Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/01/2021 Dans tous les contenus
-
Salut, et bon choix, c'est vraiment une imprimante cool comparé aux Ender et autres clones cartésiennes, surtout pour démarrer. J'utilise toujours cura 3.6x car il marche parfaitement! j'ai pris le profil QQs et changé la taille du plateau ( un peu agrandi même d'après mes mesures) et de la hauteur ( x 206, y 206, z 200, profil elliptic, origine au centre). J'ai changé le start code car sinon il ne prend pas en compte la température 1ere couche! printer start g-code: G21 G90 ; absolute positionning M82 ; mode absolut extruder M107 T0 ; fan off ;M190 S{material_bed_temperature} ;M109 S{material_print_temperature} T0 M140 S{material_bed_temperature_layer_0} ; Set Bed temp layer0 M104 S{material_print_temperature_layer_0} ; Set Extruder temp layer0 M190 S{material_bed_temperature_layer_0} ; Wait for Bed temp M109 S{material_print_temperature_layer_0} T0; Wait for Extruder temp G28 ; home G92 E0 ; definir position G0 E3 F200 ; extrude 3mm a 200 G92 E0 ; initialise position 0 Printer end G-code: M107 T0 M104 S0 M104 S0 T1 M140 S0 G92 E0 G91 G1 E-1 F300 G1 Z+0.5 E-5 X-20 Y-20 F9000 G28 ;X0 Y0 ;M84 ;steppers off Et j'ai ajouté un start g-code dans la partie Extruder 1 ( le 2eme onglet de machine settings) pour imprimer une ligne de purge ( enfin plutôt un 1/2 cercle en périphérie du plateau): M107 T0 M104 S0 M104 S0 T1 M140 S0 G92 E0 G91 G1 E-1 F300 G1 Z+0.5 E-5 X-20 Y-20 F9000 G28 ;X0 Y0 ;M84 ;steppers off Pour les profiles de filament, je les adapte à chaque filament et impression alors je crois pas que ça aide à partager car il y a plein de parametres à revoir à chaque fois ( vitesse, température, orientation pour le refroidissement, support, brim ou non, ventilation....) mais grosso-modo pour du pla: 1ere couche doucement, 20 ou 30 mms y compris déplacements! murs extérieurs et top entre 40 et 70 mms en générale ( mais ça dépend vraiment de la pièce et du filament, je peux monter à 80), Murs intérieur, remplissage et support à 10 ou 20 mms de plus, deplacement 20 ou 30 mms de plus que mur exterieur. J'évite les grosses différences entre les vitesses pour éviter les à-coups! Pour les température ça dépend du filament, pour le bed, entre 60 et 80 suivant l'accroche du filament. Il faut impérativement faire le réglage du e-step car par défaut il est en sous-extrusion, puis le programme de calibrage des dimensions pour imprimer précisément! Je fais l'auto level du plateau ( avec la sonde) et du z=0 ( avec la feuille) en ayant chauffé le tout à la température 1ere couche car le plateau monte pas mal avec la chaleur. Pour le reste que du bricolage habituel faisant partie du plaisir de l'impression 3d! Je vais essayer Prusa slicer qui me semble bien et on trouve maintenant des profils FLSun.2 points
-
..et ce n'est pas mauvais pour le cholestérol. Je n'aime pas jeter , alors le surplus de graisse sert a confire lentement et amoureusement les joux de porcs saumurées2 points
-
@ixi 1 de mes plats préféré (j'en ai beaucoup lol) confit de canard avec pomme de terre sautées dans la graisse du confit :).2 points
-
Salut les Louloux, @poulpe69 @Idealnight je terminais les patates rissolées dans la graisse de canard Oui, les micro swiss plaquées ou les Brozzl sont excellentes pour tous les matériaux non abrasifs. Ces buses sont en cuivre, le traitement (placage) est résistant , mais elles ne sont pas conçues pour des filaments abrasifs ( photos à l' appui ) Les buses acier sont assez difficiles à dompter, je te les déconseille pour les matériaux que tu vas utiliser.2 points
-
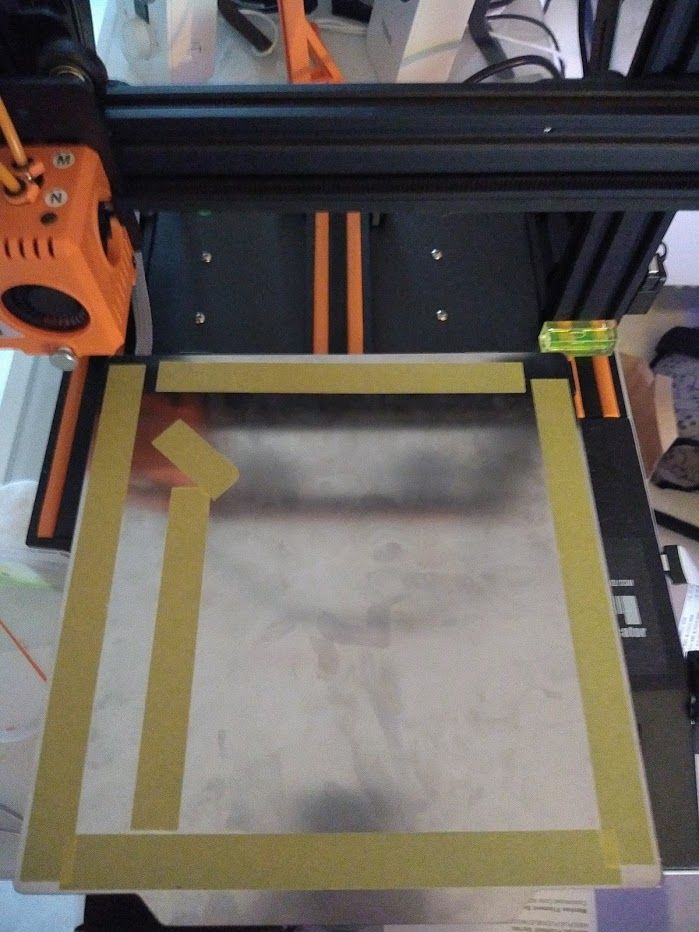
De la bande cache Tamiya Une fois les endroits repéré on colle une épaisseur de bande cache et on test à chaque fois
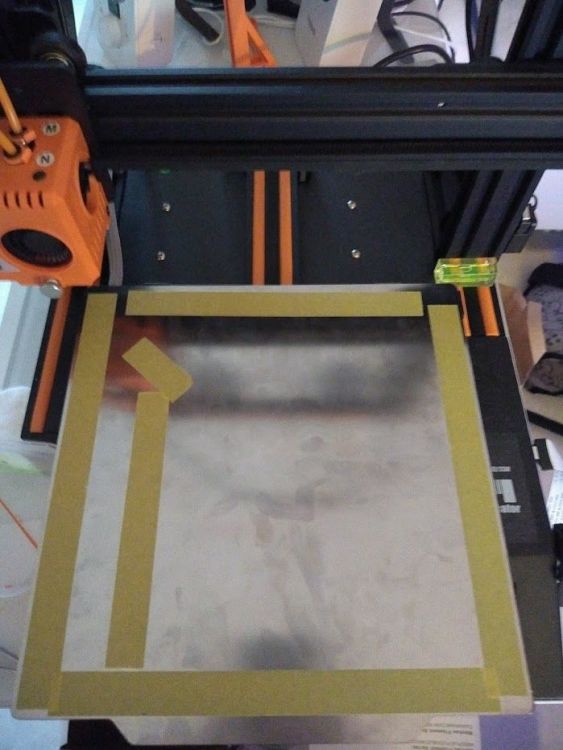 2 points
2 points -
Et bientôt le test d'un chanceux modo2 points
-
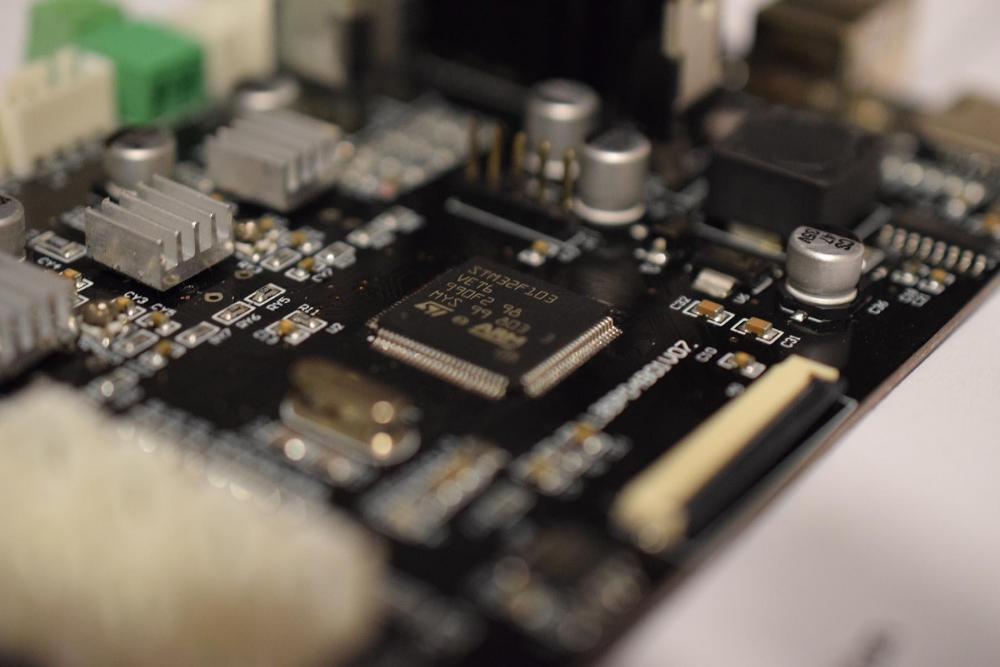
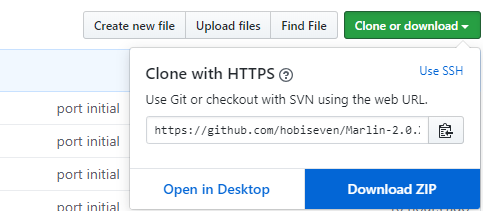
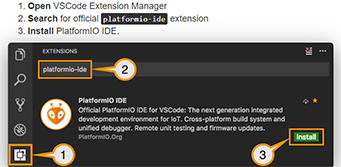
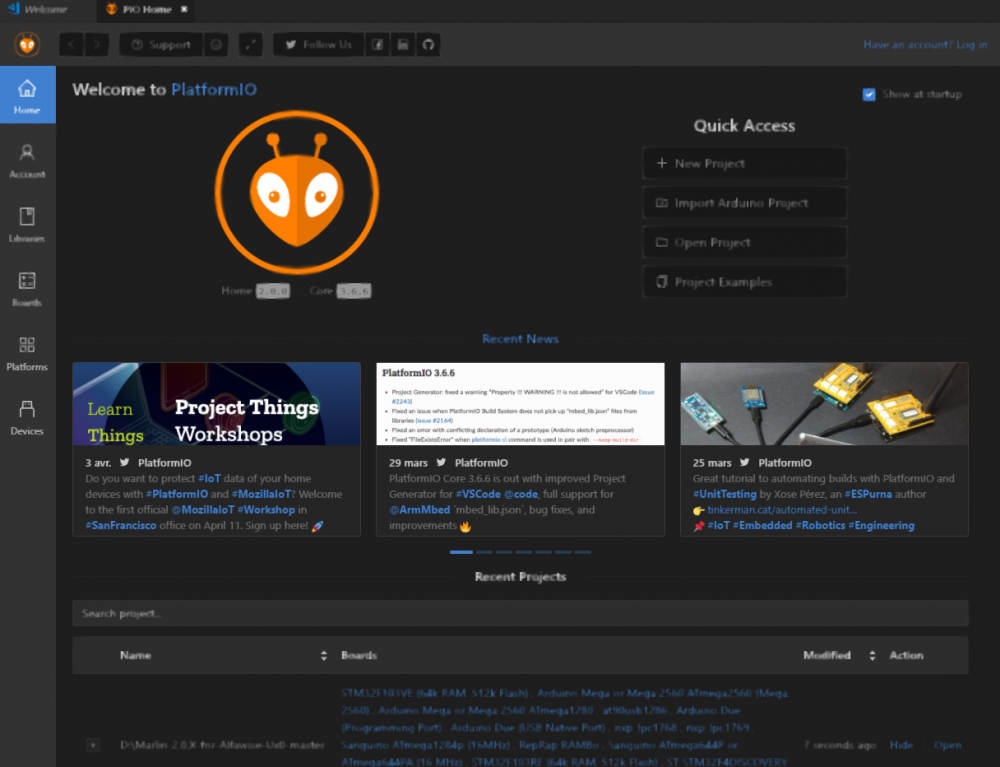
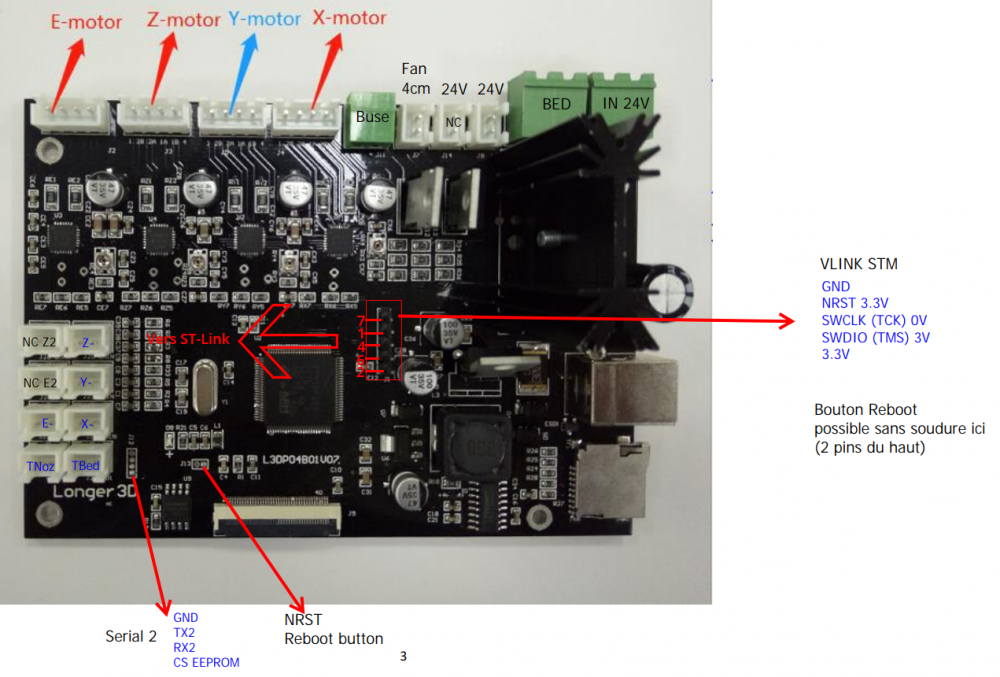
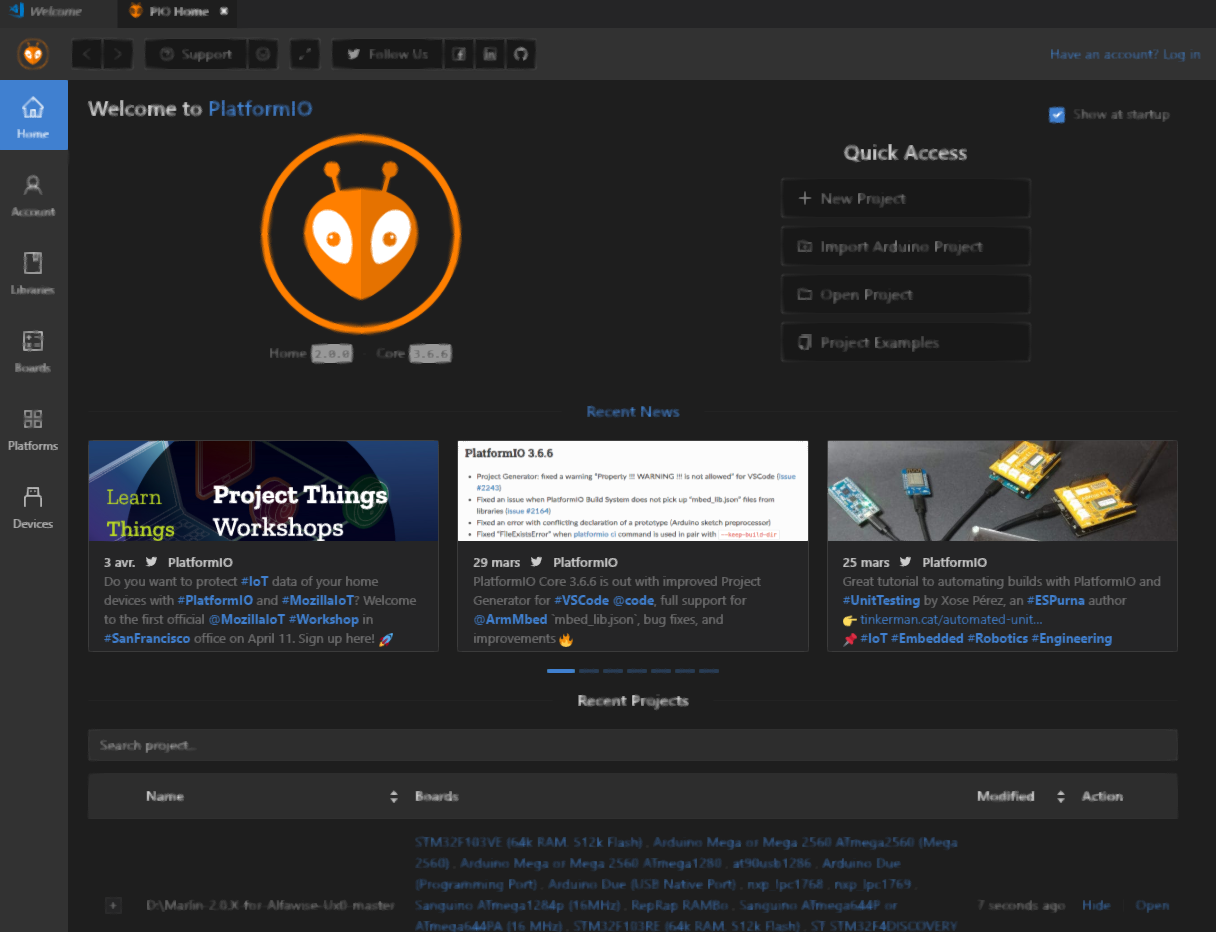
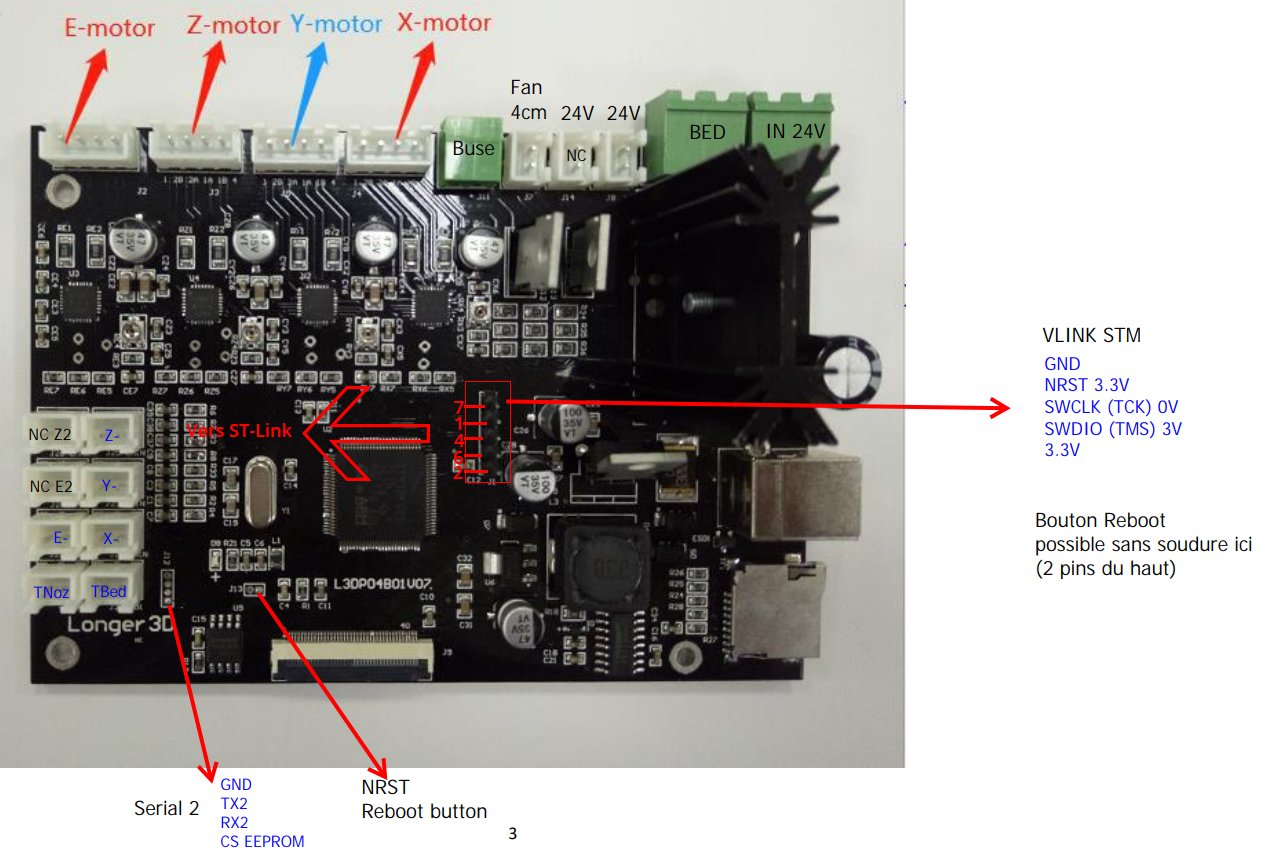
