Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/01/2021 dans Messages
-
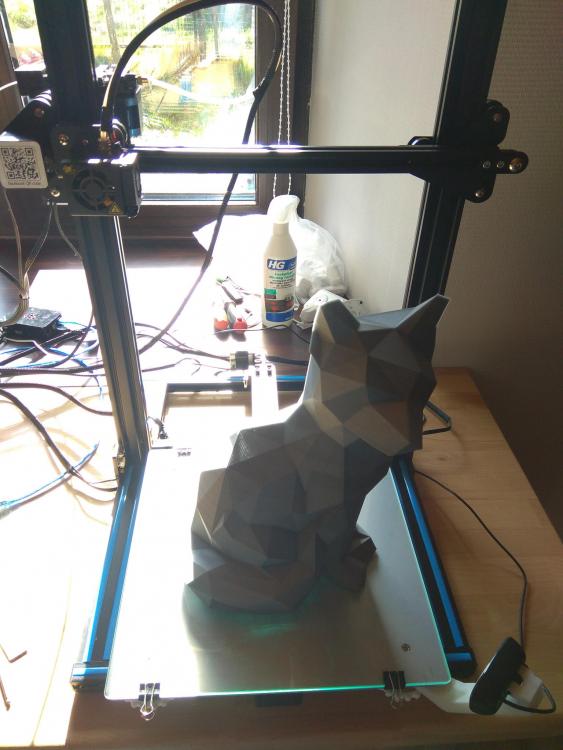
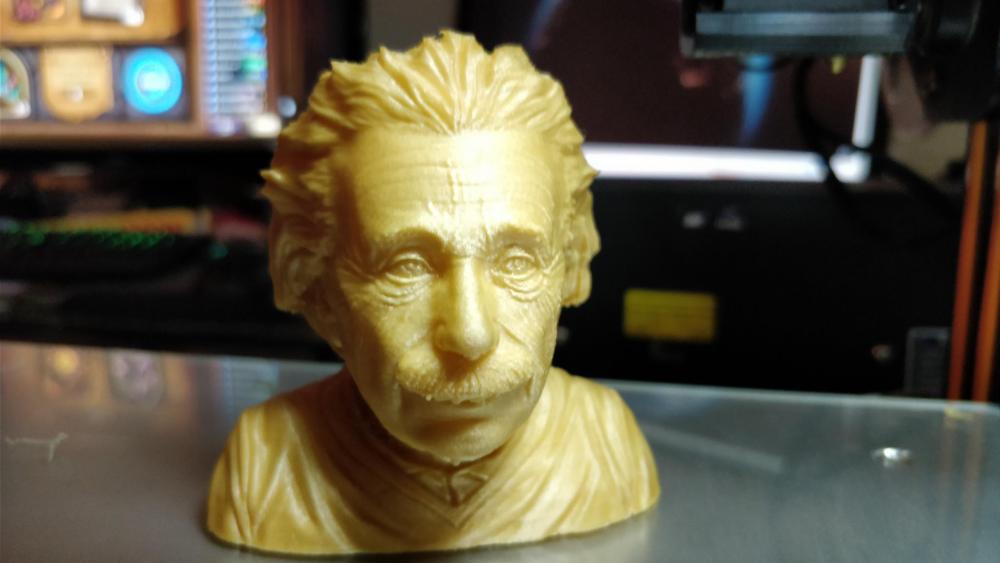
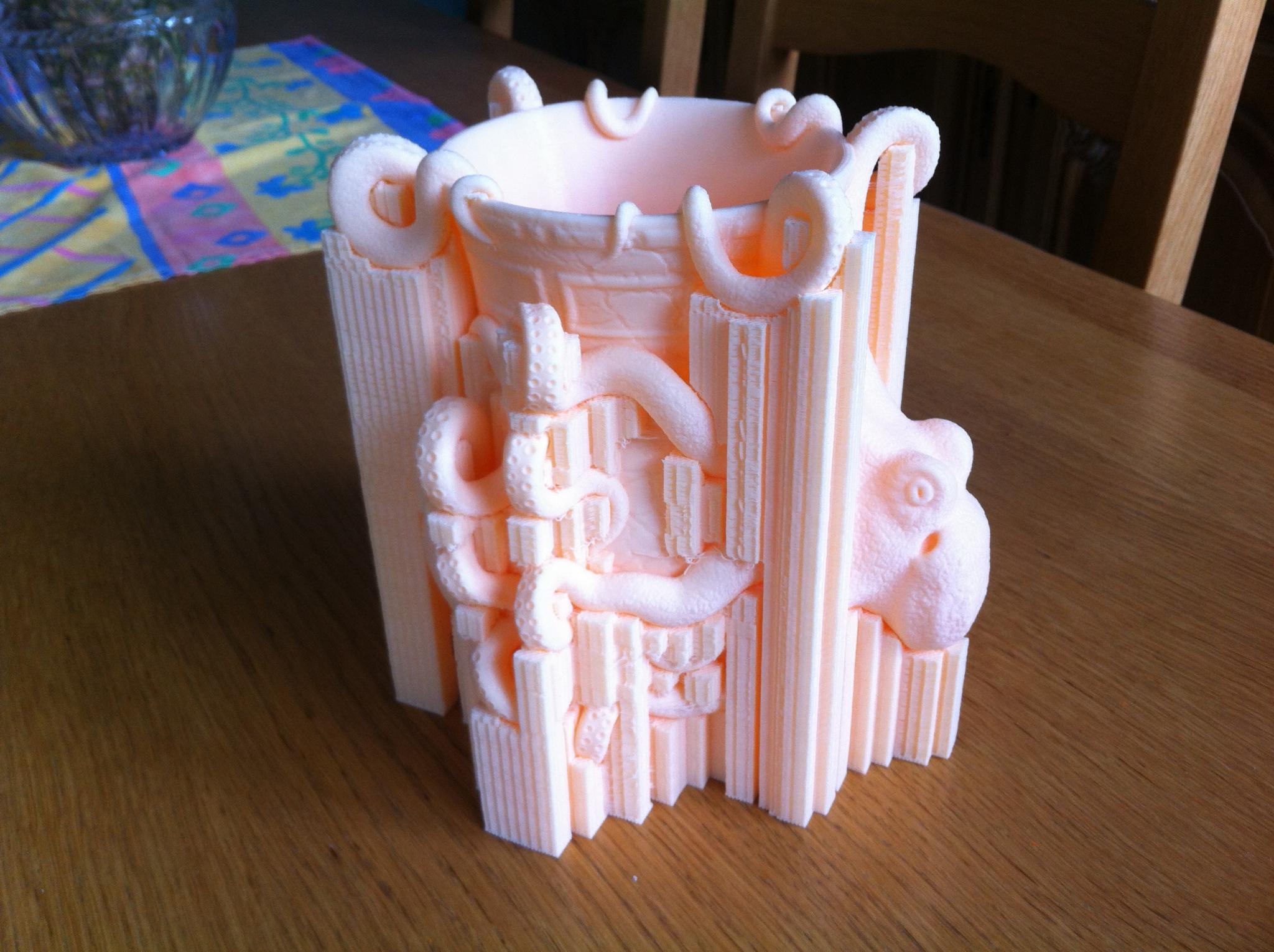
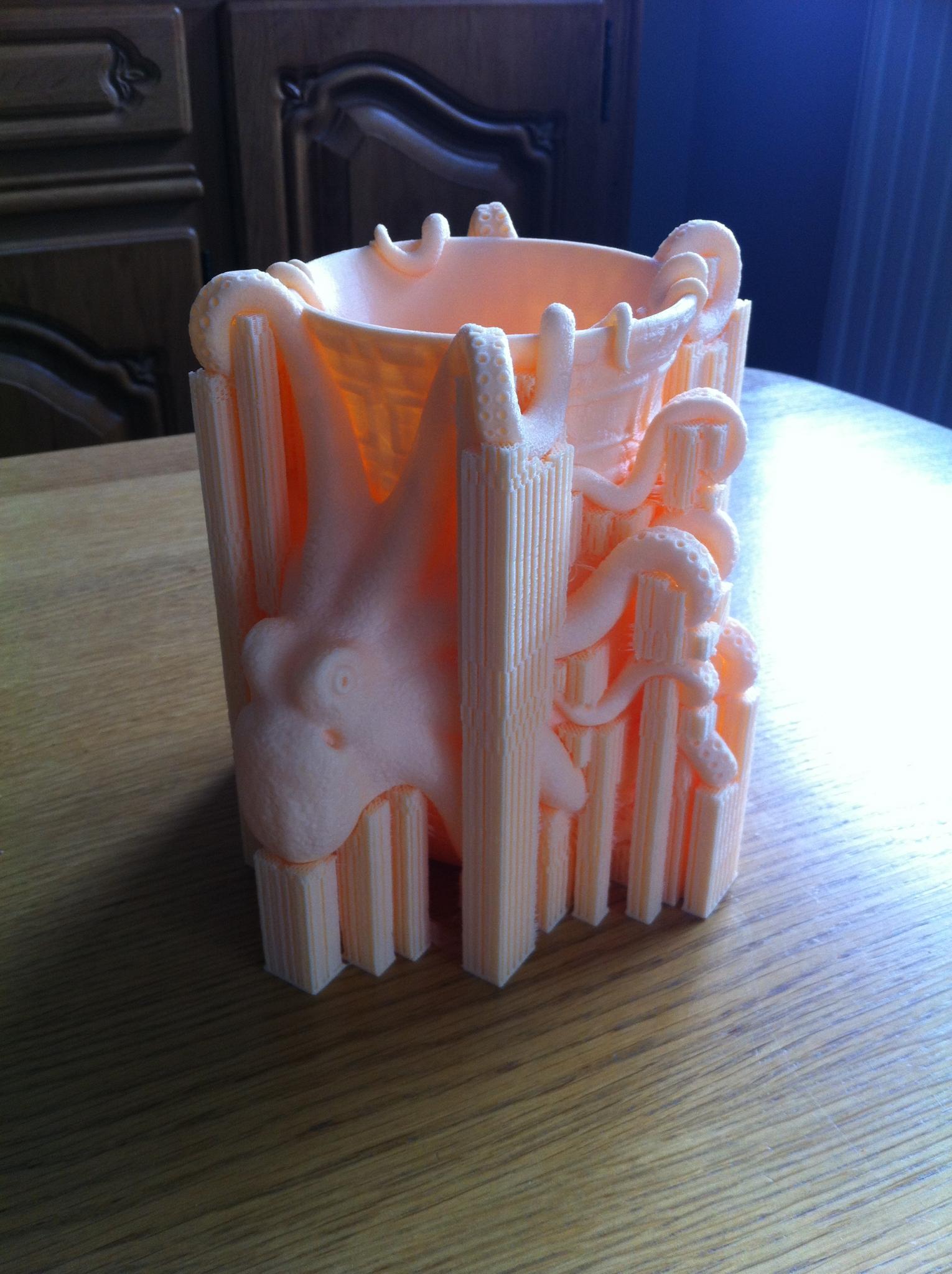
Je pense mettre un capteur aussi sur la X1 mais en relocalisant le capteur du Z comme l'a fait 3dprintB car le babystep c'est vraiment top J'attaque le grand frère en multicolore (29h pour 28cm de haut).
 2 points
2 points -
Pas d'inquiétude : 1m80, 83 kilos, barbe blanche et moustache handlebar, PSA 3.5 et cholestérol 1.85 Le secret ? 10 km de marche intensive chaque jour pour me rendre et revenir de la gare. Comme il commence à faire froid mon petit dej est à base de crème d'andouillette de Guémené ( Le Bois Jumel ), pour constituer, tel un Inuit, ma petite réserve de matière grasse pour passer l'hiver en toute sérénité. Grosse consommation de dentifrice également !2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Salut, Je ne sais pas si vous vous tenez informer sur l'évolution des technologies en matière de "Scanner 3D", mais la technologie LIDAR, risque fort de mettre fin à la Photogrammétrie et à toutes les technologies de triangulation par laser ou par lumière structurée. La source pour commencer : Qu'est-ce que LiDAR ? LiDAR signifie pour commencer : Light Detection And Ranging. En clair : C'est un radar par la lumière. Le principe Utilisé depuis de nombreuses années dans les domaines de la recherche archéologique, de la spéléologie ou encore de l’industrie grandissante des voitures autonomes, le LiDAR, écrit aussi simplement lidar, permet de mesurer la distance entre un capteur et une cible. Son principe est simple : la lumière émise par le LiDAR se dirige vers sa cible. Réfléchie sur sa surface, elle revient à sa source. Comme la vitesse de la lumière est une constante, le LiDAR est ainsi capable de calculer la distance le séparant de la cible. Et de cartographier tout un environnement en trois dimensions. Quels sont les appareils capable d'utiliser LIDAR ? Pour faire simple : l'iPhone 12 et tout ses dérivés. Plus concrètement voici les appareils pouvant utiliser LiDAR : l'iPhone 12 Mini, , l’iPhone 12 (6,1 pouces), l’iPhone 12 Pro et l’iPhone 12 Pro Max. Cependant, LiDAR n'est pas une exclusivité Apple, car il faut juste que l'appareil dispose d'un capteur ToF. Il y a déjà des smartphones Samsung et Huawei qui dispose de capteurs ToF. Mais seul l'Apple Store dispose de l'application compatible pour utiliser LiDAR pour le moment. Quel est l'application pour utiliser LIDAR ? Voici la liste des applications mobiles qui utilise LIDAR, dans le cas d'une utilisation comme Scanner 3D : LiDAR Scanner 3D : https://apps.apple.com/us/app/lidar-scanner-3d/id1504307090 Avec LiDAR Scanner 3D, vous pouvez créer des modèles 3D et les exporter dans plusieurs formats (USDZ, OBJ, STL, PLY) ce qui est parfaitement simple à faire avec l’application. La création est gratuite, mettre au bon format vous en coûtera 0,99€. Notez que les numérisations ne contiennent pas de couleurs. C'est avec cette application que vous pourrez scanner n'importe quel objet. Cependant, il y a encore quelques limitations sur les petits objets. Roomscan : https://apps.apple.com/fr/app/roomscan-lidar/id1504050801 Compatible sur l’iPhone 12 Pro et iPad Pro, ils deviennent un scanner laser intégré qui crée des plans d’étage 2D précis et une 3D époustouflante, capturant votre maison rapidement et précisément. Cette application est plutôt destiné au scan de bâtiments, pièces, ou d’environnements. Polycam : https://apps.apple.com/us/app/polycam-lidar-3d-scanner/id1532482376 Le moteur de colorisation de Polycam est optimisé pour générer des numérisations 3D couleur de la plus haute qualité en un minimum de temps. Le traitement des captures dans une seule pièce ne prend que quelques secondes et tous les calculs sont effectués en toute sécurité sur votre appareil aucune connexion Internet n’est requise. Il n’y a pas de limite au nombre d’analyses que vous pouvez effectuer ou traiter. Les captures Polycam 3D sont également précises sur le plan dimensionnel, ce qui vous permet de mesurer facilement la distance entre deux points. Les mesures sont généralement précises jusqu’à environ un pouce, ou quelques centimètres. Les textures Polycam mesurent environ 5 fois plus vite que toute autre application. Quel logiciel utilisé pour la retouche et les finitions ? Les applications, cités précédemment, ont été réalisés en étroite collaboration avec les équipes de développeurs de BLENDER. Il est donc normal que les fichiers numérisés peuvent facilement être retouchés avec le logiciel Blender. _______________________________________________________________________________________________________________________________________________________________ Si cela vous intéresse, je vous invite à utiliser "GOOGLE" pour trouver plus d'informations en détails. Quel est le principal avantage à utiliser la technologie LiDAR ? Est-ce vraiment utile de répondre à cette question ?... vous répondrais-je. Le principal avantage : Son Coût ! Il suffit d'acheter ou louer, le dernier smartphone de la marque à la pomme pour l'instant. Samsung et Huawei installant déjà le capteur ToF sur leurs derniers modèles (de 2020), il ne fait aucun doute qu'une application sera prochainement disponible. Donc pour environ 800€, de budget de départ, à l'achat du téléphone, vous pourrez scanner en 3D, n'importe quel objet... et pourra toujours être utiliser comme téléphone. Quand Apple a-t-il dévoilé ces applications et les possibilités d'utiliser LiDAR ? Concrètement, depuis la conférence d'Octobre 2020. Mais il a fallût attendre la mise à disposition des applications sur les modèles cités plus haut. Vais-je vous faire une démonstration des possibilités de LiDAR ? La réponse est : NON ! Pourquoi ? Car je ne dispose pas d'un smartphone compatible, et je ne dispose pas du dernier smartphone d'Apple, l'iPhone 12 pour essayer. Ne pouvant donc pas tester personnellement, je préfère ne pas donner mon avis, sans avoir essayer. Si d'aventure, un membre du forum disposant du dernier smartphone, l'iPhone 12, veut tester, je l'y invite... et qu'il n'hésite pas à partager son retour d'expérience.1 point
-
pour la fonte d'aluminium en sur mesure (c est pour des protos souvent des cox et porsche converte en injection ) une fois les mesures en place, l'impression est lancé en plusieur morceaux et assemblé en collage. ensuite dans un caisson en bois prévu pour , en plusieurs étape on rempli de sable vert (souvent de couleur noir ) très fin comme du plâtre . et lorsque l'ensemble nous semble bien on injecte l'alu en fusion. une fois fini on fait l'usinage de finition sur mesure ( marbre, cylindre, épuration des résidus ... ) c'est unique et sympa à faire.1 point
-
j'ai réussi a faire les modif grâce a différente vidéo sur YouTube1 point
-
Salut, Est-ce que tu peux fournir la référence exacte de ton ventilateur sunon 4020 24V? il a combien de fils? EDIT: si tu veux rester en 40x40x20, celui-ci me semble bien (compatible avec le PWM 24V puisque moteur CC) même si certains le trouvent bruyant, dans les commentaires Amazon et ici. EDIT2: pour une version radiale 50x50, ce modèle parait surpuissant et bruyant mais à 60% de sa vitesse, il semble pas si mal.1 point
-
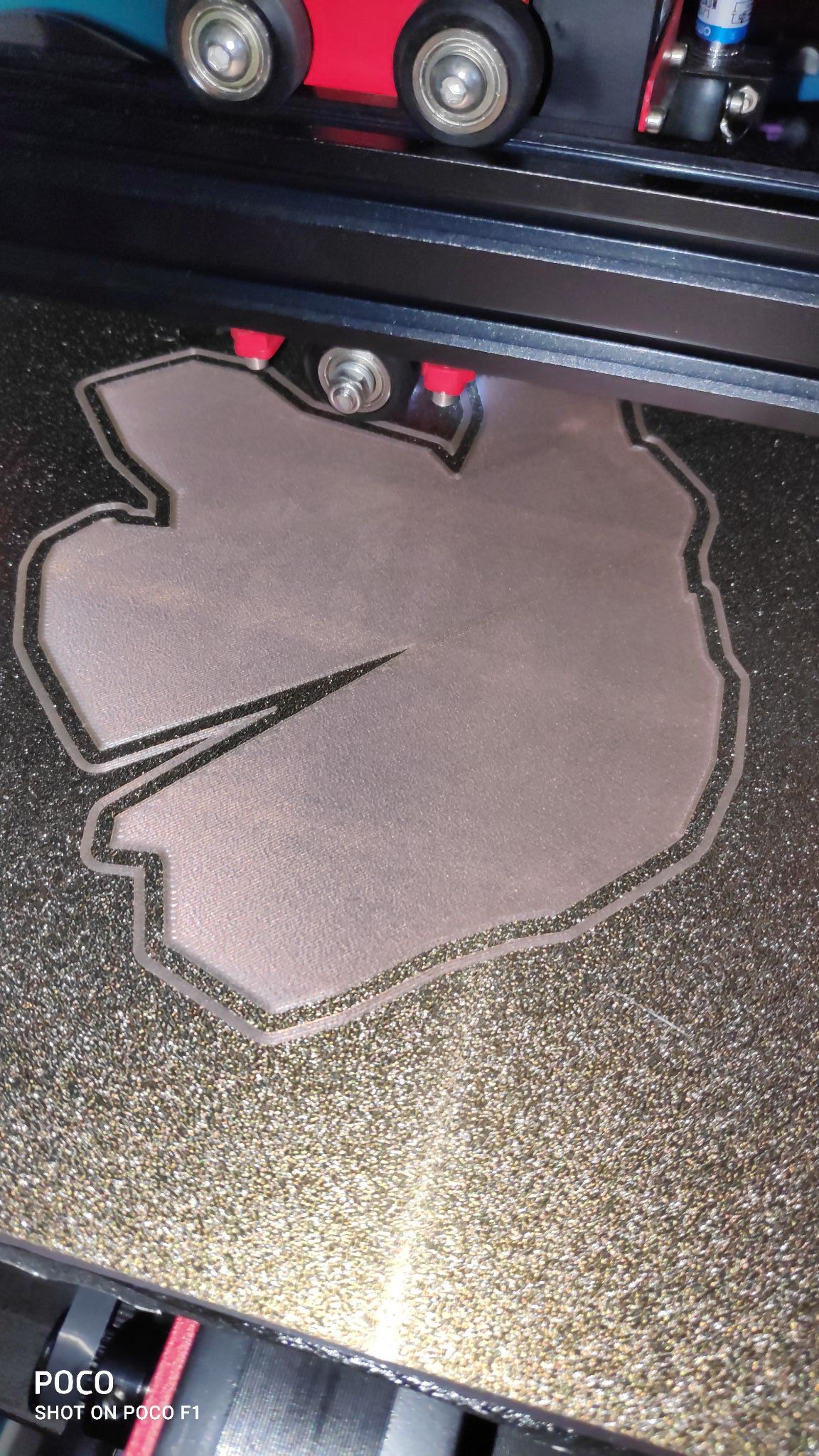
Je viens de me faire les 26 pages de print purée il y en des magnifiques Un petite print de 1j1h avec mes dernières modifs bl touch + modif axe Z PETG 245 /75 / 50mm/s R1mm et VR40mm/s un peut de laque pour sécuriser l adhésion Tout le monde connais ce cochon tirelire sans aucun ponçage ni peinture direct de l'imprimante et la lange en PETG noir brillant





