Classement



Contenu populaire
Contenu avec la plus haute réputation dans 17/06/2021 Dans tous les contenus
-
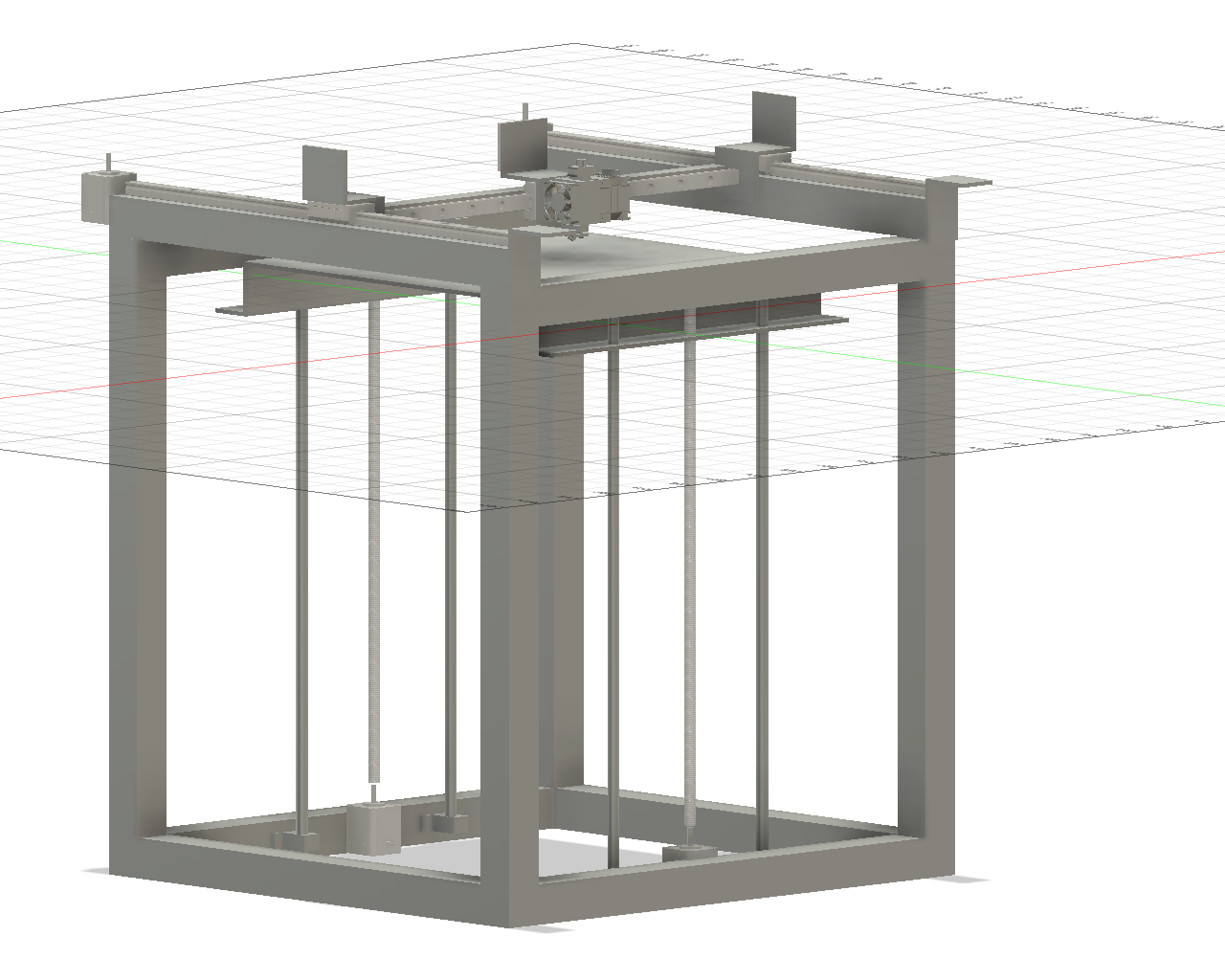
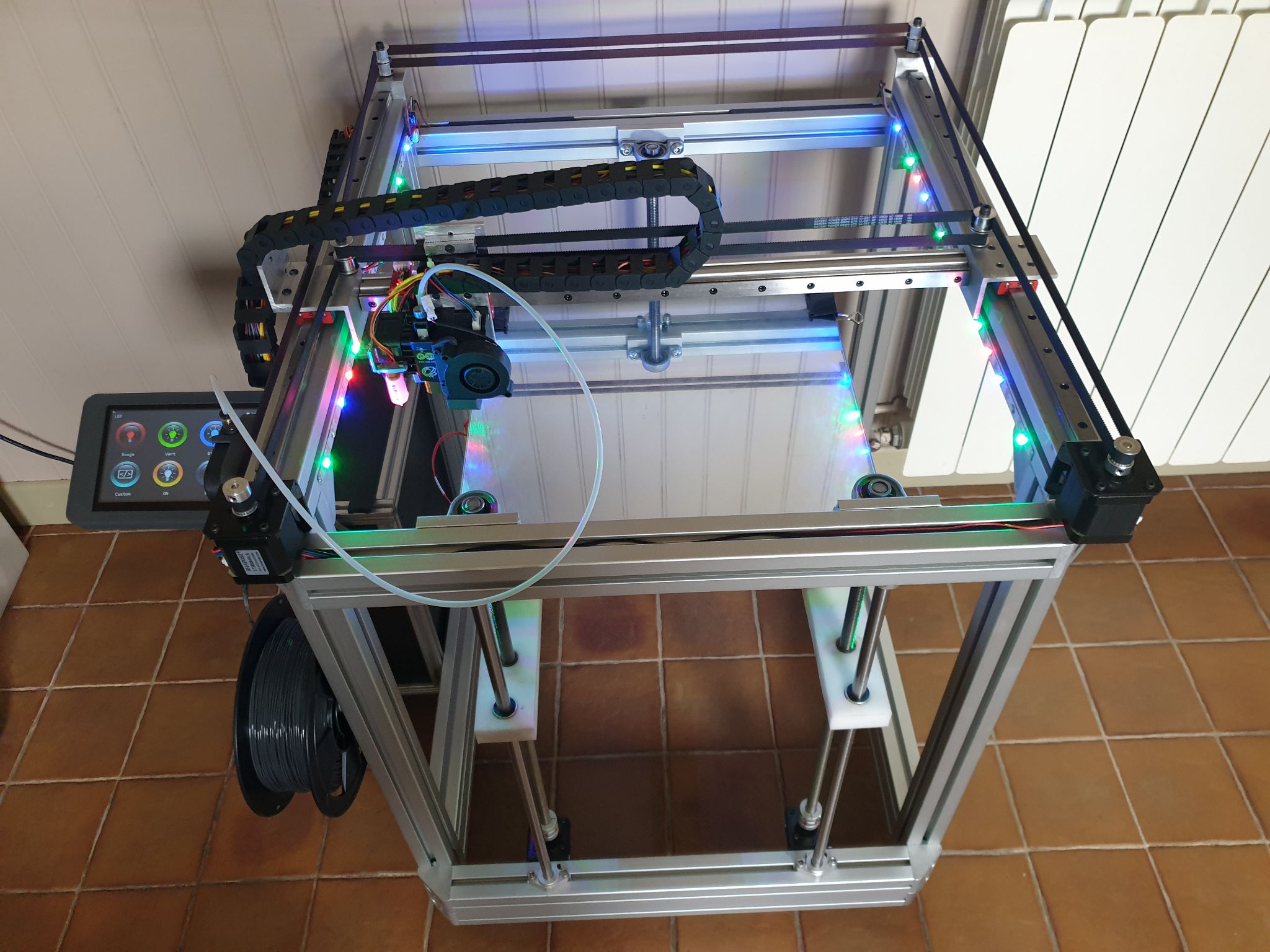
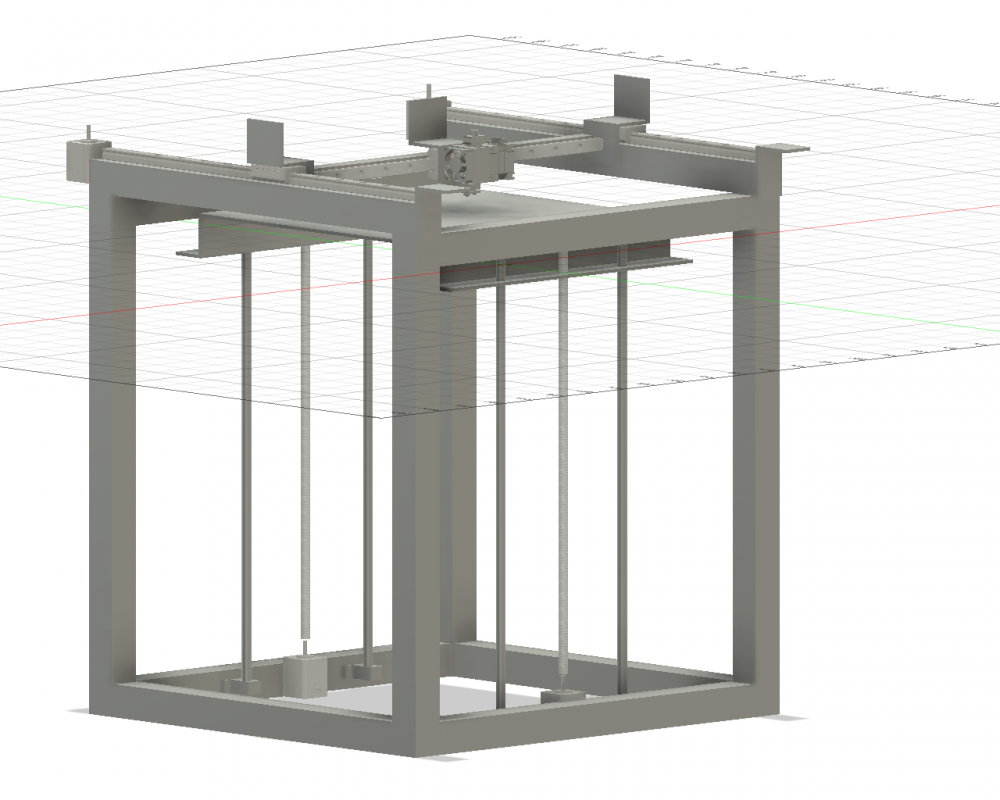
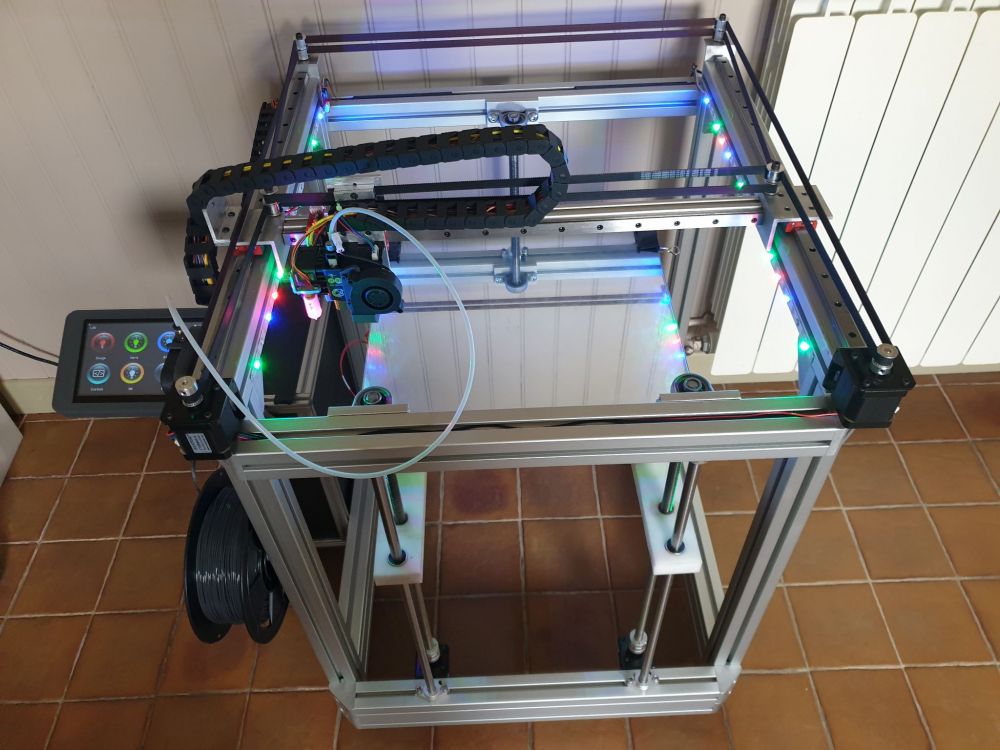
Bonjour, Il y a 3 mois environ, je décidais de me lancer dans un projet de construction d'une imprimante CoreXY. Le projet fait sur Fusion 360 donnait çà, J'ai fais quelques modifications (surtout sur la partie plateau): En dimension j'étais parti sur 400x400x500. Cela a été une très enrichissante expérience surtout sur les parties électronique et programmation. Les caractéristiques techniques: -Carte SKR Pro 1.2 -Drivers TMC 2209 en UART -Détecteur filament BBT -Tête E3D Hemera -Alimentation Meanwell 350w -Bed en 220v -Triple Z en 12mm avec nivellement automatique -Ecran BBT TFT70 -Structure en Alu 4040 et 8040 Le budget total env. 700€. (hors structure; fournitures alu; plateau) N'ayant pas d'imprimante 3D, toutes les pièces ont été réalisées en alu. Voilà le résultat final: Prochainement je vais la rehausser et la mettre sur roulettes, et par la suite je pense faire un caisson. Voilà, je remercie ce forum qui m'a permis de concrétiser ce projet et surtout une mention toute particulière à @remibora pour sa patience et l'aide précieuse qui m'a apporté MERCI
 2 points
2 points -
Ils sont alors pour les malvoyants Ou alors pour les perchistes ?
 2 points
2 points -
Je te l'accorde @billedeclown01 A toi.