TUTO Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié au tutoriel pour flasher son imprimante Alfawise U20, U20Plus, U30 d'origine, à ses updates et améliorations. >> Un sujet sur le développement, résolution des bugs, et avancées majeures dédié existe ici << >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << ================================================================================= Comme promis, voici LE tuto sur l'installation de Marlin 2.x sur AlfaWise U20, U20+ et U30 : (v8 update du 25/08/2019. Modification de la méthode de paramétrage pour compilation dans VScode). IMPORTANT / RAPPEL : Marlin est aujourd'hui le firmware OpenSource le plus populaire des imprimantes 3D. Alors que la version la plus répandu est encore Marlin 1.x.x, la version 2.x est toujours en cours de développement. Cette dernière apporte le support en natif des carte-mères en 32bits de type ARM, bien plus puissantes. Les développeurs actuels n'ayant pas inclus les cartes de chez Alfawise, nous avons donc créé un fork de la dernière bêta de Marlin 2.x. La version proposée aujourd'hui est donc une bêta stable. Pour ces raisons et malgré notre travail, des bugs peuvent être rencontrés. Il est désormais possible de revenir totalement en arrière et de reflasher avec le firmware d'origine. La procédure est en cours de rédaction. Flasher votre imprimante est une opération non anodine et peut rendre inutilisable cette dernière de façon temporaire ou définitive. Veillez à suivre scrupuleusement toutes les explications et recommandations, plusieurs fois, et de faire tout cela au calme sans précipitation. Vous perdrez l'environnement graphique que vous connaissez sur l'écran de vos machines. En effet, cela demande un développement spécifique qu'il faudra là encore produire. Vous aurez à la place un affichage plus austère, mais néanmoins efficace. Nous travaillerons plus tard sur une nouvelle intégration graphique. L'écran tactile est parfaitement fonctionnel en version 1.1 et 1.2 L'imprimante fonctionne parfaitement sous Marlin avec un Octoprint. Toutes les cartes mères excepté celle de la U10 sont compatibles ! Vous pourrez au choix, soit directement utiliser la dernière version compilée en PJ de ce post, soit personnaliser votre propre version de Marlin pour votre machine. Marlin permet également de corriger le problème de baudrate en USB, ce qui causait des impressions de mauvaises qualités ou ratés à contrario de la carte-sd, comme vu ici : Pourquoi passer sous Marlin ? Tout utilisateur d'Alfawise s'est confronté tôt ou tard aux limitations d'un firmware fermé et limité en options de réglages. Utiliser Marlin permet de configurert de A à Z son imprimante pratiquement dans les moindres détails. Ainsi, chaque utilisateur peut avoir au final SA version de l'OS personnalisé sur sa machine. Des problèmes techniques ou limites techniques sont également habituellement rencontrées. Limitations de vitesses de déplacements du homing, vitesse d'impression MAX, Optimisation/configuration des éléments de chauffe, de sécurité.. Ajout d'un palpeur/sonde pour mise à niveau du bed automatique (Z probe comme un BL-Touch par exemple), Sécurités supplémentaires en cas de problème, Précisions globales des impressions, performances des moteurs, Débit USB limité etc... Bref la liste est longue, et impossible de tout détailler ici. Chacun jugera nécessaire ou non de passer sous cet OS, mais personnellement, le bonheur est total ! De quoi ai-je besoin ? Plus besoin d'alourdir les dépenses ou la prise de tête, vous pouvez flasher votre firmware directement par la carte SD, et ce, sans aucune modification ! En effet, c'est le bootloader d'origine présent dans le CPU qui se chargera de ce travail. Vous pouvez toujours vous procurer un ST-Link qui vous permettra soit selon le cas des personnes de se faciliter la vie, soit pouvoir debugger, soit en cas de souci débloquer la machine. Si vous êtes intéressé voir l'archive du post d'origine plus bas. Si vous souhaitez personnaliser votre version de Marlin pour votre machine (compilation) : Si vous ne souhaitez pas personnaliser votre version de Marlin pour votre machine (flash seul) : Vous avez pris votre décision ? Vous avez dégagé tout élément perturbateur autour de vous ? (Votre femme, votre homme, vos enfants, votre chat vos amis...) Alors allons-y ! Méthode personnalisée AVEC compilation : Méthode standard SANS compilation (flash seul) : Archive (obsolète) : Archive (obsolète) : Archives (obsolète) : Voilà, vous avez Flashé votre machine avec Marlin 2-x, amusez-vous bien ! ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75, @Neolink désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### =======================================================================================================================




