

Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/06/2021 Dans tous les contenus
-
ok voila, c'est bon. j'ai un message "Carte insérée". Ok @PPACj'en commande une de 32Go car la je n'ai qu'une de 8 Go qui n'est pas vierge (pour le boulot). Merci trop bien, mais déjà moins de cheveux sur le crane avec ce que je viens de m'arracher depuis hier. Bon allez, je vais vous laisser profité de vos familles. J'ai déjà bien abusé de votre temps. Vous remerciant de votre aide, si un jour vous passez par cambrai. La porte vous sera grande ouverte. Une dernière choses. Je peux débrancher la ramps et fermer le fichier Marlin, car depuis hier c'était ouvert.2 points
-
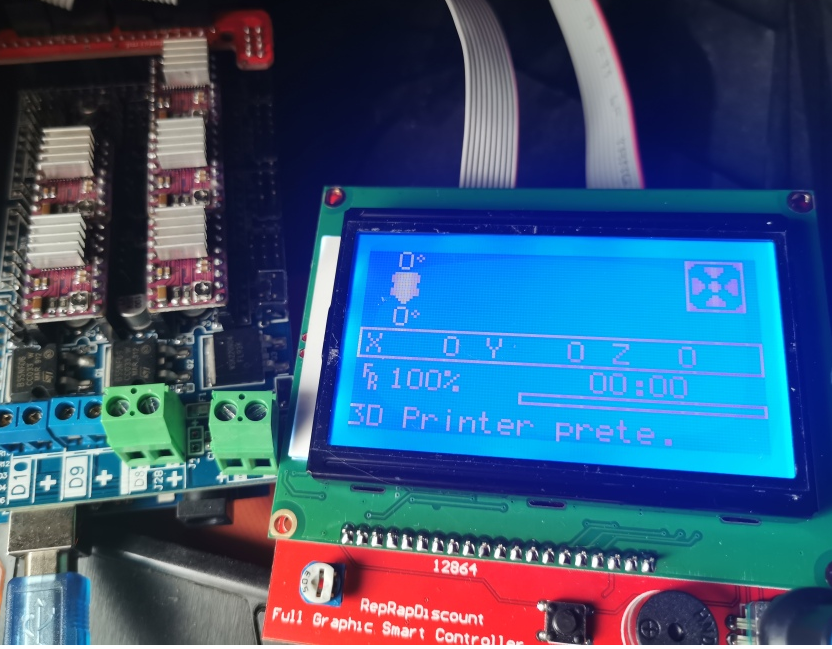
YES !!!!! Ca affiche ca Si il y a un emplacement, mais je n'ai pas mis de carte. Il en faux une de combien?
 2 points
2 points -
Comme tu veux ! Soit tu garde le téléversement pour plus tard (là aussi il peut y avoir des complications ) Soit tu continue dans la lancé les modif des fichiers P.S. : t'en fait pas j'ai déjà vu plus long comme sujet pour une histoire de BLTouch ...2 points
-
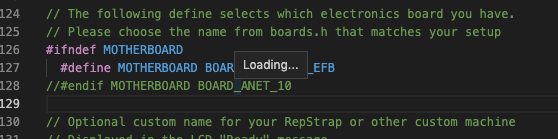
Pas exactement il faut soit enlever soit mettre en commentaire MOTHERBOARD BOARD_ANET_10 Au finale il te faut comme dit Patave ! @Lidocain777 @Patave au moins on a tous trouvé le même truc louche2 points
-
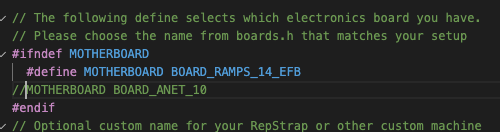