 1 point
1 point -
Bonjour Assurément ce n'est pas avec une structure comme celle de la Tevo Tornado que tu vas pouvoir faire beaucoup de copeaux. Mais en revanche, cette expérience sera formatrice à beaucoup d'égards et te préparera à l'utilisation d'une vraie CN, qu'elle soit home-made ou achetée toute faite. GRBL pour le firmware, oui bien sûr même si d'aucuns pourront te dire avec de bons arguments qu'avec Marlin ça marche aussi. Les endstops, oui bien sûr c'est indispensable (pour moi) : il ne te viendrait pas à l'idée de ne pas en mettre sur une imprimante 3D, sur une CN c'est pareil, même si d'aucuns pourront te dire avec de bons arguments que ça ne sert à rien. On ne s'en fout pas, c'est le seul moyen de retomber sur ses pattes et de repartir où on en était si le job foire en route. Les logiciels permettant d'envoyer du Gcode à la CN sont entre autres UGS (universal Gcode Sender), Bcnc et en ce qui me concerne j'ai adopté CNCjs que je te recommande vivement. C'est une sorte de navigateur Internet, voir ici >>>> Sur mamienne j'ai dédié un Rpi, un clavier-souris sans fil, et un magnifique écran 19 pouces trouvé en déchèterie. Confort total, et connexion réseau en Wifi avec Fusion 360 sur mon PC, les programmes vont directement dans le répertoire du Pi qui va bien. Tu aurais une photo de ce que tu as mis comme broche ?1 point
-
Mille mercis à vous. Je vais commencer par commander 2 en 04 une en 06 et 2 en 04 laiton normale voir l'évolution. déjà pour voir si il y a vraiment une amélioration parce que ça pique un peu quand même au niveau tarif. @ixi penses à desserrer d'un cran ta ceinture sinon tu vas avoir mal au bide lol1 point
-
Air de refroidissemnt du filament qui souffle sur la buse. Voir mes sujets postés ces jours ci...1 point
-
Salut @Antoine de Tahiti et bienvenue sur le forum1 point
-
PS: c'est une vieille photo, elle a changé depuis.
 1 point
1 point -
salut, Il te faut passer par un slicer style CURA (que ce soit par carte SD ou cable direct). Ton imprimante, comme toutes les autres, à besoin d'un Gcode adapté. Ce dernier va lui donner toutes les instructions pour imprimer la pièce. Dans l'ordre, le processus est (pour du fdm mais le reste doit être pareil ou pas loin): 1- Modélisation 3d (logiciel freecad, fusion360,...) puis export en STL 2- Slicer (logiciel CURA, PrusaSlicer,...): saucissonne ton stl pour le traduire en Gcode (attention au profil, il est préférable de choisir celui de ton imprimante surtout au début. Plus tard, quand tu sera grand tu pourra bidouiller les 36millions de paramêtres) 3-Ton fichier Gcode sur ta carte SD 4-La carte SD dans l'imprimante et là tu pourras lancer ton impression A+1 point
-
@Tozy je voudrai bien, mais je ne sais pas quel calibrage a été effectué à priori, il en manque un peu1 point
-
Je suis handicapé à 80%, donc elle vient tous les deux jours voir si je vais bien, et elle râle parce que mon salon, mon bureau, mon atelier, ma salle à manger et ma cuisine ne sont en fait qu'une seule et même pièce.1 point
-
T'as le droit d'en reposter un plus dur.1 point
-
T'en fais pas mon gâââââ, la plupart d'entre nous en sont loin aussi ! Ce qu'ils "oublient" de te dire c'est la quantité d'huile de coude nécessaire à poncer, enduire, poncer, apprêter, poncer, peindre, poncer, vernir !1 point
-
Je suis admiratif devant toutes ces impressions si jolies, si propres si nettes. Je suis loin d'en résultat pareil ! Bravo à vous tous !1 point
-
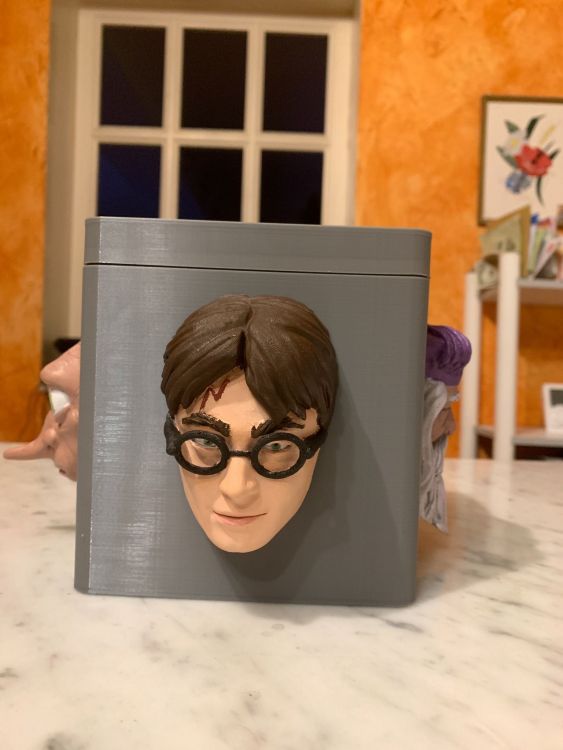
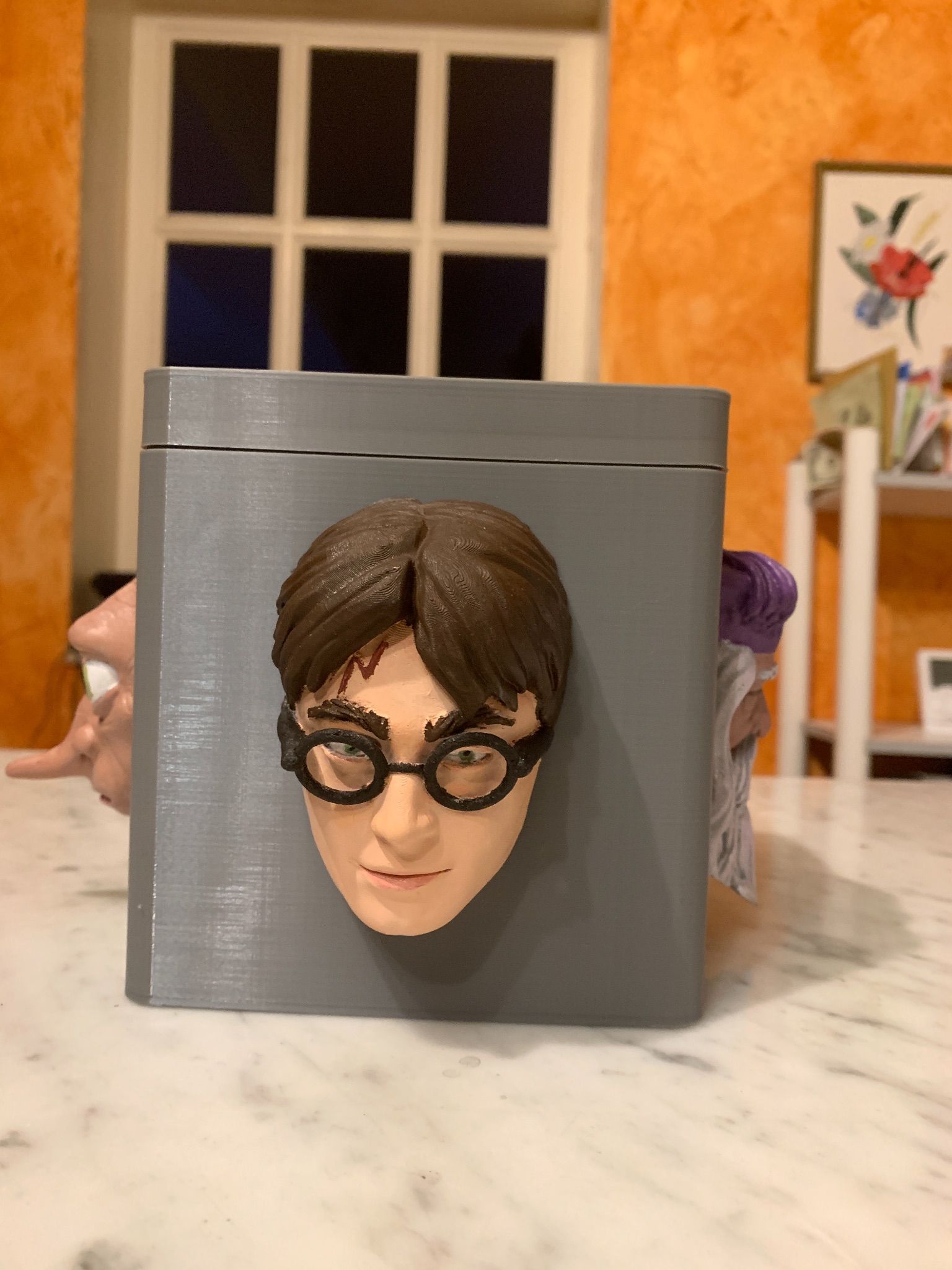
Support de switch , boite harry potter, lithophanie, koh lanta


