Classement


Contenu populaire
Contenu avec la plus haute réputation dans 14/06/2020 Dans tous les contenus
-
Topic Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié aux aspects techniques du portage de Marlin sur les AlfaWise, développement, bugs spécifiques. Il ne s'agit en aucun cas d'un topic ou tuto sur comment flasher Marlin ou Marlin et sa configuration générale. >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << >> Pour le tuto comment flasher Marlin sur les Alfawise, c'est ici << Developpement in progress : Des problèmes de décalages sur l'axe Y (sauts de pas) ont été rencontrés sur un grand nombre d'utilisateurs Marlin. Des investigations intensives sont en cours. M500 (sauvegarde de paramètres dans l'EEPROM/Carte SD) : En cours SD card reader ==> OK (13/04/2019) Touch Screen ==> OK (13/04/2019) Retour arrière vers firmware d'origine ==> OK. Procédure à écrire. Tuto à update USB port ==> OK ! (14/04/2019) USB port Full speed ==> OK ! (250K) (14/04/2019) BL-Touch ==> Config et schéma OK. Attente et tests prévu le 25/04/2019 Flash via carte SD ==> OK ! (20/04/2019) (v7, update du 29/04/2019). =================================================================================================================================================================== ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75 désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### >> ======================================================================================================================= Archive/Genèse du projet 1 : Archive/Genèse du projet 2:
 1 point
1 point -
salue et bien venu, ici il y a des gentil fou ...1 point
-
Salut @Vince 29140, Je ne suis pas spécialiste de l'impression de filament souple, mais je pense qu'il faut prendre en compte la densité de remplissage ainsi que le nombre de périmètres qui vont impacter la souplesse de ton objet imprimé.1 point
-
Pour garder les détails sur les petites figurines soit de l'apprêt dédié (couche fine) mais perso j'utilise un mélange colle à bois/eau appliqué au pinceau, ça coûte rien, facile à mettre, pas d'odeur, pas besoin de faire ça dehors (comme avec de l'apprêt en bombe), faut attendre 24h que la colle sèche bien après tu peut mettre en peinture, peinture à l'eau, acrylique, huile comme tu veut mais faut vraiment bien attendre les 24h sinon la colle remonte et les couleurs deviennent blanchâtre.1 point
-
Mon fournisseur de référence pour les filaments souples, c'est Recreus. Ils ont un filament semi flexible qui pourrait convenir le Filaflex 95A medium-flex. https://recreus.com/en/shop/?category=product_cat-filaflex-95a-medium-flex-en1 point
-
Un petit tableau fort intéressant à conserver pour s'y retrouver dans les notations "shore"
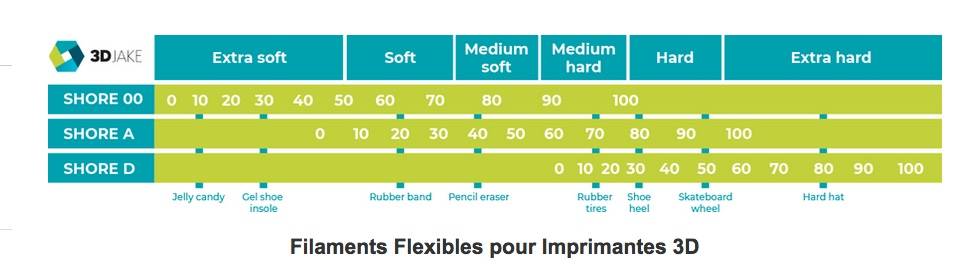 1 point
1 point -
Heu, il faut nous éclairer... parce que du rigide souple...??? ça sert à quoi en réalité ?1 point
-
Bonsoir à tous, Quelques news du projet, petite bataille avec Triangle Lab pour obtenir l’extrudeur manquant plusieurs messages échangé avec Triangle lab qui me propose de faire une commande d’un extrudeur en attente de paiement afin qu’il modifie le prix à 0,01$... je le fais (non sans mal) je lui fais parvenir un screen de la commande en attente... ça bouge pas pendant plusieurs jours je relance... déclaration d’un litige... oh miracle il me contacte dans la demi-journée ... plus cas attentre. Reception des moteurs Hanpose (AliExpress départ de Pologne) commandé le 6/06 reçu le 13/06. Réception du tapis chauffant 310x310 220V 750w