Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/08/2020 Dans tous les contenus
-
Bonjour, Me revoilà pour la suite des travaux. Ayant décidé de peindre mon bateau en 2 couleurs et en plus nécessitant un vernis, ça m'a pris pas mal de temps entre les différentes couches et les temps de séchage ! Pendant que la peinture sèche, j'ai dessiné et imprimé un support pour poser le bateau une fois fini. Imprimé avec du PLA Carbone en 0,15 pour le look. Voilà, après 3 couches de peinture de chaque couleur et 3 couches de vernis, je vais pouvoir passer à la suite. Pour une première, je suis assez content de moi. Si on regarde de près, il y a de légers défauts par endroit et une goutte de coulure que je n'avais pas vu avant qu'il soit sec, mais dans l'ensemble c'est très bien et suivant la lumière le bleu ressort plus ou moins foncé avec un effet pailleté. Il me reste plus qu'à installer la partie mécanique et électronique. À suivre --> À+++



 2 points
2 points -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
En effet pour les pieds, c'est un mixte de plusieurs types d'effort, dans la mesure où c'est un adaptateur d'une tige fileté vers un tube carré (établi mécano-soudé). Dans un certain sens on pourrait considérer que le fond de la tige fileté vient faire traction sur l'extrémité de la pièce (et dans le sens des couches pour ne pas aider). Mais en effet l'effort majoritaire est en pression, c'est juste pour montrer la résistance du plastique. Pour la traction, j'ai un autre exemple (je n'ai que la photo du prototype moche en couches de 0.6mm de mémoire), une poignée de porte vitrée. C'est une poignée extérieure, en PLA mais jamais exposé au soleil ni aux éléments, j'attends qu'elle casse depuis plus d'un an pour la refaire en ASA... La anse est tellement solide, que lorsqu'on me demande si l'impression 3D est solide, je donne ce proto en défi, personne ne me l'a cassé à ce jour. Un dernier exemple de pièce mécanique soumise à effort, en PETG, une réparation d'un serre-joint à pompe (original à droite, copie à gauche). Je serre à fond, ça ne bronche pas. Donc voilà, un peu de bon sens sur le design de la pièce, un test de rupture et tu sera fixé. Pour la matière en tout cas si tu ne veux pas trop te casser la tête avec des filaments difficiles à imprimer, un simple PETG est le meilleur compromis à mon sens. J'ai du mal à voir comment fonctionne la pièce que tu as montré, et ses dimensions / proportions par rapport au piano. Peux-tu nous en dire plus ?


 1 point
1 point -
Il me semble pourtant que je t'avais dit que la première chose à faire était de vérifier la mécanique. C'est en reconnaissant ses erreurs qu'on progresse. Bravo NOX !1 point
-
Salut, Cela va surtout dépendre du sens de la contrainte, et de l'épaisseur de la pièce. Mais si tu veux le plus solide, le Polycarbonate. J'avais vu une vidéo où un crochet en PLA pouvait soulever 125kg, là où celui en PC en soulevait 300. Le nylon est pas mal aussi, il se situe entre les deux. L'ABS est un peu moins bon que le PLA pour ce genre d'effort. Vu le poids demandé, le PLA suffirait, mais il faut tenir compte des autres contraintes, comme le fluage ou la température. Du coup un PETG pourrait faire l'affaire est c'est nettement plus facile à imprimer. J'ai des pieds d'un établi à roulettes qui sont fait en PETG et qui supportent sans broncher 200kg avec moi qui saute dessus à pieds joints. Bien évidemment, ne pas oublier de faire un test d'abord, en poussant la surcharge au maximum sur la pièce pour évaluer son comportement.1 point