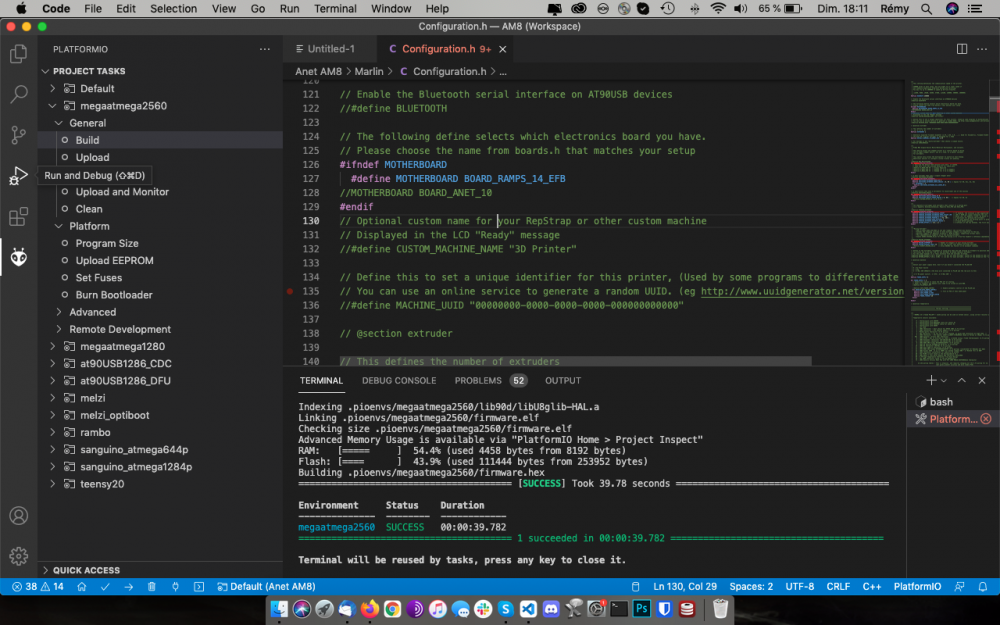
On arrive tous trop tard ^^' Mais bon, voilà le fichier corrigé, et la compilation passe sans souci. Configuration.h
 2 points
2 points -
Prend ton temps, cette erreur n'est pas une erreur explicite. Il doit y avoir un truc louche dans le début du fichier juste avant la ligne en erreur. (peut être un caractère ou une virgule ...) Il peut aussi arriver que l'erreur provienne du fichier qui l'appel pareil si il y a une truc louche juste avant l'appel ... Aussi, de temps en temps il faut faire un "clean" et cela peut aider le truc ... Le plus simple, passe nous ton Configuration.h on va tester chez nous et te dire !2 points
-
ça tourne au roman fleuve ce sujet!2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Salut, Durant ma reprise d'étude en mécatronique j'ai découvert l'impression 3D et mordus comme jamais je me suis payé l'Alfawise u20 pour noël 2019, puis début du premier confinement une à polymérisation, la Elegoo Mars Pro et pour finir l'on m'a donné une Phrozen Shuffle de 2019. Je conçois sur Solidworks,, j'ai déjà réalisé pas mal de petites choses : Chaînes portes câbles, Dual Z pour la Alfa avec la Elegoo, Une chambre à UV, réparé mon Surfacebook pour 0,32€ au lieu d'une trentaine et j'en passe... Si vous souhaitez une pièce sur mesure n'hésitez pas à me laisser un message je verrai si je peux design ça.

