Classement

.thumb.jpg.bfa66bbb0141ef54282125989a37df18.jpg)

Contenu populaire
Contenu avec la plus haute réputation dans 09/01/2021 Dans tous les contenus
-
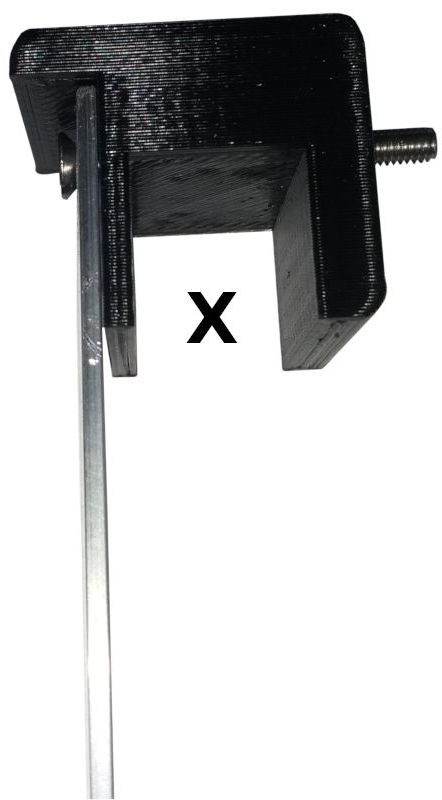
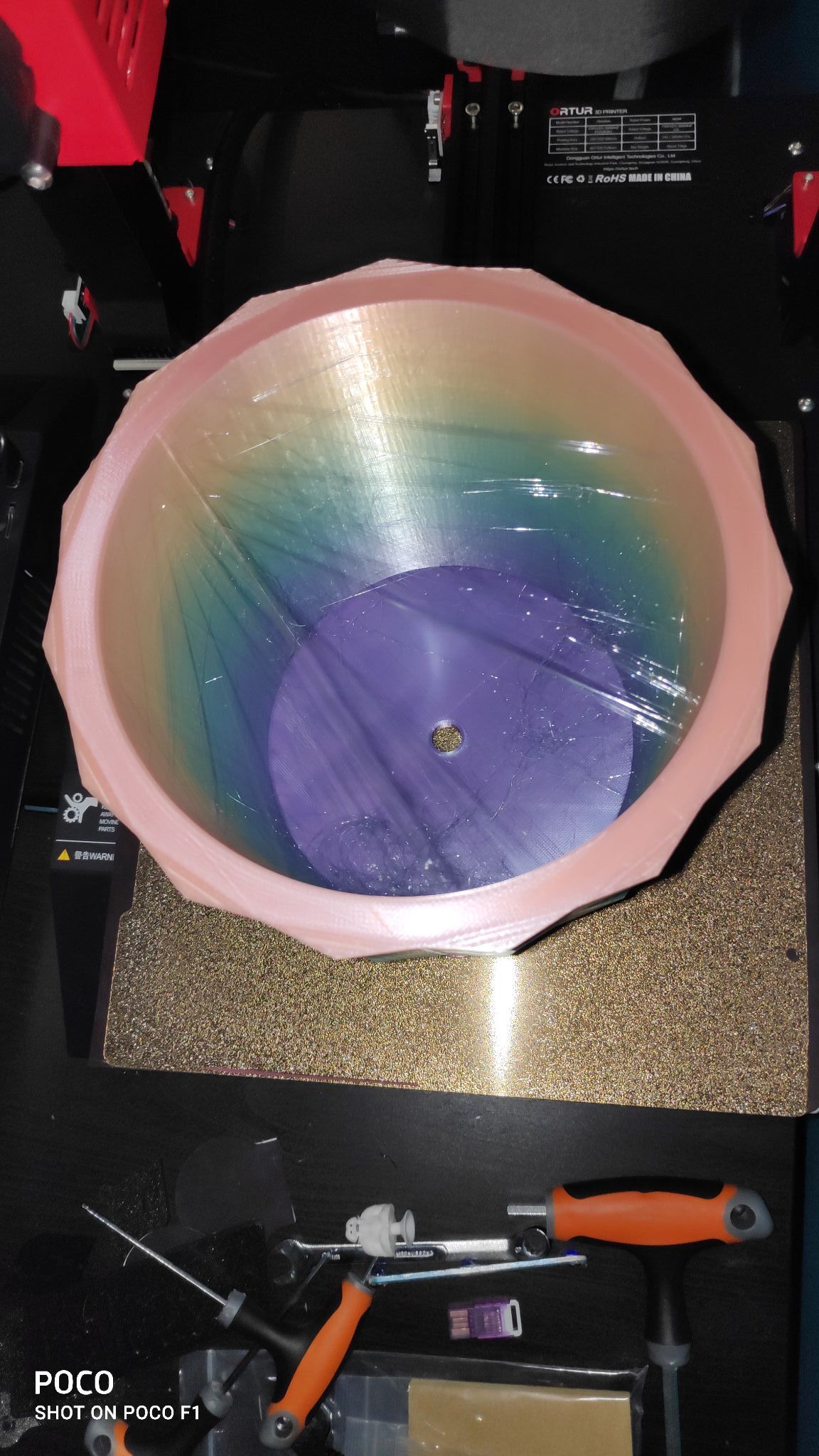
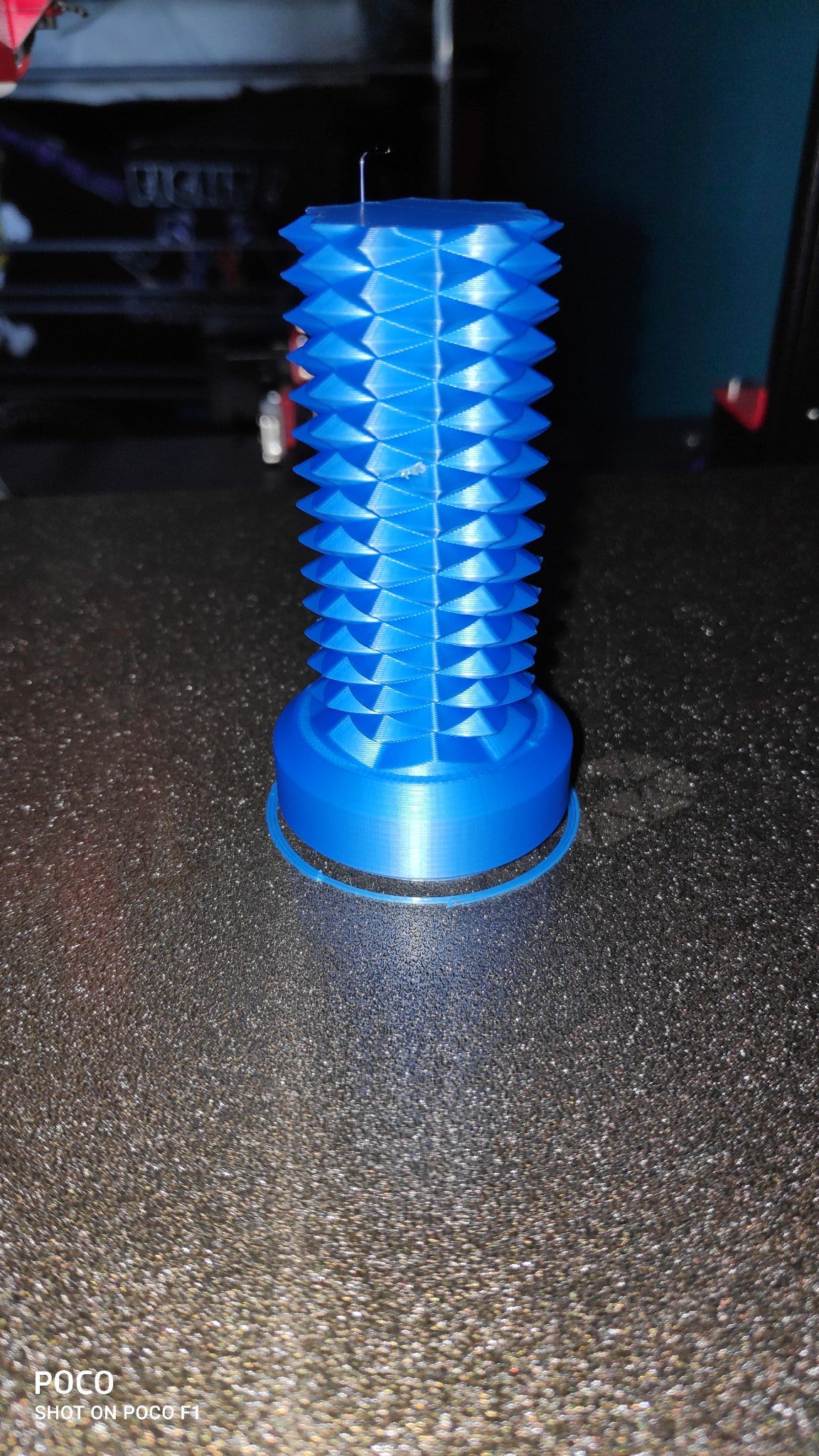
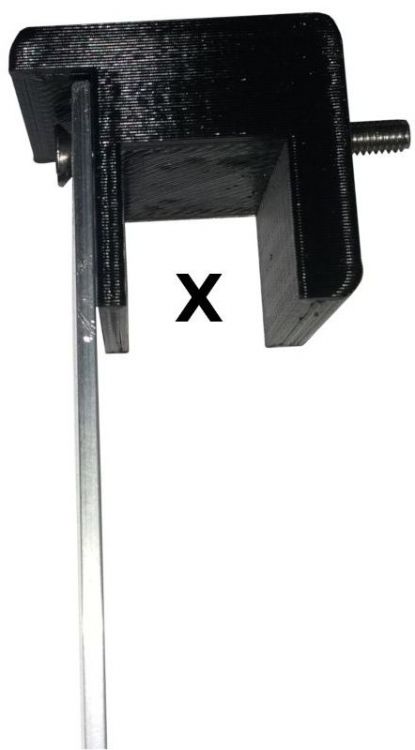
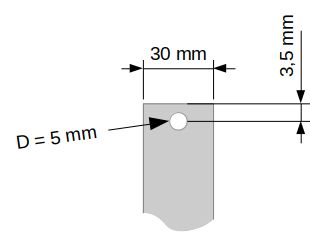
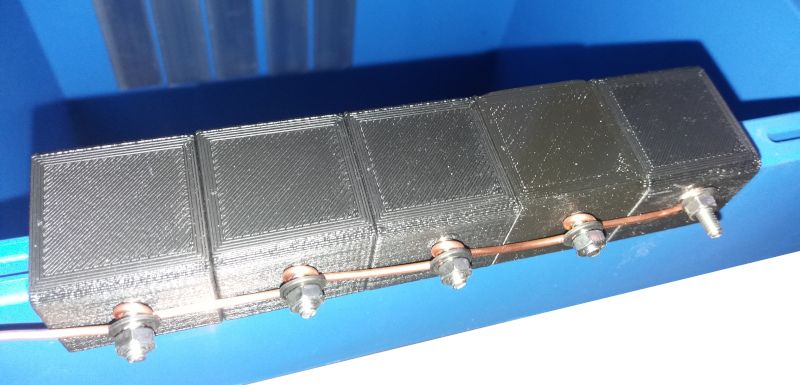
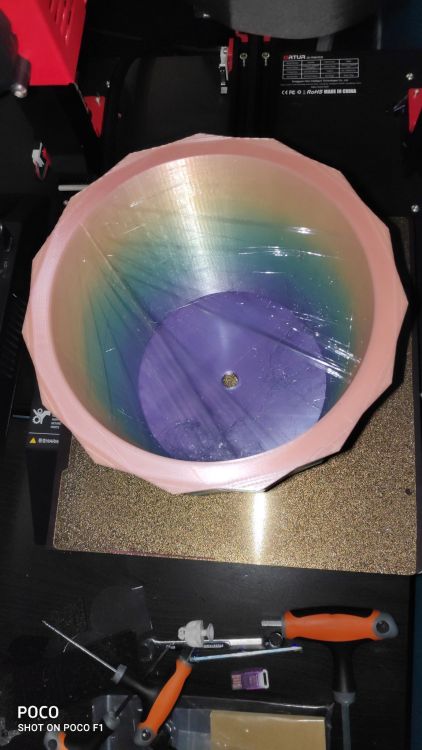
Le bac d’anodisation : C’est là que vous sortez l’imprimante 3D ! Commençons par trouver un bac adapté à l’anodisation, ou plutôt aux pièces que vous voulez anodiser ! Que vous anodisiez avec un petit bain de 2 litres ou de 1000 litres, le procédé est strictement le même ! Et comme tous les bains sont permanents, je vous recommande de commencer petit, entre 2 et 8 litres. Si vous avez besoin de plus gros, vous n’aurez qu’à augmenter le volume des bains. La forme idéale, pour plusieurs raisons que nous verrons, est un sceau rectangulaire assez haut. Commençons par faire les cathodes. Je vais simplement vous montrer celles que nous avons mises au point, car c’est un système qui permet de s’adapter à n’importe quel bac. Voici la pièce à réaliser, qui permet le montage de plat alu que vous trouverez facilement en super marché de bricolage (prenez-le dans le rayon des profils, car c’est du 6060 qui est parfait). Pour l’adapter à votre cas, il vous suffit de modifier la valeur "x" en fonction de la largeur du rebord de votre bac : Et le plan de perçage du plat de 30*2 : Ensuite, imprimez-en autant que nécessaire pour obtenir quelque chose qui ressemble à ça : Plus la surface est grande, mieux c’est ! Les 2 cathodes en opposition apportent les meilleurs résultats Reliez-les ensemble avec un fil électrique rigide de forte section comme ceci : Voilà, vous avez 2 cathodes rigides, de la taille idéale suivant votre bac et que vous pouvez facilement retirer et rincer. Bien sur, vous pouvez (comme dans la vidéo) aussi utiliser du plomb si vous en avez. Maintenant, l’agitation : Plutôt que de long discours, une petite vidéo : La seule chose à garder en tête : Ce qui trempe dans le bain sans être en contact au + ou au - doit être exclusivement en Inox A4 (316), titane, alu, plomb ou plastique (PLA ou encore mieux PETG). Ce qui trempe dans le bain ET en contact au + ou au - doit être exclusivement en titane (+), alu (+), plomb (-). Votre bac est prêt, reste à monter l’électrolyte. Admettons que votre bac puisse contenir 10 litres et que vous le remplissiez avec un volume de 6 litres. Achetez en super-marché de bricolage 3 litres d’acide de batterie (Acide sulfurique pour batterie entre 32 et 37 %, environ 4€ le litre) et quelques bidons de 5 litres d’eau déminéralisée (environ 2€ les 5 litres). Pour faire 6 litres d’électrolyte, versez dans le bac 3 litres d’eau déminéralisée et ensuite 3 litres d’acide de batterie. Voilà, votre électrolyte est prêt. Dans la rubrique « Pour aller plus loin : » nous améliorerons ce bain, mais dans l’absolu, vous avez maintenant un bain d’anodisation tout à fait utilisable ! On ne va pas anodiser de suite, on va d’abord préparer les 2 derniers postes : la coloration et le colmatage. Pour aller plus loin : Les cathodes : Jusqu’à récemment, pour les cathodes, nous utilisions des plaques de plomb. Le plomb est facile à former, à couper et vous pouvez le laisser tremper à demeure dans le bain électrolytique, il ne bougera pas. Son seul défaut, ce n’est pas le meilleur