Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/05/2021 Dans tous les contenus
-
Bon ben je viens de tester dans mon seche linge à condensation et pompe a chaleur avec un bac pour la laine, donc qui ne tourne pas (c'est mieux), ben ca a l'air de marcher... moins de bulles, mais je n'ai laissé que 40 minutes, je vais essayer plus longtemps pour verifier. ma femme me prend pour un fou, mais ca ce n'est pas nouveau! En fait non, c'est pas super, je vais voir pour un déshumidificateur ou déshydrataeur de cuisine3 points
-
@francis.dhooge ne fait plus parti des membres du forum.3 points
-
Vos désirs sont des ordres, messire C'est donc fait.2 points
-
Bon alors, j'allais abandonné l'idée quand ce matin, je trouve dans ma boîte à outil un tors qui a pile poil le diamètre du PTFE, et là, miracle, en forçant quand même pas mal, le tube est enfin sorti et j'ai enfin pu le remplacer par un capricorn. Il n'était pas collé, mais très très serré à l'intérieur du guide.2 points
-
Bon si ça peut en aider certains, (je suis peut être pas tout seul à être idiot) serrer les vis avant de régler le plateau résous le problème.2 points
-
Ayant une chambre qui sert a rien, j'en ai fait mon coin bazar et atelier. Et quand je dis bazar, c'est le bazar. Attention vous allez être choqué ! Non, je déconne, mais je suis très loin d'être quelqu'un de méticuleux du rangement. Surtout quand je suis sur un projet qui demande du temps, du matos et du matériel. Là, mon antre devient un véritable capharnaüm. Je passe plus de temps à chercher le matériel dont j'ai besoin qu'à bosser sur le projet. Coté bazar. Petite étagère de rangement avec en dessous tous un tas de trucs amassés au fil des années. Mon problème est que je ne sais pas jeter. Je me dis toujours que ça peut servir un jour ou l'autre. Coté imprimante. J'adore ma petite tablette chinoise Jumper avec processeur intel. Elle a fait la guerre parce que je l'ai démonté a plusieurs reprises. Mine de rien cette tablette a deux SDD au format M2. Le côté atelier ou je peux aussi bien faire de l'électronique (très, très amateur), que de la menuiserie et bricolages divers. La tablette pc est sur une servante roulante que j'ai entièrement fabriqué avec du bois de récup.