 2 points
2 points -
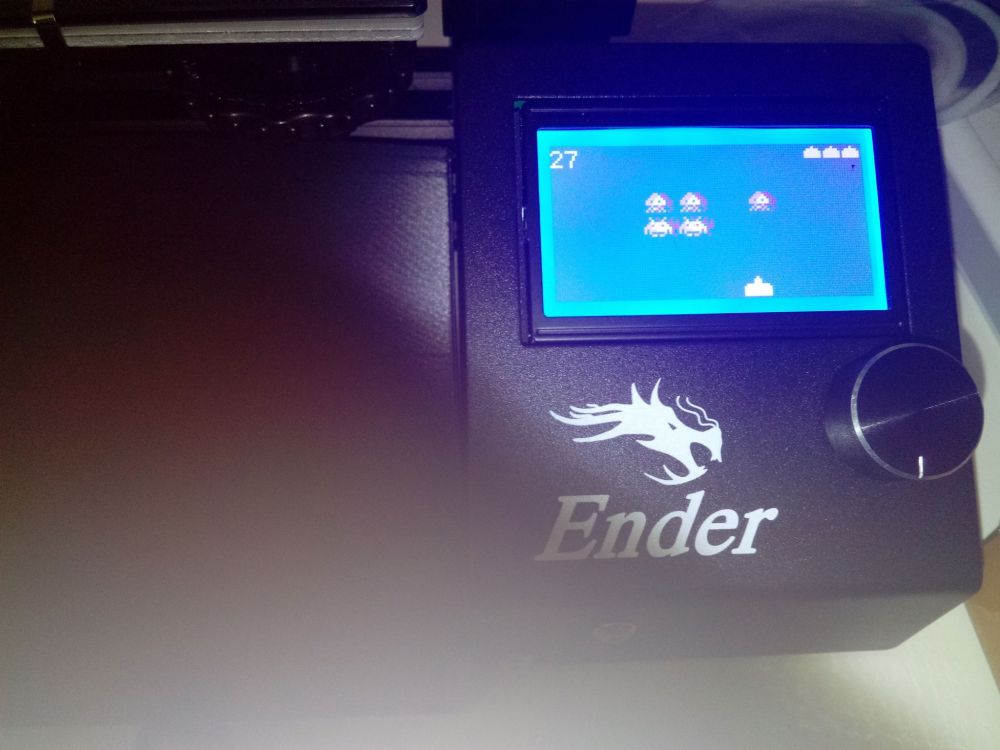
Bonjour à tous, Voilà un petit truc sympa sur Marlin ; c'est juste pour sourire :) , ça n'a aucune utilité , j'ai trouvé ça par hasard :) et c'est sympa :) il y en a d'autres : Break-out et snake. :) :) :) A+
 1 point
1 point -
Salut, Content que ce soit rentré dans l'ordre. Pour le Benchy, c'est le PLA fourni avec la machine ? Tu as encore pas mal de stringing/oozing. Il faudra éventuellement encore baisser la température de la tête (voir avec combien tu imprimes), augmenter les paramètres de rétraction (vitesse et longueur, mais pas trop c'est du DD) et enfin augmenter éventuellement la vitesse de déplacement. Sinon, pour dire merci c'est par ici (voir le petit cœur en bas à droite du message)
 1 point
1 point -
L'ABS n'est pas vraiment sensible à l'humidité, ces petites bulles arrivent essentiellement à cause de la température qui baisse, et sur les grand à plats verticaux. L'augmentation de la température (et surtout un caisson) réduisent fortement le problème.1 point
-
Je ne sais pas pourquoi mais je ne peux pas modifier mon message précédent. Petite erreur, pour que le runout sensor fonctionne, je dois mettre FILAMENT_RUNOUT_DISTANCE_MM à 0 et non pas 251 point
-
Salutation ! Si bien du curling : https://cults3d.com/en/3d-model/tool/warping-curling-test https://www.simplify3d.com/support/print-quality-troubleshooting/curling-or-rough-corners/ https://wiki.logre.eu/index.php/RepRap_printDoctor#D.C3.A9faut_n.C2.B09.2C_cintrage_vers_le_haut Comme le souligne Savate, cela peut être favorisé par de la sur-extrusion. Pour moi, pour résoudre le curling, pas vraiment de solution autre que de diminuer la température d'impression le plus possible, mais surtout de favoriser la ventilation qui refroidie l'impression avec par exemple l'utilisation d'un fang/un guide souffle du ventilateur de refroidissement de l'impression. Aussi vérifier que la sonde thermique soit bien placé et ne soit pas refroidis par le ventilateur et donc donne une mesure biaisé de la température d'impression.1 point
-
C'est quoi comme filament ? Est-ce que la ventilation est bien à 100° (dans les paramètres cura) ? Quelle est la température de plateau ? Tu peux essayer de baisser la température et/ou de réduire le débit dans les paramètre de cura.1 point
-
Salut @THXMXS Avec une pièce comme ça (petit pied, grand hauteur) c'est un miracle qu'elle ne se décolle pas avant sans enceinte fermée La délamination et le warping sont du à la baisse de température de la pièce, tu peux essayer d'augmenter la température de la buse, ce qui devrait corriger la délamination, mais pas le warping (essaye de monter le bed à 95 ou 100 pour le warping)1 point
-
le deuxième trou c'est pour un capteur ? @Parade je n'avais pas vu ta phrase en hongrois comme quoi hongrois tout savoir et on ne sait rien1 point
-
Dans cette taille (et dans cette gamme de prix) je ne vois que la X1 et la tenlog (je ne connais pas la sovol) Personnellement et contrairement à @MrMagounet j'aime beaucoup le plateau d'origine de la X1 qui est parfait pour du PLA ou du TPU (avec d'autres matériaux, la feuille de PEI est au top, mais il faudra aussi changer deux trois trucs pour supporter plus de 240° sur la buse pendant plus de 10 minutes) En 320 x 320 tu as aussi les geeetech A30x, mais je déconseille la A30T même si elle a un 3D touch d'origine elle est plutôt capricieuse et adore tisser des toiles d'araignée (attention, quand elle est en forme elle peut faire des impressions magnifiques ... ) de plus son plateau d'origine en buildtak est une véritable horreur. Après des pièces qui remplissent un plateau en 300x300 ... c'est long, très long à imprimer1 point
-
bonjour @educadog Bienvenue sur le forum le choix est difficile mais qu'elle est la question essentielle du choix ? pour notre communauté TENLOG TLD3 les utilisateurs ont opté pour la productivité (impression en duplication et en miroir et enfin pour l'impression dual couleur), la robustesse de cette machine est fiable équipée de rails guides linéaires. L' imprimante est également commercialisé avec des options professionnelles (BED chauffant à 220volts et des options aux choix de qualité) Cette imprimante est commercialisée et garantie en France; le SAV est aussi Français avec une disponibilité et un professionnalisme à toute épreuve. Le distributeur européen est @studiolab39 officiel Ceci n'est pas une PUB mais un choix de notre communauté TENLOG. a+ Francis1 point
