Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/12/2020 Dans tous les contenus
-
Ok merci @Neo-FX autant je vais juste à devoir faire le passage de la vis une ou deux fois et ça le fera. J'arrange un truc sur la bête pour pouvoir imprimer de nouveau un jour et je le teste2 points
-
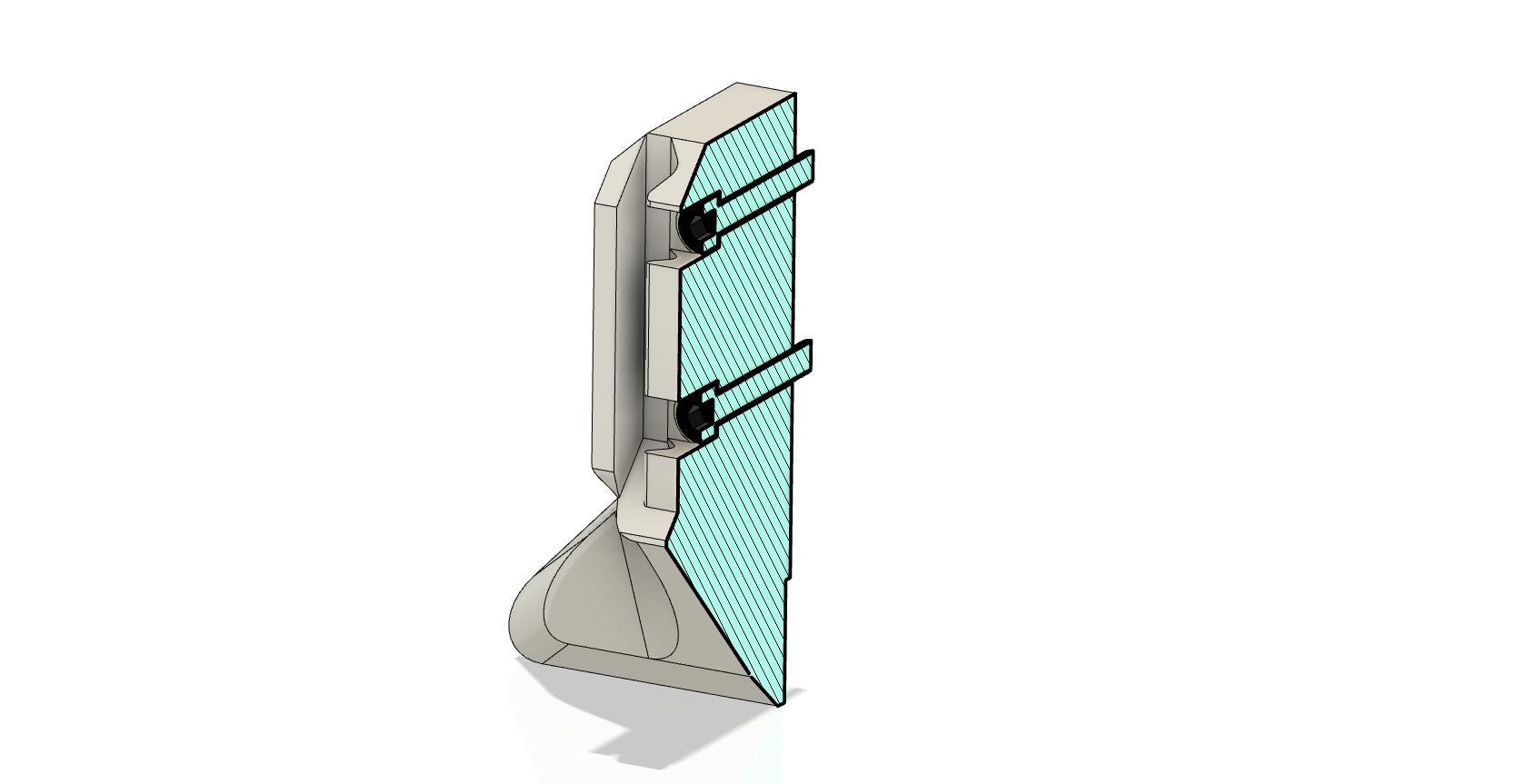
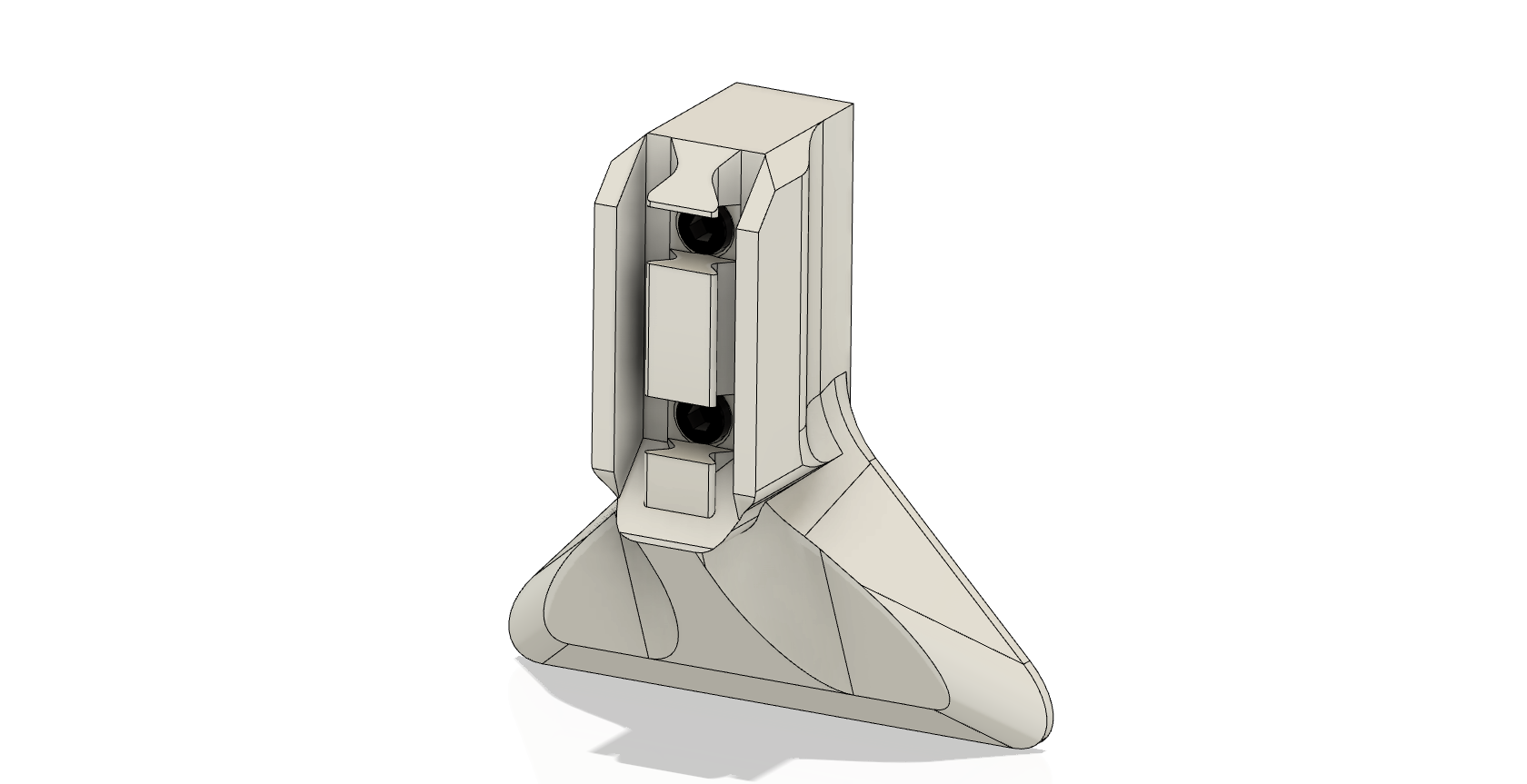
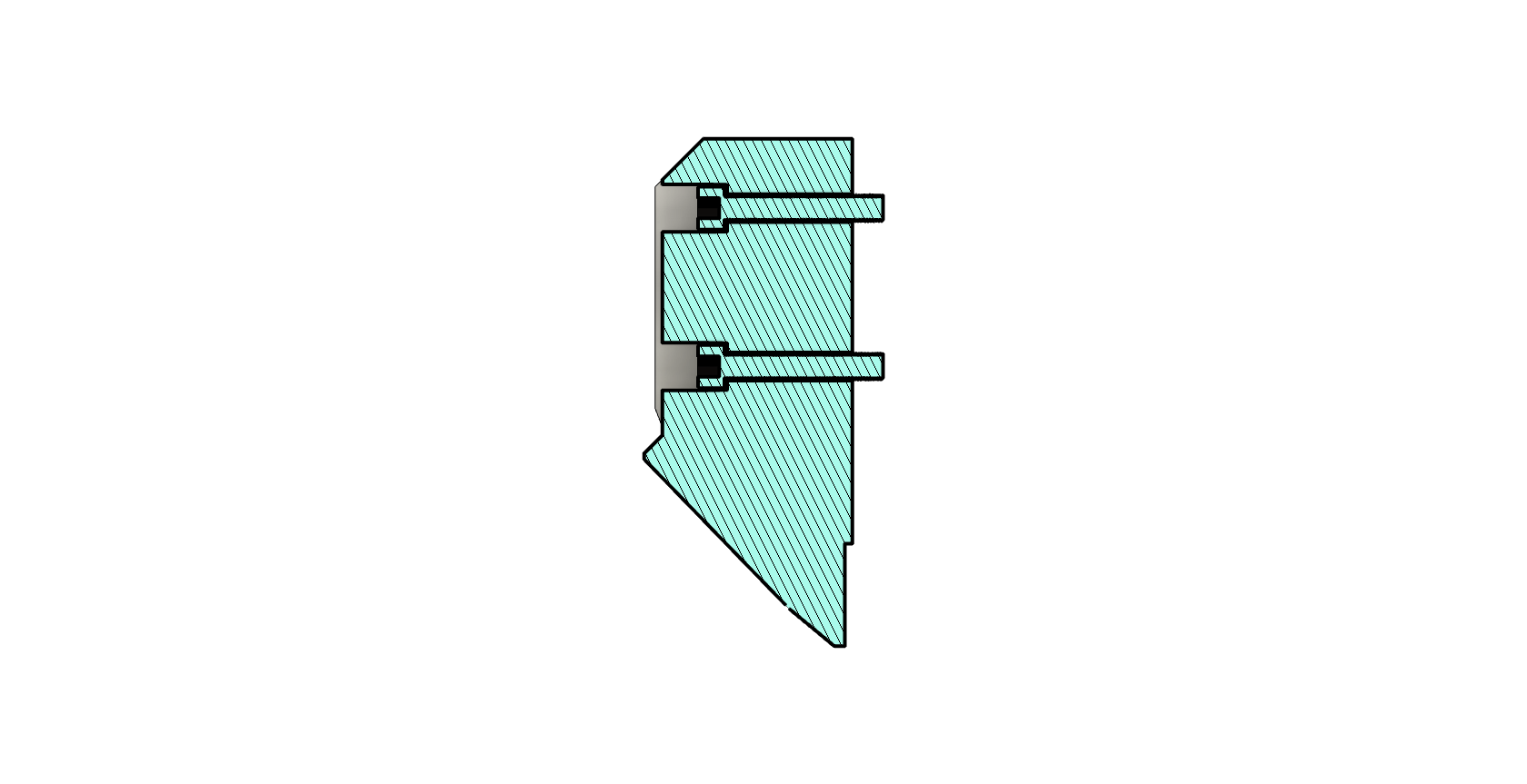
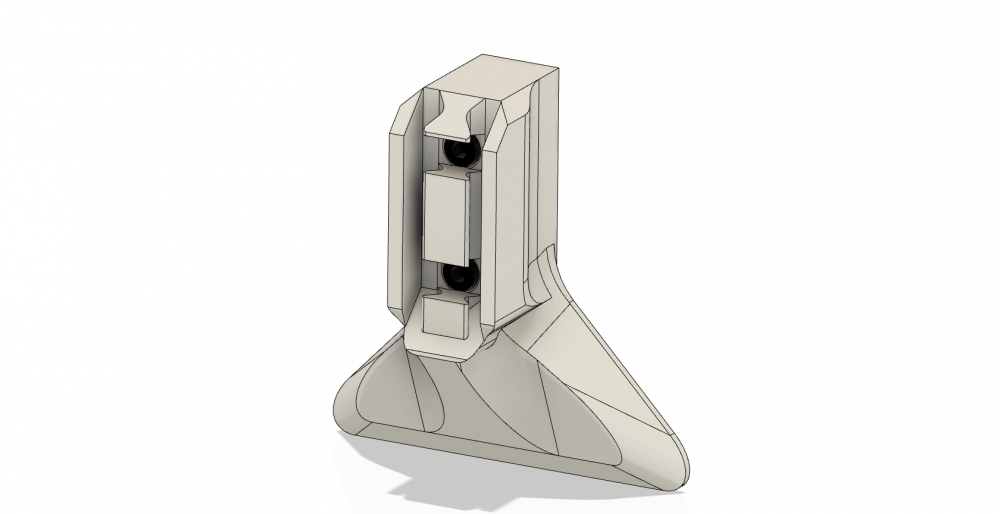
Salut les imprimeurs ! Alors voici une petite version différente du support déporté qui ce met sur le support du Z, mais pas en le glissant dans le rail, c'est en le vissant avec 2 t-nuts derrière. Spécial dédicace à @M1K3D0 qui m'a demandé ce système...

 2 points
2 points -
Bonjour, C'est toujours mieux de commencer un topic par une formule de politesse, c'est comme à la boulangerie, on ne rentre pas en disant une baguette et en partant sa,s rien dire. Merci2 points
-
Bon mon choix est pris je part sur la voron 2,4. La réception des pièces est en cours, je créerai un post pour vous montrer l'avancement de tout ça.2 points
-
Zig sag et contour1 point
-
Petite réflexion: Le capteur sur l'axe X permet de s'affranchir de la poulie, ce qui est une très bonne chose. C'est moins clean niveau cable management dans la mesure où le câble du capteur va pendouiller le long du montant, mais bon c'est une concession