 1 point
1 point -
la suite simba

 1 point
1 point -
1 point
-
sculpte perso halloween diapo

 1 point
1 point -
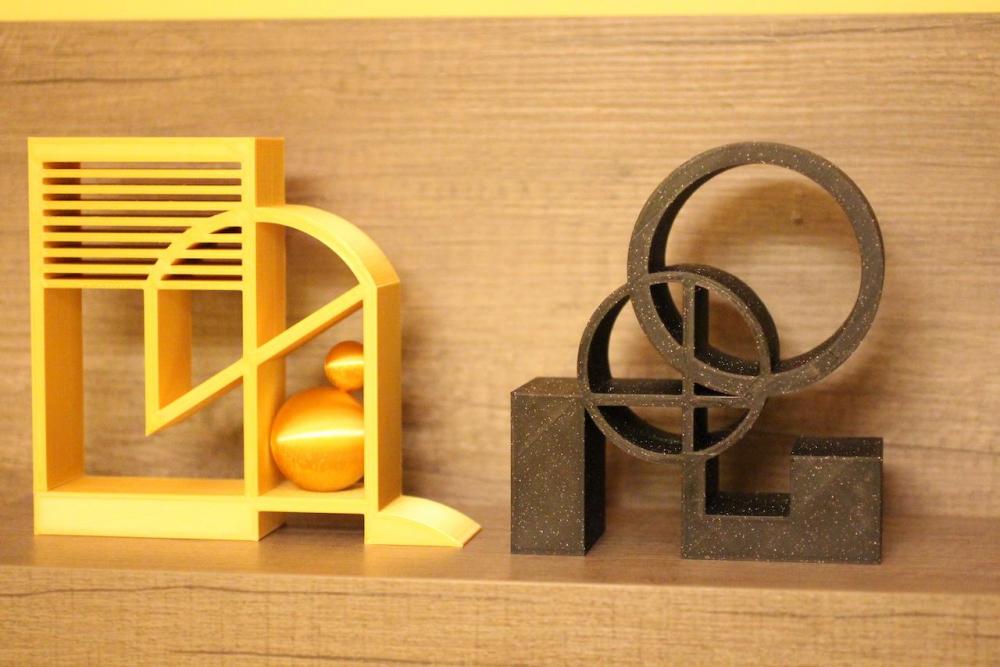
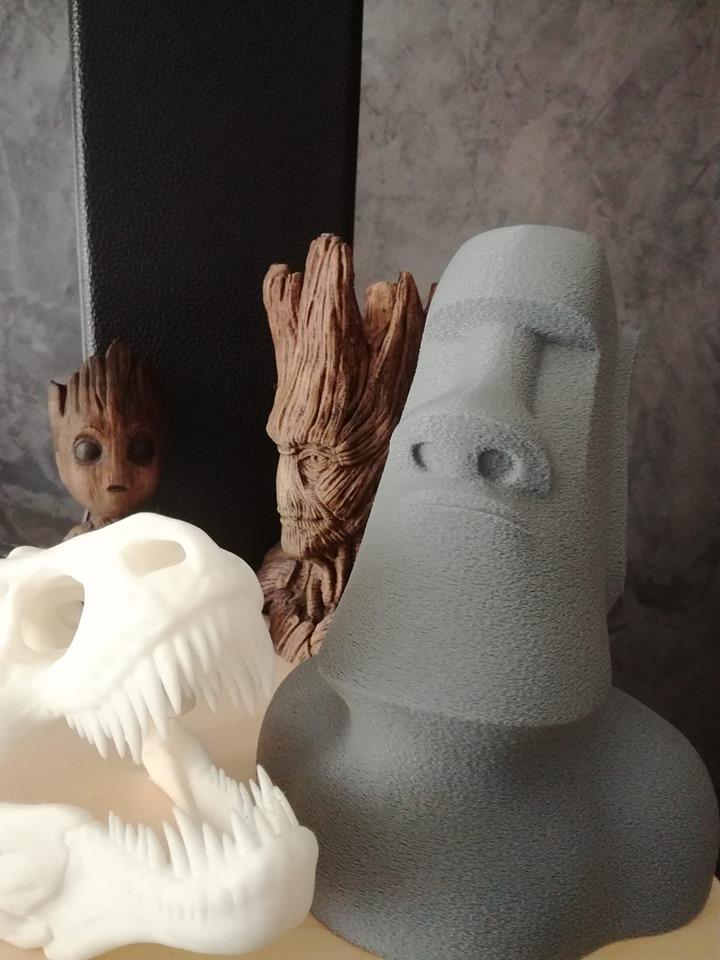
Bonjour à tous, voici mes derniers prints : 2 sculptures modernes venant du même artiste. La 1ère faite avec le filament Eryone silk gold, la seconde avec le noir pailleté de Grossiste3D Et une réplique de statuette de chat Egyptienne, faite avec le même filament noir pailleté que la sculpture :


 1 point
1 point -
Moaï : Filament Gris Creality 3D PLA Buse 0.4 Layer 0.2 Temp 195 °C Bed 50 °C Wall 4 infill 0% Vitesse 60mm/s Experimental feature: Fuzzy skin Filament "bois" WOOD PLA 3D Hero

