Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/05/2021 Dans tous les contenus
-
Je te propose la séquence suivante: 1 er programme à créer sous notepad et sauver sur la carte en gcod: défini les pas/mm initiaux M8011 S0.0013085 ;Extrudeur à 764 pas/mm M8500 ;sauvegarde 2eme programme à créer sur SD: demande avance de 100 mm en auto pour que ça fonctionne, il faut enlever le tube PTFE de l'extrudeur et chauffer la tête à 175 mini G21 ;Millimeter units G91 ;Relative positioning G1 E100 F300 ;Extract 100 mm at 5 mm/s 3eme programme: correctif des pas/mm mesure de ce qui sort et règle de 3: (764*100)/ (valeur mesurée en sortie en mm) = P (nouvelle valeur pas.) -> calculer 1/P M8011 S0.00xxxx ;Extrudeur à xxx pas/mm M8500 ; sauvegarde relancer programme 2 pour tester. Je ne garantis pas que tout soit exact...2 points
-
ok à mon tour de dire une bêtise, si c'est permis dans le règlement du forum , un coup de foret de 4 dans le Y ni vu ni connu ?2 points
-
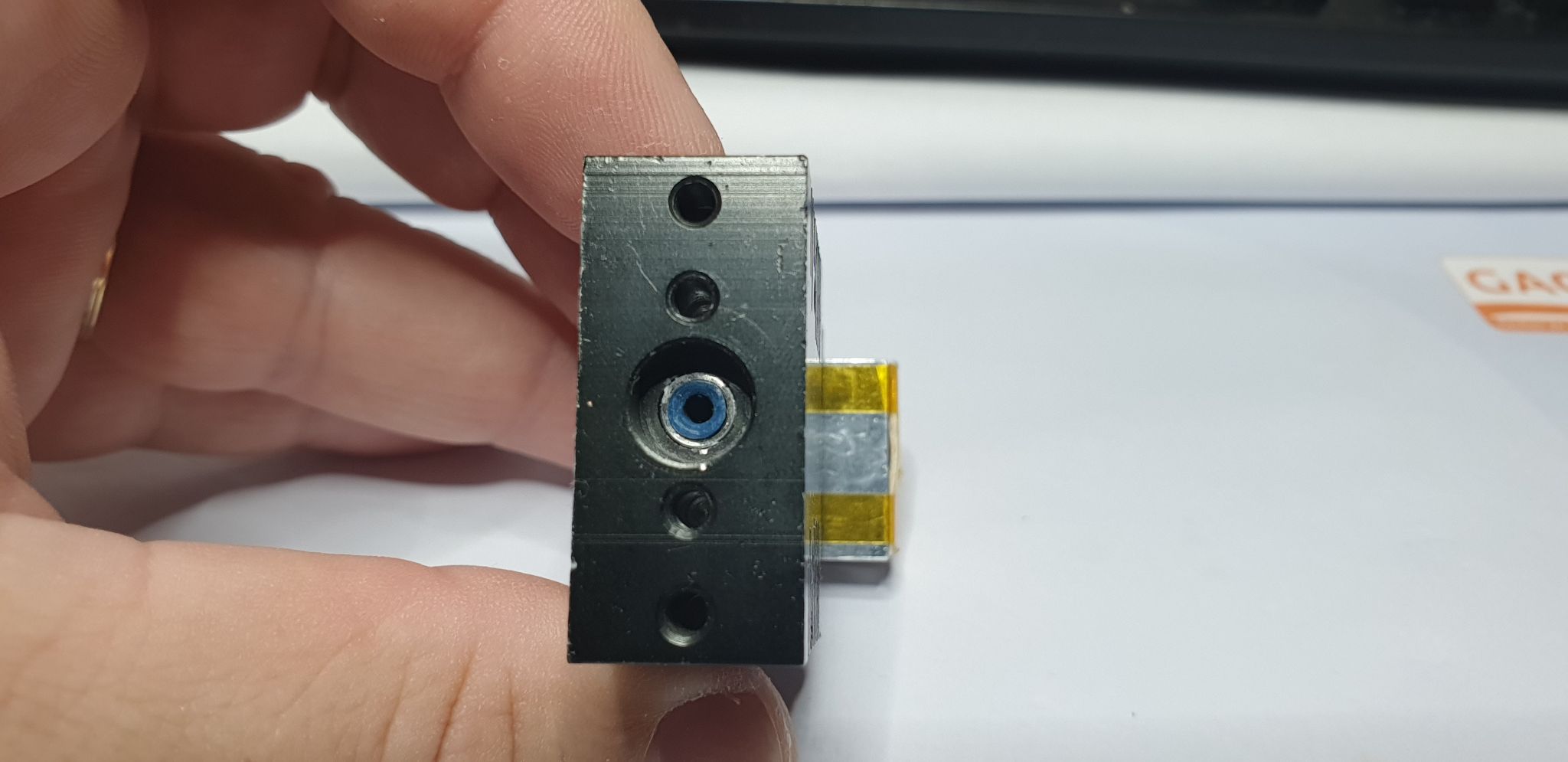
Oui tu dis une bétise, mais tu en as le droit Tu vois bien qu'a l'entré de ta tête il ya un Y, et en haut de cet Y il ya deux connecteur ptfe qui empêche celui ci de bouger. Si tu enlève ce Y, rien ne maintiendra ton PTFE en place. Insérer le ptfe direct jusqu'à la buse en gardant le Y, ce n'est pas possible car le diamètre intérieur du Y est trop petit, c'es juste la taille du filament. Voici un photo du haut du radiateur juste apres le Y:
 2 points
2 points -
Bonjour, J'ai eu aussi ce genre de problème, et dans mon cas ça venait du connecteur pneumatique de l'extrudeur qui s’était desserré, après l'avoir resserré tout est rentré dans l'ordre. Si comme tu le pense ça vient du poids ou des frottement de la bobine (ce qui m’étonne), le fait de la déroulé un peu a l'avance te permettrait de vérifier si oui ou non. Autrement ça vient peu être comme le dit @PPAC plus haut, du filament qui coince dans la tête. perso, avant de l’insérer, je taille l’extrémité du filament en pointe de crayon plutôt qu'en biseau pour être sur que rien ne l’arrête dans sa course. Vérifies donc, la buse à 210° qu'il descend bien au max en le poussant à la main, si rien ne coince, il devrait normalement commencer à fondre et suinter de la buse... Tiens nous au courant...2 points
-