conducteur du courant… Mais nous avons arrêter, car pour des raisons écologiques et sanitaires, son prix monte en flèche. La meilleure alternative, c’est l’aluminium. Facile à former et percer, excellent conducteur électrique, peu cher et facile à trouver, il n’a qu’un défaut : Il ne faut pas le laisser à demeure dans le bain, car il va dissoudre de l’alu et au bout d’un moment, trop baisser la résistivité du bain. Il fallait donc un système qui permette de sortir facilement les cathodes du bain. Vous pourriez utiliser du titane. Comme le plomb, il peut rester à demeure dans le bain, mais c’est difficile à trouver, à percer, à former, à couper et cher. De plus, ce n’est pas le meilleur conducteur électrique… Le titane est un bon choix avec de très gros bains où il est compliqué de retirer les cathodes. Le graphite : C’est le (pire) choix de pleins de tutos. Très difficile de trouver des plaques qui seront forcément épaisses. Quant aux mines de crayons, c’est juste une blague : surface trop petite, connections compliquées et le graphite qui sert à faire les cathodes industrielles n’a rien à voir avec des mines de crayons ! L’inox (316) : Comme le titane, mais en plus il va libérer des polluants dans le bain au fil du temps… Franchement, si vous en avez, prenez du plomb ou de l’alu… Le reste, c’est des ennuis pour aucun avantage avec des petits bains. Agitation avec moteur 220V : C’est le top! A la base, ce sont des moteurs de brassage d’aquarium. MAIS : C’est un joint qui sert de palier et ce joint ne va pas résister à l’acide. Le joint va se dévorer vitesse grand V, l’arbre va frotter contre le corps en plastique du moteur, le ronger et l’acide va rentrer dans le moteur et le mettre en court circuit. Nous, on a fait fabriquer des joints de remplacement, résistant à l’acide, mais bon, le joint (vu les volumes car vous imaginez bien qu’il n’y a pas des milliers de gens qui font de l’anodisation…) c’est le prix du moteur. Mais c’est vrai que cette solution est très confortable, réglable dans tous les sens et ne nécessite pas d’alimentation DC. 1 : Molette supérieure de réglage de profondeur du moteur (print 3D) 2 : Molette inférieure de réglage de profondeur du moteur (print 3D) 3 : Tige fileté M4 en inox A4 4 : Pivot moteur pour orientation du flux (print 3D) 5 et 6 : Moteur et prise Agitation avec moteurs courant continu : C’est un bon choix pour les bricoleurs… Facile à trouver en récupération (vieux jouets par exemple). Votre imprimante 3D vous fabriquera facilement une platine de fixation et un coupleur entre l’arbre moteur et la tige filetée en inox A4 qui vous servira à faire un arbre long. Les hélices, ben c’est des hélices ! Si vous avez pas assez de brassage, imprimez et rajoutez des hélices ;-) (détail dans la vidéo) L'électrolyte : Vous avez remarqué que je parle d'une température de bain à + de 19°C dans la vidéo. En fait, avec simplement de l'acide de batterie et de l'eau déminéralisée, vous ne devez pas dépasser 19°C. Au delà, vous allez avoir de gros défauts d'aspect. Restez même à 18°C qui est la norme en industrie... Pour monter à plus de 19°C, il faut ajouter un additif d'anodisation. Cette additif permet d'anodiser à max 27°C pour : - Créer des pores plus large et optimiser la coloration, - Avoir un contrôle plus simple de la température, - Utiliser des alimentations à 13/14V, plus facile à trouver que les 16V nécessaires à 18°C. Prochaine étape : préparation des bains de coloration et colmatage.