 1 point
1 point -
Ahhhh ça impressionne toujours les grands littéraires ... Tant de verve ... Plus serait insoutenable ...1 point
-
Bonsoir Je ne connais pas ton imprimante mais tu n'as pas des menu pour actionner les mouvements X, Y, Z et l'extrudeur ? Quand tu fais la manip, il faut que le buse soit chaude car dans certains cas, il y a un blocage logiciel pour éviter que le moteur force inutilement. A+1 point
-
Fait pour ma part !1 point
-
Avec plaisir, @Mares 594001 point
-
Oui il n'y a a brancher que pour le téléversement. après c'est bon Bonne soirée !1 point
-
Pour la carte SD, une de maximum 32GB et pas plus pour pouvoir la formater en FAT32 avec des unités de 4096.1 point
-
Une de 8 Go par exemple si tu as ? Ou ce que tu as en stock chez toi. Ça peut être moins, ça peut être plus. Du moment que ça te met un message "Carte SD insérée" (ou un message positif du genre), c'est que c'est bon.1 point
-
A ce stade, vu que ça compile sans erreur, tu peux téléverser sur la carte comme indiqué et voir si c'est bon pour l'écran et la carte SD.1 point
-
C'est pas louche ça bloquait le endif de la fin pour clore le bloc #ifndef CONFIGURATION_H en ligne 38 Bravo à vous, vous êtes plus rapides Et bien vu l'idée de récupérer le fichier conf1 point
-
J'ai trouvé, tu as mis en commentaire la derniere ligne de #ifndef MOTHERBOARD #define MOTHERBOARD BOARD_RAMPS_14_EFB //#endif MOTHERBOARD BOARD_ANET_10 <<<<< remplace la derniere ligne par #endif oups, j'arrive trop tard dsl1 point
-
Bonjour @laber76 après le changement de la détection optique pour l'axe Y il te faut changer le firmware par la version optique. ci-joint le firmware version 1.024 Tmc2208O_TJC a+ TL-D3P-2208-O-TJC.hex1 point
-
@jeffcic Bonjour, Sans vouloir t'effrayer, la première fois que l'écran a affiché une telle valeur sur mon imprimante, un des composants de la carte avait grillé, du à un court circuit d'un des câbles de la sonde sur le bloc de chauffe, provoqué par un nettoyage / remontage un peu musclé = changement de carte... La seconde fois, c'était la nappe de la tête et de ses composants qui était mal enfichée1 point
-
Si ta prise connectée est raccordée à ton Octoprint, ca pourrait venir de ton plugin également, ou du Pi qui a des sautes d'humeur !!1 point
-
Bonne idée. Ça tombe bien, je suis sur ordi là maintenant.1 point
-
Attention à ne pas tout mélanger, il y a aussi souvent de la diaphonie dans les cables. Dans ma rénovation, sur une partie électrique neuve de mon installation, il y a un 3G2.5 pour les prises et un 3G1.5 pour les éclairages. Tout est bien séparé depuis le tableau (neuf lui aussi et câblé dans les règles), mais surtout les cables sont côte à côte sur près de 20 mètres. Résultat, lorsque je coupe l'éclairage au tableau, mais pas les prises, le multimètre s'affole, le VAT lui m'indique bien une absence de tension (seul appareil homologué pour ça) mais les doigts sentent une légère vibration. C'est pire dans un 5G4 qui alimente un chauffage l'hiver et une clim l'été, tous les conducteurs étant dans le même cable.1 point
-
De rien, c'est le principe du forum: aider si / quand on le peut. La connaissance s'accroit quand on la partage1 point
-
