Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/06/2020 Dans tous les contenus
-
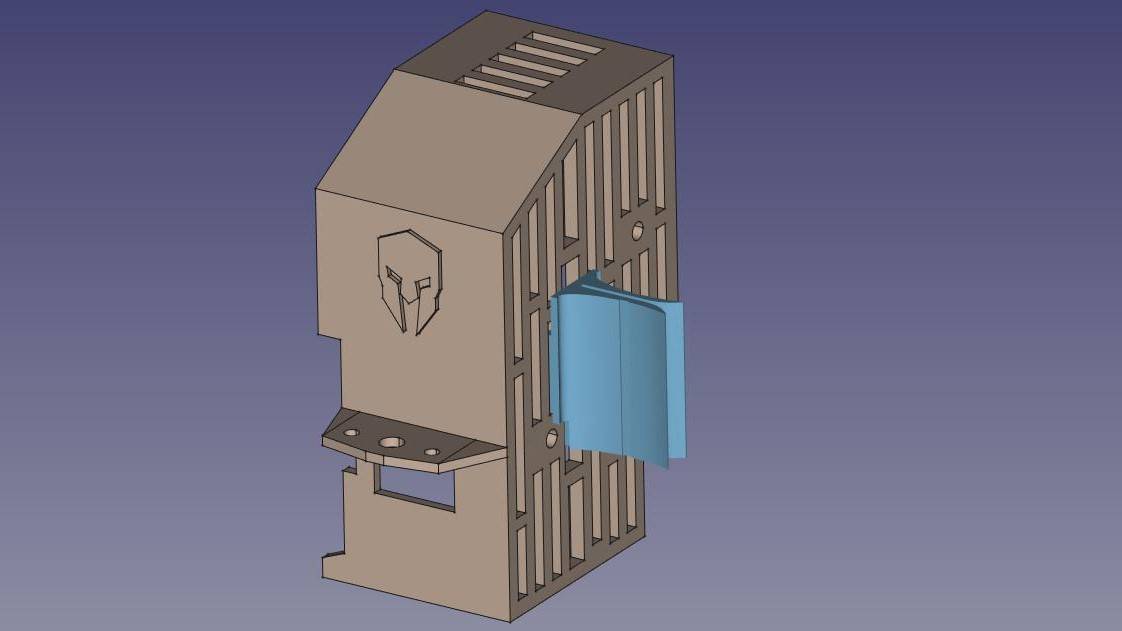
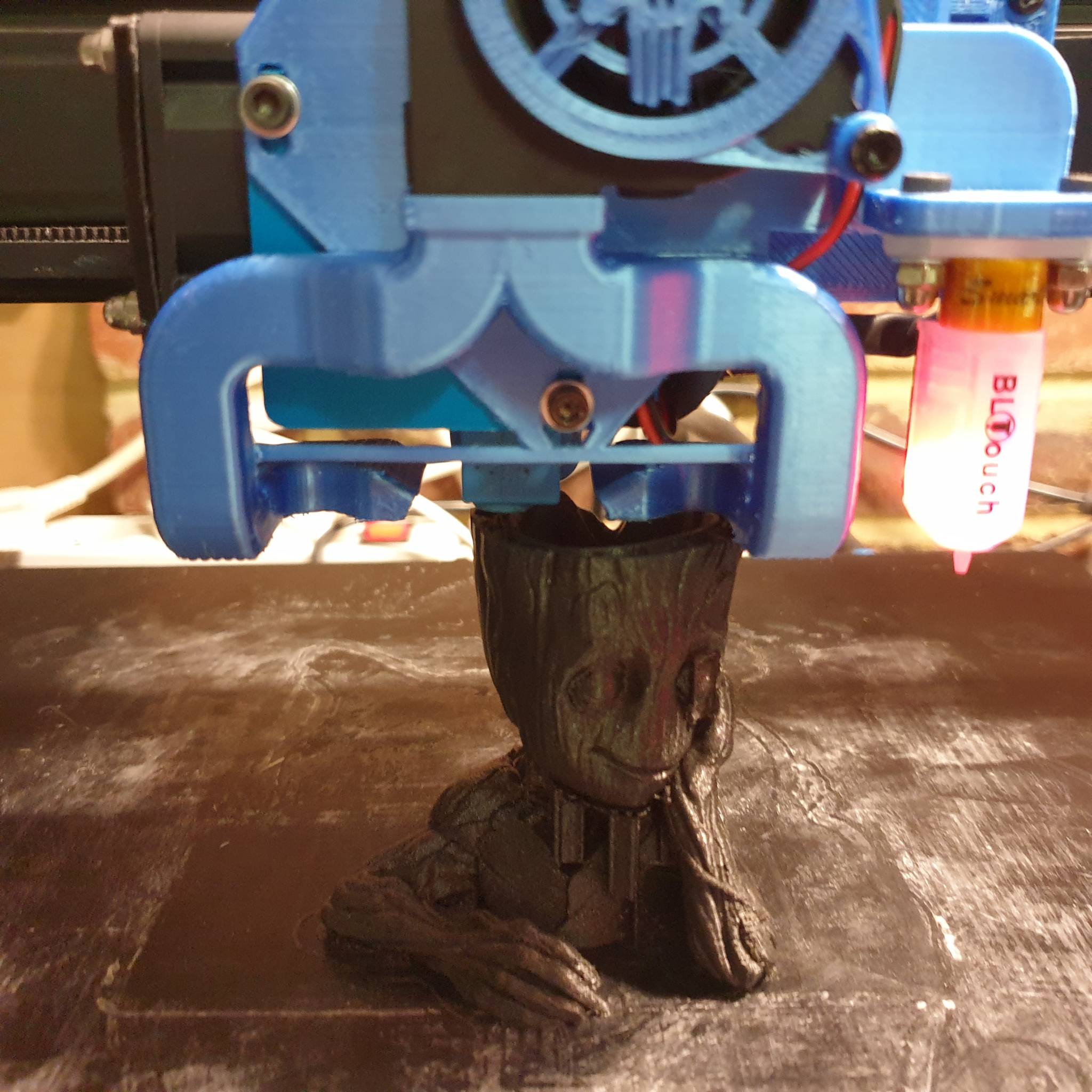
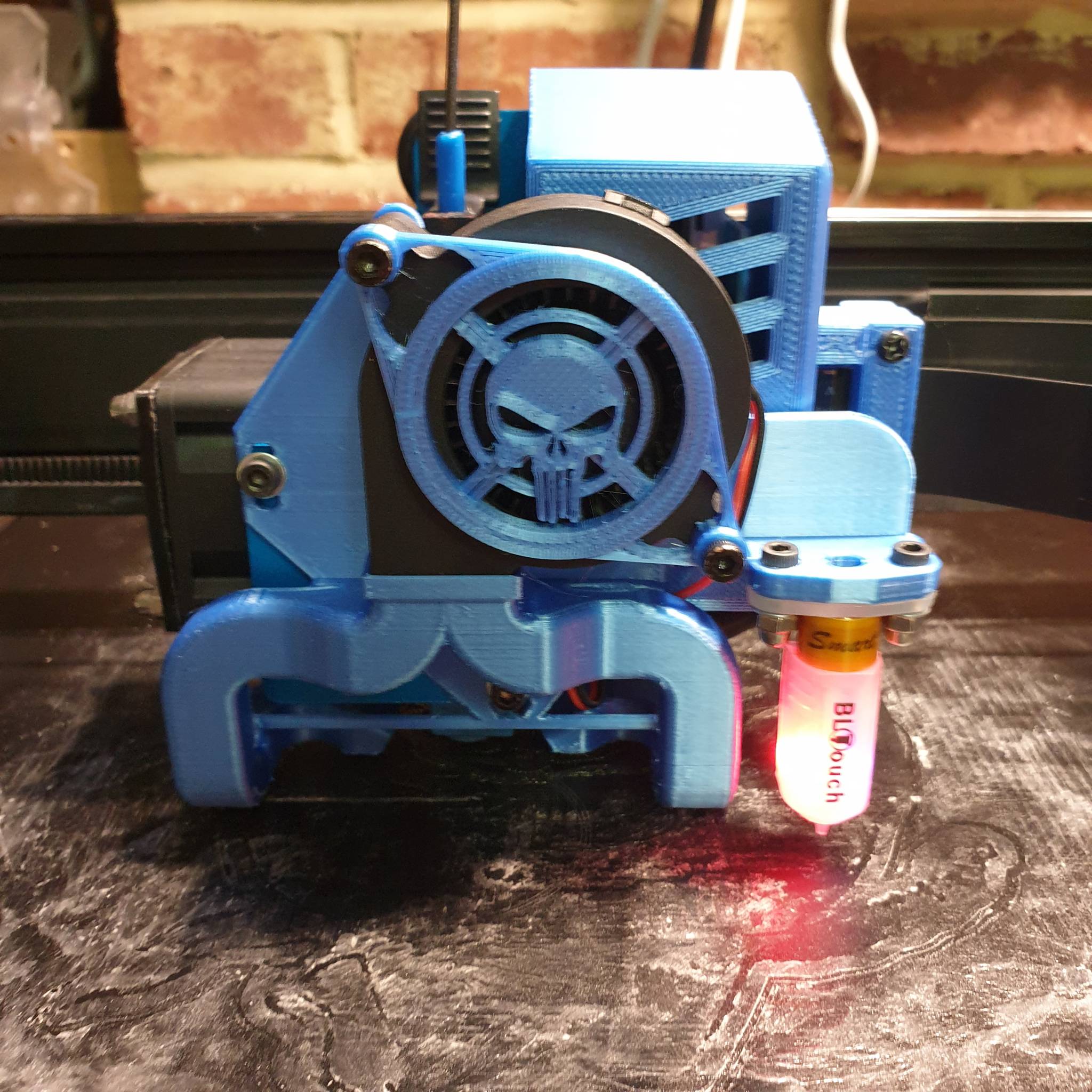
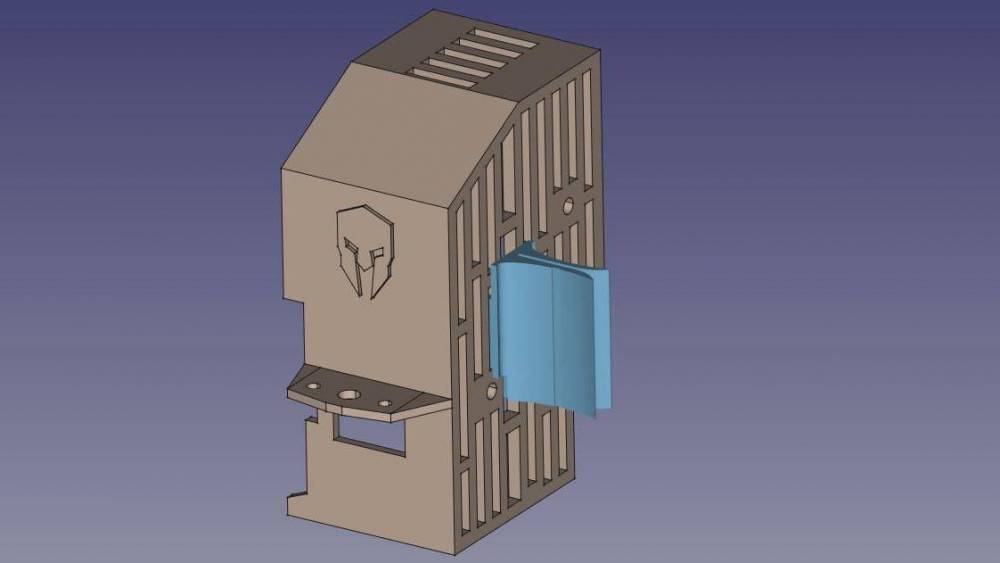
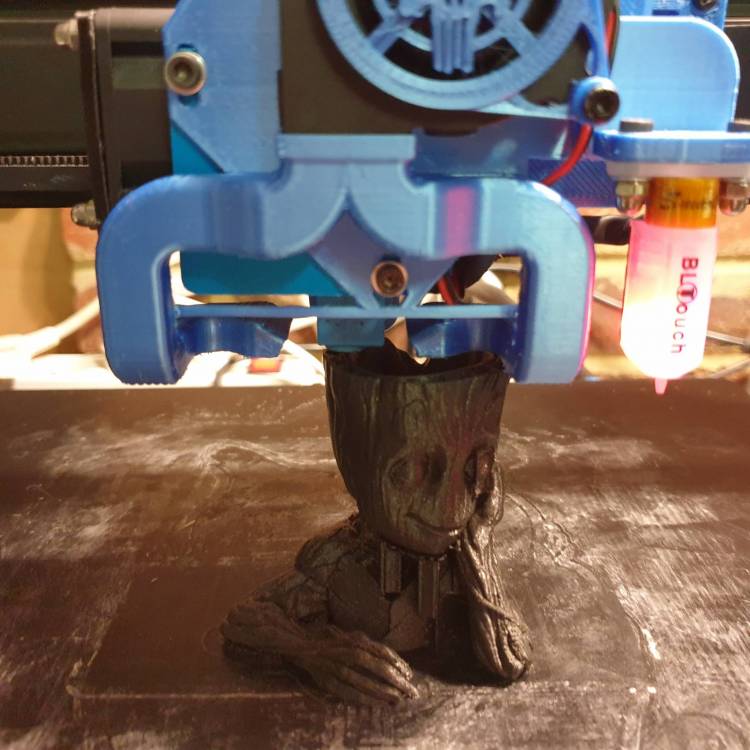
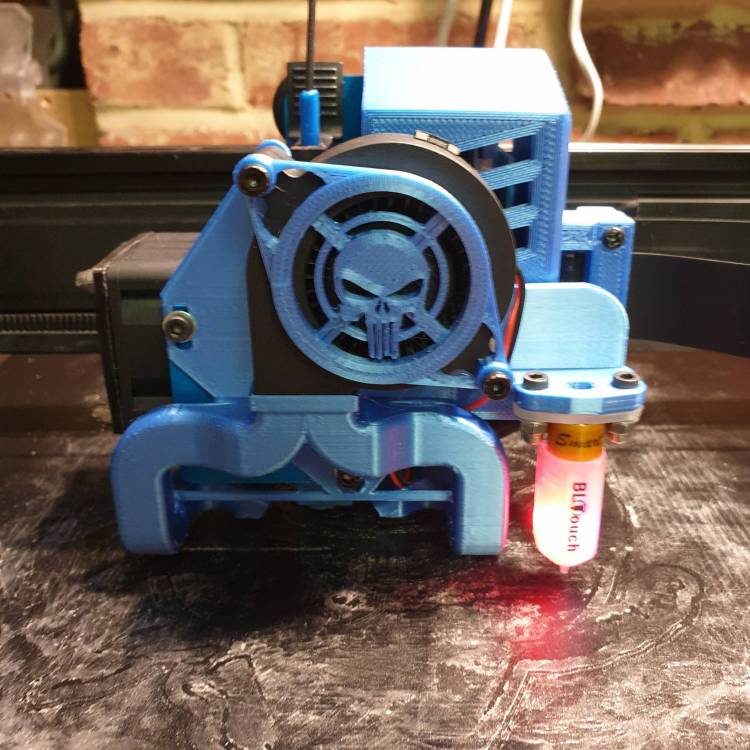
Bonjour a tous, On vois souvent des sujets sur l'association de la X1 avec le BLTouch