Classement



Contenu populaire
Contenu avec la plus haute réputation dans 20/02/2021 Dans tous les contenus
-
Avec l'écrou et les aimants collés et un peu de graisse entre billes et aimants

 2 points
2 points -
Quelques éléments de réponse ... https://france3-regions.francetvinfo.fr/nouvelle-aquitaine/vienne/poitiers/tri-selectif-faut-il-jeter-sa-bouteille-plastique-aplatie-ecrasee-hauteur-laisser-telle-quelle-1677721.html2 points
-
Pour l'adhérence, tu peux réaliser des réglages pour la couche initial uniquement. Par exemple : + chaud, + large, + de débit, - vite, etc. Des fois j'utilise du scotch de peinture, ou tu peux aussi ajouter une 'bordure' (option dans cura).1 point
-
Merci j'avais pas connaissance de cette option dans marlin, apparemment option avec 2,3 ou 4z. Je garde sous le coude1 point
-
Vous déconnez les gars, caisse que le paramétrage d'Octoprint peut bien faire à la prise de Ref ? L'imprimante marche très bien SANS octoprint ! Que ça soit apparu après son installation ne peut être qu'un hasard Le problème est "tailleur"1 point
-
Fait voir des photos de ton cube et une vidéo du début de l'impression les 2 premières couches cela aidera a te donner un avis.1 point
-
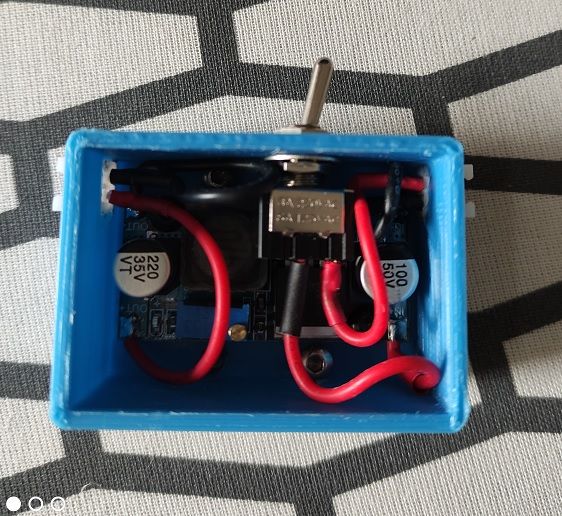
Avec un peu de retard voici l'installation terminée réalisation boitier qui renferme un module LM2596 avec interrupteur et 2 connecteurs JST j'ai tiré l'alimentation depuis le boitier centrale, passé les fils dans la gaine tressée. pareil pour l'alimentation des led et fin de filament, dans la gaine jusqu'au Nozzle. positionné le boitier a la place de l'interrupteur filament.qui lui est placé sur le direct drive titan. quelques photos boite alim v9.stl boite alim couvercle v2.stl


 1 point
1 point -
define Z_STEPPER_AUTO_ALIGN #if ENABLED(Z_STEPPER_AUTO_ALIGN) // Define probe X and Y positions for Z1, Z2 [, Z3 [, Z4]] // If not defined, probe limits will be used. // Override with 'M422 S<index> X<pos> Y<pos>' //#define Z_STEPPER_ALIGN_XY { { 10, 190 }, { 100, 10 }, { 190, 190 } } /** * Orientation for the automatically-calculated probe positions. * Override Z stepper align points with 'M422 S<index> X<pos> Y<pos>' * * 2 Steppers: (0) (1) * | | 2 | * | 1 2 | | * | | 1 | * * 3 Steppers: (0) (1) (2) (3) * | 3 | 1 | 2 1 | 2 | * | | 3 | | 3 | * | 1 2 | 2 | 3 | 1 | * * 4 Steppers: (0) (1) (2) (3) * | 4 3 | 1 4 | 2 1 | 3 2 | * | | | | | * | 1 2 | 2 3 | 3 4 | 4 1 | */ #ifndef Z_STEPPER_ALIGN_XY #define Z_STEPPERS_ORIENTATION 0 #endif // Provide Z stepper positions for more rapid convergence in bed alignment. // Requires triple stepper drivers (i.e., set NUM_Z_STEPPER_DRIVERS to 3) //#define Z_STEPPER_ALIGN_KNOWN_STEPPER_POSITIONS #if ENABLED(Z_STEPPER_ALIGN_KNOWN_STEPPER_POSITIONS) // Define Stepper XY positions for Z1, Z2, Z3 corresponding to // the Z screw positions in the bed carriage. // Define one position per Z stepper in stepper driver order. #define Z_STEPPER_ALIGN_STEPPER_XY { { 210.7, 102.5 }, { 152.6, 220.0 }, { 94.5, 102.5 } } #else // Amplification factor. Used to scale the correction step up or down in case // the stepper (spindle) position is farther out than the test point. #define Z_STEPPER_ALIGN_AMP 1.0 // Use a value > 1.0 NOTE: This may cause instability! #endif // On a 300mm bed a 5% grade would give a misalignment of ~1.5cm #define G34_MAX_GRADE 5 // (%) Maximum incline that G34 will handle #define Z_STEPPER_ALIGN_ITERATIONS 5 // Number of iterations to apply during alignment #define Z_STEPPER_ALIGN_ACC 0.02 // Stop iterating early if the accuracy is better than this #define RESTORE_LEVELING_AFTER_G34 // Restore leveling after G34 is done? // After G34, re-home Z (G28 Z) or just calculate it from the1 point
-
Salut, Question idiote: tu n'aurais pas oublié de corriger le Z-offset du BLTouch?1 point
-
Je ne vois pas ce que vient faire le Z_MIN_PROBE_PIN. Par contre, je viens de voir que tu avais ces lignes de configuration.h décommentée : #define FIX_MOUNTED_PROBE #define AUTO_BED_LEVELING_BILINEAR #define Z_SAFE_HOMING Il faudrait les commentées puisque tu n'auras pas de capteur de nivellement. Pour le fin de course Y, comme tu as déjà tout inversé, il n'y a pas d'autres modifs à apporter d'après moi.1 point
-
Un taux de remplissage important entraine une pression très forte lors de la rétraction du fil quand il refroidit. Bien nettoyer son bed eau + liquide vaisselle et alcool isopropylique, il faut diminuer le remplissage, faire une bordure, augmenter la température de la couche initiale de +5°, éventuellement rajouter de la laque et peut-être descendre légèrement le z-offset. Egalement pour la première couche, hauteur supérieur genre 0.2, largeur de ligne 105/110%.1 point
-