 1 point
1 point -
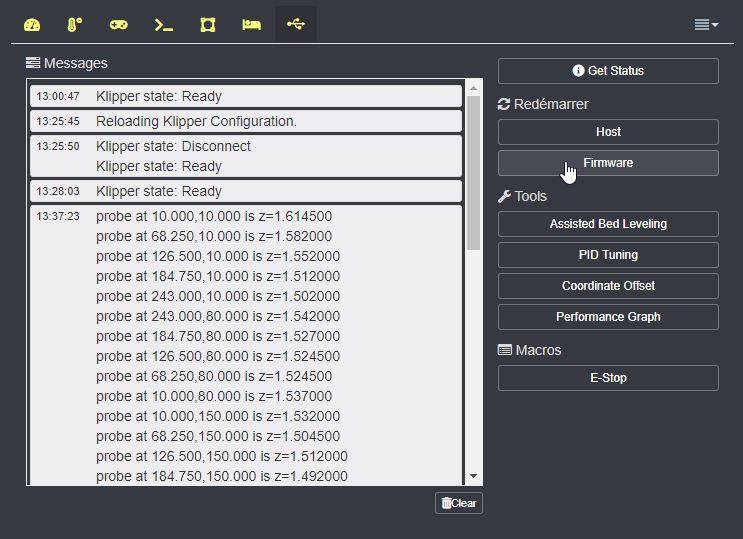
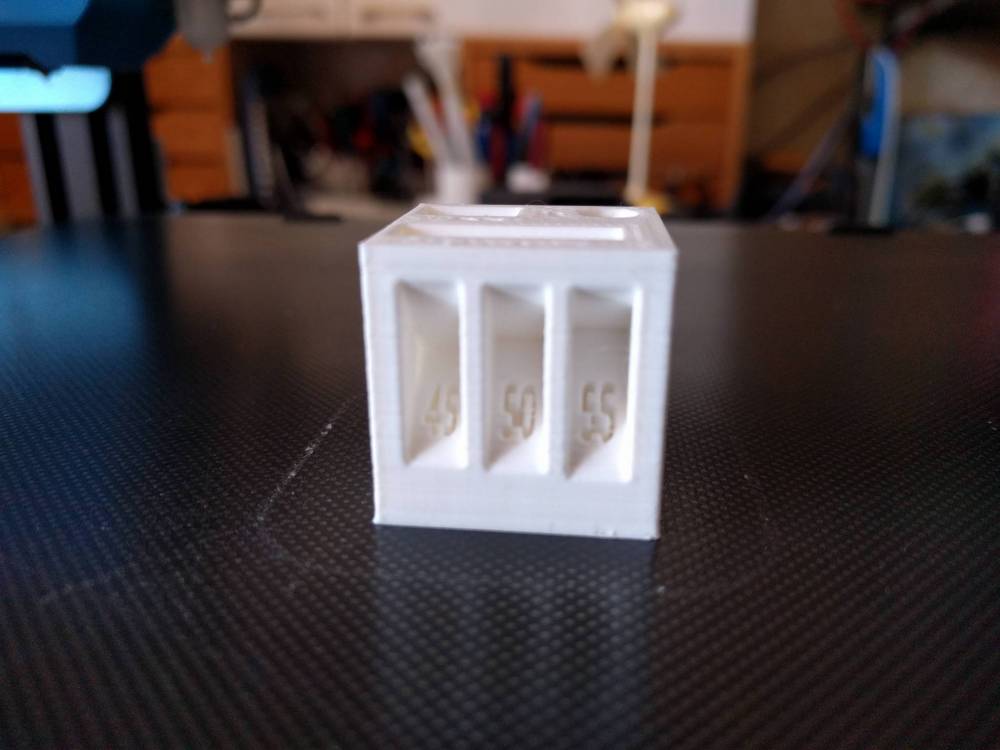
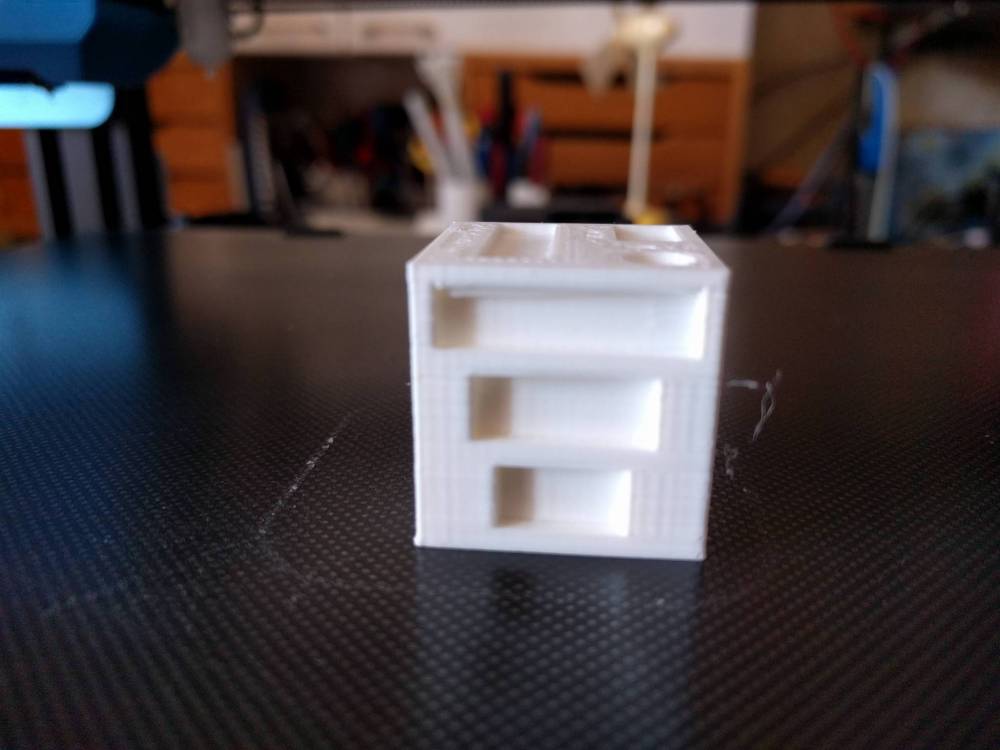
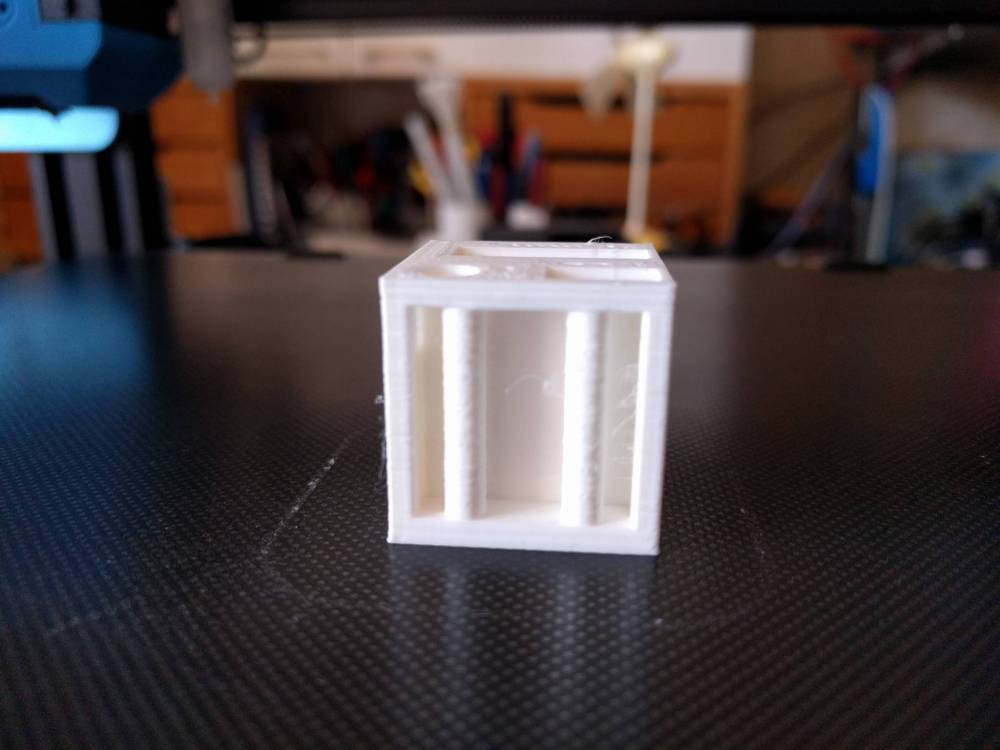
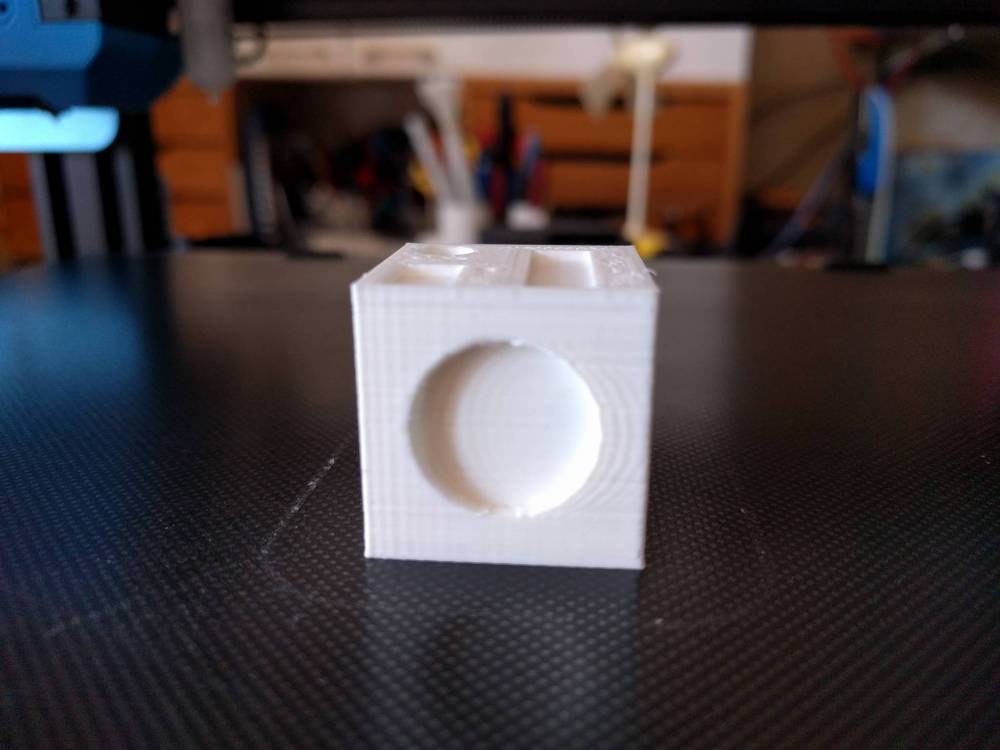
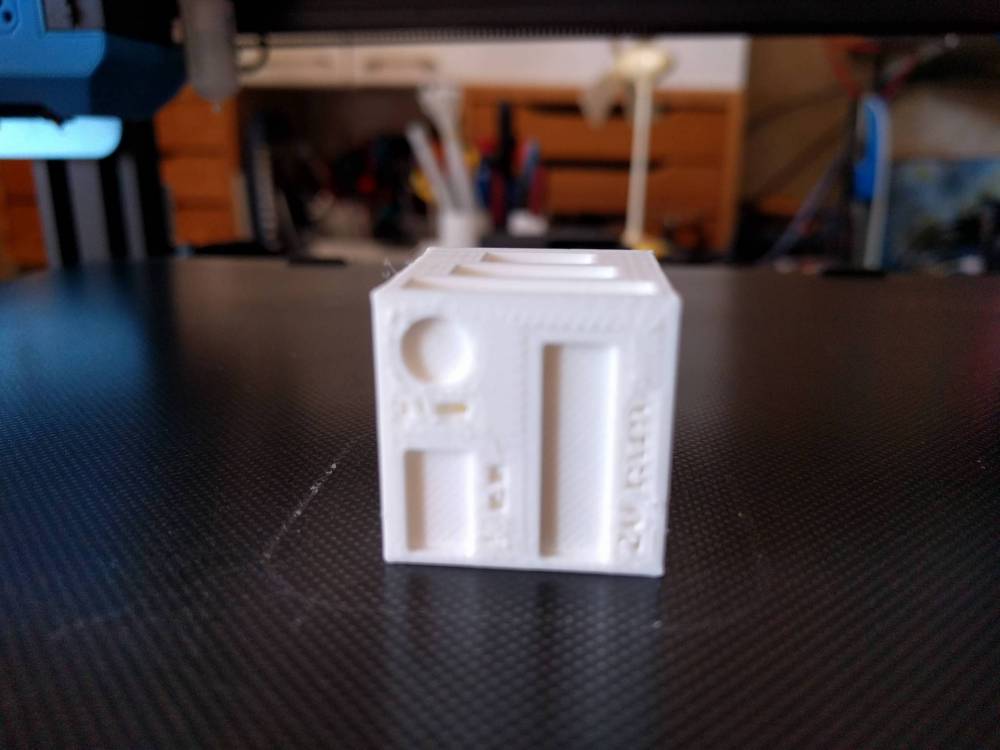
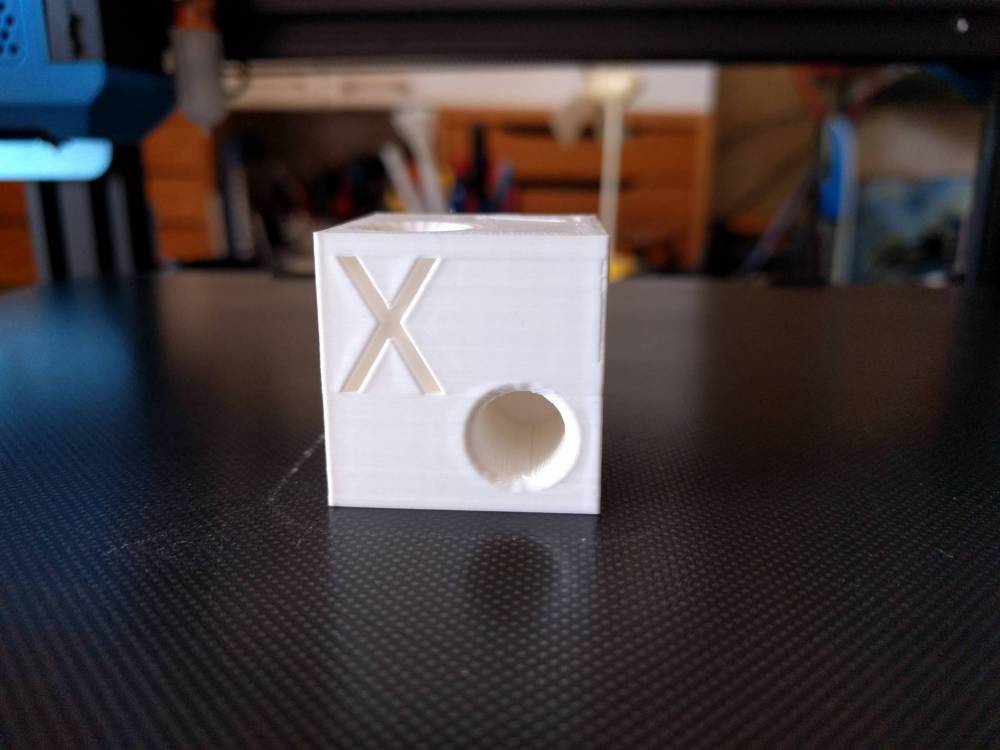
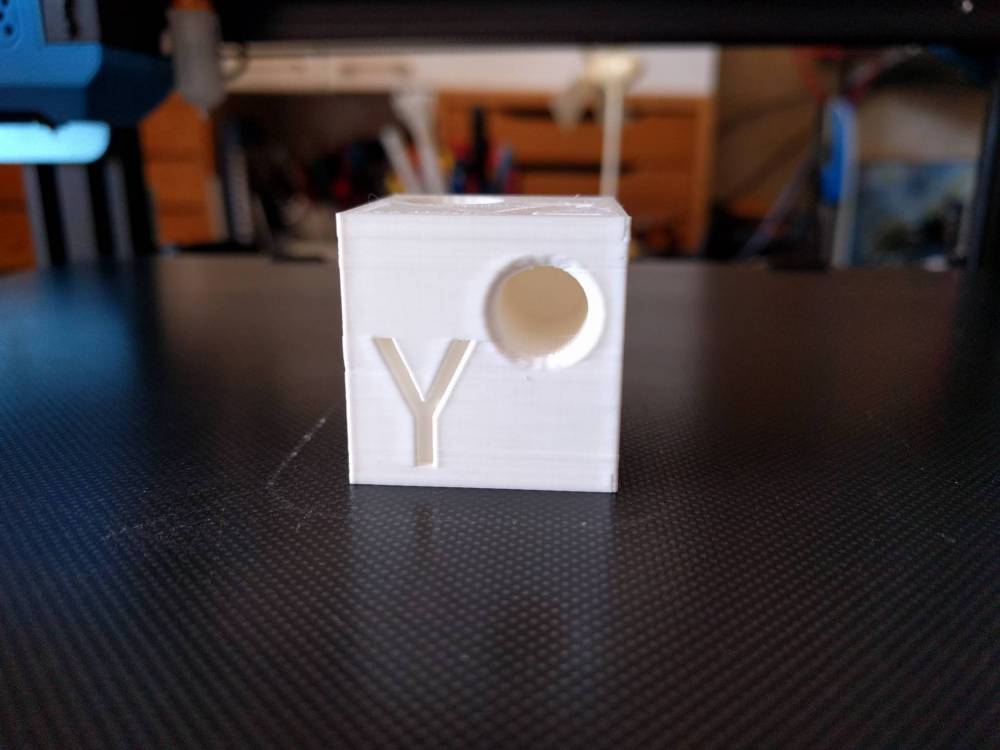
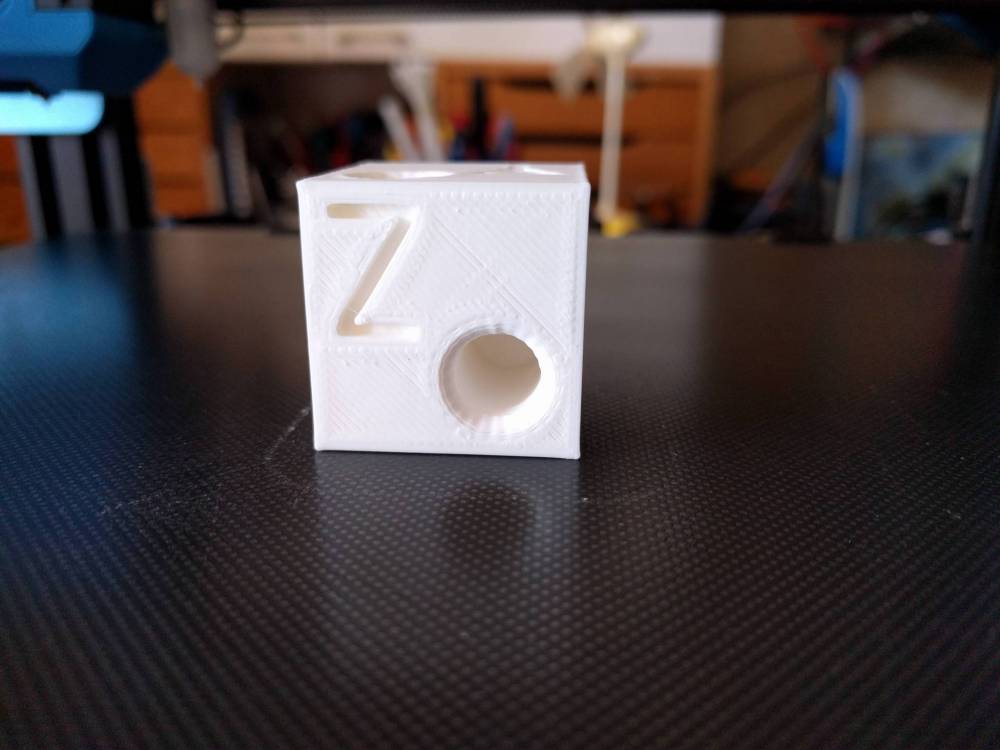
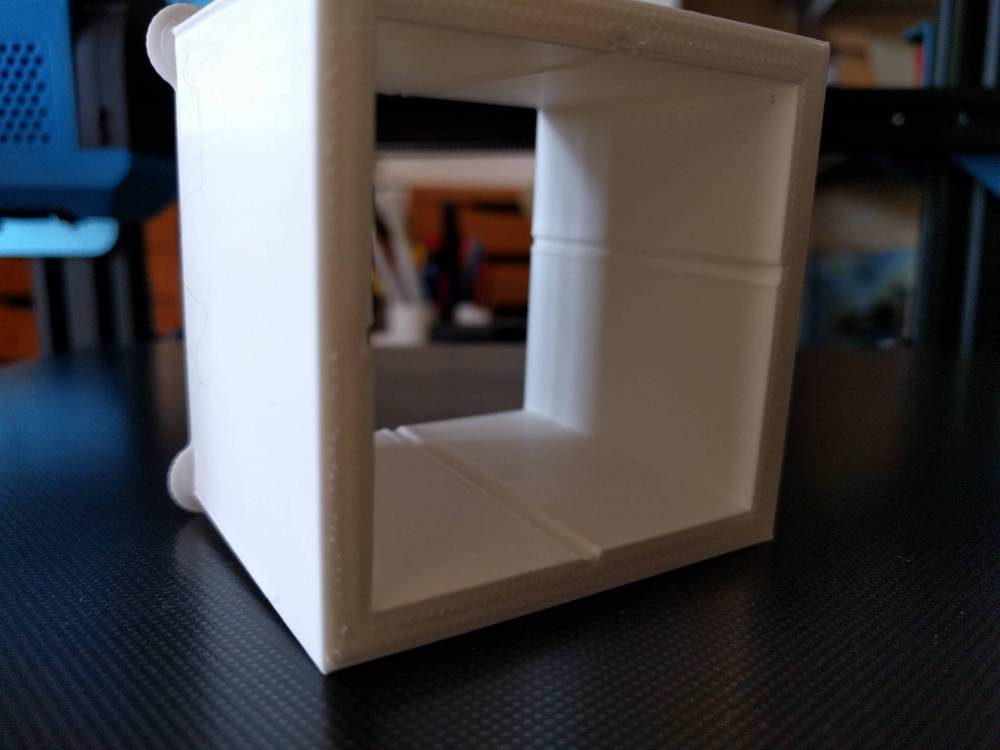
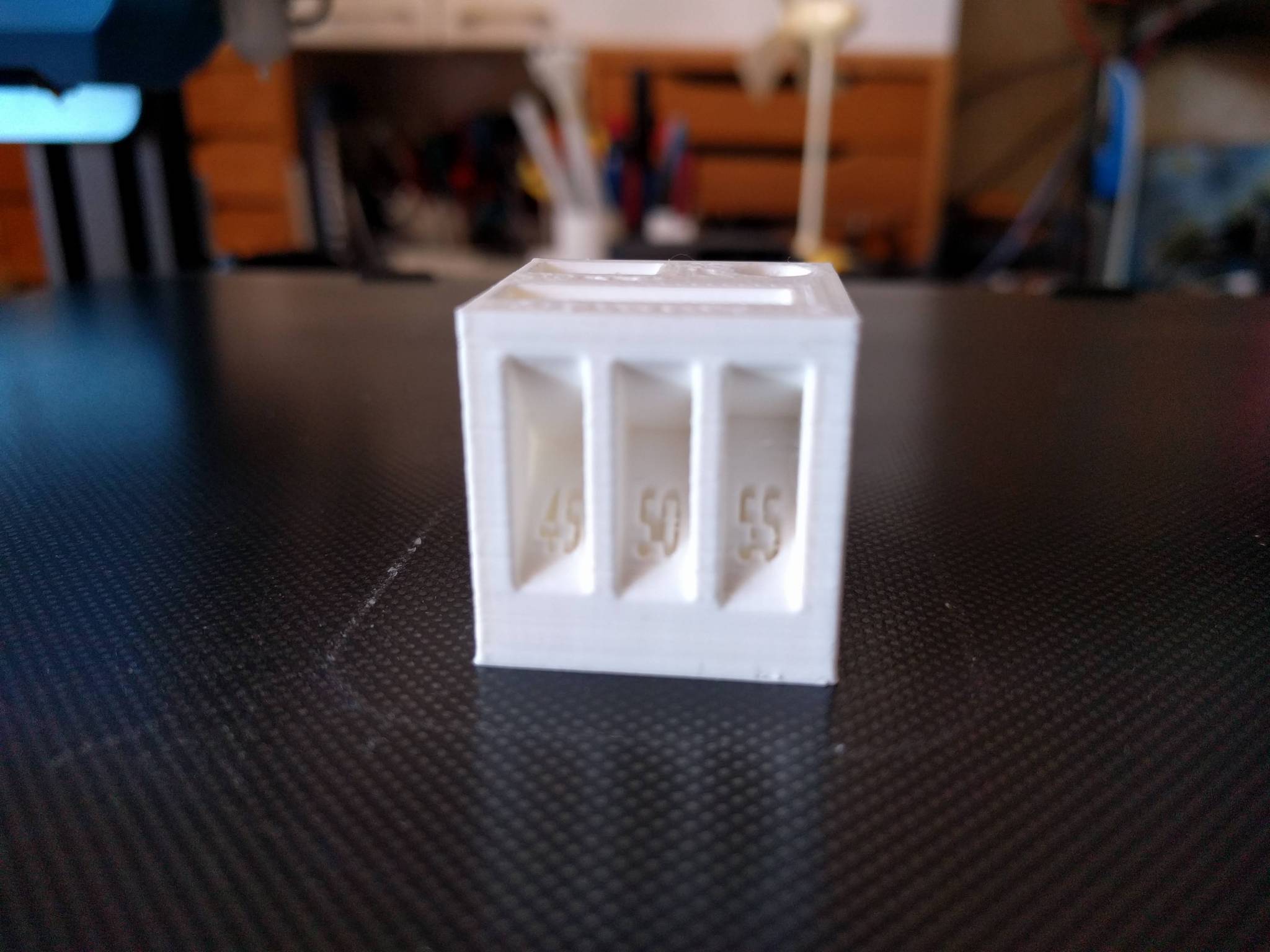
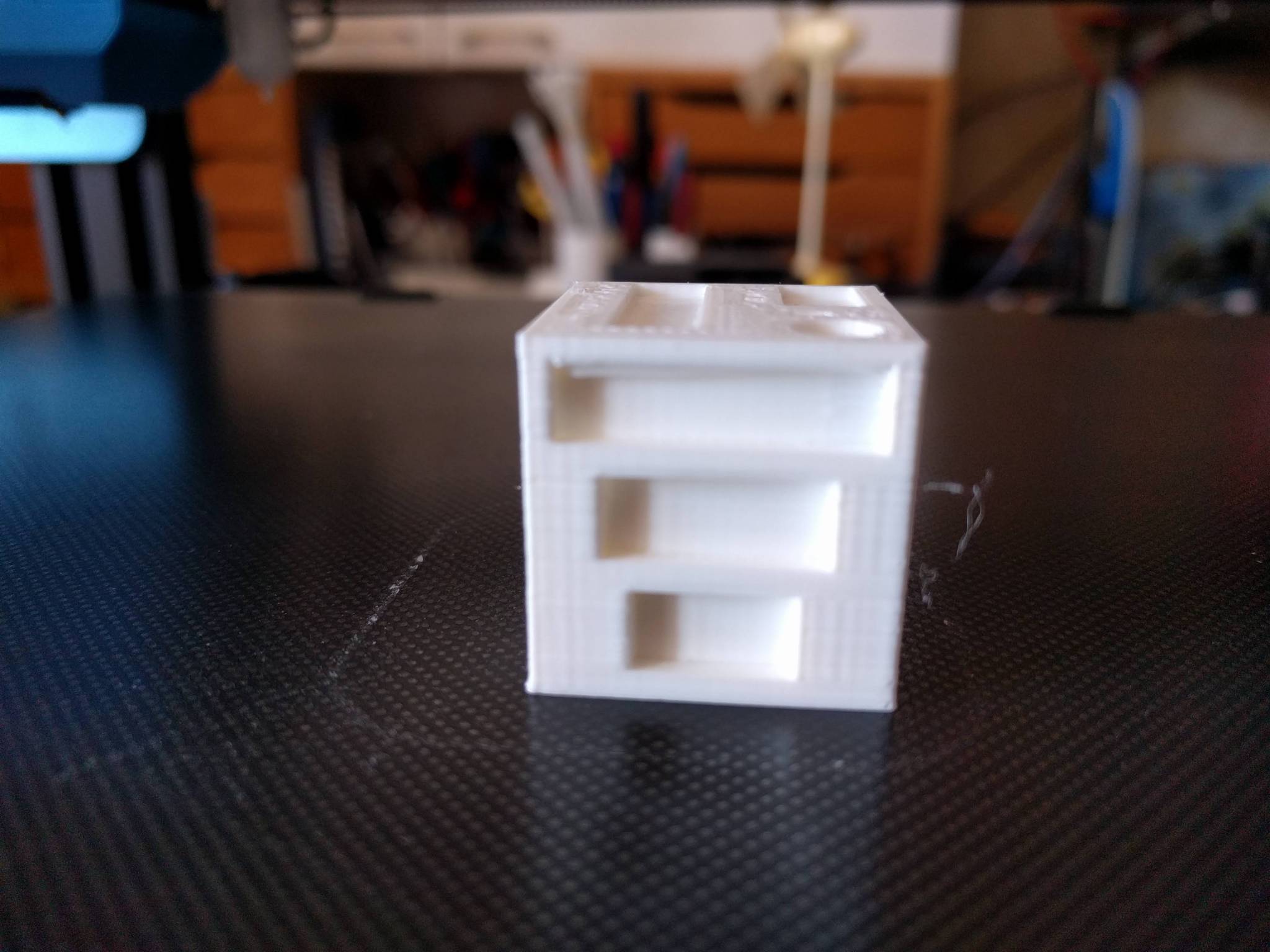
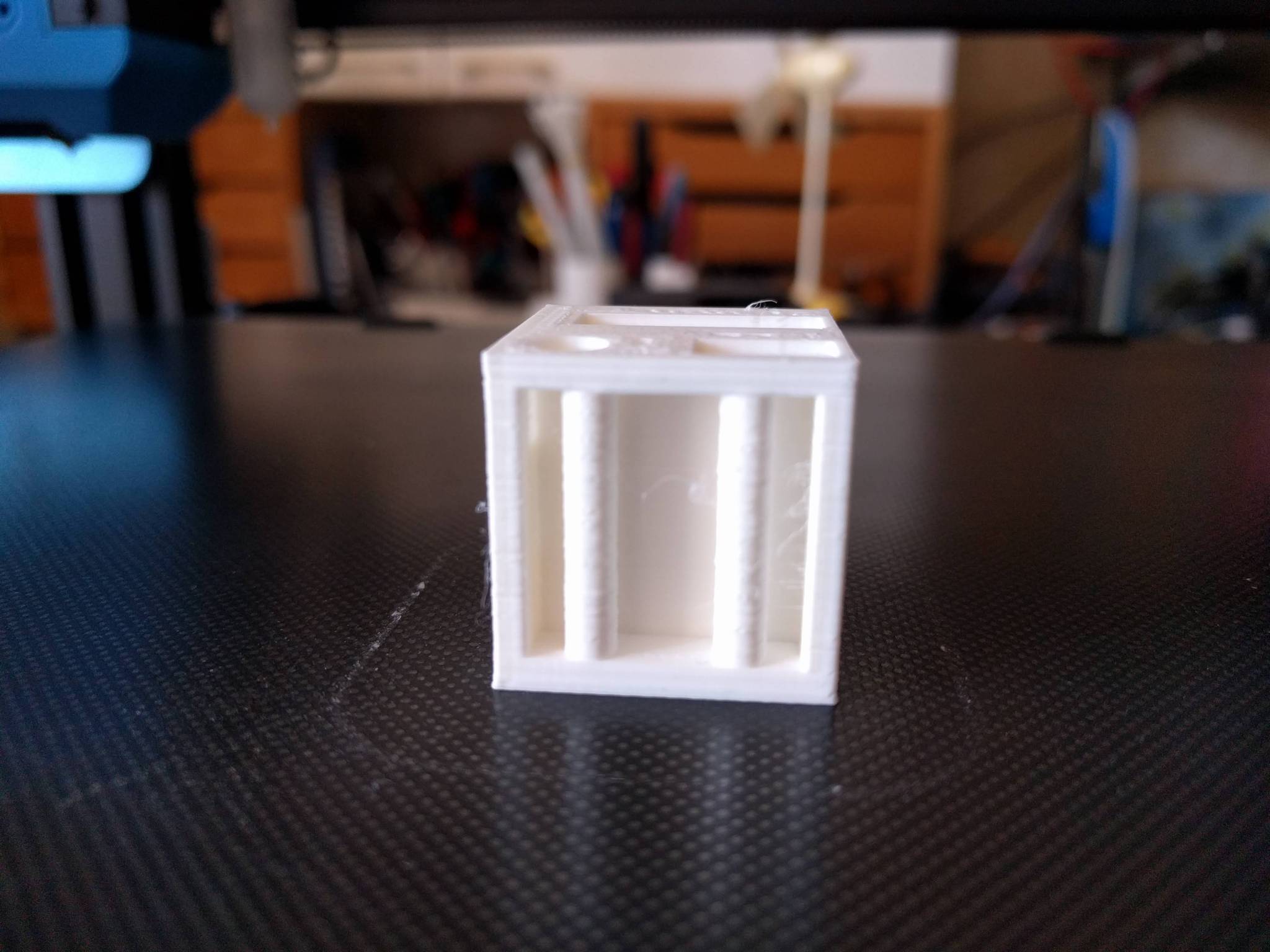
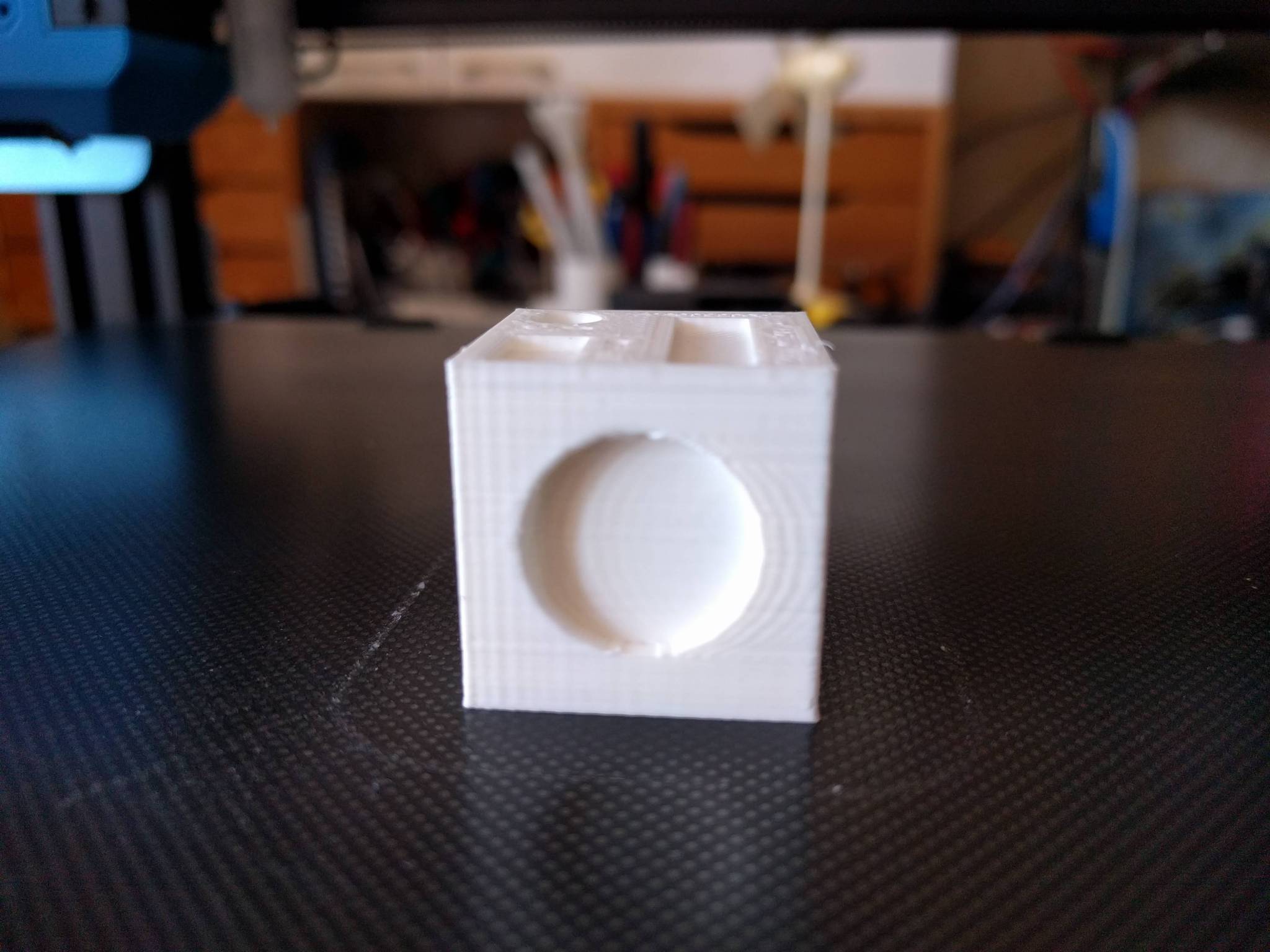
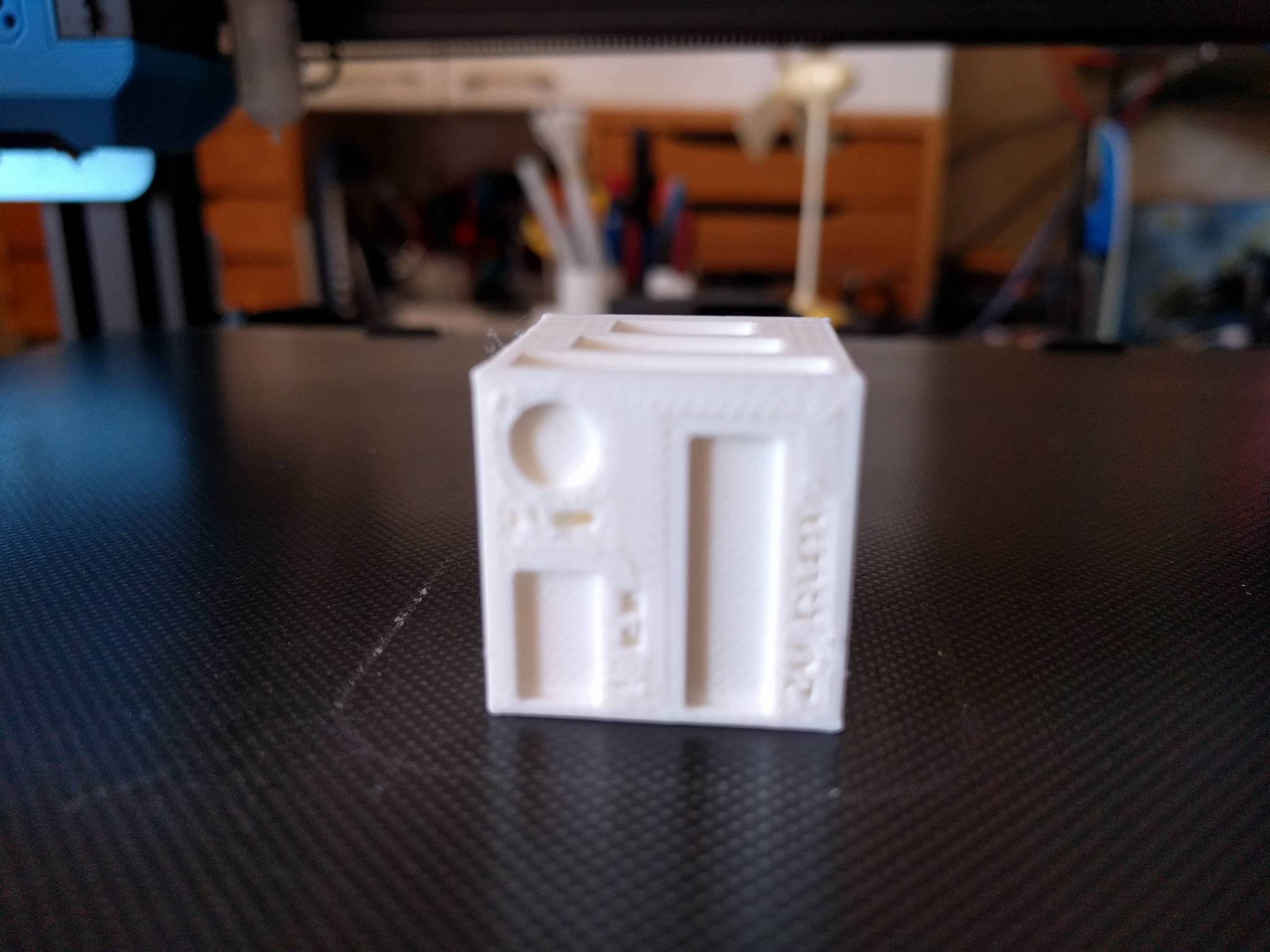
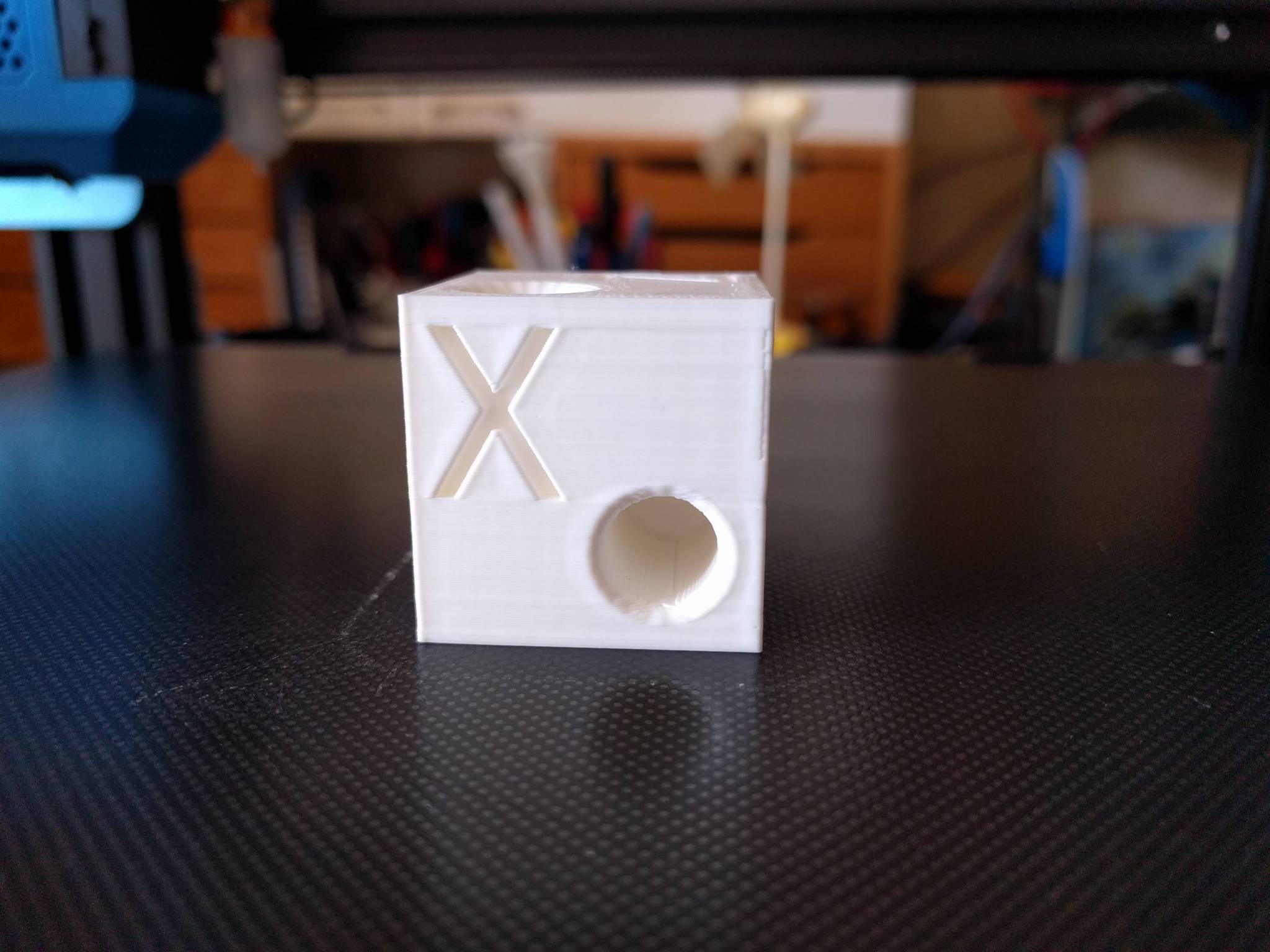
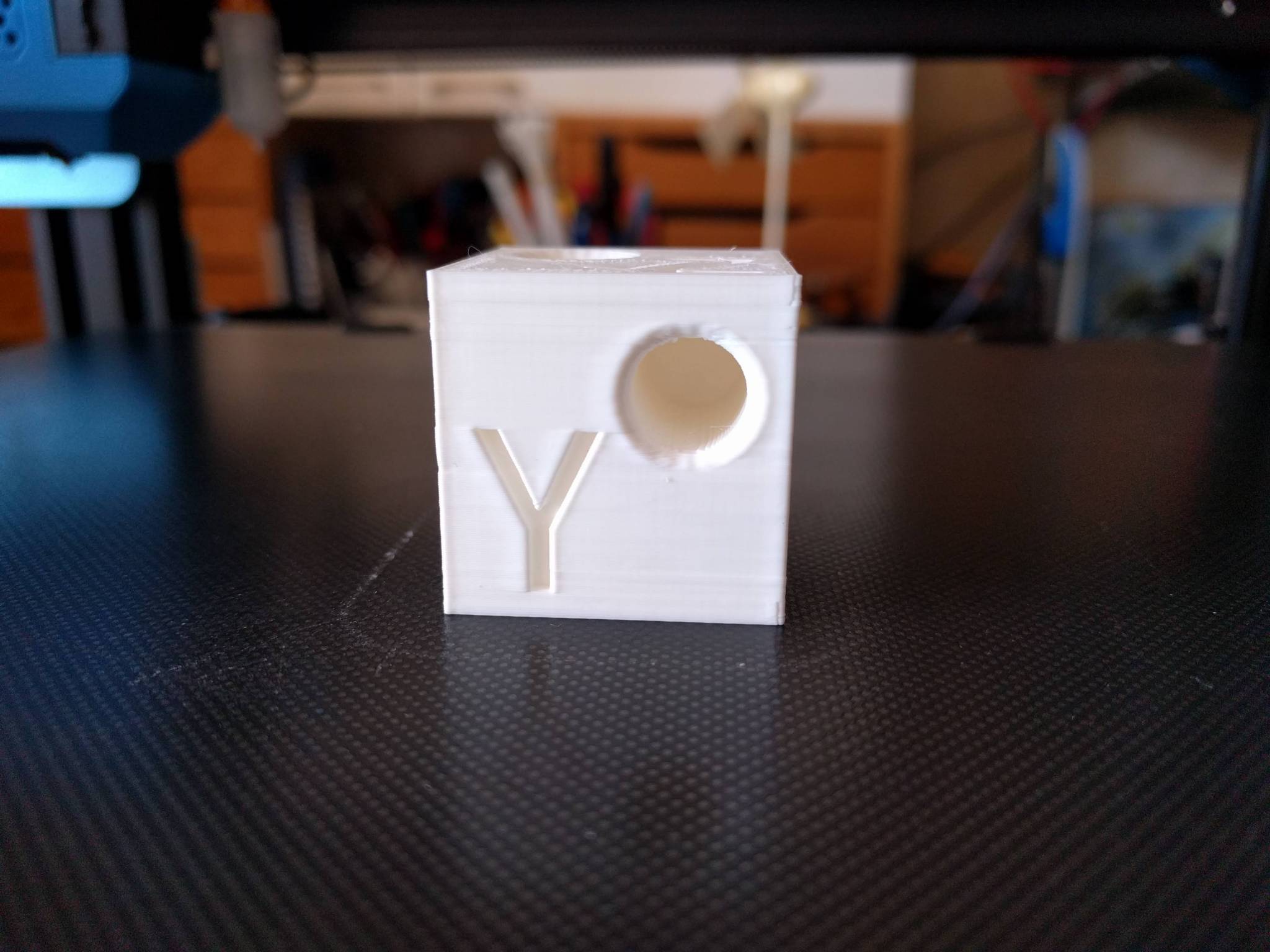
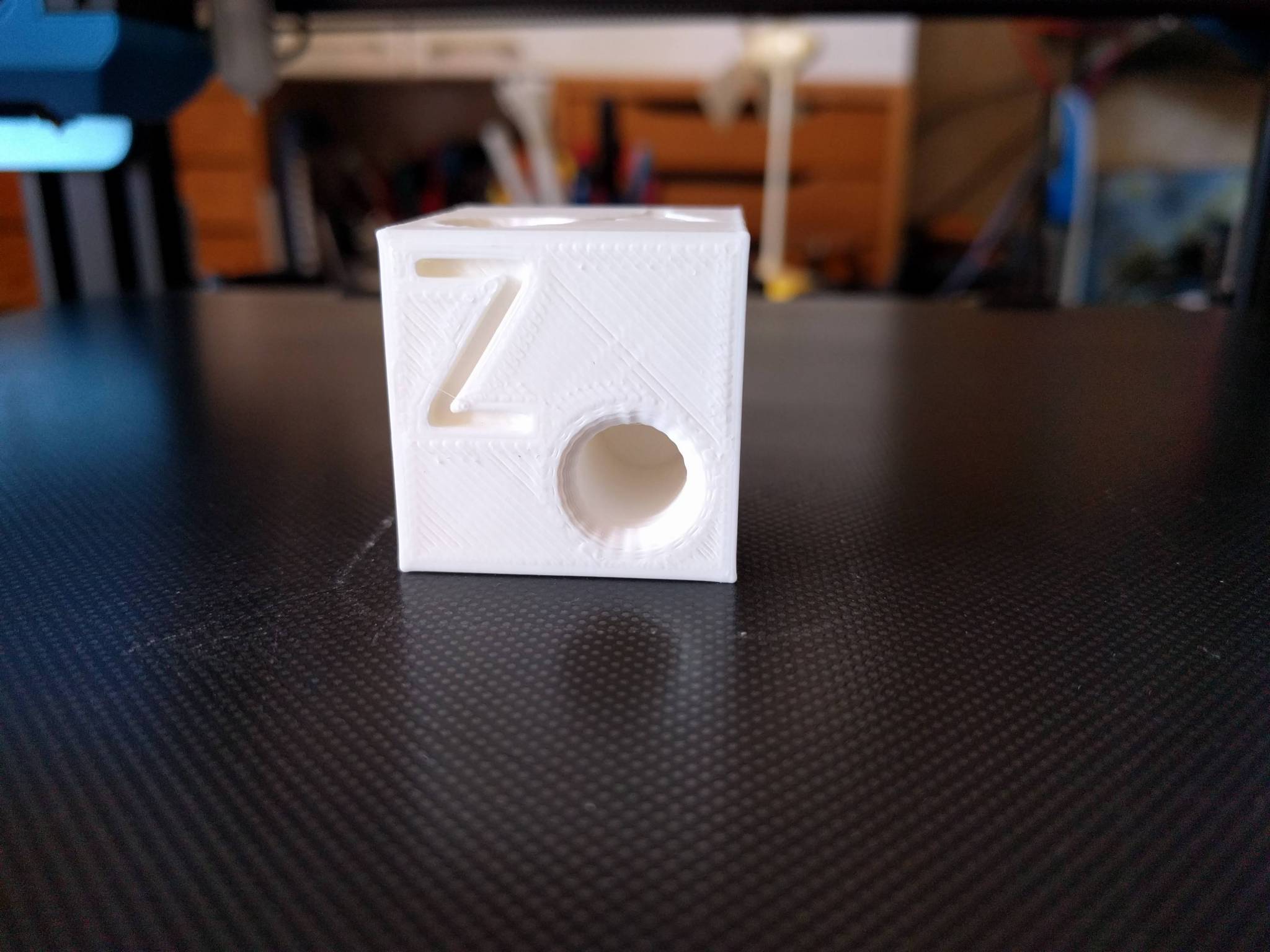
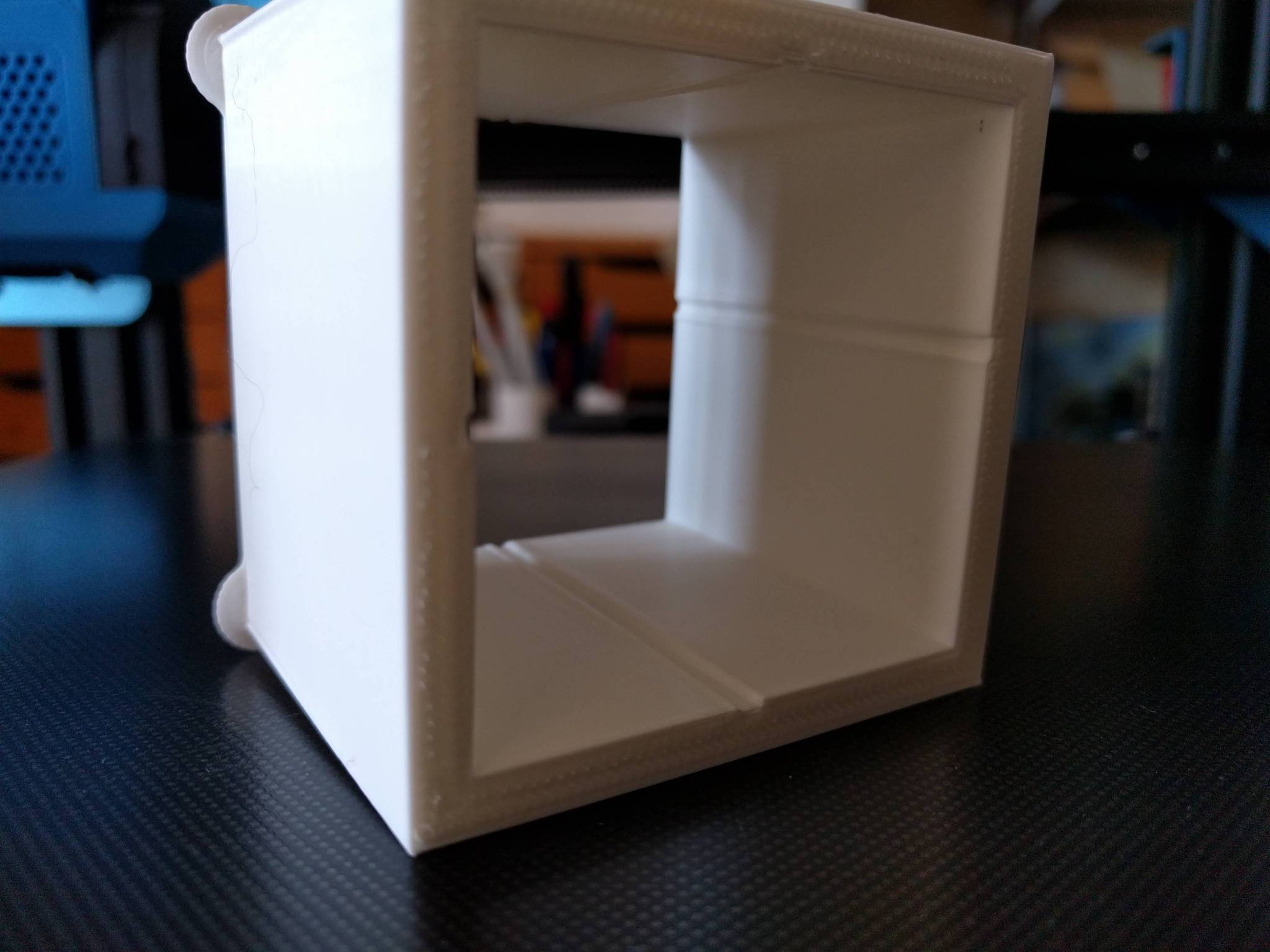
Ayant rencontré quelques difficultés d’impression avec des pièces cylindriques sur ma CR10V2 récemment mise à jour avec un bon et beau Marlin 2.0.5.3 dont j’avais fait part dans ce post : La remarque de @Tircown quant au firmware Klipper m’a «provoqué». Aimant les défis, particulièrement quand ils sont liés à l’informatique, l’électronique et la bidouille en général, j’ai sauté le pas. Je vais donc relater mon expérience, en renvoyant vers les liens qui m’ont été utiles et en fournissant évidemment les fichiers de configuration de ma CR10-V2 (pour les pressés, aller directement à la fin du post pour y trouver ceux-ci). Étape préliminaire Étant de la vieille école, je préfère de loin une bonne documentation format écrit fusse-t’elle en anglais plutôt que des vidéos pour me plonger dans un sujet nouveau. Le créateur du firmware Klipper, justement, a bien fait les choses, de nombreuses heures de lecture sont à prévoir (en ligne ou après récupération de l’archive compressée) : https://github.com/KevinOConnor/klipper Un utilisateur du forum, @Nibb31 a réalisé un excellent tutoriel (en français évidemment) qui explique tout : Tout ce que vous avez toujours voulu savoir sur Klipper sans jamais oser le demander Un autre site dont je me suis fortement servi : https://klipper.info/ Après lecture assidue des documents des liens précédents, je peux alors me lancer, d’autant plus que j’ai tout le matériel nécessaire (imprimantes, raspberry pi, cerveau et couteau). Première étape, installation de Klipper Octoprint étant déjà installé et fonctionnel, je m’y connecte via SSH (utilisateur : pi, mdp : cestmonsecret ou raspberry si vous ne l’avez pas modifié (c’est pas bien de ne pas le faire)). On récupère Klipper : git clone https://github.com/KevinOConnor/klipper ./klipper/scripts/install-octopi.sh Ces deux lignes, télécharge Klipper (git), installe les dépendances indispensables, prépare Klipper pour qu’il démarre automatiquement à l’allumage de la framboise et démarre celui-ci sous forme d’un service (le script «install-octopi.sh»est un fichier texte contenant les lignes de commandes). On construit puis flashe le microcontrôleur : cd ~/klipper/ make menuconfig Choix du microcontrôleur de la carte : Atmega2560 pour la CR10-V2, puis on lance la «compilation» : make On vérifie sur quel port la carte est connectée en USB : ls /dev/serial/by-id/* Le résultat affiche un lien symbolique /dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 vers le périphérique physique (chez moi /dev/ttyUSB0). pi@octopi:~ $ ls -l /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 lrwxrwxrwx 1 root root 13 May 18 12:56 /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 -> ../../ttyUSB0 Il ne reste plus qu’à flasher le firmware : sudo service klipper stop make flash FLASH_DEVICE=/dev/serial/by-id/usb-1a86_USB-Serial-if00-port0 sudo service klipper start Pour que ce flashage réussisse il faut que Octoprint ne soit pas connecté à l’imprimante (bouton «Déconnecter»). Seconde étape, configurer Octoprint Configurer Octoprint pour qu’il utilise