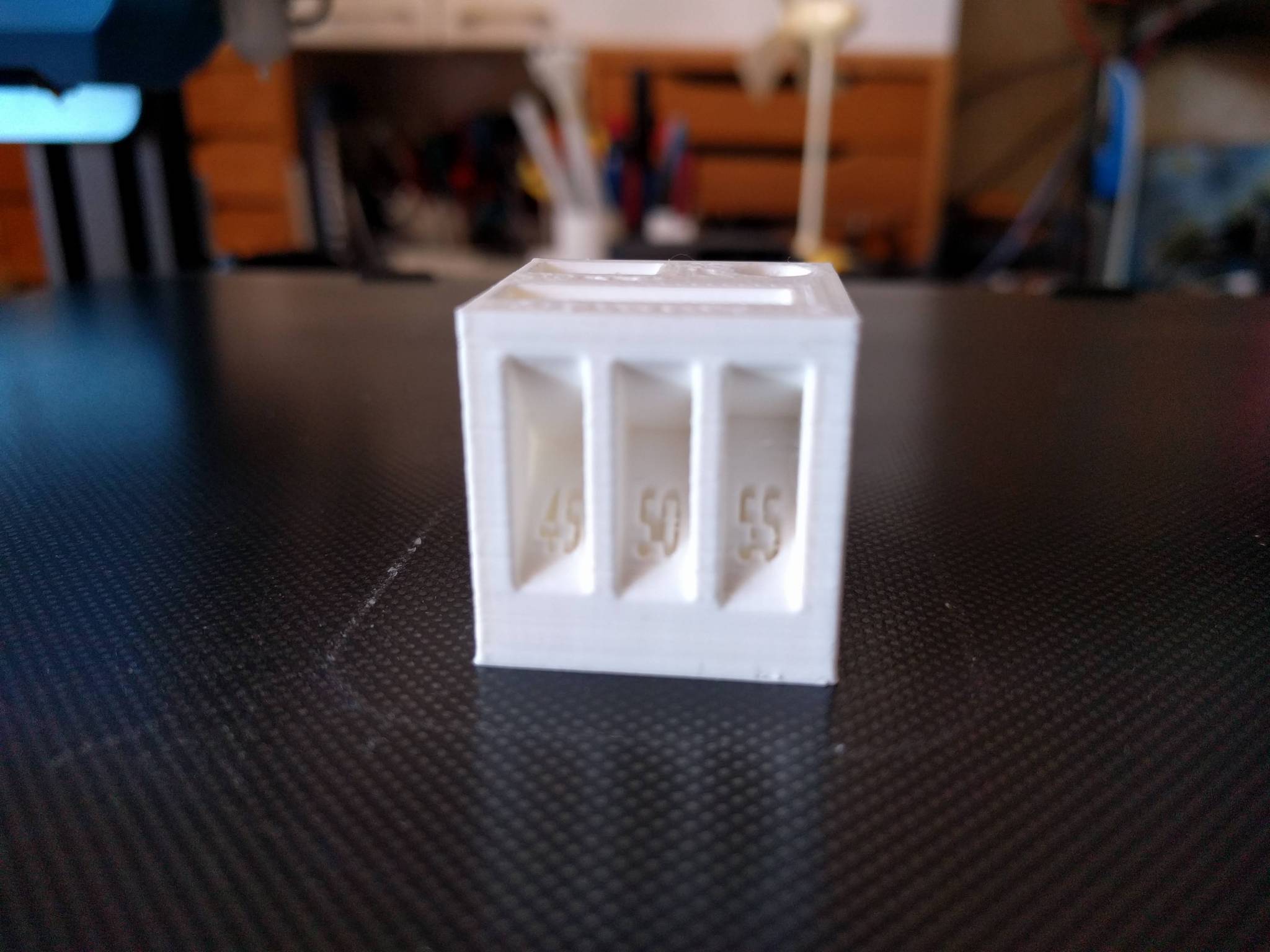
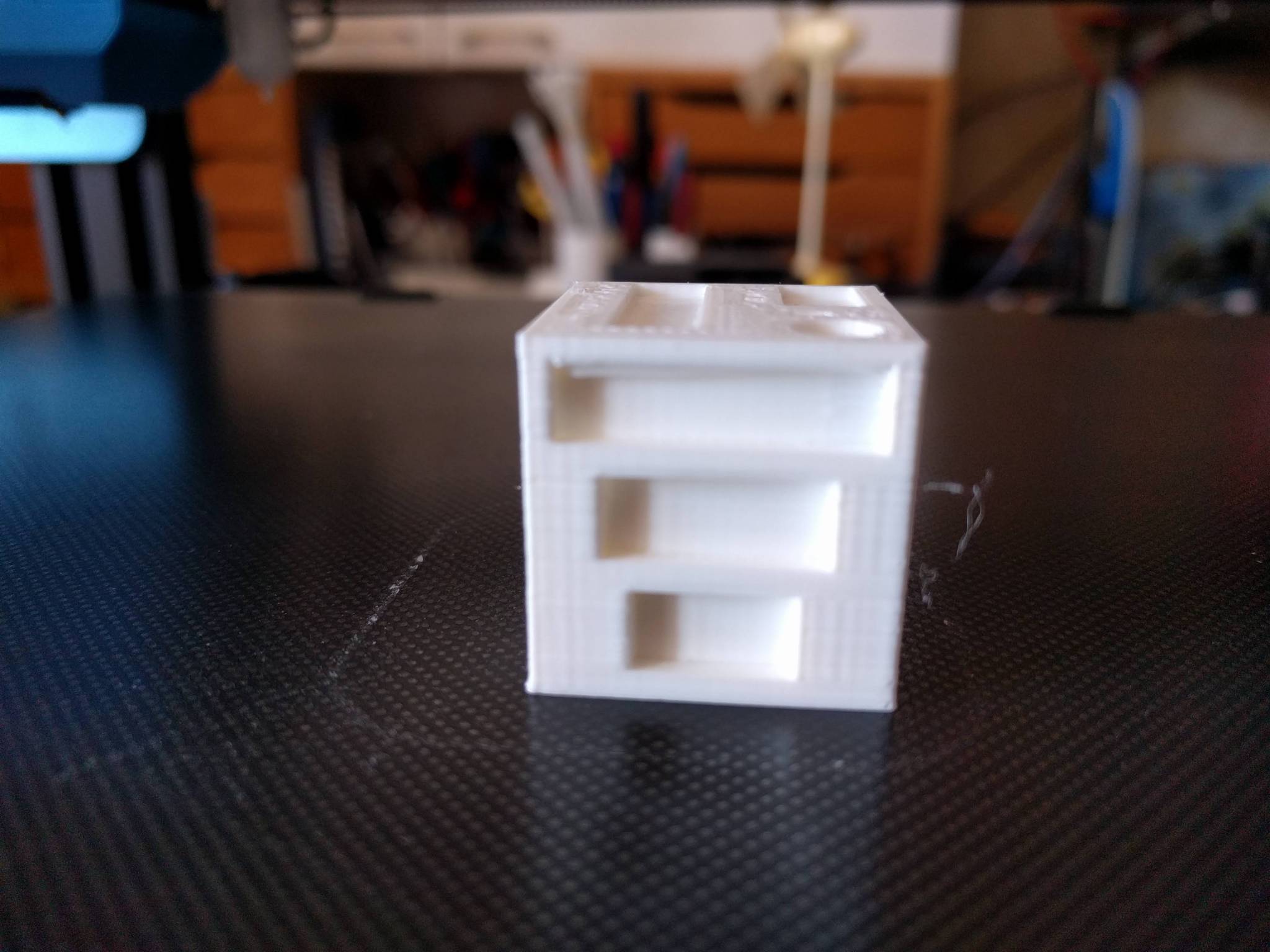
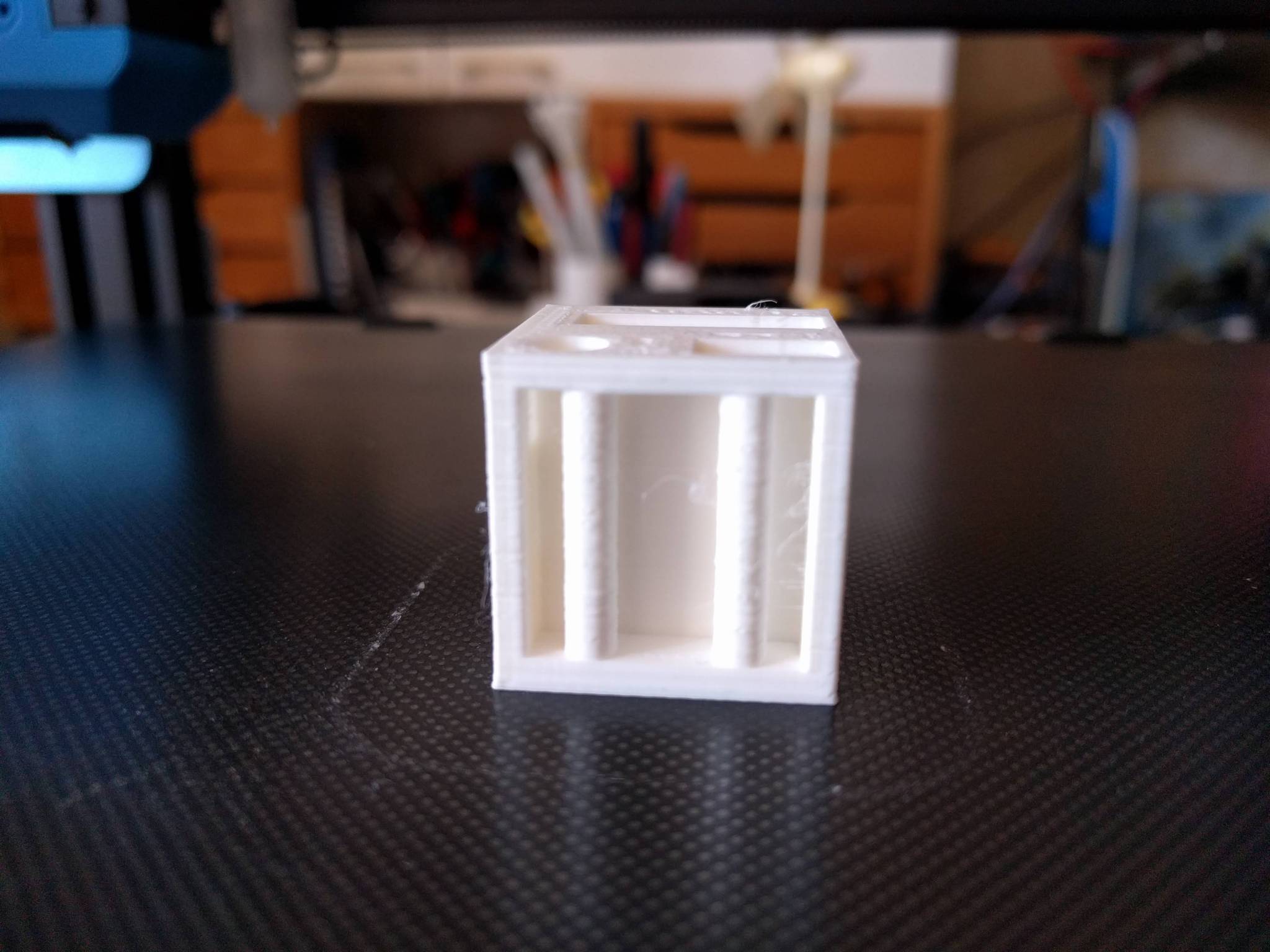
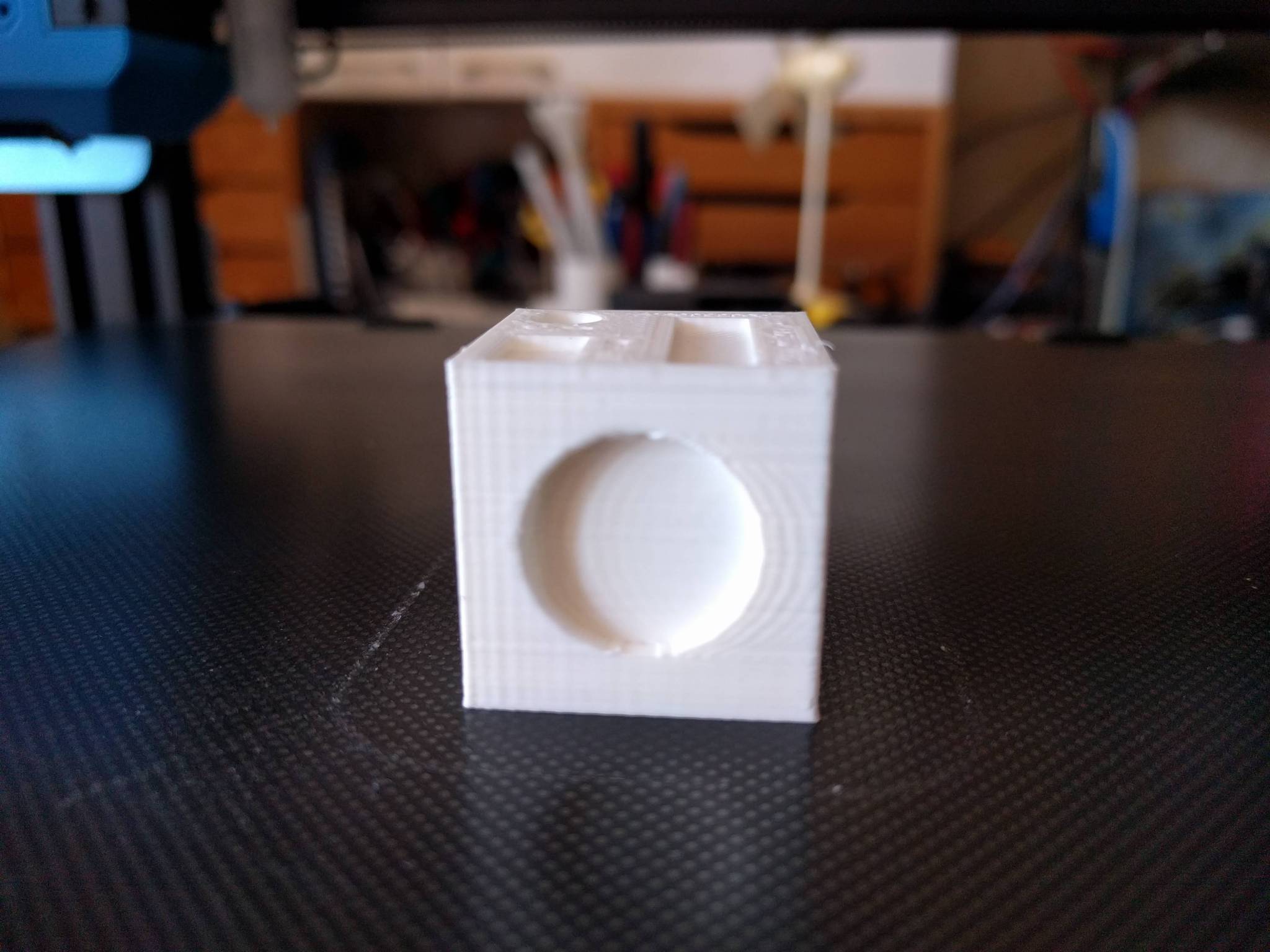
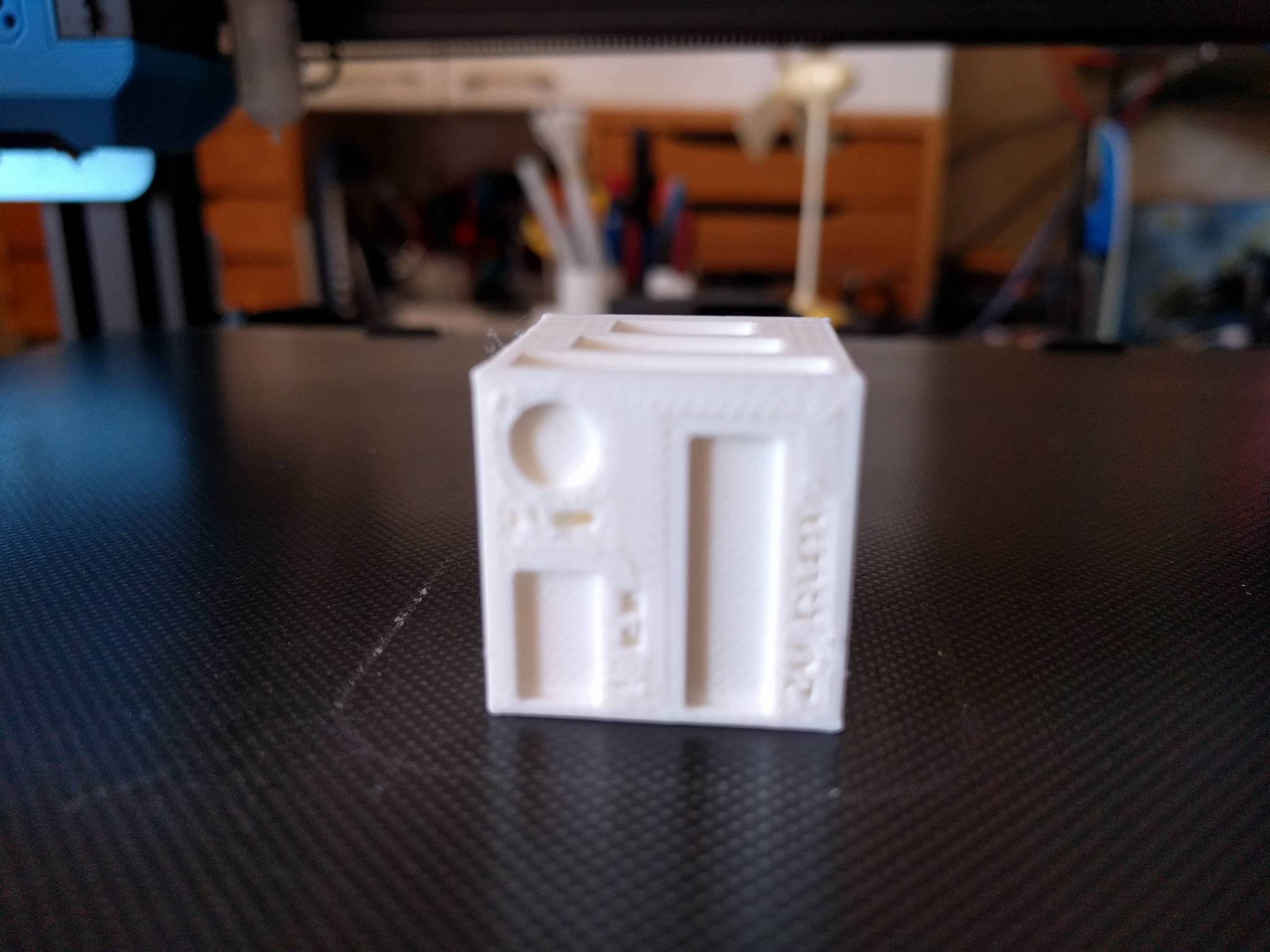
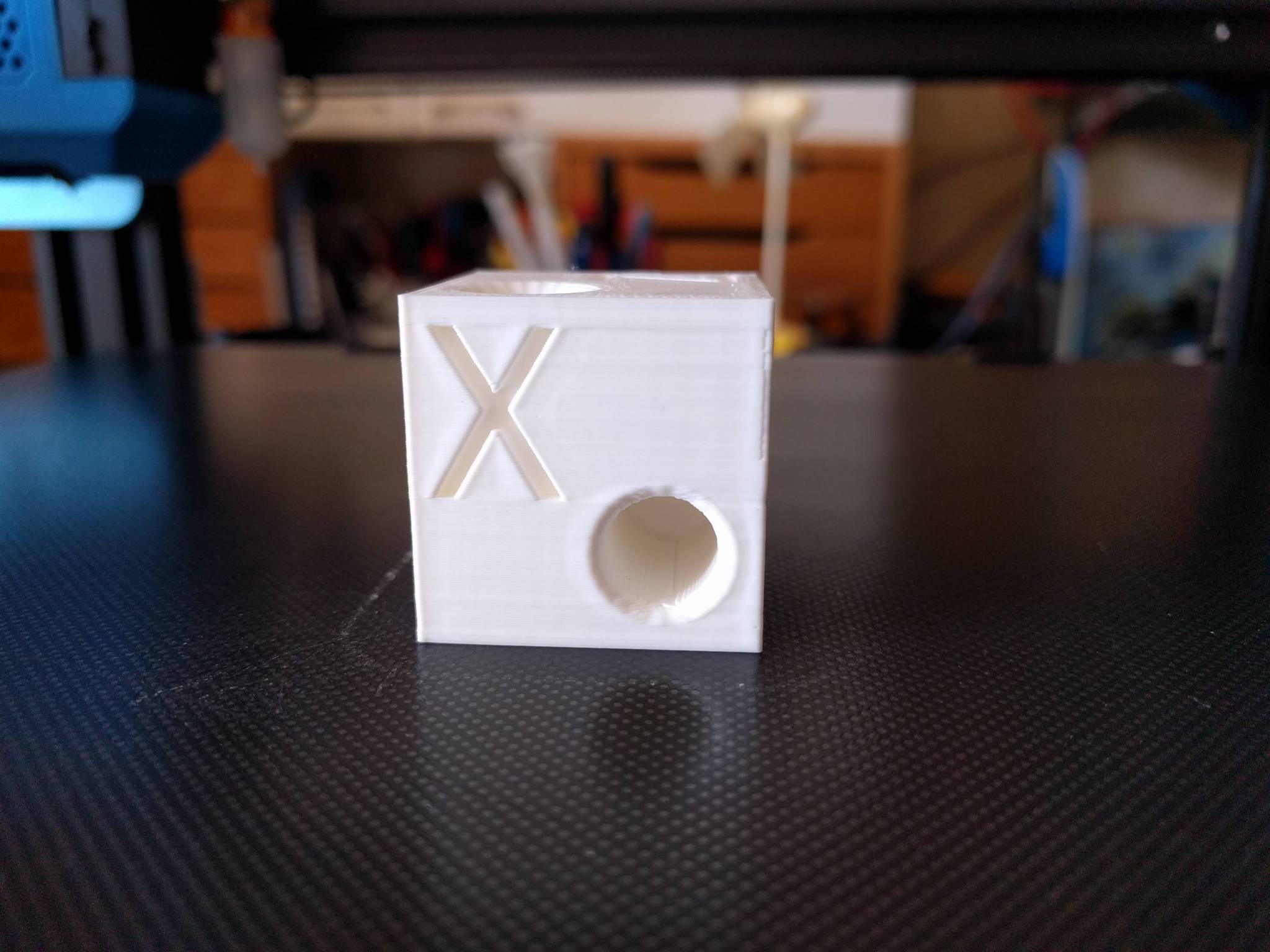
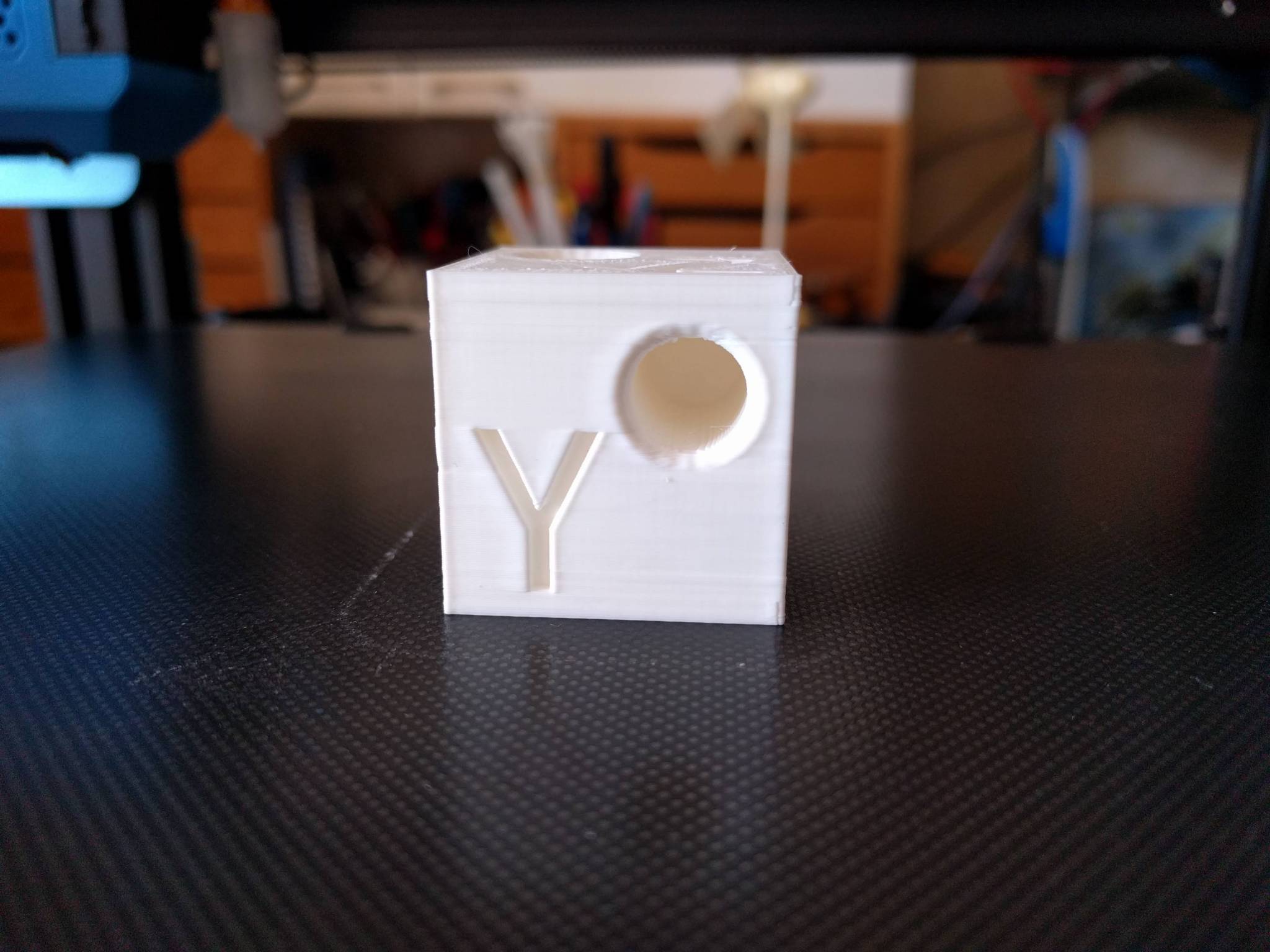
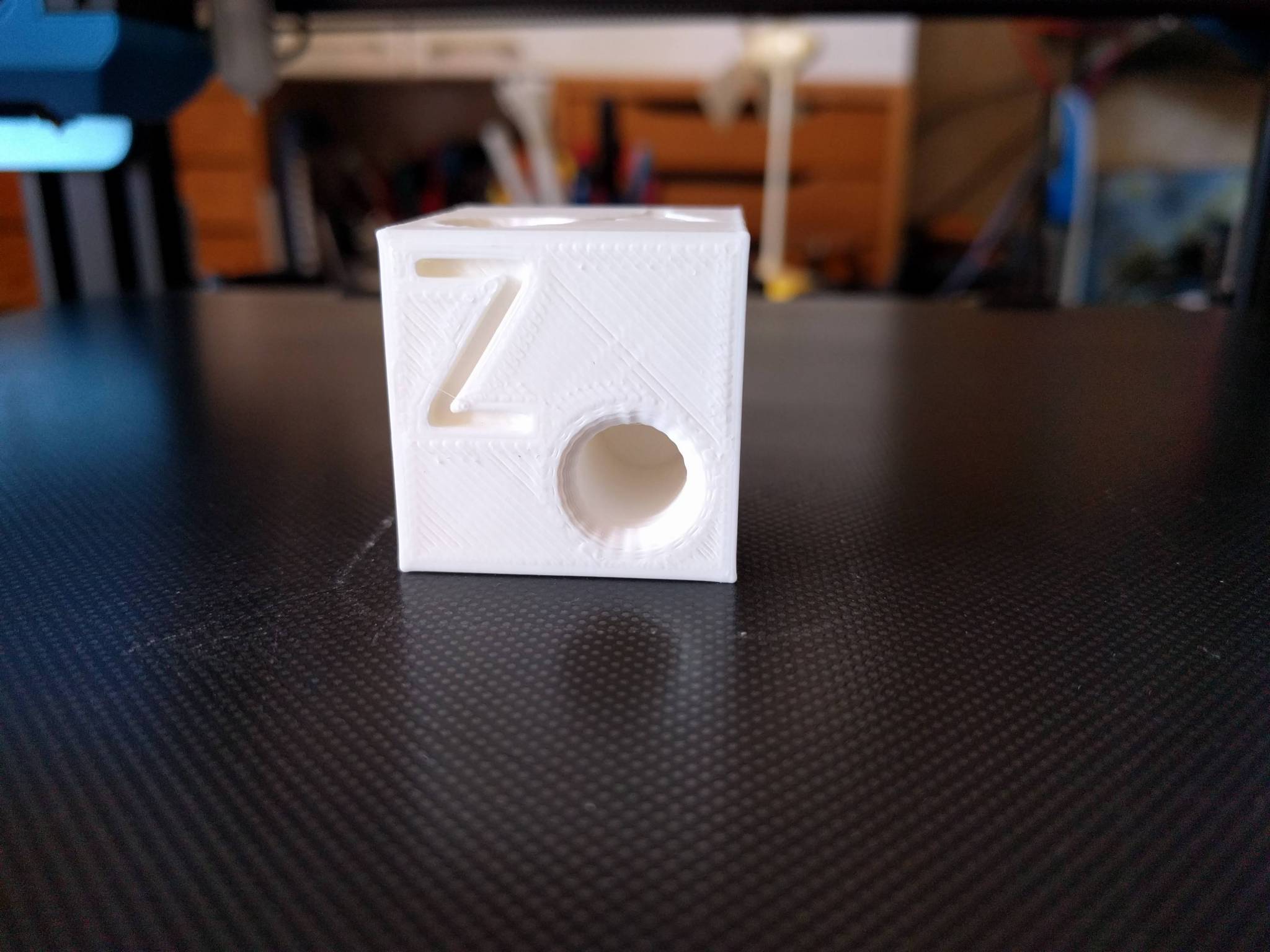
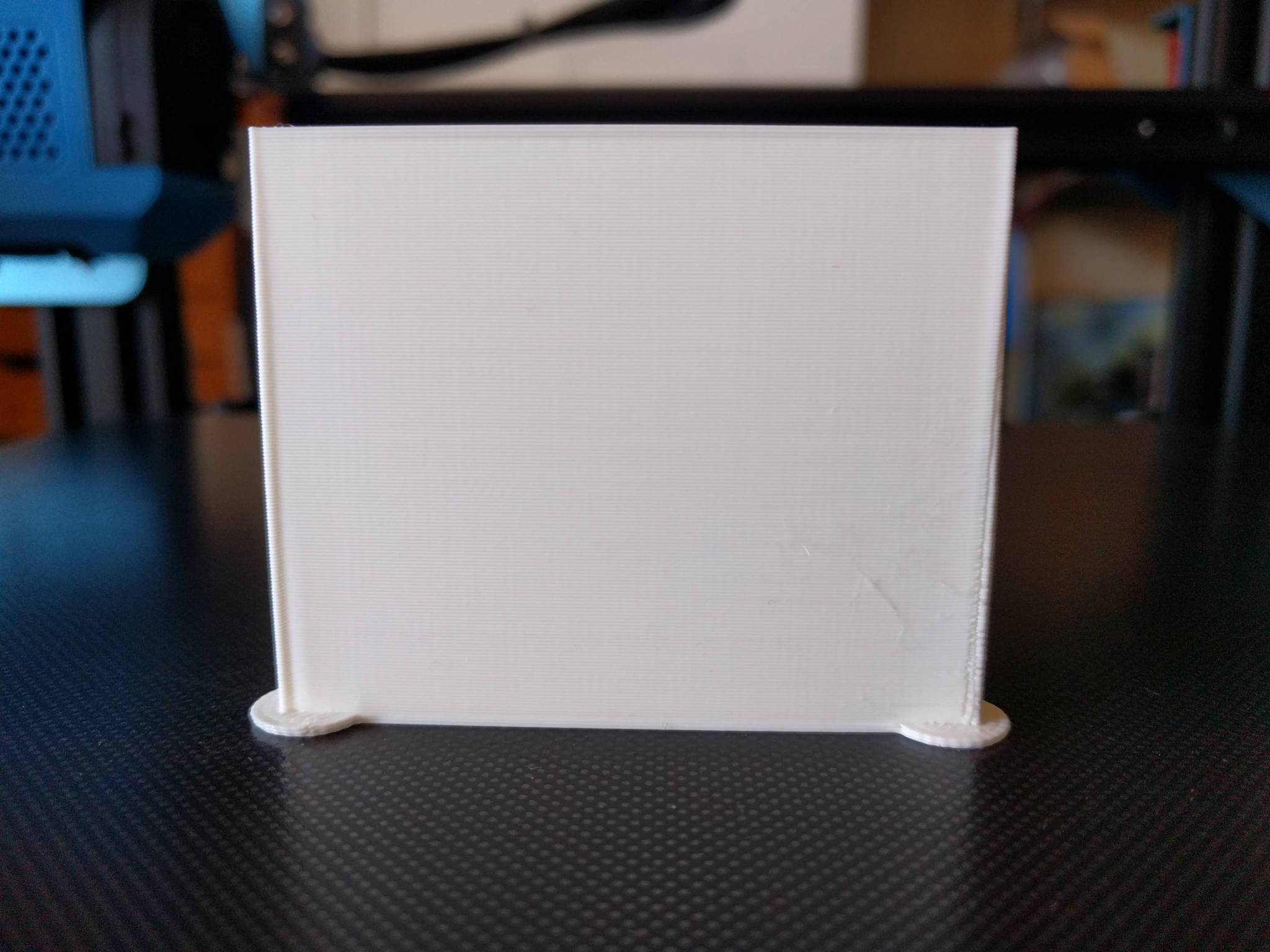
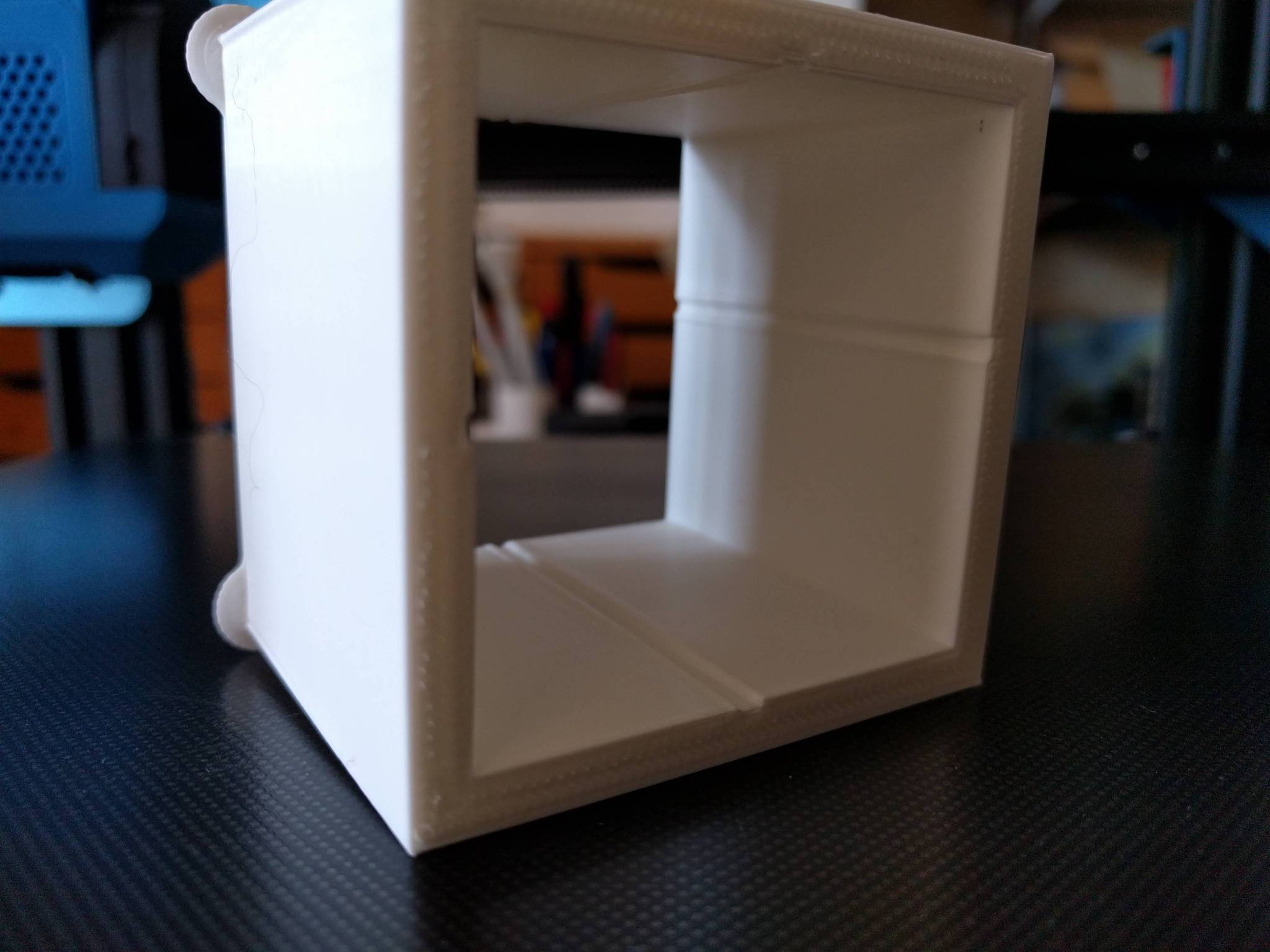
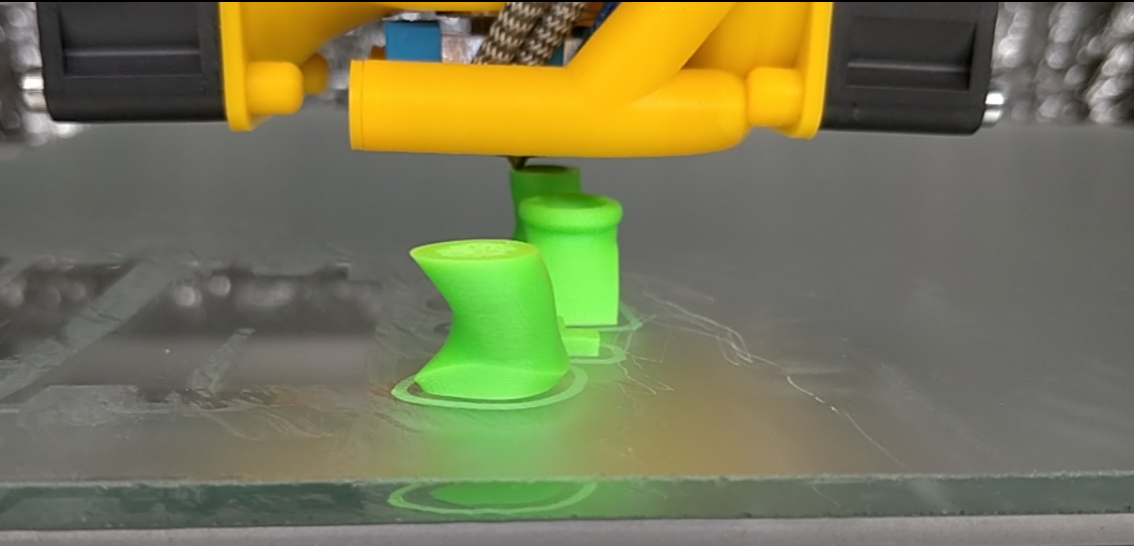
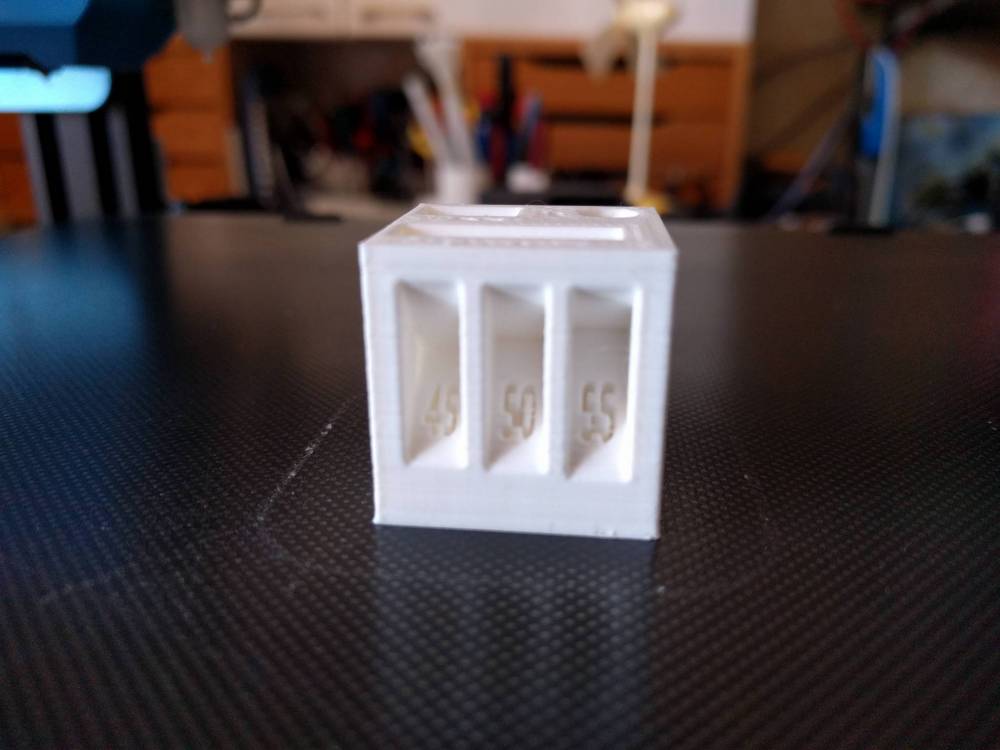
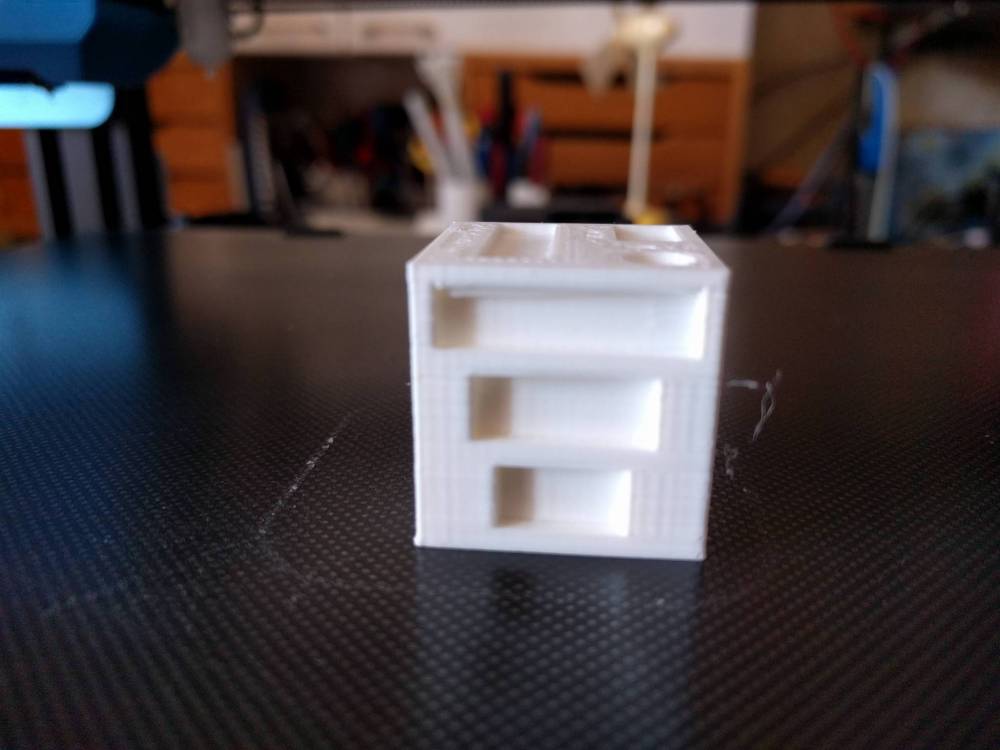
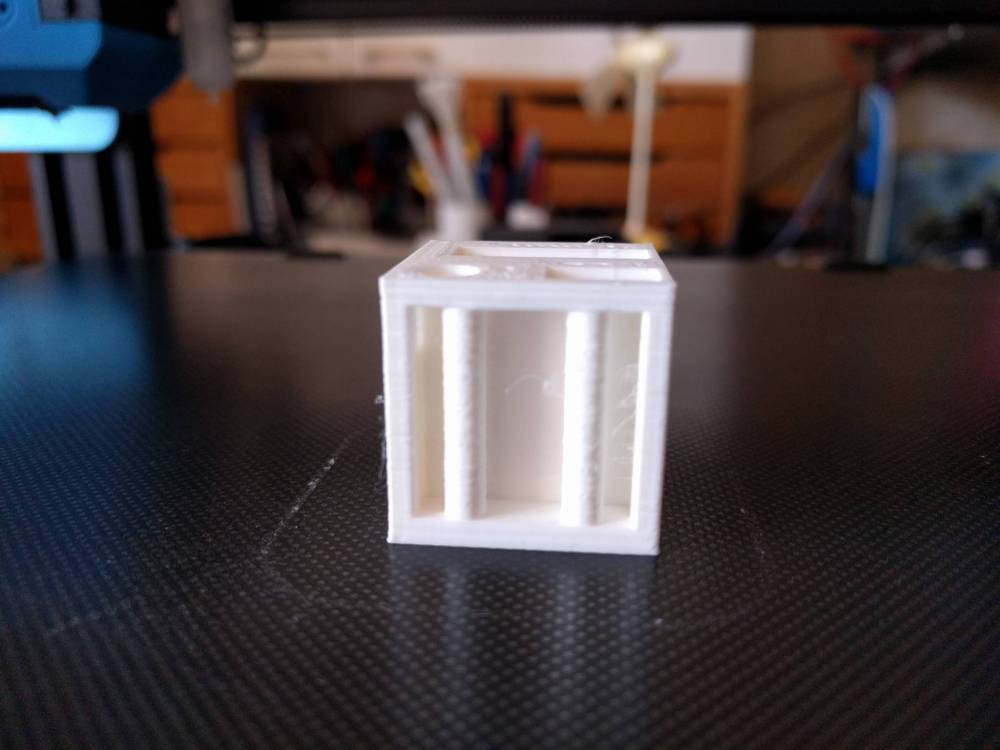
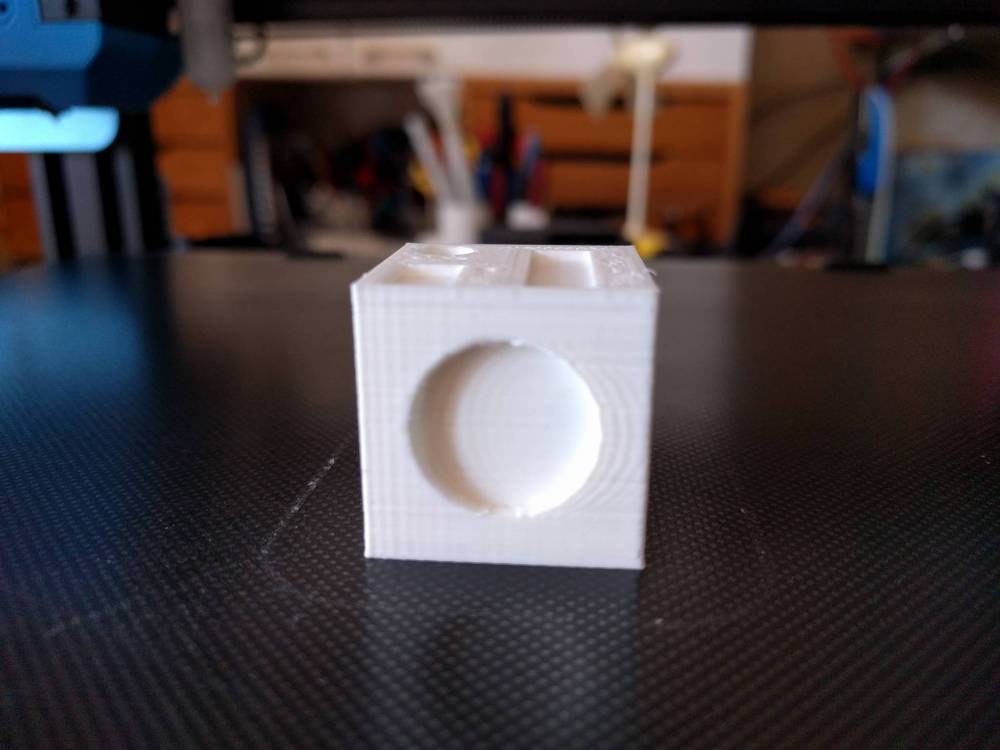
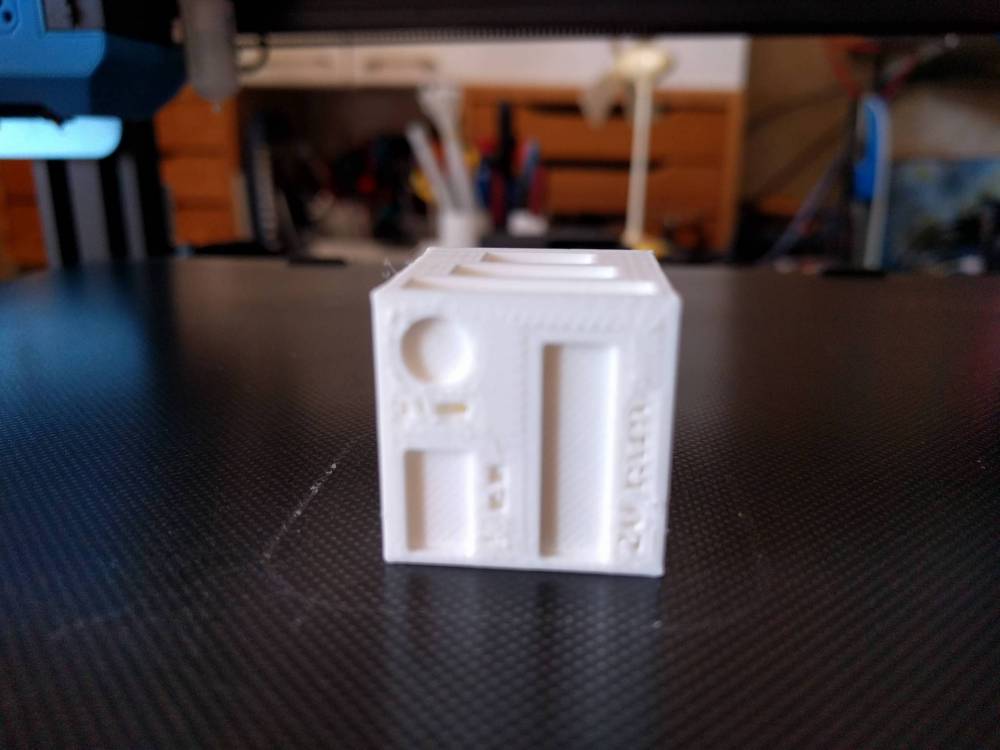
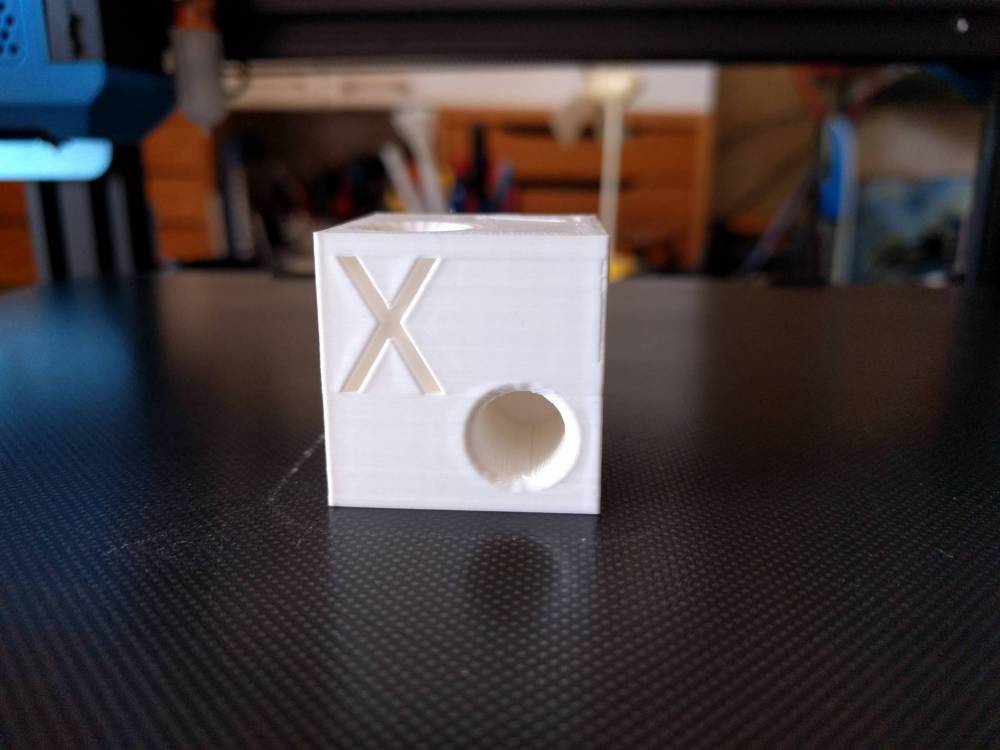
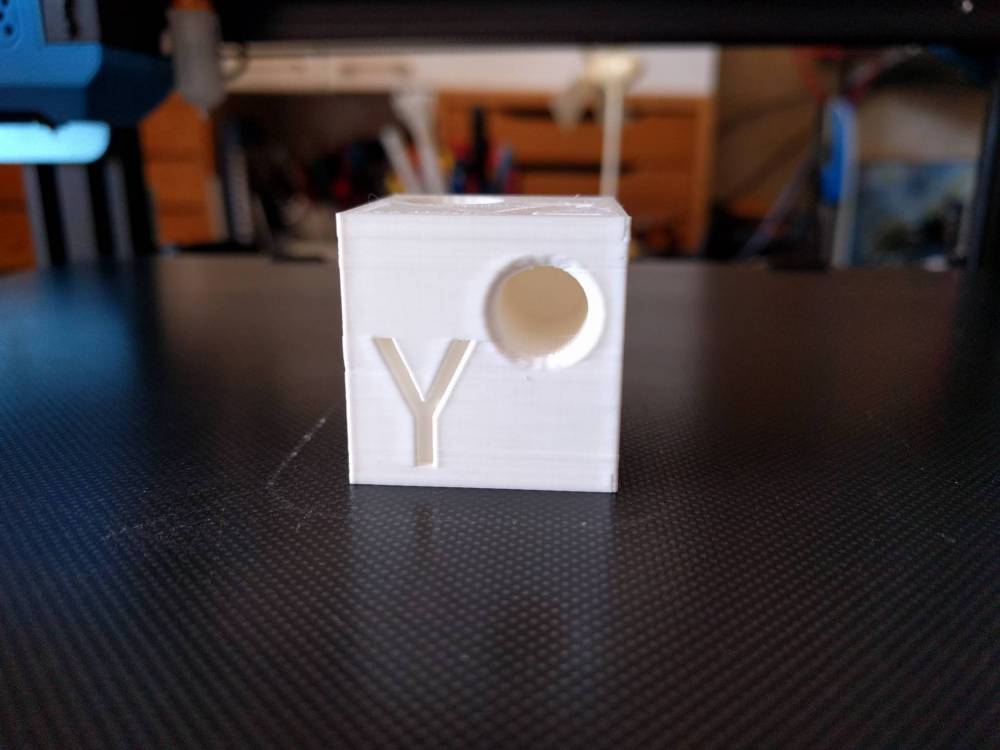
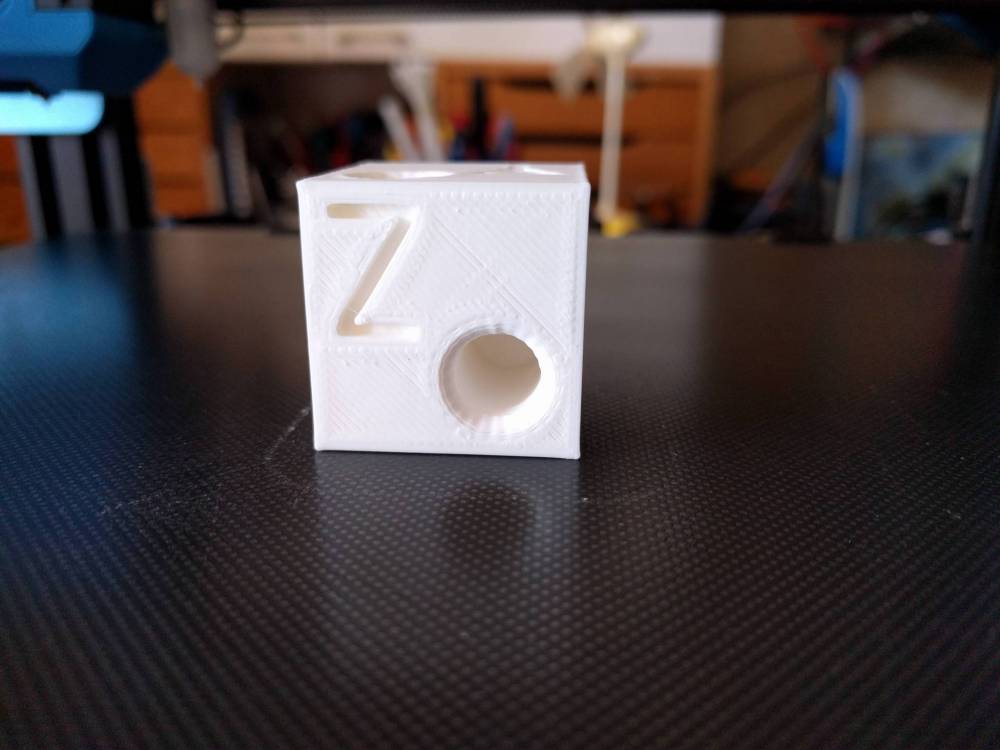
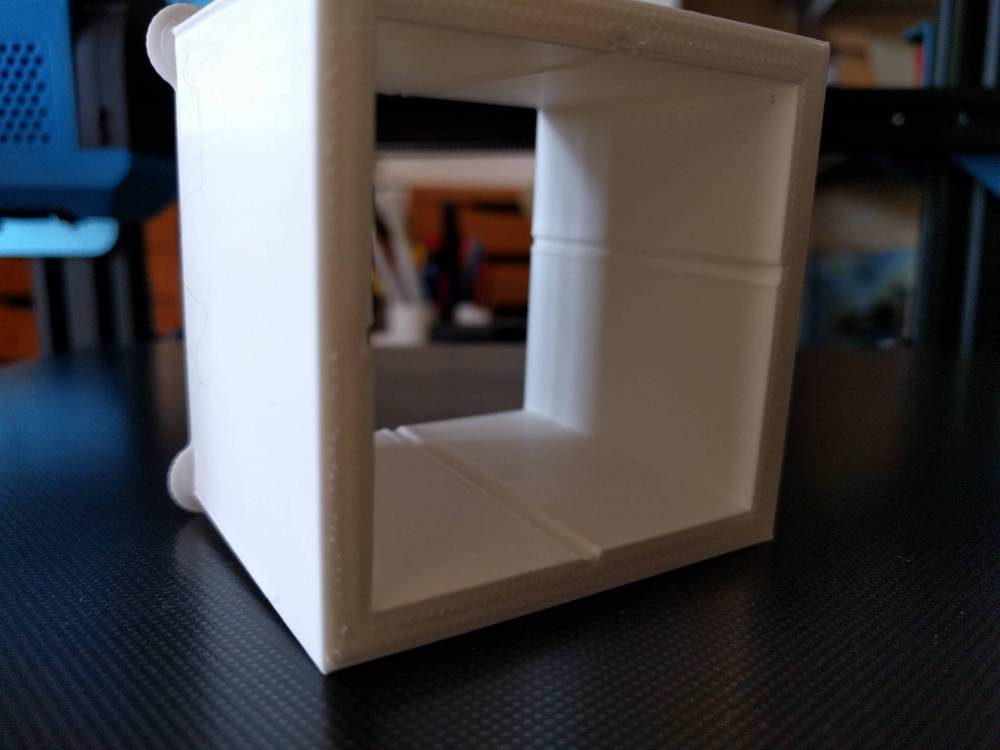
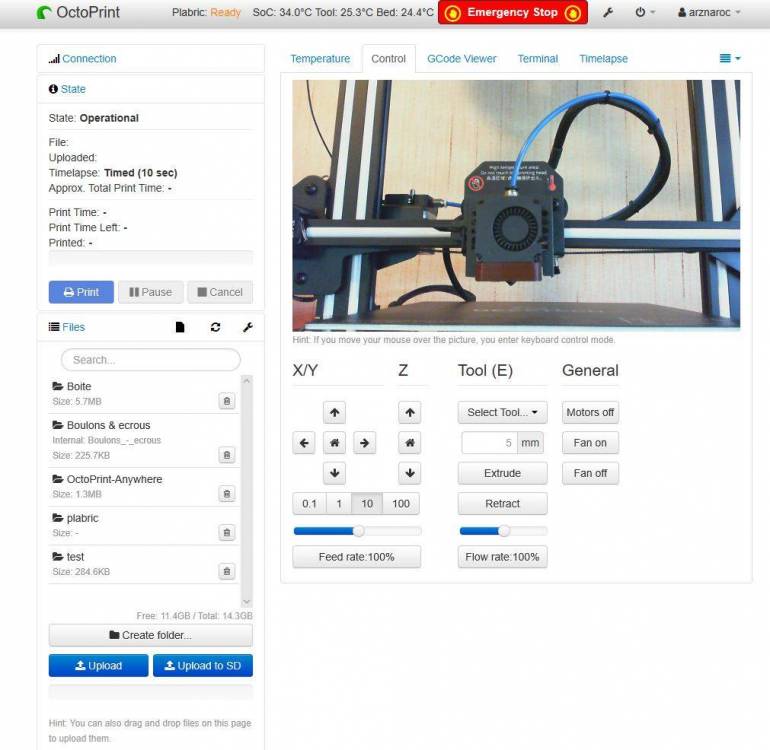
Ayant rencontré quelques difficultés d’impression avec des pièces cylindriques sur ma CR10V2 récemment mise à jour avec un bon et beau Marlin 2.0.5.3 dont j’avais fait part dans ce post : La remarque de @Tircown quant au firmware Klipper m’a «provoqué». Aimant les défis, particulièrement quand ils sont liés à l’informatique, l’électronique et la bidouille en général, j’ai sauté le pas. Je vais donc relater mon expérience, en renvoyant vers les liens qui m’ont été utiles et en fournissant évidemment les fichiers de configuration de ma CR10-V2 (pour les pressés, aller directement à la fin du post pour y trouver ceux-ci). Étape préliminaire Étant de la vieille école, je préfère de loin une bonne documentation format écrit fusse-t’elle en anglais plutôt que des vidéos pour me plonger dans un sujet nouveau. Le créateur du firmware Klipper, justement, a bien fait les choses, de nombreuses heures de lecture sont à prévoir (en ligne ou après récupération de l’archive compressée) : https://github.com/KevinOConnor/klipper Un utilisateur du forum, @Nibb31 a réalisé un excellent tutoriel (en français évidemment) qui explique tout : Tout ce que vous avez toujours voulu savoir sur Klipper sans jamais oser le demander Un autre site dont je me suis fortement servi : https://klipper.info/ Après lecture assidue des documents des liens précédents, je peux alors me lancer, d’autant plus que j’ai tout le matériel nécessaire (imprimantes, raspberry pi, cerveau et couteau). Première étape, installation de Klipper Octoprint étant déjà installé et fonctionnel, je m’y connecte via SSH (utilisateur : pi, mdp : cestmonsecret ou raspberry si vous ne l’avez pas modifié (c’est pas bien de ne pas le faire)). On récupère Klipper : git clone https://github.com/KevinOConnor/klipper ./klipper/scripts/install-octopi.sh Ces deux lignes, télécharge Klipper (git), installe les dépendances indispensables, prépare Klipper pour qu’il démarre automatiquement à l’allumage de la framboise et démarre celui-ci sous forme d’un service (le script «install-octopi.sh»est un fichier texte contenant les lignes de commandes). On construit puis flashe le microcontrôleur : cd ~/klipper/ make menuconfig Choix du microcontrôleur de la carte : Atmega2560 pour la CR10-V2, puis on lance la «compilation» : make On vérifie sur quel port la carte est connectée en USB : ls /dev/serial/by-id/* Le résultat affiche un lien symbolique /dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 vers le