Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/06/2020 Dans tous les contenus
-
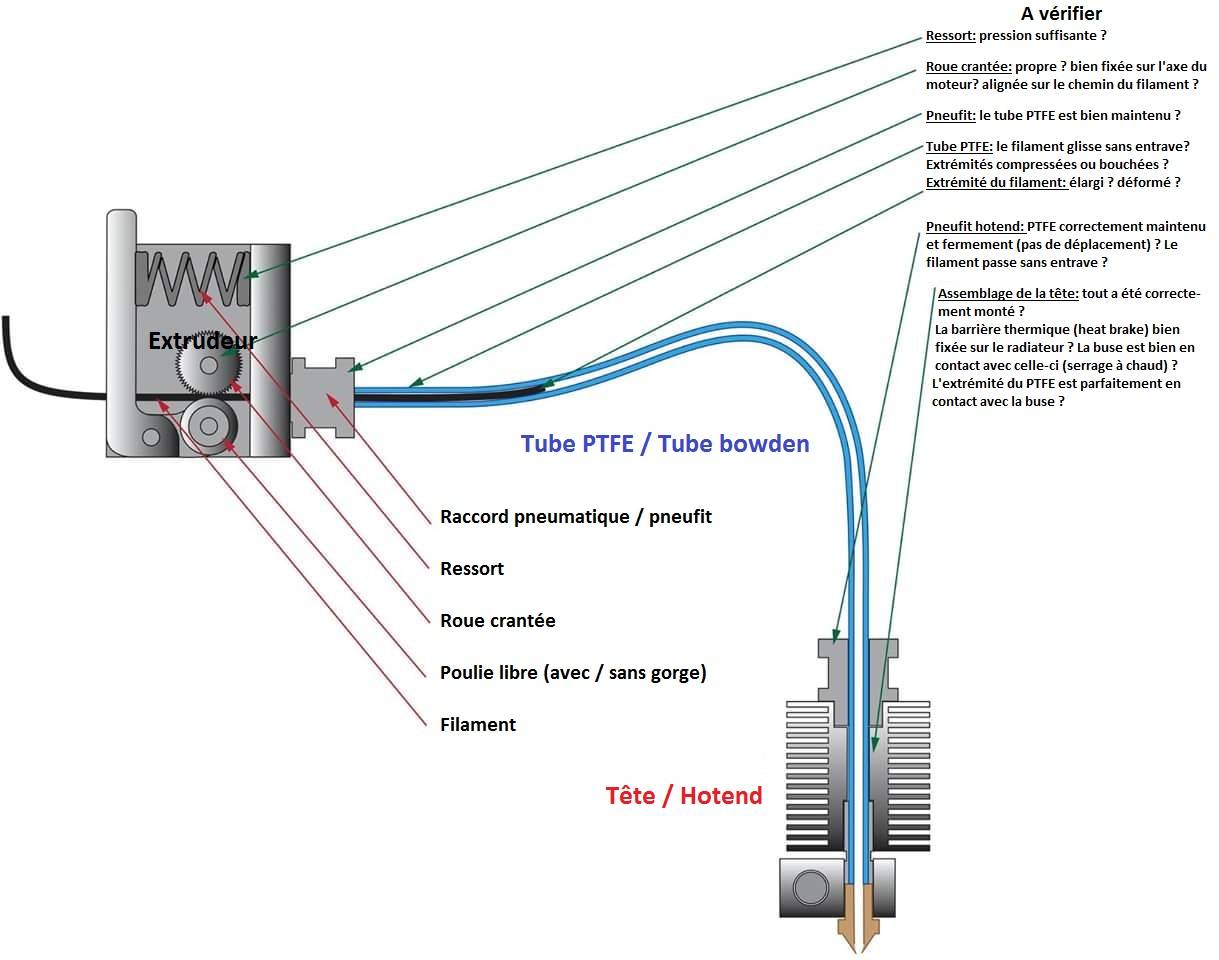
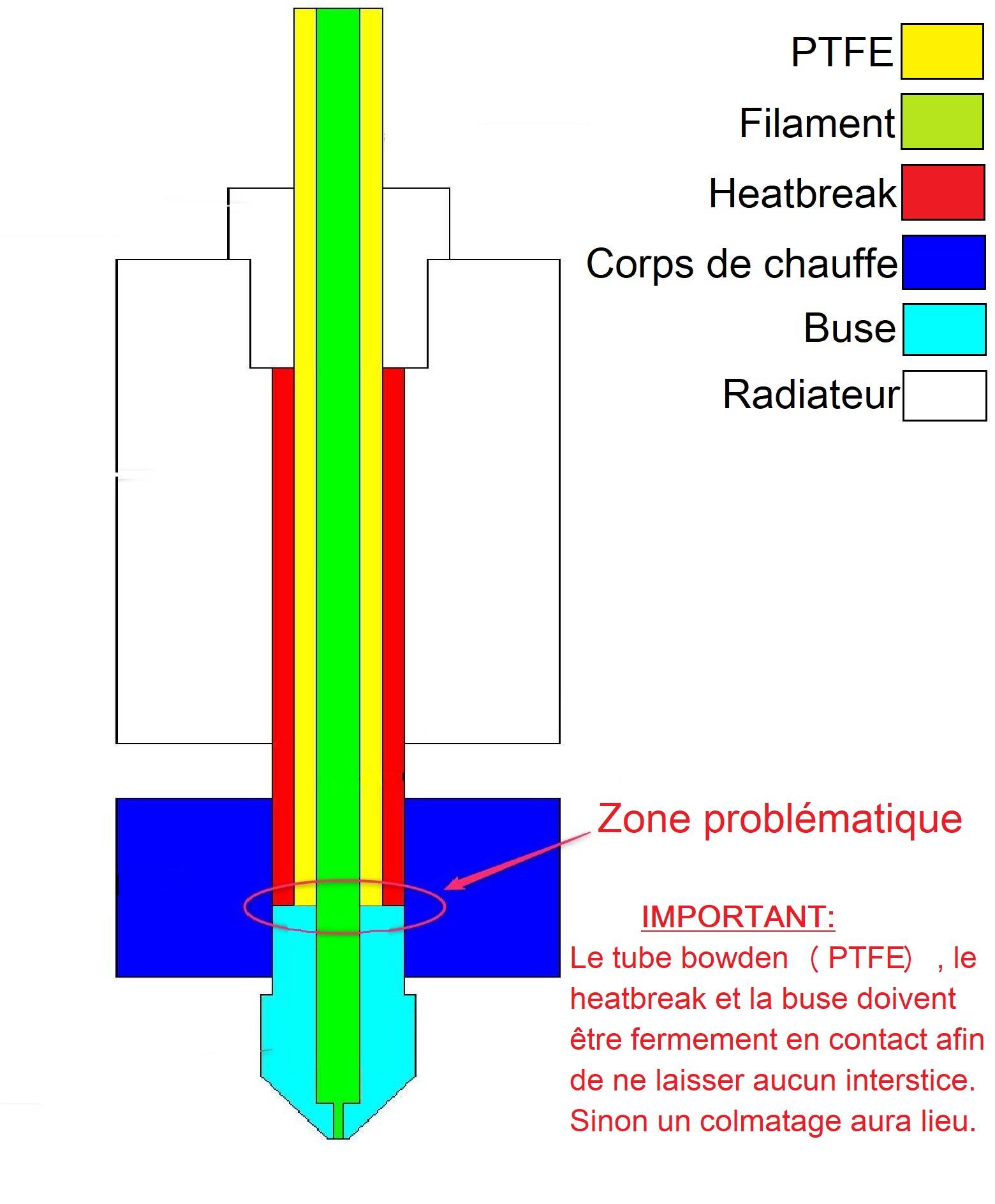
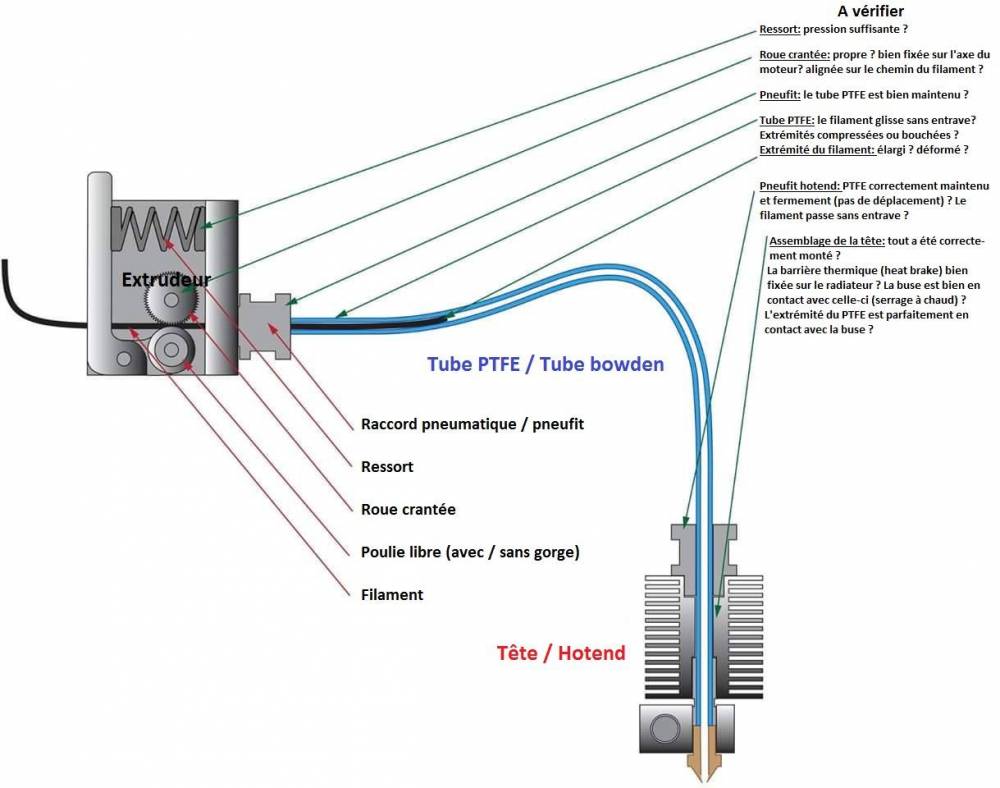
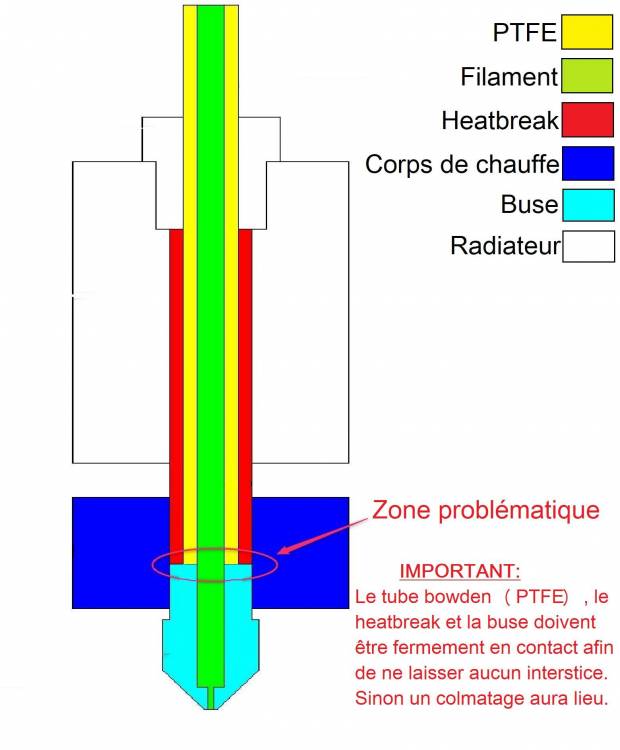
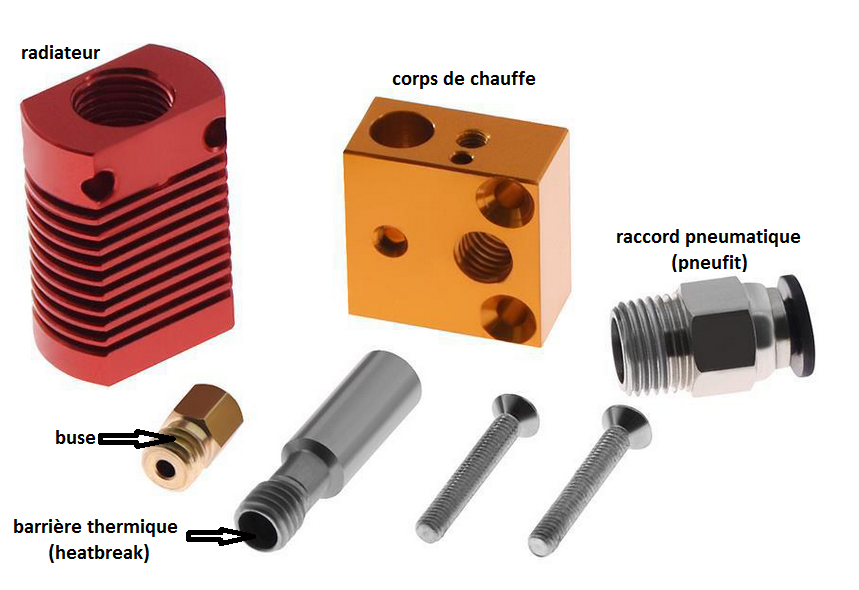
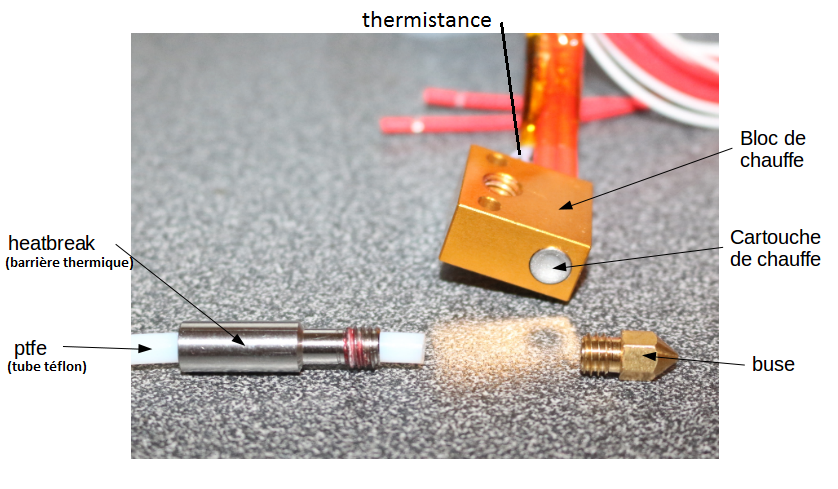
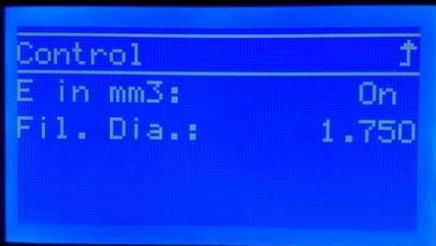
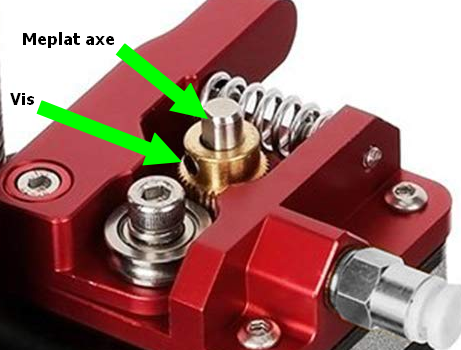
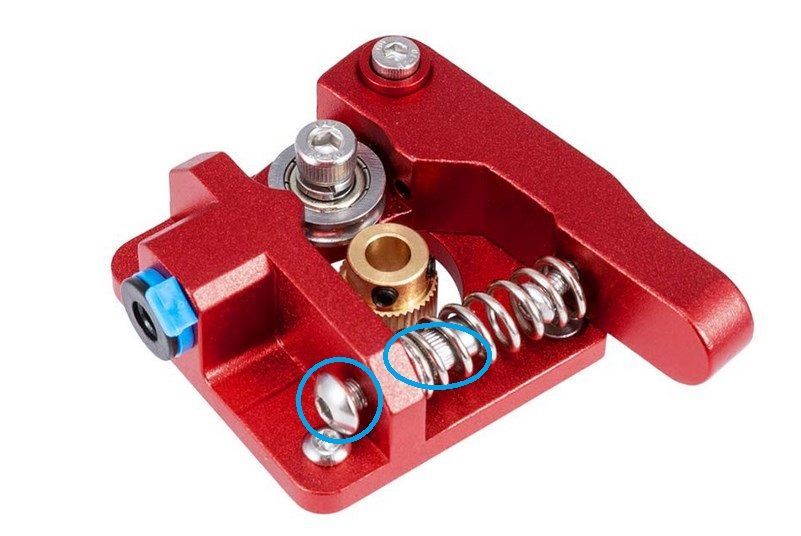
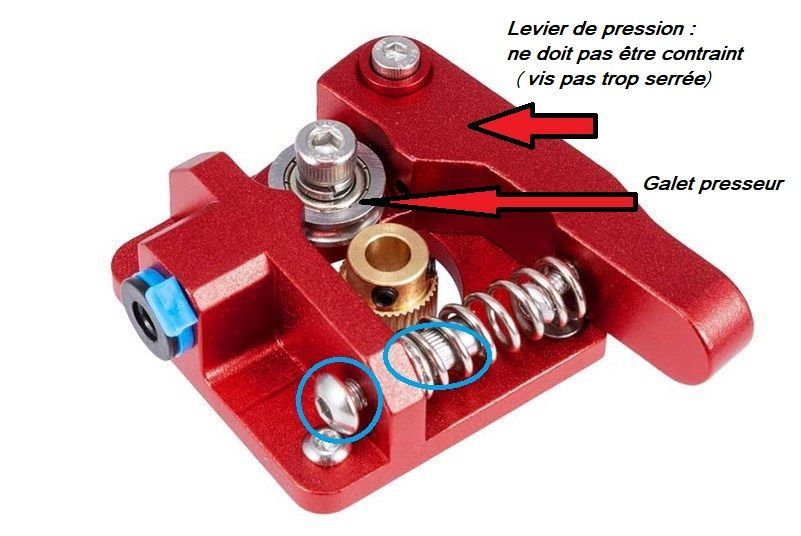
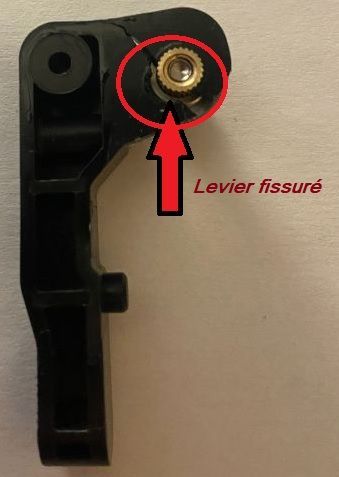
«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :

 2 points
2 points -
Pour accrocher des serviettes sur un crochet sans y faire de trou ?2 points