Salut @SnowRabbit et de rien , Pour le nettoyage, l'alcool isopropylique est généralement conseillé mais tu peux essayer le liquide vaisselle. Tu peux aussi modifier la hauteur de la buse lors de l'impression de la 1ère couche (je pense que tu peux faire comme dans cette vidéo). Si ton plateau n'est pas plan (bombé ou creux au centre), il te restera la solution du nivellement en 9 points avec la feuille. Pour la température, c'est vrai que 180°C, c'est la limite basse. Normalement, on imprime une tour de température pour déterminer la température adéquate. Voir ce tuto. Il y a aussi ce tuto pour améliorer les paramètres de rétractation. Si tu utilises Ultimaker Cura, je joints mon profil PLA pour Cura 4.8, si ça peut t'aider. Pour l'importer, il suffit d'aller dans le menu préférences->Configurer Cura-> Profils -> Importer. Salut @PPAC, Pour l'identification de la panne, effectivement, ça doit se jouer entre C18 et RV10. Mais bon, comme c'est du matériel neuf, à la place de @SnowRabbit, je ferais jouer la garantie / SAV du vendeur pour avoir une carte neuve. Profil_RBoraCuraV4.8.0.curaprofile
 2 points
2 points -
Comme a dit @PPAC ce n'est pas du tout facile d'imprimer ce genre de pièces car il faut avoir une machine parfaitement réglée, en plus si tu as le fameux "patte d'éléphant" tu es sûr que tes pièces seront soudées à ce niveau là même si ton débit est nikel. Du coup il faut avoir un réglage plateau parfait et une première couche parfaite aussi.2 points
-
Je viens de penser à quelque chose que je fais moi quand je remplace ce morceau de ptfe. Perso je chanfreine l'entrée du ptfe avec un foret de 6 pour métal, ca permet au filament d'être bien guidé et de ne pas bloquer à l'introduction du filament. Je précise que je tourne le foret à la main, surtout pas avec une perceuse, et il faut y aller tout en douceur.2 points
-
Perso, j'ai eu mal et j'ai serré les jambes instinctivement quand j'ai vu l'image, je sais pas pourquoi...2 points
-
Bonjour, Voici la Land Rover équipée avec des logos finalisés PARIS DAKAR pour ce modèle. la puissance et le couple de la transmission les tests sont concluants c'est parfait.! A+
 2 points
2 points -
ok, je veux bien testé, mais tranquille je suis pas pressé...1 point
-
Salut, Après avoir testé quelques solutions "cloud" (markedforge, makerbot entre autres) , j'avoue que je ne suis pas convaincu. Pour deux raisons : -- Il faut de toutes façons quelqu'un présent pour enlever les impressions, et vérifier que tout en en ordre avant de lancer une impression. -- Un proverbe dis : "Plus il y a de cuisinier, moins la soupe est bonne". Une personne responsable pour organiser les impressions, ça marche toujours mieux qu'une flopée d'utilisateurs lambda qui sont capables de faire tout et surtout n'importe quoi. Après, si tu possède 100 machines qui impriment en continue pourquoi pas.1 point
