Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/02/2021 Dans tous les contenus
-
Salut, Je confirme https://www.lesimprimantes3d.fr/forum/uploads/monthly_2021_02/image.png.7354af458708775d9b44bd60e5bc74c0.png
 2 points
2 points -
Bonsoir à tous, Comme demandé par certains voici un tutoriel pour utiliser la version Marlin 2.0.7.2 si vous possédez une LK4pro ou U30pro avec BL-touch. Firmware de l’écran : - décompresser le fichier Longer_lk4pro_French.zip 2 Mo · 0 downloads - copier le dossier DWIN_SET sur une carte SD -suivre le procédure fournie par longer pour mise à jour de l’écran Update UI interface tutorial.pdf 520 Ko · 0 downloads Firmware Marlin : - utiliser le fichier : LK4pro_bltouch_Marlin2.0.7.2_French.hex 350 Ko · 0 downloads - utiliser le tutoriel suivant pour téléverser :Update firmware tutorial.pdf Paramétrer le BL-Touch: pour le support BL-Touch : si utilisation du support suivant https://www.thingiverse.com/thing:4261004 ,rien a faire déjà paramétré ( X-33mm ; Y -5 mm) Si utilisation d'un autre support récupérer les décalages en X et Y de la buse par rapport à la pointe du BL-touch (attention au sens : Valeurs négatives sui le BL-touch est à gauche et devant la buse). Envoyer Gcode via menu de l’écran : -> outils -> G-Code ou via PC M851 X(valeur décalage en X) Y(valeur décalage en Y) exemple M851 X-33 Y-5 Puis sauvegarder l'EEPROM via le g-code : M500 Pour le réglage de l'offset en Z: - préparer une feuille de papier au centre du plateau et aller dans le menu de l'ecran : -> outil -> nivellement -> Z offset Régler la valeur de Z jusqu'à jeu satisfaisant avec la feuille Merci de me faire part de vos retours. Je travaille actuellement sur une version sans BL-touch pour ceux qui souhaitent conserver le matériel original. Avec intégration d'un "palpage" manuel du plateau via l'écran (pilotage Z selon pas de 0.1 et 0.01mm). Appelé MBL : Manual Bed Leveling Bonne soirée Pour rappel les codes sources des fichiers fournis sont disponibles ici : https://github.com/DaGr70/Marlin_Longer_LK4_pro https://github.com/DaGr70/Marlin_Longer_LK4_pro/releases/tag/2.0.7.2_V22 points