 1 point
1 point -
L'idéal serait peut être de trouver ou de modéliser une pièce d'adaptation. Tu as des extruders compacts qui pourrait passer nickel. Vu la place, une AIO ou une E3D V6 peuvent même se loger. Ca fait une grosse modif', mais vu la tête du biniou d'origine ça vaut surement le coup.1 point
-
Tu as fourni le dossier non modifié (de 2019), du coup, ça fait pas avancer le schmilblick . On fait l'inverse, voici les fichiers que j'ai modifiés: Configuration_adv.h pins_RAMPS.h1 point
-
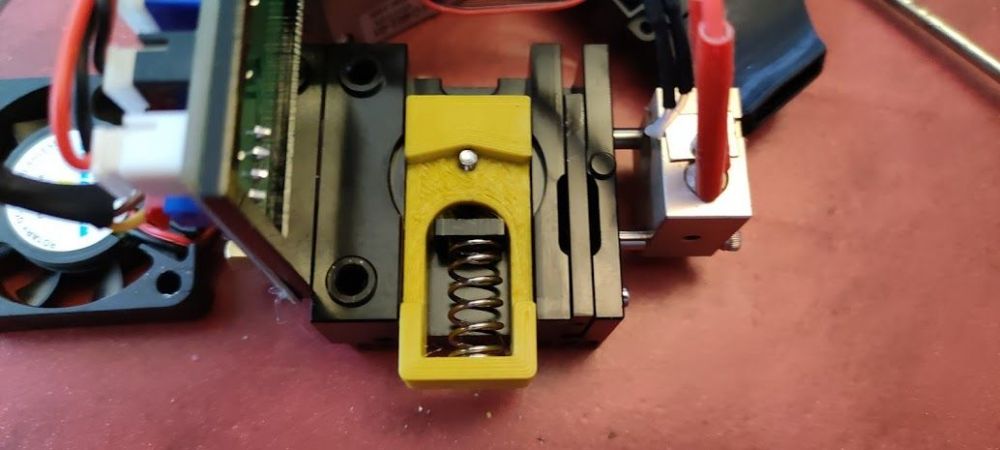
faudrait voir comment c'est foutu derrière cette plaque Alu afin de d'estimer le mouvement de l'air du ventilateur. J'avoue que là en brut il a juste l'air de refroidir le vide avec le petit radiateur en dessous de lui. Je ne connais pas ta machine mais j'ai envi de croire qu'elle a été conçue avec un système de refroidissement un temps soit peu efficace... Edit: J'ai vu une photo bon ce système me parait bizarre mais pourquoi pas... Par contre as-tu vérifié le diamètre de ton filament ? Pourrais-tu me faire une photo du dessus de ta tête d'impression tout connecté ? Si ton tube PTFE est courbé à l'entrée de la tête cela ne va pas aider, j'ai trouvé sur notre fofo cette discussion qui pourrait t'aiguiller1 point
-
Woua!!! j'ai la même tapisserie Niveau bazar c'est Soft... Ma compagne pourrait même trouver ça Rangé .1 point
-
'est sur que si il y avait un message ca aurait plus facile mais ca aurait moin drole n'est ce pas mdr1 point
-
@remibora : oui je fais de la provoc facile . Un simple pont en H avec gestion micro step, SPI, UART , stall detection, toussaaaa1 point
-
Salut, Pour ne pas piloter Z2 avec le driver E1, il devrait suffire de commenter la ligne 325 du fichier configuration_adv.h #define Z_DUAL_STEPPER_DRIVERS Pour piloter E1 à la place de E0, il suffit d'intervertir les définitions dans le fichier pins_RAMPS.h: #define E0_STEP_PIN 26 #define E0_DIR_PIN 28 #define E0_ENABLE_PIN 24 #ifndef E0_CS_PIN #define E0_CS_PIN 42 #endif #define