-
Lol, c'est vrai que extinction totale ça fait un peu fin du monde !! I2C, si pas d'autre option pourquoi pas, mais je préfère la simplicité En effet, la pin de l'extrudeur en rab... en v'la une bonne idée1 point
-
Surtout n'ajoute pas / n'active pas le "Human eradication mode" comme sur la nouvel télé de Chef de South Park ... Il y a peut être moyen d'utiliser une communication I2C (https://marlinfw.org/docs/gcode/M261.html ? https://marlinfw.org/docs/configuration/configuration.html#experimental-i2c-bus ? ) ou un truc du genre entre un Pi/arduino.... et la carte avec le port utilisé pour flasher ? cf : Après si tu a le PINS_DEBUGGING activé sous le marlin de la carte, il y a la commande g-code M43 https://marlinfw.org/docs/gcode/M043.html pour aller a la pèche aux pin disponibles mais vu la carte je vois pas trop ou il y en a de libre ... a moins de réattribuer celle que tu n'utilise pas (comme celle du second extrudeur peut être )... https://www.dropbox.com/s/l1j9aqh8iu74gx6/OQD1210002. Motherbaord Chart.pdf?dl=01 point
-
Je ne connais pas ton post précédent donc perso ça n'aide pas trop pour t'aider ^^. Pas de bouchage de buse ? La roue mange bien le filament ? Ta température est bonne et stable ? Réduire le débit a 75% n'est pas utile en dessous de 95% on va dire c'est que le problème est ailleurs.1 point
-
Bah non ça aurait été bien mais j'ai attendu 1 mois et demi pour le séchage complet du béton avant de faire l'ajustage final et de m'en servir J'ai fait l'équerrage au niveau de la table il y a 4 plots soudés sur le bas de la poutre en L, je les ai ajustés avec une grande équerre de précision en appui sur les surfaces usinées de l'axe Z, après la précision y'a quand même -+5 centièmes qui se baladent un peu partout mais j'ai fait au mieux avec les moyens que j'avais Denis1 point
-
Tu veux graver ton bed ? tu m'as l'air bien trop proche (limite on ne voit pas de filament sur le bed) et je confirme @remibora faudrait revoir ton réglage buse/bed1 point
-
Alors certains fabriquent des caissons pour imprimante avec les tables Ikea, moi je fais dans l'originalité et je fabrique un terrarium à criquets.