-
mov X1.mp42 points
-
Place aux tests. J'ai imprimé en 0.6 le nouveau dock de droite. Reste à calibrer les outils pour définir les offsets par outils. A chaque installation d'un outil, il faudra envoyer une commande M218 avec les valeurs d'offset correspondantes par rapport à l'outil installé en T0. Difficulté : Si T0 varie (ex: Volcano 0.6 à la place de la Volcano 0.4), il faudra établir un tableau des valeurs d'offsets pour les différentes combinaisons. Une fois établi, ça ne bougera qu'au prochain remplacement de buse ou intervention sur un outil. Ça reste gérable facilement et surtout on gagne le confort de charger des outils rapidement en fonction de l'impression à réaliser. Il me faudra bien réfléchir aux outils nécessaires. Pour l'instant, j'ai une tête Volcano 0.6 laiton/bloc alu, une Volcano 0.4 acier trempé/bloc HT et une V6 0.4 NozzleX/bloc HT. Plus je multiplie les outils, plus le tableau des combinaisons grandira ! Il va falloir être raisonnable... J'avance doucement. L'étape de la définition des docks était sensible : définir la position optimum des docks, déterminer la puissance magnétique pour garantir un solide positionnement fiable sans effort trop important à la libération de l'outil, au risque de provoquer des sauts de pas sur le moteur Y. Beaucoup