périphérique physique (chez moi /dev/ttyUSB0). pi@octopi:~ $ ls -l /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 lrwxrwxrwx 1 root root 13 May 18 12:56 /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 -> ../../ttyUSB0 Il ne reste plus qu’à flasher le firmware : sudo service klipper stop make flash FLASH_DEVICE=/dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 sudo service klipper start Pour que ce flashage réussisse il faut que Octoprint ne soit pas connecté à l’imprimante (bouton «Déconnecter»). Seconde étape, configurer Octoprint Configurer Octoprint pour qu’il utilise Klipper : ajouter un port série nommé /tmp/printer dans les préférences, Connexion série, onglet Général, «ports série supplémentaires» puis sauvegarder. Revenir dans les préférences, dans l’onglet «comportement» modifier à la section «Que faire en cas d’erreur de firmware» en cochant «Annuler toutes impressions en cours mais rester connecté à l’imprimante», enregistrer. Reste à tester la connexion après avoir sélectionné le bon port série ( /tmp/printer) puis en cliquant sur le bouton «Connecter». En utilisant le terminal avec la commande «status», une erreur est retournée puisque la configuration de l’imprimante n’est pas faite. Pour me faciliter encore plus la vie, j’ajoute un plugin à Octoprint : Octoklipper Troisième étape, configurer Klipper Il reste à préparer un fichier de configuration correspondant à ma CR10V2. Dans les fichiers du répertoire «config» de Klipper, celle-ci n’est pas présente. Il y en a pour la CR10 et la CR10S (printer-creality-cr10-2017.cfg et printer-creality-cr10s-2017.cfg) Dans les sources du Marlin2, les attributions des pattes d’un microcontrôleur sont regroupées dans le dossier src/pins/«controleur»/pins_«carte».h. La carte de la CR10-V2, version2.5.2 (Atmega2560), est déclarée comme une RAMPS modifiée par Creality : #define MOTHERBOARD BOARD_RAMPS_CREALITY les numéros des pins à déclarer seront donc dans pins_RAMPS_CREALITY.h (et en inclusion pins_RAMPS.h). Le fichier prévu pour une CR10S correspond aux attributions, il y aura donc moins de travail de tâtonnement et ça c’est cool. Il y a bien quelques différences mais elles sont minimes. Ayant un Bltouch d’installé, le pin utilisé est celui du Z_MAX alors que le endstop est sur le Z_MIN. Je complète ce fichier de configuration avec les options dont j’ai besoin, place ce fichier dans le home du Pi et relance Klipper soit via le terminal d’Octoprint («firmware_restart») ou via le plugin Octoklipper et le bouton «Firmware» ou «Host» Quatrième étape, vérifier la configuration La documentation relate les étapes à suivre pas-à-pas : vérifier l’affichage des températures vérifier l’«arrêt d’urgence» (M112) vérifier la mise en chauffe du lit et de la tête vérifier le fonctionnement des moteurs vérifier les fins de course vérifier les pilotes des moteurs vérifier le moteur de l’extrudeur calibrer les réglages de PID (tête / lit) Dans l’ensemble peu de modifications à effectuer pour que l’ensemble fonctionne (au cas où, j’avais le doigt prêt à appuyer sur l’interrupteur de l’alimentation). Toutes les attributions de «pins» format «arduino» (déclaration pin_map dans la section [mcu] du fichier de configuration) sont correctes. Possédant un détecteur de fin de filament, j’ai juste eu à inverser sa logique de fonctionnement : au