 1 point
1 point -
Si j'ai posé la question, c'est parce que ton plateau n'était pas du tout bien réglé. Je ne vois donc pas comment tu aurais pu imprimer dans ces conditions . Dommage pour l'export, ça aurait pu aider à comprendre pourquoi le filament ne sort pas. Après, c'est simplement quelques clics... Du coup, tu n'aurais pas un soucis coté extrudeur qui a des difficultés à pousser le filament (ressort pas assez raide, levier cassé, roue d'entrainement encrassée, détecteur de filament qui gêne,...)1 point
-
Ha mais je n'ai rien pris mal et heureusement ! Je pris ceci a la rigolade (heureusement encore) et te remercie de ta réponse, il n'y a aucun problème (la vie est assez courte pour se prendre le choux...1 point
-
Titeuf, en effet tu es pour moi un gamin car tu pourrais être mon petit fils. Ceci dit je n'étais pas injurieux mais simplement factuel. Remarque : je ne faisais que répondre à ton problème de roulettes qui ne touchent pas son rail et j'ai essayé de me montrer utile en te faisant part de mon expérience d'utilisation de ma CR-V2. Pour info je n'imprime pas des grouilles vertes mais des pièces mécaniques qui doivent s'assembler. Ceci dit, comme je n'aime pas parler de moi mais de ce que je fait je n'ai pas renseigné mon pédigrée dans mon profil. Je peut simplement dire que je n'ai imprimé que 2 kg de PLA.1 point
-
Salut, pas de souci, on est là pour s'aider. je t'ai envoyé un MP. A+1 point
-
Si tu n'y arrives pas avec le lien, tu peux appliquer la méthode de la vidéo. PS: est-ce que tu as déjà imprimé que chose avec cette Ender 3 non Pro (si j'ai bien compris )?1 point
-
Je ne pense pas que tu puisses. Si tu n'y a pas touché, d'usine il est à 764 pas/mm pour un Titan. ; Pas/mm pour E = 1 divisé par les pas/mm ; 0.0013085 = 764,23 pas/mm M8011 S0.00130851 point
-
Bonjour, je vais essayer de te donner quelques réponses: Si tu n'est pas en dual, je te conseil de remplacer le StartGcode et EndGcode par celui de la Ender3, Ca règlera tes histoires de buse vide en début d'impression. Pour le stringing, je te conseil de remplacer le tube PTFE d'origine par un vrai tube CAPRICORN, attention aux copies, je te conseille vraiment de prendre un original. Si a des moment ta buse n'imprime plus, regardes bien le serrage de ton ressort d'extrudeur, et bien faire attention pour que ta bobine se déroule facilement pendant l'impression. A ce sujet je te conseille d'imprimer un porte bobine à roulement. Si des débuts d'impression n'accroche pas bien, il n y a pas de solution miracle, il faut bien régler ton bed, bien le nettoyer avant chaque impression. et peut etre utilise de la laque pour cheveux pour améliorer l'adhérence du bed. Pour l'ecran qui clignote je n'en sais rien!1 point
-
Ben on ne lui dit pas parce que la fonction Marlin n'est pas active et qu'il n'y a pas de g-code Chitu pour compenser...1 point
-