qui a du sens. Sur le modèle de @Neo-FX, on voit que la position du capteur induit une contrainte trop importante sur le filament. Une solution serait de placer ce capteur à la verticale, toujours fixé à l'axe X, pile au dessus de l'anneau de guidage en sortie de bobine. Ensuite, guider le filament avec un bout de PTFE qui va jusque dans l'idler. Simple, clean et efficace. De cette façon, on obtient un chemin de filament homogène et sans point dur, et ce en tout point de la tête d'impression. Enfin, dans ma tête ça sonne pas mal. A voir en pratique!1 point
-
C'est un séparateur d'instructions, comme dans cet exemple existant dans le configuration_adv.h #define G29_SUCCESS_COMMANDS "M117 Bed leveling done." #define G29_RECOVER_COMMANDS "M117 Probe failed. Rewiping.\nG28\nG12 P0 S12 T0" #define G29_FAILURE_COMMANDS "M117 Bed leveling failed.\nG0 Z10\nM300 P25 S880\nM300 P50 S0\nM300 P25 S880\nM300 P50 S0\nM300 P25 S880\nM300 P50 S0\nG4 S1" Jamais utilisé donc je ne peux t'en dire plus...si un balèze de Marlin passe par là, fais lui signe1 point
-
Bonjour, Super travail. Mais celle qui est derrière au fond de la photo me semble pas mal non plus.1 point
-
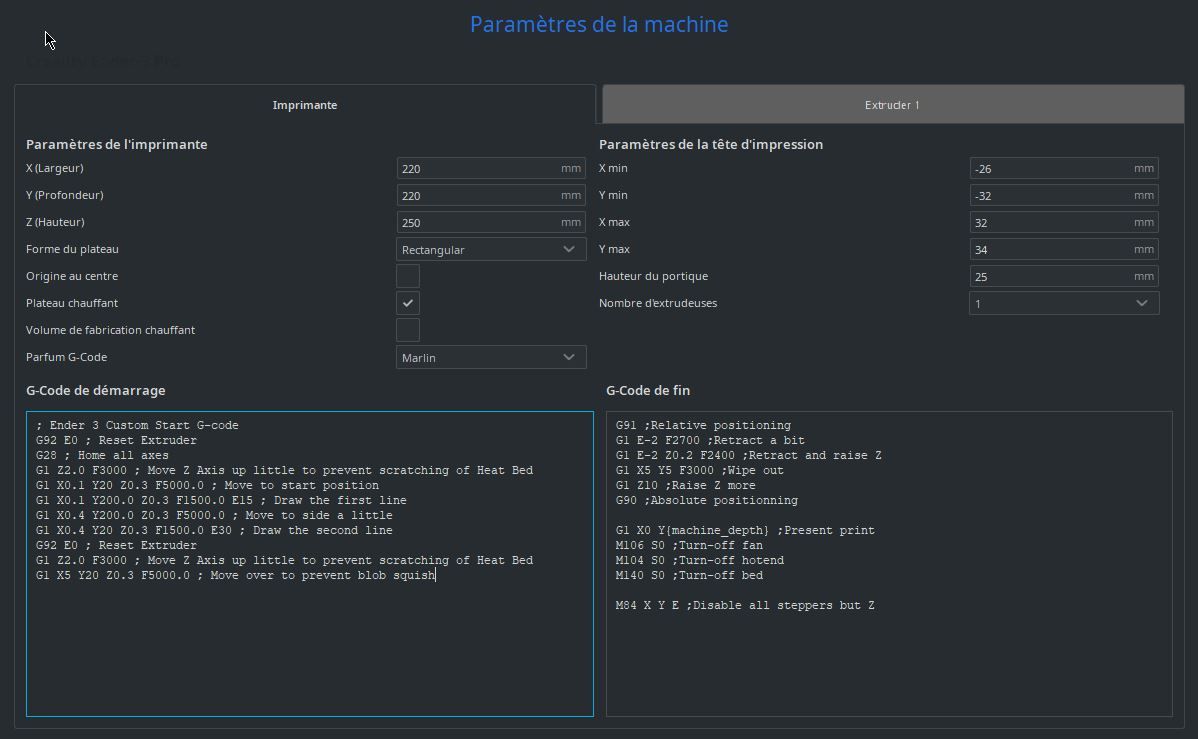