départ : switch_pin: ar2 devient : switch_pin: !ar2 Ma CR10V2 a été modifiée par l’adjonction d’un système d’auto-nivellement (BLTouch de Antclabs ®). Creality a prévu d’origine la possibilité de cet ajout, tout est pré câblé sur la carte mère, il suffit de connecter la prise femelle du câble du Bltouch (5 broches avec détrompeur) sur l’embase électronique située sous l’extrudeur. Cela évite d’ouvrir le boîtier d’alimentation pour déconnecter le contacteur de fin de course de l’axe Z branché sur le ZMIN. La pré connexion du BLTouch le branche sur le ZMAX donc la «pin» à déclarer est la n”19 en mode «pullup» : [bltouch] # CR10V2, connexion sur ZMAXPIN (19) sensor_pin: ^ar19 control_pin: ar11 pin_move_time: 0.4 x_offset: 47 y_offset: 0 # Increase Z_Offset to lower nozzle closer to bed. PLA 1.55 #z_offset: 1.55 speed: 60 Cinquième étape, améliorer la configuration L’imprimante étant à nouveau fonctionnelle, quelques impressions sont réalisées. Auparavant, il me faut modifier les gcodes de démarrage et de fin de mon trancheur (Cura dans un premier temps). En effet, Klipper n’utilise pas la totalité de ceux prévus pour un Marlin (ex : G29). Cette page donne tous les gcodes connus de Klipper. Il utilise de nouvelles directives (extended G-code) sous forme de mots clés équivalents aux gcodes (ex : STATUS, FIRMWARE_RESTART, BED_MESH_CALIBRATE, …). L’avantage de ce système est que l’on peut créer des macros relativement complexes afin de simuler leur équivalent en gcode Marlin. Par exemple pour mes gcodes de démarrage / fin, je vais utiliser les macros suivantes : [gcode_macro START_PRINT] variable_T_BED: 60 variable_T_EXTRUDER: 200 gcode: M117 Home sweet home # Use absolute coordinates G90 # Reset the G-Code Z offset (adjust Z offset if needed) SET_GCODE_OFFSET Z=0.0 # Home the printer G28 # Use the bed mesh #G29 BED_MESH_PROFILE LOAD=cr10v2 # Move the nozzle near the bed G1 X15 Y20 Z5 F6000 M117 Chauffe Marcel # Start bed heating and continue M140 S{T_BED} {% if printer.heater_bed.temperature < params.T_BED|float*0.85 %} M190 S{params.T_BED|float*0.85} # wait till 0.85 of bed temp is reached, then continue {% endif %} M140 S{T_BED} M104 S170 # Prechauffe buse M190 S{T_BED} M109 S{T_EXTRUDER} # Prime line PURGE M117 C’est parti, mon Kiki... [gcode_macro END_PRINT] gcode: M117 C’est fini # move z up G91 G1 E-2 Z+10 F3000 # absolute xy G90 G1 X5 Y295 F2000 #disable hotend and heated bed M104 S0 M140 S0 # disable steppers M84 BED_MESH_CLEAR # prime the nozzle [gcode_macro PURGE] gcode: M117 Ligne de purge G92 E0 ;Reset Extruder # move z axis G1 Z2.0 F3000 ;Move Z Axis up # move to prime position G1 X2 Y30 Z0.28 F5000.0 ;Move to start position G1 X2 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X3 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X3 Y50 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up # G29 => (1) home all (2) get bed mesh (3) move nozzle to corner so it doesnt ooze on the bed while heating up. [gcode_macro G29] gcode: G28 BED_MESH_CALIBRATE G0 X0 Y0 Z10 F6000 BED_MESH_PROFILE save=cr10v2 Dans Cura, mes gcodes de démarrage / fin deviennent ) : ; gcode macro Klipper (démarrage) START_PRINT T_BED={material_bed_temperature_layer_0} T_EXTRUDER={material_print_temperature_layer_0} ; gcode macro Klipper (fin) END_PRINT Avant de me lancer dans les impressions, je