-
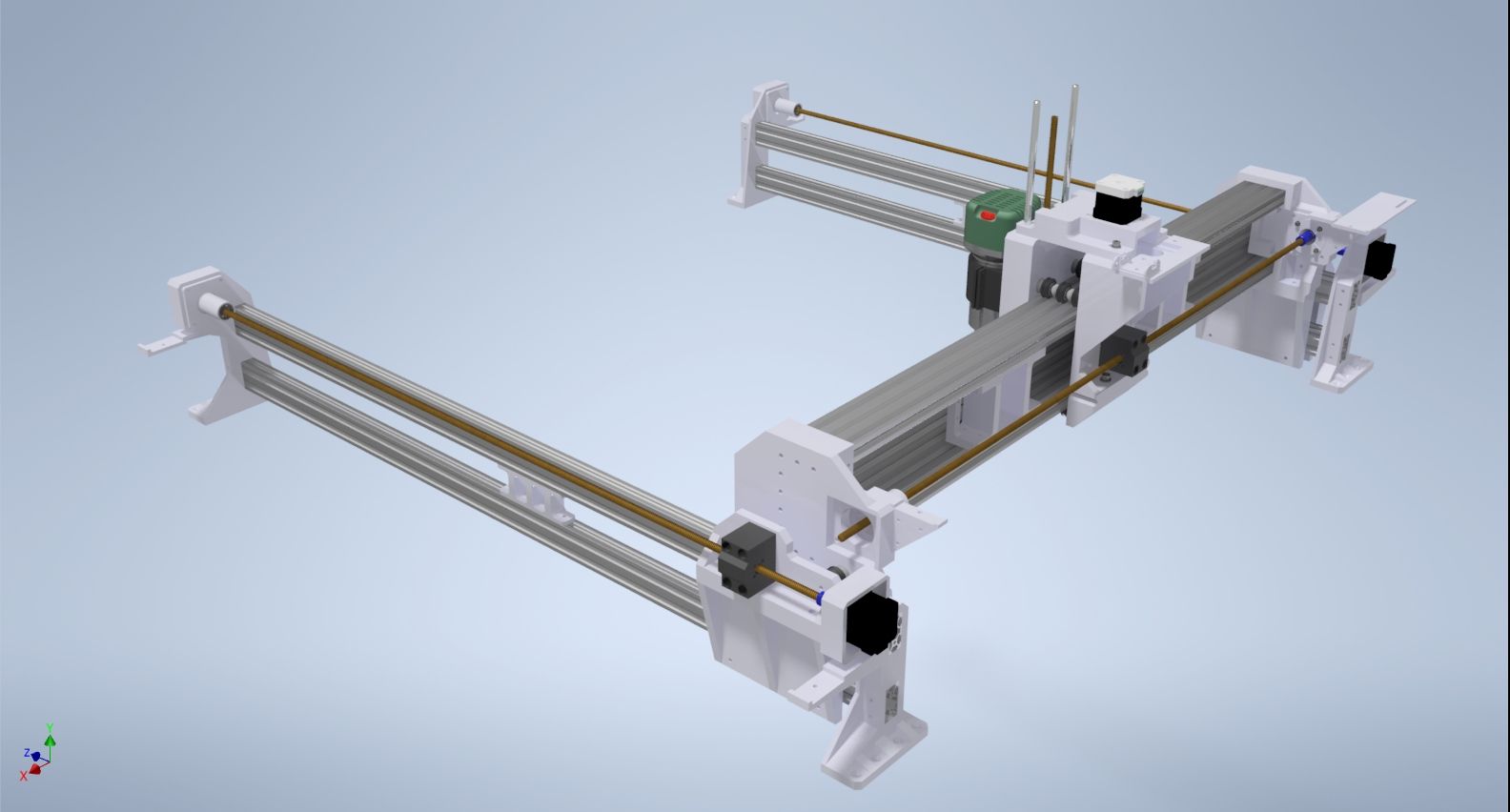
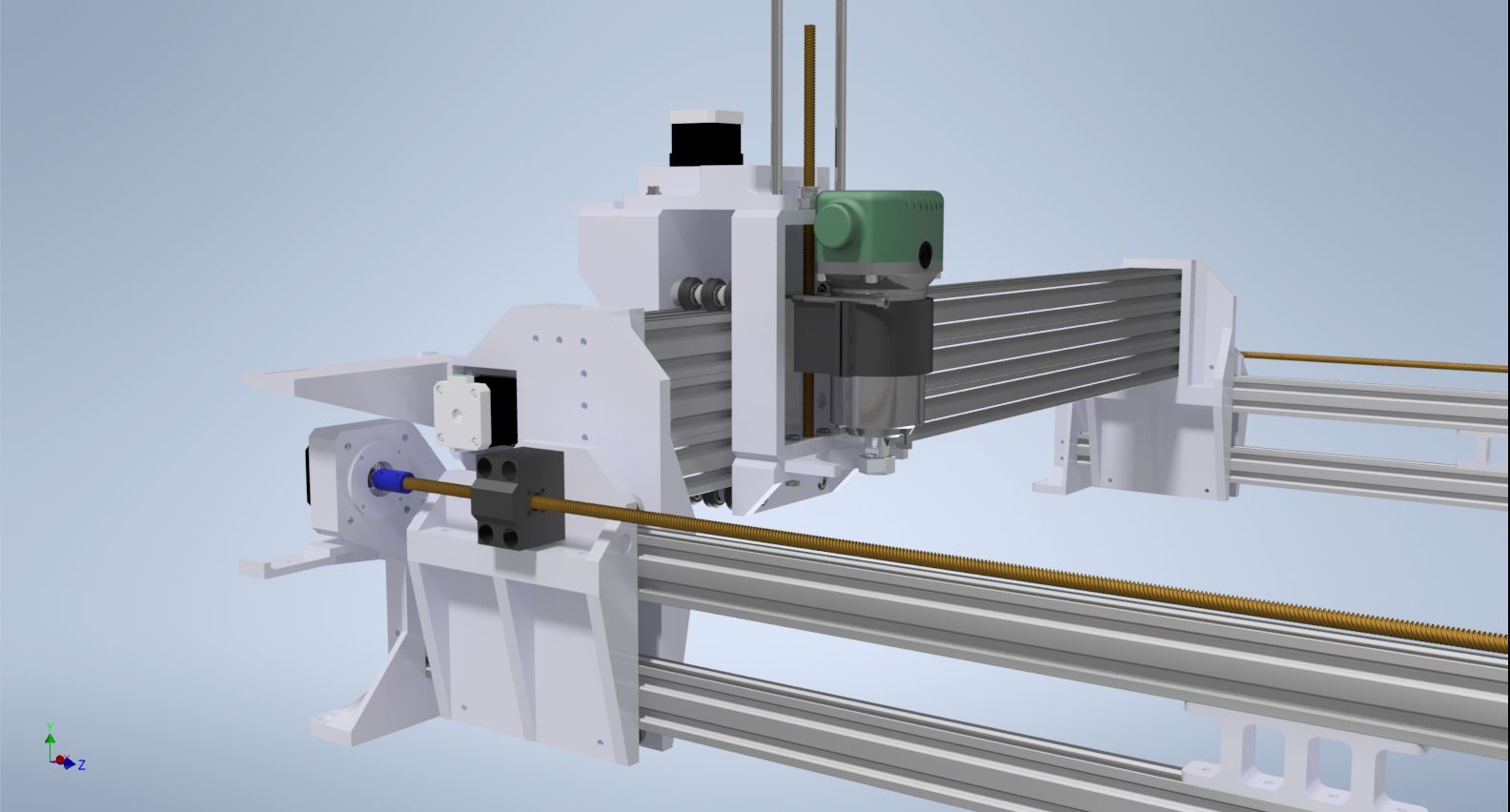
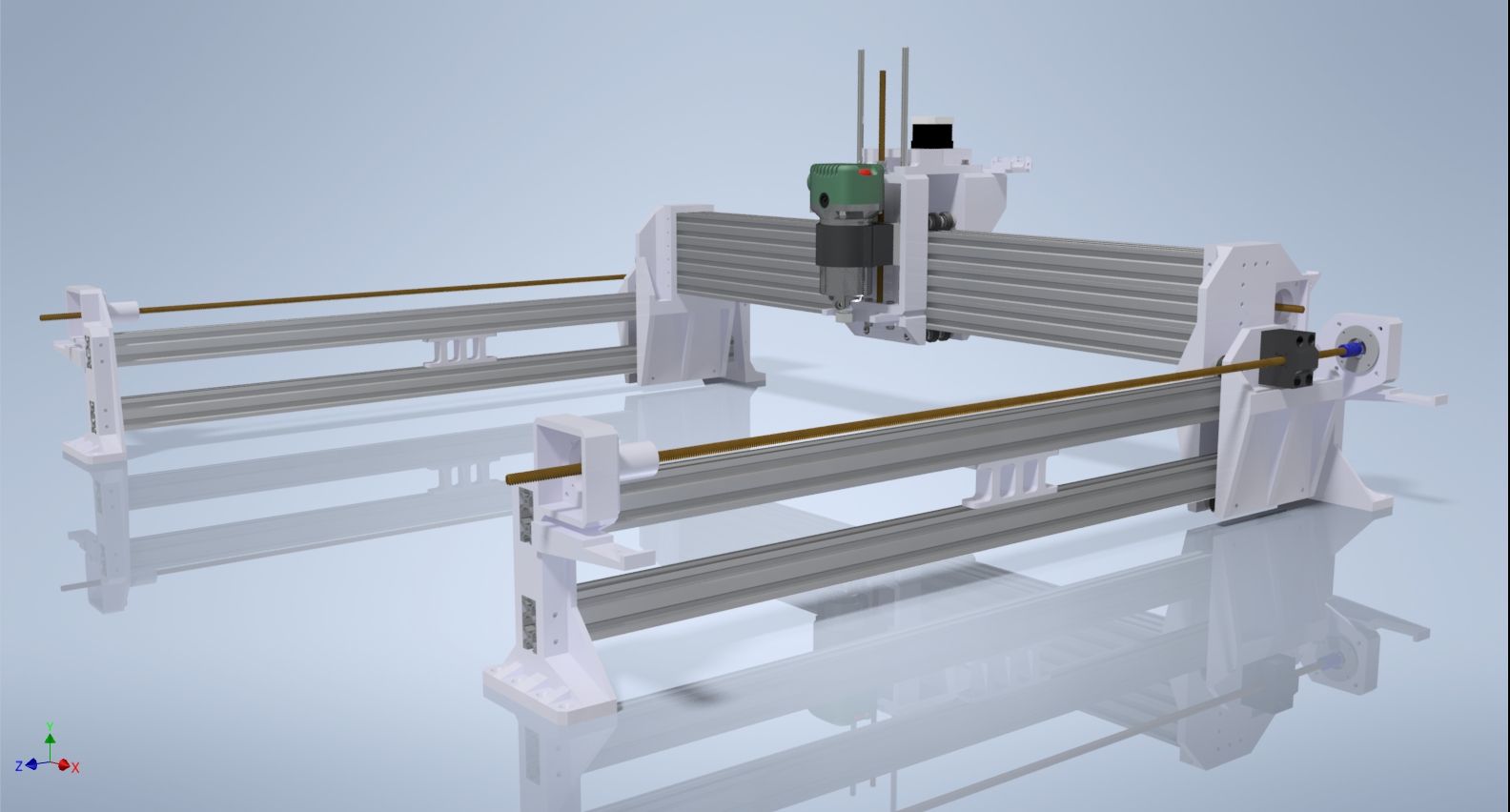
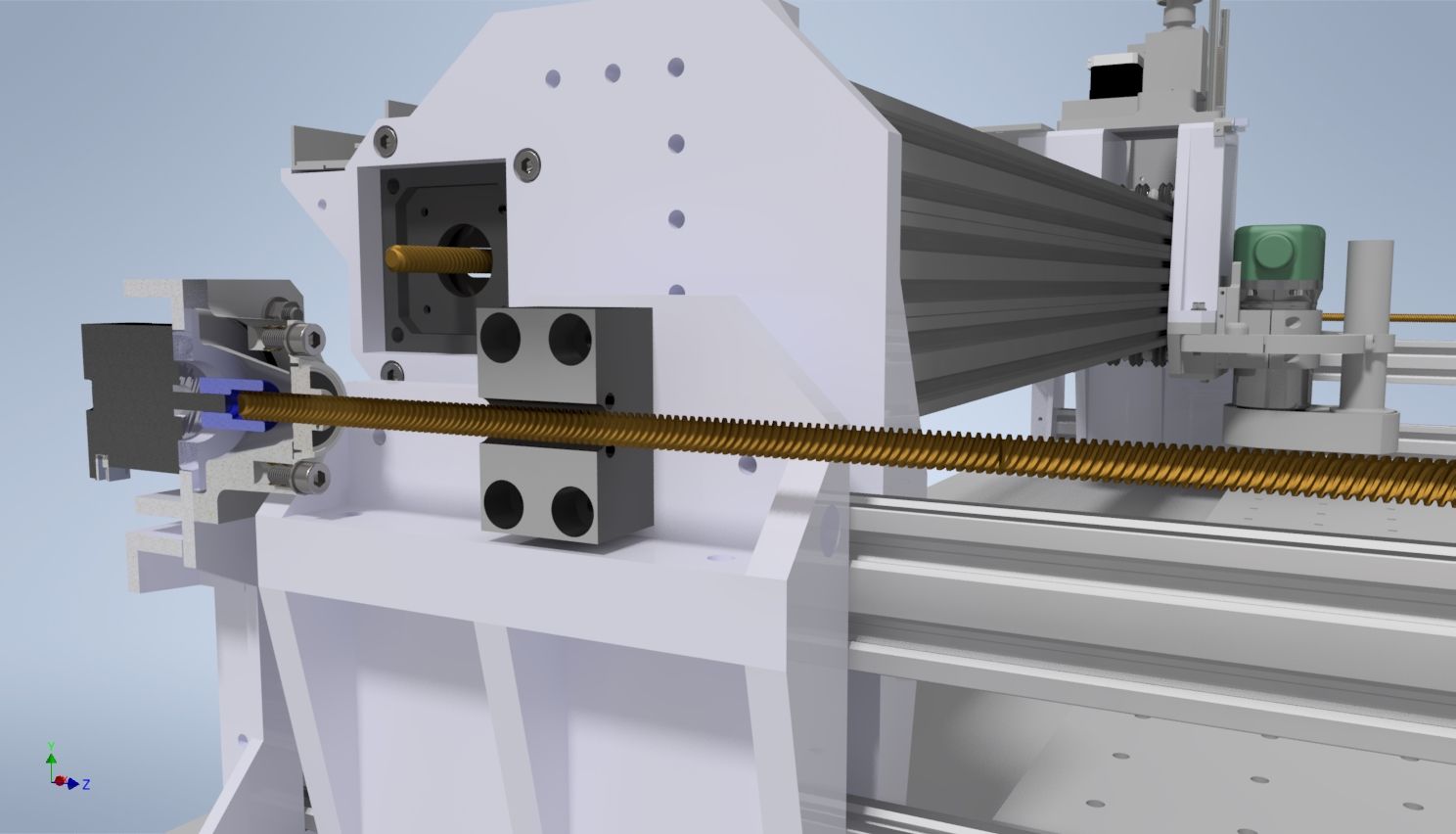
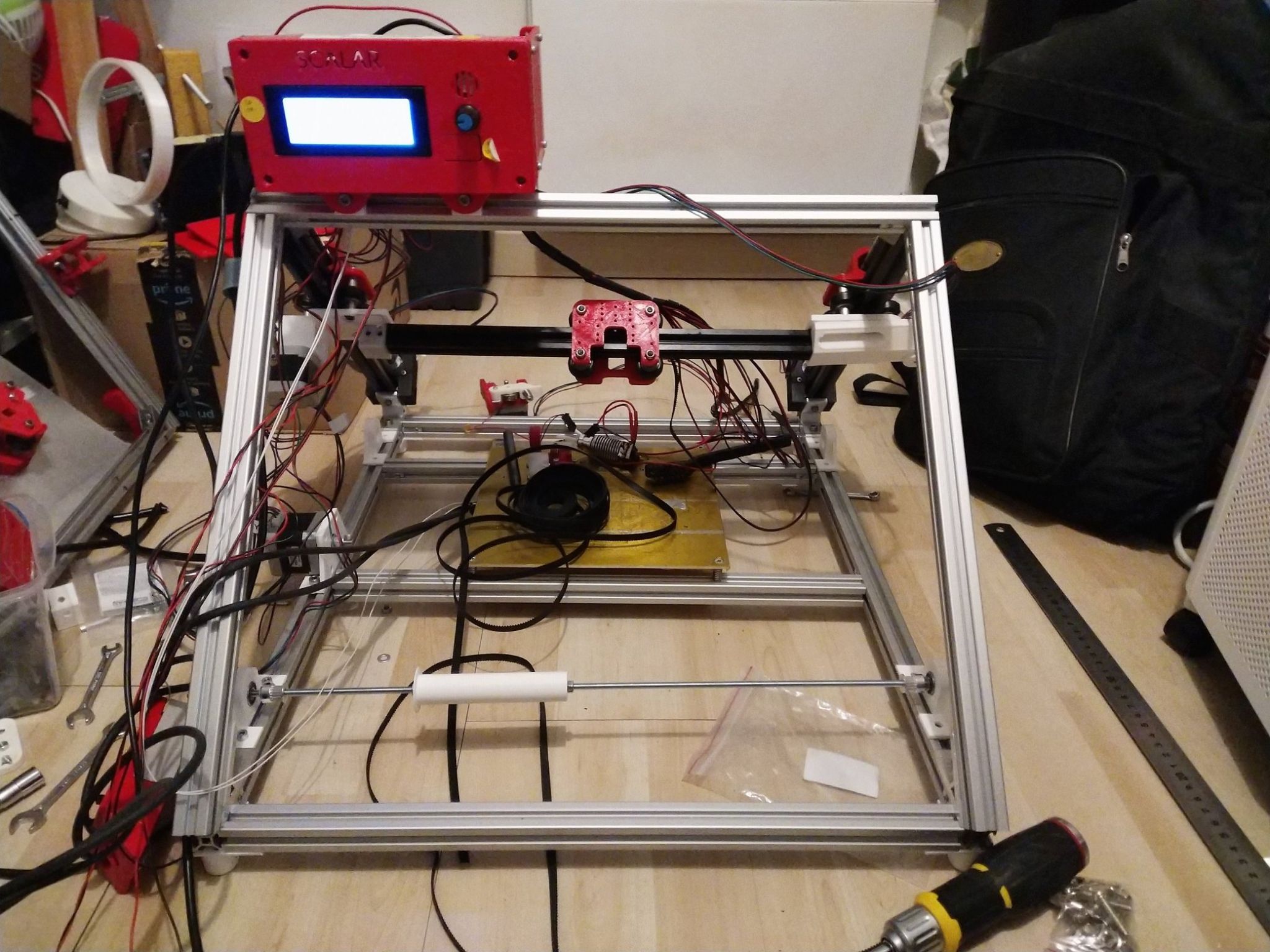
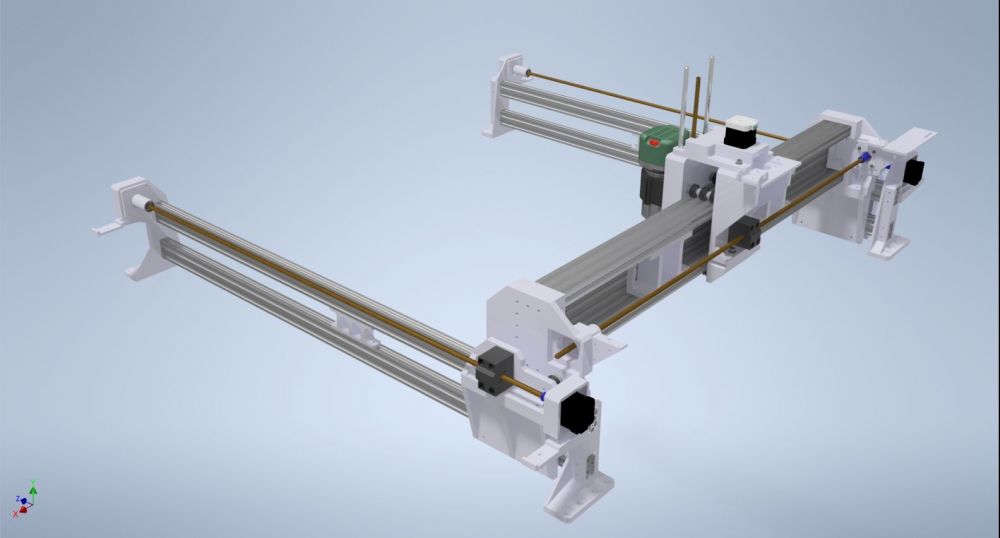
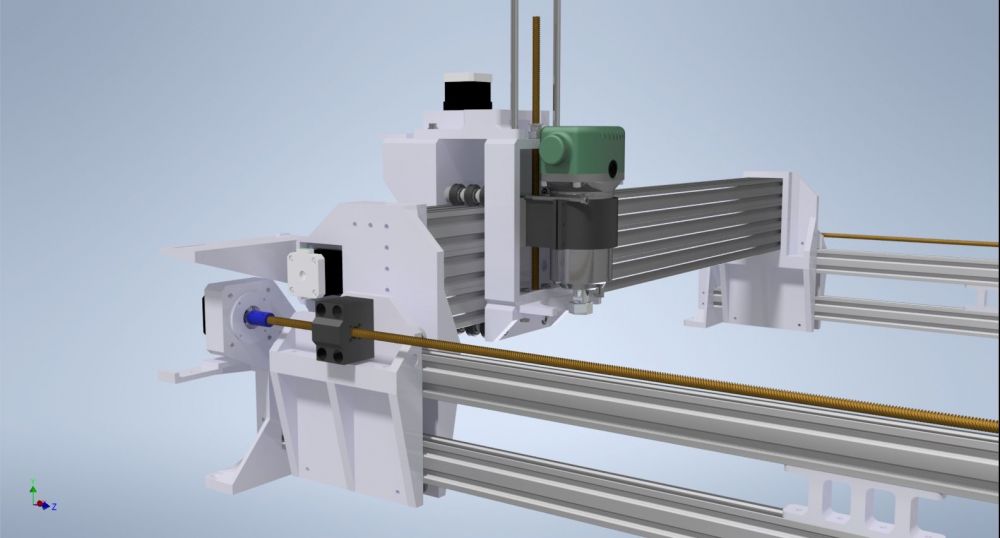
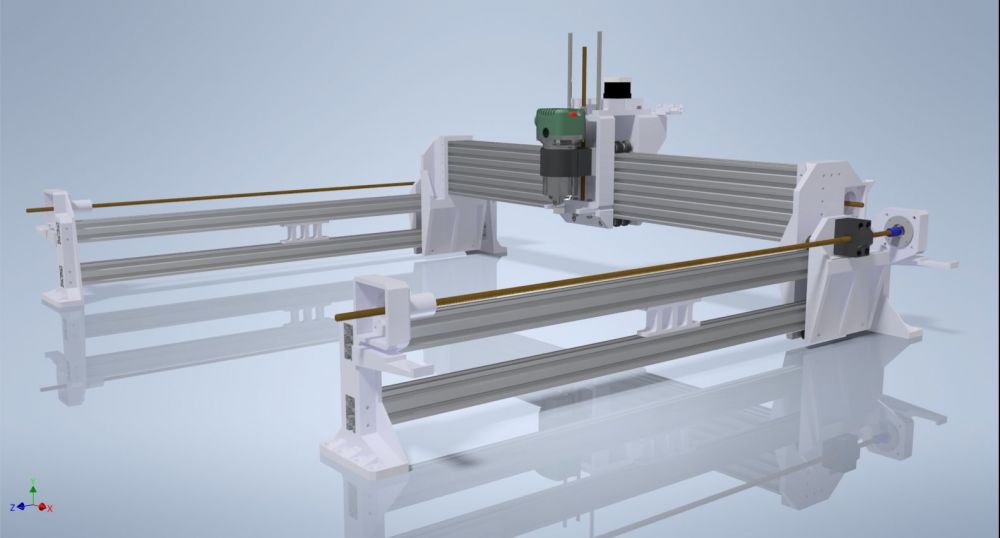
J'ouvre un sujet pour ma CNC et éviter de mélanger CNC et imprimantes 3D, comme j'ai commencé à le faire dans mon sujet de présentation de mes imprimantes. Je suis parti de la CNC de Topsie que j'ai modifié au fur et à mesure de la modélisation sous Inventor. La modification principale est la possibilité d'upgrader la CNC de NEMA17 à NEMA23 sans refaire des pièces, juste supprimer les platines d'adaptation NEMA17. Le support de la broche a été également modifié pour permettre de descendre beaucoup plus bas. Les vis trapézoïdales sont bridées de manière très basique entre deux paliers à chaque extrémité via les vis de l'épaulement du roulement.