Sur la photo il y en 2 car nous sommes 2 à faire notre HyperCube Ngen Mauvaise nouvelle ma SKR Pro m’a lâché (j’ai installé l’extrudeur Dual Drive, modifié mon Marlin actuelle (le même que j’utilise depuis plusieurs mois le bugfix 2.0 datant de janvier ou février) Saisie des E step et modifié le sens de rotation du moteur, réglage des steps (100mm extrudé pour 100mm demandé) je veux faire le réglage du flow avec un cube 20x20 en mode vase .... Et là catastrophe, je fais home plus rien ne bouge!!???? Après plusieurs essaies, mes TMC 2208 ne fonctionne plus en UART, ne fonctionne qu’en Standallone... depuis j’ai des erreurs emballement thermique... bref remplacement sonde, résistance chauffante... toujours le soucis d’emballement beaucoup moins mais toujours présent heureusement toutes les pièces sont imprimé. Je soupçonne le fait d’avoir charger le filament manuellement ce qui a eu pour effet d’entraîner le moteur d’extrudeur ... courant induit... la carte a pas dû apprécier ... c’est la seul explication que j’ai. Voir le sujet que j’ai ouvert dans la section électronique ici. Si jamais vous avez une idée !!! Bref j’ai trouvé une Duet 2Wifi d’occas plus qu’à apprendre RepRapFirmware. Sinon ce soir c’est un peu le chantier à la maison, mise en place de la visserie sur les pièces, j’ai reçu mes douilles je vais déjà avancer sur le montage. Autre mauvaise nouvelle 15 colis toujours en attente de dédouanement... ça avance pas je vais vite être coincé . @+ Nico


 1 point
1 point -
Merci Yceos, c'était effectivement un paramétrage en cm3 au lieu du mm linéaire qui posé problème. Enfin elle fonctionne parfaitement ! Pour finir, je vais compléter mon profil.1 point
-
La différence d'accroche entre le radeau et la bordure vient des paramètres d'impressions, si tu fais afficher tous les paramètres du radeau, tu remarqueras que pour la première couche, la largeur de ligne demandé est de 0.8, autrement dit, 2 fois la largeur de buse (et une hauteur de couche de 0.24, plutôt épais). Pour arriver à ça, cura envoie beaucoup de plastique qui se retrouve pris entre le bed et la buse, le forçant à déborder sur les coté par écrasement, D'où une accroche facile Les paramètres de la bordure (et de jupe) dépendent de ceux de la première couche, et tu peux reproduire le genre de condition du radeau, tu as une hauteur de couche initial, et une largeur de ligne de couche initial dans "Qualité", qui te permettront d'avoir une ligne assez épaisse (0.2 au moins), et de forcer l'écrasement (120% de largeur de ligne quand tu as 0.4, veut dire 0.5). A cela vient s'ajouter le Débit de la couche initial dans "Matériau" qui se règle aussi en pourcentage du débit général, tu peux mettre un 105 voir 110% si ton accroche ne va toujours pas. Mais au vue de ce que tu dis, je dirait que ton réglage bed est un poil trop éloigné de la buse, donc en premier lieu, essaye de faire en sorte que ça frotte un peu plus sur le papier (si tu règle ton bed comme ça), puis augmente légèrement les autres paramètres si ça ne suffit pas1 point
-
@webamax Je t'ai répondu dans un autre post . Les Ender3 sont équipées de deux types ; des 34mm sur X, Y, Z généralement de 0,84 A (Imax) et de 40mm sur E souvent de 1 A (Imax) Donc Inom = 0,71 x Imax1 point
-
Il y a de la poussière ici .... Voici mon petit support pour les outils : Il est placé dans le caisson a coté de l'imprimante pour avoir toujours les outils a portée de main En cadeau le STL : Creality_CR-10S_support_outils_Titi78.stl Avec un petit ou commentaire histoire de dépoussiérer mon post ....