réalise la calibration de l’extrudeur (100 mm demandés = 100 mm fourni), méthode «matérielle only» donc PTFE déconnecté en sortie d’extrudeur. Résultats, un poil trop (trois tests de 100 mm, au lieu de 300mm, j’ai 303, donc règle de trois pour affiner mes pas qui passent de 0,00714285 (1/140 pas) à 0.00719666 (1/138.95 pas) [mon extrudeur a été remplacé par celui des CR10S Pro, BMG sans réduction]. Un premier cube de calibration (25x25x25mm) est tranché puis envoyé à Octoprint afin d’être imprimé. Les résultats dimensionnels sont très corrects (25 x 25 x 25,02 (XxYxZ). Au dessus j’ai bien 10 , 20 et 6 mm, les ponts sont bons, pas de «stringing» sur la face colonnes, un beau cercle, des «overhang» quasi parfaits. Le seul défaut est un léger «pied d’éléphant». Impression faite avec du PLA 3D870 Blanc (le stock de filament commence à s’épuiser), température de 215°, vitesse d’impression de test à 100 mm/s sauf pour les parois, interne à 75 mm/s, externe à 50 mm/s. J’en profite en continuant mes tests, j’ajoute la gestion de la rétraction dans le firmware Klipper (je reprends les valeurs utilisées par Cura) : [firmware_retraction] retract_length: 5.2 retract_speed: 25 unretract_extra_length: 0 unretract_speed: 20 et en ajoutant l’option dans Cura : Un autre cube de calibration (30x30x30) avec des cylindres internes de profondeur 20 mm sert à tester cette «nouvelle rétraction». L’examen du gcode obtenu permet de voir les nouveaux gcodes de rétraction (G10/ G11). ;Generated with Cura_SteamEngine 4.6.1 M82 ;absolute extrusion mode ; gcode macro Klipper START_PRINT T_BED=60 T_EXTRUDER=215 G92 E0 G92 E0 G10 ;LAYER_COUNT:150 ;LAYER:0 M106 S255 G0 F6000 X165.065 Y129.811 Z0.2 ;TYPE:SKIRT G11 G1 F1200 X165.708 Y129.86 E0.02145 … Sixième étape, Pressure Advance Qu’est que c'est que ça que c'est ? D’après la documentation, «Pressure advance does two useful things - it reduces ooze during non-extrude moves and it reduces blobbing during cornering. (traduction approximative : L'avance à la pression a deux effets utiles : elle réduit le suintement lors des mouvements sans extrusion et elle réduit les coups dans les virages (mon interprétation : les coins sont plus francs, moins arrondis )). C’est plus ou moins l’équivalent du «Linear advance» pour Marlin. Malheureusement, cette option, je ne peux pas l’activer dans Marlin avec ma carte Creality «silencieuse» équipée de pilotes TMC2208 déclarés en mode standalone. Si je l’active, mon extrudeur va plus ou moins rapidement arrêter de fonctionner. Depuis quelques mois (mi mars 2020), le développeur de Klipper a fourni une correction qui permet d’utiliser ce firmware avec cette option pour des TMC2208 en standalone. En suivant scrupuleusement la documentation, la tour carrée est tranchée, les directives d’impression sont données, l’impression est lancée. Une fois finie et examinée, mes valeurs de PA sont ajoutées dans la section [extruder] du fichier de configuration. Conclusion (provisoire) Klipper est un excellent firmware qui mérite d’être essayé. Une fois le flashage sur la carte mère réalisé, sa facilité de paramétrage, de tests est sans commune mesure avec Marlin : on effectue les modifications dans le fichier de configuration, après un RESTART ou un FIRMWARE_RESTART, la nouvelle configuration est prise en compte, plus besoin de modifier son (se) fichier(s) «.h» puis de recompiler et installer en flashant. La possibilité des «macros» est juste énorme, de nombreuses choses deviennent possibles. Klipper peut gérer (je n’ai pas testé) plusieurs cartes (en gros principe de maître / esclave), l’absence d’une fonctionnalité sur la carte principale n’oblige pas forcément à en changer. On ajoute une autre carte (une RAMPS par exemple) et on peut utiliser ses fonctionnalités en plus de la carte «principale». Merci @Tircown de m’avoir obligé à sortir de ma zone de confort et un grand merci @Nibb31 pour avoir créer son excellent tutoriel. A suivre… PS : pour ceux qui voudraient tenter l’aventure, comme promis en début du sujet, mes fichiers de configurations actuellement utilisés et fonctionnels sur ma CR10V2 avec sa carte d’origine V2.5.2. Fichiers à placer dans le home de Pi, là où se trouve Octoprint (/home/pi): Ma configuration est désormais accessible sur mon dépôt Github : https://github.com/fran6p/cfg_klipper

 4 points
4 points -
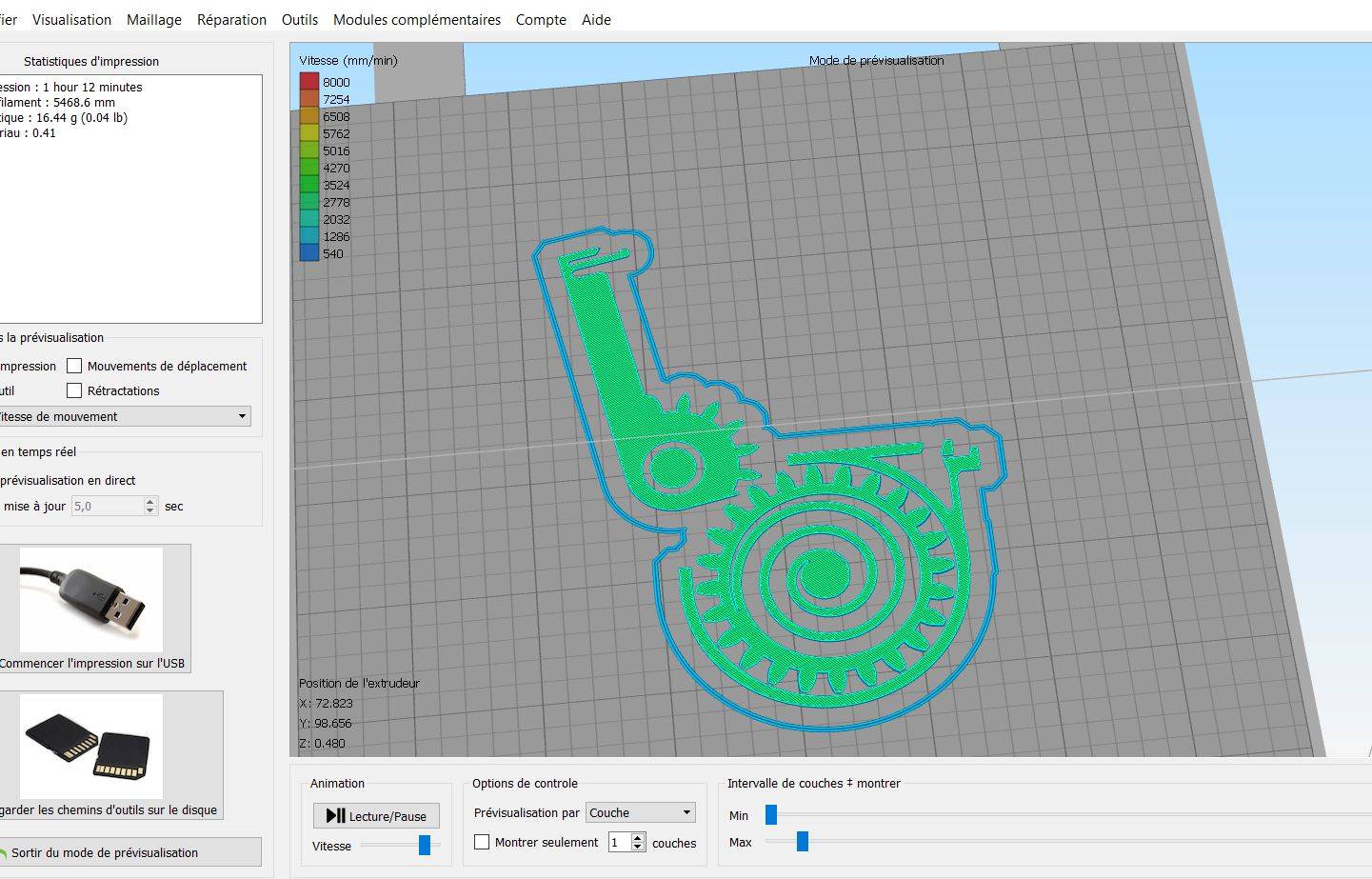
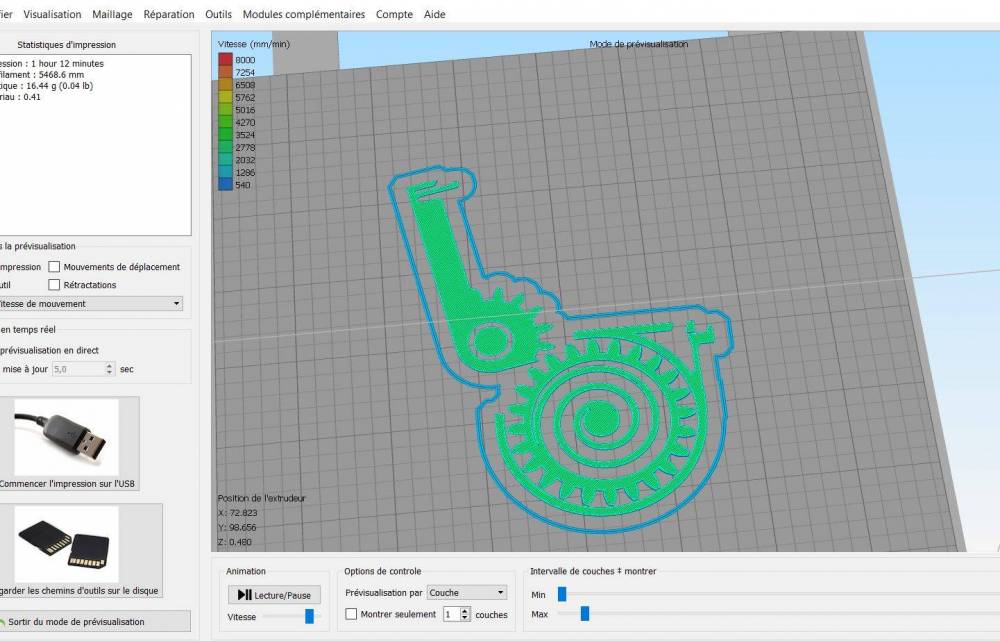
Ce n'est pas Simplift3D qui en jeu dans ce mauvais tranchage. C'est le fichier stl lui même qui est mal foutu. Devant chaque pièce issue de Thingiverse (ou d'ailleurs et même mes propres créations) je passe systématiquement le fichier stl dans la moulinette de Netfabb et là, miracle Simpify3d le tranche parfaitement. Voir l'image de la première couche : Voici aussi ile fichier original corrigé par Netfabb : Adresse de Netfabb https://service.netfabb.com/login.php Test_fixed.stl
 2 points
2 points -
On s'en balec ! Il doit faire partie de ceux qui rentrent chez les gens sans frapper ni dire bonjour, s'asseoient dans le canapé et demandent exigent un café2 points
-
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
la super-glus ça devrais le faire, j'ai déjà collée du pla avec Pour le mastic le sintoPierre c'est pas bon, c'est vraiment pas fait pour ça, si tu veux vraiment rester dans cette marque prends du sintofer pro alu, c'est pas du tout souple mais très rigide et dur et autre truc, la surface ou tu va mettre le mastic ne doit pas être lisse, ça accroche beaucoup mieux sur des surfaces rugueuses donc ponce avec du très gros grain la ou tu va mettre le mastic.1 point
-
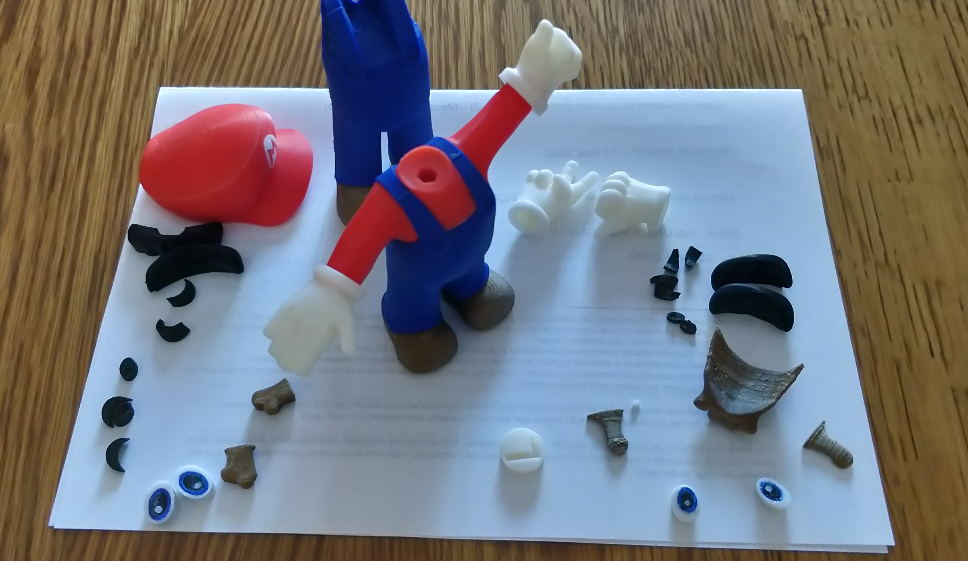
Bonjour, J'ai fait un print des pièces de MARIO et LUIGI et c'est plutôt pas mal avec les fichiers ci dessous, quelques coups de lime et papiers de verre mais pas de problème particulier pour l’assemblage. Print en ABS , buse 0.3mm résolution 0.1 et colle ABS les liens pour les fichiers https://www.thingiverse.com/thing:2938602 https://www.thingiverse.com/thing:2939398




 1 point
1 point -
J'arrive un tard, mon transfert à pris 3:00 vu le débit que j'ai ici rien d'étonnant. Le principal est que tu soi dépanné. Tant pis je le mérite je mets le lien. https://we.tl/t-qXI4uuvJff1 point
-
@Motard Geek j'ai aussi un PEI de ce site et je doit dire que j'en suis extrêmement content, pour l'instant j'ai utilisé que le côté lisse et ça accroche du tonnerre, peut être trop même car des fois j'y laisse des morceaux de ma première couche....1 point
-