-
Salut, @Marcus, tu confonds Jerk et junction deviation. Si dans ton M503 (ou M501 que je prefere car tu as plus de details) tu vois des valeurs pour X et Y tu as du jerk. Si tu vois une valeur unique avec J devant tu es en junction deviation. Junction deviation est plus recent et a ete introduit avec Marlin 2.0 Des infos en anglais Sur ma cubique je suis a 0.1 et sur ma CR10 S5 a 0.05 Voici un site super qui te permet de generer le Gcode pour tester tout plein de parametres. Teaching Tech 3D Printer Calibration Dans ton cas tu pourras le changer avec M205 J0.xx une fois la bonne valeur determinee avec le site cite plus haut. Ne pas oublier le M500 apres. Cdt Laurent1 point
-
Quelle réponse sibylline et hautement pédagogique... Tu aurais pu préciser qu'il suffit de passer en prévisualisation lignes et non pas couches pour visualiser les scripts.1 point
-
Le problème est que vous partez sur des trucs de fou inutiles. si cela ne fonctionne pas c'est que vous faites une erreur donc reprendre la procédure a zéro et bien respecter les consignes et tout roulera sans chercher a modifier le gcode du truc machin truc 1) on règle d'abord la machine aux petits oignons y compris le bed 2) on règle le probe dans marlin 3) on règle le z-offset avec la feuille (là soit on prend en compte le 0.1 d'épaisseur de feuille en plus ou non chacun y va de son avis :)) et on store setting Et c'est tout, tout doit rouler, si y'a un truc qui cloche c'est que vous faites une erreur Dans ma signature je détaille mon réglage du bltouch1 point
-
Bonjour, Oui , ça peut être normal. Je pense qu'il est préférable qu'elle ne soient pas montées.... ceci va permettre de les réaliser à la bonne longueur , et surtout , toutes à la même longueur Pour cela , il faut faire un gabarit , et les coller à la résine.. A+1 point
-
Ils sont peu être efficace pour un heat break avec PTFE , mais en tout cas pour les fullmetal je ne pense pas.D’ailleurs je serais curieux d'avoir des retours d’expérience sur le montage de ces ventilo en heatbreak fullmetal pour du PLA1 point
-
j en suis tres content en 0.2 a 80 mm/s, 100 mm/s en remplissage ,30 mm/s en extérieur.En plus j ai changé de slicer , et j utilise ideamaker que j apprivoise . un slicer complet pour ma machine et celui utilise le lissage de dernière couche . j ai fais un test histoire de voir le print d un pentagone en 0.2 , j en ferai d autre ultérieurement avec un autre pla
 1 point
1 point -
Sur mon dernier support de caméra GoPro, fait sur mesure pour mon casque de moto, j'ai testé de nombreuses combinaisons de matériaux et de configurations de remplissage. Le plus rigide est finalement un PLA 3D870 en remplissage en nid d'abeilles (honeycomb 3D de Slic3rPE) à 70%. Dans les faits un remplissage à 100% pour une petite pièce est encore plus rigide. Mais sur une pièce un peu longue (test à 14 cm avec une épaisseur variant de 6 à 12 mm), donc sensible à la flexion le 70% nid d'abeilles 3D est plus efficace. 