 3 points
3 points -
Bonjour à tous, Suite au post Je vous propose un tutoriel qui va tenir compte du fait que si vous êtes ici, vous avez certainement soit une imprimante 3D, soit une CNC, ce qui va grandement faciliter les choses. Déjà, comme je pense que chacun devrait préciser s'il est dans la tranche des amateurs ou des pro, je vous précise que ma boite vend des produits pour anodiser. Les modérateurs me signaleront s'ils acceptent que je donne les liens des produits que je cite ou pas. Au pire, je vous donnerai les mots-clefs de recherche en français et anglais, vous tomberez sur les 3 ou 4 boites qui peuvent vous approvisionner, dont la mienne. Autre point d'importance, on ne fera pas de cours de chimie théorique. Vous n'avez pas besoin de savoir comment votre voiture marche pour démarrer et faire des milliers de Km? En anodisation, c'est pareil ! En outre, chaque fois que c'est faisable, je vous dirai comment faire en DIY. Je vais faire un post par étape pour traiter chaque poste : - Lavage, Décapage, Désoxydation, Anodisation, Coloration, Colmatage. Surtout ne croyez pas que j'ai inventé quoi que ce soit... C'est comme cela que l'on anodise en OAS (Oxydation Anodique Sulfurique) dans l'industrie depuis bientôt 1 siècle. Je ne fais que vous indiquer comment faire ce procédé avec des moyens limités et des produits autorisés pour les particuliers. En revanche, si vous suivez ce procédé, vous ferez des anodisations de qualité professionnelle, voir mieux car les industriels ont des contraintes que vous n'aurez pas. Dernier point, attendez que le tuto soit fini pour vous lancer, ça va prendre plusieurs jours et vous aurez ainsi une vue d'ensemble... A bientôt2 points
-
Bon ba c'est sympa comme petite imprimante (a part le bruit des ventilateurs, je pige pas leurs logiques d'avoir mis des ventilateurs si bruyants ) Un peut de stringing, vous mettez combien vous en retract ? Sur le profil de 3dprintb j'ai 0,5 a 40mm/s (peut être mes températures a baisser un peut aussi).



 2 points
2 points -
prusa slicer et cura sont très bien pour nos imprimantes. Le slicer de creality est pauvre a éviter2 points
-
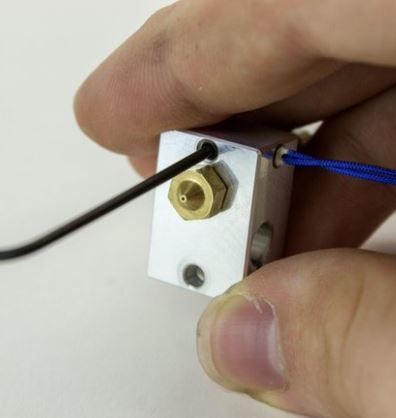
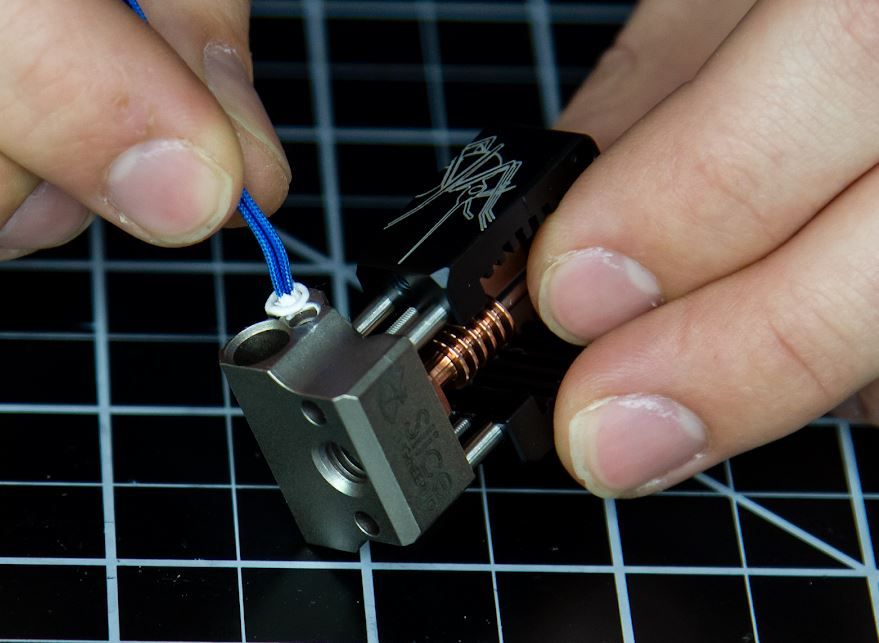
Petit résumé et derniers conseils sur la préparation des pièces : On a lavé, décapé, désoxydé (et rincé à chaque étape). Voici une petite vidéo qui résume la phase de préparation. Vous verrez qu'en vidéo, c'est assez simple (Attn modérateur : C'est une vidéo non répertorié pour les forums ou les produits ne sont pas cité ) Vous imaginez bien que vous n’allez pas tenir la pièce avec vos doigts… Alors, il faut l’attacher. L’attachement est un des point crucial de l’anodisation. « Si la prise d’origine est l’art du tourneur, l’attachement est l’art de l’anodiseur » (Citation de DidierV, 1965/20xx, héros national qui a survécu au covid, à la monarchie de la 5ème république et à la cuisine de son épouse) . Déjà, les matériaux d’attachement : Aluminium ou titane, rien d’autre ! Avec toutes autres matières, pollution du bain d’anodisation garantie. L'interet d’attacher la pièce avant de faire tous les postes est multiple : - L’attachement sera dégraissé, décapé et désoxydé en même temps que la pièce, - Vous n’aurez pas à toucher les pièces avec vos doigts, ce qui est la garantie de ne pas laisser de traces, Utilisez du fil d’alu ou de titane. L’alu permet de passer des courants forts, mais va s’anodiser avec la pièce. Aussi, pour le réutiliser, il faudra le passer 30 minutes au moins dans le bain de décapage pour ronger la couche anodique créée par la dernière anodisation. Le titane, lui, restera totalement intègre des centaines d’années. Cependant, le titane est plus résistif. Voici quelques exemples d'attachement : Ici, un fil d’aluminium avec une boucle et une vis titane pour monter différentes pinces suivant le type de pièce. La gaine thermos-rétractable sert à ne pas anodiser une trop grosse surface du fil : Après anodisation, il suffira de couper la boucle, de dénuder et de reformer une boucle. Ici, une pince réglable en titane. Comment choisir ? La surface de la pièce détermine le courant d’anodisation : Plus la pièce a de surface, plus il faut de courant ! Quelques points de référence : - Un rectangle de 50 mm * 30 mm * 1 mm d’épaisseur demandera moins de 1A : Fil titane de 1 mm - Un bloc de chauffe de CR10, moins de 2A : 2 fils titane de 1 mm ou 1 de 2 mm - Un profil de châssis d’imprimante de petite taille moins de 5 A : 2 fils titane de 2 mm ou fil d’alu de 3mm - Un profil de châssis d’imprimante de grande taille moins de 10 A : 2 fils d’alu de 3mm. Le contact fil/pièce doit être ferme ! Utilisez un perçage avec une vis titane pour les grosses pièces, ou un pincement en réalisant une boucle qui sera insérée dans un perçage. N’oubliez pas que là où il y a contact entre la pièce et l’attachement, il n’y aura pas d’anodisation, donc utilisez une zone cachée ou un perçage. Pour en revenir aux bains de préparation et de rinçage, utilisez des bacs en PP5, c’est très courant, pas cher et ils résisteront très bien aux bains. Idéalement, choisissez-les avec un couvercle étanche. Maintenant, on attaque la fabrication du bain d’anodisation.