Peut être avec M503 mais comme avec un marlin "de base" il y a peut être des trucs a activer dans Configuration.h pour que cela fonctionne ... ?https://marlinfw.org/docs/configuration/configuration.html#eeprom1 point
-
Tu n'as pas à t'excuser, c'est de ma faute. Je comprends mieux l'histoire du "plane test". Normalement, les 0.03 sont "négligeables" et comme ta 2ème impression avait l'air d'adhérer au plateau, je serais tenté de laisser le réglage tel qu'il est. Dans Cura, tu peux installer des extensions en cliquant sur le bouton "marché en ligne" en haut à droite. Tu as notamment l'extension "Z offset setting". Après l'avoir installé, tu le trouveras dans la section adhérence du plateau. Tu pourras mettre par exemple le -0.03 que tu as déterminé. En passant, je te conseille d'afficher tous les paramètres en cliquant sur les 3 traits horizontaux à droite du champ de recherche puis all. Parmi les extensions intéressantes, tu as "settings guide". En faisant un clic droit sur un paramètre puis un clic sur Settings guide, tu verras apparaitre des explications sur le paramètre sélectionné.1 point
-
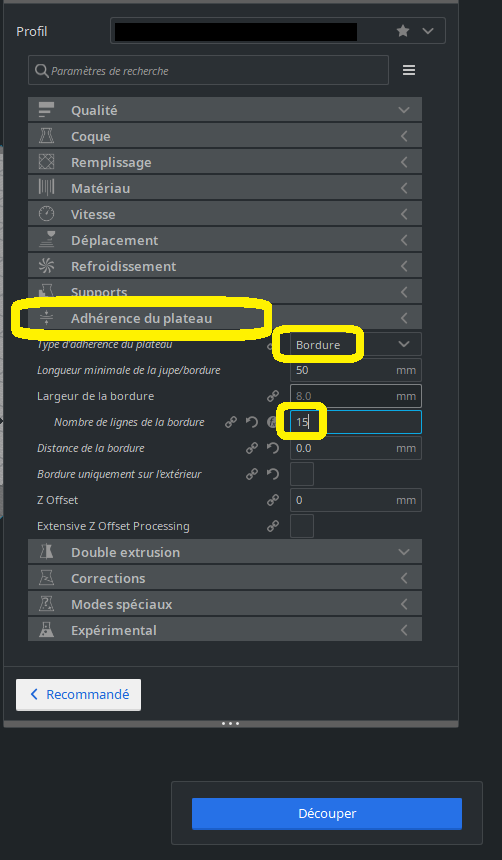
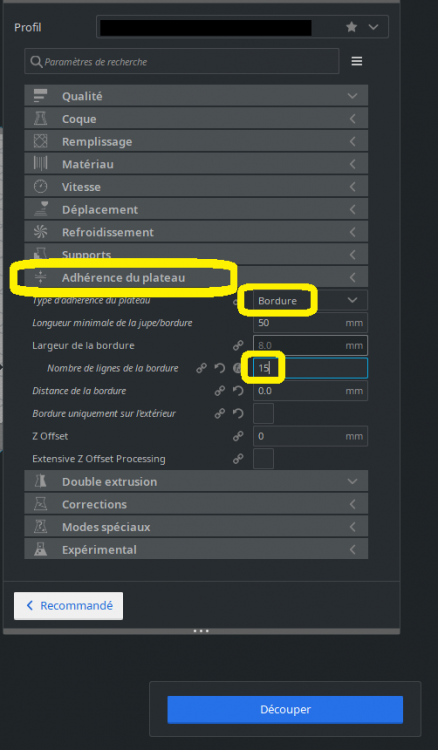
???? dans le GCode de démarrage, tu es censé avoir 2 lignes de 180mm de long à gauche du plateau. As-tu calibré ton extrudeur? (voir ce tuto) ton filament ne serait pas trop reculé dans le tube PTFE par hasard? Pour la bordure, c'est dans la partie adhérence: (n'hésite pas à ajouter tous les paramètres dans Cura via les 3 traits horizontaux à droite du champ de recherche puis all)
 1 point
1 point -
Le cube «classique» de test ne permet pas de mesurer la dimension Y car l'axe Y est incliné de 45" sur les imprimantes à Z «infini» . Vaudrait mieux pas que ce soit élastique. Sur la Creality 3DPrintmill (cr30) c'est une bande en nylon (épaisseur d'un peu plus de 1 mm, largeur de 230 mm et longueur de 1110 mm).1 point
-
Règle n°1 avec Cura, ne jamais imprimé via USB. Soit ça marche pas, soit ça plante avant la fin (j'exagère juste un petit peu ) Lorsque tu imprimes le cube, est-ce que la buse est proche du plateau? peux-tu estimer la distance grossièrement, c'est supérieur à 1mm? quel est l'aspect des lignes de purges qui sont faites avant l'impression? est-ce que le filament sort? Est-ce que tu peux ajouter une bordure de 15 lignes. Lorsque l'imprimante commence à faire la bordure, appui 2 fois sur le bouton du pupitre: tu vas accéder à un menu qui te permet de déplacer verticalement la buse. Tourne le bouton pour faire descendre la buse jusqu'à ce que le filament adhère bien au plateau. Je joints mon profil Cura 4.8 pour le PLA si tu veux faire un test. Pour l'importer, il suffit d'aller dans le menu préférences->Configurer Cura-> Profils -> Importer. Profil_RBoraCuraV4.8.0.curaprofile1 point
-
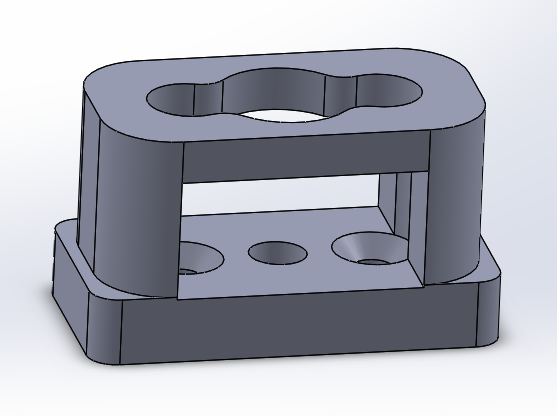
Voici une ébauche, il faudrait avoir les cotes de l'ecrou qui va bien pour finaliser le dessin..
 1 point
1 point -