Salut à tous, Je crois avoir enfin réussi à faire marcher ce BLtouch Voilà 5 jours que je me prends la tête, tout comme vous, avec un BLTouch de chez Antclabs version 3.1. Mon imprimante est une Alfawise U30 Pro sur laquelle j'ai installé le fang de DeamonCrack en version MK8. Et après installation et câblage du BLTouch, le téléversement se passe correctement, réglage du Z Offset comme décrit en page1 et dès que je lançais une impression, bah ça foirait ! A la place d'une jolie première couche, j'avais un tole ondulée en PLA... En premier lieu, je vérifie les X et Y PROBE_OFFSET_FROM_EXTRUDER par rapport à mon fang (Daemon crack) et je crois qu'il y a une erreur dans la doc de Demain Crack qui indique un X_OFFSET de 25,4 mm et un Y_OFFSET de 30,3 mm. Or, quand je mesure sur ma machine, c'est l'inverse : X_OFFSET à 30,4 mm et Y_OFFSET à 25,4 mm. Je modifie donc dans le configuratio_h et tente de nouveau une impression. Résultat : nouvel échec ! Le problème est ailleurs même si je pense vraiment que DeamonCrack s'est trompé dans sa documentation... Ensuite, j'ai entièrement démonté l'imprimante pour un nettoyage en profondeur et un remontage avec vérification des serrages et des excentriques. Je note au passage que l'une des barres verticale n'est pas tout à fait d'équerre avec l'axe horizontal. Mais difficile de corriger ça sans mettre des barres stabilisatrices. Je ferais ça une autre fois... Je fais un nouvel essai une fois avoir tout remonté et c'est toujours pareil. Je commence à déprimer... Je commande donc des nouveaux galets pour les changer tous car j'ai l'impression qu'ils ne sont pas en bon état. En attendant la livraison prévue le 2 ou 3 juin, Je reprends le réglage des excentriques des 3 axes pour améliorer encore les déplacements et je regarde un peu partout sur le web et remarque que certains règlent leur Z offset en replaçant la buse exactement à l'endroit où se trouve le palpeur du BLTouch au moment du G28. Je tente le truc et note une différence de 0,15 mm entre l'ancienne et la nouvelle valeur. Bon, je tente une nouvelle impression sans y croire vraiment. Et là, bim ! une première couche quasi parfaite. Donc est-ce que c'est cette modification de Z offset (en déplaçant la buse à l'endroit où le palpeur était au moment du G28) qui change tout ou la chance d'avoir par hasard trouvé le bon réglage des excentriques, je ne sais pas trop mais ceux qui rencontrent les problème décris plus haut devraient essayer ces 2 choses séparément... En espérant pourvoir rendre vos impressions meilleures...1 point
-
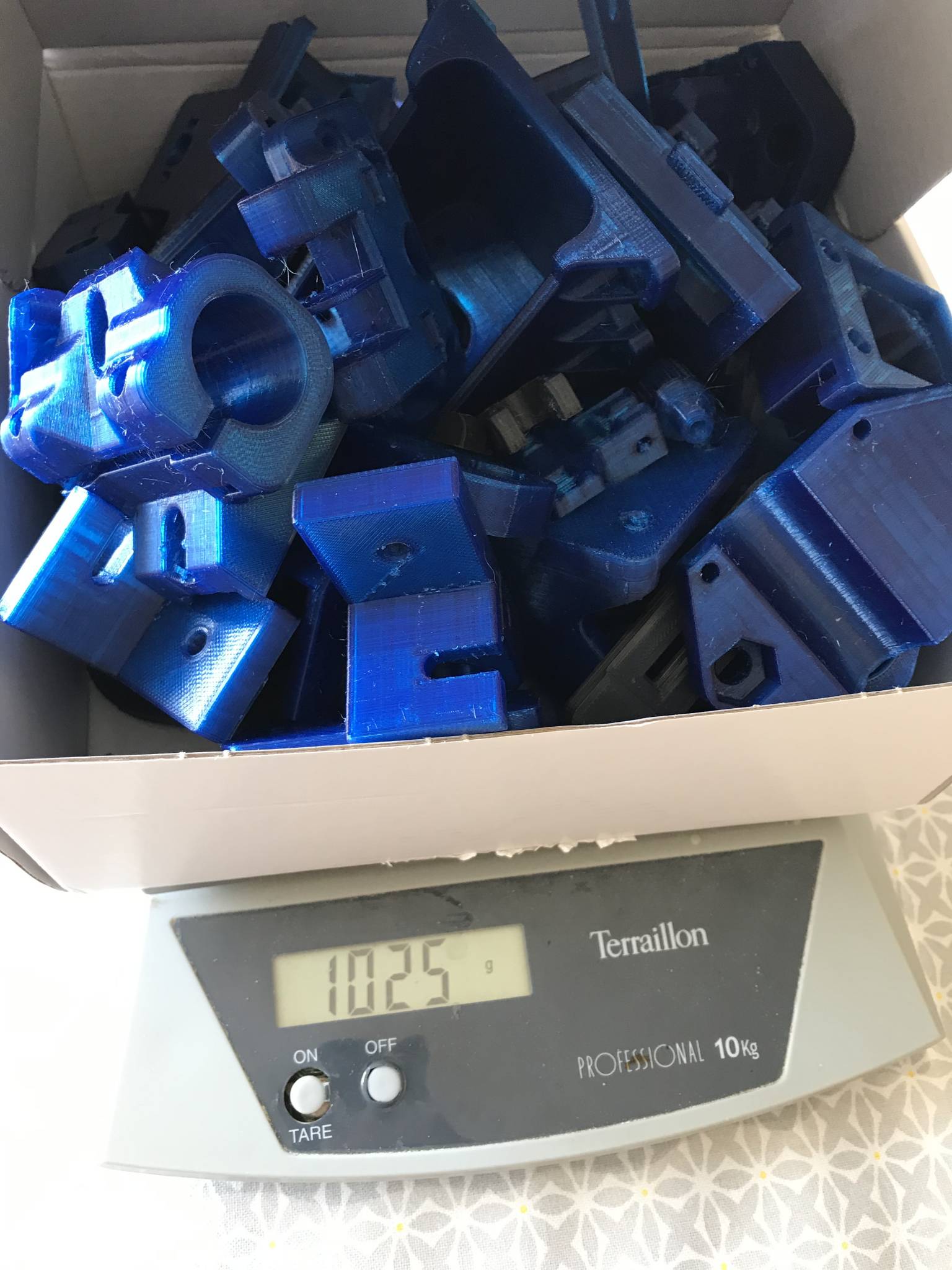
Bonjour à tous, Voila les impression sont terminé pour tout les éléments du châssis et des axes X Y Z. Pas loin de 15j nécessaire pour l'ensemble, pas de grande difficulté pour imprimer l'ensemble. Bien faire attention à l'orientation des pièces (mettre les alésages de guidage sur l'axe Z), petite vitesse d'impression et c'est partie. J'ai imprimé l'ensemble à des vitesses de 40mm/s aussi bien paroi et remplissage, et 30mm/s pour la paroi extérieur. J'ai juste deux trois pièces à reprendre car quelques défauts esthétiques. Rien qui n'empêche leur bon fonctionnement. Mine de rien les impression représente tout de même 1025g de PETG sans les supports Je suis toujours dans l'attente de mes pièces pour monter cette Ngen. Personnes pour me renseigner pour l'achat de câble 18 AWG et 22 AWG, il faut entre autre que je rallonge mes câbles néma. j'ai trouver ça sur Ali ici du câble en 18 AWG aux couleurs de ceux utilisé pour les Nema. Mais ça reste pas donné quand même. Si jamais vous aviez un lien éventuelle, pas nécessairement sur Aliexpress d'ailleurs. @+ Nico