E1_STEP_PIN 36 #define E1_DIR_PIN 34 #define E1_ENABLE_PIN 30 #ifndef E1_CS_PIN #define E1_CS_PIN 44 #endif DEVIENT: #define E0_STEP_PIN 36 #define E0_DIR_PIN 34 #define E0_ENABLE_PIN 30 #ifndef E0_CS_PIN #define E0_CS_PIN 44 #endif #define E1_STEP_PIN 26 #define E1_DIR_PIN 28 #define E1_ENABLE_PIN 24 #ifndef E1_CS_PIN #define E1_CS_PIN 42 #endif PS: @Rlv: Je n'ai jamais dit le contraire mais c'est un peu réducteur d'appeler un module qui gère, notamment les micro-pas, un vulgaire pont en H1 point
-
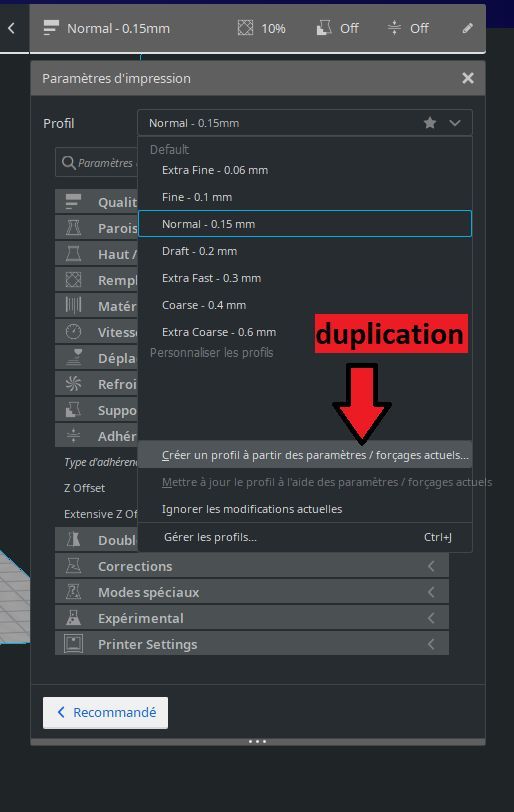
Salut, Ça y est, maintenant que tu as commencé, tu ne vas plus pouvoir t'arrêter . En regardant tes photos, je pense que tu as une légère sur-extrusion, tu peux réduire le débit de la surface du dessus de 5% (à tester sur une petite pièce comme un centreur). Les trous sur le dessus de la fixation peuvent être supprimés en augmentant le nombre de couches extérieures de la surface supérieure et couches supérieures (en ajoutant 1 couche) et en activant l'étirage qui va lisser la surface en déposant un tout petit peu de filament. Pour les problèmes avec l'impression du galet à gorge, peut-être que la température de la buse était un peu faible... A propos de CURA, je ne sais pas si tu as vu, dans le menu préférences->Configurer Cura-> Matériaux, tu peux paramétrer certaines caractéristiques des filaments (onglet paramètres d'impression). Ainsi, ces paramètres seront automatiquement (à vérifier tout de même ) mis à jour lorsque tu les sélectionneras : Tu peux également dupliquer un profil pour réaliser des tests en modifiant des paramètres:
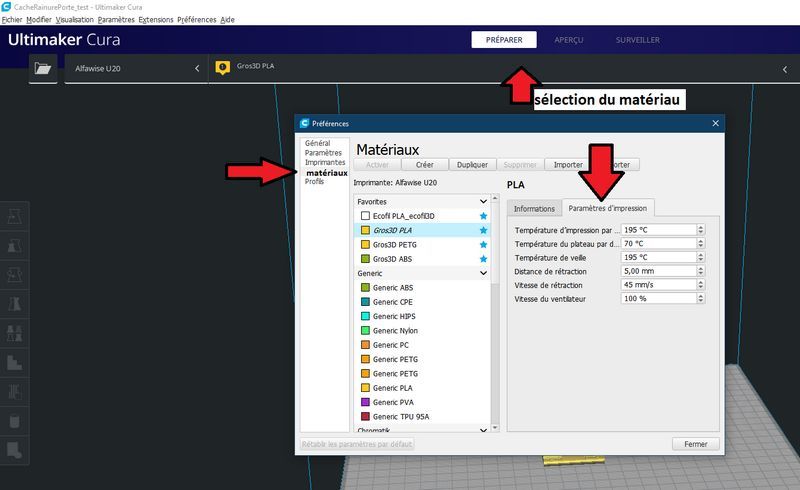
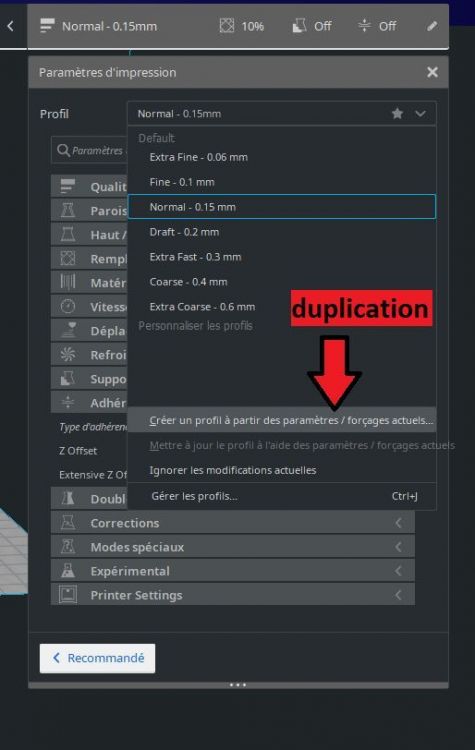 1 point
1 point -
@icare: Sinon tu le lis dans les fichiers Marlin d'origine ? Après c'est toujours mieux de mesurer sur ta machine. C'est pas compliqué et pour une fois tu n'as pas besoin de pieds à coulisse1 point
-
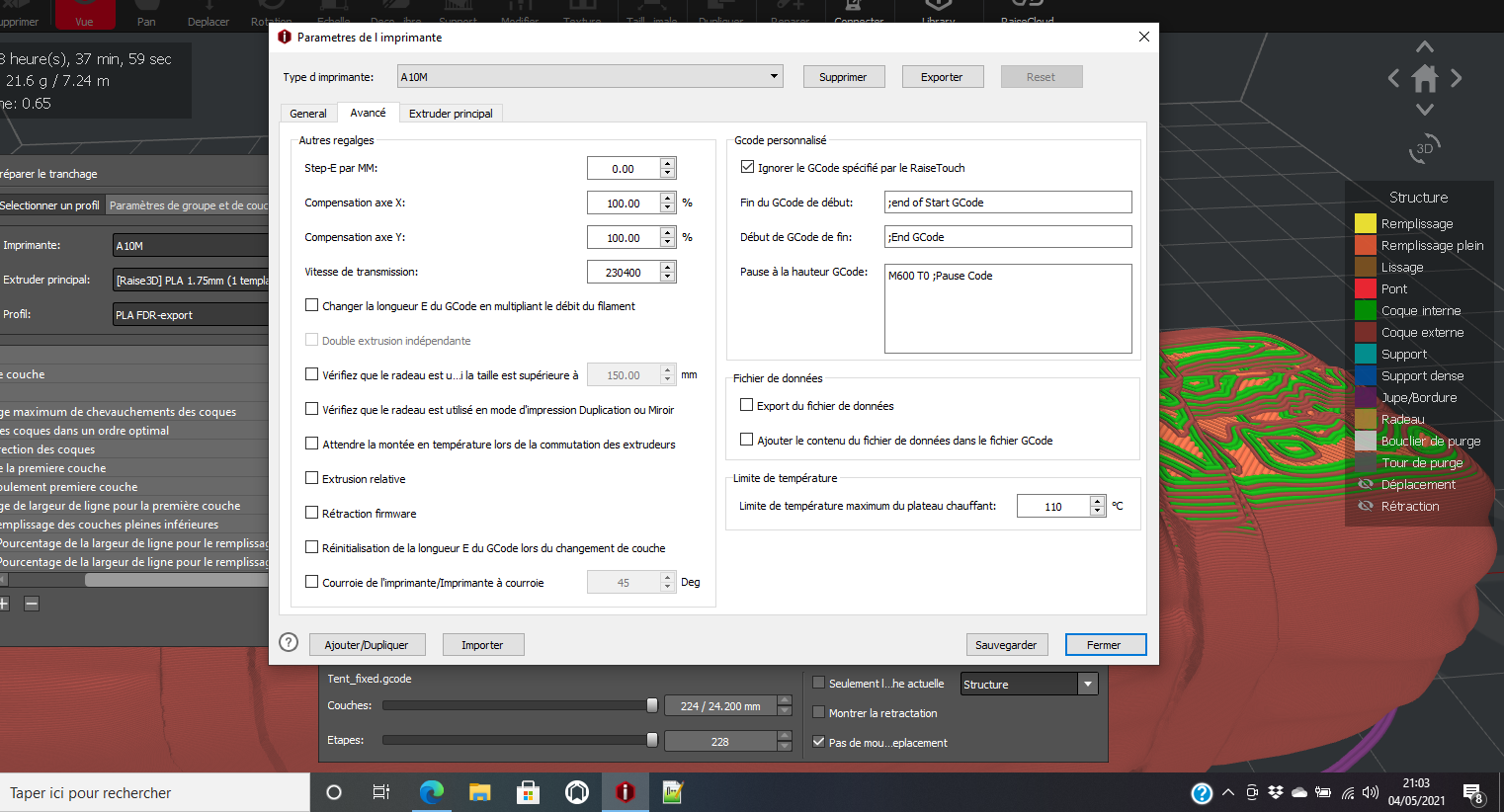
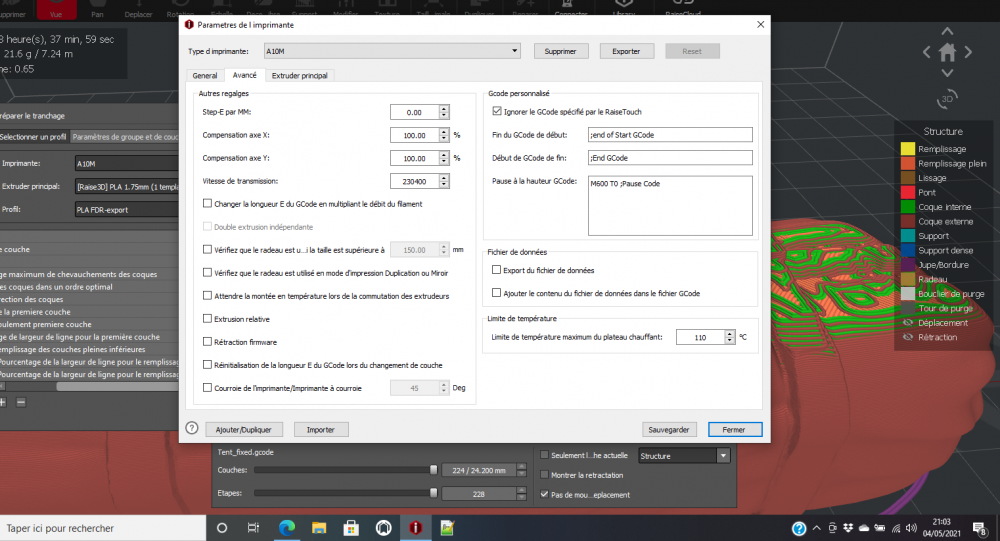
Ok @methylene67 il suffit de cocher ignorer le GCODE pour RAISE paramètre imprimante Avancé et bien entendu il faut refaire le tranchage du STL et hop !