 1 point
1 point -
1 point
-
print fini , maintenant peinture





 1 point
1 point -
Bonjour à tous ! Après pas mal de conseils des membres de ce forum m'ayant permis de me sortir de mes déboires en tant que nourrisson dans le domaine de l'impression, j'ai ENFIN réussi à venir à bout de mon 1er projet "réel" ( les impressions précédentes n'étant que des tests de calibrage, détails,etc... ) !!! Une réplique taille réelle du Militech Vindicator, l'une des armes du prochain jeu de CD Projekt Red que j'attends avec impatience : Cyberpunk 2077 !! Le plus gros m'attends : ponçage, mastiquage, re-ponçage, apprêt, peinture, colle des petits éléments, etc... Mais vraiment fier du résultat de ma petite Ender 3 ! Encore un grand merci à vous pour vos conseils ! Plus de projets à venir très vite !!1 point
-
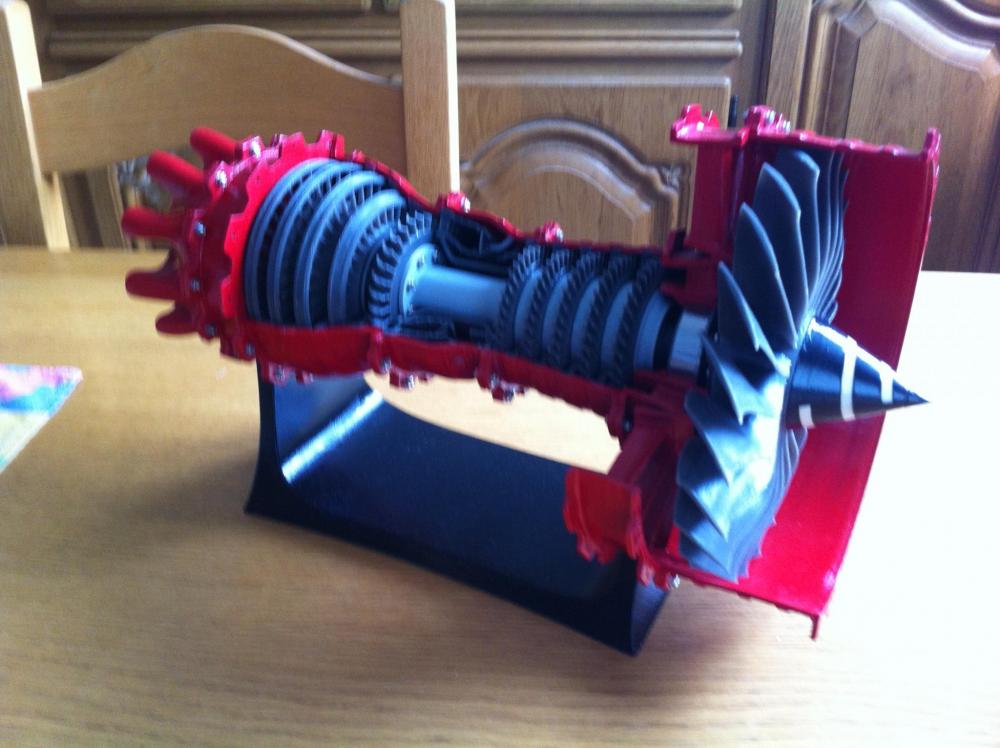
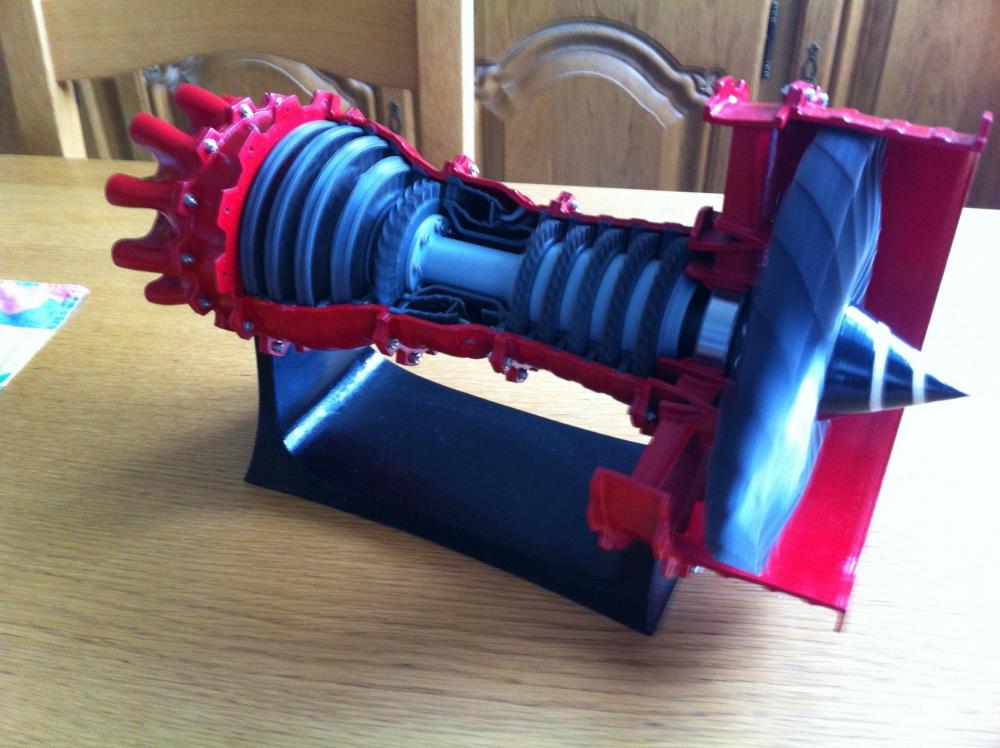
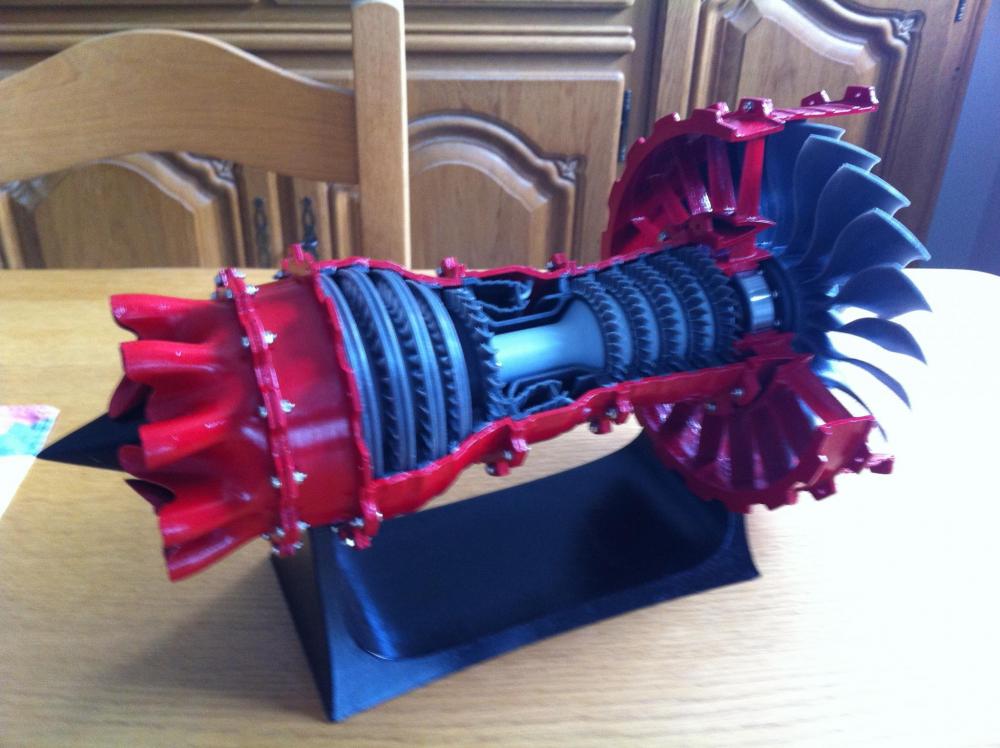
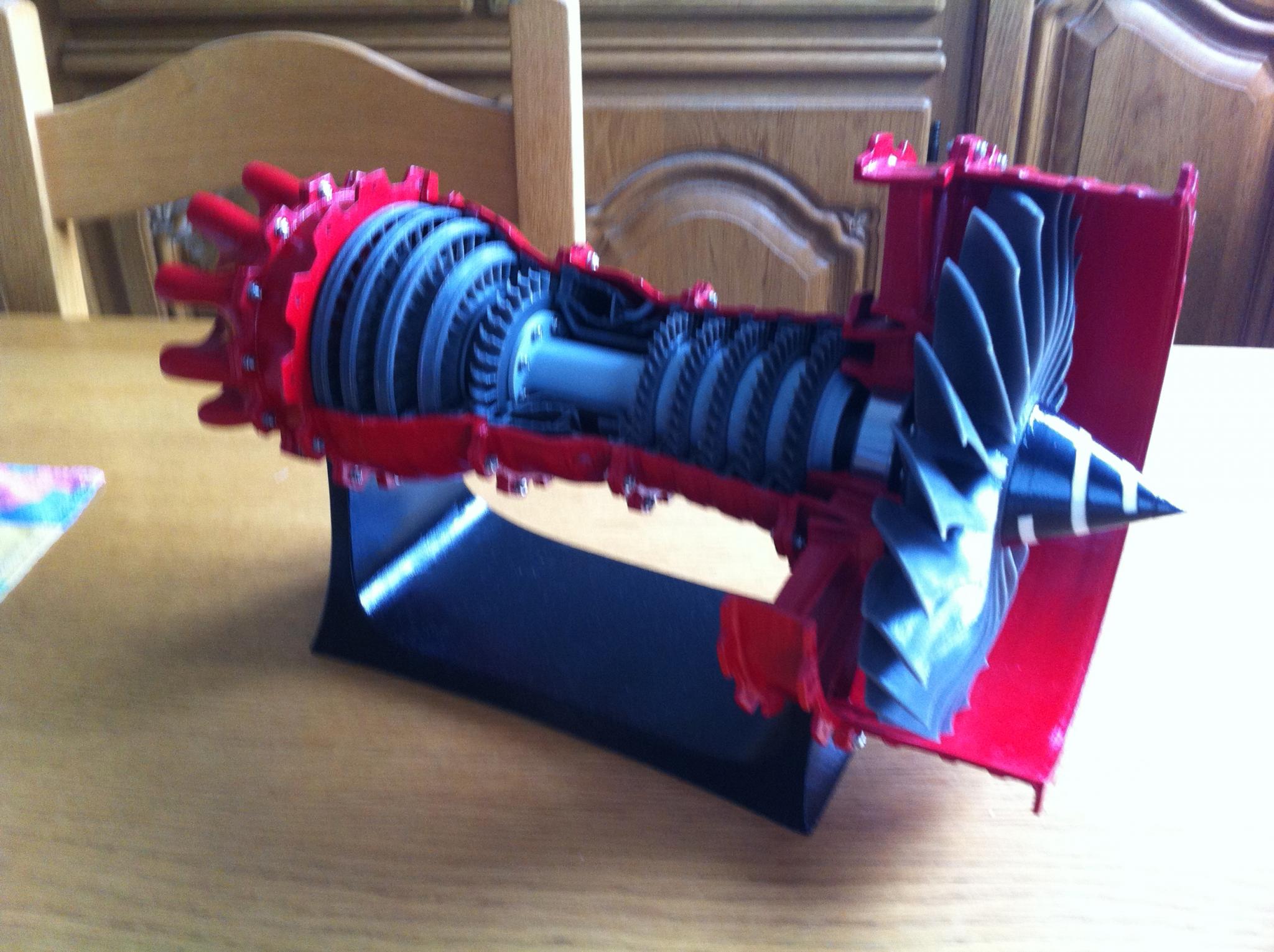
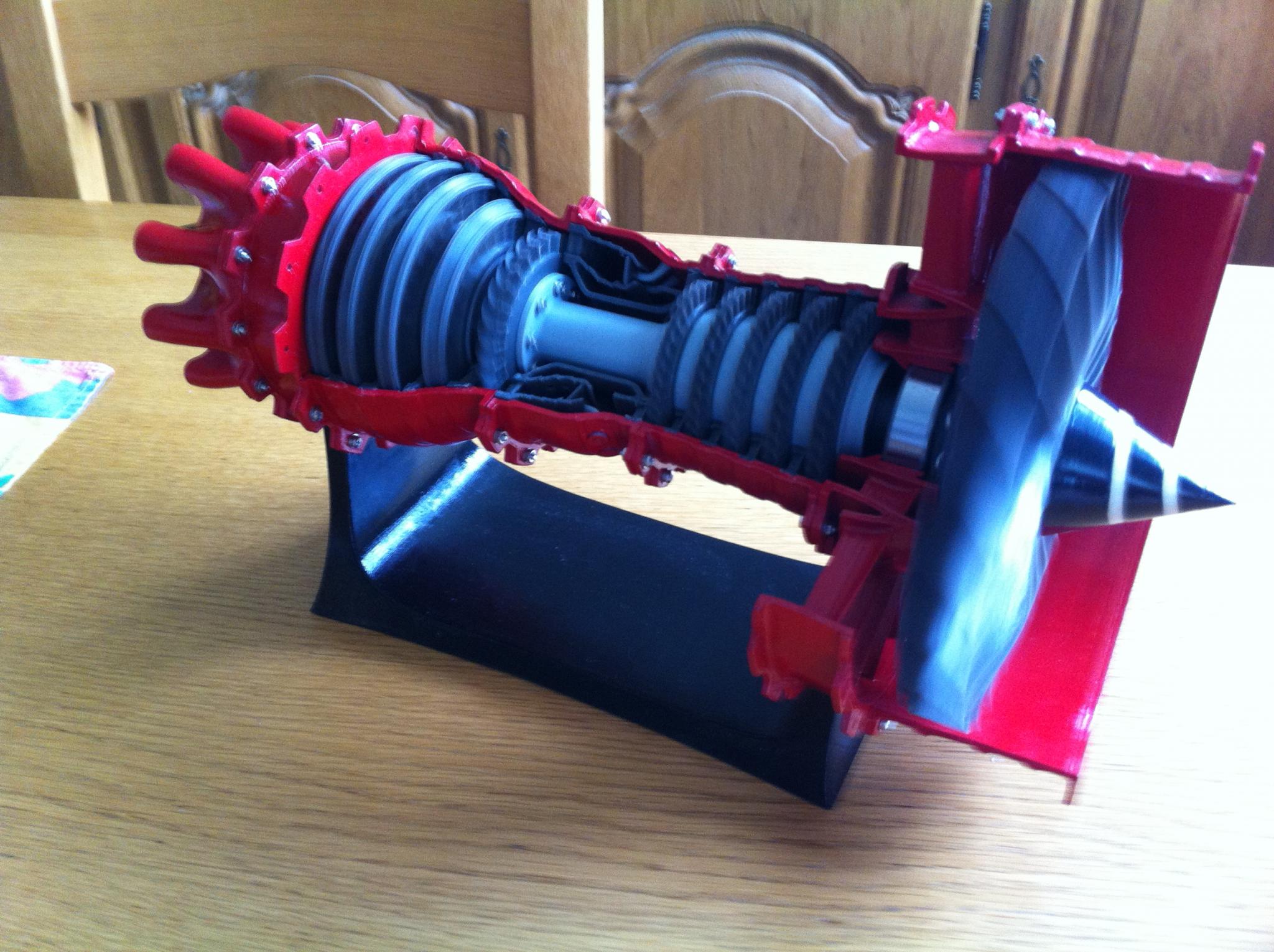
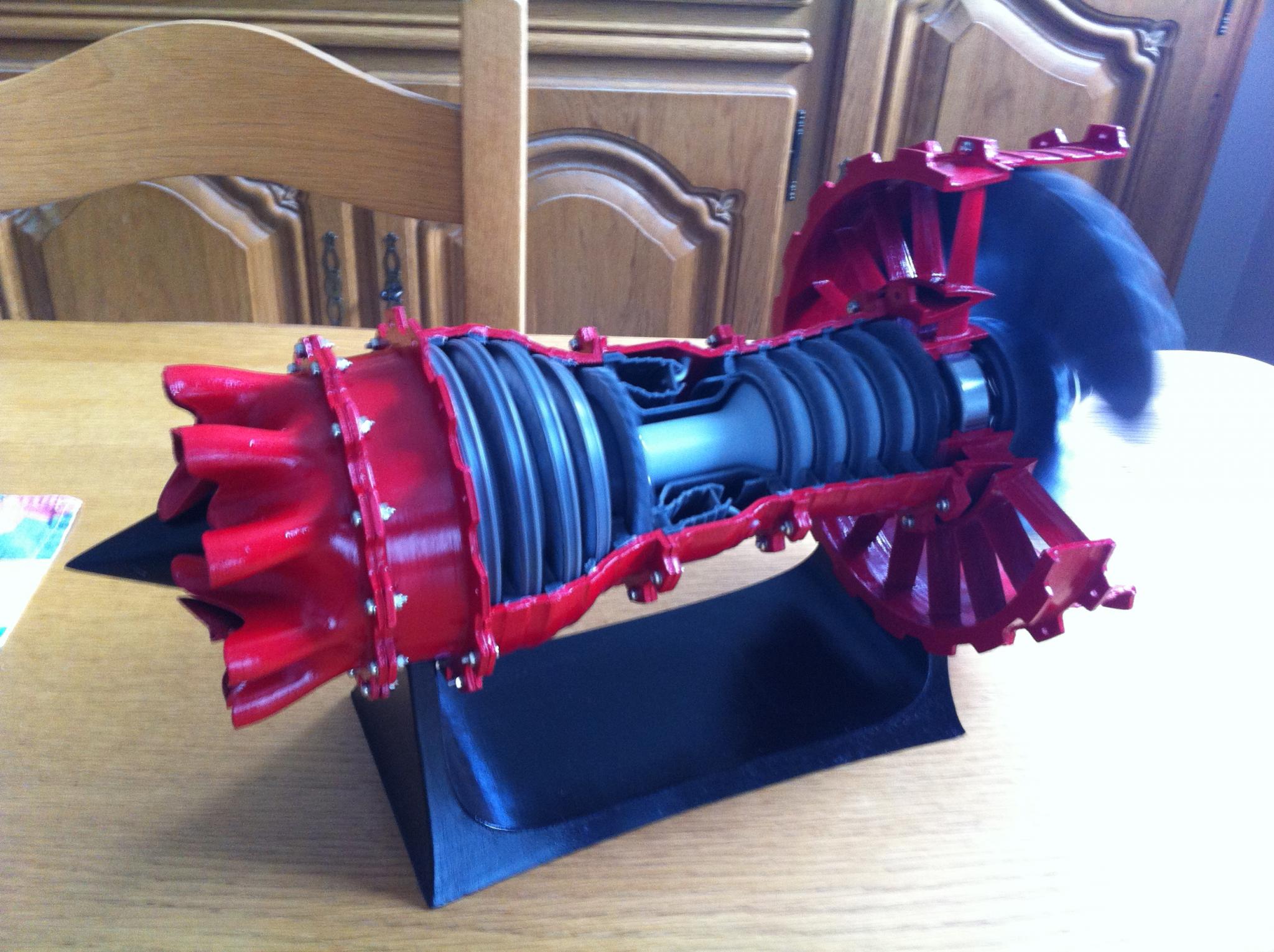
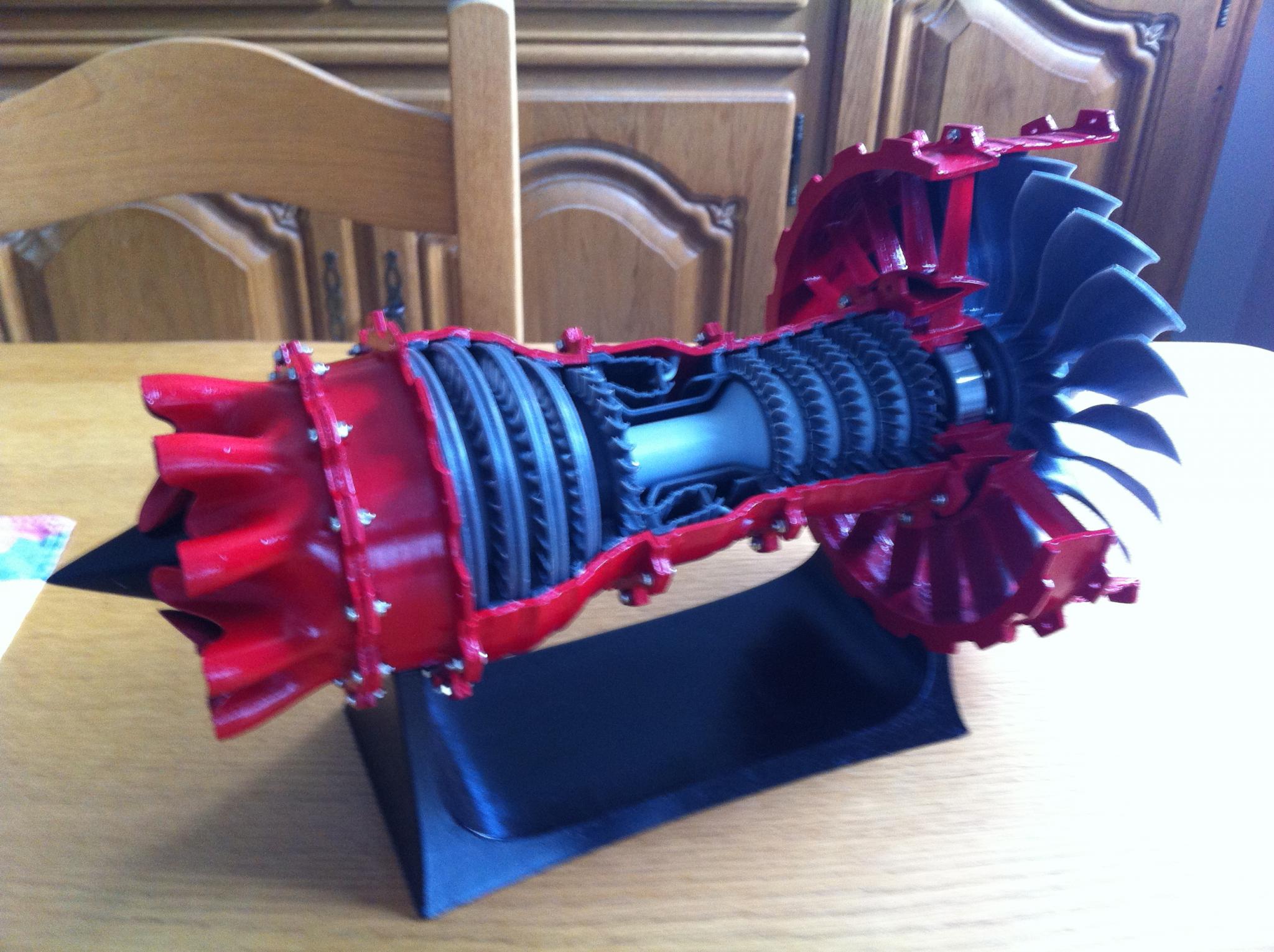
réacteur avion pla et peint , je le referai en abs fin année