 2 points
2 points -
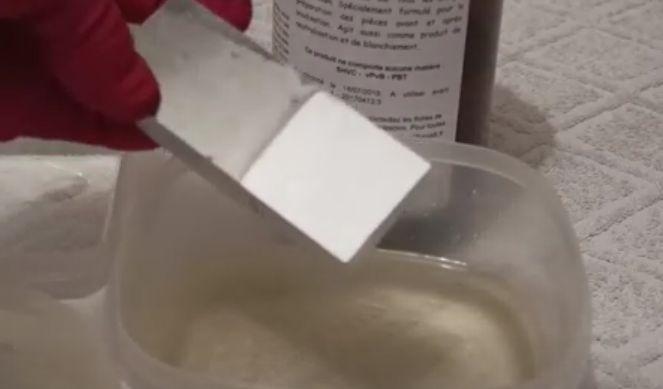
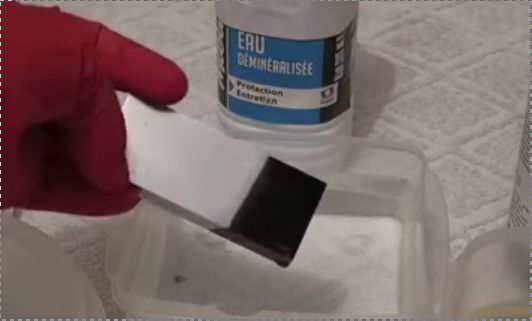
3ème étape : La désoxydation. La désoxydation a 2 buts : - Éliminer les éléments d’alliage oxydés par le bain de soude, - Neutraliser les résidus de soude. Ici aussi, c’est un bain permanent avec une très longue durée de vie à une condition : Après décapage, soignez les rinçages ! La soude est une base, le désoxydant est un acide. Quand on mélange les deux, on les neutralise. C’est un bain qui n’émet aucune vapeur et hormis que la pièce deviendra bien blanche, aucune réaction. Pour monter le bain, il faut utiliser un produit dédié ! Le fabriquant doit vous donner le ratio eau/produit actif. C’est à utiliser à température ambiante. Trempez votre pièce et agitez doucement, en 3 minutes elle doit être parfaitement blanche. Si elle ne blanchit pas, c’est que vous n’êtes pas en face d’aluminium, mais d’un alliage contenant de l’aluminium. C’est le cas du Zamak qui n’en contient que 30 % ! N’essayez même pas de l’anodiser, vous ne feriez que polluer irrémédiablement le bain d’anodisation. Rincez à l’eau déminéralisée. Après désoxydation, la pièce doit être parfaitement blanche. Pour aller plus loin et tout comprendre : Historiquement, c’est l’acide nitrique qui était utilisé à 10/15 % de dissolution, MAIS : L’acide nitrique est interdit à la vente aux particuliers ! Vous ne le trouverez qu’à 53 % de concentration et c’est très dangereux !!! Ne tentez pas de vous en procurer par des moyens détournés ! Il faut savoir le manipuler et disposer de vrais EPI chimiques costauds ! Ne jouez pas avec ça si vous n’avez pas été formé à son utilisation, c’est une saloperie pour un amateur non éclairé. J’espère que je suis clair… Certes, un désoxydant dédié est plus cher au litre, mais aussi efficace, voir plus car orienté sur les éléments d’alliage problématiques en anodisation et bien moins dangereux ! Voilà, la préparation de la pièce est finie. Après un petit résumé rapide, on attaquera la fabrication du bain d’anodisation ? Faites chauffer le plateau de vos bécanes
 2 points
2 points -
2ème étape : Le décapage. Le décapage a 2 buts : - Ronger la couche naturelle d’alumine qui se forme au contact de l’oxygène, - Oxyder les éléments d’alliage de l’aluminium. C’est aussi un bain permanent qui vous servira très longtemps ! Pour le monter, utilisez un bac en plastique (Le PP5 très courant résistera des années). Procurez-vous un litre de lessive de soude (dans les 2€ le litre en super-marché de bricolage). Voici comment faire : Montez le bain en versant de l’eau déminéralisée puis la lessive de soude au ration de 1 pour 6 : Une dose de soude pour 6 doses d’eau. Notez le volume avec un marqueur. Voilà, votre bain est fini ! Ce bain s’utilise à température ambiante, trempez votre pièce dedans 5 minutes, sortez la et rincez 2 fois à l’eau déminéralisée. Attention : La soude attaque fortement l’aluminium en dégageant des vapeurs irritantes. Pas de problème si vous faites un corps de hotend dans un verre, mais sur un bain de 20 litres avec 3Kgr de pièces dans un atelier, il faut une extraction ou travailler à minima sous une fenêtre. Très vite le bain de décapage produit des micro-bulles qui trouble la solution, c'est un phénomène normal... Pour aller plus loin et tout comprendre : La soude attaque l’alumine, l’aluminium et oxyde les éléments d’alliage. Vous verrez qu’en quelques secondes, il y a dégagement de micro-bulles et en 2 minutes, le bain de décapage est opaque. Pas d’inquiétude, il n’y aura pas de projection, ça reste une réaction soft. Plus vous laissez longtemps la pièce dans le bain, plus elle aura un aspect satiné. Donc, pour une pièce polie, ne dépassez pas 3 minutes. Mais ce peut être un choix de fortement satiner, pour enlever des traces d’outils et uniformiser la pièce ou simplement car vous ne voulez pas avoir une pièce brillante. 5 minutes est un bon compromis. Cependant, attention : Sous M5 et au-delà de 3 mn de décapage, protégez les filetages ! Une solution simple, c’est une vis en inox avec un peu de téflon de plomberie. Une fois la pièce décapée, rincez, enlevez les vis, les résidus de téflon et rincez encore. La soude se rince très mal ! Donc, n’hésitez pas : Laissez tremper et agitez un peu. La soude permet de révéler certaines caractéristiques de l’alliage. Si après rinçage : - La pièce est bien blanche, c’est certainement une série 1000 (très peu d’éléments d’alliage) ou 6000 (élément principal, le silicium qui est quasi sans conséquence) - La pièce est grise, c’est certainement un alliage de moulage série 4000 (qui peut contenir des tas de choses…) ou un 5000 (manganèse/magnésium), - La pièce est noir charbon, c’est certainement un 2000 (cuivre) ou 7000 (zinc). Le 2017 devient franchement noir au bain de soude... A quoi ça sert de savoir ça ? Pour l’anodisation et la coloration ! Les alliages 1000 et 6000 ne poserons pas de problème et s’anodise très bien. Vous pourrez faire toute la palette de couleurs dans tous les tons. Les 4000 et 5000 peuvent avoir une couche anodique plus ou moins grise suivant les taux d’éléments d’alliage. Du coup, difficile de faire un jaune ou un rose. Le 2000 permet toutes les couleurs, mais il ne faut pas anodiser plus de 40 mn, sinon des problèmes d’aspect vont apparaître. Le 7000 aura généralement une couche anodique plus ou moins ocre/champagne suivant le taux d’éléments d’alliage et l’épaisseur de couche. Un rouge donnera donc un ton grenat voir violet. Prochaine étape la désoxydation.

 2 points
2 points -
1ère étape : Le lavage. Le lavage est un vrai poste dans la ligne d'anodisation. Son but est de dégraisser sans attaquer l'aluminium. Pour cela, le mieux est d'utiliser un produit spécifique. Vous trouverez des bases chargées en tensio-actif qui permettent de créer des bains permanents spécifiques à l’anodisation. Un tensio-actif, c’est une petite bête avec des bras costauds, qui prend les corps gras et les rassemble pour en faire une bulle. Cette bulle ne se dissout pas dans le bain, mais remonte à la surface et flotte. Pour ceux de ma génération, Coluche a théorisé ce sujet ;-) Cela permet de créer un bain qui vous servira des dizaines de fois et avec un peu d’entretien, des années ! Mon bain actuel de 60 litres a 3 ans. C’est pas cher, terriblement efficace, écologique, facile à utiliser et sans danger. C’est généralement une poudre à dissoudre dans de l’eau déminéralisée. Voici comment faire : Prenez un récipient qui peut passer sur un réchaud ou une gazinière inox, alu ou acier émaillé. Versez dedans de l’eau déminéralisée et faites chauffer à 70°C puis rajoutez votre agent lavant. Le fabricant doit vous indiquer la quantité en grammes par litre et la bonne température (généralement entre 60 et 70°C, mais la température n’est pas critique pour ce bain). Trempez vos pièces et laissez infuser 15 minutes à 70°C. Sortez vos pièces et rincez-les immédiatement à l’eau déminéralisée, voir au robinet si vous n’êtes pas sur des états de surface style poli-miroir (nous reparlerons de ça au prochain chapitre). Une fois votre bain revenu à température ambiante, enlevez les graisses en surface avec une passoire fine, puis transvasez le dans un bidon et notez avec un marqueur le niveau : Ce qui s’évapore, c’est l’eau, pas le produit actif ! Donc, au fur et à mesure des réutilisations, vous compenserez la perte avec de l’eau déminéralisée. Les bulles que vous voyez dans la mousse, sont des corps gras... Le lavage avec un produit spécifique à l'anodisation n'attaque pas l'aluminium, mais oxyde légèrement les éléments d'alliage, c'est les traces que vous voyez sur cette pièce. Pour aller plus loin et tout comprendre : Un bon agent lavant : N’est pas dangereux, s’élimine à l’égoût, est efficace sur les corps gras et les charges lourdes et enfin, n’attaque pas l’aluminium. A la sortie, votre pièce peut avoir changé d’aspect et de couleur. Ce n’est pas grave et même normal. Les alternatives : - Les solvants : C'est la "fausse bonne" idée pour dégraisser : Prenez de l'acétone, trempez vos pièces dedans, les graisses sont dissoutes, mais le solvant se charge de corps gras. En effet, les solvants ne "désintègrent" pas les corps gras, ils les dissolvent... Aussi, quand vous sortez les pièces, le solvant s'évapore et reste un film gras. De plus, chaque fois que vous sortez votre bain solvant, il y a de l’évaporation et il se concentre en corps gras. Si vous utilisez un solvant, il faut le faire avec un chiffon. Mais bon, ça revient vite cher et l'acétone, c'est pas ce qui existe de mieux pour le corps humain... - La soude : Le lavage est une étape que beaucoup d'amateurs oublient. En effet, sur la majorité des tutoriels vous verrez que le lavage est réalisé avec une solution de soude. C'est une bêtise ! Voici pourquoi… La soude est un saponifiant, c'est à dire qu'elle transforme les graisses en savon, ce qui techniquement n'est pas mieux dans le cadre d’une anodisation. De plus, si vous avez des zones grasses et des zones non grasses sur votre pièce, la soude attaquera fortement et immédiatement les zonnes non grasse. Sur les zones grasses, la soude sponifiera les corps gras AVANT d’attaquer l’aluminium. Du coup, comme la soude satine l’aluminium, vous aurez des problèmes d’auréoles. - Le liquide vaisselle : C’est la meilleur alternative aux produits dédiés ! C’est ce que j’utilise en bain de prélavage pour protéger mon bain de lavage : Quand je reçois une pièce dégoulinante d’huile, une bassine d’eau très chaude avec une bonne dose de liquide vaisselle et trempette pendant 15 mn ! C’est pas parfait à la sortie, mais le plus gros des corps gras sont éliminés. Cependant, très peu d’effet sur les pâtes à polir, à tarauder et graisses épaisses, bref sans effet sur les charges lourdes,… Prochaine étape, le décapage.