 1 point
1 point -
@PPAC bon j'ai réussi flash avec le nouveau firmware après une petite galère xD je fait un print de test et ensuite j'en ferait un complet et je te mettrai une petite photo sans souci1 point
-
ok merci je vient de compiler le firmware il fallait aussi décommenter cette commande NOZZLE_PARK_FEATURE qui est dans le fichier configuration.h sinon j'avait une erreur a la compilation1 point
-
Se sont tes supports qui doivent être mieux configurés, y'a pas mal de tuto sur le web qui explique de sméthodes pour être le plus propre possible tout en pouvant les retirer sans dégâts. Voir aussi du côté ventilation. une photo de ta tête ? et les paramètres slicer de ventilation ? Et dans l'idéal on tente d'éviter d'utiliser les supports, ta pièce n'est pas plane de l'autre côté ?1 point
-
Et a savoir que les cartes sd livrées causent souvent des soucis étant de piètre qualité. Il est plutôt recommandé d'utiliser une sd de marque type sandisk, kingston ou autre d'une capacité inférieur a 32Go et formaté en fat32 4096 unités.1 point
-
Je n'avais pas fait attention alors que je l'utilise, désolé. je n'avais pas vu que ton boitier était en bois, en regardant la vidéo c'est plus clair. Seul inconvénient, c'est le surplus de temps important (cela m'a surpris). La différence de matière est insignifiante. exemple une pièce de 160 x 40 en PLA sur une MINI sans lissage: poids 27,64 g - temps 2 h 41 mn Avec lissage: poids 27,78 g - temps 3 h 38 mn1 point
-
écoutes a part une gestion de la visserie assez aléatoire chez Tronxy .... tout va bien le cube de test s'imprime tranquillement je vais pouvoir rapidement passer à l'impression de mes gros projets1 point
-
n'exagérons rien...vu ton parc machine tu n 'es pas non plus un lapin de 6 semaines en matière d'imprimante 3D. Encore désolé pour cet achat non utile (quoi que...) mais ça semble très récent cette évolution qui plus est avec une carte mère spécifique aux versions 500...mais ça prouve que Tronxy fait évoluer d'année en année ses machines. Pour le reste pas d'autres surprises (bonnes ou mauvaises) au montage ?1 point
-
Merci enormement super document1 point
-
Un grand merci à toi @DGR70. Suite à mes soucis précédents de la 1.1.9 en version 0.3.5, je vais suivre ton tuto pour basculer sur la V2 de Marlin. Je te bipe si souci mais ton tuto est très clair. Peut on activer les leds neopixels via gcode car en plus du Bl-Touch, j'ai transformé mon imprimante en lampadaire ? Sinon, il ne me restera qu'à étudier platformio et VBStudio pour retéléverser un nouveau configuration H1 point
-
c'est a peu près le même en terme de mixing mais je parlais du Marlin du Gueroloco, par contre je viens de faire un test en enlevant tout les Mix sauf le 1er et le mix est passé a 100,0% donc le pb vient de la, par contre ca n'explique pas pourquoi il prend le T4 (soit le M164 S4 ; donc le T4 qui est a 75 et 25%). Bon c'est pas grave je creuserai, l'important c'est que ca vient de ça et que je n'ai plus le pb. En fait le mixing n'est pas très important car si on le fait avec gcodemixmaster dont tu nous as donné le lien page 11, il modifie le gcode et on n'en a plus besoin. En tout cas merci de ta disponibilité et de ton aide c'est vraiment sympa A+1 point
-
Le bruit émis par les ventilateurs peut aussi être dû à leur montage, à une grille placée à l'avant (les «découpes» des alimentations ne sont pas ce qu'il y a de mieux par exemple). En ajoutant une simple rondelle en caoutchouc entre la base du ventilateur et son support (vis de fixation), cela est parfois suffisant pour atténuer / réduire le bruit ( @Bosco2509il me semble donnait cette astuce qui a le mérite de ne pas coûter grand chose ). Dans la section Alfawise / Longer3D, @CacaoToravait fait un sujet détaillé sur les ventilateurs. Le regretté @rmlc460en avait lui aussi pondu un dans la section Creality (au tout début de cette section quand elle était encore naissante et n'avait que quelques pages (fin 2016 / début 2017). Je vous laisse chercher1 point
-
@juanpa Salutations Cest une vis M3 x 20mm1 point
-