Salut, Tes fichiers me paraissent cohérents. A priori, après avoir fait une prise d'origine, tu devrais pouvoir déplacer les axes dans les 2 sens. Comme il n'y a que ce paramètre qui gère la conversion de pas en mm, c'est obligatoirement cette variable qu'il faut modifier. Je n'ai pas compris si tu as déjà fait la structure ou si tu modifies seulement le firmware sur une structure cartésienne? Si c'est le dernier cas, il faut raisonner par rapport au diamètre de l'arbre moteur. Je n'ai pas regardé mais la version de CURA pour ce type de machine est dispo? A quelle solution penses-tu pour la "courroie" du plateau (la jonction des 2 extrémités semble être un point très délicat)?1 point
-
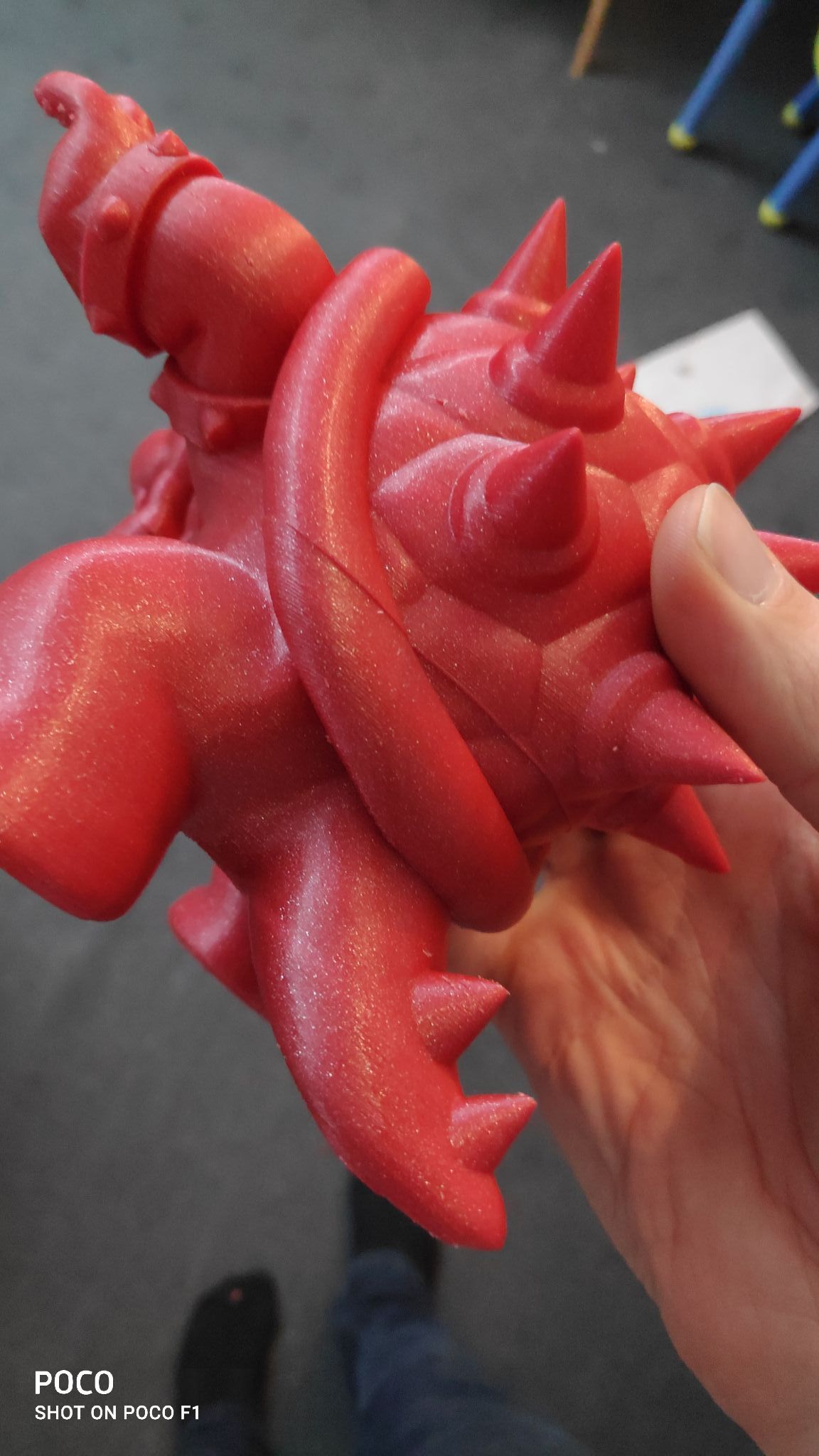
Bonsoir, bon de nouveau décalage sur un print de 38h dommage car c'est bien propre sinon avec le PLA métallisé de ArianePlast. Il va falloir que je vois ce qui déconne




 1 point
1 point -
Bonjour à tous, Je découvre ideaMaker avec grand plaisir en remplacement de S3D depuis une bonne semaine. Je me trouve confronté à un petit problème, peut-être pourrez-vous m'aider : J'utilise trois imprimantes 3D différentes et après avoir validé mon premier profil, je commence à faire les autres. Une chose que je ne comprends pas c'est pourquoi avoir placé l'onglet concernant la gestion du débit principal dans les paramètres du matériau (extruder principal) plutôt que dans les profils? Parce que je viens de créer une 2ème imprimante et le multiplicateur d'extrusion (débit) n'est pas le même que sur la 1ere... du coup je ne peux pas utiliser ce profil "d'extrudeur principal" avec ma 2ème imprimante alors que les autres paramètres sont bon (densité, prix, diamètre...). C'est un peu absurde non? Des avis? Vous gérez comment? Parce que je n'ai pas trouvé dans les profils d'impression de paramètre de débit sauf pour remplissage, support.... Merci d'avance pour votre aide! Pierre [Edit] c'est bon j'ai trouvé! Je n'avais pas vu mais on peut régler le débit dans l'onglet avancé des profils d'impressions...1 point
-
Re bonjour tout le monde cela fait maintenant bien trop de temps sans nouvelles, Pour faire simple, j'ai abandonné cette machine. impossible de tendre les courroies, les moteurs sont faiblards, ils chauffent en a peine 5 minutes de fonctionnement. Impossible de débrayer le moteur de l'extrudeur pour changer de fil en cours de route, bref je persiste et signe ne faites pas comme moi (a moins de faire comme moi, "pour voir") passez directement sur une vraie machine l'ender3 est là pour débuter A+0 points