Klipper : ajouter un port série nommé /tmp/printer dans les préférences, Connexion série, onglet Général, «ports série supplémentaires» puis sauvegarder. Revenir dans les préférences, dans l’onglet «comportement» modifier à la section «Que faire en cas d’erreur de firmware» en cochant «Annuler toutes impressions en cours mais rester connecté à l’imprimante», enregistrer. Reste à tester la connexion après avoir sélectionné le bon port série ( /tmp/printer) puis en cliquant sur le bouton «Connecter». En utilisant le terminal avec la commande «status», une erreur est retournée puisque la configuration de l’imprimante n’est pas faite. Pour me faciliter encore plus la vie, j’ajoute un plugin à Octoprint : Octoklipper Troisième étape, configurer Klipper Il reste à préparer un fichier de configuration correspondant à ma CR10V2. Dans les fichiers du répertoire «config» de Klipper, celle-ci n’est pas présente. Il y en a pour la CR10 et la CR10S (printer-creality-cr10-2017.cfg et printer-creality-cr10s-2017.cfg) Dans les sources du Marlin2, les attributions des pattes d’un microcontrôleur sont regroupées dans le dossier src/pins/«controleur»/pins_«carte».h. La carte de la CR10-V2, version2.5.2 (Atmega2560), est déclarée comme une RAMPS modifiée par Creality : #define MOTHERBOARD BOARD_RAMPS_CREALITY les numéros des pins à déclarer seront donc dans pins_RAMPS_CREALITY.h (et en inclusion pins_RAMPS.h). Le fichier prévu pour une CR10S correspond aux attributions, il y aura donc moins de travail de tâtonnement et ça c’est cool. Il y a bien quelques différences mais elles sont minimes. Ayant un Bltouch d’installé, le pin utilisé est celui du Z_MAX alors que le endstop est sur le Z_MIN. Je complète ce fichier de configuration avec les options dont j’ai besoin, place ce fichier dans le home du Pi et relance Klipper soit via le terminal d’Octoprint («firmware_restart») ou via le plugin Octoklipper et le bouton «Firmware» ou «Host» Quatrième étape, vérifier la configuration La documentation relate les étapes à suivre pas-à-pas : vérifier l’affichage des températures vérifier l’«arrêt d’urgence» (M112) vérifier la mise en chauffe du lit et de la tête vérifier le fonctionnement des moteurs vérifier les fins de course vérifier les pilotes des moteurs vérifier le moteur de l’extrudeur calibrer les réglages de PID (tête / lit) Dans l’ensemble peu de modifications à effectuer pour que l’ensemble fonctionne (au cas où, j’avais le doigt prêt à appuyer sur l’interrupteur de l’alimentation). Toutes les attributions de «pins» format «arduino» (déclaration pin_map dans la section [mcu] du fichier de configuration) sont correctes. Possédant un détecteur de fin de filament, j’ai juste eu à inverser sa logique de fonctionnement : au départ : switch_pin: ar2 devient : switch_pin: !ar2 Ma CR10V2 a été modifiée par l’adjonction d’un système d’auto-nivellement (BLTouch de Antclabs ®). Creality a prévu d’origine la possibilité de cet ajout, tout est pré câblé sur la carte mère, il suffit de connecter la prise femelle du câble du Bltouch (5 broches avec détrompeur) sur l’embase électronique située sous l’extrudeur. Cela évite d’ouvrir le boîtier d’alimentation pour déconnecter le contacteur de fin de course de l’axe Z branché sur le ZMIN. La pré connexion du BLTouch le branche sur le ZMAX donc la «pin» à déclarer est la n”19 en mode «pullup» : [bltouch] # CR10V2, connexion sur ZMAXPIN (19) sensor_pin: ^ar19 control_pin: ar11 pin_move_time: 0.4 x_offset: 47 y_offset: 0 # Increase Z_Offset to lower nozzle closer to bed. PLA 1.55 #z_offset: 1.55 speed: 60 Cinquième étape, améliorer la configuration L’imprimante étant à nouveau fonctionnelle, quelques impressions sont réalisées. Auparavant, il me faut modifier les gcodes de démarrage et de fin de mon trancheur (Cura dans un premier temps). En effet, Klipper n’utilise pas la totalité de ceux prévus pour un Marlin (ex : G29). Cette page donne tous les gcodes connus de Klipper. Il utilise de nouvelles directives (extended G-code) sous forme de mots clés équivalents aux gcodes (ex : STATUS, FIRMWARE_RESTART, BED_MESH_CALIBRATE, …). L’avantage de ce système est que l’on peut créer des macros relativement complexes afin de simuler leur équivalent en gcode Marlin. Par exemple pour mes gcodes de démarrage / fin, je vais utiliser les macros suivantes : [gcode_macro START_PRINT] variable_T_BED: 60 variable_T_EXTRUDER: 200 gcode: M117 Home sweet home # Use absolute coordinates G90 # Reset the G-Code Z offset (adjust Z offset if needed) SET_GCODE_OFFSET Z=0.0 # Home the printer G28 # Use the bed mesh #G29 BED_MESH_PROFILE LOAD=cr10v2 # Move the nozzle near the bed G1 X15 Y20 Z5 F6000 M117 Chauffe Marcel # Start bed heating and continue M140 S{T_BED} {% if printer.heater_bed.temperature < params.T_BED|float*0.85 %} M190 S{params.T_BED|float*0.85} # wait till 0.85 of bed temp is reached, then continue {% endif %} M140 S{T_BED} M104 S170 # Prechauffe buse M190 S{T_BED} M109 S{T_EXTRUDER} # Prime line PURGE M117 C’est parti, mon Kiki... [gcode_macro END_PRINT] gcode: M117 C’est fini # move z up G91 G1 E-2 Z+10 F3000 # absolute xy G90 G1 X5 Y295 F2000 #disable hotend and heated bed M104 S0 M140 S0 # disable steppers M84 BED_MESH_CLEAR # prime the nozzle [gcode_macro PURGE] gcode: M117 Ligne de purge G92 E0 ;Reset Extruder # move z axis G1 Z2.0 F3000 ;Move Z Axis up # move to prime position G1 X2 Y30 Z0.28 F5000.0 ;Move to start position G1 X2 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X3 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X3 Y50 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up # G29 => (1) home all (2) get bed mesh (3) move nozzle to corner so it doesnt ooze on the bed while heating up. [gcode_macro G29] gcode: G28 BED_MESH_CALIBRATE G0 X0 Y0 Z10 F6000 BED_MESH_PROFILE save=cr10v2 Dans Cura, mes gcodes de démarrage / fin deviennent ) : ; gcode macro Klipper (démarrage) START_PRINT T_BED={material_bed_temperature_layer_0} T_EXTRUDER={material_print_temperature_layer_0} ; gcode macro Klipper (fin) END_PRINT Avant de me lancer dans les impressions, je réalise la calibration de l’extrudeur (100 mm demandés = 100 mm fourni), méthode «matérielle only» donc PTFE déconnecté en sortie d’extrudeur. Résultats, un poil trop (trois tests de 100 mm, au lieu de 300mm, j’ai 303, donc règle de trois pour affiner mes pas qui passent de 0,00714285 (1/140 pas) à 0.00719666 (1/138.95 pas) [mon extrudeur a été remplacé par celui des CR10S Pro, BMG sans réduction]. Un premier cube de calibration (25x25x25mm) est tranché puis envoyé à Octoprint afin d’être imprimé. Les résultats dimensionnels sont très corrects (25 x 25 x 25,02 (XxYxZ). Au dessus j’ai bien 10 , 20 et 6 mm, les ponts sont bons, pas de «stringing» sur la face colonnes, un beau cercle, des «overhang» quasi parfaits. Le seul défaut est un léger «pied d’éléphant». Impression faite avec du PLA 3D870 Blanc (le stock de filament commence à s’épuiser), température de 215°, vitesse d’impression de test à 100 mm/s sauf pour les parois, interne à 75 mm/s, externe à 50 mm/s. J’en profite en continuant mes tests, j’ajoute la gestion de la rétraction dans le firmware Klipper (je reprends les valeurs utilisées par Cura) : [firmware_retraction] retract_length: 5.2 retract_speed: 25 unretract_extra_length: 0 unretract_speed: 20 et en ajoutant l’option dans Cura : Un autre cube de calibration (30x30x30) avec des cylindres internes de profondeur 20 mm sert à tester cette «nouvelle rétraction». L’examen du gcode obtenu permet de voir les nouveaux gcodes de rétraction (G10/ G11). ;Generated with Cura_SteamEngine 4.6.1 M82 ;absolute extrusion mode ; gcode macro Klipper START_PRINT T_BED=60 T_EXTRUDER=215 G92 E0 G92 E0 G10 ;LAYER_COUNT:150 ;LAYER:0 M106 S255 G0 F6000 X165.065 Y129.811 Z0.2 ;TYPE:SKIRT G11 G1 F1200 X165.708 Y129.86 E0.02145 … Sixième étape, Pressure Advance Qu’est que c'est que ça que c'est ? D’après la documentation, «Pressure advance does two useful things - it reduces ooze during non-extrude moves and it reduces blobbing during cornering. (traduction approximative : L'avance à la pression a deux effets utiles : elle réduit le suintement lors des mouvements sans extrusion et elle réduit les coups dans les virages (mon interprétation : les coins sont plus francs, moins arrondis )). C’est plus ou moins l’équivalent du «Linear advance» pour Marlin. Malheureusement, cette option, je ne peux pas l’activer dans Marlin avec ma carte Creality «silencieuse» équipée de pilotes TMC2208 déclarés en mode standalone. Si je l’active, mon extrudeur va plus