de temps et d'essais consacrés à cette étape, mais il semble que le bon réglage soit atteint. Place aux tests de dual extrusion pour régler les offsets !!2 points
-
Un petit tour d'horizon rapidosss :2 points
-
Bonsoir, je suis tombé sur ce site en recherchant une fusée a imprimer, c'est énorme, le gars en a une collection impressionnante lol https://the-amphioxus.monsite-orange.fr/ des maquettes d' une qualité, a couper le souffle. je suis un fan de tintin, et je m' arrêterais sur le puzzle de 83 cm imprimé en pla mdr d'ailleurs, j' ai failli l'imprimer en abs, car ça marchait pas en pla mdr, le premier qui me dit que c'est le matériaux le plus facile a imprimer grrrrrrrrrrrrrrrrrrrrrrrrrrrrrr il pourrait reçevoir mes bobines vides dans ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------sa boites aux lettres mdr ç' est quand même un des modèles le plus ressemblant tiré de la BD a mon goût. et puis 83 cm, ça fait un beau bébé lol je mettrais la construction du puzzle une fois fini. photo tiré du site:1 point
-
Idem sur mon Ender-3. Une plaque de feutre pour éviter que le couvercle du boitier vibre comme une peau de tambour et impression d'un petit support collé sur le feutre à la colle néoprène et qui permet de fixer le ventilateur en le séparant de la tôle. Ça marche plutôt pas mal !
