Classement


Contenu populaire
Contenu avec la plus haute réputation dans 16/03/2021 Dans tous les contenus
-
Ah zut, j'aurais plutôt besoin de la version kangourou avec la poche ventrale, sur ma méga s la bobine est en bas !3 points
-
Bonjour, Les makers TENLOG sont silencieux la preuve que tout va bien et que les TLD3 sont en bonne santé ! beaucoup de problème sur le forum il n'y a que des pannes et des appels au secours. (çà mine le moral peut de créativité hélas) Bon j'ai bien fait d'acheter une TENLOG. @studiolab39 officiel @verbalistique @hcl28 @Baroudeur Voici mon nouveau projet une COX Buggy avec tout ce qu'il faut. Compatible Prusa Mini (enfin!) Échelle 1/8, identique aux autres modèles de sets 3D Terrain léger / capacités sur route, des traces de pneus peuvent apparaître à l'intérieur Propulsion arrière et suspension de roue indépendante Hauteur de châssis réglable - choisissez parmi 3 hauteurs de châssis différentes Transmission par courroie durable et silencieuse (3D Sets BeltDrive) Maintenance / réparation faciles - les essieux avant / arrière peuvent être facilement détachés. Voilà un excellent projet qui va faire plaisir à plus d'un. A fond les manettes ainsi que les extrudeurs. à bientôt !
 2 points
2 points -
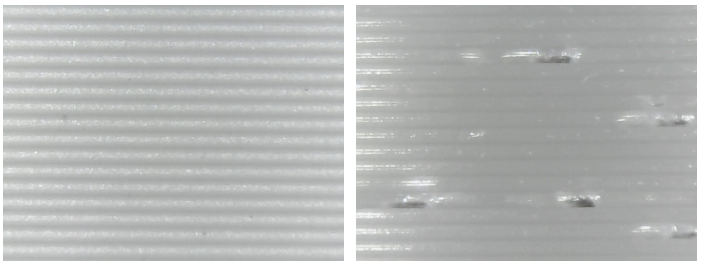
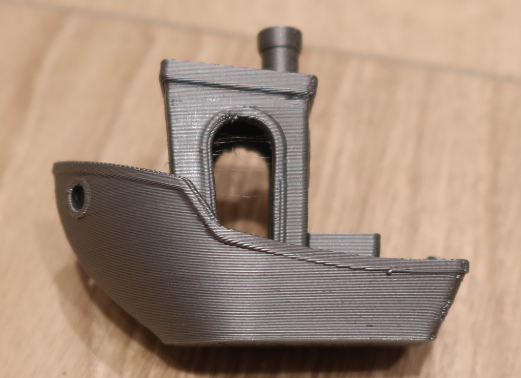
SAlut @PPAC et @MrMagounet merci de m'accorder de votre temps je vais refaire le nivellement, Les temp, vitesse debit n'ont pas bouger donc je pense que ce n'est pas ça. sur tout les pièces c'est bien les surfaces de remplissage extérieur que l'on voit. je vous tiens au jus2 points
-
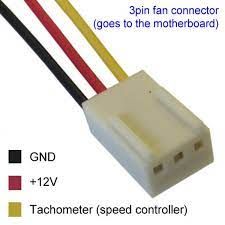
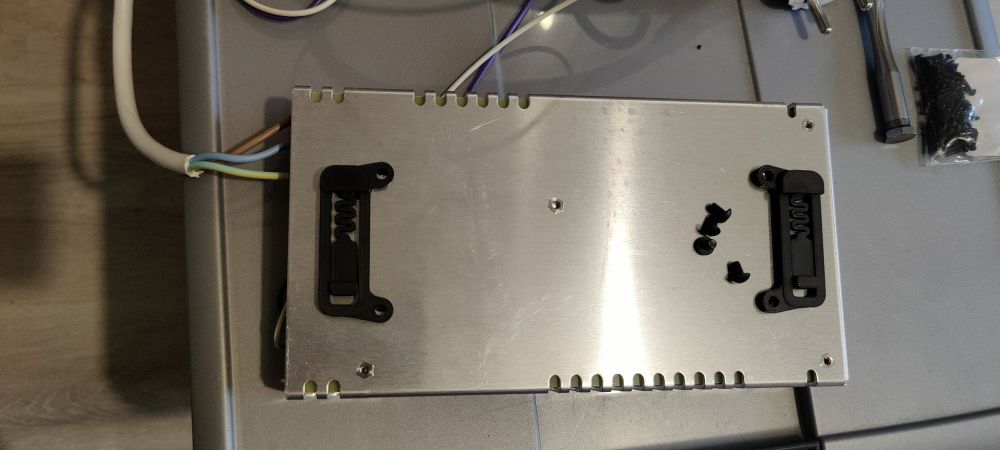
A priori oui. Pour faire simple plus un ventilo est grand plus il brasse de l'air à vitesse constante; donc il tournera moins vite que le petit modèle pour le même débit et fera donc moins de bruit. Dans ces conditions, ne te casse pas la tête à le brancher sur la carte mère, branche le simplement en permanence sur l'alimentation. Tu pourrais alors poser la question : pourquoi ne pas mettre d'office de plus grands ventilateurs ? Réponse : par manque de place pour rester compact. Pour mettre un 120mm il faut trouver de la place mais il sera infiniment plus silencieux que son équivalent 40 ou 60mm à débit constant. J'ai modifié une alim MeanWell dans ce sens pour une Ender 5 "très personalisée" :

 2 points
2 points -
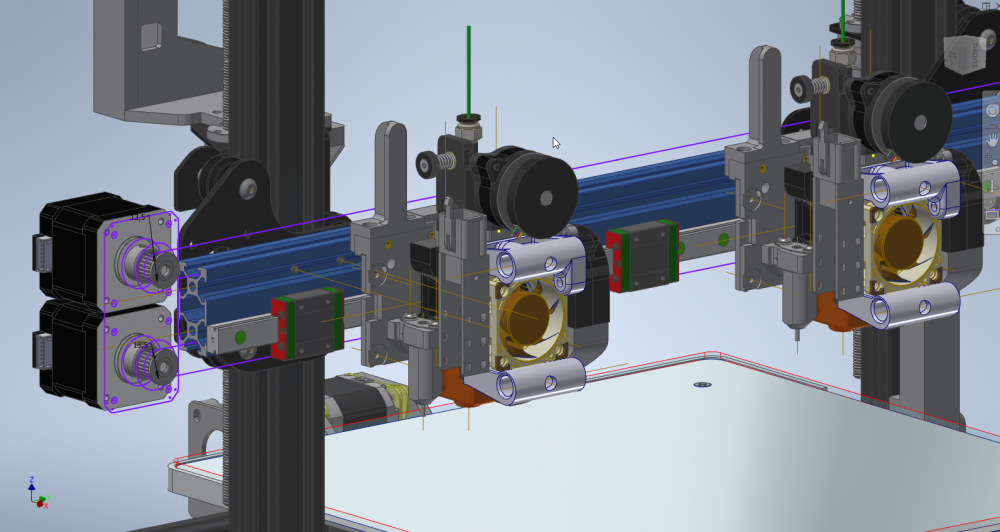
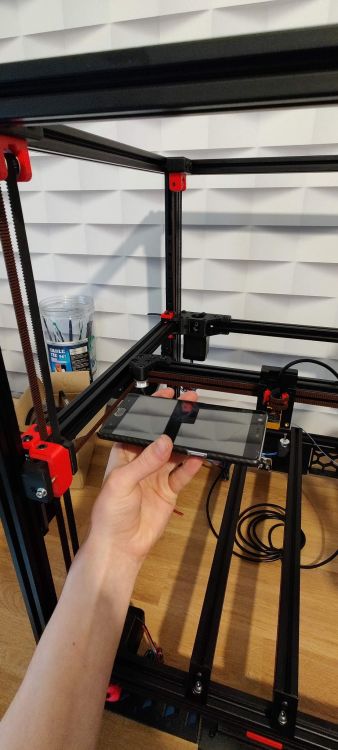
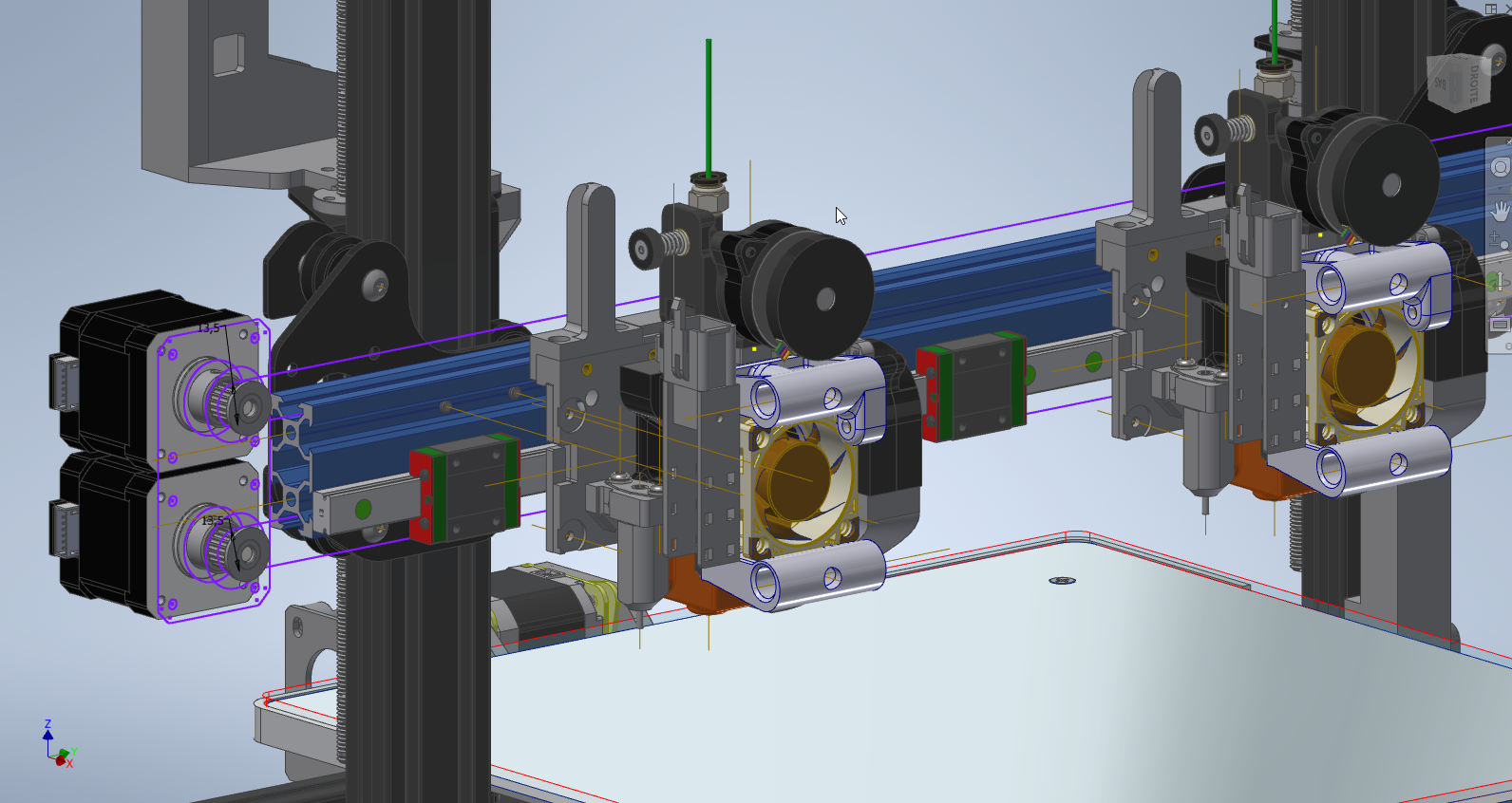
Super! Même les rails linéaires en Z !! je garde précieusement ces liens... Pour le moment, je vais déporter les 2 moteurs comme ci-dessous : Bon, c'est de l'esquisse pour voir les encombrements et les solutions possibles pour les courroies... les têtes avec leurs platines sont directement issues de mon Ender5. En finalité, je garde juste le "porte outil" et je modélise une nouvelle platine pour chaque tête. A gauche, je garde le BL-Touch, en simplifiant au maximum : réduction de la largeur de platine, fan en avant en utilisant le système de docking (devenu inutile) pour sa fixation. A droite, pas de BL-touch, mais un système pour l'ajustement de l'offset Z par rapport à la tête principale de gauche. J'aurai bien aimé un système auto matique avec un petit moteur pas à pas et un piezzo , mais on va arrêter les délires... Une fois le delta Z connu entre plusieurs outils, une vis avec un bon ressort de rappel sera tout aussi efficace. On connait le pas de la vis, facile de savoir de combien de tours sens horaire ou anti-horaire il faut régler ! A tester ! Le bon côté, c'est que ça m'oblige à optimiser mes portes outil de la Ender5 pour gagner en encombrement. D'après mes premières esquisses, je devrai pouvoir imprimer en copie/miroir en 120mm x 300mm x 300mm pour 2 pièces, 10 mm de mieux que la JGMaker Artist-D, qui n'en finit pas d'arriver !! @fran6p, tu as reçu la tienne ? Moi, j'ai acheté l'évol "Pro", donc ça traine comme toutes les pros. J'espère qu'ils sont en train de peaufiner les modèles Pros !! Mais, je pense que la CR10 sera passer en IDEX avec la livraison ! A vendre : Artist-D, toute neuve, pas déballé, pas livrée, pas complètement fabriquée...
 2 points
2 points -
La prise 3 broches d'un ventilateur pour PC est normalisée.