-
Salut Jojo, en réalité même si tu envoie une demande d'impression en 300mm/s les Genius et X1 n'imprime pas réellement a ces vitesses, il est d'ailleurs impossible techniquement pour une cartésienne d'imprimer a 300mm/s même avec une CM 32 bit comme j'ai installé sur ma Genius, ceci du en grand partie a cause de l'inertie en Y du plateau très difficile a maitrisé, les core XY avec un Bed qui descend uniquement en Z sont bien plus efficace dans ce cadre d'impression a haute vitesse et les Delta de bonne facture encore plus. Tu peux très facilement imprimer a 100mm/s même sur des modèle complexe malgré la CM d'origine 8 bit et reussir a monte a 150mm/s sur des impression très rectiligne, la GenL est bien trop limite en puissance de calcul pour imprimer sans micro lag des forme complexe ou circulaire a haute vitesse, chose qui devien possible en utilisant un carte mère 32bits ou un raspberry Pi et un firmware Klipper, dans ce cas Klipper utilise toute la puissance du PI pour les calcul et la Genl devient une simple carte entré sortie basique et la j'avoue que l'on peur reussir a aller très loin les test effectué avec un amis donne de supper résultat même avec des vitesse de entre 150mm/s et 180mm/s ce qui est top sur une cartésienne avec des accélération pouvant aller jusque 20.000mm/s, et réussissant a rendre quasi imperceptible le ghosting, attention les pièce sont pas parfaite non plus mais plus bien au vue des setting. Après il y a aussi des chose qui me gène un peu avec klipper mais il est pas impossible que je face des test sur la CR10s pro un de ces 4.1 point
-
Le quatrième élément serait-il un antivol, cadenas, "U" ou n'importe quel système pour allonger la durée de vie dudit vélo avant qu'il ne se fasse voler ? (14 minutes sur Grenoble) [Edit] En fait le quatrième élément c'est le sac ou ce sont les sacoches Donc ces schmilblicks sont des câbles destinés à être tissés en sacoches dans lesquelles on mettra des cadres de vélo. Bon j'ai fait une phrase avec tous les éléments... mais j'ai un doute J'essaye autrement : Les schmilblicks guident des trucs parallélépipédiques (c'est mieux que "rectangles" vu qu'on est en 3D) qu'on relie ainsi au vélo par le clipsage sur cadre . Ces trucs parallélépipédiques comportent des câbles qui tiennent des sacoches. Bon... j'arrive pas à faire simple avec ces éléments, ça ne doit donc pas être ça1 point
-
De toute manière vouloir aller trop vite risque de te donner de mauvais résultats. Plus tu vas y aller fort et plus ta découpes sera brulée. Plusieurs passent restent préférables sur du bois.1 point
-
Bonjour @fran6p, D'après ce que je crois avoir compris de la datasheet, l'eeprom (appelée boot rom, apparemment) serait de 8k octets sur les LPC176x, ce qui est largement suffisant pour les moins 700 octets à stocker, comme tu peux le voir sur mon impression écran (670 octets exactement). Comme pour toutes les eeprom, il y a un nombre limite d'écriture (entre 10 000 et 100 000), c'est pour cela qu'il n'est pas conseillé de mettre une sauvegarde dans le gcode du trancheur. Ceci est à relativiser puisque 100 000 fois correspond à environ 27 sauvegardes par jour pendant 10 ans Pour info, je viens de faire le même test sur une carte Creality V4.2 (pour CR10 S Pro V1/2) dont la taille de l'eeprom de l'Atmega2560 est de 4ko. Tout ça pour dire que l'eeprom externe n'est pas une obligation puisqu'il y a de nombreuses cartes-mères qui utilisent l'eeprom du microcontrôleur, à commencer par celle de ma U20.1 point
-
Salut, Tu l'as fait comment le profil pour l'imprimante, fait une recherche sur le nom @vap38, il propose sur le forum un profil qui fonctionne sans problème.1 point
-
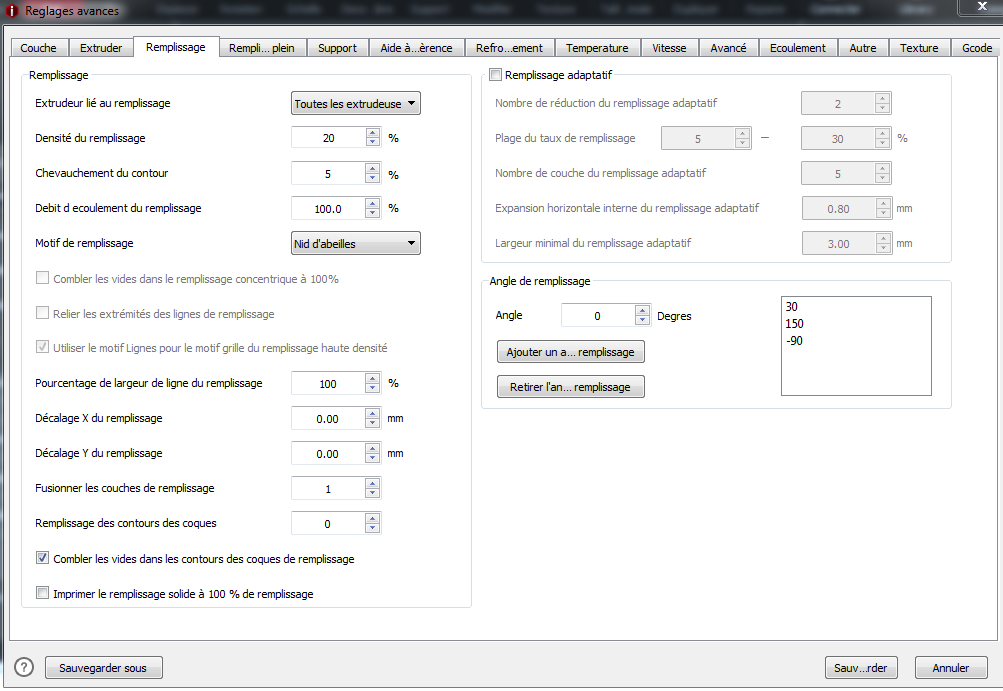
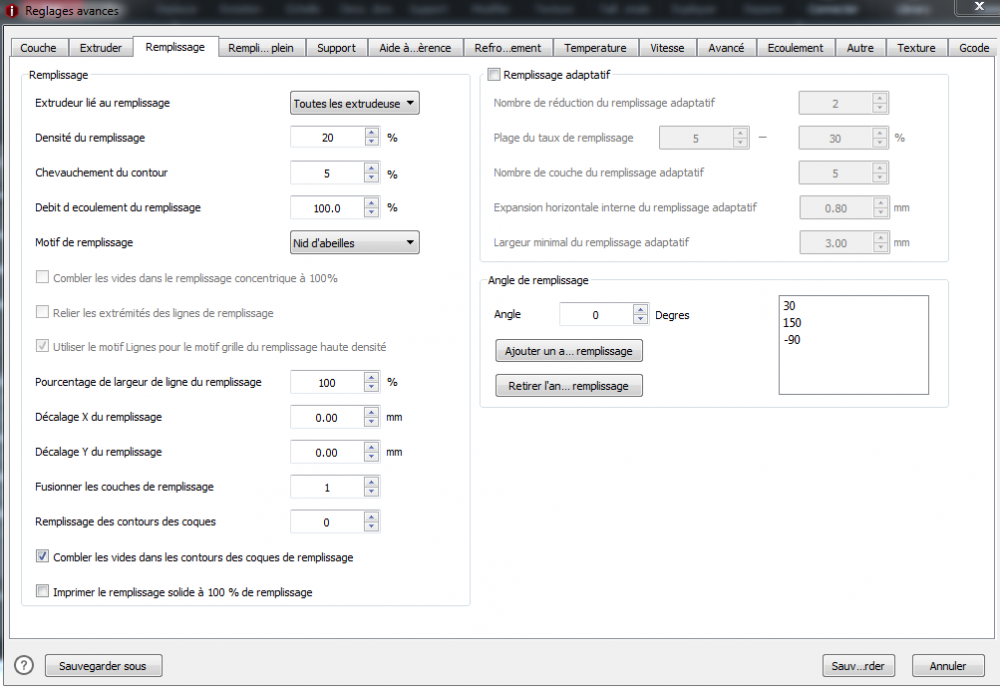
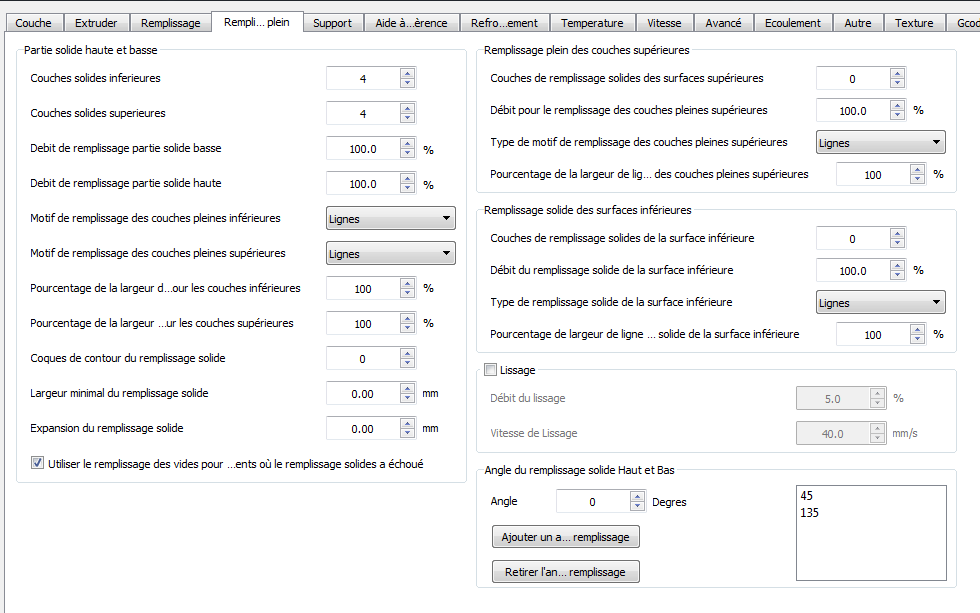
Partout où il y a écrit débit d'écoulement.