 1 point
1 point -
chicken dino sculpte maison , avant peinture



 1 point
1 point -
1 point
-
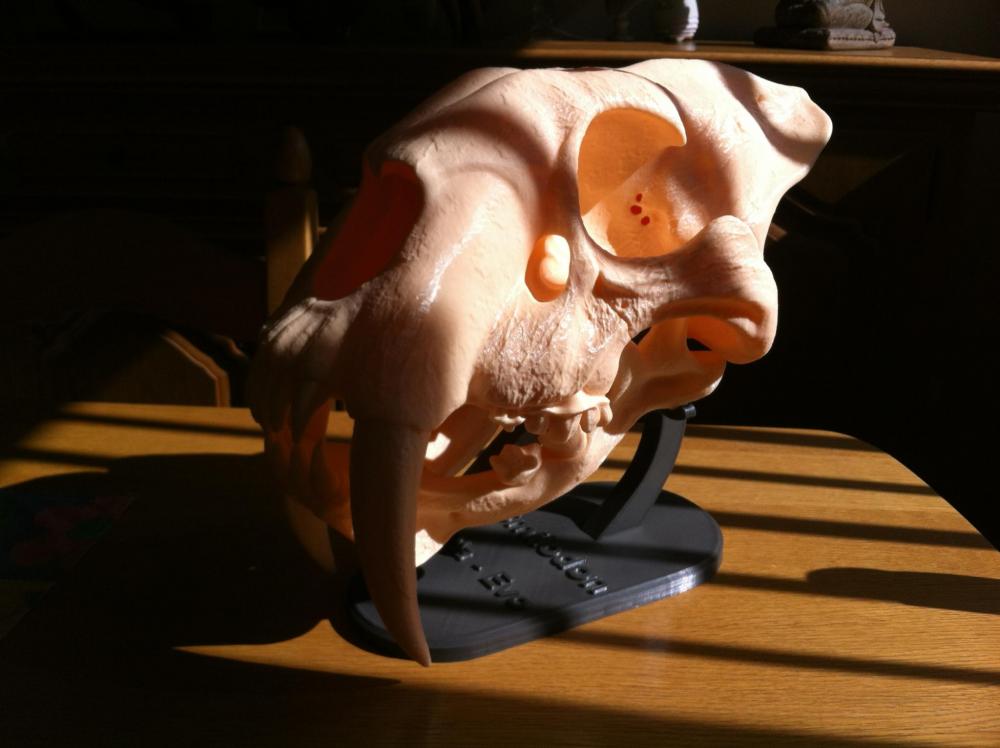
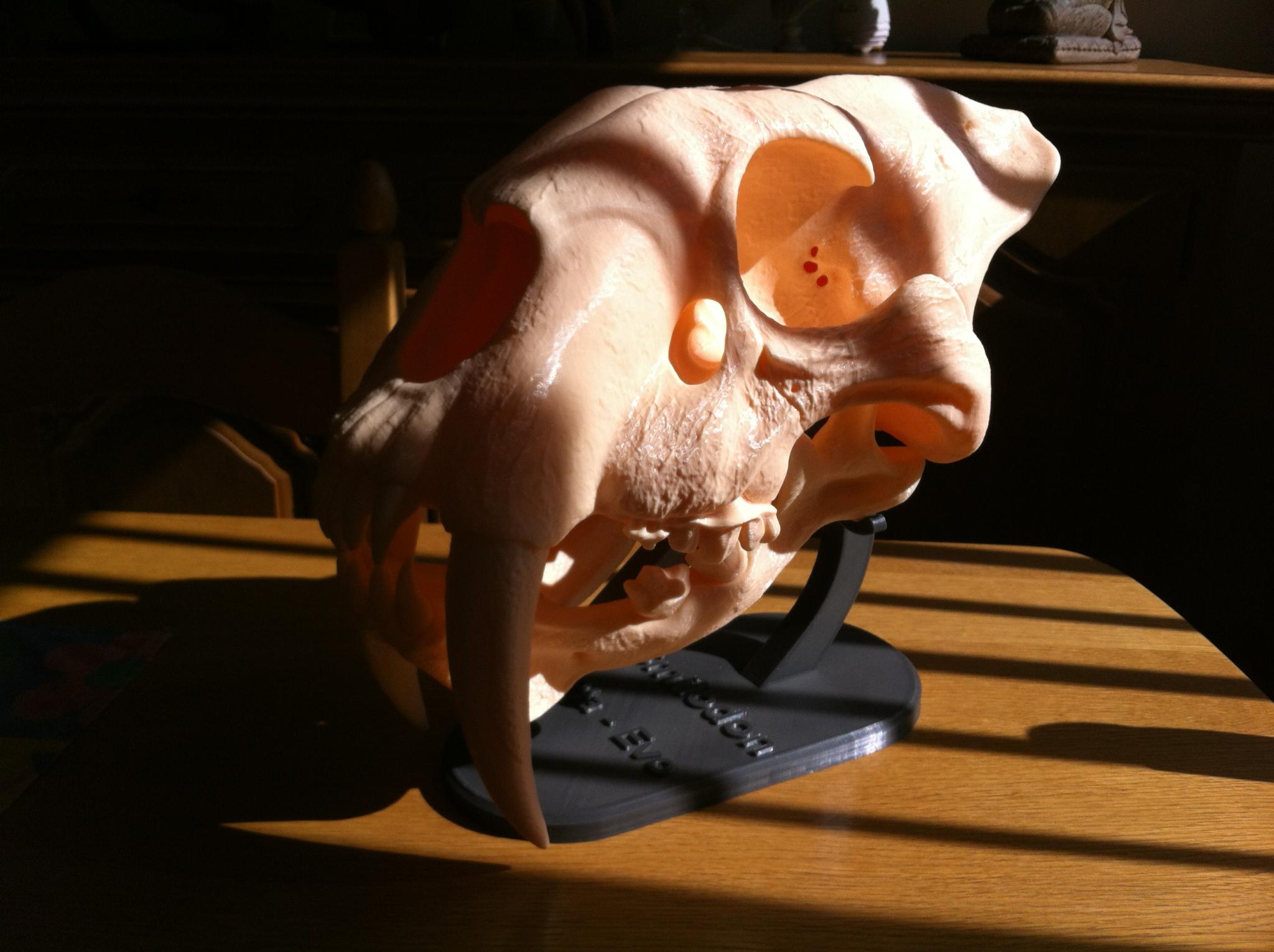
nouveau print en peau 3donline de mon smilodon
 1 point
1 point -
Salut Comme je suis tout nouveau dans le monde de l'impression 3D il y a pas encore beaucoup à montrer. Température d'impression : 200°Température du lit : 50°Support : nonSurface d'impression : TapeFilament : Jandex Line 2 PLA
 1 point
1 point -
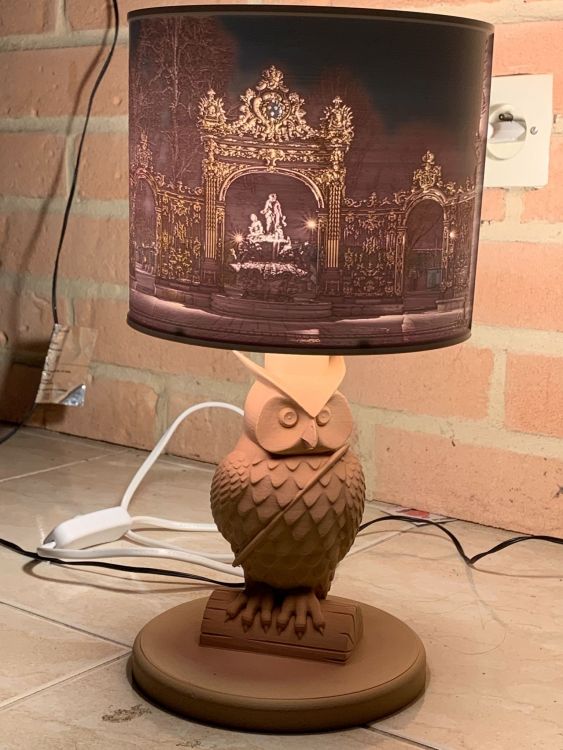
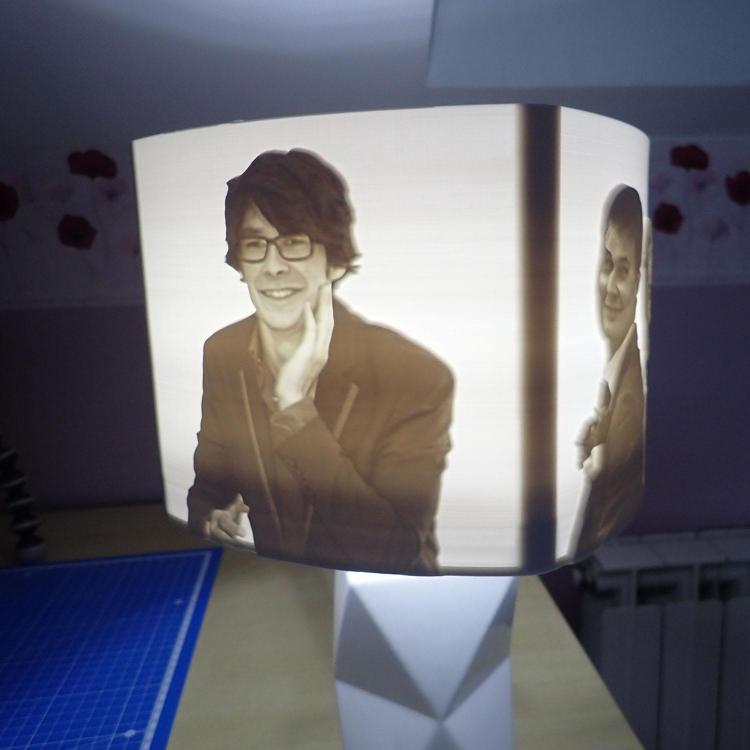
Abat jour Nantes en lithophanie !1 point
-
Mon dernier Print
 1 point
1 point -
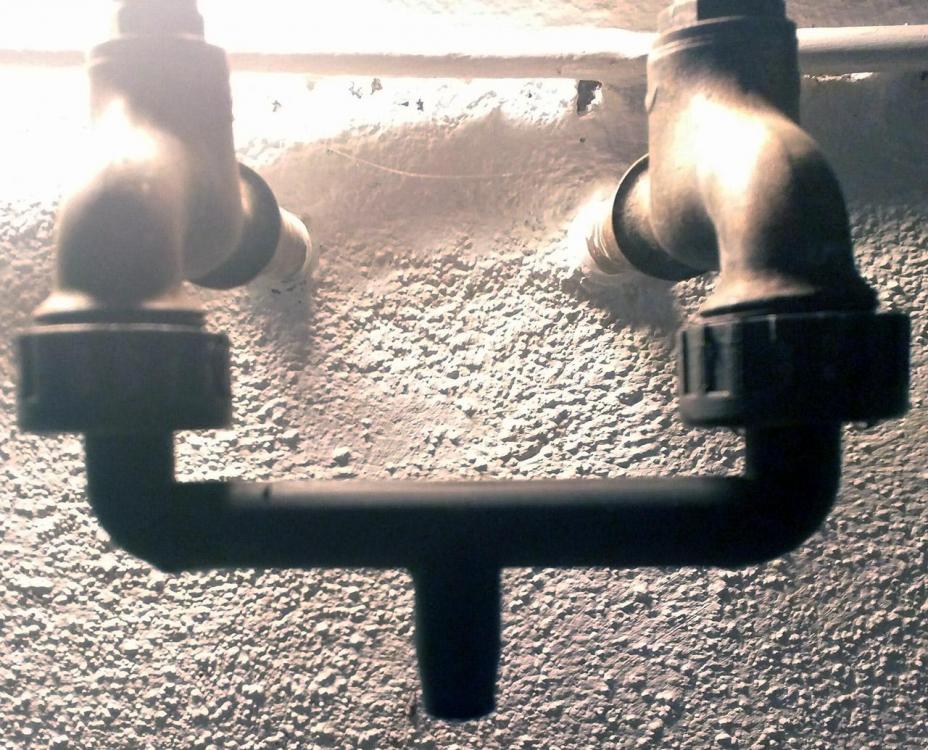
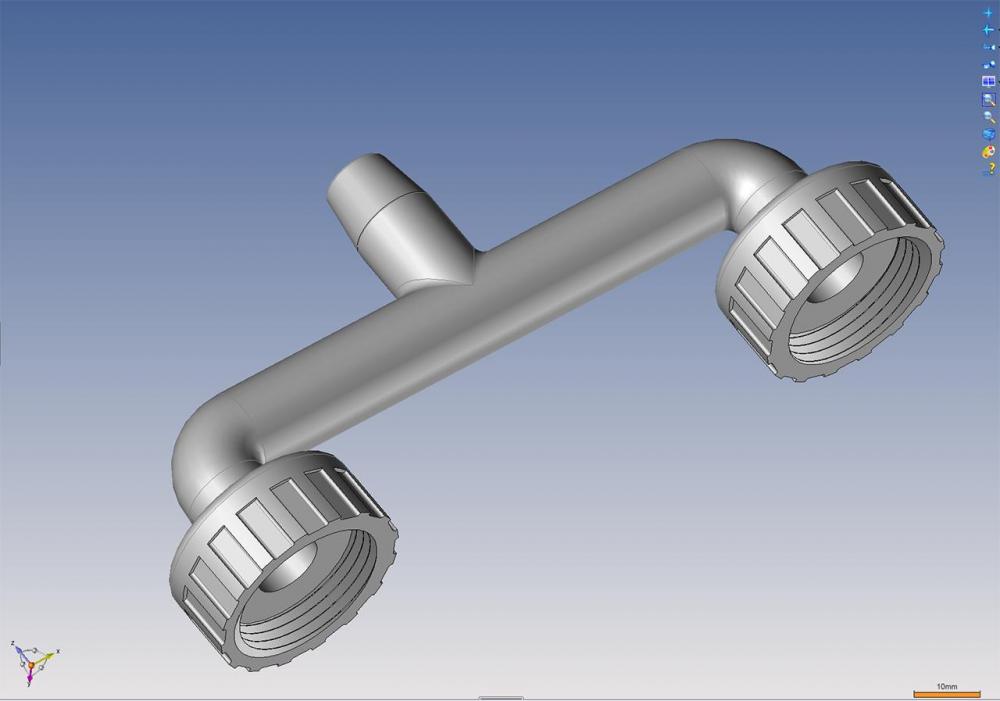
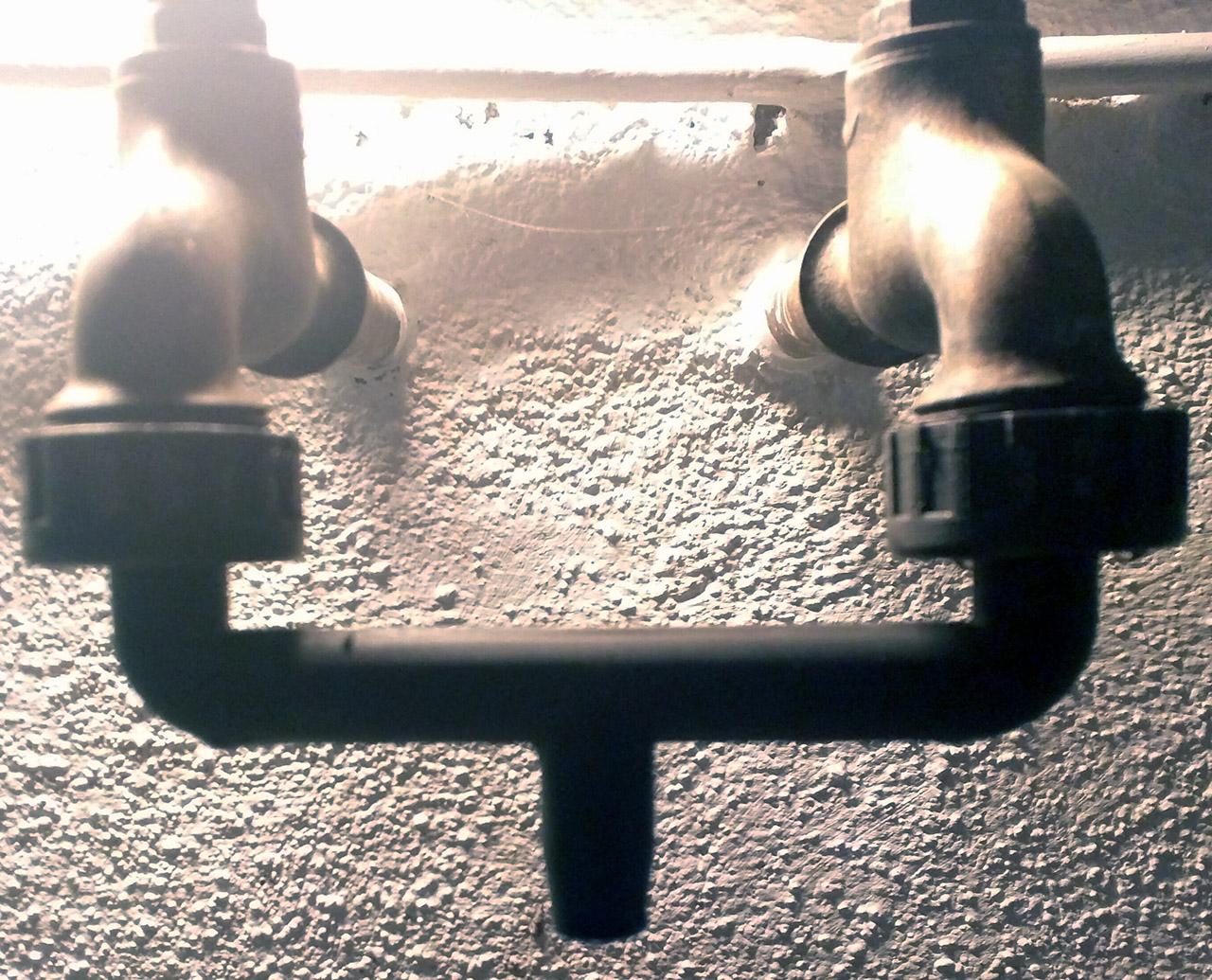
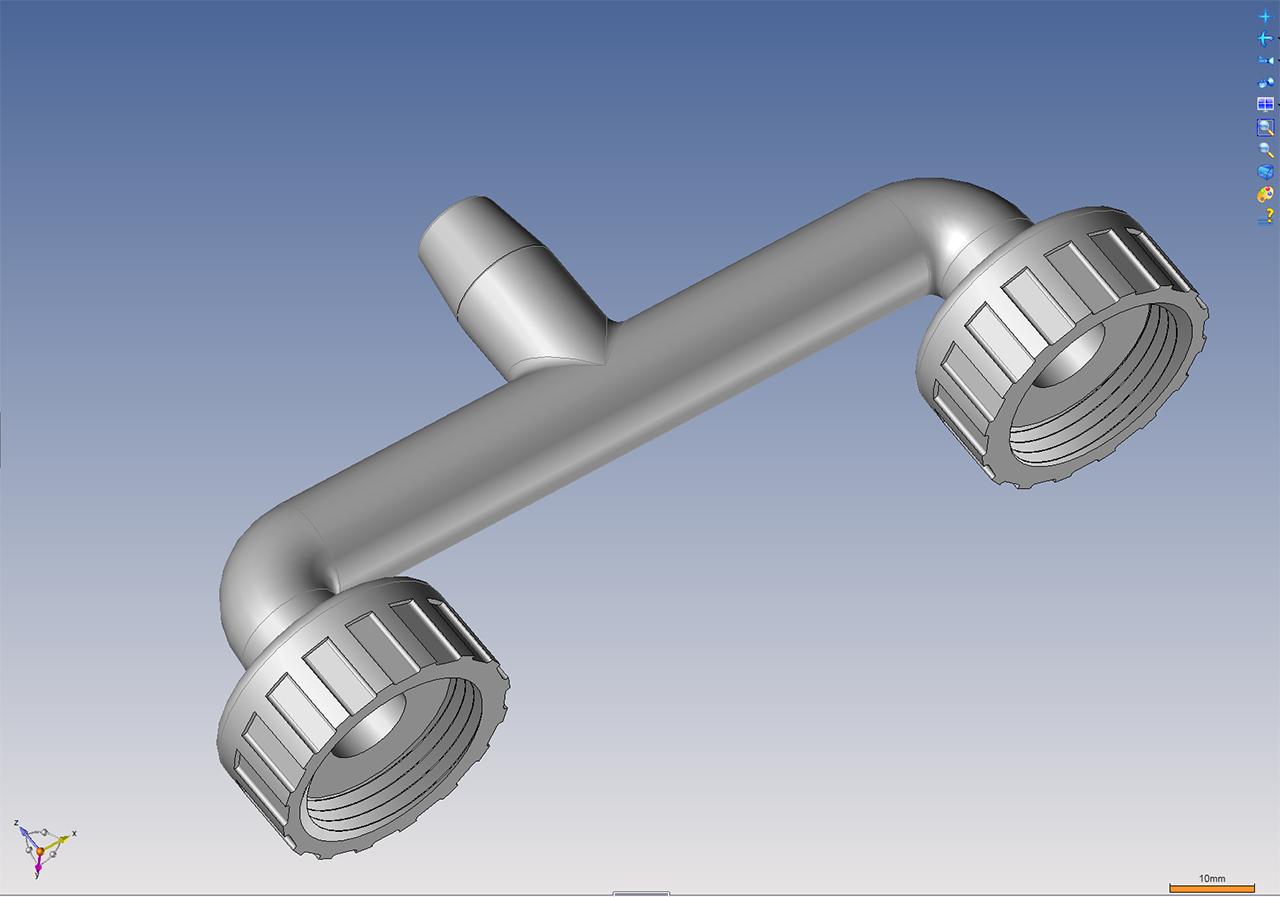
Une petite pièce technique pour moi imprimée en PLA pour l'essai. Un mélangeur pour les robinets de mon garage. Entraxe des robinets 102mm ; Filetages M26x175 Composé de trois pièces imprimées en une seule fois. Passes de 0.1 pour éviter l'effet escalier sur les petits rayons et température à 215/50.
 1 point
1 point -
1 point
-
vernissage du casque anubis


