Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/10/2020 Dans tous les contenus
-
Salut, J'ai vu ton message et j'y ai reagi hier mais il m'a fallu un peu de temps pour apprehender la chose. De 1 : 65M de personnes dans le monde avec un pied en moins ! De 2 : J'ai du aller consulter les saintes ecritures et j'ai le malheur de vous annoncer que la fin des temps est proche! Il est clairement specifie dans le tres saint GITHUBus Adeptus 3DPrintus (un exemplaire est visible sur ma photo de profil) que le Ragnarok sera précédé par 3 signes annonciateurs. Le premier etant que @divers dira quelque chose de gentil a un des membres du forum... Nous sommes foutus, courez mes freres, allez vous cacher dans vos ateliers et lancez des impressions! La fin des temps est proche! Son of Misery2 points
-
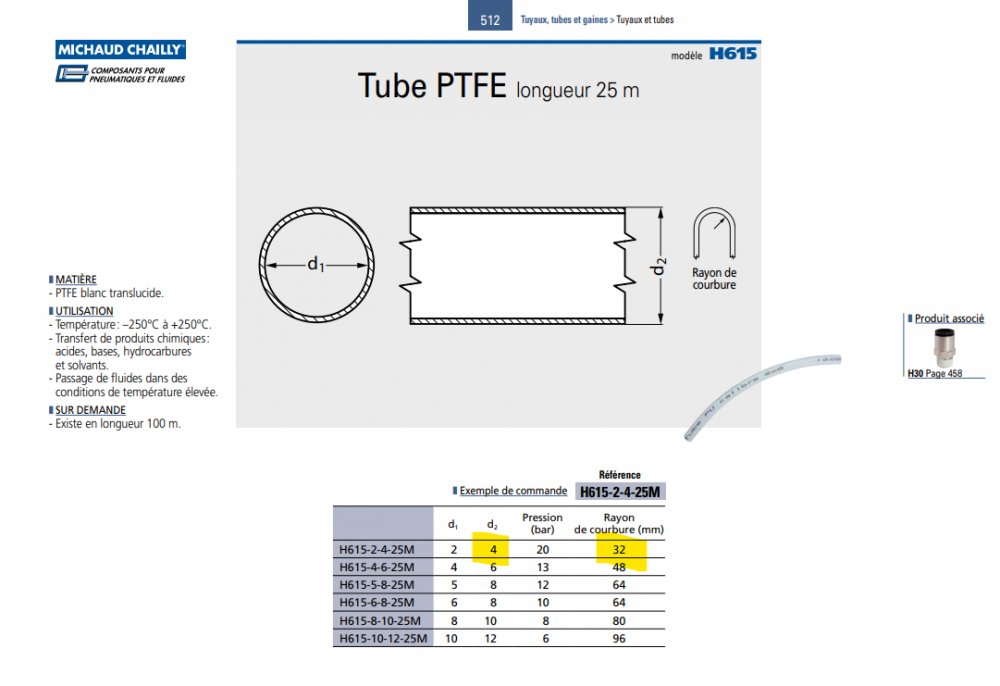
En bowden, plus c'est court mieux c'est. Regarde comment est mis celui de la Ender 3 par exemple qui a un axe X et un carriage assez similaire à ton imprimante (hormis le porte-à-faux). Il y a un outil spécial pour couper les tube PTFE bien droit. Sur thingiverse tu trouveras des alternatives à imprimer. N'ayant rien de tout ça je coupe avec une lame de rasoir mais un scalpel ferait tout aussi bien. Il est essentiel de ne pas écraser le tube, ce qui veut dire qu'il faut une lame très coupante. Le fait de tourner autour tu tube plutôt que couper en une fois aide également. Enfin il est important qu'il soit coupé bien droit et à main levé ce n'est pas évident. La coupe coté extrudeur est un peu moins critique sur ce dernier point. Si tu le coupes il faudra re-régler ton retract dans le slicer. Actuellement, lorsque ton extrudeur tire en arrière le filament, il y a au moins 2mm qui sont utilisés uniquement pour que le filament passe de l'extérieur de la courbe à l'intérieur dans le tube, et ce sans aucun effet dans la hotend. En le raccourcissant tu diminues ce phénomène et cette distance "perdue". En utilisant du tube avec un diamètre intérieur plus ajusté au filament, comme le capricorn PTFE, tu diminues encore plus cet effet. Quoiqu'il en soit il vaut mieux qu'il soit un peu trop long que trop court. Ne coupe pas pile-poil la distance nécessaire car si ce n'est pas droit tu n'auras aucune marge pour recommencer.1 point
-
Ah top ! Merci pour ce PDF. Je préfère l'écrit à la vidéo. Plus simple de suivre selon moi.1 point
-
Hello A mon humble avis, moi qui y connais que dalle, je laisserais le tube à cette longueur. Parce qu'il me paraît faire une belle boucle onctueuse qui conduit gentiment le filament à destination. Il faut se méfier des coudes trop fermés, il y a un rayon de courbure minimal au-dessous duquel le filament a du mal à prendre le virage
 1 point
1 point -
Bonjour, Je tenais à vous remercier , cela fonctionne quand on est pas doué et qu'on essaye de téléverser le condionnal.h cela en risque pas de marcher. Après quelques recherche , j'ai trouvé les lignes de mofification.. Merci à vous tous, plus qu'à imprimer...1 point
-
Courez même très vite car j'en ai dit plusieurs en très peu de temps ces jours derniers sur le forum. Je ne sais ce qu’il m'arrive, peut-être un début de sénilité ou un cancer mal placé (je ne sais pas s'il y en a de bien placé en vérité). Tu as remarqué qu'au bout de la phrase en question, j'ai ajouté un émotitruc, chose que je fais très très rarement( je dois vraiment être malade, il faut que je consulte rapidement).1 point
-
Pour compléter les conseils de @ixi, de mon point de vue aussi faire le leveling a chaque impression est inutile et long effectivement, il vaut mieux le lancer seulement quand tu le souhaites via pronterface ou autre. C'est ce que je fais et si ça peut t'aider j'utilise la commande M420 S1 ; BL touch1 point