Il est rare que j'ôte une bobine après impression (en cause peut-être ma tendance à procrastiner ). Elle peut rester de longues semaines sur l'imprimante et j'ai rarement (quasiment jamais) eu de problèmes avec mes filaments (principalement PLA et PETG). Par contre, mes imprimantes ne sont ni dans une salle de bain ni dans un hammam mais simplement dans mon bureau où le taux d'humidité est variable (rarement au-dessus de 55%) .1 point
-
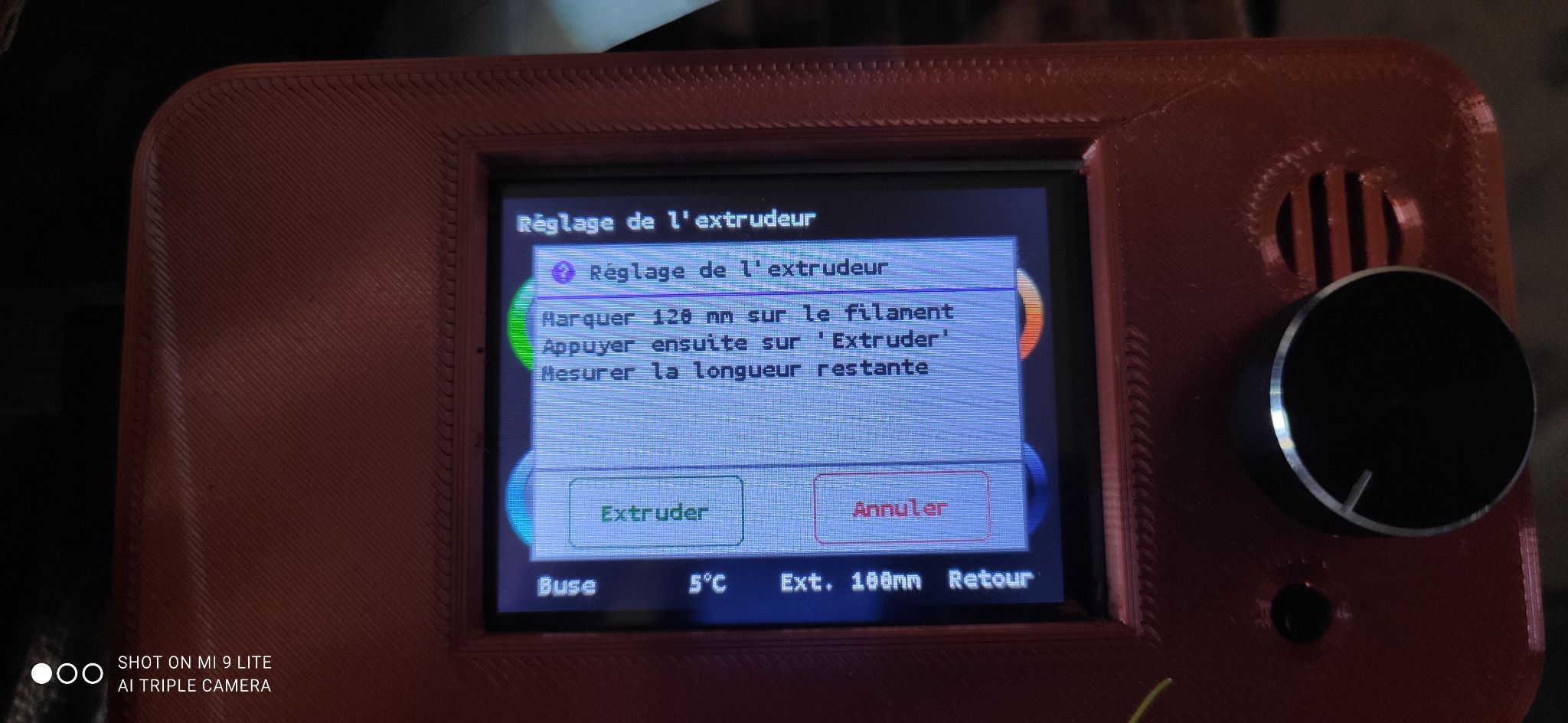
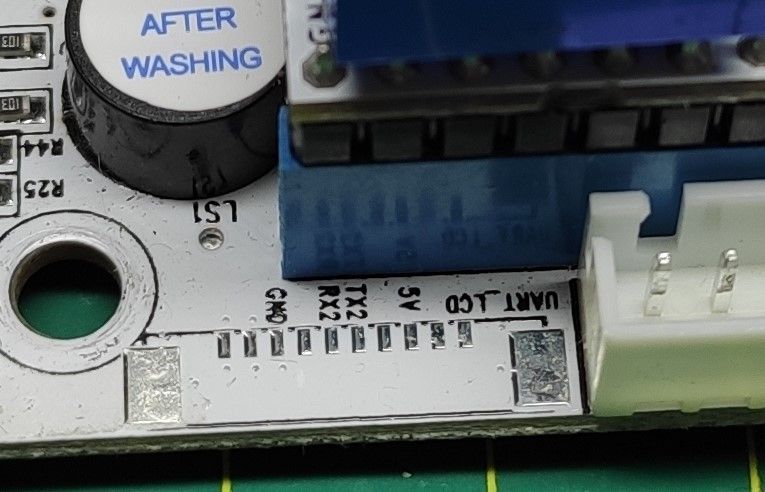
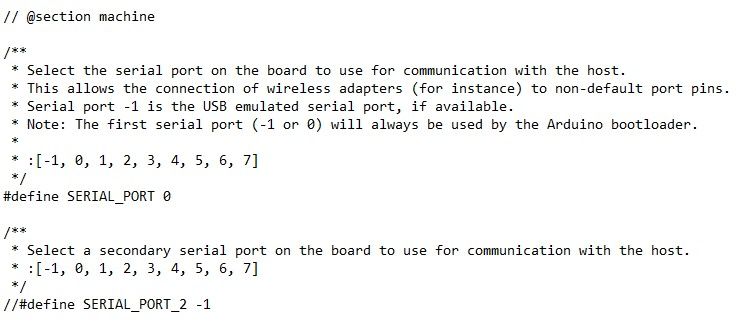
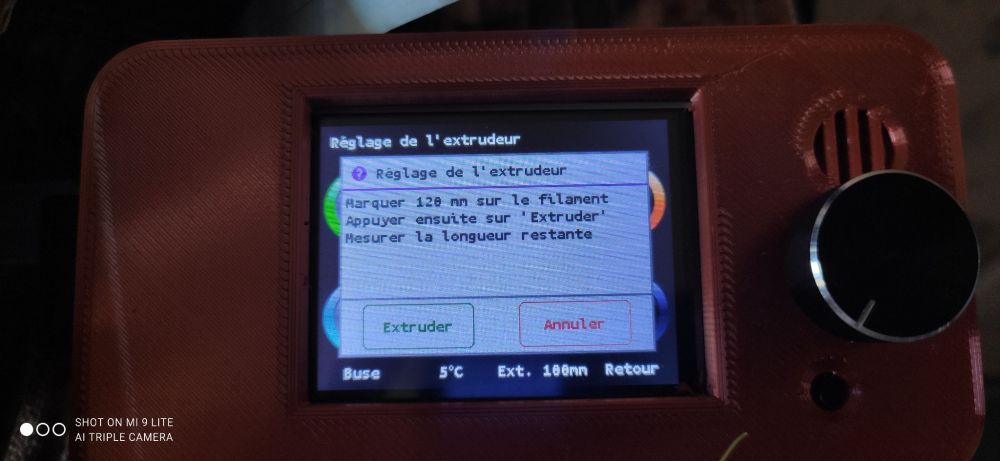
J'attends de recevoir mon TFT43 avant de détailler la procédure.. Oubliez le branchement sur les pins du port UART LCD(RX2/TX2) . C'est un cauchemar à souder. Et évidement, au bout de deux jours, une des soudures à lâchée (TX2). J'avais des micros coupures. J'étais persuadé qu'il fallait passer par ce port tout simple parce qu'il y avait marqué LCD. L'autre port UART (RT3/TX3) ne fonctionnait pas malgré plusieurs tentatives. J'ai perdu un paquet d'heures à trouver le problème. Une fois trouvé, j'ai bien passé un autre paquet d'heures a essayé de ressouder ce put*** de pin sans succès. Trop petit, pas le matériel qu'il faut. Je pensais que ma tentative de mettre a écran Bigtreetech sur A10 V3 s'arrêterait là, alors que la solution était sous mes yeux. En fait le port3 UART(RX3/TX3) est parfaitement utilisable. C'est juste un problème de configuration de Marlin. À la base Marlin (2.0.7.2) et configuré ainsi. Je pensais qu'il fallait logiquement mettre PORT_1 2 pour activer le port 2 (LCD). Grosse erreur, il faut mettre PORT_2 2. Quand toutes mes tentatives de ressouder ce port deux ont échouées. Je me suis dit pourquoi pas essayer à nouveau le port 3 en mettant PORT_2 3 . Bingo c'était bien ça. Le port 3 et parfaitement fonctionnel pour l'écran. Ça parait évident une fois qu'on a trouvé la solution. Mais croyez-moi, ça ne l'est pas quand on connait pas vraiment la procédure et qu'on tâtonne.. Bref ça marche et c'est bien plus simple sur ce port 3 parce que beaucoup plus accessible et qu'il est très facile de souder un connecteur nappe type arduino. L'écran TFT est vraiment excellent. On peut pratiquement tout configurer sans passé par Marlin. Configurer l'extrudeur devient un jeu d'enfant en passant par tunnig. il nous demande d'extruder 100mm de filament et il calcul tout seul la nouvelle valeur. Il nous reste plus qu'à enregistrer. On peut directement depuis l'écran envoyer du Gcode Par exemple un M501 Plus question pour moi de revenir à l'ancien LCD2004. Le défaut du TFT24 est qu'il un peu trop petit, c'est pas pratique avec ces gros doigts. Vivement que je reçoive le TFT43. A SUIVRE....






 1 point
1 point -
Désoler; je m'abstiendrai désormais toute interventions.. bien cordialement.1 point
-
Un bon morceau de miroir de 4 mm découpé au dimensions du plateau au bricotruc du coin et le souci avec le plateau sera oublié si il est nettoyé dans les règles. Faire un test avec un autre filament. Passer ta bobine actuelle au four à 40 degrés pendant 2h pour chasser l'humidité du filament. Respecter la titi's procédure pour le changement de buse Voici quelques pistes pour ton soucis1 point
-
Si je me souviens bien sur la V1 il y a un jumper à mettre sur la carte fille. Je sais pas si ça a changer depuis mais perso j'avais du en mettre un, si quelqu'un peut confirmer @fran6p ?1 point
-
Bonjour ! Révision de ma méthode pour tester les "capteurs de fin de course"/endstop : Il existe la commande g-code "M119" pour avoir les statuts des endstop (cf : https://marlinfw.org/docs/gcode/M119.html) Donc si il y a un ordinateur avec Repetier ou un autre logiciel de contrôle d'imprimante 3D ou un Octopi a porté de câble USB de la K8400 cela semble bien moins risqué pour tester en manuel les endstop que de pratiquer ma méthode où l'on se retrouve a éventuellement devoir sauter sur l'interrupteur de la multiprise ... Bonne continuation !1 point
-
Dans PrusaSlicer on peut activer le lissage et le Type de lissage qui permet de sélectionner "Uniquement la partie supérieure de la surface". Trop fort les ingénieurs de Joseph1 point
-