 1 point
1 point -
Je reste toujours autant bluffé par ton travail... Pour le mastic, tu l'utilises pour les jonctions entre les différentes pièces? Je pensais que pour les "stries" de l'impression le mastic en bombe suffisait (et ponçage bien sur)1 point
-
Bienvenue sur le forum !1 point
-
Euh, si heureusement Pour les macs je ne sais pas mais pour Windows il faut parfois passer par le gestionnaire de disque et supprimer puis refaire la partition (bouton droit: Supprimer le volume (c'est l'équivalent de la commande fdisk à l'époque du MS-DOS) Ne pas se tromper de disque! et ne pas oublier lors du formatage, si la case Formatage Rapide est cochée, le système ne formate pas, il se contente d'effacer la table d'allocation. Pour atteindre rapidement le gestionnaire de disques et autres outils système sous Windows 10 taper Win + X Et un rappel sur les formats à utiliser selon la taille de la clé et la taille des fichiers https://www.commentcamarche.net/faq/2932-formater-une-cle-usb1 point
-
Bon et bien un grand merci à vous tous d'avoir pris un peu de votre temps pour tenter de m'aider. En fait grâce au petit logiciel de miserovitch j'ai réussi à reformater ma clé USB et ça refonctionne impeccable, elle est de nouveau reconnue par l'imprimante ! Bon j'aurai au moins appris que ni Windows ni Mac OS ne savent formater correctement une clé USB... Je garde ce petit logiciel sous le coude. Encore merci à tous. P.S : Du coup gelam t'embêtes pas pour les fichiers, c'est plus nécessaire...1 point
-
je te confirme mon Pneufit fait la gueule est je démonte remonte régulièrement, Prochain achat teflon + Pneufit de remplacement.1 point
-
Ha mais ca va pas du tout ça! Heureusement que cette fonction n'existe pas sinon on se rendrait compte que, comme pour le reste, ceux qui en parlent le plus sont souvent ceux qui en font le moins! ps: Je m'inclue évidemment dans cette remarque. LC1 point
-
Bienvenue chez les imprimeurs fous déconfinés ! @Eliam66 Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement Et sortez couvert1 point
-
De rien, c'est le principe du forum: aider quand / si on le peut (en plus j'aime ça partager le savoir). Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation Bien que j'ai aussi des Picam, je leur préfère des Webcam USB (Logitech 270, ou mieux une une «Papalook»). Par contre, la crise sanitaire a fait exploser les prix, ma Papalook. je l'avais payée en 2019, 30€ (#yenakiabuseetprofitedelacovid19)

 1 point
1 point -
Salut, J'ai pas tout lu car c'est un poil long. Si ton imprimante redémarre lors de la préchauffe et que ton ventilateur est piloté, je penses à un court-circuit au niveau des bornes du ventilateur.1 point
-
Je fais la même chose avec une jauge de profondeur digitale, qui est beaucoup plus facile à utiliser qu'un pied à coulisse grâce à sa semelle d'équerre Tout à fait d'accord. Concernant les alésages, ils sont systématiquement trop petits, je pense que c'est dû au fait que les STL's sont facettisés. Et plus ils sont petits, plus ils sont faux Par exemple quand je veux faire un logement pour un roulement à billes de 32, je modélise à 32.2 ou 32.3 Sinon jamais ça rentre
 1 point
1 point -