 1 point
1 point -
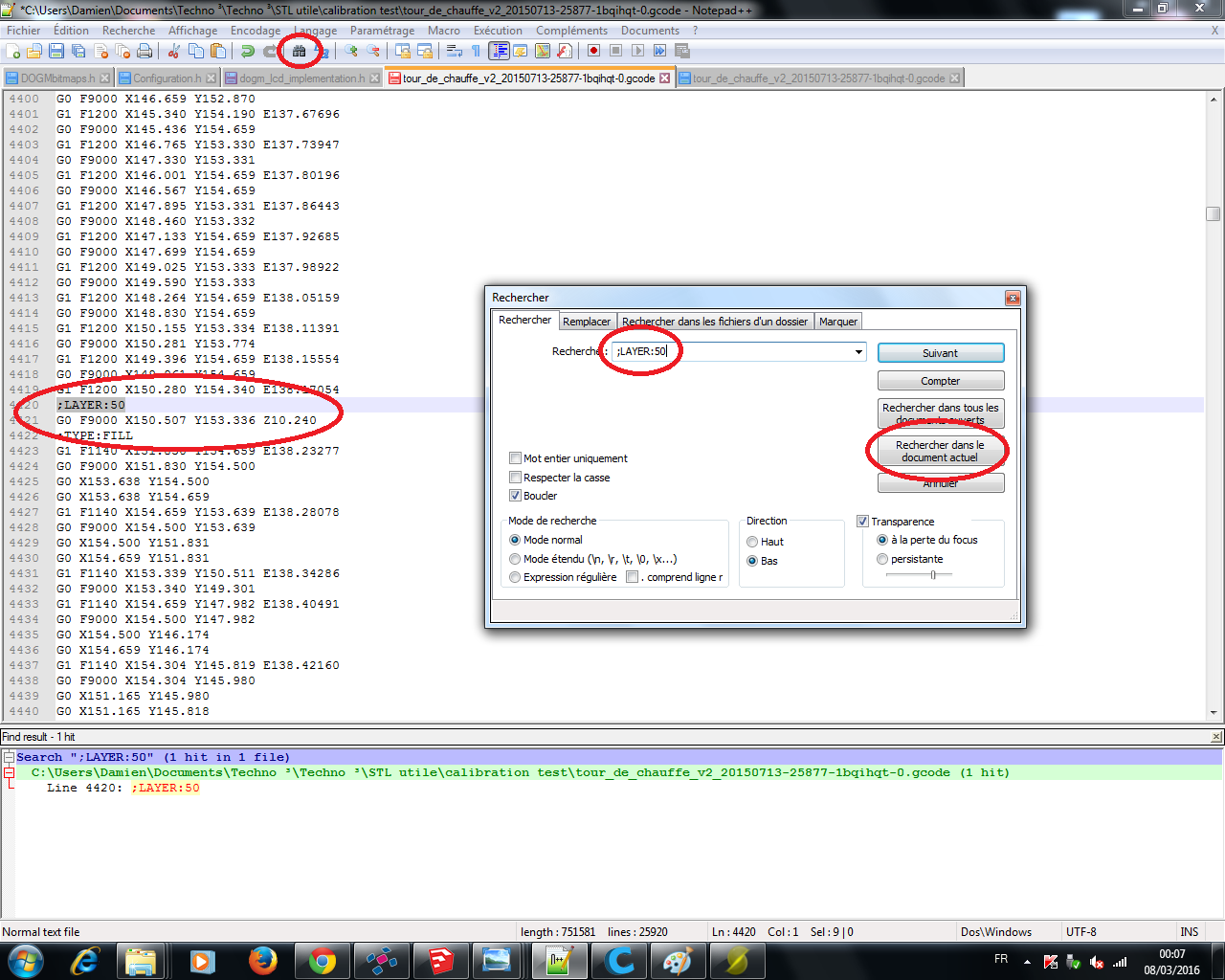
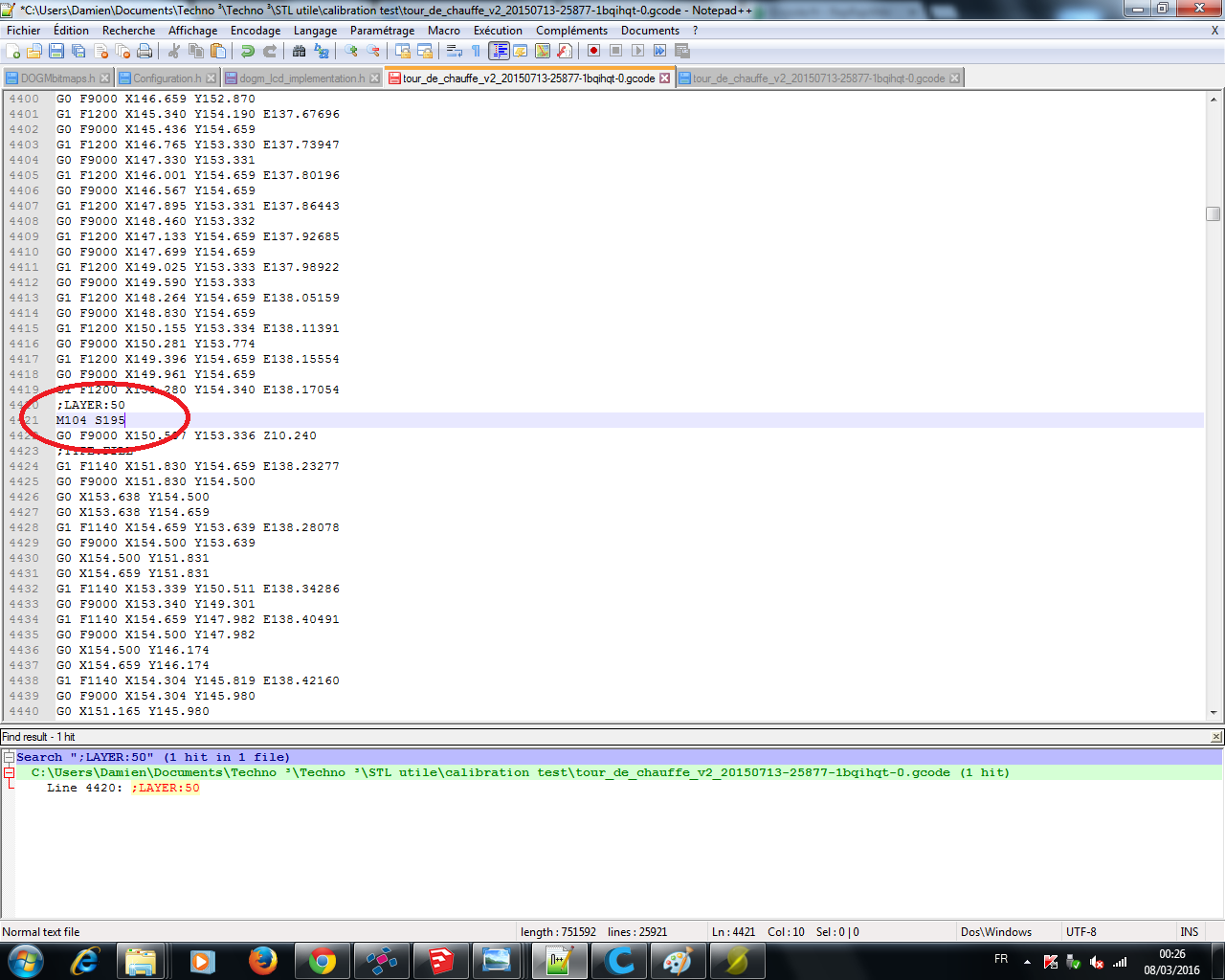
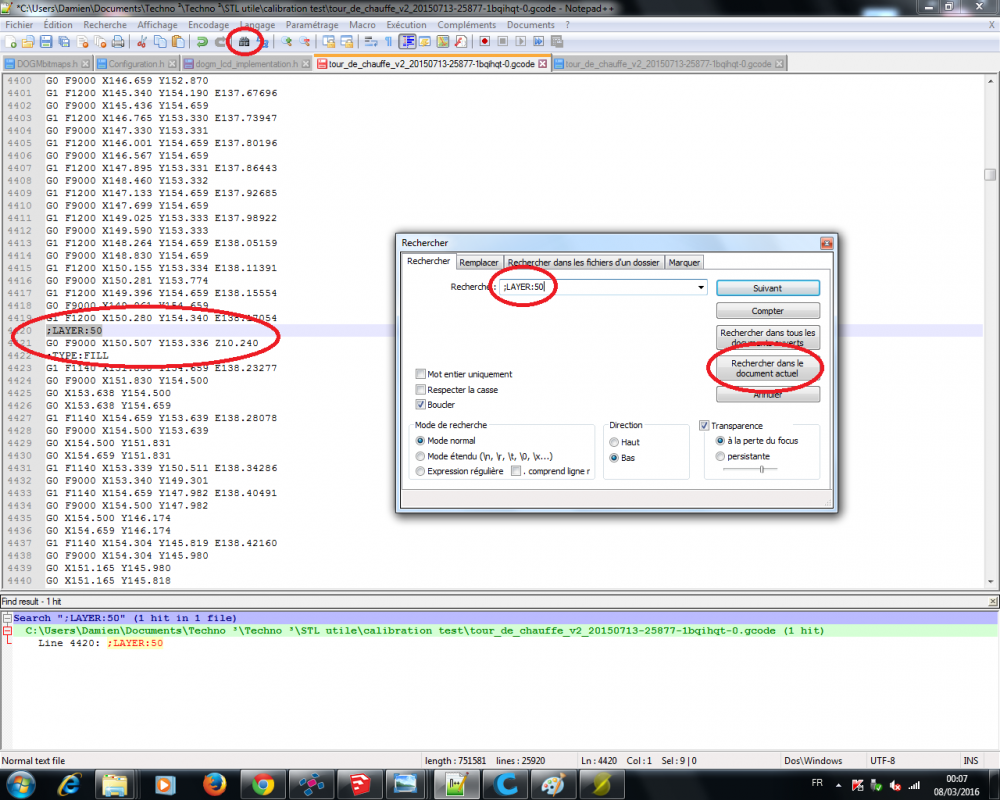
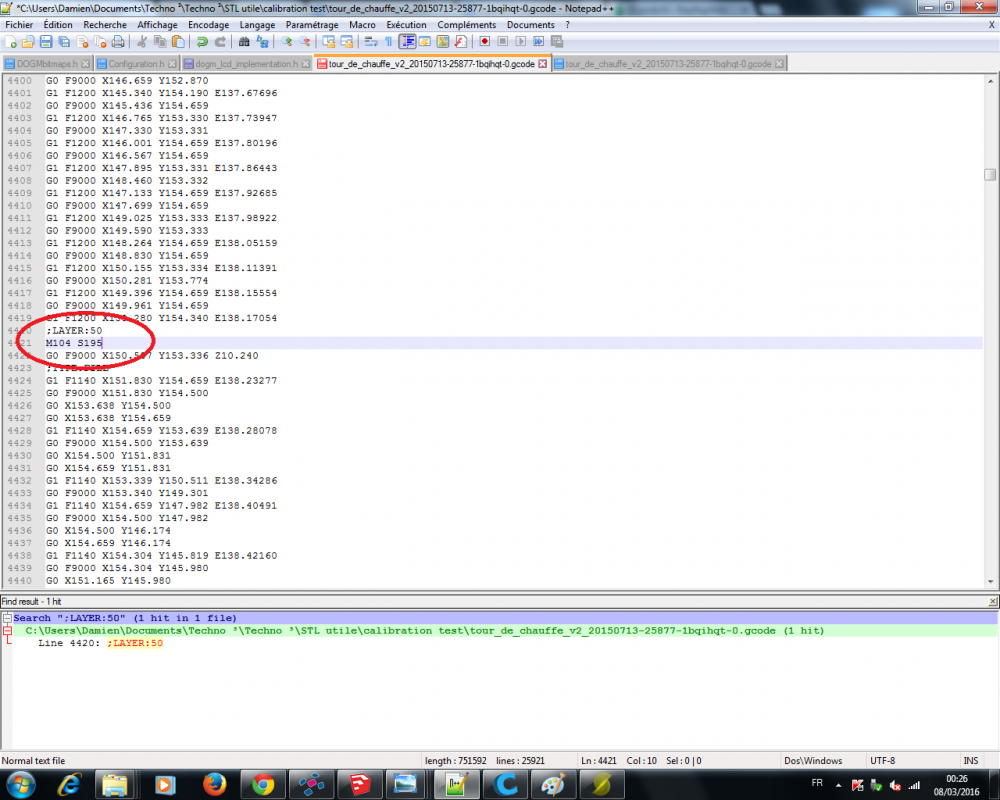
La température d'extrusion influe pas mal sur la qualité d'impression. Une température haute permet d'avoir une bonne adhérence des couches les unes aux autres mais le rendu sera moins propre et a l'inverse une température basse permet d'avoir un meilleur rendu mais les couches adhérent moins bien entre elles et la pièce devient plus fragile, il faut donc trouver le juste milieu. Un bon nombre de "tour" de test