 2 points
2 points -
Salut @NOX sur le print dorée c'est la première couche que tu fait voir ? on vois des zone ou les filament est plus espacé qu'a d'autre endroit cela me fait penser a un nivellement du bed pas top. Par contre sur la pièce bleu on dirais presque qu'il s'agit du motif de remplissage qui ressort.2 points
-
Et encore, tu n'as pas vu la version col roulé qui protège en même temps la bobine de l'humidité2 points
-
Je pense que le heatbreak doit surtout avoir des résidus qui trainent et que cela crée un bouchage en permanence. Gardes le de côté, et nettoies bien comme neuf. Attention de bien respecté la Titi's procédure sinon ça le refera1 point
-
Hello j’ai enfin réussi à corriger le problème, j’ai finalement changé mon heatbreak, sinon en filament j’ai fais 2 bobine Amazon et une geetech1 point
-
Ok merci, pour cette précision @thsrp,et @medmed je me coucherais moi bête.1 point
-
Bonsoir, Plaque de Plexiplas 50x50x4 16.5€ chez LeroyM ou polystyrène 5 mm blanc lisse L.50 x 50 cm 14.5€ encore chez LeroyM.. etc...1 point
-
@PPAC @merlinx @Maeke Merci à vous tous après plusieurs vérification, je me suis rendu compte que mes deux axe qui permettent à la tête d'impression de naviguer n'était pas parfaitement horizontal du coup après remise à niveau, et remise à niveau du plateau je peut enfin ré-imprimer ! Merci beaucoup à tous de tous vos conseils !1 point
-
Oui c'est pas la bonne carte et il faudra adapter le firmware..1 point
-
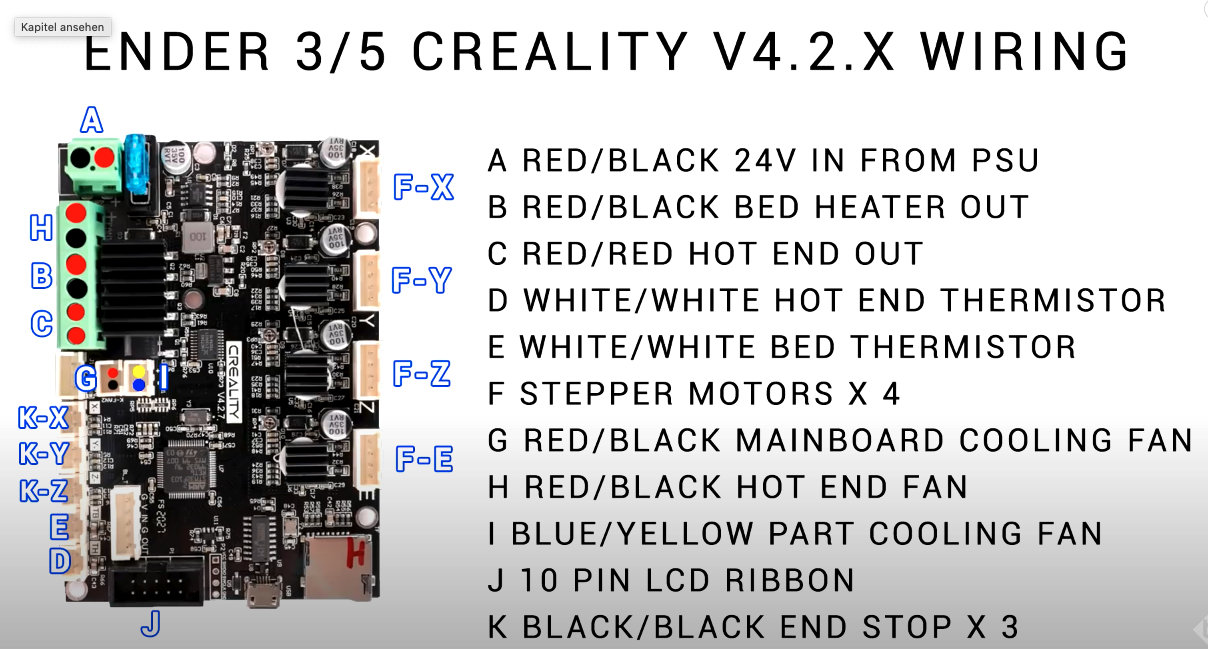
La carte v4.2.7 ne possède qu'un seul emplacement pour connecter un moteur sur le Z : Si ton Ender5 + a deux moteurs Z (ce qui semble être ton cas), il faut soit jouer de la soudure pour connecter les deux câbles moteurs en parallèle, soit acheter un adaptateur (2 en 1). Exemple chez A…N : https://www.amazon.fr/Doubleur-câble-pour-moteur-Nema/dp/B08R7NHQ3F
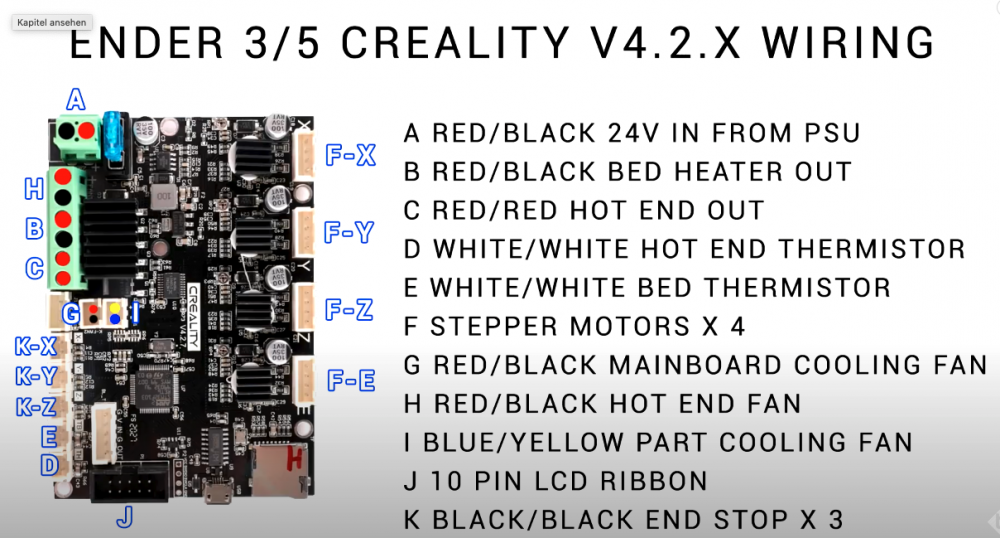 1 point
1 point -
Oui, mais c'est le modèle «simple» . Pas le temps (ni la place) actuellement de m'en occuper, la 3DPrintmill m'occupe suffisamment. Pour la place, il faut que je réorganise mon bureau car je commence à avoir des remarques de ma moitié (faut dire que la CR30 est actuellement dans le salon depuis un gros moment ). Ta conception me semble plutôt pas mal, bonne idée de réutiliser ce que tu as déjà fait avec ton Ender5 pour les têtes.1 point
-
@papagalak Tu n'aurais pas oublier d'enlever la jupe ?1 point
-
Tu vas comparer quoi, la planéité?? Perso, sur mes 2 tronxys, bien que leur surface d'adhésion soit pas mal, dès que tu grimpes en t°, il a une tendance à cloquer et à se décoller. A ça tu rajoutes l'ondulation du plateau chauffant et les 6 ressorts. J'ai testé 2 plateaux verre de chez Crealty (en 310 sur la U20 et 235 sur zonestar) et 2 tronxy (en 330 pour ma X3 et la x5). Pour les crealty, alors soit j'ai pas le bol, ou alors j'en demande de trop, mais sur celui de 235, le revêtement commence à partir, et sur le 310, c'est carrément le verre qui s'effrite. Pour les 2 plateaux tronxy, celui qui a le plus d'heures au compteur n'a qu'un petit morceau de revêtement qui a disparu, mais c'est de ma faute, j'ai utilisé une lame de cutter pour décoller une pièce1 point
-
C'est un modèle bowden (l'extrudeur n'est pas sur la tête d'impression mais déporté sur la structure de la machine) * les pièces en mouvements sont moins lourdes, donc possibilité d'imprimer (un peu) plus vite et réduction du ghosting (effet d'ombre sur les pièces) mais réduit fortement la possibilité d'imprimer du tpu (souple) Personnellement je choisirais la Genius qui commence à avoir une bonne base d'utilisateurs et qui est fiable. Je ne connais pas la ender 3v2 donc pas de commentaires1 point
-
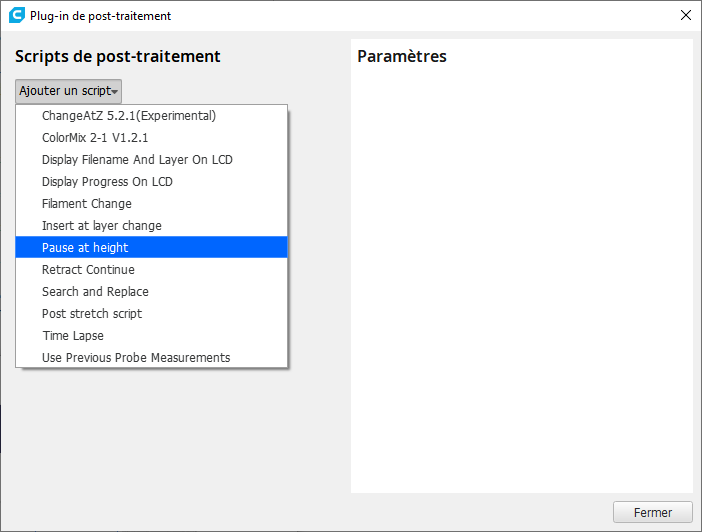
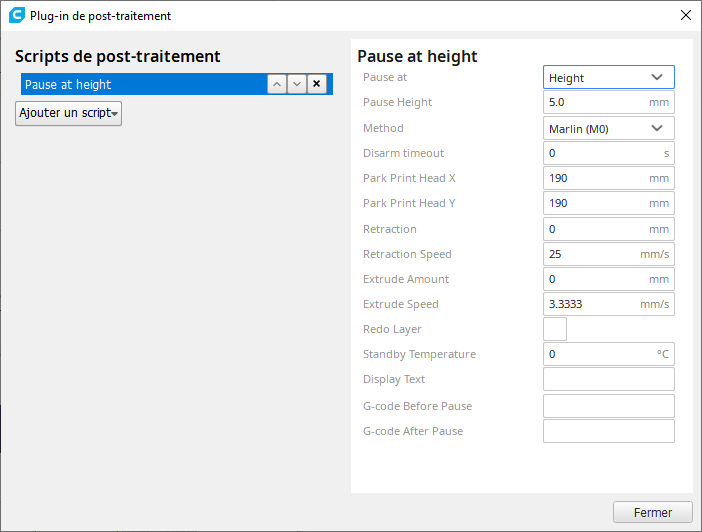
Dans Cura, tu vas dans le menu Extensions / Post Traitement / Modifier le G-Code Tu choisis le script 'Pause at height' et ensuit tu choisis la hauteur de la pause (tu peux choisir si la hauteur est en mm ou en n° de couche) tu peux aussi spécifier plein d'autres paramètres tels que la position de la tête (pour l'écarter de la pièce pendant le changement de filament), la rétraction du filament pour l'éjecter Je te conseilles d'essayer les réglages avec une petite pièce et de mettre la pause à la couche 2 ou 3 histoire de ne pas attendre 2 heures pour que ça parte en vrille ATTENTION : le script de post traitement reste actif sous cura même si tu changes de pièce, donc il faut bien penser à le supprimer quand la pièce est finie. (il y a un petit rond rouge en bas à droite pour te le rappeler)
 1 point
1 point -
attention, mettre une laque c'est pas la solution absolue, encore faut-il bien la choisir. Il y a un sujet à ce propos sur le forum, mais saches que certaines laques sont excellentes alors que d'autres venant pourtant des mêmes marques ne valent pas un clou en impression 3d. Exemple vivel dop rouge: excellente. vivel dop orange un peu moins bien. vivel dop bleue, à fuir.1 point
-
1ère année: frustration. 2ème année: progrès et apprentissage. 3ème année: fun.1 point
-
Oui voilà le soucis Mais je sais où brancher ça sur un PC mais il n'y a pas de prise pour ça sur la carte de la CR-10, enfin il y en a mais pas à la bonne taille. Les ventilateurs de la CR-10 sont pas branché comme ça, les fils sont vissés dans une sorte de domino. Il y en a un qui est branché sur une prise dédiée, mais c'est pas la bonne taille et c'est pas sur la carte. Ah merci ! Après si je branche le fil rouge et noir là où étaient branchés les anciens ventilateurs ça devrait être bon mais du coup il reste celui pour la vitesse. Ceux de la CR-10 n'ont que 2 fils et donc ils n'ont pas de speed controller, je suppose qu'il ne faut pas le brancher dans ce cas là. Après il reste quand même la question : est-ce que c'est une bonne idée de mettre qu'un 120 mm ?1 point
-
Bonjour @FRANDSEN il suffit d'éditer le gcode généré par cura et de rajouter une commande M600 juste avant la couche nécessitant le changement de couleur (cela peut être fait avec un éditeur de texte ou avec un script dans cura). Par contre une pause non surveillée un peu longue ne devrait pas être formidable pour l'impression1 point
-
Pas besoin de parler pour se comprendre ! Bonjour à tous, j’ai une obsidian depuis décembre. Je voulais une imprimante plus moderne que ma Geeetech A10. J’ai moi aussi rencontré tous les bugs décrits dans ce topic depuis le début. Chute de la température de la buse sans raison et fausse coupure de courant, ces deux bugs n’arrivent que sur un print qui suit un « Stop print ». Solution : éteindre l’imprimante après un « Stop print ». Décalage de l’axe Y, d’abord je pensai au mauvais refroidissement de la carte mère donc j’ai adapté des déflecteurs pour canalisé l’air chaud de l’alim vers la droite et l’air frais de la carte mère depuis la gauche, malheureusement nouveau décalage. Donc j’ai contrôlé le mouvement du plateau qui se trouvé effectivement plutôt dur. Je l’ai réglé en enlevant la courroie pour bien appréhender la limite entre 0 jeu et bonne fluidité et depuis plus de décalage. « Je croise les doigts ». Pour l’adhérence plateau j’ai simplement passé un papier abrasif, pas de problème. C’est une imprimante que j’apprécie bien. J’ai customisé la tète pour avoir une vue sur la buse et pour ce « bruit », mis un Noctua 40x20. Voila pour ma petite contribution !!1 point