ou moins rapidement arrêter de fonctionner. Depuis quelques mois (mi mars 2020), le développeur de Klipper a fourni une correction qui permet d’utiliser ce firmware avec cette option pour des TMC2208 en standalone. En suivant scrupuleusement la documentation, la tour carrée est tranchée, les directives d’impression sont données, l’impression est lancée. Une fois finie et examinée, mes valeurs de PA sont ajoutées dans la section [extruder] du fichier de configuration. Conclusion (provisoire) Klipper est un excellent firmware qui mérite d’être essayé. Une fois le flashage sur la carte mère réalisé, sa facilité de paramétrage, de tests est sans commune mesure avec Marlin : on effectue les modifications dans le fichier de configuration, après un RESTART ou un FIRMWARE_RESTART, la nouvelle configuration est prise en compte, plus besoin de modifier son (se) fichier(s) «.h» puis de recompiler et installer en flashant. La possibilité des «macros» est juste énorme, de nombreuses choses deviennent possibles. Klipper peut gérer (je n’ai pas testé) plusieurs cartes (en gros principe de maître / esclave), l’absence d’une fonctionnalité sur la carte principale n’oblige pas forcément à en changer. On ajoute une autre carte (une RAMPS par exemple) et on peut utiliser ses fonctionnalités en plus de la carte «principale». Merci @Tircown de m’avoir obligé à sortir de ma zone de confort et un grand merci @Nibb31 pour avoir créer son excellent tutoriel. A suivre… PS : pour ceux qui voudraient tenter l’aventure, comme promis en début du sujet, mes fichiers de configurations actuellement utilisés et fonctionnels sur ma CR10V2 avec sa carte d’origine V2.5.2. Fichiers à placer dans le home de Pi, là où se trouve Octoprint (/home/pi): Ma configuration est désormais accessible sur mon dépôt Github : https://github.com/fran6p/cfg_klipper

 1 point
1 point -
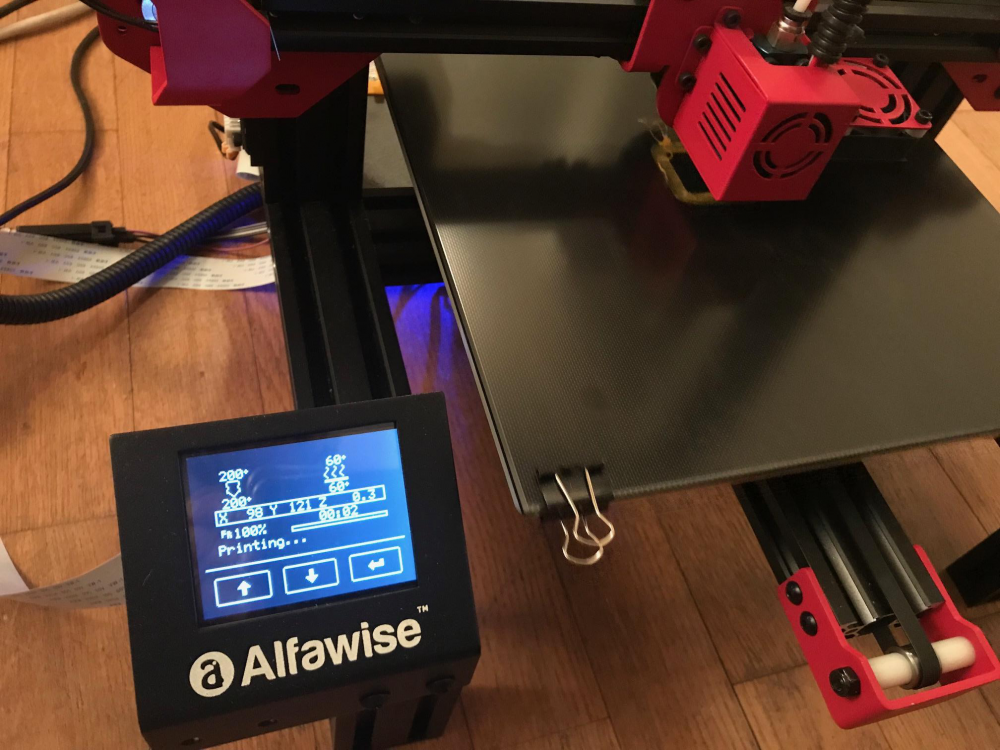
test A l'instar de ce superbe topic sur la U20, je vais essayer de faire un topic généraliste qui regroupe toutes les informations essentielles sur la X1 dont j'ai publié le test sur le blog. Caractéristiques techniques Fiche comparateur Les revendeurs Atome3D (FRANCE) Banggood GearBest Aliexpress Amazon Firmware La X1 est sous Marlin et ça c'est cool ! Elle est livrée en 1.9 et au moment où j'écris ces lignes, le site officiel du constructeur est HS mais vous pouvez retrouver le firmware sur le GitHub du constructeur. Vous pouvez aussi flasher Marlin 2.0 et activer différentes options intéressantes (Babystep, BLTouch, EEPROM, Linear Advance, S_CURVE_ACCELERATION, ADAPTIVE_STEP_SMOOTHING, etc.) : Vous pouvez aussi partir sur le firmware ASWX1-FW-MOD qui est une très bonne base https://github.com/pinguinpfleger/ASWX1-FW-MOD Pour FLASHER le firmware SANS DEMONTER l'imprimante POUR DÉBRANCHER L'ÉCRAN LCD, il existe 2 procédures : - la plus simple consiste à utiliser la fonction "DISCONNECT" de ce firmware TFT (écran) : - installer un "interrupteur" pour l'écran. Logiciel Contenu de la clef USB fournie avec l'imprimante Profil pour Cura 4.0 Profil pour Simplify3D Maintenance et qualité Réglage de l'Offset Z avec BLTouch Tuto - Calibrage général (Toutes Imprimantes) Réglages PID (buse et lit), avec plein d'infos sur Marlin Linear Advance avec le fichier de test Améliorations A acheter et installer : BLTouch Li magnétique et flexible Ziflex ou PEI Trianglela texturé ou Energetic 3D lisse de 310mm Renfort de l'axe Z Extrudeur Dual Gear Full Metal E3D Hemera Bras tendeur en métal pour l'idler de l'extrudeur (en cas de casse et/ou pour plus d'efficacité) Coupleur araignée (spider coupler) 5x8mm D25 L30 sur Amazon France Ressorts Anti-backlash T8 sur Amazon France Chaussette d'isolation du corps de chauffe type Volcano chez Aliexpress ou Atome3D A imprimer : Bloqueur pour la nappe de l'extrudeur (important pour éviter de la cramer) Support double de bobine avec le déport du capteur de filament Sécurisation des câbles du lit chauffant Caches pour le profilé X Protection pour le port USB Fan ducts (ventilation pour la pièce) Dépoussiérant / huileur de filament (surtout utile en all metal hot end cf cette vidéo notamment) Clef de serrage dynamométrique pour buse (pratique pour la maintenance ou l'upgrade de la buse sans serrer trop fort ou pas assez