 2 points
2 points -
Préambule sur la sécurité (avec une pointe humour ;-) ) : Tous les produits et techniques cités ci-après sont utilisables par n’importe quel adulte qui a survécu à l’adolescence… Si vous êtes du genre à meuler avec une disqueuse sans lunettes, tournez-vous vers la culture des poireaux et laissez tomber l’usinage, la chaudronnerie et l’anodisation, c’est pas fait pour vous. Pour ne pas se blesser, quelques règles simples : - Gants et lunettes : Tous les produits chimiques, sont dangereux ! Mais aucun de ceux que je cite ici vous rendront aveugle ! Si vous n’écoutez rien, que vous travaillez sans lunettes et que vous prenez une projection dans l'œil, rincez immédiatement à grande eau sous le robinet. - Ne jouez pas les alchimistes : Faire du gaz moutarde est un jeu d’enfant grâce au rayon droguerie de n’importe quel super-marché de bricolage ! Vous n’imaginez pas le nombre de gens qui en font sans le savoir pour nettoyer leurs cuvettes de WC et se retrouve à l’hosto… Donc, ne mélangez pas n’importe quoi ! - Gaffe aux enfants et aux animaux : Ne rangez pas les colorants dans votre frigo ! Si votre enfant se fait une rasade de rouge cerise et qu’il attrape une courante carabinée, je ne peux rien pour vous ! Rangez, fermez et étiquetez… - Faites suivant mes conseils, ni plus, ni moins : L’abus de sécurité est dangereux ! Anodiser avec un casque à souder et des gants en cuir est idiot ! - Prenez une habitude simple : Déjà l’eau et ensuite le produit actif. - Si vous avez utilisé une casserole pour réaliser un bain, ne faites pas de soupe (aux poireaux?) dedans ! Vous n’utilisez pas votre brosse à dent pour nettoyer vos pièces ? - Quelque soit le produit, ne sur-dosez pas et ne sous-dosez pas ! Ça ne marchera pas mieux, au contraire… Il n’est pas plus dangereux d’anodiser que d’usiner ou de souder… Il ne viendrait à personne l’idée de tirer un cordon à l’arc sans casque de soudure ou de mettre le doigt sur une fraise qui tourne pour voir si elle coupe bien ? Alors, pourquoi manipuler de la javel, du décapant peinture, des résines, des solvants,… sans protection ? Étrange… Quoi utiliser ? - Gants jetables par boite de 100, 6€ la boite (avant covid...), - Lunettes de meulage, 5/6 € la paire, - Une bouteille d'eau propre au cas où...2 points
-
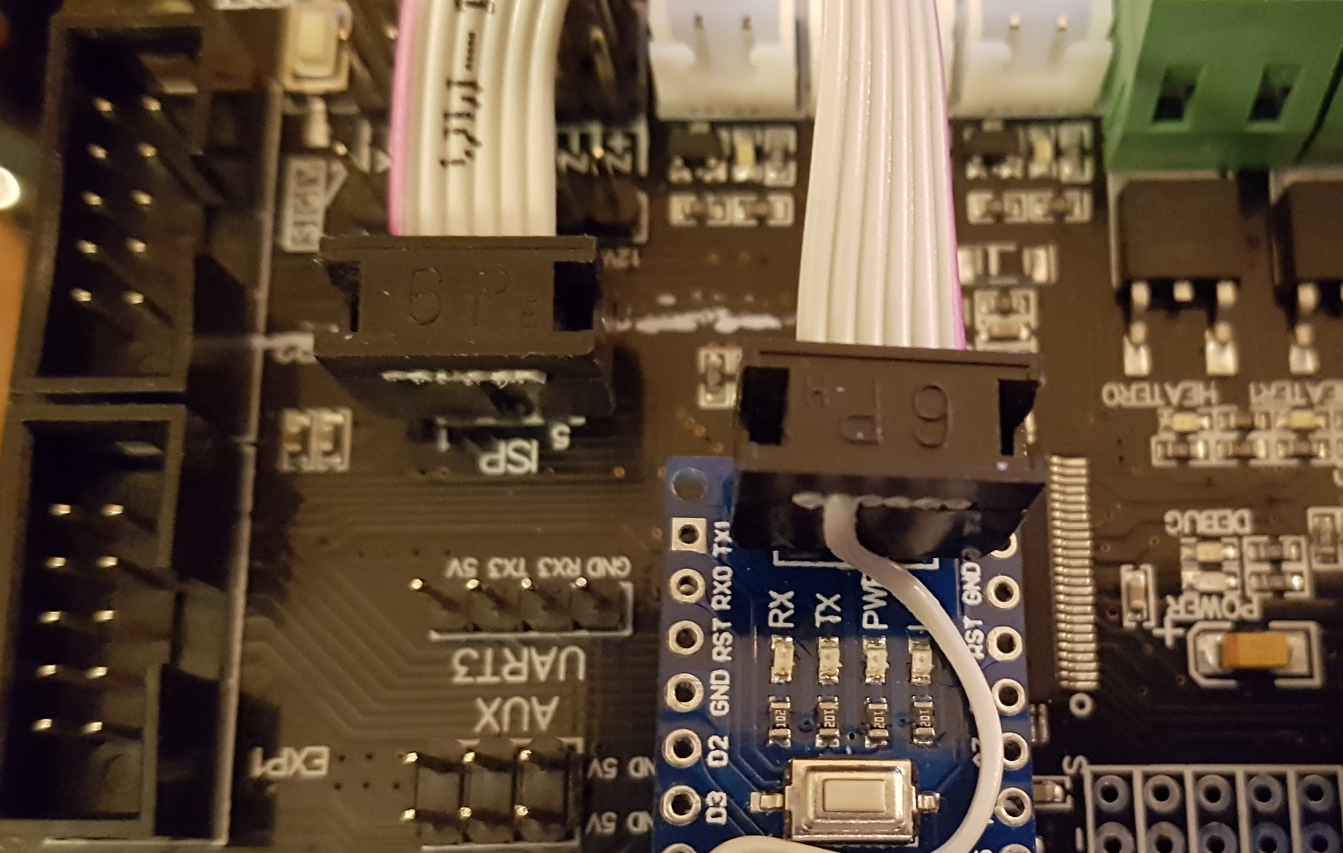
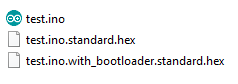
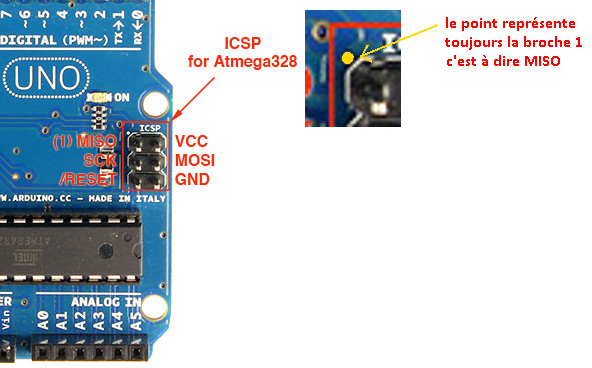
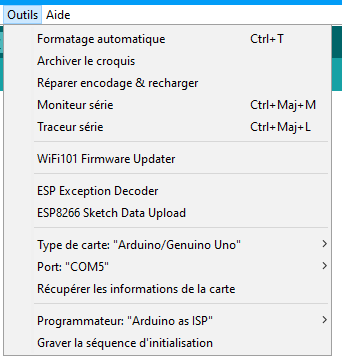
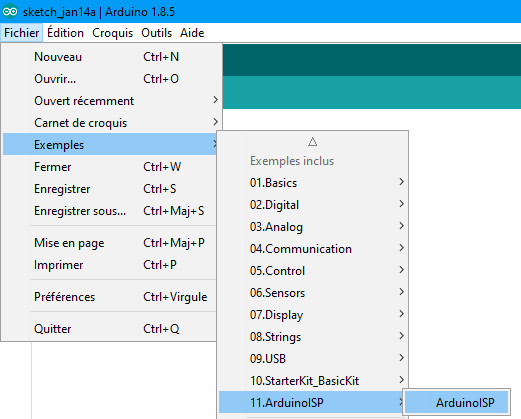
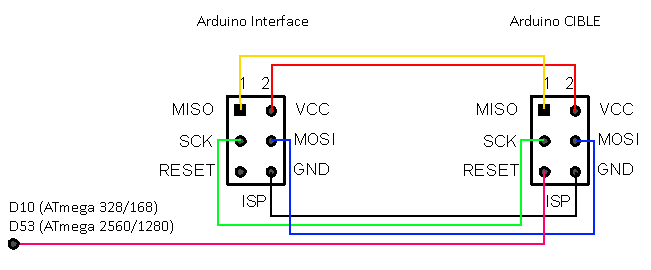
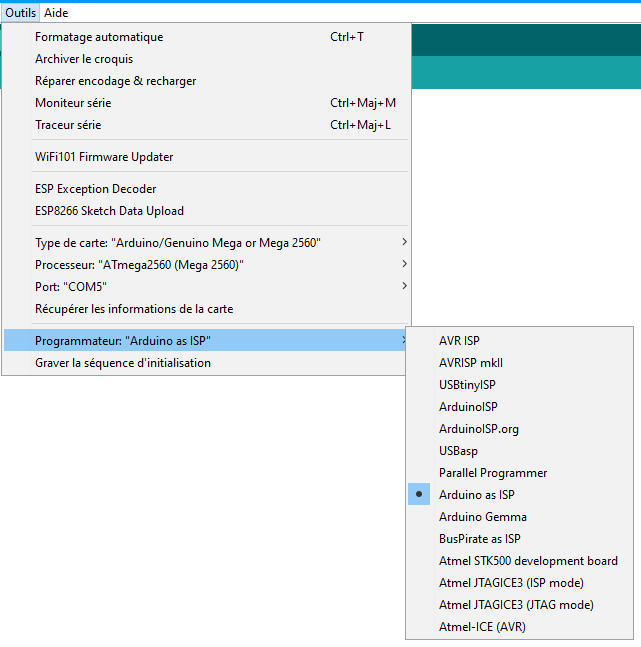
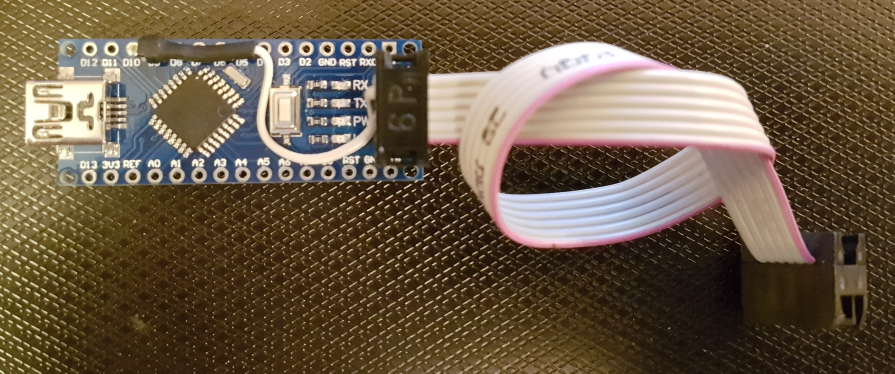
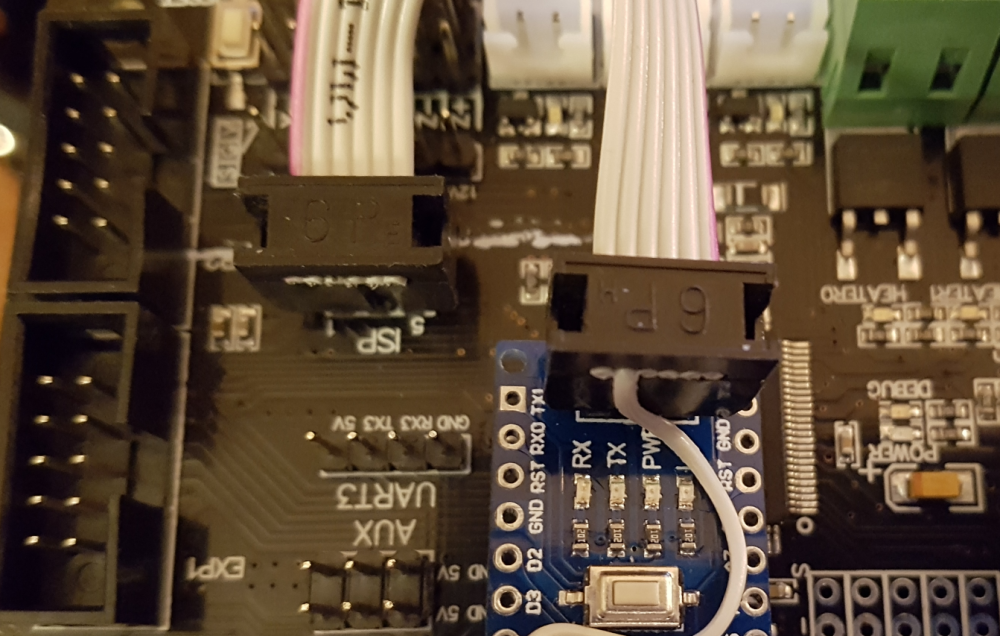
Flash d’un BootLoader sur un Arduino en se servant du port ICSP et d’un autre Arduino transformé temporairement en interface de programmation. J’ai reçu dernièrement une carte contrôleur de type Trigorilla (Anycubic) et impossible de la flasher, aussi bien avec un .hex qu’avec l’IDE Arduino et les sources de Marlin. J’ai parlé de ce soucis dans la session Anycubic et @thsrp m’as posé la question de savoir pourquoi quand on demande à l’IDE Arduino d’exporter les binaires compilés, il générait deux fichiers .hex, un avec le BootLoader et un sans le BootLoader. J’en profite donc pour vous expliquer ça et aussi pour détailler la procédure pour reflasher son BootLoader en utilisant le port ICSP présent sur nos cartes. Ces deux fichiers sont donc destinés à flasher un Arduino sans avoir accès aux sources. Il existe plusieurs solutions pour les utiliser : - En USB (à travers une interface USB/RS232) via Cura, Repetier, … - Via le port ICSP à 6 broches avec une interface spécifique. - Et même en WIFI sur des microcontrôleurs équipés type ESP8266 ou ESP32. La solution de flasher en USB : - soit directement depuis l’IDE Arduino quand on compile les sources (de Marlin par exemple), - ou via Cura, Repetier (ou autres) quand on ne possède que le .hex, nécessite que le BootLoader (BL) de la carte fonctionne correctement et communique avec l’hôte qui envoi les données que le BL écrit dans sa mémoire flash. Donc le cas classique : nous avons par exemple un ATmega2560, avec son BL, branché en USB : Dans cette configuration, peu importe que le .hex ne contienne ou pas le BL, cela fonctionne dans les deux cas, car l’algorithme de transfert du BL ne prends que le programme dans le .hex et jamais le BL interne de l’ATmega ne sera effacé ou remplacé. Ce qui nous arrange bien en fait, pas besoin de se soucier d’avoir un .hex