 1 point
1 point -
je prépare un nouveau projet j ai commencer a imprimé

 1 point
1 point -
je reviens a la charge avec un sculpte fait après la sortie du film indominus rex , je dois trouver une solution pour les plumes primitive a incruster




 1 point
1 point -
avancée peinture non vernis pour le moment casque anubis sculpte perso


 1 point
1 point -
Bonjour à tous, J'ai reçu ma CR10S 300 la semaine passée, voici mon dernier print, je suis très content du résultat obtenu Lien STL: https://www.thingiverse.com/thing:937740 Scale: 350% Matière: PLA argent 1.75mm de chez 3DOnline.be Bed: 0° Nozzle: 205° 0.4mm Infill: 10% Print time: 68h Wall: 1.2 mm top/bottom: 0.8 mm Speed: 80mm/s

 1 point
1 point -
Histoire de donner un peu des nouvelles après pas mal de temps sans m'occuper de ma belle malheureusement par manque de temps ^^. Voici les 4 éléments (sans Mila jovovich malheureusement lol). Filament utilisé, j'ai du pla de chez filament-abs et du ice filament de chez Amazon. en 0,1mm en général j'étais a 195° et bed a 30° ( a savoir que j'imprime sans chauffer le bed suite à un souci qui fera place à un prochain post). Slicer cura pas de réglage particulier. Chaque pierre imprimer en 2 parties 50/50.

 1 point
1 point -
Un petit châssis de quadcopter, en PLA résolution 0,1mm.
.thumb.JPG.eeb91da8f024214ed4dfe13273672ea9.JPG)
.thumb.JPG.e88d73fd66bb8218c698d725d65e8624.JPG)
.thumb.JPG.497ff812d87f109de83e48faf09ebf63.JPG)
.thumb.JPG.21541993e397dcb4ec0873aa9f737010.JPG)
.thumb.JPG.75780cb959131ae56579b68ca006af96.JPG)
.thumb.JPG.9670cf5afb10e785cb4aec46bdf54e83.JPG)
.thumb.JPG.231d0c4bdd9064efc9c51c40a4e70c7c.JPG) 1 point
1 point -
Bonjour à tous vos impressions sont vraiment tops ! Petit coup de coeur pour la ducati ;-) Pour ma part voici mon réglage de base pour le pla: Température d'impression: 200 Température du lit: 50 Support: partout avec radeau Infill: 20% Couche: 0.2mm Surface d'impression: buildtalk sur miroir fourni Filament: prima select de chez primafilament Slicer: cura Support et brim ou raft à appliquer selon les cas. Seul le yoyo coccinelle à été imprimé en 0.1 mm pour la base rouge (résultat super propre de quoi oublié le 0.2 mm ! Envoyé de mon D6503 en utilisant Tapatalk1 point
-
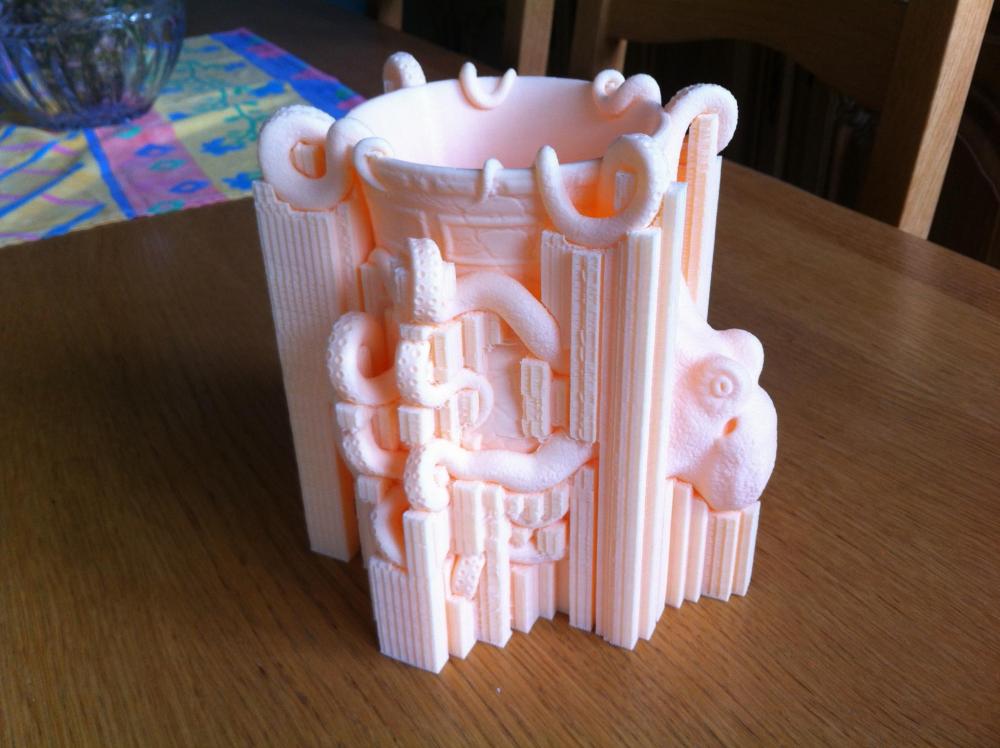
En vrac quelques modèles imprimés que je trouve fascinants : Ce très beau vase porte-crayons : https://www.thingiverse.com/thing:2203039 La fusée de Tintin imprimée en deux couleurs, pièces montées en puzzle (taille : 333% = 58cm) : https://www.thingiverse.com/thing:2335129 La boite "iris" imprimée en 0.1mm (puis plus grande en 0.2mm) : magnifique mouvement. Un peut d'huile de silicone et ça glisse parfaitement! https://www.thingiverse.com/thing:1817180 le "joint Koenig" : cardant pouvant atteindre un angle aigu : https://www.thingiverse.com/thing:1590253