effectivement, je suis sous 4.8 mais j'avais repris un ancien G-code 4.4.1 pour la Ender-3 mais plus d'espoir...4.8 ne semble rien changer à l'histoire ! ;Generated with Cura_SteamEngine 4.8.0 M140 S60 M105 M190 S60 M104 S200 M105 M109 S200 M82 ;absolute extrusion mode ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder1 point
-
Dernière possibilité: essayer Cura v4.8.01 point
-
Bienvenue sur le forum !1 point
-
Bonjour et bienvenue Bonne idée. Tu verras y'a ici plein de gens qui y connaissent que dalle mais qui en parlent quand-même. Et dans le lot certains qui arriveront même à t'aider. Il te suffira de nous dire de quoi tu as besoin, et on t'expliquera comment t'en passer.1 point
-
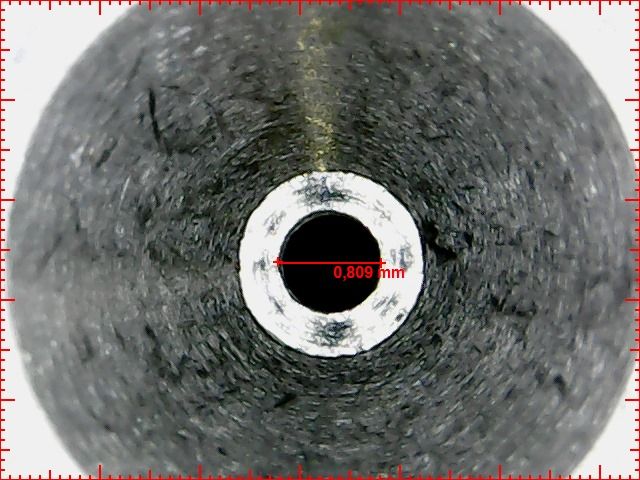
Les buses laiton sont correctes, bien centrées, mais dimensionnellement un petit peu faibles. A prendre éventuellement en compte dans le paramètre de buse du slicer pour éviter des sous-extrusions voire des bouchages. Et voici la suite moins joyeuse avec les buses inox dans le même ordre 0.2, 0.4 x3, 0.6 et 0.8 : Pas terrible, la 0.2 est désaxée de 0.1, la 1ère 0.4 est correcte, mais la 2ème va direct à la poubelle, quant à la 3ème 0.4, elle est également désaxée de 0.2 ! Les buses 0.6 et 0.8 sont correctes. Bien sûr, le matériel "hyper sophistiqué" utilisé oblige à pondérer ces observations... En conclusion et sans avoir véritablement testé, le résultat est très satisfaisant pour le tarif, mais ne remplacera pas une e3d Nozzle X, ou, d'après les retours lus, une Hotends