-
Ha oui là entre le fil noir, le fil noir et le fil noir ??? Peut être si tu arrive a voir où ils sont soudé sur le ventilateur mais a tous le coups cela ai bien caché sous un plastique thermos collé ... Comme cela ai un prise "détrompé" (que l'on ne peux pas mettre dans l'autre sens), regarder sur le connecteur où elle était branché ... où encore google de la ref. du ventilo pour retrouver la doc constructeur du ventilateur ...1 point
-
Salut, En fait, je me retiens pour ne pas l'insulter étant donné que c'est le test que je voulais qu'il fasse hier! EDIT: ceci dit, l'expérience de @Fl0r1an73 semblerait dire qu'il vaut mieux rester avec un firmware basé sur Marlin 1.1.91 point
-
Et puis Hugo2017 es-tu certain que le décollement est à cause du plateau qui bouge ? Car des décollements on en a tous eu avec des machines bien réglée pour d'autres raison : première couche trop épaisse, trop fine, pas assez proche du plateau, buse trop froide, plateau trop gras, trop froid ...1 point
-
Oui mais... ne pas perdre de vue que le principal avantage d'une Core XY sur une Cartésienne classique est sa capacité à qualité égale à imprimer beaucoup plus vite (de l'ordre de 2x) à condition que sa tête reste légère (dixit inertie à l'accélération/décélération) et donc une option "direct drive" sera moins adaptée dans ce cas que le "bowden tube" de ce point de vue au vu de l'augmentation inévitable du poids de la pièce en mouvement. Comme souvent il convient de trouver le bon compromis.1 point
-
Heuuu, j'ai l'impression que sur l'Anet A8 plus il y a des guidages cylindriques à douille et non des guidage à galets. Donc pas d'excentrique. Il faut creuser l'analyse pour voir ce qui bouge : - une fois que ton réglage de plateau est fait, laisse l'imprimante en chauffe sans imprimer pendant plus de 10mn et recontrôle ton plateau. - est-ce que la structure est bien sur une table plane, et est-ce qu'elle touche de partout ? J'ai l'ancienne version Anet A8 en acrylique, et j’avais la structure qui se vrillait un peu. J'ai mis une planche d'aglo épaisse dessous et j'ai vissé la structure en 4 point sur la planche d'aglo pour rigidifier le tout. -est-ce que tes 2 axes Z sont bien réglés à la même hauteur ? ...1 point
-
D'accord avec @Titouvol ! Essaie de définir les dimensions des impressions souhaités. Et essaie de définir le matériau que tu imprimeras le plus souvent. > Si tu convoite d'imprimer souvent de l'ABS, une imprimante avec Caisson ou cloisonnable est à privilégier. Il est cependant facile de se faire un caisson ou d'en trouver un. Si la Sovol SV01 t'intérèsse, je t'invite à t'inscrire sur le groupe Facebook "Sovol Official User Group". Ils pourront répondre à tes hésitations et question... J'ai toujours regardé de loin Sovol... et préféré la marque Creality pour sa "grande communauté". Donc je n'ai pas grandes connaissances sur cette marque. Je t'invite à visionner le test du Gueroloco sur la SV01. Attention à ne pas avoir des exigences trop élevées. Rater des impressions fait parti intégrante de l'apprentissage. Il faut savoir apprendre de ses échecs. Aucunes imprimantes ne te dira : Eh ! Tu imprime trop vite !... Eh ! Tu imprime trop haut !... Eh ! L'extrusion est mal réglé !... Eh ! Le filament est trop humide ou de mauvaise qualité ! Les échecs et les ratés sur des imprimantes à 300€ feront parti du quotidien de celui qui débute. Il faut savoir apprendre de ses échecs et ne pas répétés les mêmes erreurs... PS : Ceci étant dit, le prix n'est pas synonyme d'impressions réussi à 100%... je pourrait te citer une imprimante à 5000€, qui échouera 5 fois sur 10.1 point
-
Bonjour, Une piste complémentaire, on ne sait jamais... J'ai eu plusieurs fois le même phénomène avec des filaments qui avaient mal vieilli et pris un peu l'humidité. Sans toucher aux réglages et paramètres mais en utilisant une bobine neuve (même marque même couleur), le problème était réglé.1 point
-
Salutation @NOX Comme cela ressemble a une "très légère" sous extrusion (cf : https://www.simplify3d.com/support/print-quality-troubleshooting/under-extrusion/), je dirais, qu'il faut vérifier / tester : distance buse a plateau (a chaud) a réduire (d'un ou deux cheveux ... ) et/ou Bobine de filament ayant un diamètre légèrement inférieur a 1.75mm et/ou "Température d'impression" a augmenter et/ou "Vitesse" a diminuer et/ou "Débit" a augmenté d'un poils. ... sinon activer "Activer l'étirage" pour repasser les surfaces ? Espérant que tu trouve la solution, bonne continuation !1 point
-
Dans un espace ouvert ou de nombreuses personnes vont venir et comme c’est dans l’entreprise alors tout le monde s’en fout et touche à tout. Dans ces conditions je prendrais une machine vraiment fermée ‘pour éviter qu’il y ait un gogo qui se brule ou se coince un doigt, d’une grande marque réputée pour sa robustesse et son image, avec un SAV et des pièces détachées du fabricant. Dans ces conditions le budget ne passe pas malheureusement.1 point
-
Une petite précision sur cette valeur, on le fait par tranche de 0.25 par précaution et tu peux même faire moins sur la fin1 point
-
@Fl0r1an73 vient d'indiquer qu'il n'avait pas pu mettre à jour son écran comme toi. Donc, on reprend tout depuis le début: tu repars avec ton ancien firmware "Marlin1.1.9_LGT0.3_UxPro_Bltouch" Comme on ne connait pas tes menus, on va tout faire en Gcode avec Pronterface. le réglage du décalage du BLTouch avec la buse. Voici les instructions de réglage du décalage Z: 1. Faire chauffer la buse et le plateau aux températures d'utilisation 2. Effectuer la mise à l'origine des axes de l'imprimante via G28 puis charger les valeurs de l'eeprom M501 3. M851 Z0 - Initialiser le décalage en Z à 0 (remise à 0 du Zoffset s'il y en avait un) 4. M500 - Stocker ce réglage en EEPROM 5. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs 6. M503 - Afficher les paramètres en cours pour vérifier qu'ils ont bien été pris en compte 7. G28 Z - Mettre à l'origine l'axe Z 8. G1 F60 Z0 - Déplacer la buse au 0 Z 9. M211 S0 - Désactiver les contacteurs de fin de course (pour pouvoir descendre sous le 0) 10. Descendre doucement en envoyant la commande: G0 Z-z.zz où tu vas modifier cette valeur z.zz jusqu'à faire frotter la buse sur la feuille de papier (ou la cale utilisée) 11. Noter la valeur affichée de la position du Z sur l'écran du boitier (additionner cette valeur (sans tenir compte du signe négatif) à l'épaisseur de la cale utilisée) ou en envoyant M114 12. M851 Xx.xx Yy.yy Zz.zz (x.xx et y.yy étant les décalages de ton BLTouch / buse, z.zz étant le décalage en Z calculé au point 10 (valeur négative)) si ton BLTouch est à gauche, avancé par rapport à ta buse x.xx et y.yy sont négatifs. A l'inverse, si ton BLTouch est à droite, reculé par rapport à ta buse x.xx et y.yy sont positifs (pas de signe) 13. M211 S1 - Réactiver les limites des contacteurs de fin de course 14. M500 - Sauvegarder ce réglages en EEPROM 15. M501 - Récupérer les paramètres de l'EEPROM pour les rendre actifs 16. M503 -Vérifier une dernière fois que tout a bien été pris en compte Pour appliquer la correction, il faudra modifier le GCode de démarrage dans le logiciel de tranchage (CURA,...). Tu as 2 solutions: 1- palper ton plateau à chaque début d'impression (long et probablement inutile): après le G28 de ton GCode de démarrage tu tapes G29 2- tu palpes ton plateau et tu enregistres le résultat (préférable et à refaire en cas de nivellement suspect): avant d'imprimer, tu envoies: G28 puis G29. Tu sauvegardes le nivellement avec la commande M500. Dans le Gcode de démarrage, après la ligne G28, tu tapes M420 S1. Si tu veux que le nivellement s'estompe à partir de 1mm de haut, tu tapes M420 S1 Z1 Si tu n'as pas fait les réglages des pas/mm des moteurs, les PID des éléments chauffants, tu peux suivre ce tuto. Pour le réglage des PID, tu peux suivre ces instructions: Pour la buse: M303 E0 S210 C8 en retour, tu devrais avoir quelque chose comme ça (les valeurs seront différentes): RECU: p:17.22 i:1.00 d:74.22 tu n'as plus qu'à envoyer la commande avec tes propres valeurs: tete: M301 P17.22 I1.00 D74.22 Pour le plateau chauffant: M303 E-1 S70 C8 en retour: RECU: p:841.68 i:152.12 d:1164.25 tu envoies la commande avec tes propres valeurs: M304 P841.68 I152.12 D1164.25 Tu sauvegardes et tu lis les valeurs de l'eeprom: M500 M5011 point
-
Juste pour info, je vous laisse deviner lequel est humide lequel est sec Incroyable non?!
 1 point
1 point -
Essaye de recentrer un peu plus tes pièces également, si c'est possible...1 point
-
Aucune idée, des fois ça se joue à pas grand chose... Mais ce n'est peut être pas ça. Augmenter d'une seconde le temps d'expo des couches peut également être une solution.1 point
-
Salut les amis d'aliexpress et de dealabs ! J'ai profité aussi de la promo et pour le moment mes prints se passent bien sauf le premier qui était un échec mais problème résolu. Sinon pour le temps d'impression j'ai le même bug.1 point
-
J'ai profité de promos SOVB 3D pour me faire un petit stock de PLA (noir/blanc/2 types de couleur argent/bronze/transparent). Au niveau envoi, tout bien emballé et reçu dans les délais en bon état, RAS. Je n'ai testé que le PLA argent aluminium pour le moment sur ma Tronxy-400 (builtak avec très voire trop bonne accroche d'habitude). Premier retour, plus difficile à imprimer que le BASF PR1 black que j'avais juste avant (buse 195° / plateau 55°) Impossible de garder les mêmes paramètres pour faire accrocher la première couche qui restait accrochée en boule à la buse avec le même Z-offset. J'ai du passer à 200/60 et augmenter le flux de la première couche à 135% pour passer (demande certainement une première couche plus écrasée...) Bon rendu, benchy en 0,2 à 60 mm/s
 1 point
1 point -
et hop ! @Zep57 voilà la configuration pour la TLD3 tout y est avec des paramétrages au top qualité ! Il suffit d'importer la configuration dans le Sclicer Prusa 2.3 Ci-joint le fichier. A vous de jouer ! a+ PrusaSlicer_config_bundle.ini1 point
-
Non, elle a les mêmes capacités que la 3v2 il me semble. Par contre ta SV01 est clairement plus grande. As tu déjà essayé de définir précisément les dimensions d'impression qui t'intéressent ? C'est un bon point de départ pour trier et affiner le budget.1 point
-
Certes ton teeshirt n'a pas pris feu, mais ton épouse c'est enflammée en voyant à quelle ânerie tu t'amusais avec tes affaires. BON tout cela c'est fort sympa, mais j'attends des retours sur l'ABS Français de SOVB.1 point
-
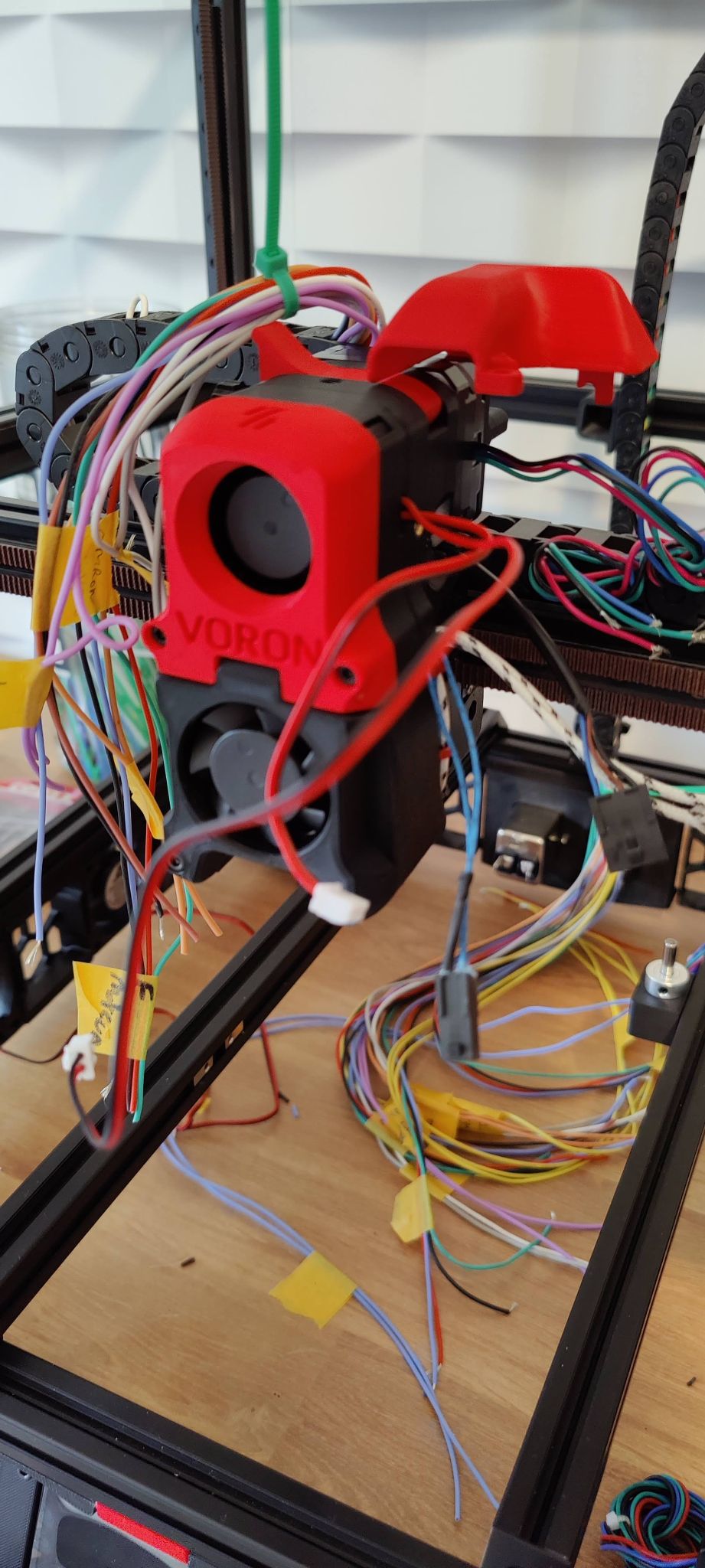
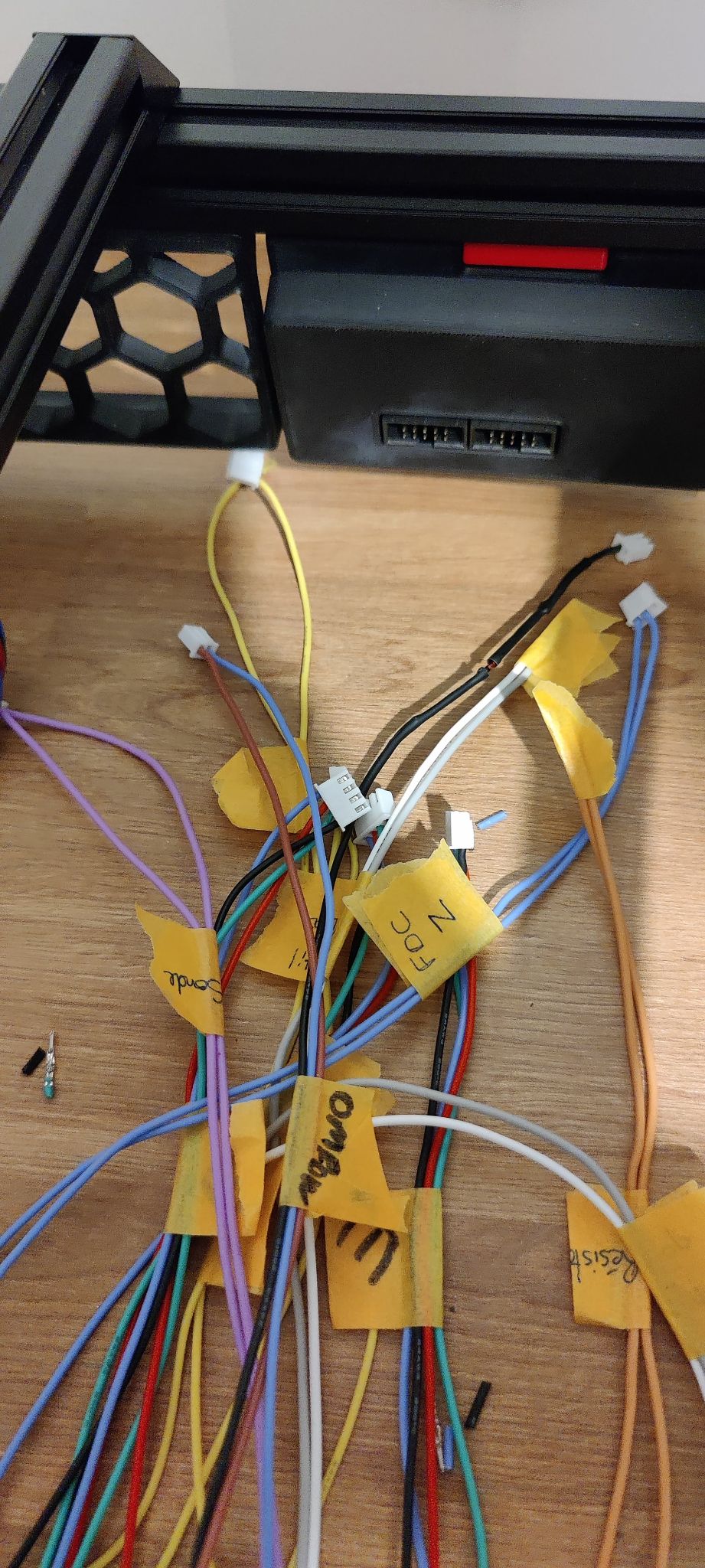
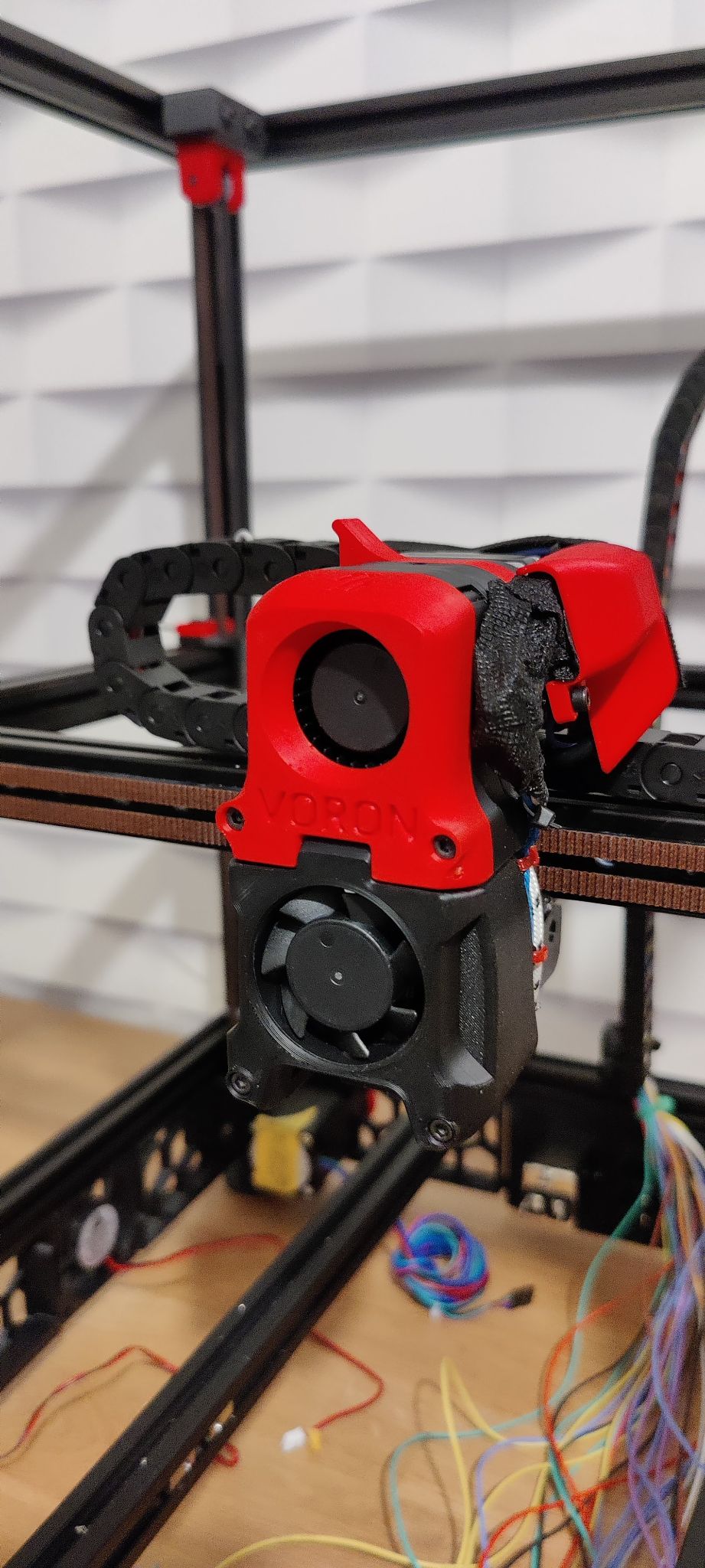
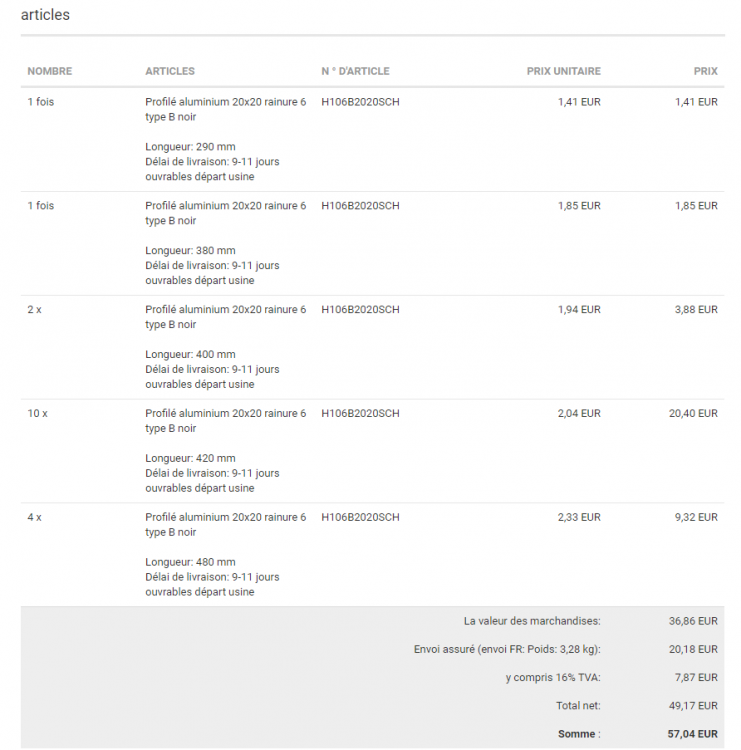
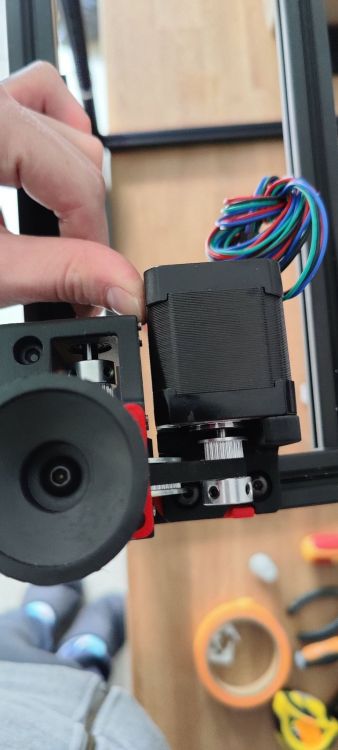
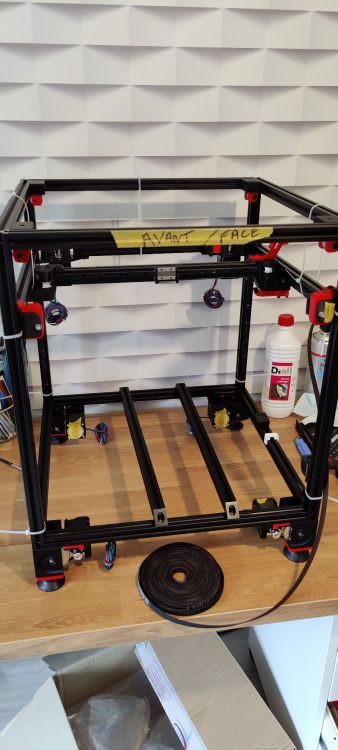
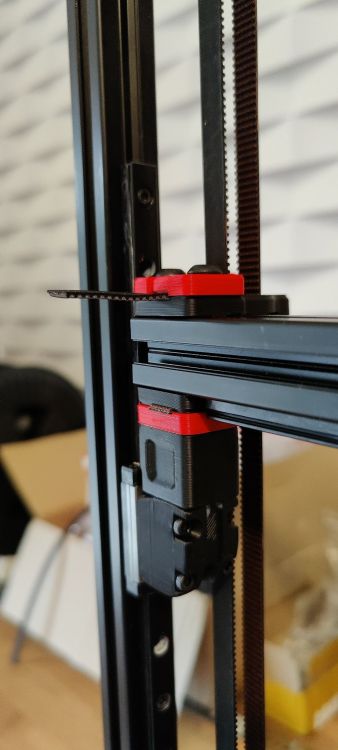
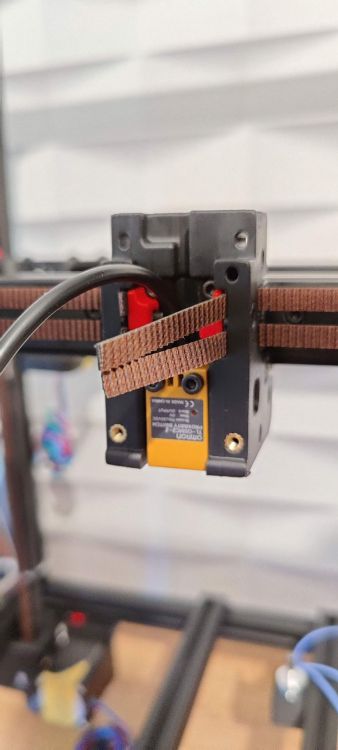
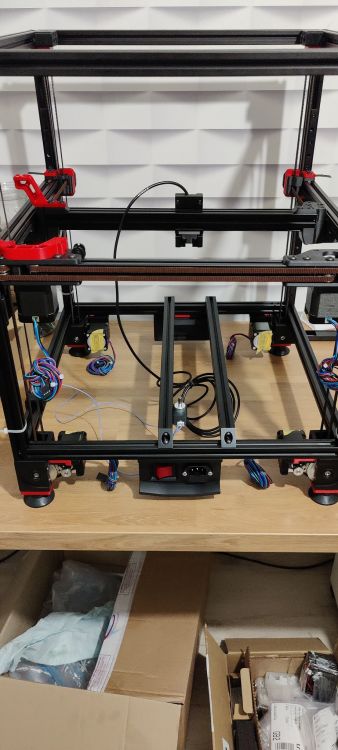
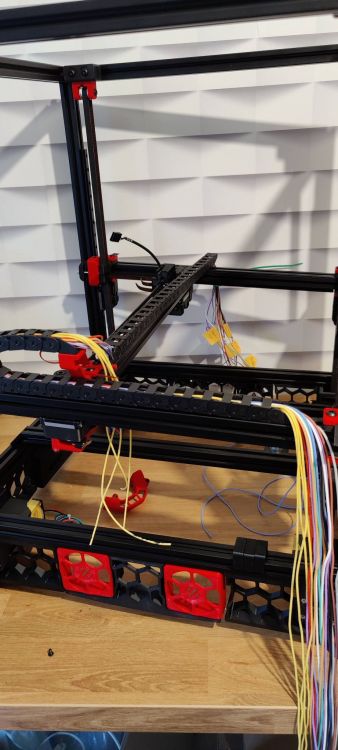
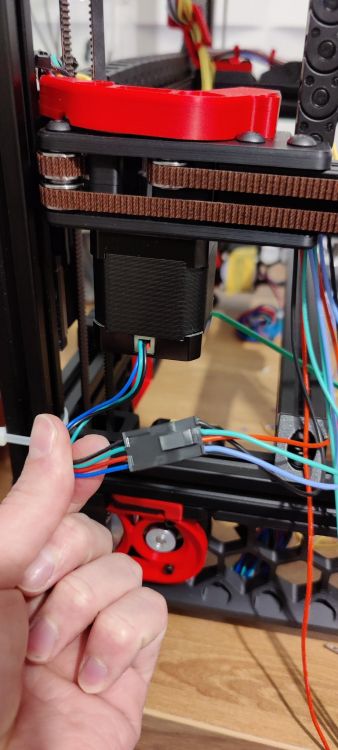
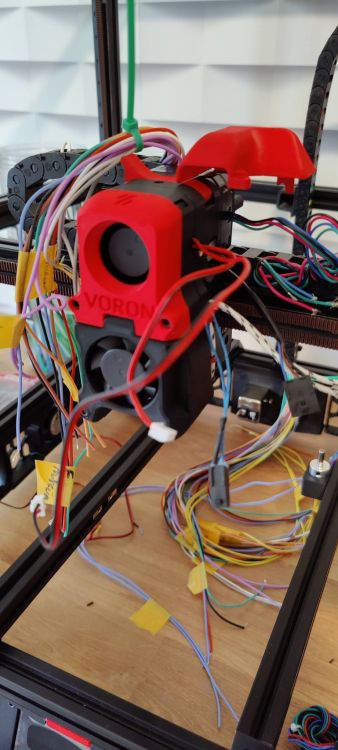
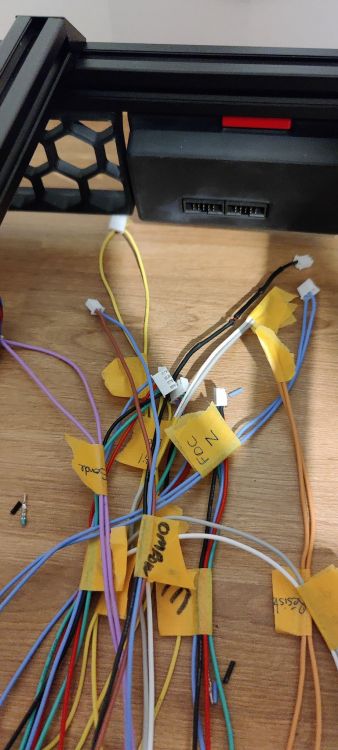
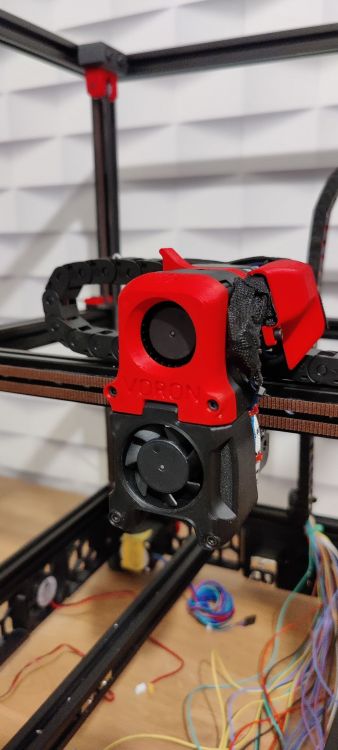
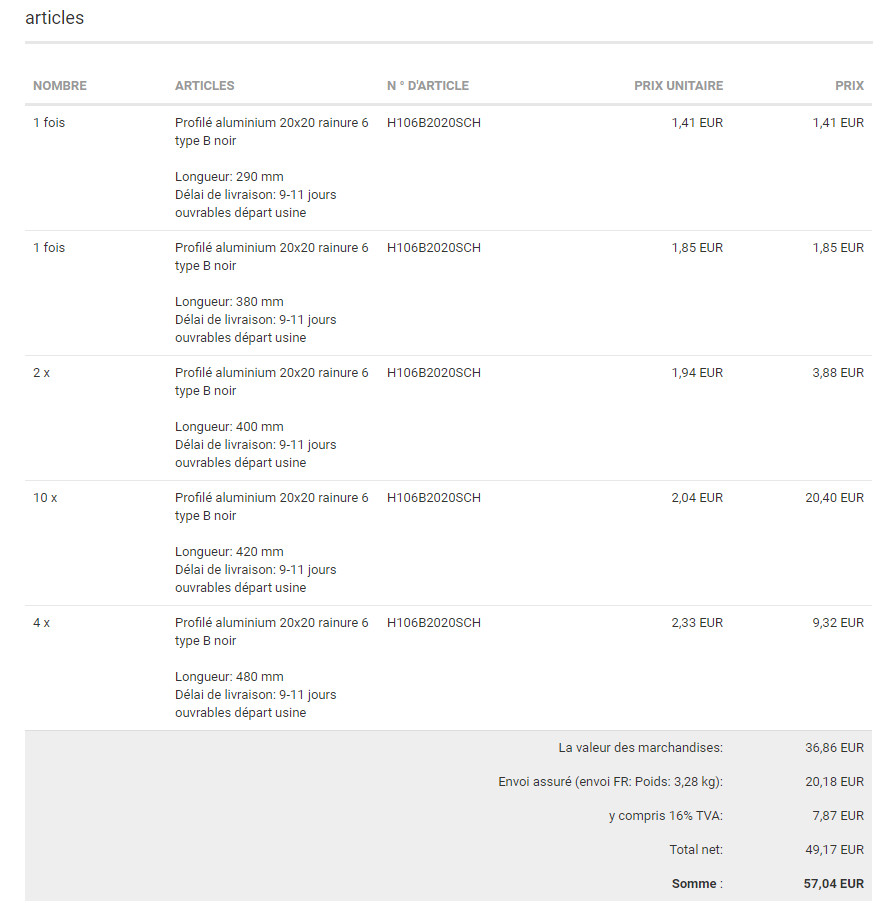
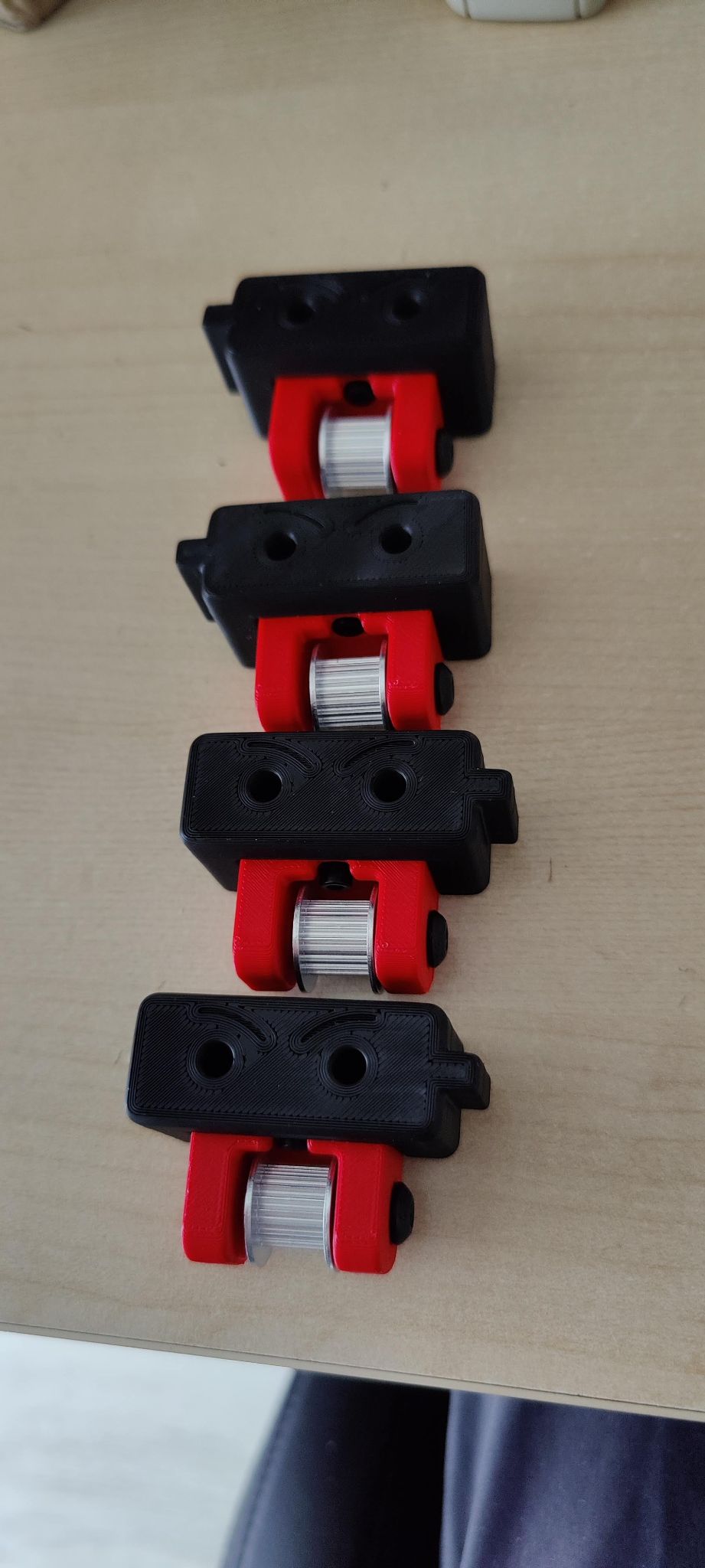
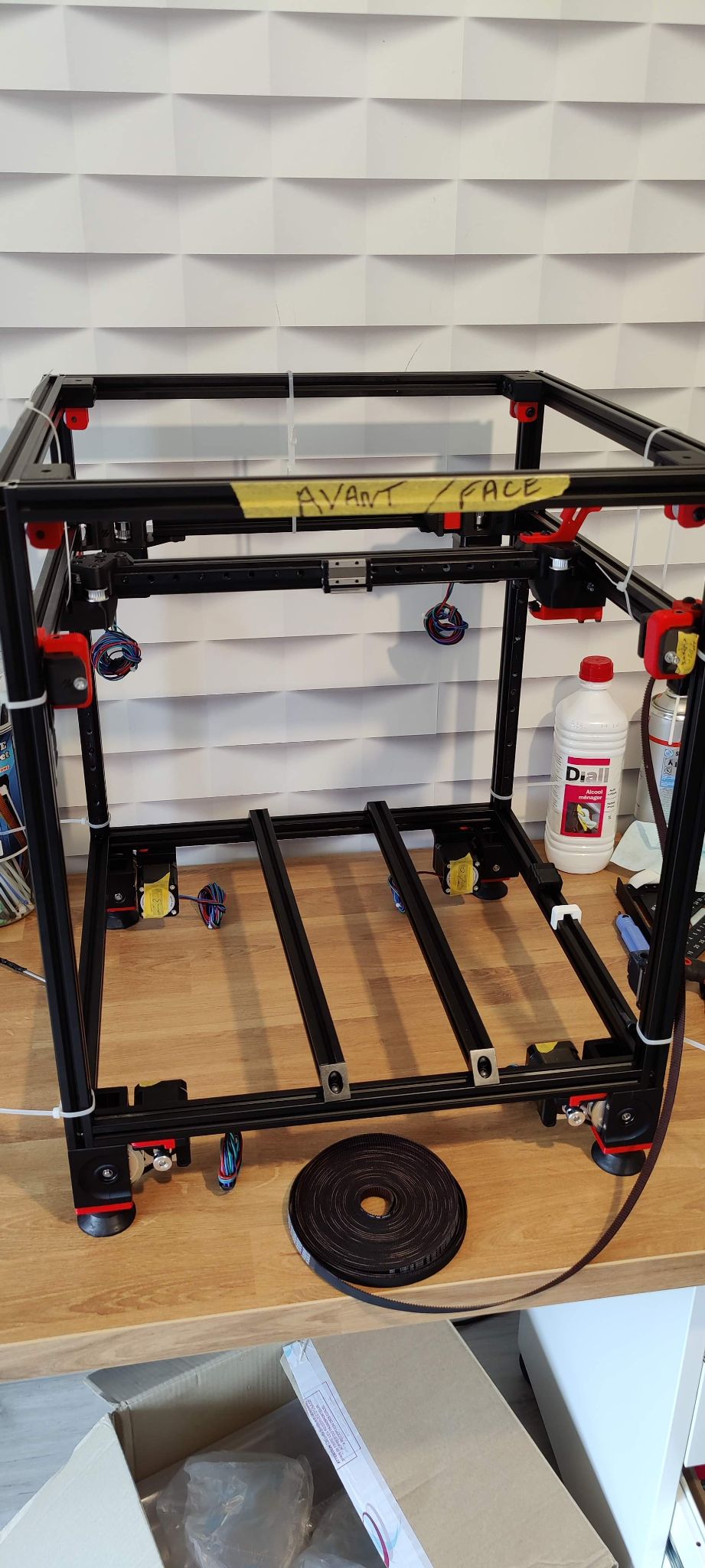
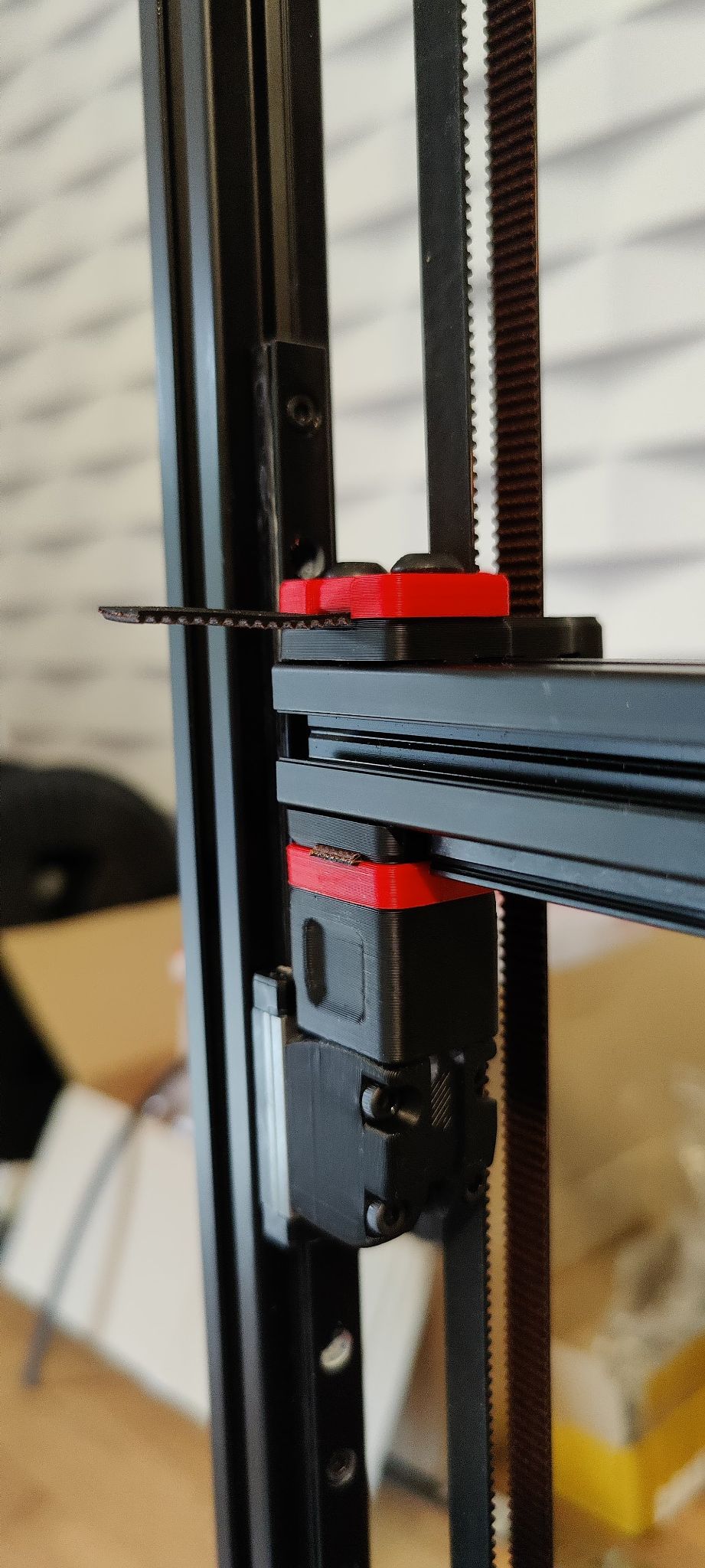
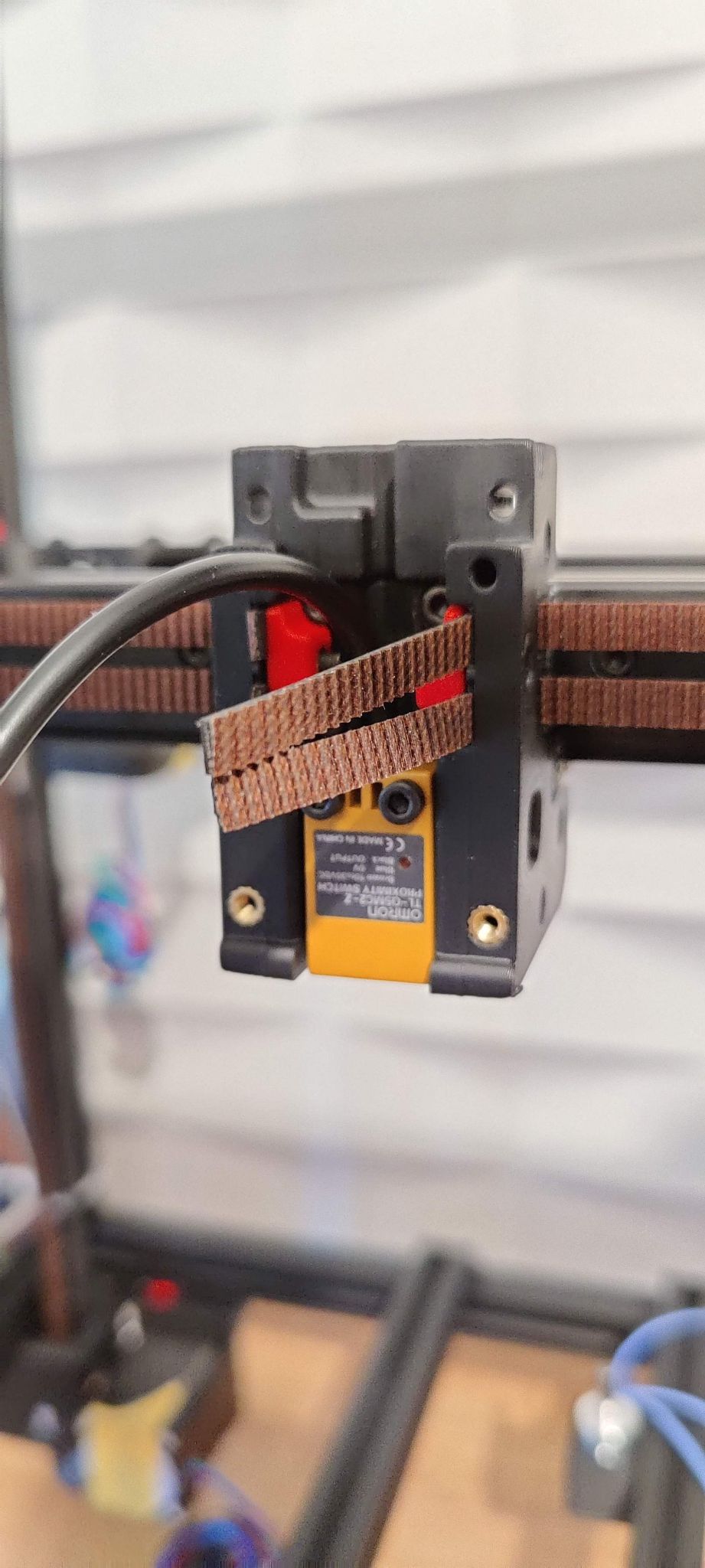
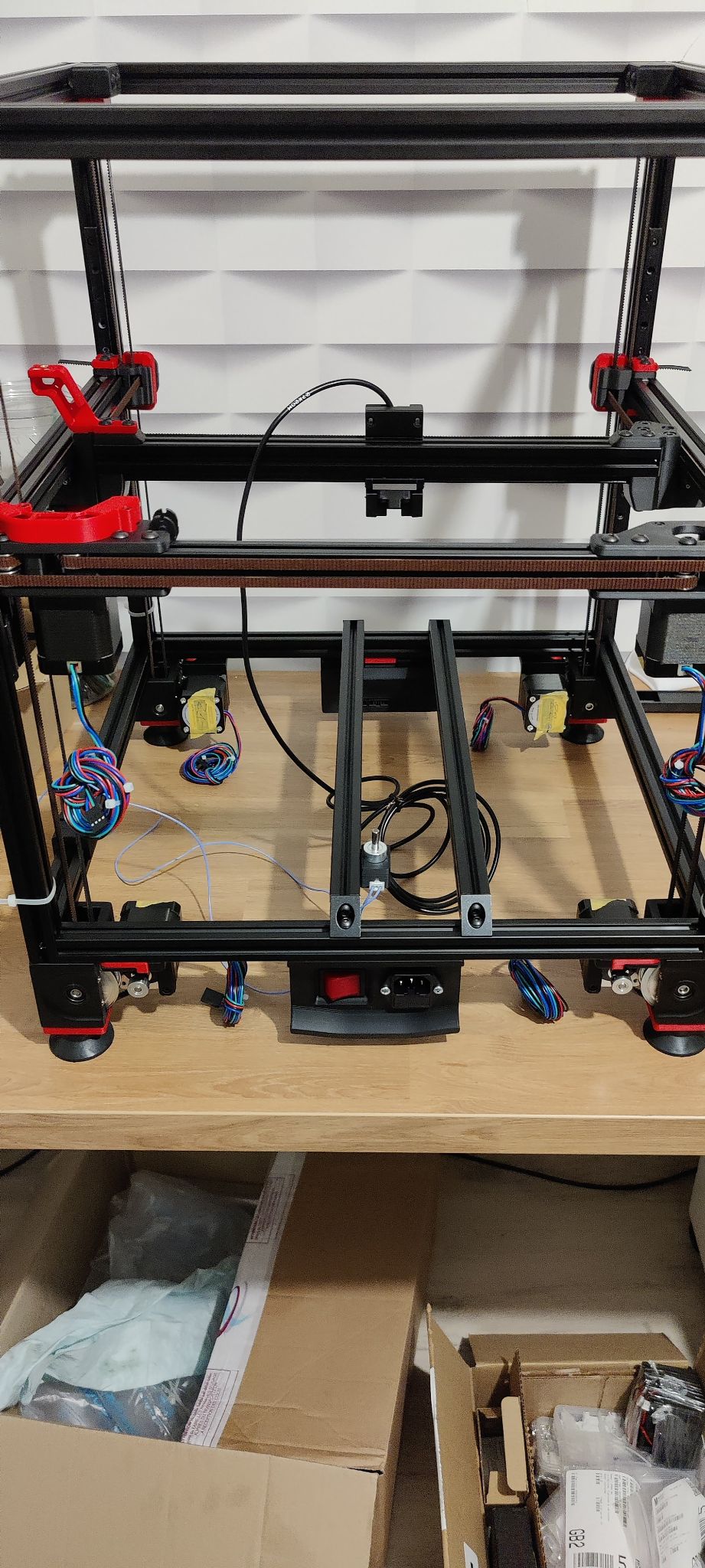
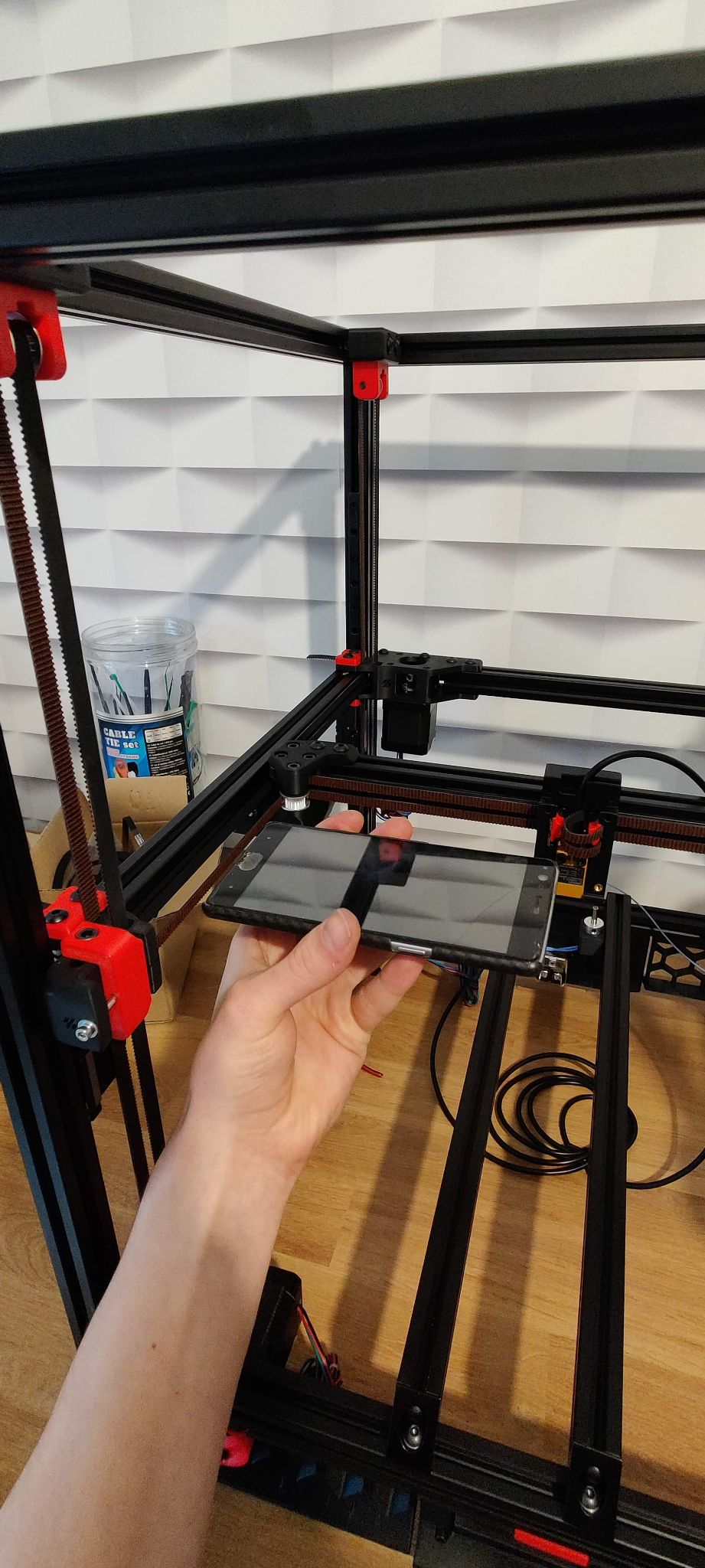
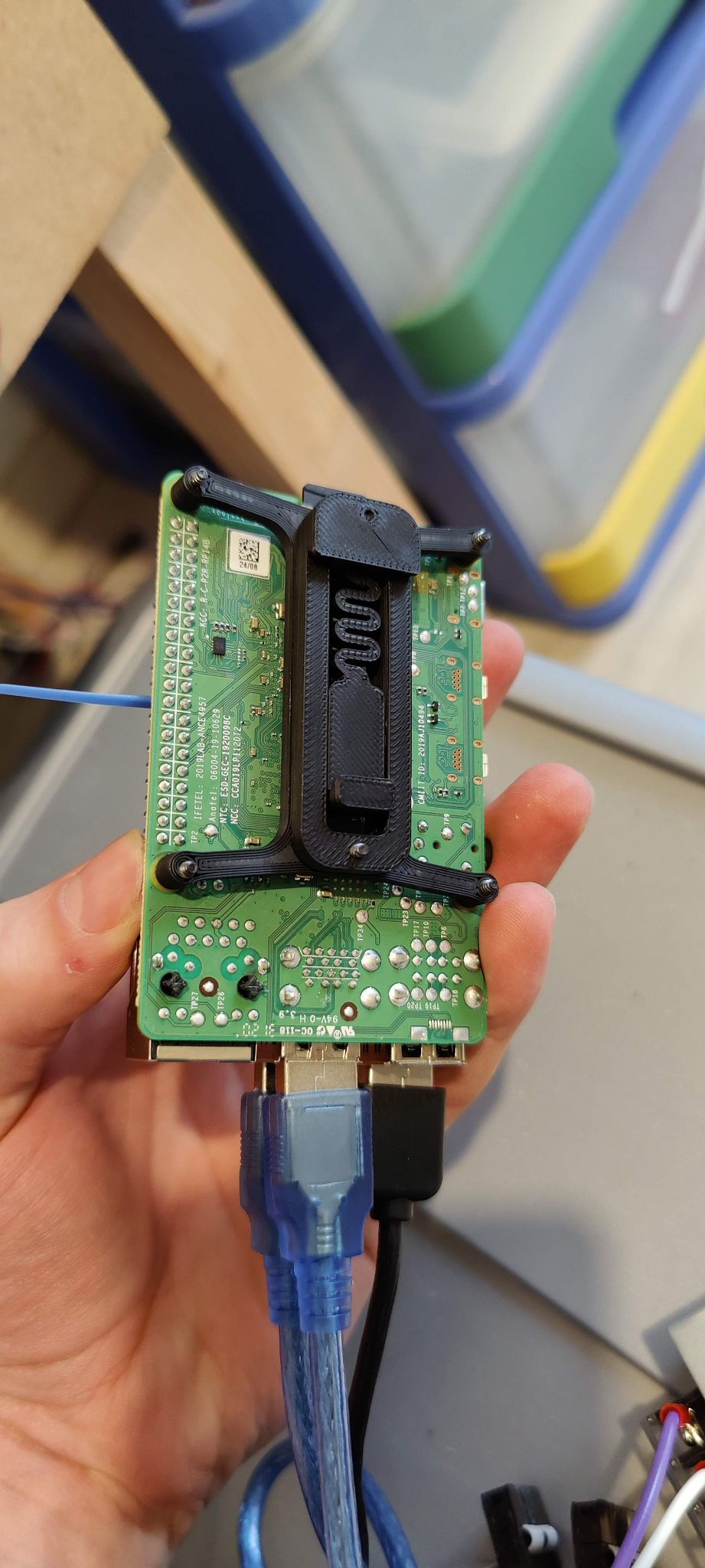
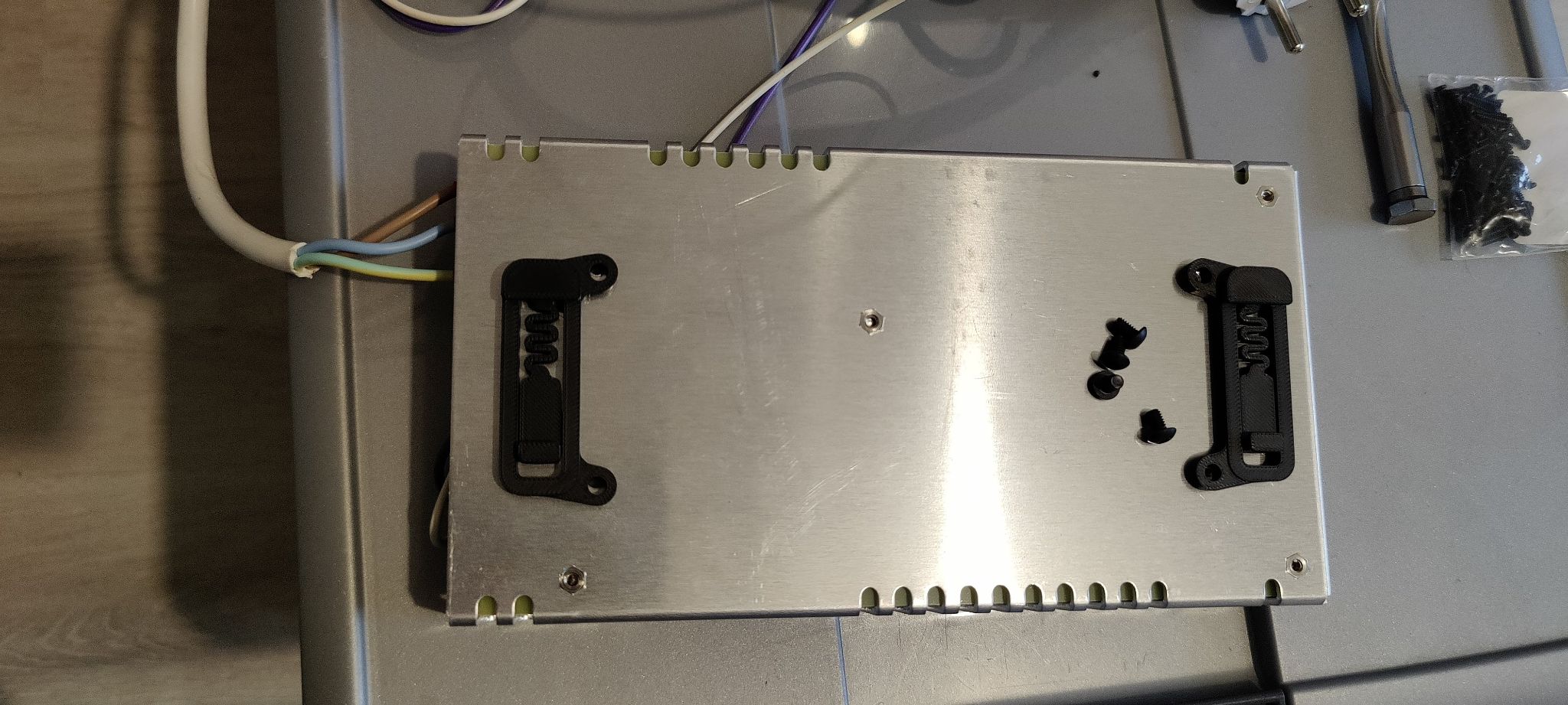
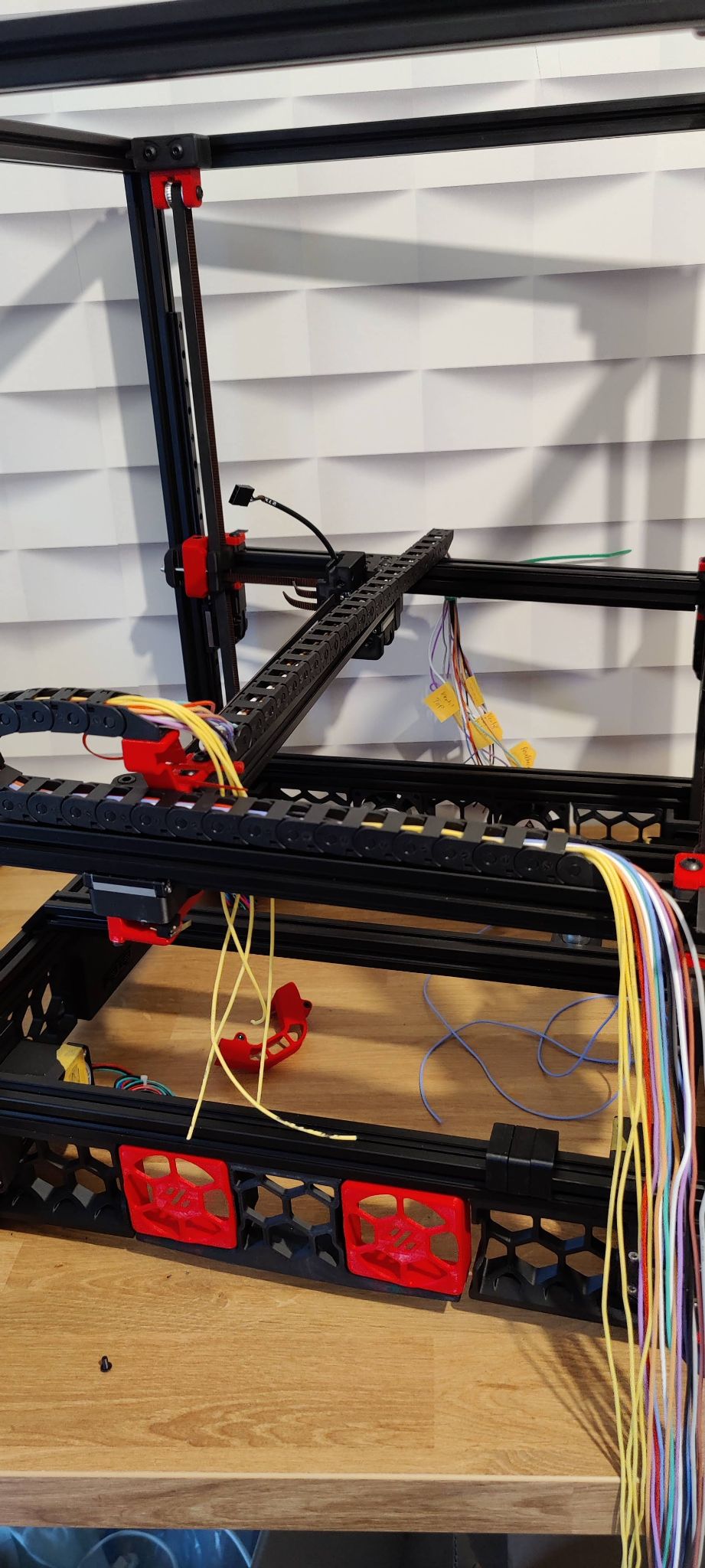
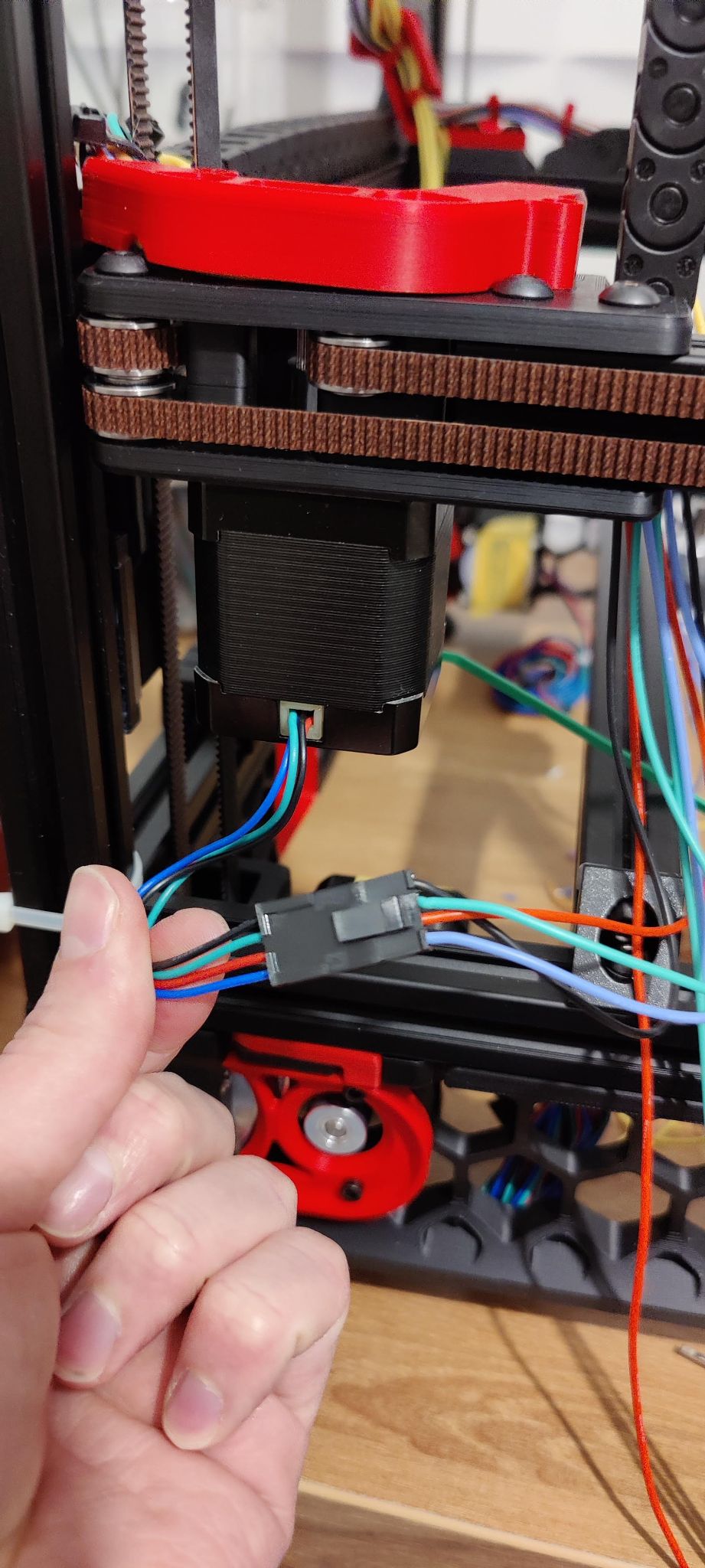
Hello, j'ai enfin reçu mes frames voici le montage. Partie Mécanique: Pour le montage j'ai suivi la notice de montage mais aussi ces 2 vidéos : Vidéo de Nero 3dp sur l'explication du montage des frames pour ceux qui n'ont pas pris du Misumi. Vidéo de Nero 3dp Si un chariot de vos rails linéaire est un peu dur vous pouvez le démonter en suivant cette méthode pour le graisser. Je me suis procurer les frames chez https://www.myaluprofil.de/ et toutes les vis sur https://schraube-mutter.de/ J'ai percer les profilés à la perceuse à colonne avec un foret de diamètre 5mm histoire que la clé BTR passe mais 5,5 voir 6 n'aurai pas été du luxe. J'ai utilisé des vis BHCS M6x10mm, si vous prenez les mêmes frames que moi vous ne devez pas suivre la taille des vis de la notice car le trou au milieu des profilées et trop grand on ne peut donc pas le tarauder en M5 comme dans la notice, mais ce n'est pas du tout un problème. Faite attention à ne pas perdre de bille ! Réception des pièces en ABS du PIF, super qualité j'en suis très satisfait. On commence par le début les modules Z. Mise en place des inserts. Je vous conseille fortement de regarder cette vidéo, il y'a des petit trucs qui ne sont pas indiqué dans la docs. ->Vidéo Nero 3dp et pour vous y retrouver la vue Fusion 360 de la Voron 2.4 assemblé -> https://github.com/VoronDesign/Voron-2/tree/Voron2.4/CAD Poulies moteur : SURTOUT faite gaffe aux poulies ! il y'en a de plusieurs sortes et ça vous évitera de tout démonter. Faite attention en montant les poulies il y'a bien 2 rondelles de 1mm de chaque coté du roulement central et on oublie pas le frein filet sur les vis. Autre chose les support monté sur les moteurs ne sont pas les mêmes que la docs, ils ont été revu. Dans la visu 3D sur fusion 360 on voit bien les nouvelles pièces. Et