OK @francis.dhooge , donc tu vas ajouter la ligne M420 S1 Z2 après G28, ce qui donne: ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder G28 ; Home all axes M420 S1 Z2 G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish Ensuite, tu tranches une pièce avec Cura et tu imprimes le fichier généré. Comme pièce, tu peux prendre ce petit cube: Carre20x20x3.STL1 point
-
C'est bien possible qu'ils se soient plantés alors. Je contrôlerai ce soir quand mon impression sera finie. Merci pour les infos.1 point
-
je me suis occupé de l'embrayage mais aussi de refaire les triangles arrières supérieurs monobloc, l'un deux avait cassé car tout le châssis était tombé par terre, c'était un peu violent comme choc mais du coup j'ai supprimé la liaison vissée de la fusée arrière qui était un point faible, de plus ça devient la même pièce à la retourne pas besoin de symétriePour l'instant rien n'est définitif donc il ne faut pas se fier aux différentes couleurs utilisées ! Denis1 point
-
Rien de compliquer, tu soudes les 2 pins du bas et basta, t'es en UART sur tes 2208.1 point
-
il ny a aucun problème pour la modélisation, là ou j'ai des doutes c'est sur filetage en impression 3D! Mais je peux toujours tenter on verra bien. Je vous tiens au courant ici même dès que c'est fait [EDIT] @chacha007 Quelqu'un sait c'est quoi comme filetage sur le connecteur pneumatique? pensez vous qu'on peut trouver facilement un ecrou qui lui correspond c'est du M10 ? Si oui alors plutot que de faire le filetage dans de l'impression 3D qui ne va pas tenir, c'est mieux de loger un ecrou et de viser dessus le connecteur, non? Vous en pensez quoi?1 point
-
Tu as un lien pour le "plane test", je ne sais pas ce que c'est? Comme tu n'as pas de matériel pour faire le nivellement, la commande n'est pas activée dans le firmware, il me semble. Ce serait donc logique. Par contre, tu devrais pouvoir déplacer en Z la buse lors de l'impression et si besoin sauvegarder après l'impression. Lorsque tu règles mécaniquement le plateau, il ne faut pas hésiter à faire 2 ou 3 fois la vérification dans les angles pour s'assurer que tout va bien. Si les ressorts du plateau ont la bonne raideur (comme ceux-ci, version jaune) tu ne devrais pas avoir à modifier les réglages du plateau fréquemment (plus de 10 impressions de suite au moins). Si tu utilises le nivellement avec la technique de la buse et du papier, alors pour appliquer la correction, il faudra modifier le GCode de démarrage dans le logiciel de tranchage (CURA,...). Tu as 2 solutions: 1- soit palper ton plateau à chaque début d'impression (long et probablement inutile): après le G28 de ton GCode de démarrage tu tapes G29 2- soit tu palpes ton plateau et tu enregistres le résultat (préférable et à refaire en cas de nivellement suspect): avant d'imprimer, tu envoies: G28 puis G29. Tu sauvegardes le nivellement avec la commande M500. Dans le Gcode de démarrage, après la ligne G28, tu tapes M420 S1. Si tu veux que le nivellement s'estompe jusqu'à 1mm de haut, tu tapes M420 S1 Z1.1 point