Nitro. Il me tarde de tester les Nitro Max, même si leur dimension supérieure de 1 mm au modèle volcano de e3d, pose quelques difficultés et paramétrages spécifiques, voire un support spécifique pour être pleinement compatible dans mon éco-système mis au point sur ma Ender 5. Pour les Nitro équivalentes "e3d v6", le delta est encore plus grand, 8mm pour la Nitro et 5mm pour la v6. l'écart de 3mm m'obligerait à modéliser un support spécifique , mais c'est loin d'être exclu. trop envie de tester ces buses recommandées par beaucoup !





 1 point
1 point -
Bonjour, et voici le tuto pour empêcher la déformation du plateau (plateau bombé), pour ceux que ca intéresse !1 point
-
Je viens de lire ce long post très enrichissant. Merci @Titi78pour ce partage. A suivre...1 point
-
@M1K3D0 Ce que je peux te conseiller est d'essayer de retirer la chaussette en silicone et chauffer la guimauve pour la retire sans trop de dégâts, ensuite tête chaude démonte ta buse retire le bloc et vérifie ton heat brake. En générale ce type de soucis peu aussi arrivé si la buse n'est pas serrer et en contact avec le heat break, la filetage de la buse ou du heat break endommagé. faudra démonter pour voir d'où vient le problème.1 point
-