 1 point
1 point -
Pas mal de jolies pièces ici! Je participe avec la Creality en test En 0.2 4H d'impression de mémoire^^ Température d'impression : 211 Température du lit : 60 Support : Nop Surface d'impression : Miroir! Filament : Filament Bois Esun Slicer : S3D Lien du fichier : https://www.thingiverse.com/thing:966908

 1 point
1 point -
Voilà mon print de la semaine dernière. Gros boulot, environ 39h de print, autant d'assemblage et de peinture. Dimensions 30 x 17 cm, 42 pièces à imprimer et assemblées. PLA grossiste 3d blanc et gris, 210°/60°, 60mm/s, 0,15mm, peinture acrylique a l'aerographe. Photos : Envoyé de mon iPhone en utilisant Tapatalk1 point
-
Petit print d'hier. PLA grossiste 3d, 210°/60°, 60mm/s Envoyé de mon iPhone en utilisant Tapatalk1 point
-
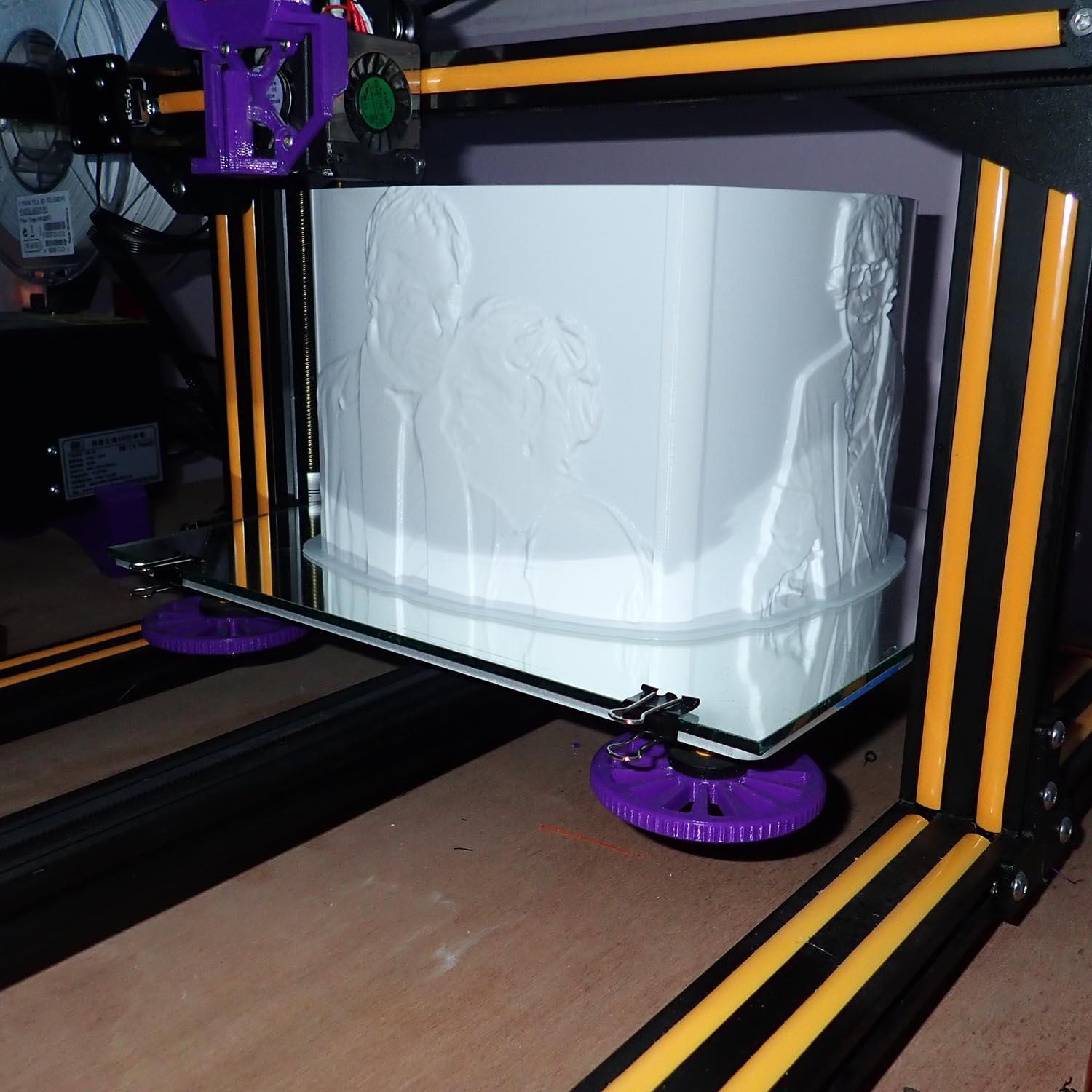
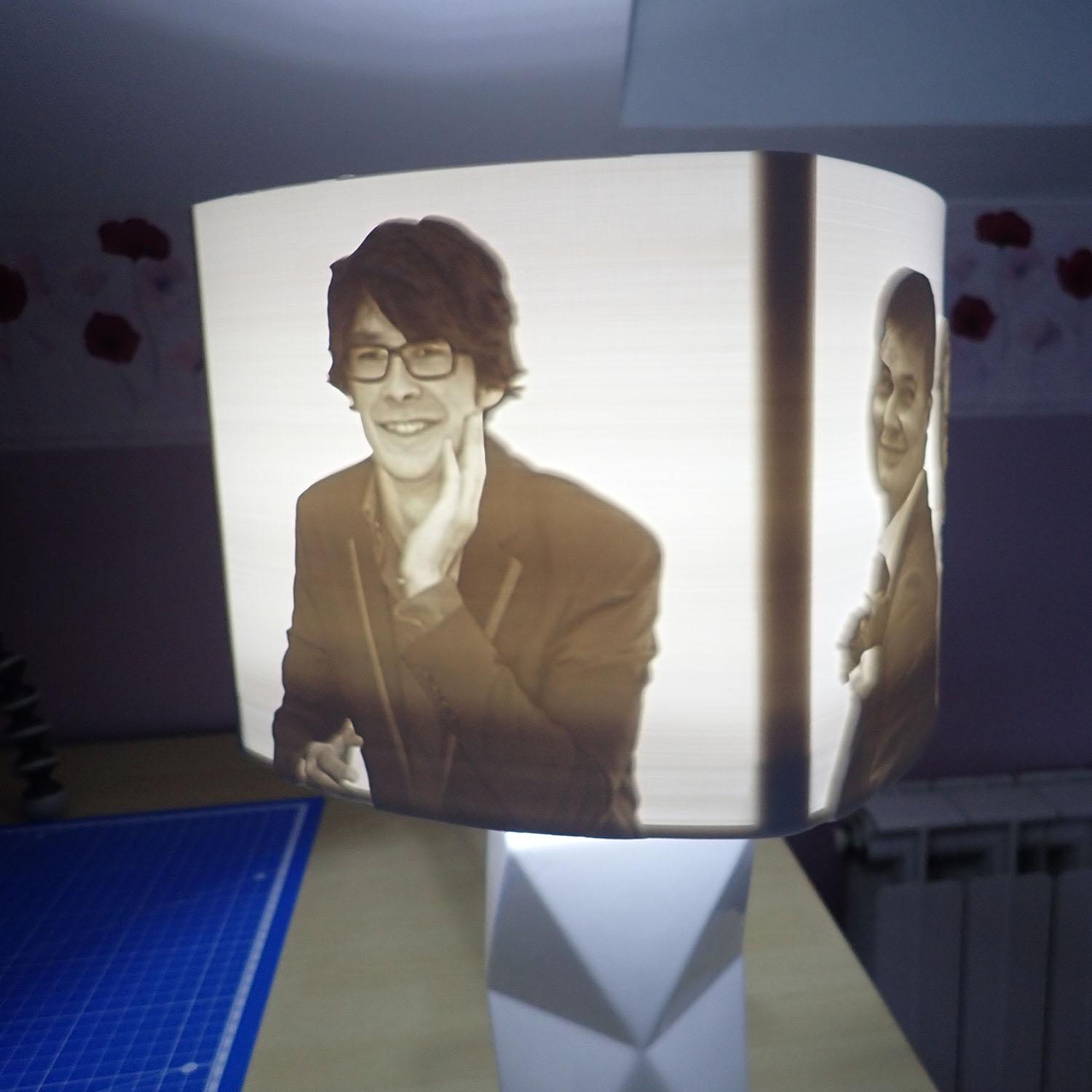
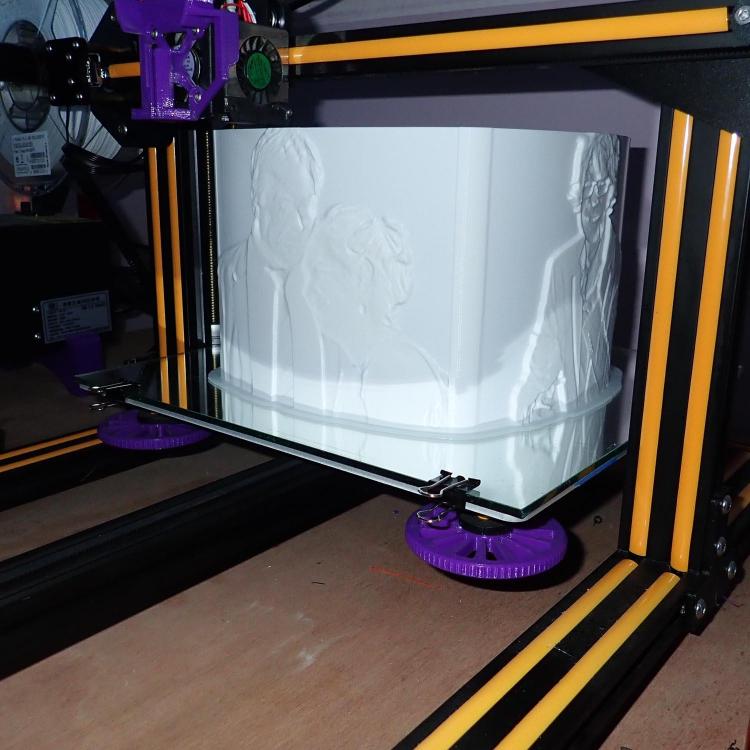
Je me lance également. C'est la plus longue impression que j'ai jamais réalisé : 82 heures. Dimensions de l'abat-jour : 224x224x166mm. Petite précision, cette impression a été réalisée sans aucune modification de refroidissement de l'imprimante... comme quoi, nos petites bêtes sont capables de belles réalisations sans aucune modification. Température d'impression : 205°Température du lit : 65° Hauteur de couche : 0.12mm Remplissage à 100%Support : NONSurface d'impression : 224x224mmFilament : ESUNSlicer : Cura 3.1 Épaisseur l'abat-jour : 1.5mm.

 1 point
1 point


















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



























































.JPG.e86a3c0c31fc0e3203094d5bea247a21.JPG)
.JPG.ef82ff96db73c0994aabaf518b560df0.JPG)
.JPG.b7201450bb9dd364e36fbc994377efa7.JPG)
.JPG.e27d2cfdae9f3be3dff07c574a466f9e.JPG)
.JPG.9e47698390b9c833ec14a328053a37b7.JPG)
.JPG.f3bfa23657f9801ea304c1090d0b8658.JPG)
.JPG.9eb06e0330011ee9ea3d23a190145725.JPG)