mais aucun avec le 3Dtouch de Geeteek. Ce capteur a des perf tres proche et un prix /4 Le fonctionnement et les branchements sont identiques mais c'est toujours bien de le savoir pour ceux qui se posent la question. Le cable management étant un peu différent, les supports qu'on peut trouver pour le BL ne conviennent pas tous, aussi en voici un à imprimer. Il y a également un petit guide qui vient se clipser sur le coté pour protéger la nappe. Pour mettre a jour l'offset du capteur: M851 X33 Y-30 Pas besoin de vis autre que celles du capot d'origine et celles fournies avec le capteur Une version avec un support amovible,ainsi que le fichier 3D freecad sont dispo éventuellement. support_fixe_3Dtouch_X1.stl clips_nappe_extrudeur.stl

 1 point
1 point -
je vais tester demain soir ton fichier perso ne tente meme pas de mettre des supports internes ils seront impossible a retirer vu la forme surtout en petg vu la solidité du truc Je casse mon proto tu verras il est propre à l interieur

 1 point
1 point -
Je sais un classique ....
 1 point
1 point -
Mais ou allons nous ? Si maintenant on ne peut plus faire confiance au pilier du Forum avec ses 2821 messages de sagesse, de bon-sens et de technicité experte. Il faut que tu envisages rapidement de