100% PLA 3D870 : flèche à 10 kg -> 1.2 cm 100% PLA classique : flèche à 10 kg -> 2 cm 100% PETG : flèche à 10 kg -> 3 cm 70% honeycomb 3D PLA 3D870 : flèche à 10 kg -> 0.75 cm 70% honeycomb 3D PLA classique : flèche à 10 kg -> 1.72 cm 70% honeycomb 3D PETG : flèche à 10 kg -> 3.21 cm 50% honeycomb 3D PLA 3D870 : flèche à 10 kg -> 1.42 cm 50% honeycomb 3D PLA classique : flèche à 10 kg -> 2.21 cm 50% honeycomb 3D PETG : flèche à 10 kg -> 3.45 cm Donc dans mon usage et pour mes besoins, j'ai sélectionné le PLA 3D870 en honeycomb 3D à 70%. C'est enrichissant de voir que les mêmes remplissages n'ont pas les mêmes effets suivant les matières. Je me suis amusé à pousser le test au delà de 10 kg, mais sans prendre le temps de mesuré de manière fiable les valeurs de rupture (j'ai juste chargé la flèche jusqu'à rupture). Sur les fortes contraintes le PETG est celui qui à le meilleur retour à la forme initiale après flexion. La pièce reste fonctionnelle même à 300% de la charge nominale prévue. Passé une certaine charge, le PLA ne revient plus en place et la pièce n'est donc plus fonctionnelle. Donc à contrario si j'avais à réaliser un support exposé à des chocs, je prendrais l'option PETG, car la perte en précision est compensée par une meilleure résistance à la rupture. Les prochains tests seront sur de l'ASA, avec la même pièce et idéalement le même protocole.1 point
-
Dans l'absolu, un simple PLA est plus rigide que l'ABS pour ce type d'application. Et comme cela a déjà été précisé, la déformation dépend de la conception. Exemple, l'acier c'est très rigide, mais souple, on lui donne des formes pour le rigidifier, profilé, IPN, etc... Le carton c'est tout mou comme du papier, si on l'alvéole pour le rigidifier, un éléphant peut monter dessus ! Dépendant du sens des alvéoles bien entendu. Pour le PC, pas convaincu qu'une CR-10S soit capable de l'imprimer, les températures seront trop limite.1 point
-
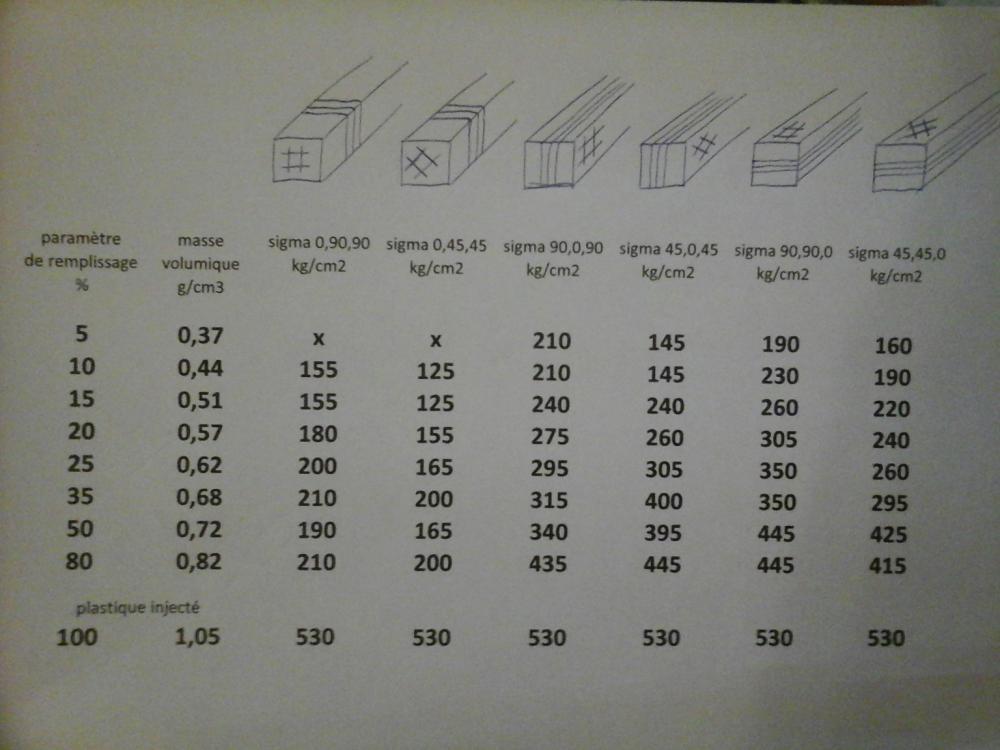
Bonsoir, Le dessin en nid d'abeilles est pas mal, il est utilisé pour les planchers dans les hélicoptères. Un remplissage a 50% donne de bons résultats. La position de la pièce sur le plateau est importante, à définir en fonction des contraintes sur la pièce Ci-après un test effectué sur le forum. Si je retrouve le sujet, je mettrai le lien.
 1 point
1 point -
Bonjour, Sur les CR-10 ils (CREALITY) n'ont jamais su comment disposer et agencer les roulettes. Je me suis même fais insulter ici quand je demandais simplement où je pouvais acheter des roulettes avec excentrique. Comme on me traitait d'idiot j'ai dû demander à un agrégé en mécanique si je ne commençais pas être affecté par les méfaits de l'âge. Heureusement il a démenti ! Quand j'étais gamin j'avais autant d'heures de cours en mécanique générale qu'en mathématique. Aujourd'hui un jeune ne sait même pas ce que c'est. Bref, je n'ai pas voulu bricoler ma bécane et j'ai de nombreuses roulettes qui tournent dans le vide. Ma barre des X n'est pas droite mais j'imprime quand même avec une précision du 1/10 de mm et mes états de surfaces sont excellents. Conclusion : il faut agir sur tous les excentriques pour supprimer tous les jeux. ATTENTION : pas de serrage excessifs, le mieux est ici l'ennemi du bien. Je sais, je ne serai pas surpris si beaucoup ne comprennent toujours pas.0 points