Non Cette directive n'est valable que pour la CR10-V2. Les exemples de configuration de Marlin l'utilisent pour la Creality/CR10-V2 . @thinkyhead développeur principal de Marlin m'avait demandé s'il pouvait utiliser mes fichiers de configurations pour les inclure «officiellement» dans Marlin, il y a déjà pas mal de temps (janvier 2020), la ligne l'indique clairement1 point
-
Non et désoler suis novice j aïs regarde Ha sa et c est bon le plateaux est calibrée1 point
-
Le plus simple et le plus rapide est de câbler en directe ta sonde de température. Ce ne sont que deux fils à tirer vers la carte CPU et cela te prendra moins d'une heure.1 point
-
Mais non pas de problème électrique ... tu a des fantômes dans la maison c'est obligé ! j'ai vu tout les "SOS Fantôme" et "X-Files" donc je suis sur de moi Un défaut de mise a la terre ? ou les neutres qui sont pas bien séparé (ancienne méthode pour économiser du câble, j'ai cela chez moi c'est pas simple car il y a un genre de retour quand on fait des mesures ... ex : j'ai un +10V sur mon neutre (par raport a ma terre) car un retour de je sais pas quoi qui se trouve activé et qui utilise le même câble neutre a un moment ... )1 point
-
Et ce tuto très complet1 point
-
Bien joué @Mares 59400 et merci @Patave pour le domptage de ArduinoIDE (le coup de mettre a jour via gestion des cartes ... là je savais pas ) Et donc on laisse //#define ENDSTOP_INTERRUPTS_FEATURE sinon tu aura des erreurs Modification a apporter au fichier Configuration.h en plus de celle déjà mentionné Par obligatoire mais autemps en profiter la vitesse pour un arduino 2560 peut être mise a 250000 //PPAC2//#define BAUDRATE 115200 #define BAUDRATE 250000 Si tu n'a pas de plateau chauffant //PPAC2//#define TEMP_SENSOR_BED 5 #define TEMP_SENSOR_BED 0 Pour les driver si tu a bien des DRV8825 //PPAC2// A4988 en DRV8825 #define X_DRIVER_TYPE DRV8825 #define Y_DRIVER_TYPE DRV8825 #define Z_DRIVER_TYPE DRV8825 //#define X2_DRIVER_TYPE A4988 //#define Y2_DRIVER_TYPE A4988 //#define Z2_DRIVER_TYPE A4988 #define E0_DRIVER_TYPE DRV8825 Pour le volume d'impression / taille du plateau là je ne connais pas tes dim chez moin j'ai cela (un 200x200 mm) // The size of the print bed #define X_BED_SIZE 200 // PPAC2 // ancien valeur : 220 #define Y_BED_SIZE 200 // PPAC2 // ancien valeur : 220 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 // PPAC2 // ancien valeur : -33 #define Y_MIN_POS 0 // PPAC2 // ancien valeur : -10 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200 // PPAC2 // ancien valeur : 240 Pour les sens et placement des endstop là il faudra vérifier si la logic (ouvert ou fermé par défaut) est OK c-a-d contrôler avec le résultat d'un M119 quand tu aura déjà fait les autre modif et téléversé le firmware. #define X_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. #define Y_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. #define Z_MIN_ENDSTOP_INVERTING true // set to true to invert the logic of the endstop. De même pour les sens des moteur se sera selon tes essai en physique // Invert the stepper direction. Change (or reverse the motor connector) if an axis goes the wrong way. #define INVERT_X_DIR false #define INVERT_Y_DIR false #define INVERT_Z_DIR true1 point
-
Voilà une offre plutot intéressante et au départ d'un entrepôt France donc pas de souci de TVA après le 1er juillet. https://www.dealabs.com/bons-plans/imprimante-3d-ender3-v2-entrepot-france-2172866?1 point
