Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/10/2020 Dans tous les contenus
-
lol bien sûr pas de problème. Blague à part comment veux-tu qu'on t'aide ainsi, un minimum de temps pour (du temps on va en prendre pour t'aider alors...): - Crées un post - Expliques un minimum de chose, imprimante d'origine ou tu as fais des changements dessus - Remplis ton profil en notant ton imprimante - Comment procèdes-tu pour injecter les gcodes (sd, octoprint...) - Le slicer même si là je doute que ça change quelque chose2 points
-
https://www.amazon.fr/3D-Filament-Arianeplast-métalisé-Fabriqué/dp/B01N7IZG8S/
 2 points
2 points -
J'aime bien les coeurs ou les coupes....2 points
-
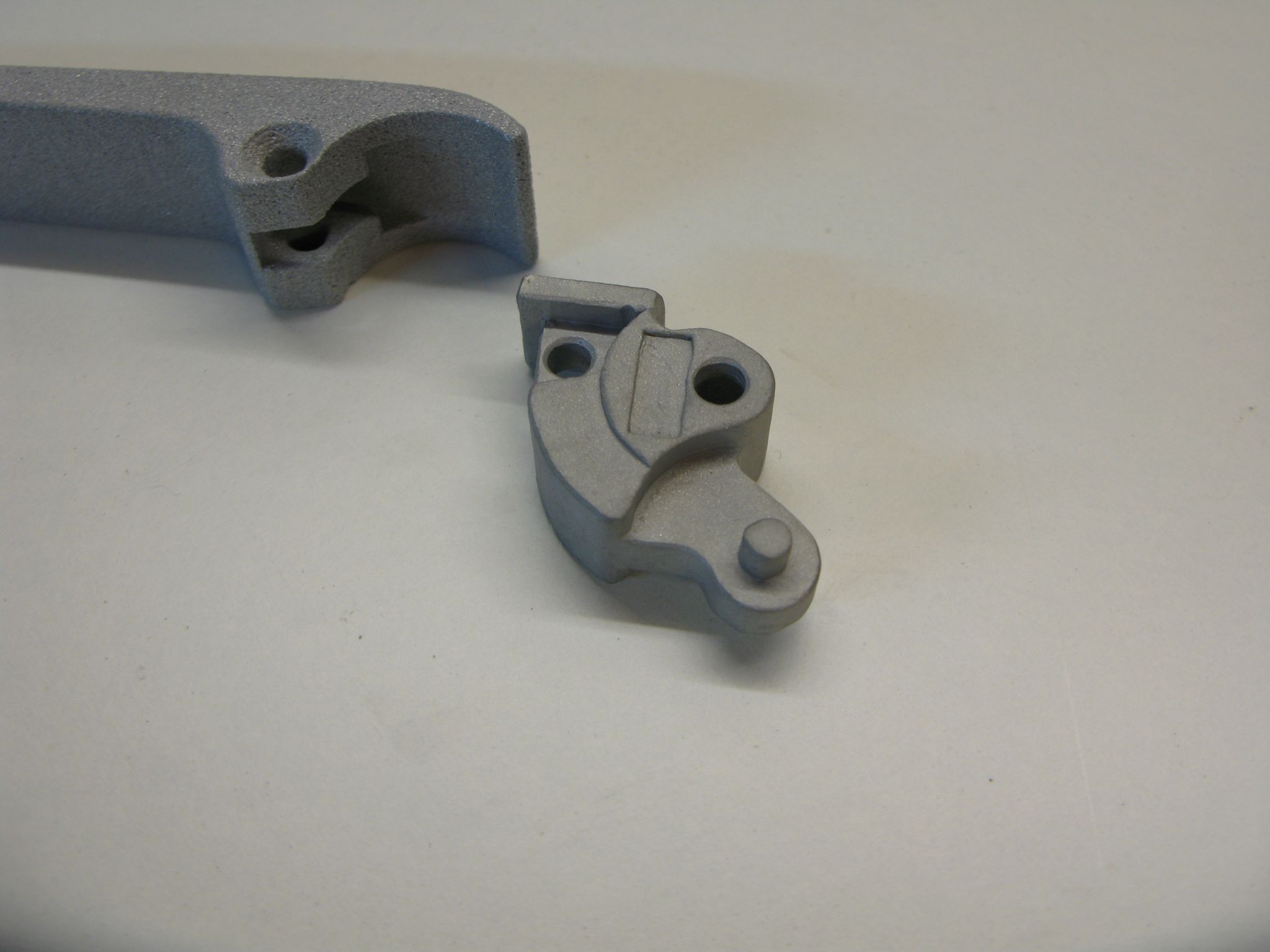
Ma fenêtre a environ 40 ans, et au bout d'un moment, faute de lubrification correcte et d'une utilisation pas forcément "douce", ca a fini par péter : Impossible de trouver la même poignée facilement, changer le mécanisme signifierait changer la fenêtre, alors : modélisation, test en PLA puis impression : Poignée en alumide (SLS Nylon enrichi à l'aluminium): Et le noyau en aluminium pur (laser fusion) J'ai fait comme ça parce que faire imprimer la poignée entièrement en alu ca m'aurait coûté plus cher qu'une fenêtre neuve. J'aurais aussi pu mieux faire (un noyau plus petit en aluminium) pour économiser un peu plus, mais j'étais pressé. Si je dois en refaire une, je ferai certainement autrement. Et voici la poignée assemblée : Et posée, fenêtre réparée ! N'empêche que ça en jette quand même !