Salut @edsp49 j'ai regardé dans mes g-codes Cura entre la Ender-3 et la X5SA et effectivement, il y a un truc bizarre. Pour la X5SA, les lignes: M140 S{material_bed_temperature} M104 S{material_print_temperature} T0 M190 S{material_bed_temperature} M109 S{material_print_temperature} T0 sont inscrites dans le g-code de démarrage et se retrouvent donc bien de façon unique dans le G-code final. Dans le cas du profil Ender-3, ces lignes ne sont pas présentes dans le G-code de démarrage mais on les retrouve bien dans le G-code final: ;Generated with Cura_SteamEngine 4.4.1 M140 S60 M105 M190 S60 M104 S200 M105 M109 S200 Je ne sais pas ou sont stockées ces lignes fantôme... pour contourner le problème, je vois 3 possibilités: - soit tu pars d'un profil vierge que tu reconstruis pour une Ender-3 avec les G-codes de démarrage que tu veux. - soit tu trouves un autre profil Creality ou les lignes M140 sont dans le G-code de démarrage et tu l'adaptes à la Ender-3 - soit tu mets des valeurs de t° basses dans l'onglet "Materiau" pour que la consigne d'attente M109/M190 soit la plus courte possible et tu mets la t° que tu souhaites dans le G-code de démarrage pendant que le G29 s'exécute...si ça fonctionne, il ne faudra pas oublié de remettre le G-code de démarrage à jour si tu veux faire évoluer tes t°.1 point
-