-
Regarde ce tuto tu verras qu’il a fait la meme modif pour le drivers de carte. Ouf, j’avais de bons souvenirs lui est en anet, toi en ramps, donc reste sur la config motherboard qu’on a mis plus tot1 point
-
Bon , maintenant c’est a toi de jouer avec les reglages en fonction de ta machine. essaie maintenant de telecharger cette config, mais pas lancer la machine. j’espere que tu est bien sur table avec rien de branché (moteur, capteur, …) @PPACt’a montre sa conf d’ecran il faut regler : ecran drivers moteur dimensions de l’imprimante sens des endstops Leveling si tu as … demandes a Tuto de t’aider1 point
-
Cool ! Donc maintenant, tu est un pro de la compilation du firmware Marlin ( tu compile les yeux fermé )1 point
-
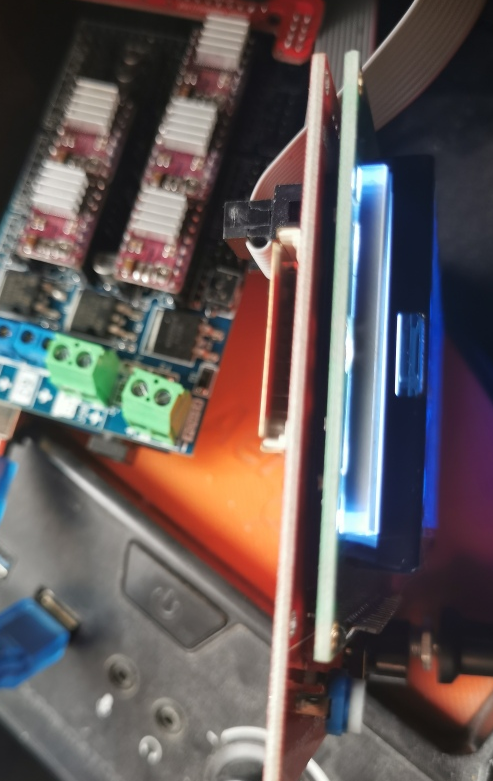
Ah effectivement c'est pas top ! Donc on a probablement la cause, un bon faux contact ... Maintenant reste à déterminer l'étendue des conséquences ... Si tu as de la chance c'est juste un problème de connectique, sinon ça peut être remonté jusqu'à la carte mère.1 point
-
Merci tous le monde pour votre aide, A force de bidouiller, j'ai fini par trouver en changeant les endstops et la logique du home, beaucoup de compilation.1 point
-
Bonjour @Mares 59400, on a bien avancé, il reste quelques details. il ne faut pas désespérer. Peux tu verifier la ligne mis en commentaire hier?. Je ne comprends pas pourquoi le message continu a remonter tu peux et dois debrancher la ramps pour le moment. Comme je te lai dit on commence par tester l’environnement, le download viendra après peux tu aussi mettre plus de detail sur le message d’erreur En dernier recours je t’enverrai mes fichiers de conf pour tester1 point
-
Salut, Sur PrusaSlicer, à droite tu as la liste des pièces à imprimer. Si je ne me trompe pas, PS suit cet ordre de bas en haut (la dernière de la liste est la première imprimée). Il suffit alors de déplacer les pièces dans la liste pour obtenir l'ordre que tu veux via un glisser/déposer. Ce n'est possible qu'avec des objets indépendants, les instances elles, ne sont pas "orderable".1 point
-
Idéalement créer un nouveau post aurait été plus pratique. Sinon je ne connais pas spécifiquement ce matériel, mais je pense qu'il doit juste venir en remplacement de ton détecteur actuel. La différence sera juste qu'il stoppera l'imprimante non seulement lorsque le filament est absent, mais aussi lorsqu'il arrête d'avancer.1 point
-
Un faux contact quelque part, as tu vérifié tous les connexions ? Y compris dans la tête et dans le socle de la machine ? Sinon vérifier la sonde de température peut être un fil endommagé. 170 puis erreur signifie juste que la température retombe et l'imprimante se met en erreur car la température est trop basse pour pouvoir extruder. Si tu fais chauffer la tête depuis le menu sans lancer d'impression, elle reste en température ? Quand la température commence à baisser, c'est suite à des mouvements ?1 point
-
Bonjour tout le monde, @cyspak tu as vraiment de la chance car je suis en déplacement très loin de chez moi, du coup je n'ai pas accès à mon ordinateur de bureau, et j'ai pu retrouver je ne sais comment le stl sur mon ordi portable 3DTouch_holder7.STL1 point
-