-
Pour moi, tu a clairement de la sur-extrusion, un débit trop fort. Donc, le calibrage de l'extrudeur (mais aussi des steps/mm des axes X et Y) cf le tuto devrait bien aider. Après les calibrages, si tu a encore des problèmes, pour les pièces qui doivent s’emboîter, je en connais que jouer sur l'échelle avant découpage, utiliser les différentes "Expansion Horizontale" sous cura ou modifier l'objet 3D donc le stl ... Bon calibrage, bon essais d'impression et bonne continuation !1 point
-
0ui, oui @Titi78. La pince à linge devait ou devra servir de robinet vanne.
 1 point
1 point -
Un aero glisseur1 point
-
Mille mercis remibora, ça marche nickel !!! J'ai suivi les étapes de configuration, plateau, extrudeur et la machine est désormais opérationnelle. J'ai "foiré" les deux premières impressions, la première à cause du fait que je n'avais pas bien nettoyé la plaque magnétique qui recouvre le plateau (si vous avez un conseil pour le produit à utiliser je suis preneur), la première couche n'a pas accroché et la seconde, environ au milieu de l'impression (Pokémon présent sur la carte SD livrée avec la machine), là cette fois j'ai pense que c'est la tête qui a décroché le sujet mais je ne sais pas pourquoi ; cela doit probablement venir des réglages de température (les °C par défaut étaient de : buse 180°, plateau 60°, le fil était le PLA blanc livré avec la machine), j'ai lu qu'il faut imprimer le PLA entre 180 et 220 °... Il faut que j'apprivoise tous ces nouveaux paramètres En tout cas remibora je tenais vraiment à te remercier pour le temps que tu as passé à m'aider et pour la solution, sur-mesure, que tu m'as trouvé. Sans toi j'aurais sans doute du faire appel au SAV et Dieu seul sait ce qu'ils m'auraient proposé et le temps que cela aurait pris... MERCI MERCI MERCI1 point
-
Histoire de faciliter le contrôle au multimètre d'une thermistance : Attention : Toujours débrancher l'alimentation du secteur de la machine pour ne pas risquer de s’électrocuter et/ou de griller des composantes lors des débranchement / branchement des éléments et des mesures. Aussi les fils des thermistances sont souvent très fragiles. En principe une thermistance CTN a un valeur de résistance qui diminue quand la température augmente. ( https://fr.wikipedia.org/wiki/Thermistance ) Elle devrait avoir une valeur de résistance mesuré de l'ordre de 100 K Ohm a 25°C, (pour les plus standard utilisé généralement avec les imprimantes 3D, et si l'on pose la main sur la thermistance, la chaleur devrais faire diminuer la résistance mesuré au multimètre.) Si il y a un défaut de connexion, cela mesure une résistance de valeur infini se qui donne un affichage de température proche de 0°C ou négative . (min. Temp.) Si il y a un court circuit, cela mesure une valeur de résistance proche de 0 Ohm donc un affichage de température très élevé (max. Temp) Et pour faciliter les mesures au multimètre il existe se genre de technique lors de la mesure sur de petit connecteurs : (merci remibora)1 point