avec ou sans BL. Alors pourquoi générer les deux ? Il existe une autre façon de flasher un ATmega, c’est le fameux port ICSP à 6 broches ! Par exemple sur le composant ATmega neuf, en sortie de chaine de fabrication, il est complètement vide, pas de programme d’amorçage (BL). Hors une carte Arduino par exemple, doit pouvoir être programmé en USB directement, donc on lui implante un BL via ce fameux port ICSP. Un autre exemple, une carte industriel sur laquelle on injecte son firmware via ICSP, si cette carte ne possède pas de port de programmation série, pas besoin de lui charger un BL, la maintenance se fera via ICSP si besoin. Dans le cas où une carte est livrée avec un port de programmation (série ou USB) et en plus avec ses sources (une carte pour piloter une imprimante par hasard), dans ce cas son firmware devra comporter aussi son BL pour que les futurs flashs en USB puissent se faire. En production, l’utilisation de l’ICSP est essentiel pour des raisons de vitesses, pas besoin de compiler à chaque fois la source pour l’implanter. Ce protocole est le SPI. Sur nos cartes Arduino, il se présente sous la forme de 6 picots en 2x3 avec un repère en broche 1. Broche 1 : MISO Broche 2 : VCC 5V (ou 3.3V en fonction des cartes) Broche 3 : SCK (Clock) Broche 4 : MOSI Broche 5 : RESET Broche 6 : GND (masse, 0V) L’utilisation que l’on peut en faire ici, c’est surtout de flasher un BootLoader. Et ça peut être bien utile dans plusieurs cas : Un ATmega vierge (sans BL donc), ou une mise à jour par exemple aux Nano du soleil levant qui sont livré avec le vieux BL, il est intéressant de le mettre à jours pour Optiboot 6.2 par exemple, surtout que c’est maintenant le BL officiel des UNO depuis quelques temps chez Arduino. Mais il peut arriver aussi qu’un programme fasse planter tellement profondément le microcontrôleur que son BL ne puisse plus répondre aux commandes de flash et dans ce cas-là, impossible d’utiliser la connexion USB. La seule solution c’est d’utiliser le port ICSP et de graver sa séquence d’initialisation qui efface la mémoire du composant et lui réinjecte son BL. Pour faire cette manipulation, il suffit d’avoir sous la main un autre Arduino, Uno, Nano, Mega peu importe si ils fonctionnent sous la même tension, ici 5V et avoir quelques fils Dupont pour brancher le tout. Pour la partie software, tout est déjà présent dans l’IDE Arduino. Mise en œuvre : Dans un premier temps, on va injecter un programme pour communiquer avec le port ICSP à l’Arduino qui va nous servir d’interface : ArduinoISP. 1) Dans l’IDE, on commence donc par connecter « l’Arduino Interface » et de choisir son modèle (ici un Uno pour l’exemple) et son port COM dans le menu Outils. 2) On ouvre Fichier, Exemples, ArduinoISP. 3) On téléverse (beurk) (CTRL+U) ce fichier dans « l’Arduino Interface ». Nous avons alors notre « Arduino Interface » programmé avec un émulateur de programmateur ICSP, qu’il faut maintenant relier à la carte cible sur laquelle nous voulons réécrire le BL. Déjà on débranche l’USB, autant éviter les courts circuits. La carte cible n’est pas non plus alimentée ! On va relier les deux connecteurs ICSP de cette manière à l’aide de 5 câbles Dupont : Rien de plus simple, VCC sur VCC, GND sur GND, MISO sur MISO, MOSI sur MOSI et SCK sur SCK. Le 6eme câble est sur la broche RESET de la cible, Et la broche RESET de la cible ne doit en aucun cas être reliée à la broche RESET de l’Arduino servant d’interface !!! Cette broche sera reliée au connecteur D10 sur la Uno ou Nano (ou D53 si il s’agit d’un ATmega 2560 ou 1280). A partir de ce câblage, en aucun cas l’Arduino cible ne devra être alimenté sur son port USB ou Jack d’alimentation ! C’est « l’Arduino Interface » qui alimente la cible ! Nous allons pouvoir « graver la séquence d’initialisation ». Brancher l’USB de « l’Arduino Interface » sur l’ordinateur. Dans l’IDE, choisir le modèle d’Arduino CIBLE (dans l’exemple ici un ATmega2560). Choisir le port COM de « l’Arduino interface ». C’est lui qui est branché en USB sur l’ordinateur ! Et choisir dans Outils / Programmateur : Arduino as ISP Il suffit ensuite de lancer « Graver la séquence d’initialisation » Et en quelques secondes, la cible sera effacée et son BL flashé. Il suffit maintenant de débrancher l’USB, les 6 câbles Dupont qui sont sur son port ICSP. L’ATmega est maintenant vierge et possède son BL. Il est maintenant flashable en USB par les moyens conventionnels. Voilà ! Personnellement je me suis fait cette interface à partir