Salut, Tu veux dire un Gcode de démarrage comme ça: M140 S{material_bed_temperature} ; chauffe du plateau M190 S{material_bed_temperature} ; attend que la température du plateau soit atteint G28 ; home all axes G29 M104 S{material_print_temperature} ; chauffe de la buse M109 S{material_print_temperature} ; attend que la température de buse soit atteinte M117 Purge extruder G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface G1 X2 Y20 Z0.3 F5000.0 ; move to start-line position G1 X2 Y200.0 Z0.3 F1500.0 E15 ; draw 1st line G1 X2 Y200.0 Z0.4 F5000.0 ; move to side a little G1 X2 Y20 Z0.4 F1500.0 E30 ; draw 2nd line G92 E0 ; reset extruder G1 Z1.0 F3000 ; move z up little to prevent scratching of surface sinon, tu sais que tu n'es pas obligé de palper systématiquement ton plateau à chaque début d'impression (voir Gcode M420)1 point
-
J'attends avec impatience de recevoir ma commande c'est le seul "à ma connaissance" qui ait réussi à faire un heatbreak qui permet de monter d'autre buse sur la creality CR10S_PRO qui a un pas de vis spécifique. C'est grâce à toi que je l'ai connu Merci !1 point
-
@billedeclown01Dans le mille.... Je dois changer le sable dans mon filtre au moins une fois par année... Comme vous pouvez le voir, le tuyau du diffuseur est placé en plein centre. Lorsque le bac a sable est vide, ce diffuseur peut se déplacer. En placant mon Schmilblick : ca évite que le tuyau se déplace et reste bien au centre, et surtout, celà empêche le sable de se faufler dans le tuyau du diffuseur, ce qui le boucherait complètement.... Bravo @billedeclown01

 1 point
1 point -
Je n'ai pas la S, mais la Méga, pour ce pb faire un reset, si rien ne se passe, changer le hotend, mais sourtout de la marque ANYCUBIC.1 point
-
Oui c'est un petit bug connu, fais une recherche (CTRL + F) de ENDSTOP_INTERRUPTS_FEATURES en cochant tous les onglets et change en mettant // devant #define ENDSTOP_INTERRUPTS_FEATURE >>> comme ça //#define ENDSTOP_INTERRUPTS_FEATURE1 point
-
Moi j'vous l'dis les gâââârs vous faites TOUT pour que je me prenne la grosse tête....
 1 point
1 point -
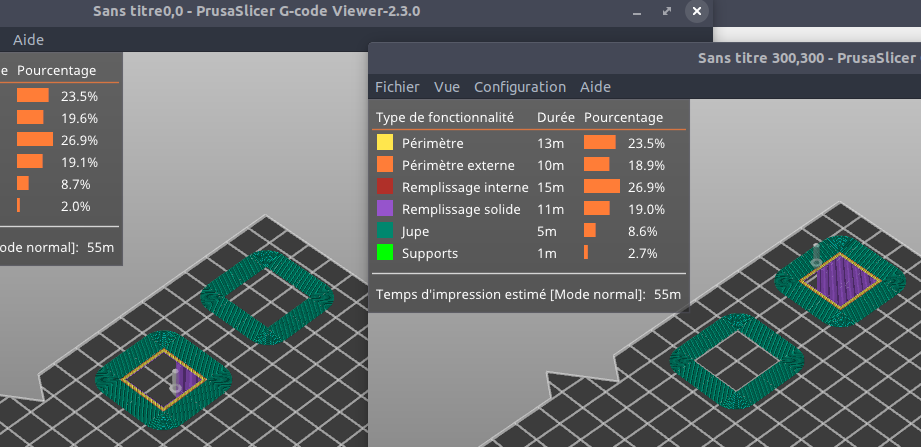
Salutation ! Je en connais pas suffisamment Prusaslicer (actuellement je ne l'utilise que pour prévisualiser les .gcode ...), mais sous cura il y a (qui semble influencer quelle objet sera imprimé en 1er fonction de son placement) cela Un exemple avec le même placement mais avec modification du point de début de couche, découpé via cura ( prévisualisation avec PrusaSlicer g-code preview ) le 1er avec X et "Y début couche" a 0 et le second avec X et "Y début couche" a 300 (le coins opposé de mon plateau) . Il doit surement y avoir un équivalent sous PrusaSlicer.

 1 point
1 point -
Ok Merci pour l'info du site hotends.fr je viens de discuter au téléphone avec le patron Qui m'a donné plein d'astuces c'est un super site et un super personnage ! Bon je vais boire une mousse fraiche ! J'ai trop parlé Du coup j'ai commandé le connecteur Magnet_MK10 V2 + un bloc de chauffe modifier où je peux mettre des buses traditionnelle "plus de buse creality qui ont un pas de vis spécial sur la CR-10S Pro" et une buse de meilleure qualité acier nickelé en 0,4.1 point

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)
















.thumb.jpg.5a2730083117597e46881d2ce886b4cf.jpg)