fort) Support pour comparateur <--Nouveau Pièces de rechange Alimentation d'origine chez Atome3D Nappes d'origine 30 pins et 20 pins chez Atome3D Carte mère Makerbase Gen-L v1 (sans driver) sur Aliexpress ou Atome3D Carte mère MakerbaseGenL v2 avec TMC2208 sur Aliexpress Kit écran + carte chez Atome3D Ecran seul chez Atome3D Buses type Volcano (compatible avec le corps de chauffe E3D Volcano) : Laiton d'origine chez Atome3D ou adaptable chez Aliexpress Acier (améliorée) chez Atome3D ou Aliexpress Nozzle X (durable) chez 3DJake Ruby (chère !), Melow "low cost" sur Aliexpress ou Olsson Ruby High Output hors de prix et difficile à trouver en version "volcano" (sur eBay) que vous pouvez découvrir dans ce topic ! Cartouche chauffante d'origine chez Atome3D Hot End d'origine V1 (avec Heat Break fileté) chez Atome3D Hot End d'origine V2 (avec Heat Break non fileté) chez Atome3D Heat Break amélioré full métal E3D V6 classique chez Compozan ou Titane chez 3DJake à utiliser en lisant bien ce guide ! Heat Break amélioré bi-métal Biqu. Accessoires divers Scotch (aussi appelé gaffer, toile de réparation, adhésif toilé ou encore ruban de réparation pour livre) pour fixer/coller nappes sur Amazon

 1 point
1 point -
Le plateau doit descendre jusqu'au fin de course, et ensuite tu règle la hauteur. Commence par serrer les vis du plateau a fond, quant l'imprimante se met au point zéro, alors seulement la tu peux régler ta base.1 point
-
La seule chose qui manque sur l'écran c'est la possibilité de mettre à jour les valeurs de steps par axe ... Peut être dans une prochaine version1 point
-
@ixi si tu as une réponse a donner1 point
-
et pour changer de femme ? c'est possible aussi ? ok, je sors...1 point
-
C'est normal que ca bouge un tout petit peu si tu pousse dessus, car c'est en porte à faux et le moteur n'entraine que d'un coté Bonne soirée1 point
-
je suis chez Flsun avec une QQS pro ( imprimante delta ) , pour l'instant que du bonheur , machine montée en 35 mn et prints impeccables , de plus beaucoup plus rapide qu'une cartésienne , bref il me reste 3 cartésiennes , je songe sérieusement a les changer pour des Flsun1 point
-
Bon ben l'appel a un ami n'aboutissant pas, je vais commander une laiton plaquée pour commencer et voir ce que ça donne.1 point
-
Bonsoir, désolé du retard de réponse. Merci à tous pour vos conseils, ayant eu quelques doute sur la largeur du plateau j’en ai finalement parler à mon ami. Ce n’est plus vraiment une surprise pour le coup mais bon le but est quand même de prendre quelques chose qui lui fasse vraiment plaisir. Votre choix lui convient bien ça sera donc la Prusa Mini+ et il adore pouvoir déjà essayer les logiciels de création en attendant la longue livraison. Encore une fois merci à tous1 point
-
Hello, Le mosfet est changé, tout marche nickel !!! Bon c'est pas de la soudure de pro, mais le principal c'est que ça remarche https://www.casimages.com/i/210114035035911523.jpg https://www.casimages.com/i/210114035035656664.jpg https://www.casimages.com/i/210114035035301321.jpg Merci pour le coup de main @remibora et @n.boitte !1 point
-
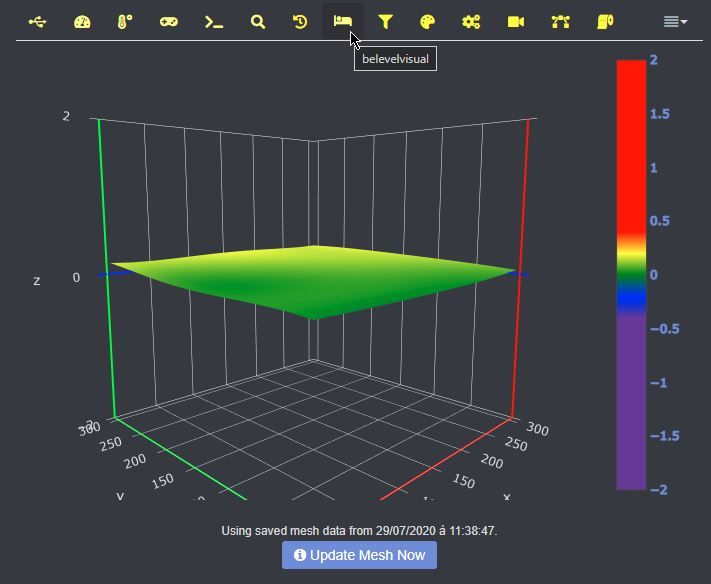
Un greffon d'Octoprint : Bed Level Visualizer
 1 point
1 point -
ou bha c'est toujours de l'expérience acquise... verre a moitié plein1 point
-
Voilà un bel exemple de bouchage ! On voit très bien la collerette qui se forme entre le diamètre externe du tube ptfe et le diamètre externe à cause de l'espace entre le tube ptfe et la buse1 point
-
il n'y a besoin d'aucun autre outil que la clé plate. Lors de l'utilisation tu peux très facilement enlever le PTFE en dévissant l'écrou et le remettre en place sans effort. C'est la solution retenu par Prusa sur la Mini.
 1 point
1 point -
Bonjour, dans quel sens tu as du gens, comment tu test ce jeu? Tu dis avoir du jeu et du coup ce n'est pas fluide? mi j'aurai tendance a dire le contraire sur cette axe... Si c'est trop serré ca bloque et ce n'est plus fluide, s'il y'a du jeu ca sera tres fluide car pas beaucoup de resistance. Est ce que si tu bloque avec une main l'axe, tu arrive a faire tourner les roue avec deux doigts? est ce que tu sens un frottement une résistance? Enfin je peu peut être me tromper, moi je viens de verifier et je n'ai pas de jeu.1 point
-
Bienvenue !1 point