 1 point
1 point -
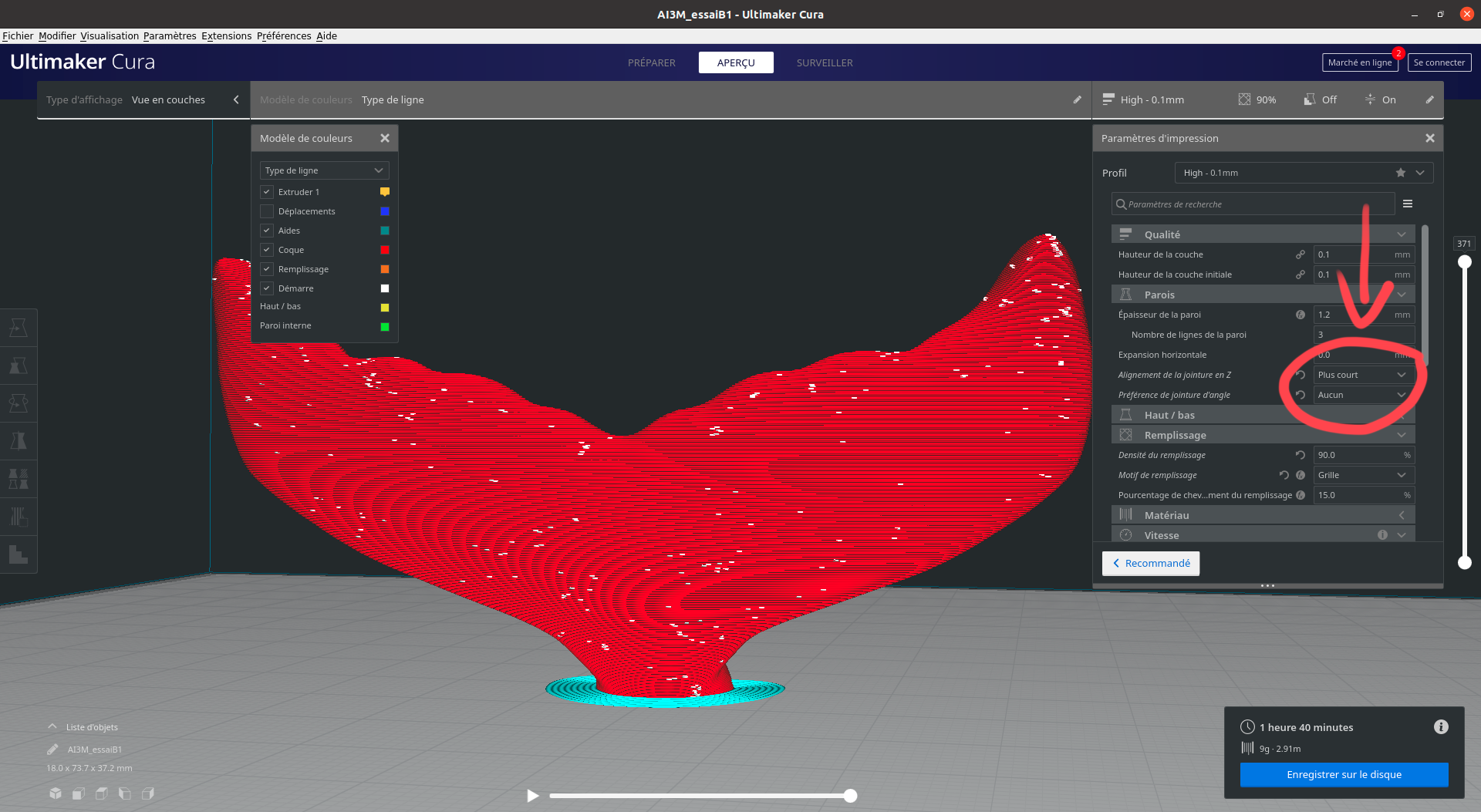
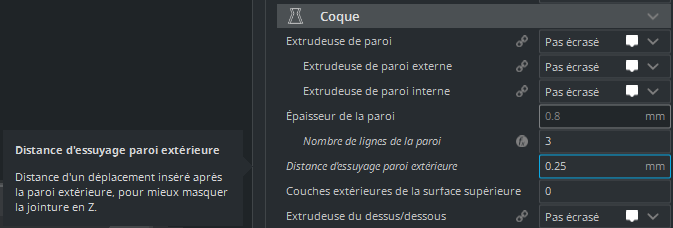
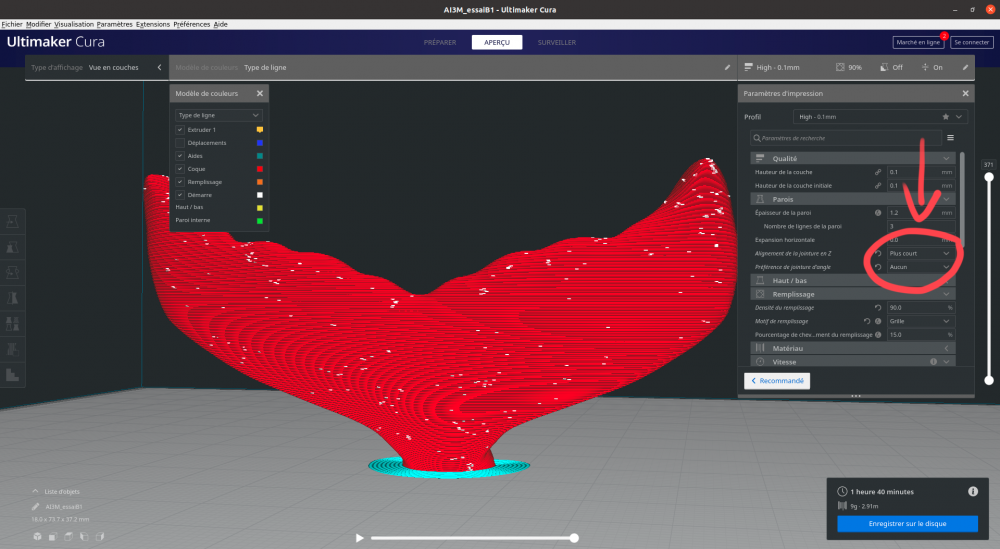
C'est ce qu'on appelle la "couture" ou jointure. Malheureusement, il est impossible de ne pas l'avoir, le mieux que tu puisses faire c'est la masquer en la mettant dans un angle "creux". Tu peux également l'atténuer avec la distance d'essuyage, cela permet à la buse de ne pas terminer ou commencer la couche sur la paroi extérieure mais légèrement à l'intérieur de la paroi extérieure.