salut je me suis mis a l'arduino par ce que je me sui fabriquer une cnc et pour une première j'avais suivi les tutos je ne connais pas du tout platformio ... je veux bien te la faire voir mais tu ne te moque pas Configuration.h Configuration_adv.h ( // un moderateur (@fran6p) peut'il suprimer le doublon de celui ci merci ) je crois que sa n'a pas marcher le nivelage auto pourtant j'ai fait comme tu m'a dit mon gcode de début: G0 Z15 G28 ;Home M420 S1 z2 ;memoire palpage 9 points G1 Z15.0 F6000 ;Move the platform down 15mm g0 y170 ;Prime the extruder G92 E0 G1 F200 E3 G92 E0 mon rapport du g29: SENDING:G29 Bed x: 30.00 y: 0.00 z: 26.01 Bed x: 110.00 y: 0.00 z: 25.42 Bed x: 190.00 y: 0.00 z: 24.79 Bed x: 190.00 y: 80.00 z: 24.53 Bed x: 110.00 y: 80.00 z: 25.42 Bed x: 30.00 y: 80.00 z: 25.95 Bed x: 30.00 y: 160.00 z: 25.80 Bed x: 110.00 y: 160.00 z: 25.05 Bed x: 190.00 y: 160.00 z: 24.22 Eqn coefficients: a: -0.01 b: -0.00 d: 26.40 planeNormal x: 0.01 y: 0.00 z: 1.00 echo:endstops hit: Z:24.22 je te rajoute un test de répétition de mon palpeur : SENDING:M48 P10 X100 Y100 M48 Z-Probe Repeatability test. Version 2.00 Full support at: http://3dprintboard.com/forum.php Mean: 24.387748 Standard Deviation: 0.041435 echo:endstops hit: Z:24.32 (tu en pense quoi ?) ne ferait-il pas la moyenne du coup un coter plus haut que l'autre ?1 point
-
En ligne avec ce qui a été dit vérifier seulement que c'est bien un problème de décalage de couche (si la couche sort a droite elle doit être rentrée a gauche).1 point
-
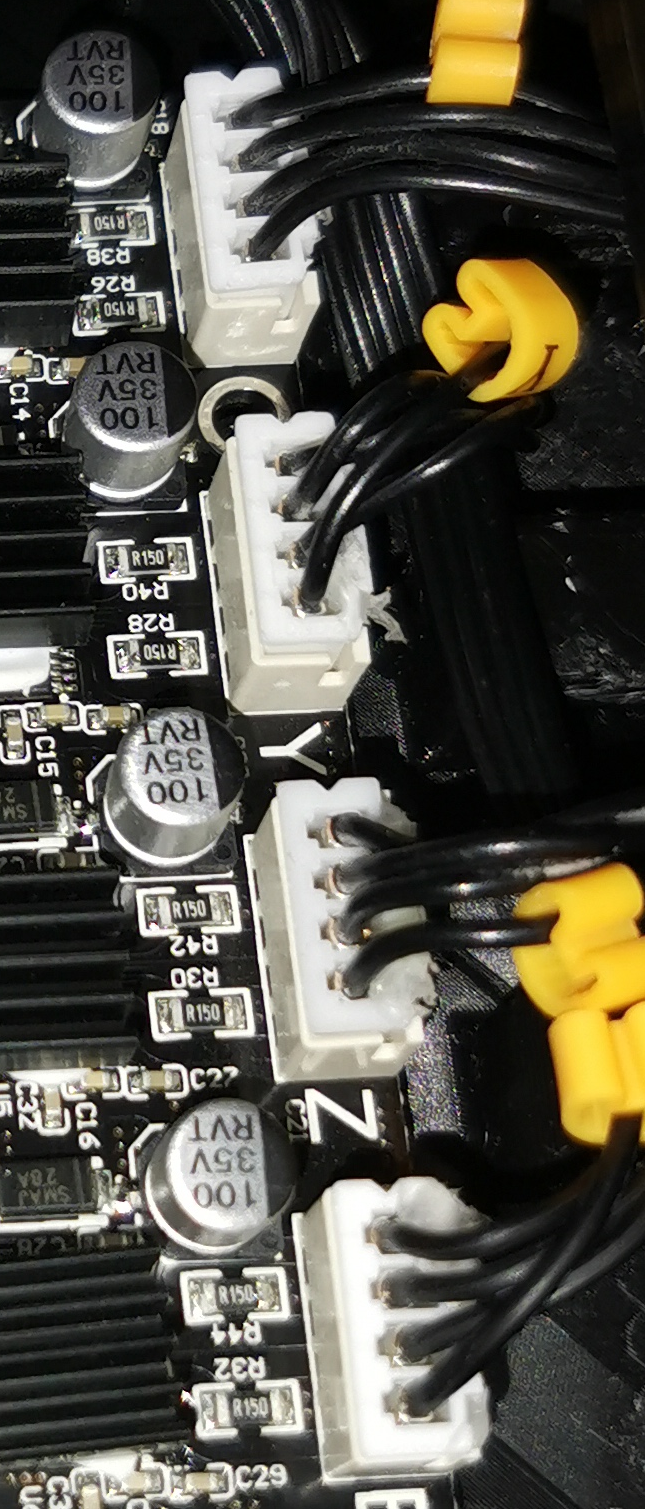
bonjour Vref Carte 4.2.7 model « H » valeur usine X 1.10V Y 1.10V Z 1.10V E 1.20v température relevé sur les moteurs (degres) X 41 Y 50 Z 41 E 37 edit: petite question j'ai cherché et j'ai pas trouvé. si je souhaite brancher le multimètre directement sur la prise des moteurs et non via la masse du microsd et le plus sur la vis de réglage sur quel pico je dois me placer?
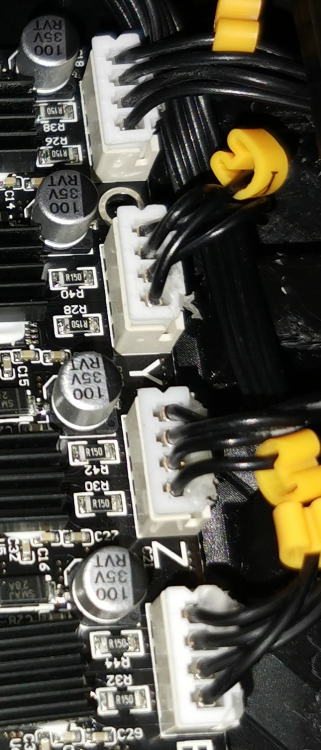 1 point
1 point -
@poulpe69 les suggestions qu'indique @PPAC sont judicieuse certaine X1 sont sujette au Z Wobble (ossilation sur les Z ce qui conduit a un résultat similaire). Si les excentrique sont bien gérer en X & Y et qu'il n'y a pas de jeux si tu essaie de les bouger avec les doigts, alors ont peux vérifier 2 petites choses, déjà faut savoir que les drivers ne sont pas ajuster avec le Vref adéquate pour les moteurs par soucis de simplicité dans leur process Artillery a appliquer un Vref compris en 0.90v et 0.94v pour tous les moteurs la ou l'extrudeur demanderais environ 0.80v et les Z, Y et X dans les 1.3v. Il y a un excellent article sur le réglage des vref qui explique tous sur le site DocArti.fr, cela peux avoir dans une certaine proportion un impact sur le comportement des moteurs et donc du rendu donc a voir. Les autres éléments a regarder sera axé sur le Z wobble et donc des axes Z et portique Z, vérifier que ton portique Z a le même écartement en bas et en haut. Vérifie que les vis trapézoïdale ne sont légèrement voilé, que ton axes X est a la même hauteur de chaque côté par rapport au châssis. Après les vis Z et les axe moteur ne doivent pas être enfoncé au max dans les coupleurs si tu es en buter alors plus de vibration ce diffuse dans le Z (comme la dit PPAC), ecrou anti backlash cela peux aidé parfois, voir rigidifier le portique Z et déporter la bobine pour alléger le sommet du portique Z.1 point
-
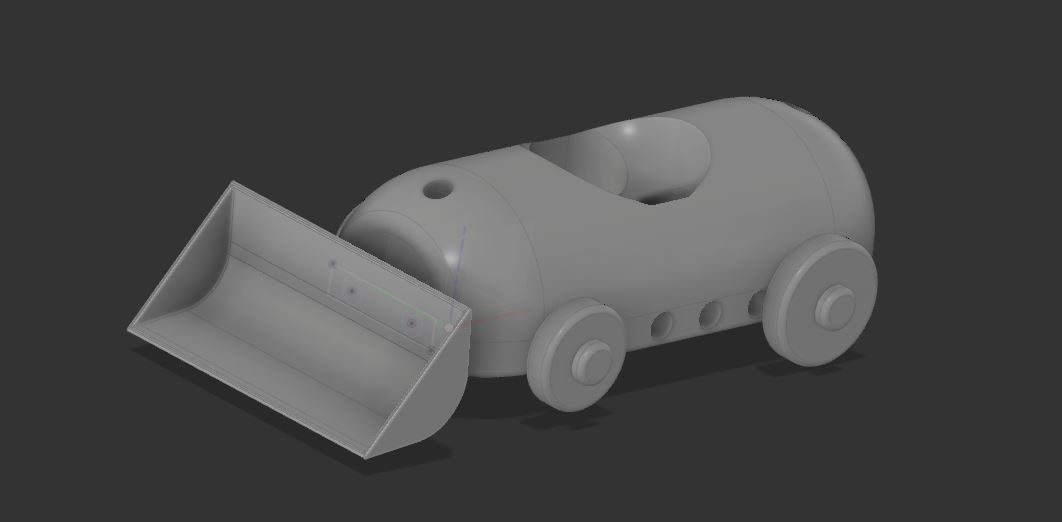
un petit bulldozer
 1 point
1 point -
Salut, Effectivement, le mode UART permet de régler par logiciel le courant envoyé au moteur. Tu auras également la possibilité de changer le mode de fonctionnement, ainsi tu pourras activer le s-curve et le linear advance sans faire planter l'impression. Pour la partie électronique et informatique, rassure-toi, tout existe, ce n'est que du paramétrage et de l'assemblage de modules existants. Avec quelques conseils, ça devrait pas être plus compliquer que d'assembler des légos .1 point
-
Ce n'est pas une perte de temps mais des suggestions que tu fais. oui il y a aussi des excentrique dessus qui sont également réglés.1 point
-
@ppac non le 0.12 est parfaitement adapter au X1 et Genius. @poulpe69 as tu effectué une calibration de l'extrudeur, vérifier la tension des courroie en X et Y et le serrage des excentriques ?1 point