 1 point
1 point -
je dois être une grosse quiche j'avais essayé ! mais bide intégral ( je sais pas quel fichiers choisir ! etc ... )1 point
-
Salut @Bosco2509 As-tu essayé ce lien ? https://github.com/InsanityAutomation/Marlin/tree/CrealityDwin_2.0/Hex%20Files Sur la Pro, les E-steps se règlent.......avec un menu sur l'écran. Bon courage pour bien gérer ton temps !! Mai ze force bi wi ziou1 point
-
Désolé pas d'idée De rien, c'est le principe du forum: aider quand / si on le peut. Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation
 1 point
1 point -
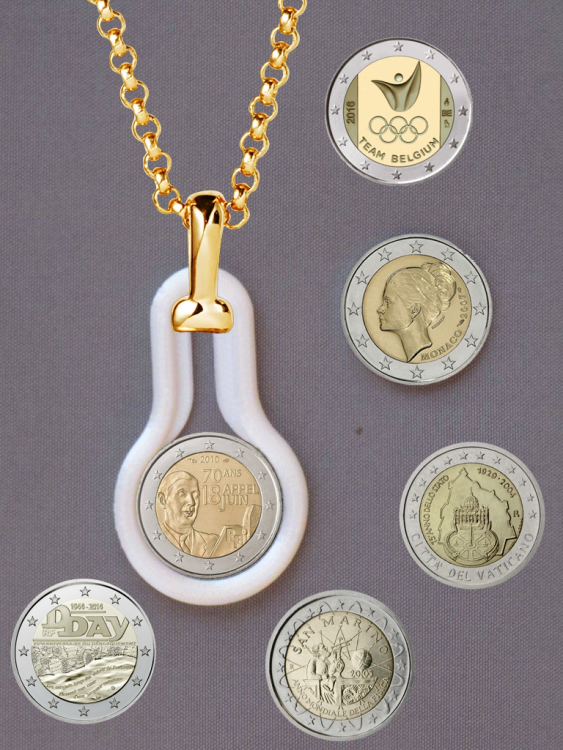
Il faut savoir que @Phoenix est numismate et très riche L'objet imprimé en question est un pendentif pour pièces de 2€ de collection, tadaaaaa !
 1 point
1 point -
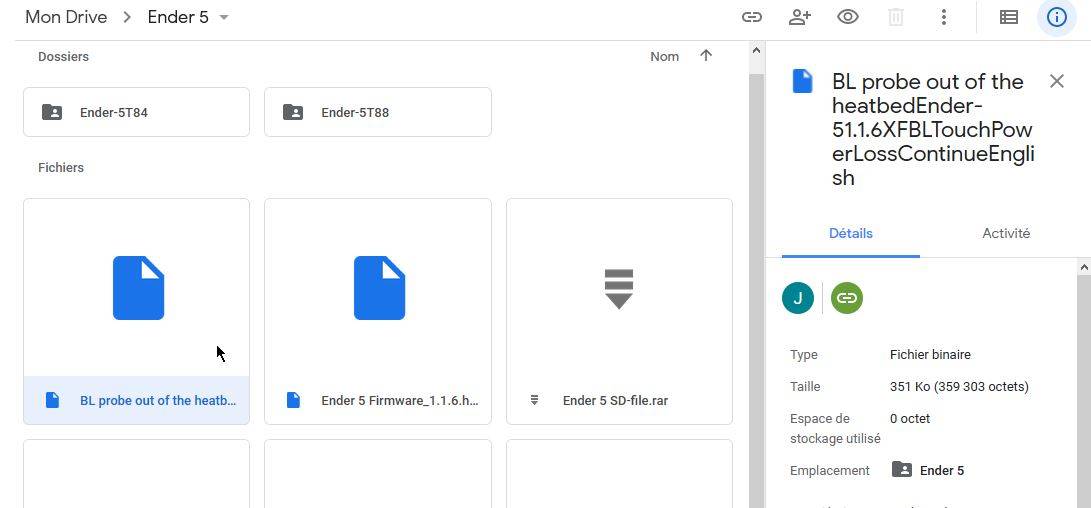
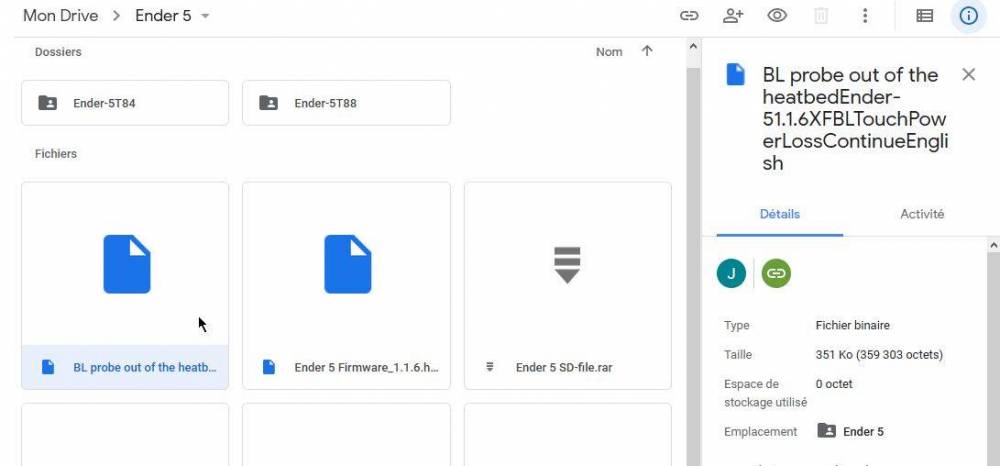
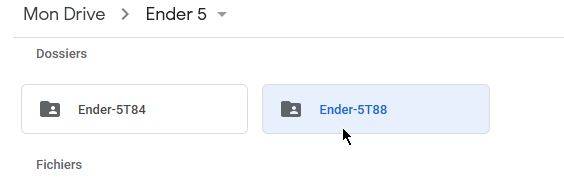
Tu as bien récupéré l'intégralité des fichiers sur le gdrive ? Dans le fichier compressé, dans le dossier «Ender 5» il y a deux dossiers (Ender-5T88 et Ender-5T84), le firmware dont tu as besoin est celui en anglais du dossier Ender-5T84 :
 1 point
1 point -
Oui, tu refais la même procédure que la première fois1 point
-
@SwordFire Bonjour, Pour ton problème d'impression compressée, c'est dû au fait que les pas de l'axe Z sont incorrects. Creality a changé les tiges filetées sur les Ender5 pour éviter une descente du lit quand les moteurs sont coupés. Les premières tiges avaient un pas de 400, les nouvelles en ont un de 800. Soit tu as récupéré un firmware «vérolé», soit tu n'as pas entré les bons paramètres dans le fichier configuration.h lors de la compilation. Les fichiers fournis par Creality sont là. Il y a même un fichier qui porte le nom :
 1 point
1 point -
Salut Tu veux garder une Delta ou du cartésien c'est envisageable ? En cartésien, Français, qui correspond au volume que tu cherche, y a la sœur chez eMotion-Tech, la i3 Metal Motion. Concernant la fiabilité les retours sur le forum semble mitigés, les possesseurs pourront t'en dire plus. Après elle est pas sortie très récemment.... Après je connais pas trop les autres marque Française. Niveau fiabilité je regarderais plus du côté de la Prusa i3Mk3S. Math1 point
-
Pour débuter, ma commande serait: une Prusa mk3s un lit structuré, 3 bobines de prusament PLA, 3 bobines de prusament PETG, 1 bobine de PC, 1 bobine de flex.1 point
-