 1 point
1 point -
Je vais me faire. haïr moi Sinon pour les support, au début c'était vraiment galère. Maintenant ça s'enlève proprement. Le truc est d'avoir un extruder bien réglé et de pas imprimer trop chaud. Sur les slicers tu peux aussi définir manuellement l'endroit ou tu veux mettre des supports. Donc pas obligé d'en mettre des tonnes comme avant. Pour le taff j'ai une imprimante dual extruder (UltiMaker S5) qui accepte du PVA. Et c'est vrai que c'est vraiment sympa. Tu imprimes les pièces sans trop te poser de question et tu dissous les support dans l'eau. Par contre, ça revient vite très cher pour les particuliers. Et dernier point : le PVA est relativement souple et c'est l'horreur d'imprimer ça en Bowden. Donc les pièces avec support en PLA c'est encore le meilleur compromis. N'importe quel PLA fait la blague pour peu que tu imprimes avec les bons paramètres.1 point
-
Bonsoir @remibora, J'ai imprimé ma pièce avec tes conseils en PLA (blanc marbré), et cela a très bien fonctionné. installée dans la foulée le rendu est très bien et la fonctionnalité au top... voilà une machine qui retrouve une nouvelle jeunesse (récupérée aussitôt par mon fils étudiant pour son appart car le coté marbré "c'est dar" ) Je n'ai pas encore fais les pièces de calibration dont tu parlais, je ferais cela très bientôt : J'ai imprimé le guide de filament en PETG gris, je suis assez satisfait du résultat même si j'ai du refaire l'anneau de guidage par deux fois. La première parce que les couches d'impressions se séparaient de l'anneau et la seconde car la jonction (cuvette de l'anneau) à foirer à l'impression (tas de spaghettis) mais je n'rai pas encore compris d'où cela a pu provenir. la troisième était la bonne. Les centreurs ont du être repris aussi car la base n'était pas assez épaisse et j'ai re-percé le centre car je n'ai que des boulons en D4mm. Par contre il ne disent pas qu'il faut un roulement 608RS dans la fiche du fichier, heureusement que j'avais ça en réserve (réparation de Hand Spinners )