Hello Je prépare un poste pour donner mon retour sur l'achat récent d'une mini de chez Fysetc ! Prix de l'investissement 190€ livraison inclus + un plateau chez Prusa 29€ ainsi qu'une bobine de Petg noir de 1kg 20€ J'ai monté l'imprimante en 2 matinées, franchement RAS pas de mauvaise surprise, il y a 5 vidéos sur YouTube qui présente l'assemblage élément par élément c'est très utile ! Au démarrage, impeccable, l'init des axes se passe très bien et la bécane passe le Self test sans soucis Après coup j'ai mis à jour la machine avec le dernier firmware prusa à l'aide de la clé USB. Je n'ai pas encore eu l'occasion de faire de gros print mais ça va tourner ce week end ! Une chose est sûr c'est très satisfaisant elle est silencieuse et conforme en tout point à une vrai De plus il faut retenir que le kit proposé par Fysetc laisse de la visserie en spare à foison ! Comprend les roulements pour le dérouleur de bobine et enfin les pièces pour le kit capteur fin de filament ( chose qui engendre des frais supp chez Prusa ) Alors oui il n'y a pas les pièces 3D mais de mon côté j'ai sortie le lot en 2 jours d'impression, à voir soit tu essaye de faire imprimer le kit par quelqu'un soit tu peux l'acheter en spare à côté ! Pour une 1er machine prendre une mini clone je sais pas vraiment si c'est l'idéal mais une chose est sûr le clone Fysetc est bon !1 point
-
Ma partie 2 sera la ce week end J'ai eu pas mal de soucis vie perso, pas le moral etc... Du coup j'ai du retard à rattraper. Mais pendant ce temps la TL a bien printée http://instagram.com/neoprod_fx1 point