Pour ce qui est du kit, je comprend qu'un pro ne puisse pas forcément prendre une journée pour monter une imprimante, mais je réitère mes propos, ce temps n'est pas perdu, il le gagnera pour les maintenances ou la casse. En vrai je part du principe que les gens qui achètent quelque chose, se renseignent sur comment c'est fait, comment ça fonctionne avant d'acheter, mais il est évident que commencer avec le MMU2s sera plus compliqué et qu'il vaudrait mieux le laisser aux placard pour un certain temps histoire d'apprendre les bases (Prusa Slicer etc.) et après commencer à apprendre ça par la suite. Aussi, si tu veut du bon filament et étant donné que tu as des réducs, le filament de Prusa (Prusament) est vraiment pas mal1 point
-
Alors plusieurs remarques. Concernant les délais de livraison, fais attention, la MINI va bloquer toute la commande jusqu'à septembre. Soit tu peux attendre, soit tu arrives à t'arranger avec le support pour splitter la commande et recevoir la MK3S avant, soit tu sera obligé de passer deux commandes (et deux frais de port). A savoir, si tu passe en deux commandes, commence par la MK3S car ensuite, tu auras 5% sur le shop si tu l'as prise en kit, ou 10% si tu l'as prise assemblée. La remise, de mémoire, est sur les filaments et imprimantes, mais je sais pas si c'est applicable à la MINI (@divers?). Ensuite, comme @Anthony J., tu as sélectionné le kit, c'est 8h de montage pour la MK3. Le manuel est très bien fait, tu ne peux pas vraiment faire d'erreurs, et c'est très formateur pour la suite, notamment lorsqu'il faudra faire de la maintenance. Mais dans le monde pro on a pas toujours une journée à perdre pour économiser 150/200€. Pour le MMU2S, je ne le conseillerais pas à un débutant. Il vaut mieux déjà bien appréhender les principes de l'impression 3D FDM avant de s'ajouter la contrainte du MMU. Et enfin, tu as choisi uniquement les Steel Sheet en PEI lisse. Je te conseille de prendre également le PEI texturé (ou poudré selon la traduction). Les deux sont complémentaires selon la matière que tu imprimes, ou le rendu que tu souhaites sur la première couche. Et sur la MINI tu n'as pas sélectionné le capteur de filament, ça dépend des personnes, certains n'en on pas besoin, d'autres n'utilisent que ça pour gérer les fin de bobines. A toi de choisir.1 point
-