 1 point
1 point -
Peut-être un mauvais contact de la sonde de température de l'extrudeur.1 point
-
Les supports étaient galères autrefois, aujourd'hui honnêtement nos slicers permettent de faire des choses propres sans difficulté1 point
-
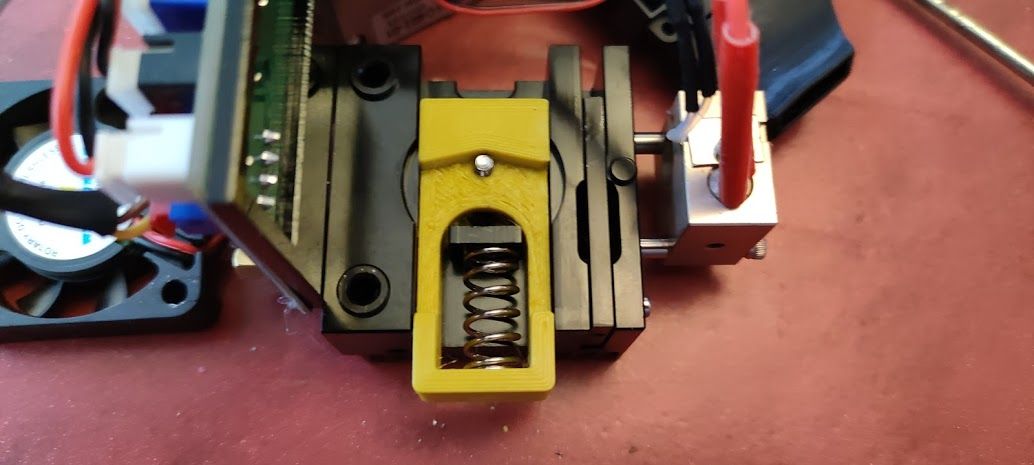
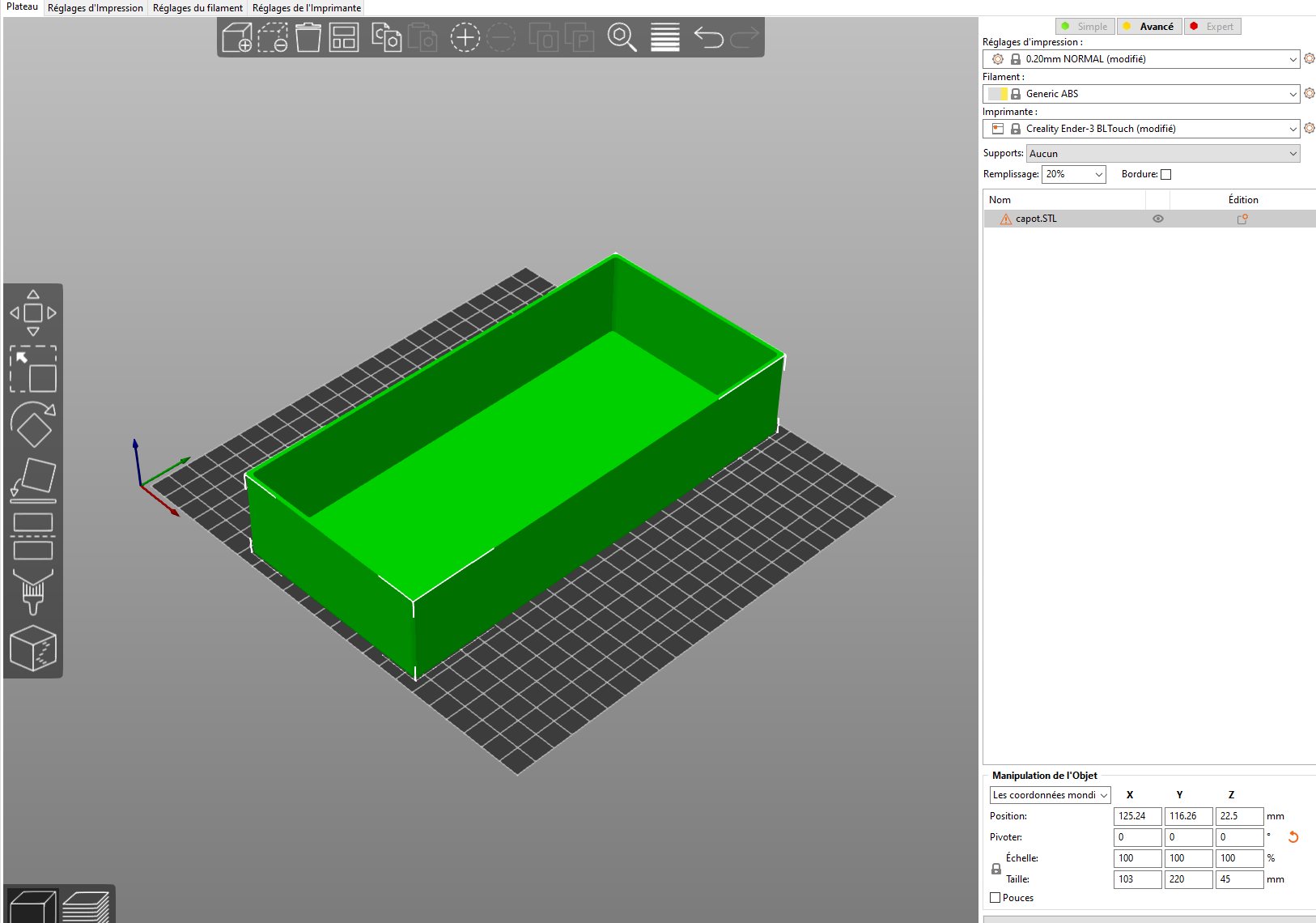
Ayai... Après avoir téléchargé et imprimé l'ensemble des pièces nécessaires : Je me suis amusé au montage des supports bobines : et la petite pièce de l'extrudeur : J'en ai profité pour changer les ventilos : Pour les ventilateur, je suis resté en 24 volts avec des trucs définis comme "silencieux", en fait il y a une légère amélioration mais c'est pas tout à fait le grand calme... Le changement de la pièce extrudeur donne un résultat impeccable.. Beaucoup plus précis et constants, je peux effectuer le réglage de l'extrusion au mm près... Les support bobines (avec billes) permettent un centrage du dévidoir et un roulement sans effort de traction... Cela fonctionne impeccable !!! Il reste le réglage du plateau à faire car je n'arrive pas à avoir un truc au poil... J'ai commander un comparateur qui me permettra de voir sur quelles pièces agir. A mon avis, il faudra revoir les glissières plateau et axe des X. Comme je l'avais préciser précédemment, J'ai mis un plateau en verre 4mm et retiré l'axe central du support bed... à suivre dès que je reçois l'instrument.


 1 point
1 point -
Qu'entends tu par compliqué ? Ce n'est pas le pla qui changera le résultat, mais plus les paramètres. La complexité est de trouver les bons paramètres pour avoir un bon soutien sans que ça ne soit trop difficile à enlever et laisse des traces.1 point