d’un Nano, normalement il est enrobé de gaine thermo mais pour la photo je l’ai retirée. Pour ceux qui se posent la question, la broche 1 est en bas à gauche sur ce nano. J’ai retiré le contact 5 (RESET) dans le connecteur 6 points et laisser son câble plus long pour le connecter sur D10. (Car je le répète, les deux RESET ne doivent pas être reliés entre eux !). Le même in situ pour flasher le BL d’une carte Trigorilla livré sans (merci soleil levant). Le liseré rouge dans mon cas est coté broche 1 sur les connecteurs ICSP. On peut aussi acheter sur eBay pour moins de 10 euros, un programmateur compatible de ce style, ce qui peux être pratique quand on a pas d’Arduino sous la main. Il suffit de le déclarer non plus en « Arduino as ISP » mais en « USBasp », la procédure reste la même. Stef_ladefense


 1 point
1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
Plusieurs marques Le meilleur Sunon : https://fr.aliexpress.com/item/4000865202504.html?spm=a2g0o.productlist.0.0.7f4c5118xgbdGi&algo_pvid=457e4ae1-acf5-4cb9-8265-518680b6fd51&algo_expid=457e4ae1-acf5-4cb9-8265-518680b6fd51-8&btsid=2100bdcf16102306888108148e6f10&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_ Existe à différent prix selon vendeur et en 12v Moins onéreux et correct Gdstime: https://fr.aliexpress.com/item/32553361251.html?spm=a2g0o.productlist.0.0.53376dd4bAoFxo&algo_pvid=9b3af519-6950-4fd7-b41e-bcfdc3f6cb51&algo_expid=9b3af519-6950-4fd7-b41e-bcfdc3f6cb51-32&btsid=2100bdcf16102309406583952e6f10&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_ Prendre les Dual Ball1 point
-
Pti jeune....1 point
-
Le but est de calculer un nouveau PID . Le PID correspond à 3 coefficients qui sont utilisés pour réguler la température. Si ils sont mal calculés, toutes sources extérieures, comme un ventilateur qui se met en route , va perturber la régulation. La température lue (avec la thermistance) mettra beaucoup de temps à revenir à la température visée. Si l'écart est trop important (température visée - température réelle), l'impression s'arrête et signale un défaut. Après avoir exécuté Pronterface, en haut à gauche, tu choisis le bon port COM, la vitesse de communication à 115200 (si problème de connexion, 250 000). En bas à droite, tu tapes une commande que tu envoies en cliquant sur le bouton SEND. Les commandes sont à envoyer séparément (exemple: pas de G1 X10 G1 Y10 -> G1 X10 (send) G1 Y10 (send)). Avant de lancer le calcul du PID, tu peux envoyer la commande M301, en retour, tu vas voir quelque chose comme ceci: p:17.22 i:1.00 d:74.22 C'est le paramétrage actuel. Note le au cas où... Ensuite, tu appliques ces instructions: M303 E0 S210 C8 en retour, tu devrais avoir quelque chose comme ça (les valeurs seront différentes): RECU: p:17.22 i:1.00 d:74.22 tu n'as plus qu'à envoyer la commande avec tes propres valeurs: M301 P17.22 I1.00 D74.22 Tu sauvegardes et tu lis les valeurs de l'eeprom: M500 M501 Le PID de la buse est désormais modifié. Il ne te reste qu'à faire un test d'impression.1 point
-
ben voila un connaisseur de cura tu es sauvé1 point
-
exactement !1 point
-
Oui, mais est-ce que le port apparait sur ton écran ? Il faut activer le port dans le FW CM et dans le FW écran (ou config.) @Greg33 Oui, c'est tout à fait ça1 point
-
Voici le lien :1 point
-
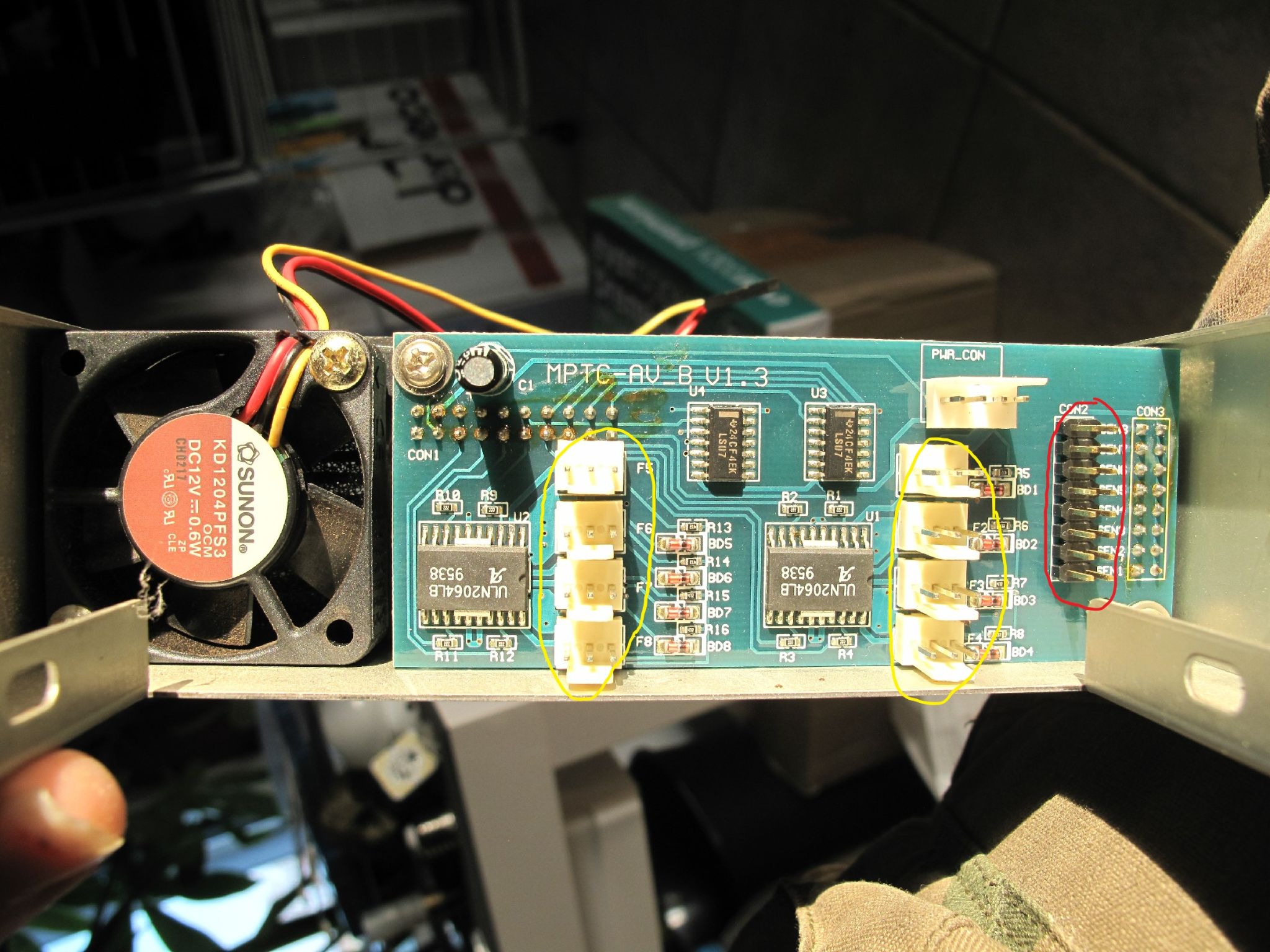
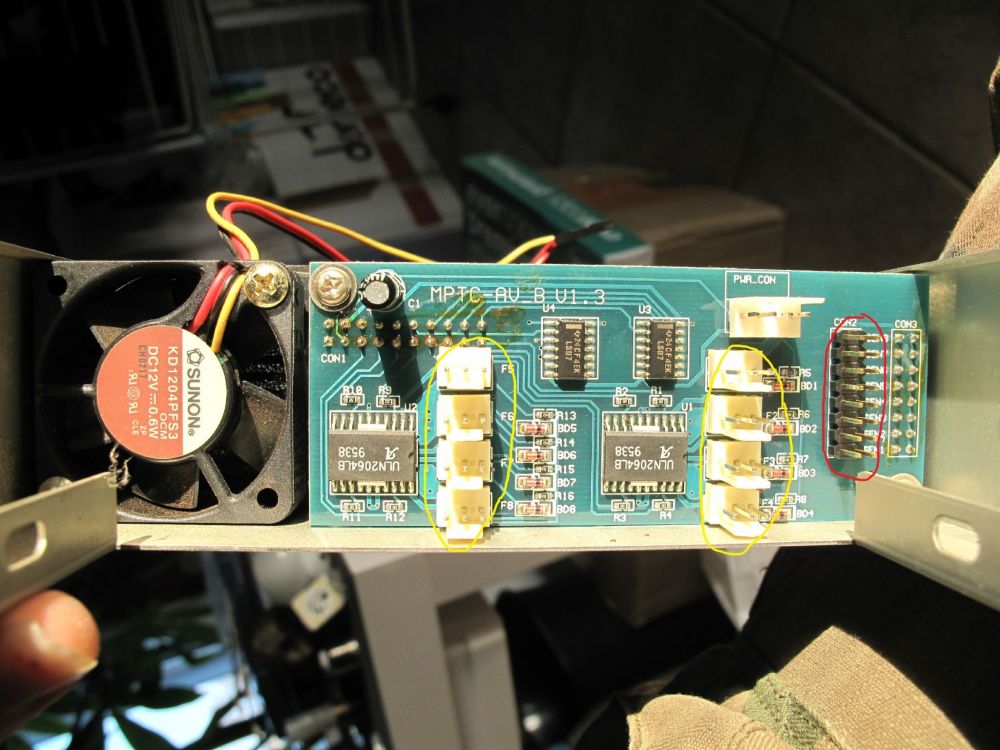
Je confirme j'en ai un (je ne savais pas que cela s'appelait un rhéobus), je l'avais acheté il y a plus de 15 ans pour un meuble tv ou j'avais intégrée des ventillos pour refroidir le système home cinéma (bien utile à Mayotte....) En jaune les prises pour les 8 ventillos et en rouge les 8 sondes pour chaque ventillos, réglage de la température de déclanchement indépendante pour chaque ventillos, ce modèle est bien sur dépassé vue son âge mais il fonctionne encore très bien et à part un écran plus "fun" sur les nouveaux, je vois pas se qu'il peut y avoir de plus, je vais le réutiliser pour piloter un système d'extraction d'aire dans mon atelier pour la peinture aéros et pour la cnc.
 1 point
1 point -
Merci je vais tester des que possible et je ferais un retour, merci super taff [emoji6]@Akura !! Envoyé de mon Redmi Note 8T en utilisant Tapatalk1 point
-
Ah oui le gros scotch que les Etasuniens appellent "duct tape" @Yellow T-pot dont j'apprécie le fonctionnement et moi avons d'un commun accord rajouté à la liste des indispensables, "l'élastique de calbute", parfois très utile au printeur Gyveriste1 point