-
Salutation à vous, je suis un jeune adulte qui débute dans le monde de l'impression 3d si je peux aider ce sera avec plaisir mais je vous avoue que pour le moment mon niveau est proche de 0 (j'ai monté mon imprimante à l'endroit du premier coup c'est déjà pas mal :p).1 point
-
Hi Je vois qu'on se suit de près Après avoir attendu de nombreuses semaines l'ensemble du bom j'arrive à la fin de l'assemblage mécanique. Début de câblage demain surement ... Merci pour les infos que vous avez partagé, ce sera d'une grande aide. Rémi1 point
-
Salut @gerardm Si tu as des hallucinations auditives (petites voix dans ta tête), alors c'est pas bon signe, car ce sont des symptômes de schizophrénie J'espère pour toi que la voix que tu entends n'est pas celle d'une vieille sorcière avec un doigt crochu et un ongle moisi Sinon ton cortex auditif est définitivement fichu Comme indiqué au début du sujet, @Idealnight débute en CAO. A des soucis d'export de STL et voulait modifier un fichier STL. Et n'a pas le fichier d'origine, puisque ce fichier STL est de Holspeed sur Thingiverse : https://www.thingiverse.com/thing:30524881 point
-
Un petit détecteur de fumée dedans pour éviter de mettre le feu à l'escalier ?1 point
-
pas besoin de vouvoyer sur ce forum.1 point
-
On va faire appel a un ami car je n'imprime rien que du PLA avec la buse en laiton plaqué (PLA bois là je mets ma tête acier). Si @ixi imprime autre chose que du PLA avec les micro-swiss il saura mieux te renseigner ^^1 point
-
Il ne faut pas commencer à jouer à la théories du complot. Les pièces imprimées par des particuliers ne dérangent absolument pas l'industrie qui au contraire utilise cette même techno pour tous les prototypes (malheureusement, on ne peut pas faire de test de résistance ou de déformation car les matières utilisées et le mode de réalisation sont trop éloignés de la future production en série). ET surtout, une pièce imprimée en 10 heures sur nos petites bécanes est injectée en moins d'une minute avec une garantie de dimension et de résistance qui est loin d'être le cas des petites imprimantes. Les nouvelles unités de production industrielles basées sur l'impression 3D utilisent des technos fiables mais très couteuses que la encore nous ne dérangeons pas avec nos bécanes. Je ne dis pas cela pour toi, mais plus largement pour l'opinion publique. Il y a toujours des gens qui trouvent que le progrès nuit à notre avenir, mais qui sont bien heureux qu'on puisse leur mettre un régulateur cardiaque en plastique dans le corps pour les sauver, qu'on utilise de seringues stériles en plastique pour les soigner, qu'elles puissent acheter de l'électroménager à un prix très raisonnable fabriqué en ABS (pour une grande partie) etc. etc.1 point
-
Ta machine fait de la sur-extrusion, autrement dit elle envoie trop de filament. Vois dans les tuto du forum général pour calibrer ton extrudeur. Et vérifies les paramètres de filament dans ton logiciel.1 point
-
Celui-ci ne tombera pas tout seul, j'en ai imprimé 6 ou 7 avant de trouver les bonnes cotes pour qu'il tienne bien à la grille de ventilation.1 point
-
@Idealnight & @Lazybutt : Un grand, GRAND MERCI à vous deux pour m'avoir mis sur la piste ! Le tube PTFE était légèrement obstrué côté buse. Après un démontage/nettoyage complet, j'ai retrouvé aussitôt des impressions de qualité. J'en suis vraiment très heureux et je preux reprendre mes projets. Il n'est pas si évident de qualifier les problèmes que l'on rencontre. J'ai bien noté la galerie de tutos qui trône désormais dans mes favoris ... Encore merci pour votre aide précieuse et efficace ! Olivier.1 point
-
Salut @Aurélien92, je suis comme toi je galère depuis déjà pas mal de temps avec cette carte et j'ai même dû, à force de modifier marlin, reprendre tout à zéro, et même faire une pause, je ne dis pas ça pour te décourager, d'ailleurs je peux t'aider un peu. Si tu veux utiliser tes end stop avec des TMC 2209 de la marque BTT tu dois couper ou dessouder une pine de tes drivers, si tes drivers sont d'une autre marque tu trouveras des explications sur cette page: https://3dwork.io/en/complete-guide-skr-v1-4-and-tmc22091 point














.thumb.gif.d687f4fd50c6b9cec232bc16f9cc010a.gif)







.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)