-
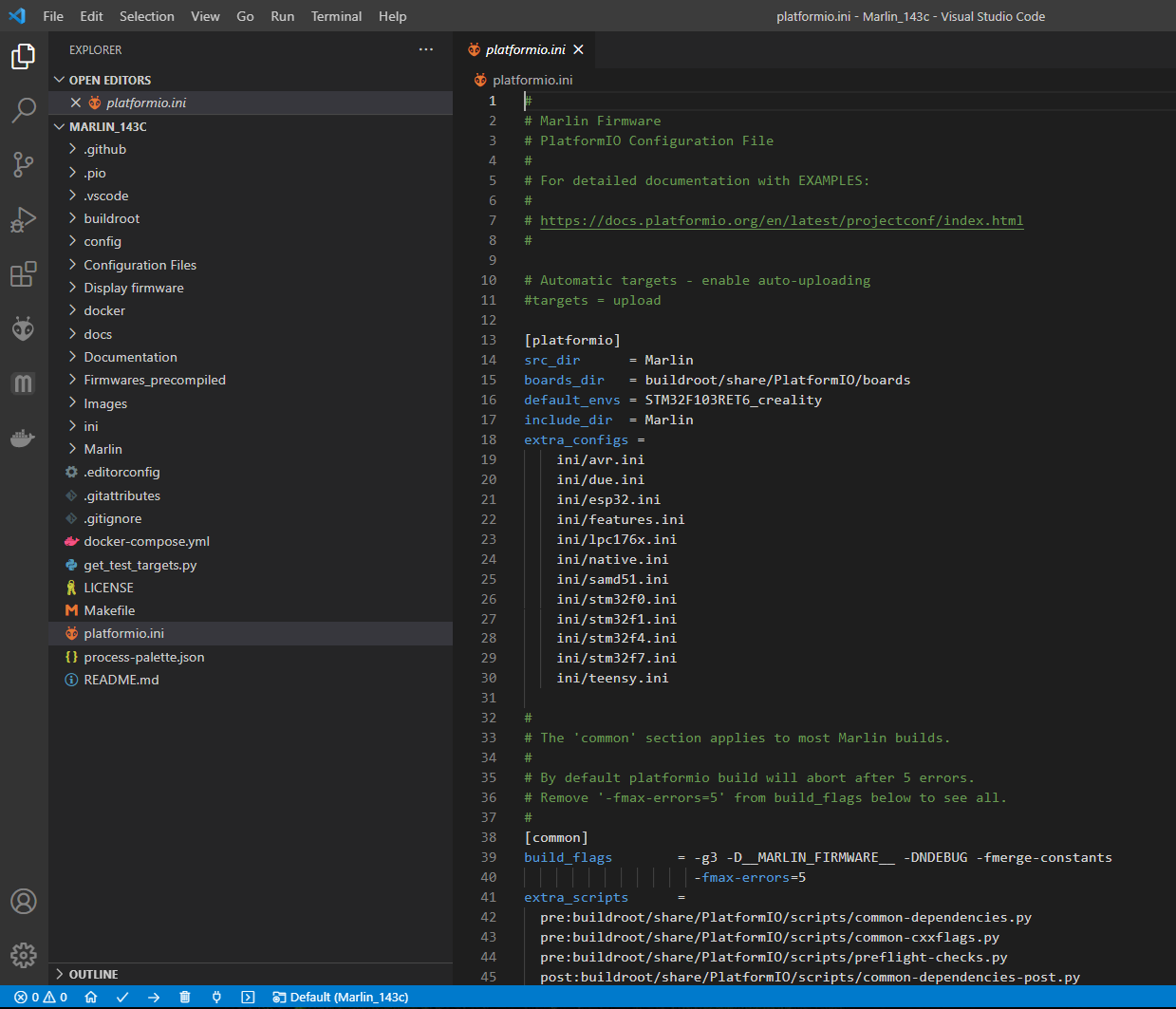
Un fantôme dans la machine ! Semble une bonne explication Ou alors ... fait tu attention a cela : laisser le temps au machin ... Car juste après, il y a le "InteliScan ou je sais plus quoi" qui semble être se qui créé l'index des fichiers pour les dépendances et "include". Mais je peux aussi être compétente a coté ... Sinon je n'ai pas d'adresse d'exorciste de machine ... va falloir demander a notre pote bill gates ... (Edit : vérifier la mémoire vive avec un memtest ?)
 1 point
1 point -
Salut, Tu as un firmware Marlin ? un M851 devrais te renvoyer les valeurs XY et Z ? Sinon M503 envoie en vrac toute ta configuration : tu devrais trouver tes valeurs dedans. PS : Sinon tu as une solution simple pour trouver la position de ta probe. Tu prends un bout de scotch et tu fais une marque sur ton plateau. Tu "probes" dessus, puis tu déplaces ta tête pour poser la buse juste sur ta marque. La différence de position te donne les offset X,Y et Z exactes pour ton imprimante.1 point
-
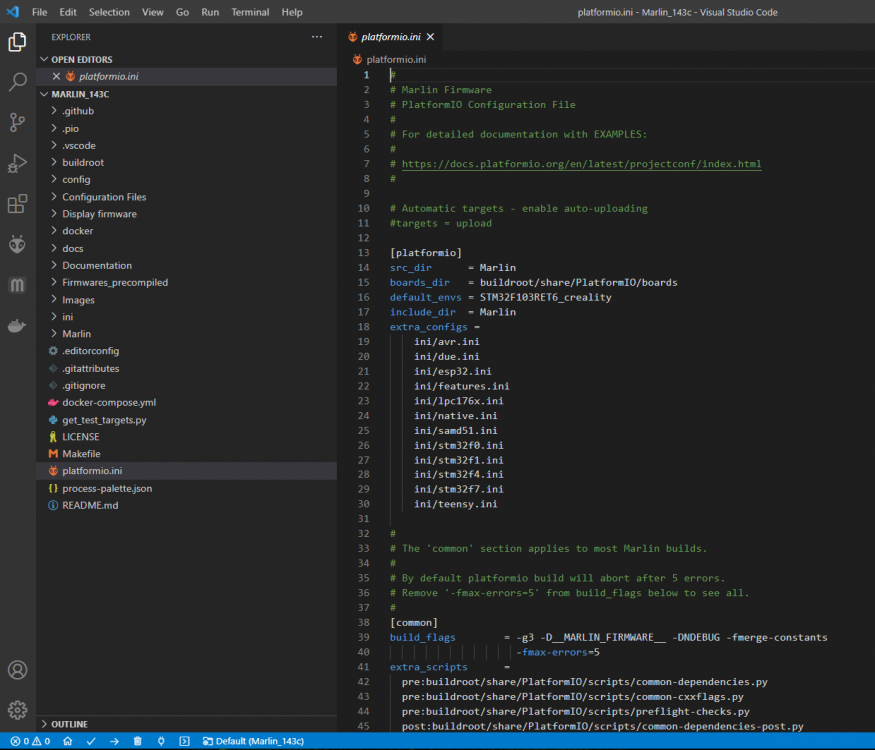
Salutations @PPAC Merci pour les pistes à suivre. Comme tu peux le constater sur la copie d'écran, tout le nécessaire est installé "normalement". ( à priori ...). J'ai compilé plusieurs fois des firmwares sans aucun problèmes; mais il arrive quelques fois, sans que je comprenne pourquoi, j'ai cette 'Erreurs #include détectées. Mettez à jour includePath ' . Et puis, une ou deux compil + tard, rien, tout nickel, papa dans maman. Comme j'ai horreur de ne pas comprendre, d'où ma question. Pour répondre à ta question, le FW est à base du bugfix il me semble ( https://github.com/tititopher68/Marlin) Et je n'ai jamais eu de problèmes avec ce FW, au contraire . Dois-je faire venir un exorciste à la maison ?