Très bon panier, j'en bave, attention cependant, tu as pris le Kit Prusa I3 Mk3s donc à monter soi-même. Même si tu as dit que tu ne voulais pas la monter, je conseille vraiment à quiconque débute de monter son imprimante de A à Z pour pouvoir comprendre et savoir réparer par la suite. De même que le MMu2s est aussi à monter, ça fera d'une pierre deux coups. Compte une demi/Bonne journée pour le montage, pour les deux, mais ça vaut vraiment le coup, bien expliqué et même avec mes deux mains gauches j'ai réussi à la monter. Je te conseille la vidéo de présentation des frères poulains pour comprendre comme la marque facilite le montage.1 point
-
Merci à tous pour vos réponses. Entre temps il y a eu du nouveau : Ortur a contacter xbillou360 (que vous connaissez bien) pour assurer le SAV ! Un SAV Francophone gratuit c'est plus pratique, ils ne s'embêtent pas ! Ce type est épatant, hyper compétant et très gentil. Nous avons passé 3 heures en visio conférence et tout fonctionne maintenant parfaitement. 1) Le problème de la fin de course venait de la butée qui s’arrêtait 6 ou 7 mm avant le switch. J'ai démonté le support, percé et taraudé le bas de la butée en M4, vissé une vis tête 6 pans creux avec un contre-écrou pour venir en butée contre le switch. 2) Le problème du leveling venait d'un câblage inversé du X. xbillou360 m'a fait un firmware sur mesure pour inverser cette inversion, et en prime j'ai un tableau de bord en Français, avec quelques petits Plus de sa spécialité. Un pro ce mec ! Pour conclure, le suis toujours aussi déçu de ce revendeur et n'y retournerai certainement pas, mais tout cela m'a permis de faire une super rencontre, A bientôt, et encore merci !1 point
-
J'ai plus les chiffres en tête mais y'a la liste des pièces nécessaires dans le zip1 point
-
C'est pas trop compliqué de faire un compte juste pour les giveaways et pour ce genre de téléchargement mais je mets le zip ici en espérant que ça ne dérange pas son auteur... C'est pas vraiment de la mousse, c'est quand même moins mou, c'est le truc qu'on trouve à Leroy Merlin (entre autre) pour mettre sous le lave linge J'en ai toujours mis par habitude mais je ne pense pas que ce soit nécessaire, surtout pour la X1 avec ses pieds en caoutchouc SWX1_Brace_Kit.zip1 point
-
Je vous remercie pour votre aide à tous. a ce jour le problème est toujours présent , j’ai suivi la titi's procédure. Entre autre j’ai repositionné le ptfe contre la buse au moins 6 fois. J’ai pu mal la replacer mais 6 fois ? Nettoyé autant. je doute sur l’avenir de cette machine, il reste à contrôler la vref du E, mais faut d’abord que je calcule la valeur a vérifier.0 points