 1 point
1 point -
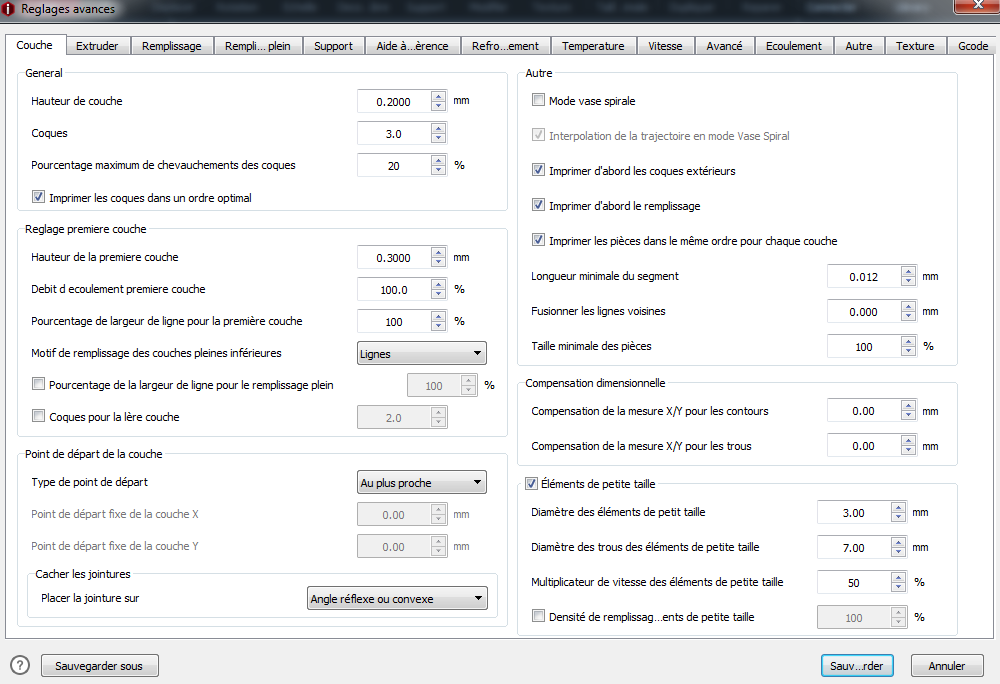
Bonjour, Les points blancs correspondent au point de démarrage de chaque couche. tu peux modifier cela en jouant sur les paramètres alignement de la jointure et préférence de la jointure d'angle, il y a plusieurs possibilités à toi de voir ce qui te convient le mieux... Et je te conseille de télécharger le plug in "setting guide" ou toutes les fonctionnalités de Cura sont expliquées en détails et en francais...
 1 point
1 point -
Patience, il me manque encore des choses, je démarre juste les impressions quand j'ai un moment. Je partagerais cela ici quand je l'aurais installé (enfin si j'm'en sors)1 point
-
C'est ce que je disais, dans ce cas le multi est justifié. Mais beaucoup postent plusieurs messages à la suite limite pour ajouter un mot oublié...1 point