 1 point
1 point -
trop chaud,trop vite, pas assez de ventilation, en postant l’intégralité de tes réglages ça sera plus simple de t'aider..... en plus sur une photo on dirait que la face inférieure du benchy n'est pas parallèle au bed,auquel cas sur simplify dans l'onglet modifier/placer la surface sur le lit permet de régler se souci1 point
-
merci perso j'y connaissait pas grand chose en gcode et impression, ce sont les membres de nos 2 communautés qui ont bien bossé, apres j'ai juste imbriquer les choses1 point
-
Salutation ! Version de marlin ? (cf https://marlinfw.org/docs/basics/install.html#build-and-install ... exemple pour un marlin 1.1 il te faudra Arduino IDE v1.0.6 https://www.arduino.cc/en/main/OldSoftwareReleases )? Marlin bugfix ou non ? A tu bien mis PlatformIO car cela ressemble a un truc de compilateur qui n'est pas le bon pour du "bon vieux" langage C ... ou alors il n'y a pas l'index des autre fichiers du projet de correctement créer / a jour par platformIO ... Où alors tu a mis ton projet dans un chemin avec des caractères spéciaux ? essai en "C:/monProjMarlin/" ?1 point
-
Beaucoup de marques utilisent différents noms selon les pays comme Opel / Vauxhall, AEG / Ridgid. Parfois ils utilisent la même mécanique, comme les constructeurs automobiles, mais ces produits sont généralement un peu différents selon les spécificités du marché ciblé. Ce n'est pas comme les OEM qui sont des produits identiques avec simplement le logo de l'entreprise dessus. Concernant les prix, c'est clair qu'il y a de l'abus. Chez les fabricants d'équipements électriques, il n'est pas rare de voir des simples câbles USB affichés à 50€HT au catalogue, ou des capteurs de luminosité à 100€HT qui ne sont que de simple photorésistance à quelques centimes dans une boite. J'ai déjà vu des bêtes résistances dans une gaine thermo-rétractable se vendre plusieurs dizaines d'euros.1 point
-
Et avant cela ton imprimante marchait bien ? Tu mne parle pas de ton imprimante, tu viens de l'acheter ? Elle est neuve ? On te l'a offerte d'occasion ? Tu t'en ai déjà servi ? Quelle matériaux ? Quelle température ? Etc etc etc... A priori je dirai soit trop chaud pour ce filament ou Extruder mal calibré.1 point
-
Bonjour, Pourquoi 256 car chez moi le déplacement du X peut aller jusqu'à cette position. Pour le mesurer, tu fais un home puis tu fais déplacer la tête petit à petit via le menu et lire la valeur quand tu arrives au bout. Pourquoi faire cela ? Pour pouvoir palper le côté droit du bed car le bltouch est à gauche de la tête, ça permet de déplacer la tête à l'extérieur du bed pour pouvoir palper le bord droit du bed. Désolé le mode TFT_COLOR_UI n'est pas compatible wifi.1 point
-
Il y a une histoire de en cas de chauffe si un faux contacte / arc électrique, l’étain fond (180°C) et risque de créer encore plus de faux contactes / arc électrique ... et sur des forte tensions / ampérages cela augment le risque incendie. ! non ? Il serai donc préférable de plier le bout des fils, de bien torsader, ou d'utiliser des ferrules et de bien serrer les borniers ... que de mettre de l'étain. Aussi j'ai toujours lu qu'il valais mieux de temps en temps vérifier le serrage des borniers pour limiter les risques.1 point
-
Fait tu un G91 https://marlinfw.org/docs/gcode/G091.html avant ? Où alors, avant contrôle la position avec un M114 https://marlinfw.org/docs/gcode/M114.html ?1 point
-
Amélioration du rendu weathering:
 1 point
1 point -
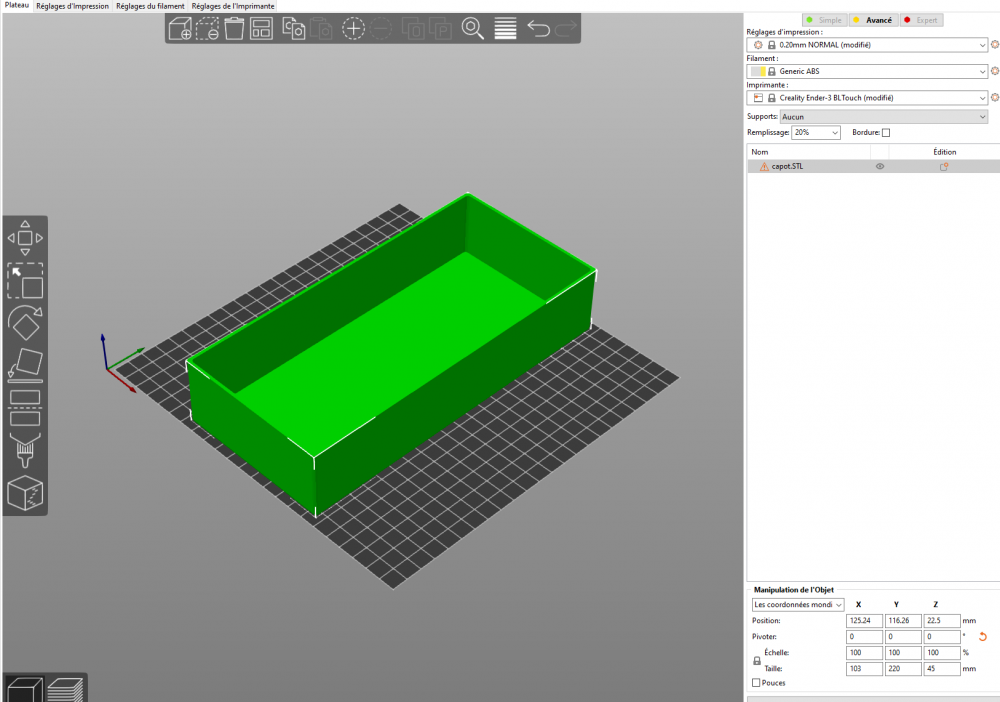
Merci @PPAC, pourtant lorsque je teste avec PrusaSlicer, dans lequel j'ai rentré les dimensions de mon plateau, cela semble marcher. Sans jupe ni bordure c'est évident. Je vais faire un essai avec le doigt sur le bouton
 1 point
1 point -
+ = bouchon probable Pour un direct drive la rétractation devrait être de 2mm maxi avec un heatbreak 'ptfe', beaucoup moins (0,5 - 1) avec un heatbreak métal1 point
-
Dommage j'utilise Jeedom auquel j'ai simplement ajouté le plugin Octoprint Là t'as été très loin chapeau, surtout pour la gestion du filament1 point
-