 2 points
2 points -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Oui, je reconnais que je suis parfois chiant et exigeant sur le matériel que j’utilise pour imprimer des pièces et que je ne supporte pas certains produits, mais en voilà une raison qui, je l’espère, fera en sorte que vous acceptiez mes excuses en comprenant pourquoi je suis aussi exigeant : Avec l’équipe de développement, il y a eu deux ans de travail sur cette prothèse de pied qui a commencé en impression 3D avec des dizaines de versions, des testeurs de plus en plus satisfaits, des bancs d’essai tournants 24/24 sur plusieurs millions de cycles. ET maintenant les moules d’injections sont opérationnels et voici un des premiers pieds de série prêts pour permettre à une personne amputée de marcher correctement. Vous allez penser : Il y a bien longtemps que cela existe, ils n’ont rien inventé ces ptits gars. CE pied permet de marcher aussi bien que les pieds vendus en France et dans les pays riches, mais la grosse différence c’est qu’il vaut dix fois moins cher et que chaque pièce est remplaçable alors que les pieds actuels à la moindre casse c’est poubelle et la sécu en paye un nouveau. PS: le matériaux blanc sous le talon n'est pas du polystyrène, c'est la même matière que dans les chaussures de sport haute performance.
 1 point
1 point -
Sûrement des courroies trop tendues1 point
-
gna gna gna.....1 point
-
Avec le peu d'info qu'on à et ce que j'arrive a déchiffrer,si tu as l'imprimante depuis peu,si tu n'a pas fait de modif de la machine,si c'est le gcode d'origine qui se trouve sur la carte sd que tu essayes d'imprimer,si j'ai de la chance,si j'arrive a faire sortir un lapin de mon chapeau,si tu as un capteur de fin de filament,.......je dirais peut être que ce dernier est la cause1 point
-
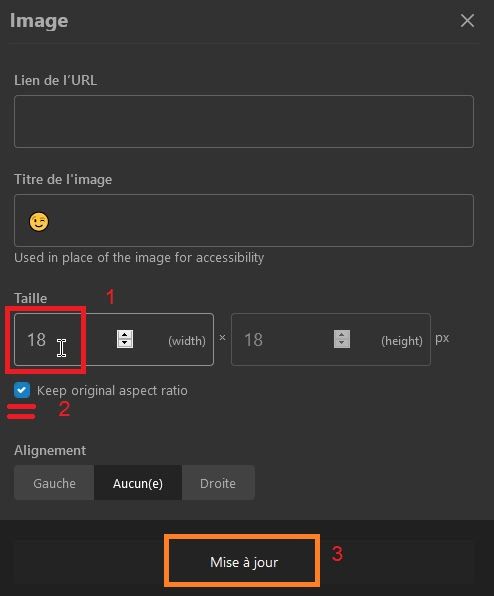
Si tu les trouves trop gros, tu peux éditer ton message (tu as jusqu'à douze heures après sa parution pour le faire). Un double-clic sur le souriant et tu choisis de réduire ses dimensions :
 1 point
1 point -
Est ce que pour un particulier le coût du truc en vaut la peine/coût ? Beaucoup d'imprimante on maintenant un détecteur de filament, la bobine est vide ça met l'impression en pose, on remplace la bobine et on relance l'impression, c'est pas la mort si on a perdu quelques minutes (voir quelque heures si on est pas présent), m'importe quelle autre solution "automatique" sera toujours plus cher qu'un simple détecteur.... Perso je me pose pas la question de se qu'il me reste sur la bobine, je lance et change la bobine quant l'imprimante me sonne...donc j'ai pas fait le sondage car je ne me sens pas concernée vu que je n'ai pas de fin de bobine, je les utilise jusqu'au bout sans souci.1 point