voila c'est déjà pas mal pour aujourd'hui bonne fêtes et bonne année à tous ! Montages des des pieds et module Z : Montage des moteurs + tension courroie, faite à attention en tendant la courroie à bien laissé le moteur parallèle au support ça nous évitera par la suite que la courroie frotte sur la poulie. Montage du end stop Z : Suivre cette vidéo https://www.youtube.com/watch?v=3hocvaTHagI&t=356s&ab_channel=Nero3dp Pour enlever le flasque de la poulie j'ai utiliser un décapsuleur (merci le discord pour l'astuces ). EDIT : Il faut prendre la version plus longue de 2mm si vous mettez un PEI avec une magnet flex plate sinon le air duct force sur le plateau lors du palpage. Le fichier se trouve ici : https://github.com/elpopo-eng/VoronFrenchUsers/tree/main/Mod/ZEndStop photo de la version plus petite : Montage des moteurs AB et début de la gantry. Suivre cette vidéo Pour le reste du montage je me suis débrouillé avec la doc et la vue fusion 360. Mise en place de la gantry et des courroies : Vidéo pour d'aide pour la mise en place : Voron V2.4 Gantry Assembly Part2 & QA Solving Gantry Racking Il faut couper la courroie des modules Z à ras pour celle du bas et laissé dépasser un morceau de quelques centimètre, puis recommencer cette étape 4 fois pour avoir une longueur de courroie identique des 4 côtés. montages des courroies des moteurs A et B : Pour la cellule Omron ci dessous comme ce n'est pas exactement la même que dans le plan il faut mettre 2 vis plus longue. 3x25mm au lieu de 3x20mm. En attendant les pièces pour l'extrudeur j'ai avancé en montant l'écran et l'interrupteur arrière : Vidéo pour le montage d'une tête Dragon : Vidéo de Nero 3d Tension des courroies, je l'ai fait pour essayer avec l'application android "Easy tension" j'ai mis le micro perpendiculaire à la courroie et je la fais vibrée. J'ai mis actuellement 140hz sur les courroie Z et 97Hz sur la courroie X Y avec la gantry au milieu ! . Mise en place des supports cartes et alim : Mise en place des câbles qui passe dans les câbles chain : 2 câbles sonde 2 câbles résistance Attention c'est du 20AWG ici 2 câbles ventilateur hot-end 1 2 câbles ventilateur hot-end 2 3 câbles sondes Omron 4 câbles moteur extrudeur ( idem pour le A et B ) 2 câbles fin de course X 2 câbles fin de course Y Pour les connecteurs faite attention avec les connecteur micro molex... Un pin à crimp mâle va dans un connecteur femelle et inversement. Je vous conseille de vous entrainer avant avec un câble qui traine, regarder des vidéos sur youtube pour les explications. Rien de bien sorcier mais il faut prendre son temps, et pas hésitez à vérifier si la connexion est OK avec un multimètre et a bien les enfoncé. N'hésitez pas à tirer légèrement dessus pour tester. Mes moteurs sont ceux-ci : https://fr.aliexpress.com/item/4000408723764.html j'ai vérifier le code couleur cela correspond bien vous devez avoir quelques Ohms par paires. Soit pour moi les 2 paires sont : BLACK & GREEN et RED & BLUE Montage de l'afterburner ( hot-end dragon HF): Vidéo à suivre pour le montage https://www.youtube.com/watch?v=xzm5_zIaSWo&ab_channel=3DPMAMSIH il y'a aussi cette docs au cas ou https://www.dropbox.com/s/v30qvah09l466er/Voron%20Afterburner%20Manual.pdf Quelle galère de cacher tous les câbles, il n'y a pas assez de place... ça restera comme ça en attendant que j'imprime ce fichier qui permet de cacher ce foutoir... Cache câble STL Et enfin une petite séance de crimping mais ça va avec ces connecteurs JST c'est simple comparé au micro Molex. Autant les micro Molex males c'est facile autant les femelles c'est galère, mais avec de la persévérance on y arrive. Prévoyez plus de connecteur micro Molex en rab ! Ne vous trompez pas si vous avec une SKR 1.4 le câblage est légèrement diffèrent, vous trouverez le bon schéma ici : https://github.com/VoronDesign/Voron-2/tree/Voron2.4/firmware/klipper_configurations/SKR_1.4 suite ici ->













.thumb.jpg.6985a092c9952d9f696604644e408bce.jpg)


.thumb.jpg.fa7f9532513857a28194e29e988eea0e.jpg)
 1 point
1 point -
Non ce n'est pas juste de l'alcool, mais un solvant ! Précaution[modifier | modifier le code] L'alcool isopropylique est inflammable et irritant. Il doit être maintenu loin de la chaleur et de toute flamme. Les symptômes de l'empoisonnement à l'isopropanol se traduisent par des maux de tête, vertiges, dépression mentale, nausées, vomissements, narcolepsie et coma. Il est conseillé de l'utiliser dans des endroits bien aérés avec des gants protecteurs. Il est obtenu à partir de la réduction de l'acétone par le tétrahydruroborate de sodium. Un autre procédé de fabrication consiste en une hydratation indirecte du propylène par l'acide sulfurique à 70 %, suivie d'une hydrolyse qui conduit à l'isopropanol. Un extrait du Datasheet : Isopropanol Danger Hazard Statements H225 Highly flammable liquid and vapour. H319 Causes serious eye irritation. H336 May cause drowsiness or dizziness. Precautionary Statements P210 Keep away from heat/sparks/open flames/hot surfaces. - No smoking. P260 Do not breathe vapours. P280 Wear protective gloves. P305+351+338 IF IN EYES: Rinse cautiously with water for several minutes. Remove contact lenses, if present and easy to do. Continue rinsing. P370 In case of fire: Use alcohol resistant foam or dry powder for extinction. P501D Empty containers may contain residual product and vapours. Do not cut or weld on or near empty containers. Disposal should only be by means of a licensed waste disposal contractor. Supplementary Precautionary Statements P264 Wash skin thoroughly after handling. P303+361+353 IF ON SKIN (or hair): Remove/Take off immediately all contaminated clothing. Rinse skin with water/shower. P304+340 IF INHALED: Remove victim to fresh air and keep at rest in a position comfortable for breathing. P403+233+235 Store in a well-ventilated place, in original container. Keep container tightly closed, Keep cool. Isopropanol_datasheet.pdf1 point
-
sinon tu peux aussi essayer les solvants,c'est ce que je fait , c'est RADICAL et sans déformations pour la buse( si chauffe trop forte). Je travaille en laboratoire donc je n'ai pas de difficultés a me fournir, néanmoins ce sont des solvants faciles à trouver: pour le PLA: -plonger la buse dans un verre (n'utiliser que du verre) avec du dichloromethane ou chloroforme (attention produit toxique,ne pas respirer les vapeurs et à utiliser dans un endroit ventillé), l'acétone fonctionne aussi mais c'est moins efficace. -l'abs: plonger la buse dans un verre (en verre toujours) avec de l'acetone (attention toxique également (cancer du foie)en plus d'être inflammable) - L' HIPS: plonger la buse dans de la D-limonène (on peut en acheter sur internet, mais c'est cher) Tous les autres plastique à l'exception du nylon et du PTFE se dissolvent dans l'acétone. voila tu fait mariner ta buse une nuit dans le solvant puis tu la frotte légèrement (en portant des gants) elle sera comme neuve.1 point