-
Contrairement aux idées reçues le verre n'est pas aussi rigide que ça. Si il est posé sur une surface qui n'est pas plane il suivra la déformation. Perso sur ma cr10s j'ai mis du 4mm en verre et en miroir pour avoir plusieurs plateau. J'ai du lisse pour avoir des pièces le plus lisse et brillantes possibles et du poncé pour avoir plus d'accroche . Dans tous les cas j'ai calé le verre au centre avec des morceaux de papier d'alu et du scotch alu pour compenser les déformations du plateau alu1 point
-
@Yellow T-pot : pas de souci, je ne l'ai pas mal pris. Il me semble avoir régulièrement lu que certains laissent l'extrudeur avec le driver d'origine et ne changent que les axes.1 point
-
Bonsoir, Possédant moi-même une CR-10 V2 je vais essayer de t'éclairer sur certains points car je note qu'il y a certaines choses que tu fais qui sont totalement inutiles et parfois même à EVITER ! 1 - Réglage plateau toujours à chaud ! Si tu as fait tes réglages plateau à froid c'est normal que ton Z ne soit pas à niveau car avec la chaleur , le métal du support plateau pouvant se dilater un peu, tu peux avoir un écart de quelques 10ème de mm qui font que ta pièce n'accroche pas car à chaud, le plateau est plus "bas" qu'à froid. 2 - Le plateau de la CR-10 V2 est ce qu'on appelle un "Ultrabase", c'est un plateau en verre recouvert d'une texture microporeuse qui se dilate ou se rétracte en fonction de la température donc tu n'as bas besoin de laque ou d'autre artifice pour faire accrocher ta 1ère couche, l'ultrabase étant ce qui se fait de mieux actuellement en terme de qualité d'accroche plateau de base. 3 - Les doigts sont l'ENNEMI N°1 de l'ultrabase !!!! Même si tu pense avoir les doigts propres, une trace de doigt sur le plateau = gras = adhérence foirée et t'es bon pour nettoyer au MIR. Pour les ultrabase, une fois l'impression terminée, suffit juste de laisser reposer à température ambiante, elle sera détachée toute seule ( juste comme si elle était posée sur le plateau ) Evite au MAXIMUM de toucher l'ultrabase avec tes doigts ! 4 - Ta buse est-elle réellement bouché ou le bouchon se fait-il en amont ? Car en fonction de tes paramètres Cura, si tu as trop de rétractions sur une trop longue distance, la chaleur dégagée du filament en cours de fonte peut se propager et remonter le long du tube PTFE petit à petit, faire légèrement fondre le filament en amont, avec les mouvement de rétraction il frotte et fond un peu, les tout petits résidus s'accumulent et se solidifie et cela forme un bouchon directement dans le tube PTFE juste avant le corps chauffant. 5 - Concentre toi sur des cubes test pour avoir déjà une 1ère couche niquelle sans raft. Si tu as obligatoirement besoin d'un raft pour que ça accroche alors qu'en plus tu un un plateau Ultrabase c'est qu'il y a un gros soucis soit au niveau qualité du filament, soit au niveau du Z Offset. Règle déjà ce soucis avant de lancer d'autres projets d'impression plus important. En espérant t'avoir éclairé un minimum sur certains points1 point
-
Bonsoir, Peut-on avoir des précisions sur les "G-codes erronés" ? En plein milieu d'une impression, c'est bizarre. Et il n'y pas de raison que ça se limite à la MK2S. Pour les produits qui ne sont pas "bon marché", je vais relancer la polémique, mais bien au contraire, ils le sont... Les produits sont de qualité, il n'y a pratiquement aucune maintenance à faire, et surtout pas de coûts "cachés" à remplacer ou ajouter des pièces. De plus les produits de la marque ne perdent que très peu de valeur avec le temps, il est très rare d'en trouver d'occasion, sauf lors de la sortie d'un nouveau modèle. Après 2 ou 3 ans d'utilisation, ils se revendent très facilement à 2/3 de leur prix d'achat, tout compte fait une machine comme la MK2, achetée 600€ à sa sortie, n'aura coûté que 200 ou 300€ une fois revendue 3 ans après. Si ça c'est pas bon marché... Enfin, le SAV est tout de même ce qu'il se fait de mieux à l'heure actuel. Je n'en ai jamais connu d'aussi efficaces, mais je n'ai jamais eu de question technique à leur poser (j'utilise d'autres canaux pour ça). Tu n'as