-
Petite nouvelle du vendeur, il semblerais que je soit le fautif, je sais pas utiliser le trancheur. je n’arrête pas de leur dire que j'ai utilisé leur GCODE ! (présent sur le site officiel) donc bon. et en voyant que personne n'a de problème sur YouTube, j'en arrive à croire que la poisse n'arrive qu'a moi ! Je suis dans l'impression3D depuis 2011, Fabmanager. donc je pense savoir me servir d'une imprimante3D de cette technologie. je suis jeune dans le SLA donc je pourrais accepter que l'erreur vienne de moi mais sur le FFF pas question. Edit: ils vont m'envoyer le firmware pour flasher la bestiole1 point
-
Merci pour vos réponses. Finalement je viens de la commander, livraison 8 semaines, j'ai demandé par chat à un conseiller prusa et il m'a dit que ces problèmes avaient été résolus, on verra bien, je l'espère. Je vous tiendrais au courant.1 point
-
Malheureusement sur Github ça me dis qu'il y a trop de fichiers... Si tu as une solution je peux te les envoyer, envoie moi un mp. :)1 point
-
DERNIERE NOUVELLE L'auteur (David Menzel) du firmware TINY va bientôt publier un DW7.1 débuggé ... Sa réponse : "Yeah, I'll be rebasing things shortly" . A sa décharge le bug venait du dernier Marlin publié il y a quelques semaines (2.07) mais l'équipe a publié un bug fix tres rapidement.. Donc en attendant restez (ou retournez ) sur le DW6.2 ...1 point
-
Aucune idée non, déjà que je pensais recevoir une version définitive à la base... Petit print de la nuit au passage
 1 point
1 point -
Sinon il peut regarder du côté de la JGMAKER Artist D sur Kickstarter ... Mais une double tête pour débuter c'est peut être pas trop conseillé.1 point
-
Avec plaisir PS: n'oublie pas de remercier @Titi78 pour cette super procédure qui en a dépanné plus d'un, en mettant un petit cœur au bas de son post1 point
-
la réponse dans le forum creality:1 point
-
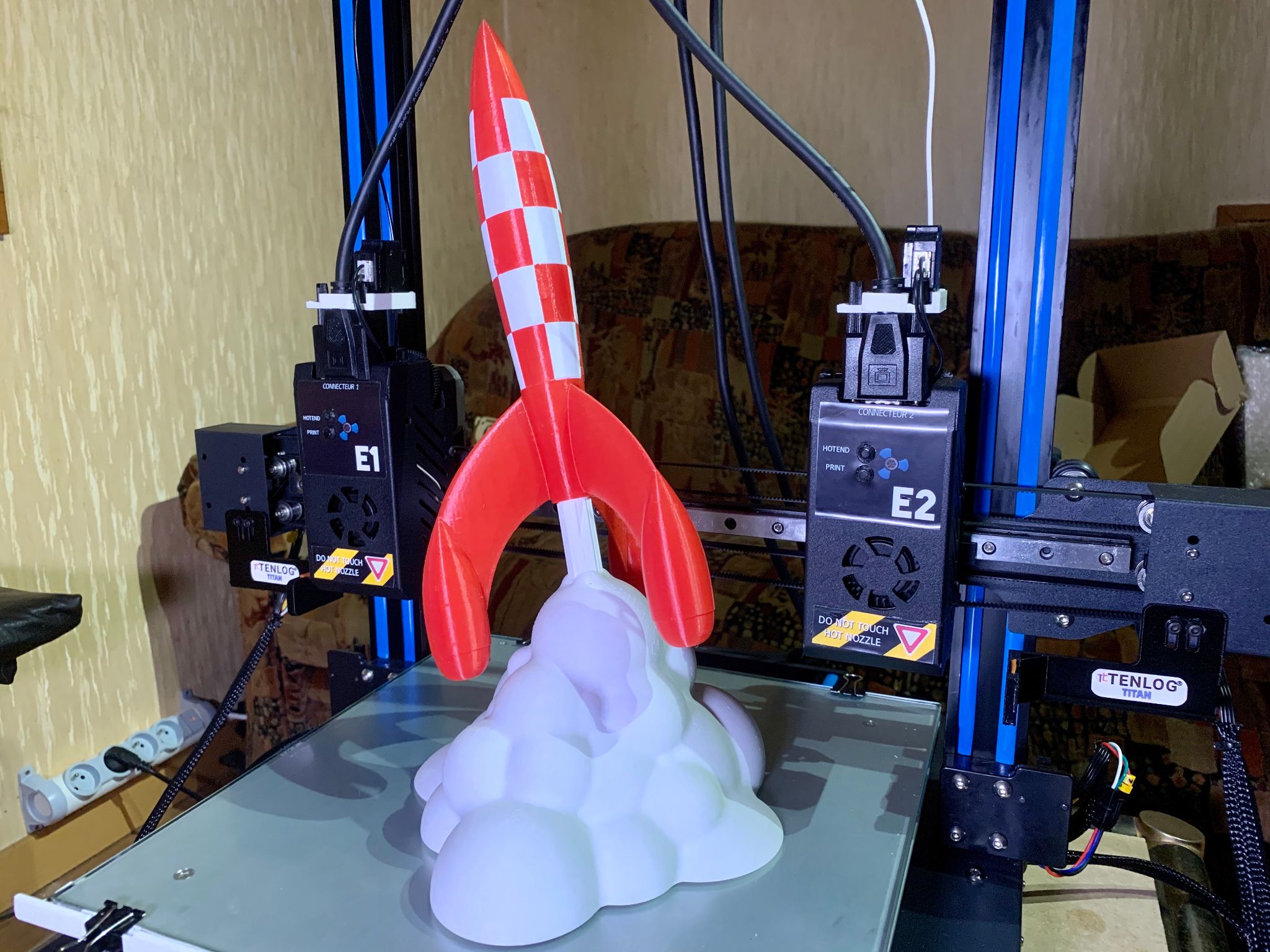
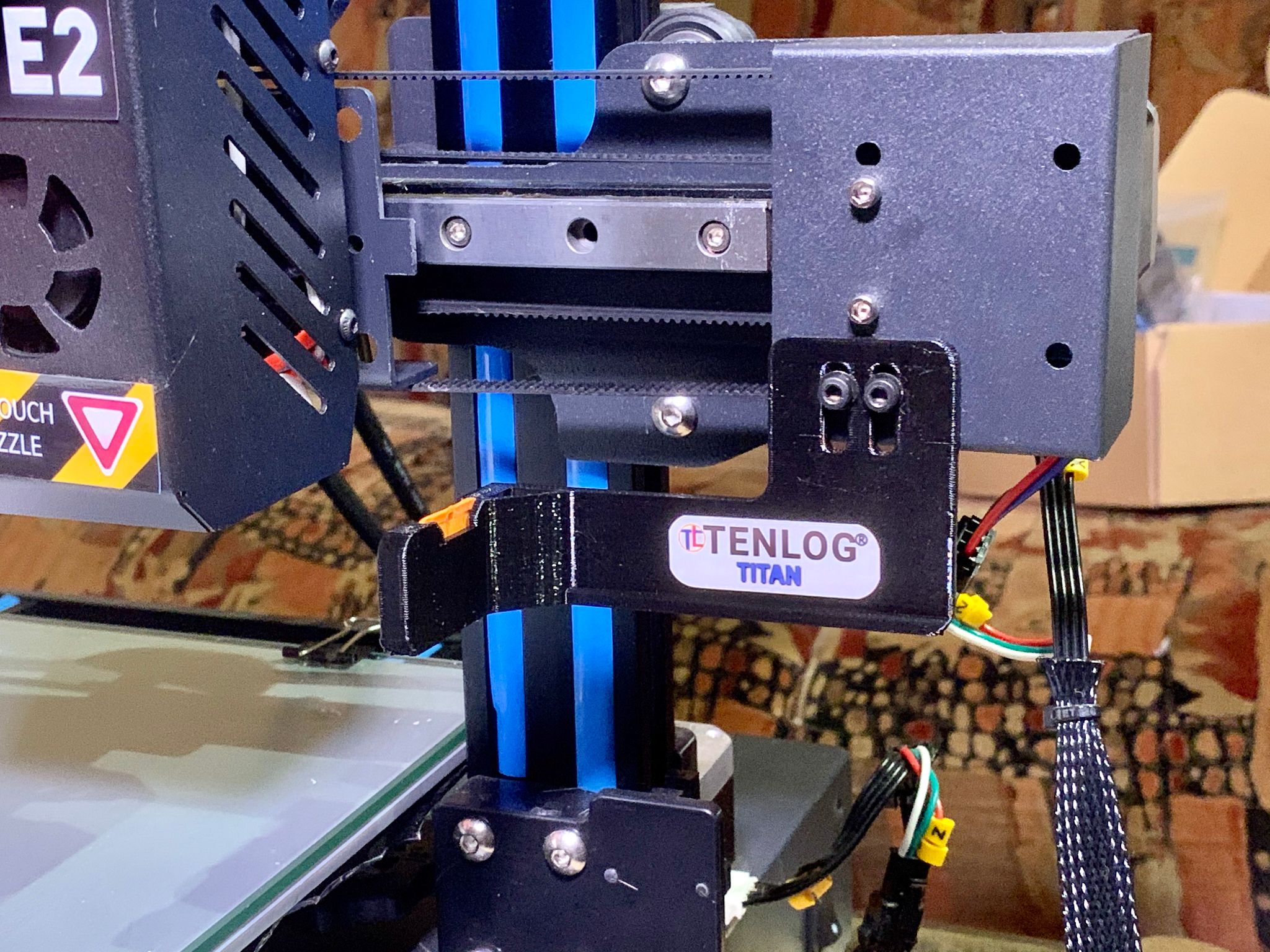
@NOX Pas de problème. Dommage, j'avais fait des photos pour le positionnement des pièces, mais j'ai effacé. J'ai imprimé la base de la fusée en la mettant à l'envers pour avoir un bon détail des patins, le reste est imprimable avec ideamaker ou S3D an mettant les essuyeurs et sans mettre de boucliers qui sont dès lors inutiles. On y gagne en filament utilisé. On aperçoit l'essuyeur de droite ici : Et là, en détail, l'essuyeur, c'est le modèle spécifique pour la tête Titan, le positionnement est légèrement décalé. C'est un modèle modifié de celui que propose @vap38 pour ces têtes.