-
Vitesse à 15mm/s ??? Déjà qu'à 50 ou 60 je trouve ça tellllllllement long (mais au dessus c'est trop bruyant). C'est pas un mois et demi de silence, c'est un mois et demi de travail pour imprimer l'xwing !1 point
-
J'ai un laser 30w, j'avais fait des essais et de mémoire sur du contreplaqué de 5,5mm (vitesse faible, intensité à fond) faut 8 passes, je ne pense pas que tu arrive à découper du 3mm en une passe (j'ai fait de la découpe pour des boites en 3mm, j'avais fait 2 ou 3 passes si je me souvient bien, en tout cas 1 c'est pas découpé) et pour graver ou découper des matériaux plus robuste oublie tout les métaux quelque soit l'épaisseur ou le nombre de passes.1 point
-
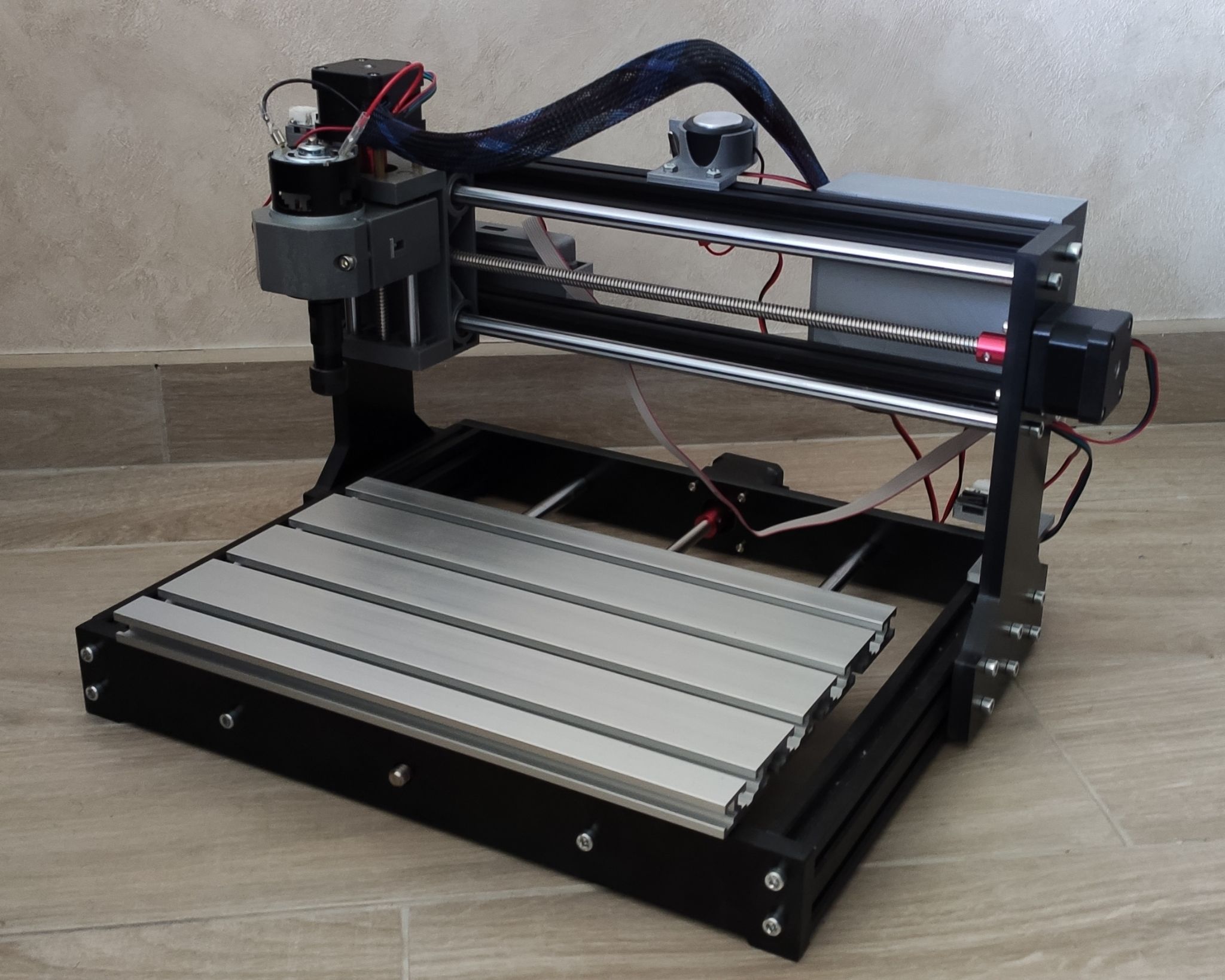
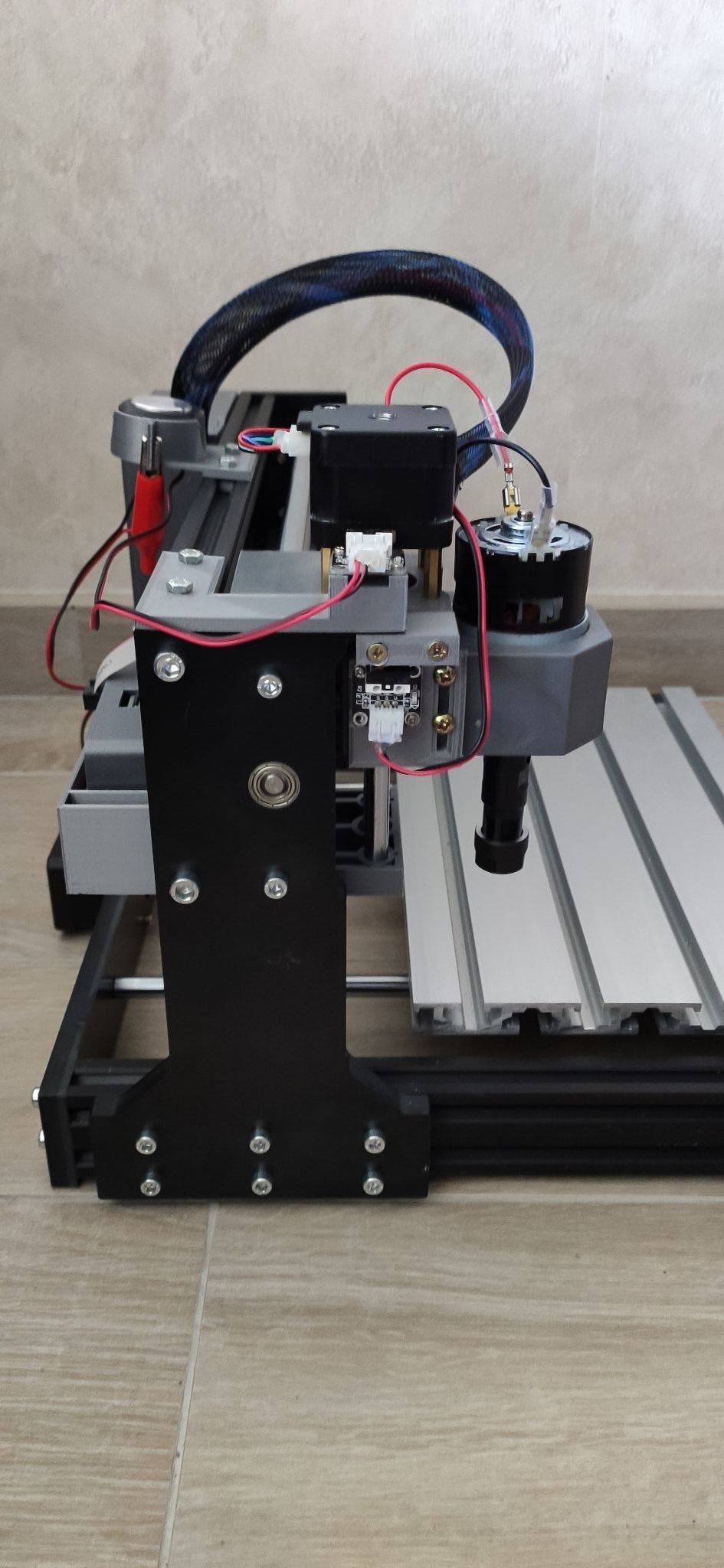