peut-être pas eu de chance tout simplement, ou que les personnes derrière le chat ne connaissent plus le fonctionnement de cette ancienne machine, il faut tomber sur un senior... Il ne faut pas réduire la qualité d'un service uniquement à une seule expérience, à moins qu'ils n'aient été irrespectueux ou méprisants, ce dont je doute. J'ai possédé et/ou possède encore toutes les évolutions des i3 depuis la MK2S (dans le désordre : MMU1, MK2.5, MK2.5S, MK3, MK3S, MMU2, MMU2S). Je connais très bien l'environnement Prusa, que ça soit mécanique, firmware ou slicer. Et là j'avoue que ce problème de G-codes erronés m'interpelle, surtout si la machine semble continuer de bouger...1 point
-
Avec la kalach, ils n'osent même plus me regarder.... Au boulot, j'ai recyclée une cuve de compresseur pour la zone famille Maintenant ils ont un barbecue de compet1 point
-
ouais bon moi je suis plutôt casque de Gendarme Mobile avec bouclier et matraque que casque de pompier....1 point
-
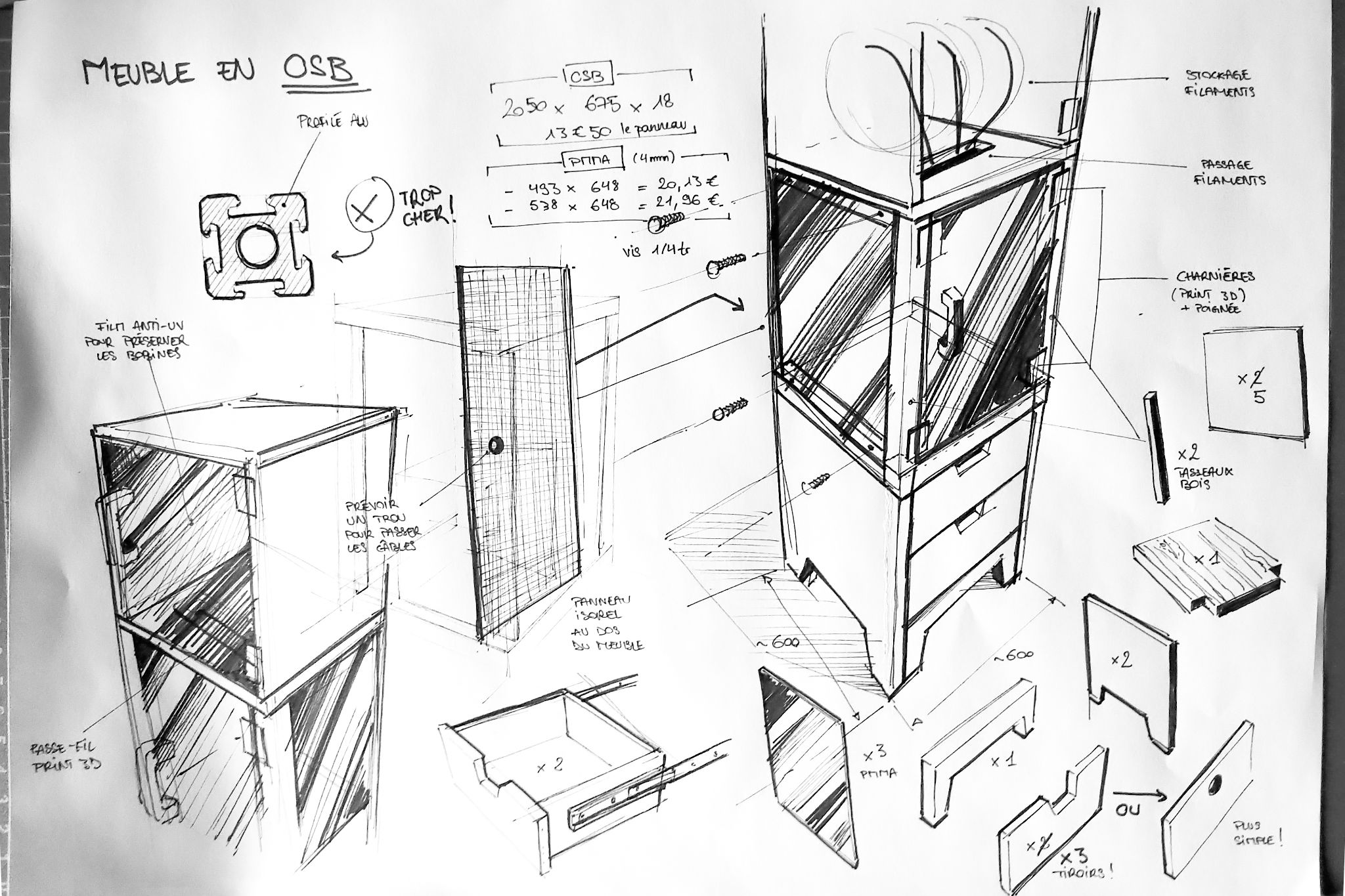
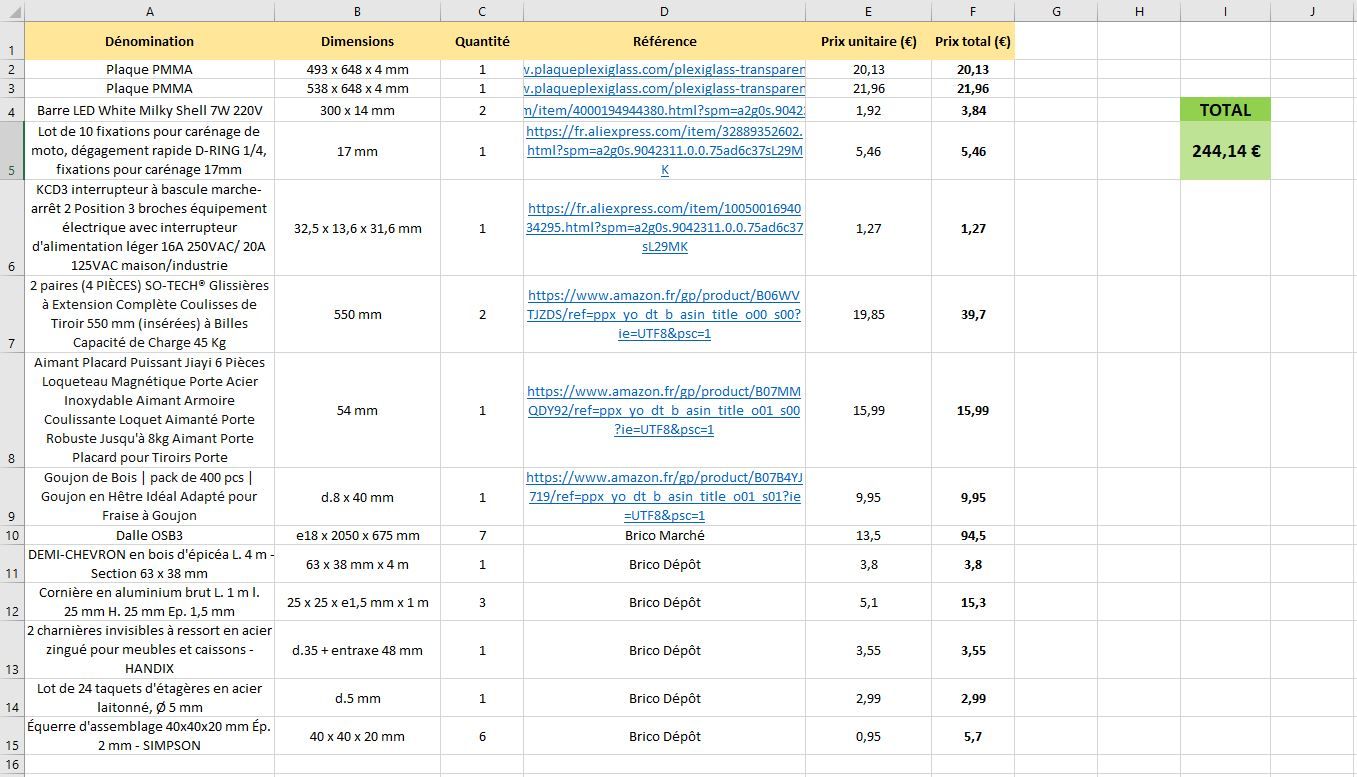
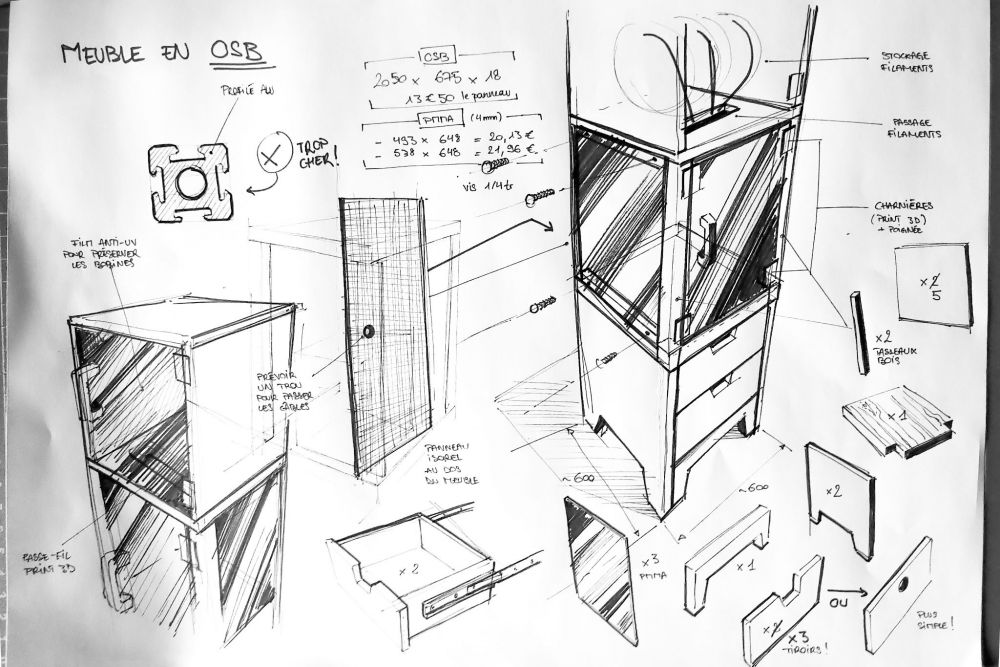
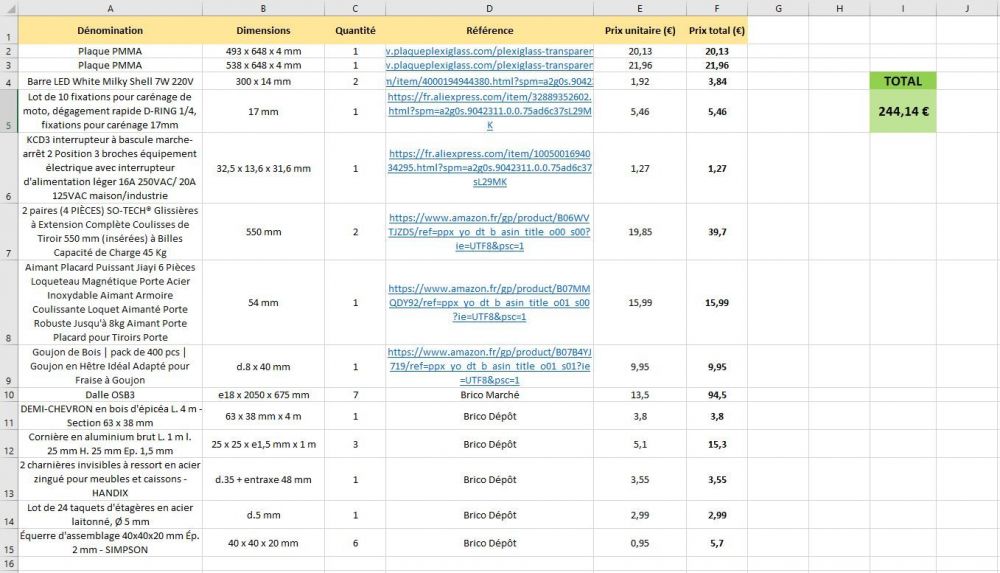
Hello, Voici quelques nouvelles du projet ! J'ai continué quelques croquis avant de passer en 3D pour me rendre compte des dimensions, des contraintes, et surtout du prix hein ! Je vais commencer par réaliser le meuble contenant l'imprimante 3D : le second meuble n'est pas une priorité. Voici mes réflexions gribouillées sur du A3 : Au stade des croquis, j'en étais arrivé aux conclusions suivantes : - le meuble sera en OSB (j'ai pas trouvé moins cher) - il sera constitué de 3 blocs : le bas pour des rangements à tiroirs, le milieu pour y mettre ma Ender 3 Pro, le haut pour y ranger les filaments - le PMMA sur la partie gauche du bloc du milieu doit s'enlever rapidement pour la maintenance / changements de filaments Passons maintenant aux rendus 3D : A ce stade : - je peux caser 3 tiroirs au lieu de 2 - il doit me rester des planches de mélaminé dans mon garage, je m'en servirait pour faire l'intérieur des tiroirs - la partie droite du bloc du milieu est aussi en OSB et non plus en PMMA, c'est moins cher et ça permet de mettre le bloc d'alimentation de l'imprimante à l'extérieur - des LED viendront éclairer l'imprimante - la porte du bloc du dessus est dorénavant en OSB, le plexi revient trop cher et laisse passer les UV (l'étagère interne permet aussi le stockage des bobines de filament) Concernant les assemblages : - des tourillons d.8 x 40 mm viendront assembler les caissons + colle à bois - des équerres seront sûrement nécessaires pour solidifier la structure du bloc du milieu (faite de tasseaux) - il me faudra 2 types de charnières : 1 type pour le bloc du haut, 1 type pour la porte en PMMA - des glissières à billes pour les tiroirs Parlons tarifs... Voici un screen du tableur Excel, tout n'y est pas encore (notamment les équerres, les charnières, la peinture) : Comment dire... Ça fait mal au c*l ! Vous vous demandez probablement pourquoi je partirais pas sur un assemblage de 3 tables IKEA ? La réponse est simple, je ressens le besoin de créer et de faire de mes mains ! Je vais tenter de réduire les coûts avec ce que je trouve dans le garage ! Vos retours sont les bienvenus ! A+ M2C

 1 point
1 point -
Hello, J'ai oublié de te remercier ! J'ai profité de l'offre grâce à toi, et franchement, même si la résolution est un peu faible, je suis stupéfait de la qualité que sort cette imprimante pour 80€ ! Commandé le samedi soir entrepôt CZ, livré mardi midi depuis l'espagne. (ne me demandez pas pourquoi, je ne sais pas ce qu'ils ont fait !) Par contre c'est frustrant de s'attendre à avoir un échantillon, et au final devoir attendre que la résine arrive puisque pas d'échantillon.1 point
-
... et avec les 5 (messages) à la suite, j'imagine la tête de @fran6p
 1 point
1 point -
C'est le foutoir ici . La tête de type e3d n'est pas la meilleure solution pour un angle à 45°. Me faut une buse plus longue pour éviter que le corps de chauffe ne frotte le plateau. J'ai bien sûr oublié de prendre un profilé v-slot pour l'axe X. Mais bon je suis pas dans l'urgence.
 0 points
0 points