sont disponible sur thingiverse pour permettre de régler la température d'extrusion, il existe d’ailleurs tout un tas d'autre test pour calibrer sa machine du mieux possible. http://www.thingiverse.com/search/page:1?q=calibration+test&sa= Vous pouvez aussi modéliser la tour vous même, personnellement j'ai pris celle ci: http://www.thingiverse.com/thing:729703 Trancher le modèle dans votre logiciel en réglant la température d’extrusion a 200 et une hauteur de couche a 0.2. Une fois le Gcode obtenu, ouvrez le dans un logiciel d’édition de code, j'utilise notepad++. Il va maintenant falloir rajouter des commandes permettant de modifier la température pendant l'impression tous les centimètres. Cliquez sur la paire de jumelle dans la barre d'outil, une fenêtre s'ouvre ça nous permettra de rechercher directement les lignes qui nous intéresse sans avoir a parcourir tout le code. Si le Gcode a été généré avec Simplify 3D tapez ; layer 50 (avec les espaces) pour trouver la ligne qui vous intéresse. Si le Gcode a était généré avec cura (comme celui de la photo ci dessous) entrez ;LAYER:50 (tout attaché sans espace) dans l'onglet recherche puis cliquez sur "rechercher dans le document actuel" ça vous amène a la 50eme couche (soit environ un centimètres de hauteur sur l'axe Z). Juste en dessous de la ligne ;LAYER:50 rajouter la commande M104 S195 (on définit la température de chauffe a 195° pour les prochaines commandes): Faire le même chose toute les 50 couches en réduisant de 5° a chaque fois. Ensuite imprimez la tour et examinez la pour déterminer quelle température d'extrusion convient le mieux a votre filament. Si vous avez des questions au sujet de ce tuto, suivez ce lien Si vous avez des questions au sujet de la tour de chauffe, posez là sur le forum
 1 point
1 point