-
Je vous déconseille très fortement d'utiliser autre chose que de l'eau déminéralisée dans un bac à ultrason. Y mettre de l'alcool isopropylique est bien trop dangereux. Pour plusieurs raisons : Les ultrasons vont provoquer un échauffement du solvant, conduisant à : La formation d'un brouillard de micro-gouttelettes dans l'atmosphère de la pièce où se situe le bac à ultra son. La densité des vapeurs étant plus lourde que celle de l'air, celle-ci va d'abord se répandre au niveau du sol. Ce qui limite la détection à l'odeur. La décomposition de l'isopropanol en monoxyde et dioxyde de carbone. Risque d’asphyxie dans une pièce mal ventilée. Une dernière précision, il n'est pas nécessaire d'avoir une étincelle pour provoquer la combustion de l'isopropanol. Et le point éclair est très bas (11,7°C). Par conséquent, en cas de brouillard d'IPA, ce n'est pas une petite flamme qui va se produire mais une déflagration. C'est bien trop risqué.1 point
-
Que voila un bel euphémisme! Comme on est ici sur un forum que tout le monde peut lire... Il serait bon de rappeler que le chlorure de méthylène est un solvant chloré, un produit extrêmement dangereux, explosif, et accessoirement, qu'il est susceptible de provoquer des cancers. Bon, de ce côté là, c'est pas vraiment prouvé, mais il est tout de même en catégorie 3. Donc probablement pas innocent. L'intoxication à ce produit est reconnue comme maladie professionnelle, et c'est un narcotique puissant (on tombe comme une masse). Pour ceux qui veulent se détruire et se défoncer, effectivement, c'est pas mal! Remarquez qu'en plus, si on est atteint d'une hépatite, on peut bien entendu en finir plus vite avec les vicissitudes de la vie, puisque ses molécules peuvent se fixer sur le foie. Pis après tout, c'est un cas de 100% à la Sécu, ça! Même pas grave! Alors, je veux bien toutes les recettes de la terre pour sacrifier à notre passion, mais ne manipulez jamais ce produit en intérieur, il faut impérativement être dehors avant d'ouvrir le bidon, et de préférence par vent léger, en se mettant dans le bon sens (au vent, diront les marins, pas sous le vent!). Des gants sont plus que conseillés, puisqu'en plus, ce sympathique produit peut causer facilement des brûlures... Rien à voir avec la toxicité de l'acétone. On n'est pas dans le même registre. Renseignez vous. Si vous savez ce que vous faites, vous pouvez vous en procurer facilement, c'est en vente libre, on est des adultes! N'empêche, ça me tente, cette connerie de PLA brillant! M'en paierais bien un petit litre, moi!1 point
-
Note : Ces infos (à vérifier) sont UNIQUEMENT le résultat de mes recherches sur le net et de sa rédaction, à l'heure où je l'écris, (sur mon temps libre). Pas de language trop technique ni trop de détail, le but est de voir les "bases". A "fignoler" suivant mes erreurs, vos remarques ou l'évolution. Merci de votre compréhension. LES TYPES DE FILAMENTS 3D : (pour système de dépôt) Il existe plusieurs types de filaments pour ces machines (FDM), des "classiques" (PLA, ABS), et d autres plus récents, voir très spécifique (conductif, ...). Chaque type a des propriétés propres, et celles-ci peuvent même variées suivant la marque ou la version. Sans oublier la machine, son équipement, ses réglages, la programmation, le type derrière aux commandes, avec son expérience... Et des fois, aussi peut-être un peu : La chance ! ^^ Je parlerais donc ici de "généralités", car vous l'avez compris, il y a des variables... Liste (dans l'ordre) des "Types" de filaments décrits ici : - PLA. - ABS. - De nettoyage. - Soluble/Support. - Bois. - Pierre. - Métal. - Flexible. - Carbone. - Nylon. - Polypropylène. - PETG. - ASA. - Polycarbonate. - Conductif. - Hautes-Températures. - Poreux. - Technique : - Plexiglas. - Modlay. - PLA Radio-Opaque. ------------------------------------------------------------------------------------------------- Les "Classiques" PLA : Issu du recyclage ou d'amidon de maïs. Le "Must" pour débuter ou tester sa machine. Température d'impression entre 180° et 220°C. + Naturel (non-toxique et biodégradable). + Sans "mauvaise" odeur lors de l'impression. + Facile et simple à utiliser pour de "bons" résultats. + Ne nécessite pas de plateau chauffant. + Facile à "finir" (post-traitement). + Faible cout. - Attention aux chaleurs (ramolli vers les 50°c). - Sensible à l'humidité (conserver au sec). - Faible résistance. ABS : Le "plastique" par excellence on le connait partout... Nécessite un plateau chauffant, un certain "contrôle" et connaissance de votre machine. Température d'impression entre 220° et 260°C. Attention aux émanations, toxique. + Plutôt facile d'utilisation pour de "bons" résultats. + Résistant. + Tolérant des écarts de temp (-20° à 80°C). + Moins sensible à l'humidité. + Facile à "finir" (post-traitement). + Faible cout. - Plastique Non-Bio, issu du pétrole...(Toxique lorsque chauffé et non Biodégradable). - Attention aux émanations. - Nécessite un plateau chauffant. - Bien contrôler la température de la buse et du plateau (succes de l'impression). ------------------------------------------------------------------------------------------------- "De nettoyage" : Afin de purger votre buse, en cas de changement de type de filament, ou pour l'entretien. Large fourchette de température (160° à 280°C) permettant de bien nettoyer après l'usage de différents filaments. 10-15 centimètres suffisent, on fait chauffer au besoin la buse, et on pousse à la main. Soluble/Support : Soluble : Le PVA et le HIPS, ils servent principalement de supports lors des impressions, pour les pièces complexes ou les parties suspendues. Le PVA se dissout dans l'eau chaude, le HIPS dans un solvant à base de citron. Le PVA servant de support pour le PLA, et le HIPS pour l'ABS, leurs utilisation nécessite un système à double extrusion. Le besoin d un plateau chauffant ainsi que la température d impression est du coup équivalente au filament avec lequel ils sont censé "quo-habiter"... Support : Différents filaments de marques différentes, qui comme le nom l'indique, servent de support... lol En général des alternatives aux solubles, ou adaptés à s'allier avec d'autres filaments que le PLA et l'ABS, dont un à base de PETG, tolérant aux températures, qui s'associe avec le Nylon. Quelque soit votre choix, soluble ou pas : Bien se renseigner auprès du fabriquant et autres utilisateurs. ------------------------------------------------------------------------------------------------- Bois : Généralement un composite à base de PLA et de poudre de bois (de 20 à 40%). Nécessite une certaine connaissance de votre machine et de l'impression 3d en général Température d'impression entre 180° et 240°C. + Plusieurs types de bois (Liège, ébène, ...). + Odeur et aspect bois bien rendu. + Possibilité de varier la température d'extrusion pour avoir des nervures clair ou foncé. (donnant un aspect plus réaliste). + Facile à "finir" (post-traitement). - Attendre le refroidissement avant manipulation (risque de déformation). - Filament composé de particules, faire attention à la hauteur de couche (150µ mini) - Faible résistance. Pierre : Généralement un composite à base de PLA et de poudre de pierre (de 25 à 40%). Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Température d'impression entre 180° et 240°C. + Plusieurs types de pierre (Granite, béton, ...). + Aspect pierre bien rendu. + Facile à "finir" (post-traitement). + Possibilité d'augmenter le taux de remplissage pour augmenter le poids. (donnant un aspect plus réaliste). - Attendre le refroidissement avant manipulation (risque de déformation). - Filament composé de particules, faire attention à la hauteur de couche (150µ mini) - Faible résistance. Métal : Généralement un composite à base de PLA et de poudre de métal (jusqu a 80%). Nécessite une certaine connaissance de votre machine et de l'impression 3d en général. Chargé en métaux, certains de ces filaments demanderont une buse plus robuste (du à la friction), et même parfois plus large. Sinon-> Usure prématuré. Température d'impression variable suivant métaux. Certaines spécificités lié aux types de métaux.(Conducteur, magnétique, ...) Bien se renseigner auprès du fabriquant et autres utilisateurs. + Grande variété des types de Métaux (Acier inoxydable, cuivre, ...). + Aspect Métallique bien rendu et différents effets possible en post traitement. + Possibilités de finition (brossage, polissage, ...). + Possibilité d augmenter le taux de remplissage pour augmenter le poids. (donnant un aspect plus réaliste). - Peut être fragile suivant filament choisi. - Filament composé de particules, faire attention à la hauteur de couche (150µ mini) - Usure de la buse, nécessite une buse plus résistante pour durer. - Finition obligatoire pour un rendu réaliste. ------------------------------------------------------------------------------------------------- Flexible : Généralement à base d’Élastomère, donc en parti "élastique". (jusqu a + de 700%, ou - avant de pouvoir reprendre sa forme original, suivant Filaments !!!) Nécessite expérience, connaissance de votre machine et de l impression 3d en général. Nécessite généralement un certain type d extrudeur et une vitesse d impression réduite. Température d'impression entre 180° et 250°C suivant filaments. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Grande variété des types de Filaments Flexible (Super Elastique, ok au contact alimentaire, ...). + Grande élasticité avant de reprendre sa forme !!! + Grande résistance à : la chaleur, l eau, l abrasion, au chocs (comparé à l'ABS et PLA). + Ne nécessite pas forcément de plateau chauffant. - Bien paramétrer l'impression et sa machine. - Nécessite généralement un système particulier d extrudeur et une vitesse d impression réduite. (suivant filament...) - Bien paramétrer l impression. - chez certains filaments : Usure de la buse, nécessite une buse plus résistante pour durer.- Finition "pas évidente". CARBONE : Un mélange qui varie (ABS, PLA, ou autres suivant modèle et fabriquant), mais qui peut contenir jusqu'à 20% de Carbone ! Léger est très résistant une fois imprimé, idéal pour le modélisme, paramédical, ... Nécessite un plateau chauffant, un certain "contrôle" et connaissance de votre machine. Chargé en Carbone, la plupart de ces filaments demanderont une buse plus robuste (du à la friction). Sinon-> Usure rapide et prématuré. Température d'impression entre 230° et 270°C suivant filaments. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Léger. + Très résistant aux chocs, friction, mécanique. + Pas si difficile à imprimer si bien équipé. + Post traitement possible, mais rendu mat en général. - Nécessite un plateau chauffant et température élevé d extrusion. - Grande usure de la buse, nécessite une buse plus résistante pour durer. (Suivant taux de Carbone). - Coût élevé. ------------------------------------------------------------------------------------------------- NYLON : Base type Polyamide, très présent dans l industrie du textile entre autre. Résistant, relativement souple, il est durable. Idéal pour les mécanismes ! Crains l'humidité (en général) et est hautement inflammable ! Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Plateau chauffant pas obligatoire suivant filaments. Température d'impression entre 220° et 260°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Résistant. + Durable. + Souple. + Plateau chauffant pas forcément obligatoire. + Post traitement possible (Mais résiste à l Acétone). - Sensible à l humidité (suivant filaments). - Hautement inflammable. - Coût et manque de fabricants. - Température élevé d'extrusion (suivant filaments). POLYPROPYLENE : Très utilisé dans le secteur auto et pour des tenues de protection jetable. Faible densité, bonne résistance aux chocs, aux torsions, et bonne tolérance aux agents chimiques. Il constitue une bonne alternative au Nylon. Si moins sensible à l'humidité, il l'est plus aux UV. Apparemment plus simple à utiliser pour un "bon" rendu et des propriétés proches. Nécessite une certaine connaissance de votre machine et de l'impression 3d en général. Plateau chauffant obligatoire. Température d'impression à 220°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Résistant. + Durable. + Souple. + Léger. + Post traitement possible. + Plus tolérant que le Nylon à l humidité. + plus simple d utilisation que le nylon. - Sensible aux UV. - Plateau chauffant obligatoire. - Coût et manque de fabricants. ------------------------------------------------------------------------------------------------- PETG : Base type Polyester très utilisé notamment dans l'alimentaire. Résistant, à la base translucide, on le trouve aussi en version plus opaque. Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Plateau chauffant pas obligatoire suivant filaments. Température d'impression entre 195° et 260°C suivant filaments. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Compatible contact alimentaire. + Léger. + Laisse passé la lumière jusqu’à 90% suivant filaments et type d impression. + Résistant à la chaleur, et robuste. + Peut être étanche si augmentation des couches extérieurs. + Plateau chauffant pas forcément obligatoire. + Post traitement possible. - Nécessite une certaine technicité suivant les impressions. ASA : Alternative de l ABS et son cousin, très utilisé dans l automobile ou en extérieur. D'aspect brillant. Permet une utilisation sur le long terme en exterieur, très résistant (uv, chimiques, thermique) il ne se décolore pas au soleil ! Grande qualité et bon "comportement" de l'impression, permet de grandes pièces. Nécessite une certaine connaissance de votre machine et de l impression 3d en général. Plateau chauffant obligatoire. Température d'impression entre 230° et 255°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Très résistant (UV, chaleur, intempéries, certains agents chimiques et huiles). + Durable dans le temps. + Qualité d'impressions. (permet de grandes pièces bien régulières) + Aspect brillant. + Pas compliqué à utiliser. + Post traitement possible. - Coût un peu plus élevé et manque de fabricant. - Plateau chauffant obligatoire. - Température élevé d'extrusion. POLYCARBONATE : Base de polymère très répandu dans l industrie (CD, casque moto et des CRS, lentilles, ...). A la base translucide, on le trouve aussi en version plus opaque. Très résistant à la température (100° à 120°C et reste encore tranquille), mais aussi très résistant aux chocs ! Attention toutefois, ses qualités peuvent aussi être un problème pour une "bonne" impression, Nécessite grande expérience, connaissance de votre machine et de l'impression 3d en général. Température d impression minimal de 260°C, plateau chauffant à 80°/90°C mini aussi ! La "Box" semble aider pour maintenir un bonne température de l ensemble. Émanation toxique, prudence et ventilation après impression. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Très résistant aux hautes températures. + Très grande résistance aux chocs. + Post traitement possible. - Sensible aux UV, l'humidité, l'Acétone... - Plateau chauffant obligatoire pouvant atteindre minimum 80°C (120°c pour certains filaments). - Température très élevé d'extrusion (260°C minimum). - Bien maitriser l'accroche entre plateau et la pièce imprimé. - Bien paramétrer l'impression et sa machine. - "Box" recommandé. - Réservé aux "Experts" du aux nombreuses contraintes pour avoir un "bon" rendu. ------------------------------------------------------------------------------------------------- Conductif : Bien que certains filament soit conducteurs, il n'y sont pas spécialement "dédiés". A ce jour, seulement 2 le sont sur le marché, un à base de PLA et l autre à base d ABS. Permet comme son nom l indique, d imprimer un circuit, juste une portion laissant passer le courant, ou servir de décharge d’électricité statique (interférences). Bref, intégrer de l’électronique dans nos impressions... Attention, pour l'instant on se limite aux basses tensions seulement ! Respecter les limites des résistances possibles (fabricants, et une bonne vidéo/test sur Youtube) Nécessite une certaine expérience, connaissance de votre machine et de l'impression 3d en général. Plateau chauffant pas obligatoire suivant filaments. Température d'impression entre 215° et 230°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. + Capacité intéressante ! + Ne nécessite pas forcément de plateau chauffant. - limité en résistance (pour l instant...) - Bien maitriser l'accroche entre la pièce "support" et l'impression en "conductif". - Un minimum de calcul et connaissance en électronique sont demandés. - Contenant du carbone noir, risque d'abrasion de la buse. (même si c'est vrai qu'on va pas imprimer des km en "conductif"...). Hautes-Températures : La plupart du temps des bases de filament + ou - résistantes aux températures élevées, modifiées, ou/et renforcées à d'autres composants (HD-PLA, ABS-ARAMIDE, COPOLYESTER, ...). Certains sont très spécifiques et ont des capacités singulières (Ignifugé, ...). Ceux à base PLA, une fois imprimé, doivent subir un passage au four/étuve à 80°C et "cristalliser", ce qui permettra à votre pièce d'être aussi résistante mécaniquement que l'ABS, et supporter jusqu’à 120°c. Tout les autres filaments (dans cette catégorie) n'ont pas "subir" de traitement particulier. Ceux à base PLA mis à part ; Attention toutefois, ses qualités peuvent aussi être un problème pour une "bonne" impression, leurs tolérances nécessite une impression à haute températures. Une "Box" peut, être un avantage pour certains de ces filaments. Nécessite grande expérience, connaissance de votre machine et de l'impression 3d en général. De plus le coût de certains peut... "Calmer direct" lol Quelque soit votre choix : Bien se renseigner auprès du fabriquant et autres utilisateurs. Poreux : Ils contiennent TOUS une base polymère ET du PVA (qui se dissout dans l'eau). Utilisés dans les sciences biologiques, chimiques, ... et même la robotique. Ils ont donc tous une capacité assez "élastique", et change une fois laissé sous l'eau, la durée peut varier suivant l'effet voulu. La différence entre eux semble être l aspect (feutré, gélatineux, ...), ainsi que certaines propriétés (+ ou - dur, ...). Nécessite une certaine expérience, connaissance de votre machine et de l'impression 3d en général. Un plateau chauffant n'est pas forcément obligatoire suivant le filament. Température d'impression entre 220° et 240°C. Bien se renseigner auprès du fabriquant et autres utilisateurs. "Technique" : Dernier "type" de filament de cette liste, j'aurai plutôt envie de dire : "C'est ici que l'aventure commence réellement !!!". Explication... On est à un point où beaucoup "d'acteurs" très différents arrive dans le monde de l'impression 3D. Du coup, beaucoup de matériaux encore non-utilisés sont à venir avec des capacités étonnantes ! On en à déjà vu quelques-un, en voici d'autres, et bien plus sont à venir... Comme d'habitude... Quelque soit votre choix : Bien se renseigner auprès du fabriquant et autres utilisateurs. PLEXIGLAS : Permet d'obtenir des pièces translucides en imprimant à faible vitesse, est semi-rigide, et convient à un usage extérieur (Bonne résistance à la lumière et UV). MODLAY : Se liquéfie à environ 270°C !!! Permet une fidèle modélisation de votre pièce imprimé afin de pouvoir vous en servir à la production de moules (système moulage à la cire perdue). 1) On imprime la pièce. 2) On fait notre moule sur la pièce (plâtre par exemple). 3) On fait chauffer à + de 270°C au four (trou en bas avec de quoi récupérer TOUT le liquide tombé). 4) T'as ton moule !! PLA RADIO-OPAQUE : A base de PLA et Minéraux, sans plomb ni matière toxique. Ce filament est opaque aux rayons X !! Pas (encore) certifié pour un usage médical, alimentaire, dentaire. Nécessite des ajustements de couches, remplissage, ... Pour avoir le "blindage" voulu. ------------------------------------------------------------------------------------------------- Merci à vous d'avoir lu ce "Résumé" sur les types de filaments pour imprimante FDM. Merci aussi de tenir compte de la Note au début de ce post, désolé pour les fautes, doit y en avoir... J’espère que cela vous à plu. Je sais que j vais "radoter" mais... Comme d'habitude... Quelque soit votre choix : BIEN SE RENSEIGNER AUPRÈS DU FABRICANT ET DES AUTRES UTILISATEURS !!! Bonnes impressions à tous et à toute, Tchao ! (vais m faire un café, j suis ko... ^^)1 point















.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)






















.jpg.3472f85cc7c92a1ebedb93b7c6c9b2a7.jpg)

.jpg.774d510cb7dbcf64a45d02678218f04d.jpg)