-
Salutation ! Whaou ! superbe effet voronoi https://www.yeggi.com/q/voronoi/ ... @cachou501Je pense que là il y a plus que de revenir au paramètres usine sur la machine ... qu'il ne faut pas oublier de sauver aprés ... et il me semble qu'il parle peut être aussi des paramètres du trancheur ... @mathlerechau Là faudrait vérifier que tu n'a pas une buse bouché ou si tu utilise un heatbreak full métal pas adapté pour du PLA ... ou si t'on extrudeur na pas un truc ... ou si tu imprime pas a une température réel plus base que mesuré ... Souvent sur les ender le bras en plastique de l'extrudeur d'origine casse, il faut le démonter pour le voir ... donc (avec lien vers titi's procédure a vérifier aussi que tu a un bonne assemblage de la tête !) Et aussi si tu n'a pas fait cela :1 point
-
tu es nettement plus sympathique, le mot clé + un lien là franchement c'est du top renseignement1 point
-
+1 ... et on sait pas encore ce que ça va donné une fois montée1 point
-
Tu dois avoir plusieurs pièces. Vérifie si tes fonctions sont bien en "fusion" et non "nouveau corps"1 point
-
Ha ben c'est nouveau ca !! J'ai travaillé pendant 35 ans en électricité, et c'est la premiere fois que j'entends qu'un fusible protège l'amont. Le fusible est toujours là pour protégéer l'aval d'un circuit. La raison est simple. Le circuit de la maison est probablement protégé à 15 ampères (disjoncteur dans la boite de répartition). Si le constructeur a mis un fusible de 5 ampères, c'est parce que le circuit en aval de la fusible est trop petit pour prendre un courant de 15 ampères advenant un court-circuit. Donc, en cas de problème, le fusible de 5 amps va lâcher bien avant le disjoncteur de 15 A de la maison... Électricité 101.1 point
-
Moi je pense qu'il cherche aussi comment on regle et comment on fait pour utiliser une imprimante 3d.. La dessus il faut savoir qu'il faut un fichier 3d(stl) réalisé avec un logiciel de CAO (fusion solidworks freecad etc) on récupère ce stl dans lun logiciel de tranchage (cura etc .) où on regle les paramètres d'impression pour générer un fichier gcode que on donne à l'imprimante. Il n'y a plus qu'à lire les tutos du forum et apprendre tous cela1 point
-
Bonjour, Voici un petit robot sympathique qui sait éviter tous les obstacles grâce aux ultra sons. Il choisi le meilleur itinéraire pour éviter les obstacles; il modifié la vitesse selon la distance mesurée. Le système est intelligent avec le capteur US qui pivote. le montage est facile avec un assemblage avec des vis et écrous M2. Les moteurs sont puissants et alimenté par un contrôleur L198 piloté par un Arduino Nano. La vidéo du robot Panda A+
 1 point
1 point -
ah il faut apprendre a gérer les support c'est important et indispensable, il y'a pas mal de tutos qui en parlent (supports classiques, arborescent, personnalisés...)1 point