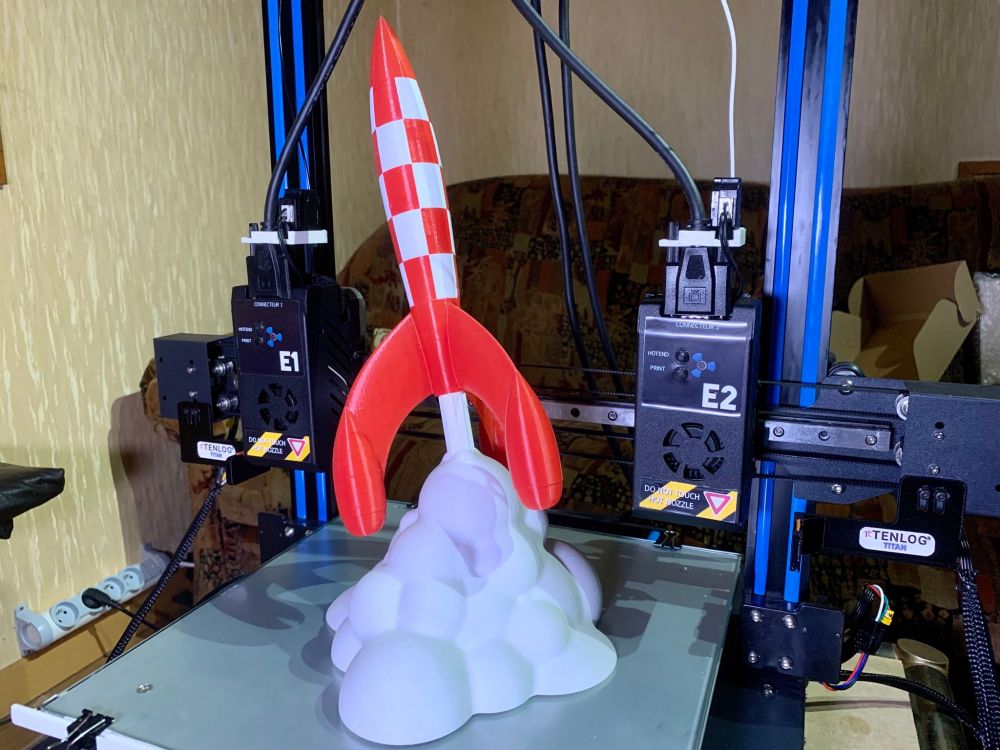
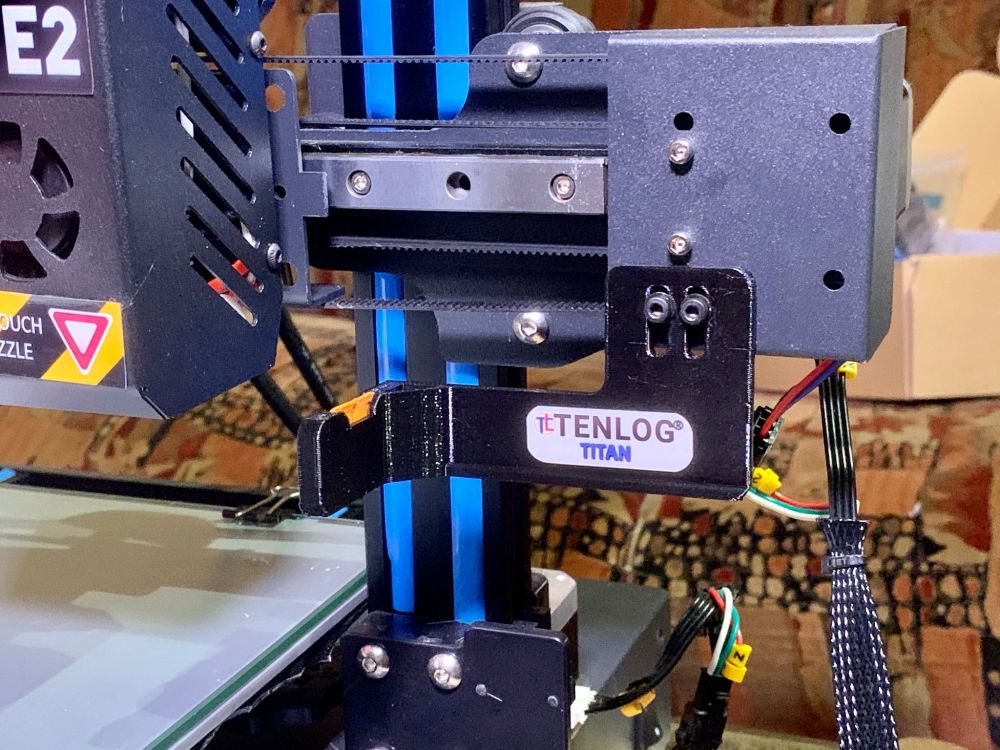 1 point
1 point