-
Bonjour, 1° Il n'y aurait pas une petite vis en dessous ou au dessus du cloc de chauffe pour fixer la cartouche ? 2° Seconde possibilité, avec de la pâte thermique. Fais attention avec ces cartouches, il est fort possible que tu doives recompiler ton marlin pour déclarer le bon type de thermistor. Regarde le mode d'emploi, quelque chose du genre : Marlin firmware thermistor type: #define TEMP_SENSOR_0 1
 1 point
1 point -
Regarde ça ! cela à été poster par @miserovitch dans un autre poste , c'est plus claire maintenant pour moi :1 point
-
Je crois comprendre que tu as deux relais, un pour commander un refroidissement et un pour commander le rechauffement. Donc si tu regle une temperature de 25 degres le relais de refroidissement se declenchera si la temperature est supérieure a cette consigne. Pas de pwm donc donc ventilateur est a l'arrêt ou sur sa tension de 12v Un peu cher mais pourquoi pas pour ton utilisation1 point
-
@DGR70pull request effectué (utilisateur github : albatorsssx) Sous Octoprint : Installer le plugin M73Progress + configurer octoprint comme suit : Serial Connection -> Firmware & protocol -> Emergency Commands: M112, M108, M410, M876 Printer Dialogs -> Advanced Options -> Dialog command: M876 S{choice} Bonne fin de soirée.1 point
-
Carte SD hs ?1 point
-
bô, si on peut même pas se rouler de pelle... elle est où l'hospitalité des gens du nord?1 point
-
C'est un MP envoyé sur le forum, pas un mail. Il contient des recommandations en effet, pas d'obligation de se présenter1 point
-
C'est cool, ça m'intéresse de tester ça et merci pour votre boulot les gars @DGR70 et @Akura, ca fait plaisir !1 point
-
La version en ligne? Si tu as F360, ton compte permet de t'y connecter (clic sur le bouton «Autodesk») Que t'apporte de plus ta «version étudiante» par rapport à la version pour Maker ? Si tu es étudiant, no problemo, sinon c'est un détournement de licence1 point
-
hello, Remarquable ton support. J'avais pensé à un truc dans le style mais j'avais pas finalisé faute d'idée et de temps. Je suis un peu comme vous, les gars, je fait avec ce que j'ai dans l'atelier (ou le garage) après j'avise si cela convient pas. Je suis adepte de la tringle de rideau avec le bout de ficelle et..... le scotch bien sûr. Au moins pour les prototypes. Au boulot, mes collègues m’appelaient "Mac Gyver"1 point
-
Si tu as accès à un PC, essaie avec ou attend qu'un macmaniaque (adorateur de Steve Jobs) intervienne1 point
-
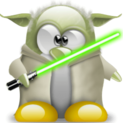
Pour ceux que ca intéresse, voici une petite modif qui est à mon sens très intéressante. En effet vous avez du remarqué que le filament était tendu entre le détecteur et l'extrudeur, a force ca finit par user l'entrée de l'extrudeur a cause du frottement. J'ai donc rajouter un morceau de PTFE entre les deux, du coup ca ne tire plus sur le détecteur et ca ne frotte plus à l'entrée de l'extrudeur, voir photo:
 1 point
1 point -
Si tu es totalement débutant et que tu n'es pas à l'aise en informatique, je te conseille de t'inscrire dans un fablab (il y en a certainement dans ta région), cela te permettras de te familiariser avec cette techno et ensuite de pouvoir faire le bon choix d'imprimante. De plus, tu n'auras pas dépensé inutilement 2 ou 300 € qui traineront au fond d'un placard. Franchement, je trouve que sur le forum on ne parle pas beaucoup des fablab qui sont la pour aider au choix et à l'apprentissage de l'impression 3D1 point
-
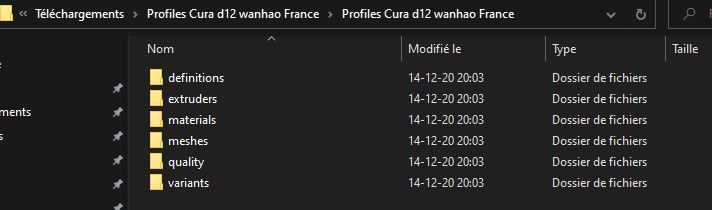
Le profil officiel est disponible ici en bas de page https://www.wanhaofrance.com/pages/start Une fois le fichier zip ouvert, Il faut glisser le contenu (6 dossiers au total) du fichier "Profiles Cura d12 wanhao France" dans le dossier ressource de cura
 1 point
1 point -
Du coup, j'espère que le fond sera au niveau1 point
-
Le mieux c'est encore d'utiliser Octoprint du package Octopi sur un Raspberry connecté en USB à l'imprimante. Le raspberry est à coté de l'imprimante donc avec un câble très court qui ne pose plus de problème. Il est connecté en Wifi ou filaire et tu peux donc commander et suivre ton imprimante avec un PC, un smartphone, depuis ton réseau local ou en extérieur (mais ce n'est pas conseillé de laisser tourner une imprimante seule à la maison).1 point
-
Finalement je viens de trouver l'astuce, il faut supprimer totalement la valeur de la buse, et mettre le diamètre de buse que l'on veut utiliser, en mettant une virgule (et non un point) entre le 0 et 2 pour 0,2mm par exemple1 point