Salut je fais un petit update. Selon tes recommandation Magounet, j'ai remis ma rétraction à 2mm 40mm/s comme pour mon PLA. Après une tour de température, j'ai abaissé ma température de 10 degré (240 à 230). De un pour le look, je le trouve moins lustré à 230, de deux, j'ai aucun stringing à 230 donc voila. Déjà ce petit changement a du aider. Moins chaud, moins longue rétraction donc probablement moins de frottement dans le PTFE. Par contre, ce qui a vraiment aider je pense c'est ceci: Au niveau du déplacement, dans le mode de détour, j'étais en désactivé. Là je suis passé sur "à l'intérieur du remplissage". Comme ça, elle ne retracte plus ou presque plus. Je dirais que mon nombre de rétraction a réduit de 90-95%. Pour le moment, ça tient la route. J'ai printé pas mal depuis et aucun problème alors qu'après 24h de print mon PTFE était mort avant. Je vous tiendrai au courant si jamais ça se dégrade. Merci et bon print!1 point
-
Il faut juste avoir confiance ... Désolé pour la qualité (webcam). En lançant l'impression avec plein de petites support, j'ai oublié d'activer le brim. Le temps que je m'en rende compte, il était un peu tard. Ca m'a fait bien rire de voir ça en tout cas ! Au passage, on voit qu'un plateau propre c'est important !
 1 point
1 point -
En fait je te donne le truc : j'imprime tête en bas....1 point
-
Tu nous fait le coup du "j'ai gagné au loto ! alors il vous suffit d'y jouer pour gagner !" ! non ? ou alors La force est avec toi et tu est Jedi !1 point
-
Je dois passer environ 200000 cartouches de 9mm et 60/70 000 cartouches de 5.56mm + les Simunitions et le 12, je me vois pas recharger tout ça....1 point
-
Un contrôle du driver par le firmware ,et l'utilisation d'autre mode par le driver. Une fois activé tu peux changer le courant de contrôle des moteurs, leur mode de fonctionnement (stealchop, spreadcycle), juste en tapant des commandes (m***) en utilisant un programme de liaison type repetier... Alors qui tu es en STEP/DIR tu doit utiliser le potar sur le driver pour régler le courant de contrôle des moteurs et tu ne peux pas utilisé les différent mode de fonctionnement du driver.1 point
-
c'est de la sous extrusion et non de la délamination1 point
-
Fais attention à la chaleur car au delà de 45° (on va dire 60) le filament fond légèrement et ta bobine sera fichue1 point
-
Oui tout a fait c'est l'humidité, j'ai déjà eu exactement la même chose. La solution, déshumidificateur alimentaire si madame en a un, sinon au four si tu as confiance a son thermostat.1 point
-
Dernières impressions, la finalisation des supports de cabine sur le châssis TAMIYA et impression du shnorkel .... j'attaque la modélisation de la benne enrochement MARREL sur BLENDER...
 1 point
1 point -
Bon grâce à vous j'ai réussi enfin je suis soulagé ^^ . Merci à vous @PPAC , @Savate , @Titi78 , @fran6p , @Krl , @Orkh4nn et les autres ^^ . Vous êtes vraiment génial .1 point
-

From the album: Impressions par trotro
Imprimante 3D I3RS32 MakerFr Filament SOVB3D PLA Blanc - Rouge Tintin Moon Rocket Puzzle : https://www.thingiverse.com/thing:21034811 point -
Par défaut, la caméra (caméra piV1 pour ma part) a une résolution de 640 x 480 alors qu'en vidéo, la caméra pi par exemple, peut monter à 1280 x 720. Pour bénéficier des 1080 x 720 il suffit d'aller modifier le fichier octopi.txt qui se trouve sur la pi dans le dossier /boot pour cela : par ssh faite sudo nano /boot/octopi.txt Pour ceux qui ont une caméra USB : Repérez la ligne #camera_usb_options="-r 640x480 -f 10" et remplacez là, par exemple (dépend de la définition de votre caméra), par : camera_usb_options="-r 1080x720 -f 10" N'oubliez pas de retirer le # au début de la ligne. Les lignes qui commencent par # ne sont pas prises en compte. Ce sont des commentaires. Rebootez Pour ceux qui ont une caméra pi : Remplacez la ligne #camera="auto" par camera="raspi" Attention, il faut également retirer le # puis, plus bas, remplacez #camera_raspi_options="-fps 10" par camera_raspi_options=" -x 1280 -y 720 -fps 10" Au passage, chez moi, j'en ai profité pour augmenter le contraste. J'ai donc mis camera_raspi_options="-co 50 -x 1280 -y 720 -fps 10" Voir toutes les options possibles ici : https://community.octoprint.org/t/available-mjpg-streamer-configuration-options/1106 Rebootez1 point