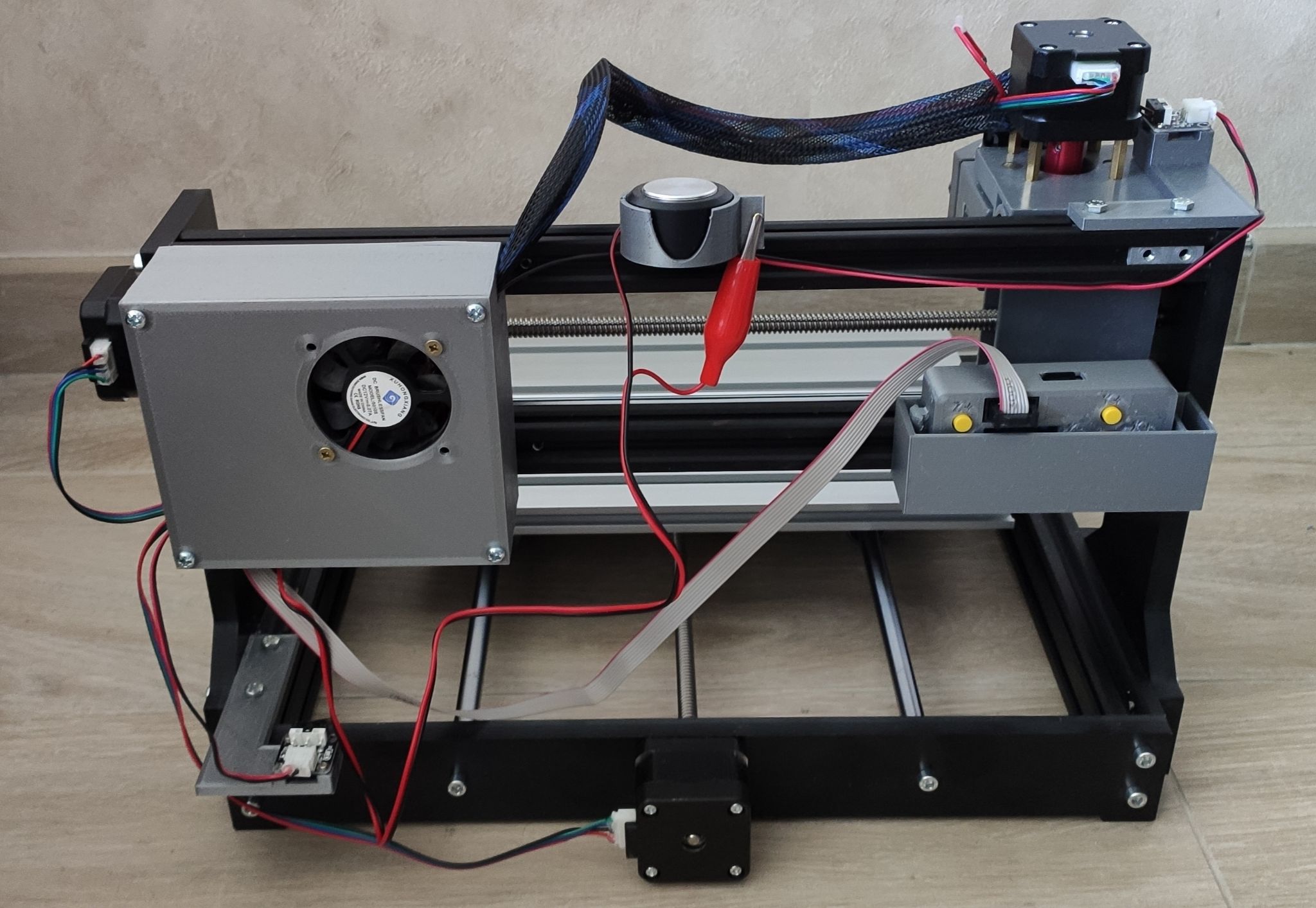
Zut ... Trop tard pour éditer ... C'est pas ma faute monsieur le modo ! Bref ... Les endstops sont montés et l'axe récalcitrant est rentré dans le rang. Je pense donc que tout est ok dans le montage ... Je peux m'attaquer au firmware (voir si ce contrôleur arrête de s'éteindre quand un endstop s'active). En attendant, voici 3 petites photos de la belle ... Avec endstops, z-probe (+ support), boîtier ventilé pour l'alimentation, boîtier pour le contrôleur et une case pour le ranger. EDIT : c'est marrant quand même quand tu trouves les infos par hasard ... bien après en avoir eu besoin ! C'était bien détaillé ici :
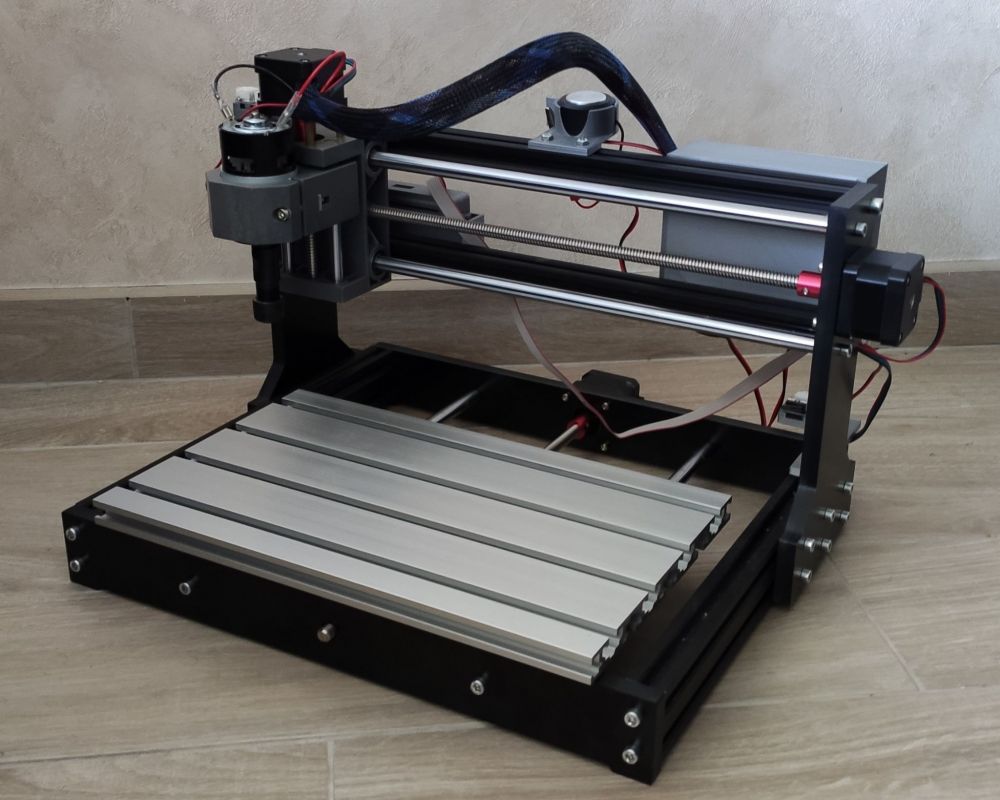
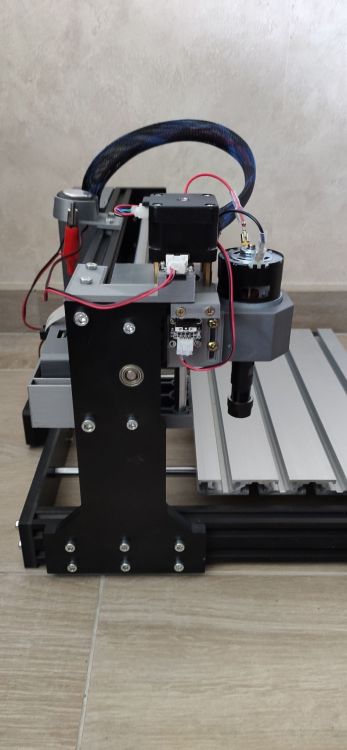
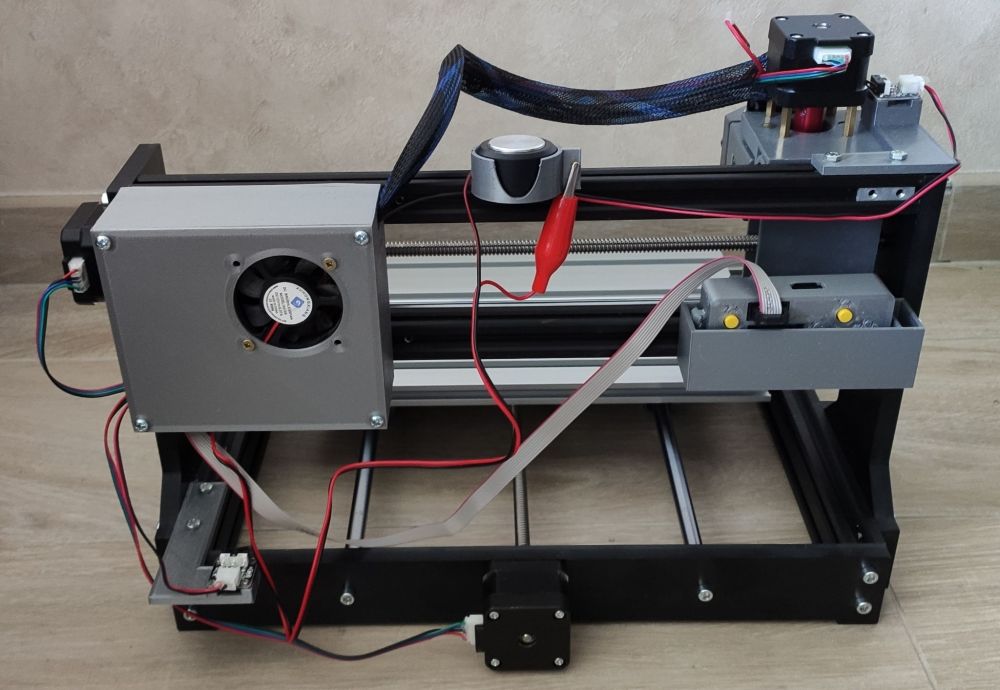
 1 point
1 point