faire une cure de Guronsan avant les grosses chaleurs de l'été, il en va de la survie du Forum. PS: Dans ton profil, à la rubrique Lieu, tu pourrais compléter avec: Europe - Terre1 point
-
Sympa, merci. Tu devrais le proposer sur MyMiniFactory et Thingiverse. Ça intéresserait sûrement du monde.1 point
-
alors voilà ce que je peut te montrer en exemple seul le "gant" est passé envirosn 1h dans la machine le reste est brut, ça permet de voir les effets, par j'ai l'impression que ça peut vite effacer les petits détails
 1 point
1 point -
Salut les Makers! Voici un petit projet que j'ai réalisé : Une décoration murale de 75 cm de haut Je trouve que le résultat est vraiment sympa, toute les explications sont dans la vidéo et les stl dans la description. Donner moi votre avis: Top ou Flop ? Merci de vos retours1 point
-
Il faudrait sans doute mettre un peut de ventilation ou descendre un peu la température... C'est le filament qui n'a pas le temps de refroidir entre 2 passages1 point
-
les motos dans le salon sont passées comme une lettre à la poste alors l'imprimante, j'avais pas de souci à me faire.....1 point
-
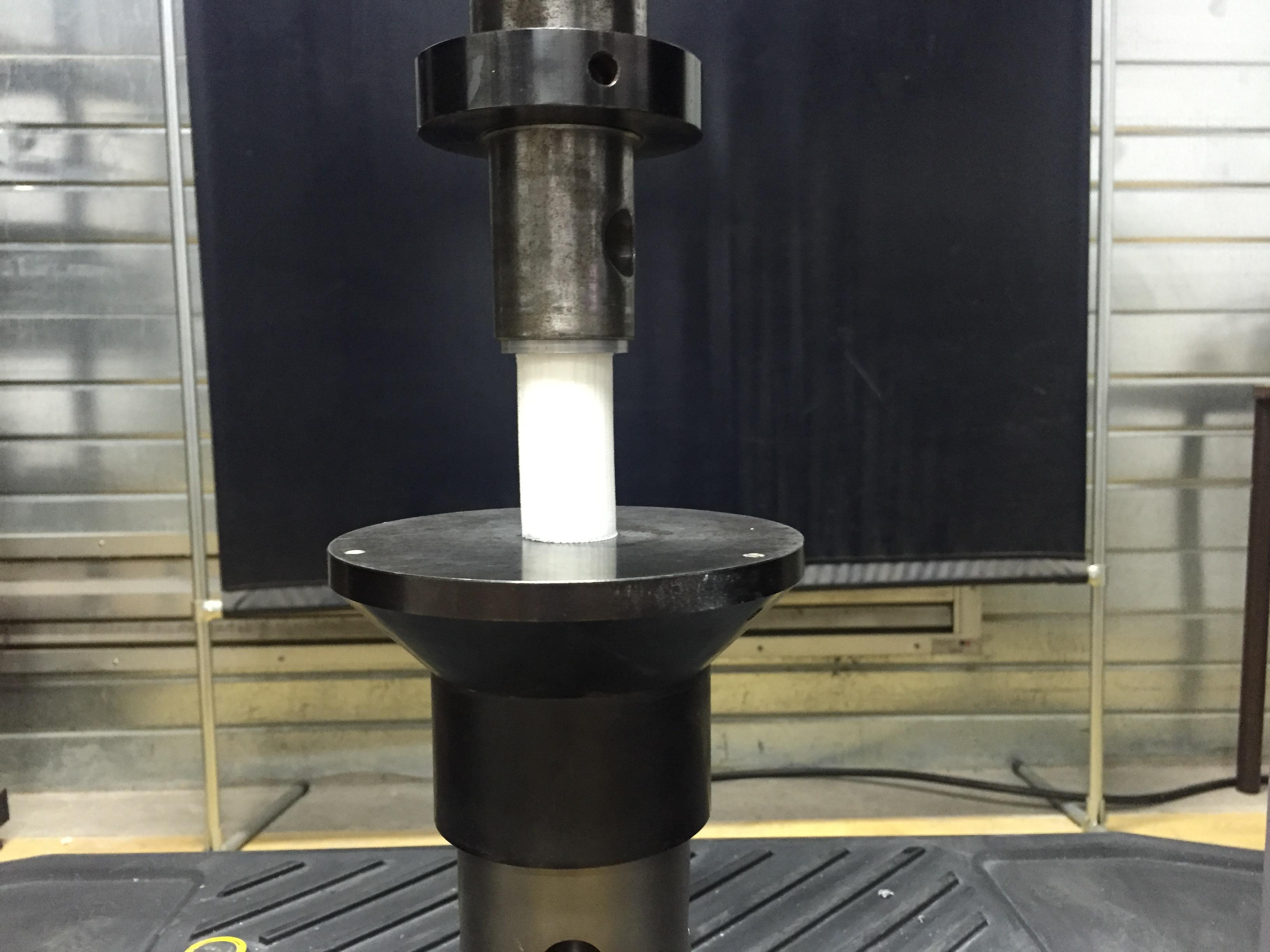
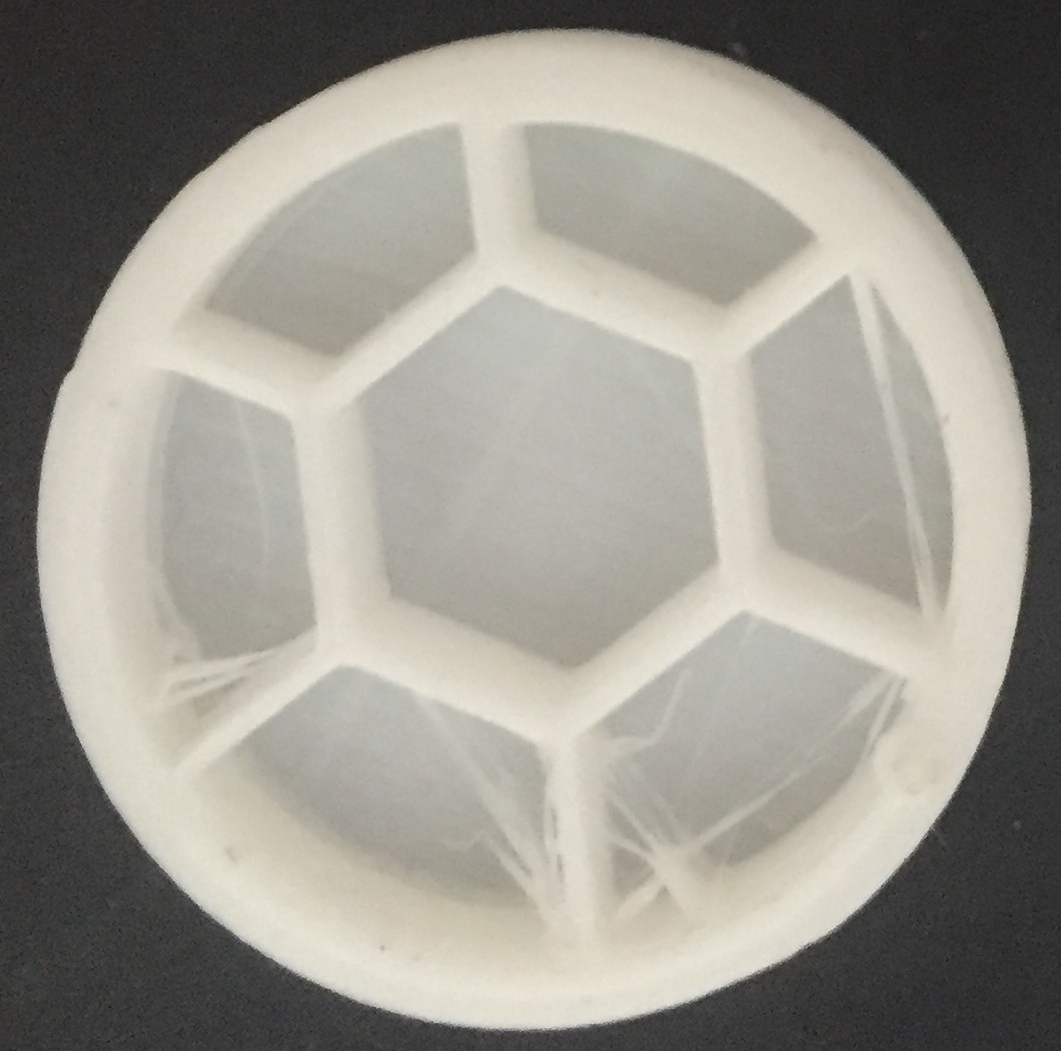
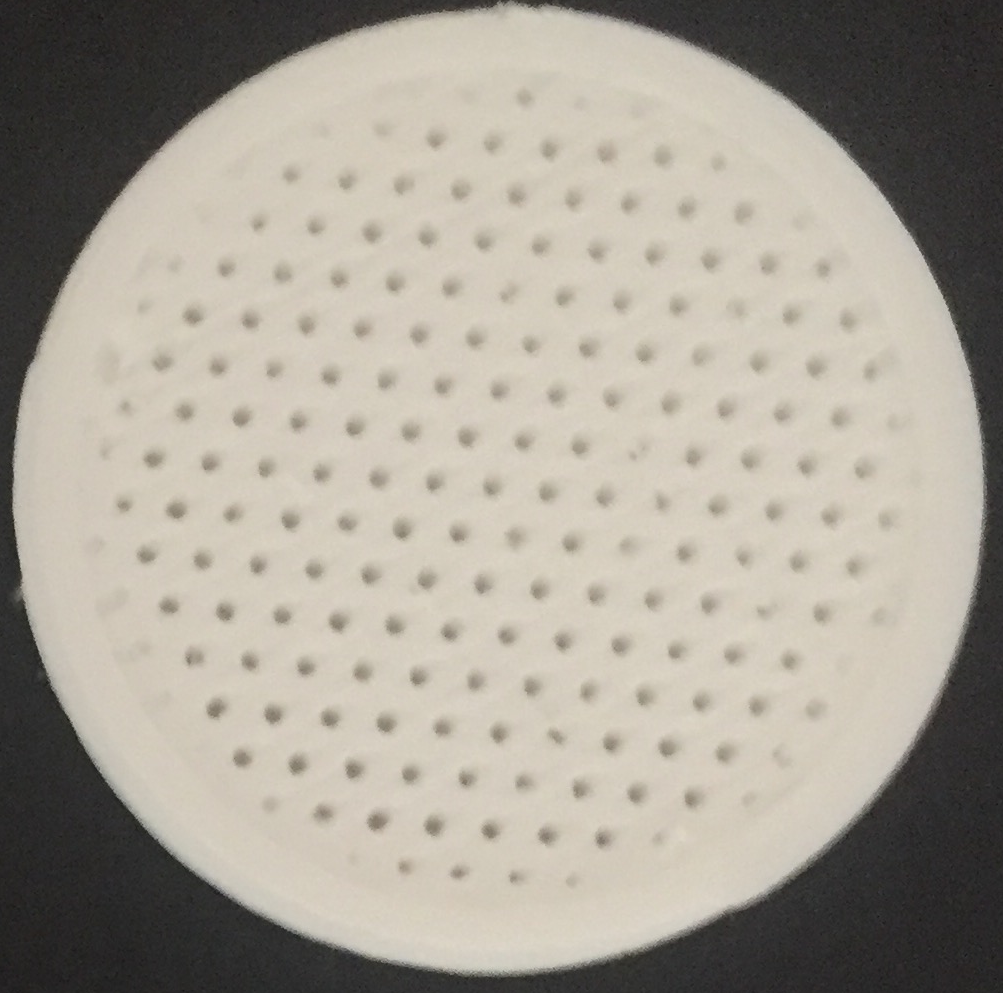