-
Généralement dans les paramètres de l'imprimante, on peut ajouter ce qu'on veut dans le G-code de démarrage et de fin . Avec Cura 4.8 et le profil par défaut pour une Ender 3 Pro : Le gcode que tu as affiché correspond, en gros à un G-code de démarrage vide. Voici un extrait de mon G-code de démarrage pour ma CR10 :
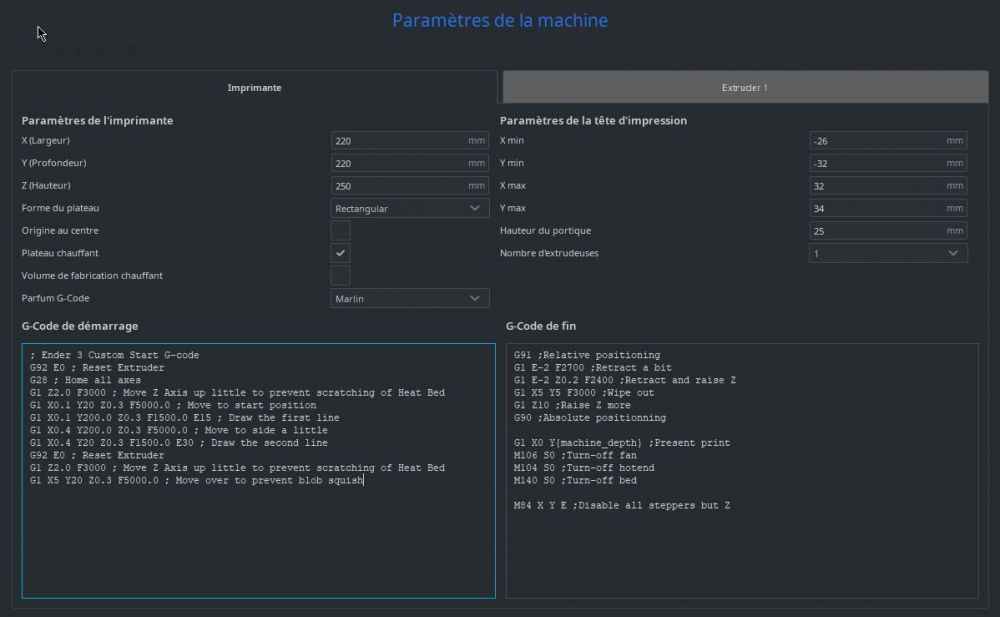 1 point
1 point -
Un fichier 3dm est un fichier qui s'ouvre avec Rhinoceros3D. Qu'est-ce que tu entends par "plus solide"? Il faut commencer par là! Parce que si ca veut dire plus dur, Ca sera plus cassant, comme du verre. Si ca veut dire meilleure résistance à la flexion, ca veut dire plus souple! Tu peux ajouter de la résine souple pour améliorer ça. Dans tous les cas, la résine est de la résine! Et tu ne peux pas lui demander les mêmes propriété qu'un plastique ou qu'un métal. La résine aune très faible limite élastique et quasi aucune limite plastique. Elle ne support donc pas vraiment les déformations.1 point
-
Salut @edsp49 moi j'ai ça comme gcode je chauffe mon plateau et après je chauffe la buse G21 ; set units to millimetrers M190 S[bed_temperature] M104 S[temperature] G28 ; home all axes G1 Z5 F3000 ; lift nozzle1 point
-
Merci @Zeb Westpour ton message. Ça fait plaisir de voir que cette synchro Z plait. Si il y a d'autres suggestions pour améliorer l'imprimante je suis preneur d'idées !1 point