Salut Perso, je te conseille d'abord de te faire prêter deux boitiers CPL pour essayer. Ce serais couillon d'acheter du matériel pour rien.. Si ça ne fonctionne pas, malheureusement, la seule solution restante sera un cable. Par contre, tu auras une connexion nickel. En ce qui concerne brancher plusieurs équipements dans la cave, difficile de faire plus simple. Juste un hub suffira. Et oui, dans les 2 cas, tu conservera ton adressage local Envoyé de mon SM-G973F en utilisant Tapatalk1 point
-
C'est coincé.mp4 OSS 117: Le Caire, nid d'espions (2006)1 point
-
1 point
-
Ou alors tu colles le "boulon" avec un chouinegome ? @Titi78 je trouve que tu es bien aimable de lui répondre. Moi une demande comme celle là je prends même pas la peine de chercher à la comprendre. "y'a pas marqué Bonux" dans ce foirium1 point
-
@Joël Fontenelle Bonsoir, Si ton imprimante est reliée à un ordinateur et que tu as un logiciel qui permet de la piloter (Octoprint, Repetier-host, Pronterface, …) via le terminal tu peux envoyer des commandes gcode à celle-ci :1 point
-
Ajout Raspberry Pi 4 + Octoprint + webcam HD


 1 point
1 point -
et mer*e...1 point
-
Nouvelle version : OctoPrint-i18n-fr_20200305093000.zip - Correction de messages - Correction affichage date de téléversement d'un fichier Fonctionne parfaitement avec la dernière version d'Octoprint : 1.4.0 sortie en début de semaine Cette version a toutes les chaine traduites (certaines encore à améliorer). Précision: la majorité des plugins ne sont pas traduits hormis ceux qui éventuellement possèdent un dossier «translations» dans lequel existent une correspondance avec le pack de langue.1 point
-
j ai commencer aussi la peinture de mon casque la suite semaine prochaine , une fois fini un joli coup de vernis


 1 point
1 point -
bon, je viens de faire manuellement: G28 G29 M500 et j'ai lancé une impression avec dans dans mon fichier gcode (ajouté dans le gcode de démarage pour mon imprimante par CURA) : g28 ; home M420 S1 ; rappel levelling M420 Z10 ; Arrete la compensation au dessus de 10mm. soit 2% par couche de 0.2 et je vois bien les moteurs pas-à-pas de l'axe Z tourner au fur et à mesure des déplacements de la buse sur le bed donc il y a bien correction du zéro en fonction de l'auto-levelling. Normalement cette compensation devrait disparaître au-dessus de 10mm, je vous tiens au courant. Bref, ça a l'air de marcher comme disait le type ayant sauté du dixième étage alors qu'il passait devant la fenêtre du cinquième1 point
-
Un tout grand merci !!! Ikes_72000!!!! voici 3 nouvelles photo... ce week end je fixe le plateau... pourquoi avoir fait un plateau aussi imposant et aussi lourd... ici ne tenez pas compte de la hauteur du plateau c était simplement pour voir quel hauteur de patte je devais faire... les bonnes pattes sont au sol... avec possibilité de réglage fin sur 3 côtés....et il n y aura pas de ressort je voulais quelque chose d indéformable ...ultra plane ..et qui le rende encore plus stable la structure au sol.... Ici le plateau fait 8,1 kg !!! donc je passerais de 26KG à 34kg....au final je serais entre 35 et 40kg.... j aurais pu faire des pièces en abs ou pla...mais ici je veux aucun jeux et ultra solide et lourd.... sur les roulement linéaire par contre se sera ultra léger ...soir en alu ou pla...on verra en cours...






 1 point
1 point