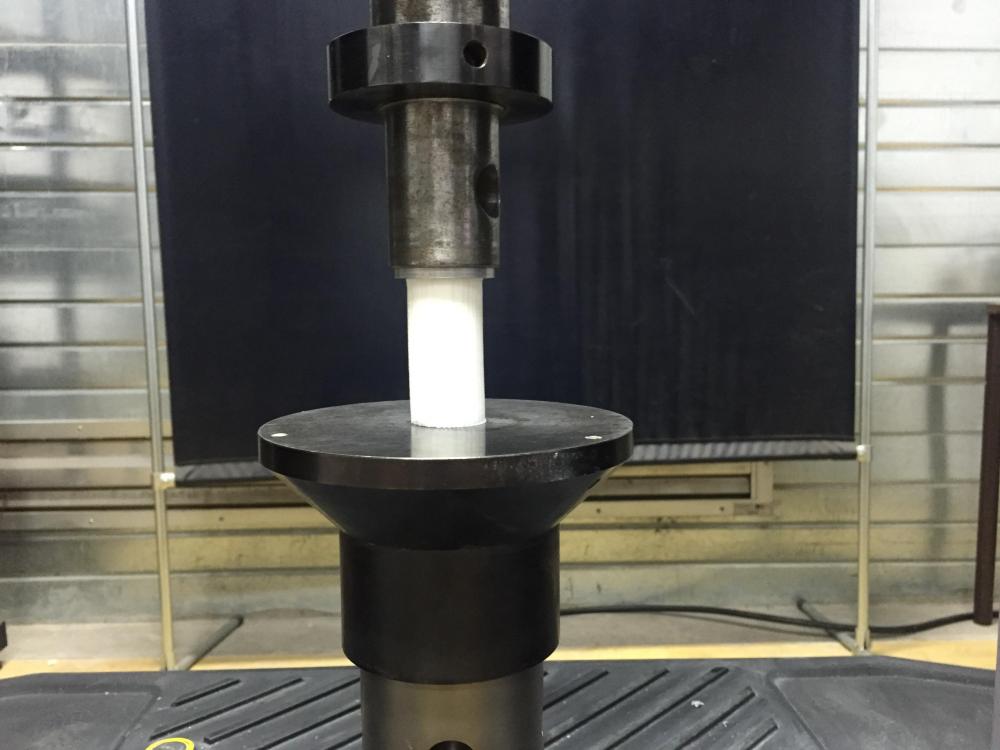
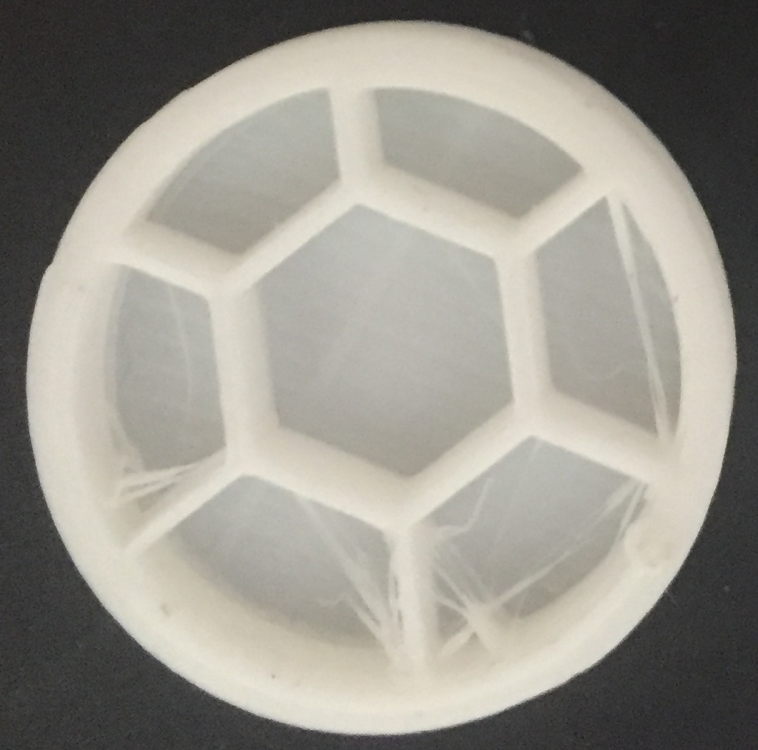
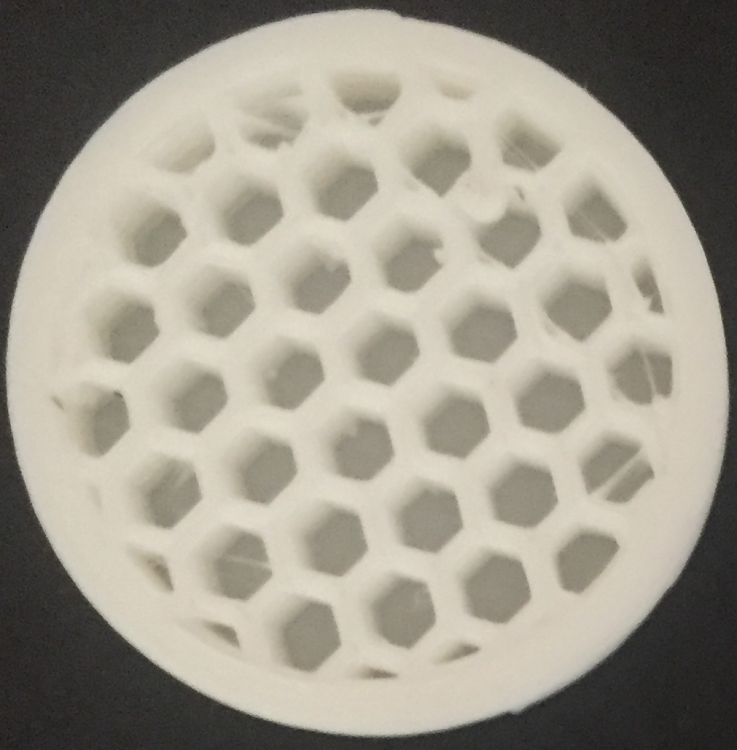
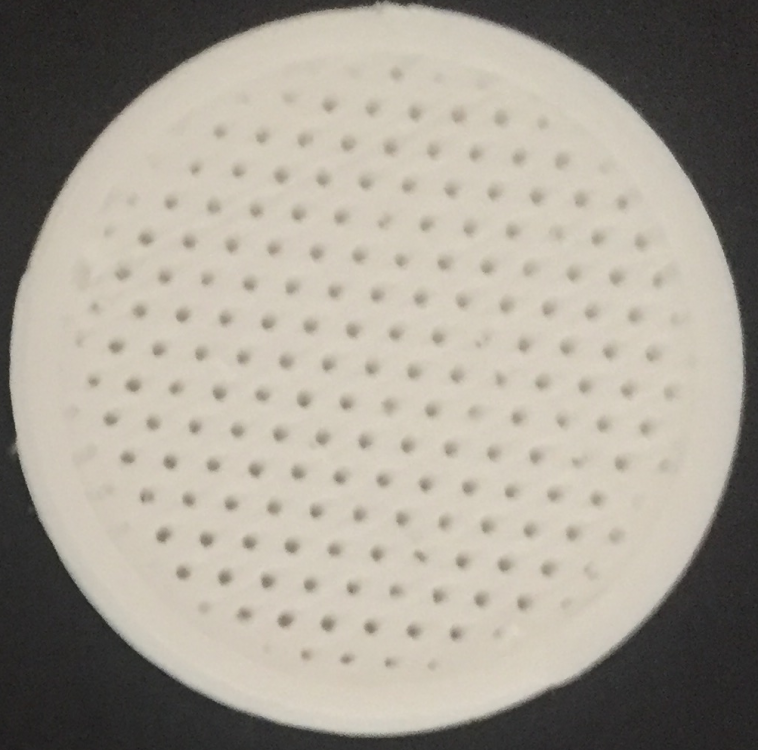
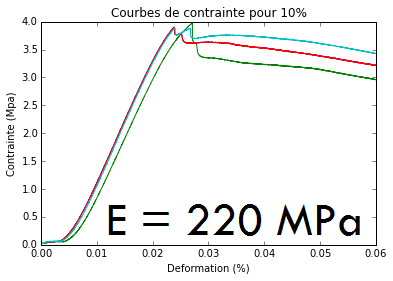
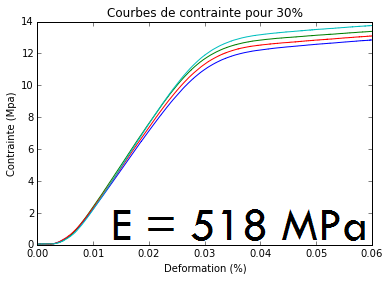
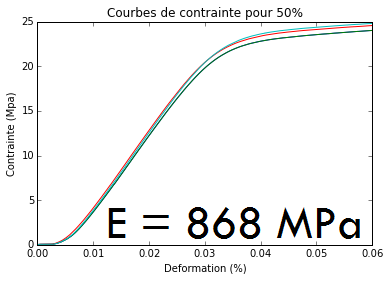
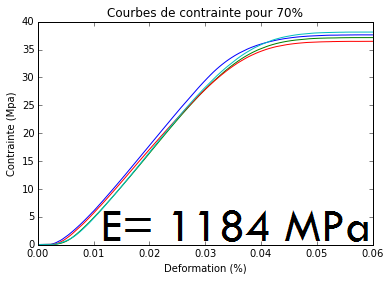
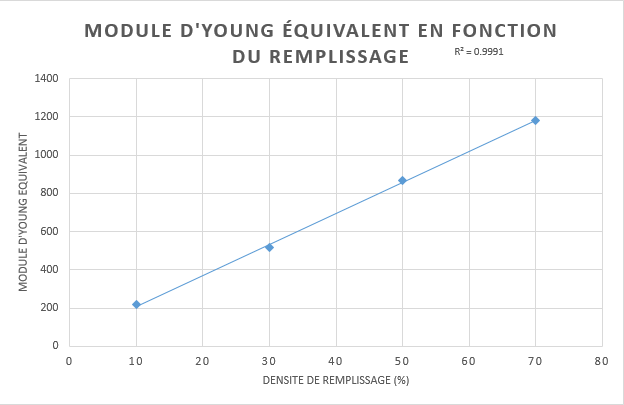
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point