-
Les Mxx sont propres à ma machine, tu peux essayer en laissant les Mxx de la tienne ( en rouge ), en effaçant le reste, et en remplaçant par les 'verts'. M201 X600.00 Y600.00 Z100.00 E2000.00 ;Setup machine max acceleration M203 X600.00 Y600.00 Z10.00 E40.00 ;Setup machine max feedrate M204 P600.00 R800.00 T500.00 ;Setup Print/Retract/Travel acceleration M205 X10.00 Y10.00 Z0.40 E2.00 ;Setup Jerk M220 S100 ;Reset Feedrate M221 S101 ;Reset Flowrate G28 ;Home M420 S1 Z2 ;Enable ABL using saved Mesh and Fade Height G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X10.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X10.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X10.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X10.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up Lorsque tu vas lancer l'impression ,le BLtouch ne va mesurer qu'un seul point au milieu du plateau, puis faire 2 lignes de purge à gauge, et commencer l'impression.1 point
-
bonjour, je reviens. La motorisation de tes chars m'interresse bigrement! Motorisation moteur électrique donc batterie (s) embarquée(s) ? Quel ampérage ? marque ? dimensions ? C'est 1 de mes soucis actuel pour mon projet => le char Patton 47 sur un des quels j'ai servi pendant 16 mois en 66/67 à Tübingen (RAF) Forces Françaises En Allemagne (FFA) dans 5ème division Blindée 12 ème régiment de Cuirassiers, toujours existant, équipé aujourd'hui en Leclerc et basé à Olivet près d'Orléans aujourd'hui dans l'illustre 2ème division Blindée. mon char le Chambéry (en réparation en manoeuvre) voir photo J'ai réussi à obtenir auprès du musée des blindées de Saumur une très importante documentation technique (près de 6 kgs !) je suis arrivé au moment il faisait le tri dans les documents stockés. j'ai eu le pot ! Ma maquette est au 1/5ème, et oui ! sa longueur totale fini avec l'affut de canon sera d'environ 1m60 !! ce sera une reproduction la plus fidèle possible et à cette échelle plus facile de trouver des pièces et d'être dans le détail. Tout le train de roulement est déjà modélisé sur Solid Work, l'ensemble le plus complexe et aussi qui sera le plus sollicité et donc fragile. J'aurais l'occasion de vous joindre des documents. Actuellement le "master" de la tourelle est quasiment terminé longueur 60cm, largeur 42 cm, hauteur 36cm. voir photo

 1 point
1 point -
Le montage de ma CNC avance doucement. Après beaucoup d'effort et quelques voyages à la déchèterie, l'emplacement de la CNC a enfin été libéré. Les rails ont migré de la table de la salle à manger vers le garage ! J'ai installé de la lumière supplémentaire ("néon" 74LED) au dessus pour continuer le montage en place.

 1 point
1 point -
Et merci, grâce à toi je viens de découvrir la balle anti feu ! J'en achète une direct!!!!!1 point
-
Ici: https://www.amazon.fr/dp/B07XL3YT5Q/ref=cm_sw_r_wa_apap_WP7mMoYxnnsh2 https://www.amazon.fr/dp/B08DXK23ZJ/ref=cm_sw_r_wa_apa_i_gAoEFbQAC39DF https://www.amazon.fr/dp/B07QLR4CKW/ref=cm_sw_r_wa_apa_i_GBoEFb8J8KP7Q Et non tu n'est fou de craindre les incendies! J'ai imprimé pendant 2 mois uniquement lorsque j'etais chez moi puis après avoir constaté que tout fonctionnait correctement j'ai installé le détecteur la caméra et la prise! Mais on n'est jamais à l'abri...1 point
-
bon ben c'est mal barré, easythreed me dit qu'ils ont eu le vendeur par mail et qu'ils lui avaient envoyé le moteur pour qu'il me soit réexpédier (cool !) malheureusement, mon vendeur m'a envoyé un 'benchy.gcode' par mail... sans message ni rien, je vais l'imprimer... et leurs envoyer la vidéo mais ras le bol je vais devoir faire comme pour la CTC13, la customiser avec de vrais moteurs ? 3DBenchy.gcode0 points