-
Bonjour à tous, un de mes derniers prints
 1 point
1 point -
Aller, je vous partage une photo perso prise sur un de mes chantier : Voilà .... Je ne comprends pas le principe surtout que dans l'autre partie, ils ont bien mis deux wago en attente (un neutre et un phase), ça sent le stagiaire ^_^
 1 point
1 point -
Merci de vous souciez de moi... je vais bien... ou presque. Je suis toujours en rééducation "Post-covid". C'est pas évident de se sortir de cette merde... Mais merci... je vais bien. Je suis à 200% sur la rééducation "respiratoire" et "musculaire". Et j'ai eût quelques soucis de "ligne internet" (un grand merci aux techniciens de Bouygues, venu installer la fibre chez mon voisin, qui ont arrachés la soudure de ma "nouvelle connexion fibre", installé par Orange 10 jours avant) > je suis rester 5 jours sans téléphone ni internet à cause de cela. Ajouté à cela... que Madame... a choppé une 2e fois le covid (contrôlé de nouveau positive, il y a quelques jours)... et c'est devenu un peu compliqué (et cette fois-ci, elle n'a pas une simple "Grippette"). Ajouté à cela... j'ai d'autre "pré-occupations" d'ordre financière... se retrouver en "Arrêt maladie" commencer à impacter le budget du quotidien. Voilà... ceci explique cela... Donc : je vous rassure, je vais bien... je suis juste occupé par la rééducation.0 points