Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/07/2021 Dans tous les contenus
-
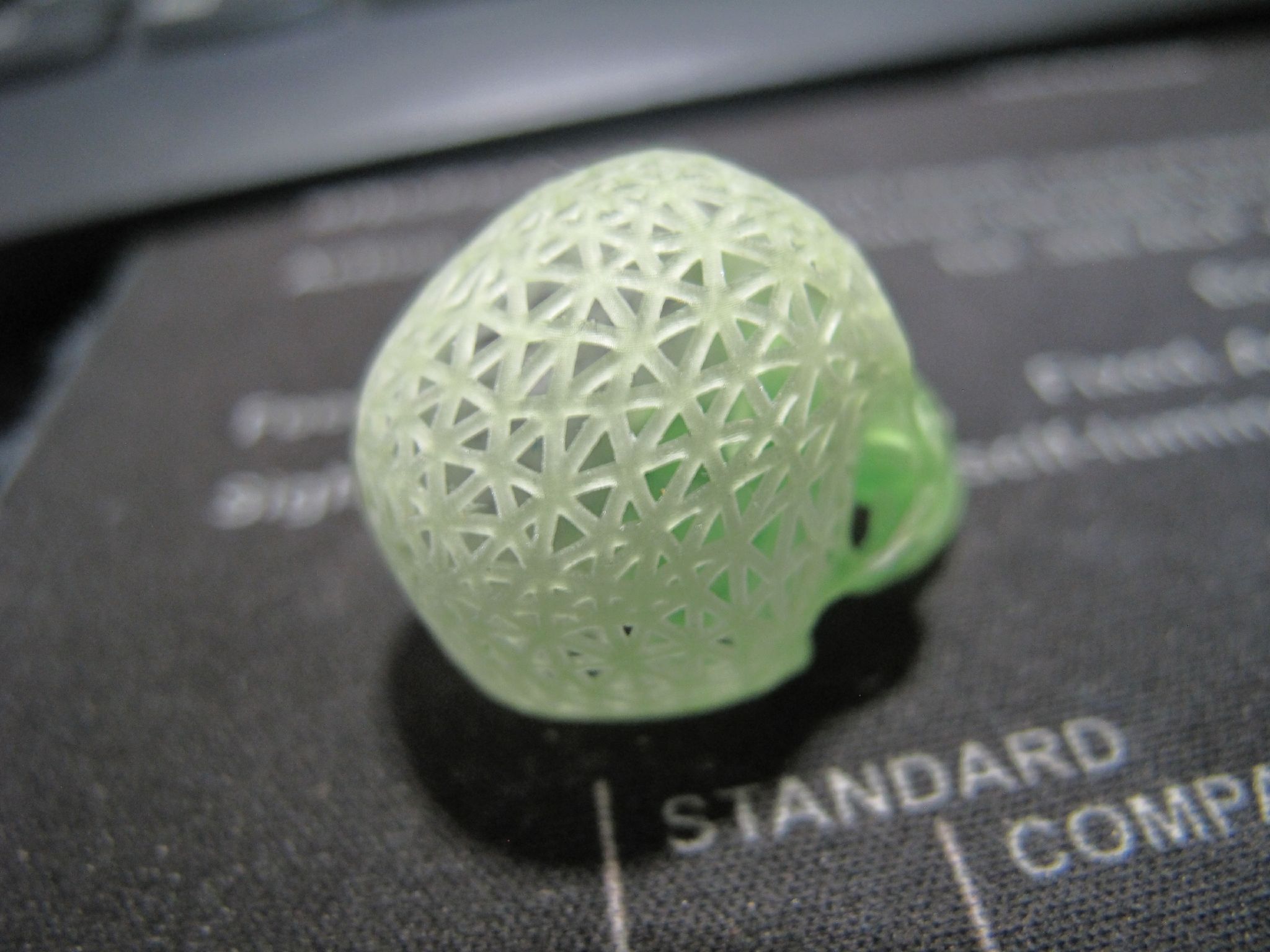
Premier essai avec un fichier à moi, bof sur les 6 petites pièces, 1 seule est restée sur le plateau, celle ou les supports ont été fait avec prusa, celle faites par lychee n'ont pas tenue au niveau des supports (trop fin ou pas assez), je refais un autre essai des mêmes pièces avec chitubox (qui lui ne bug pas sur mon ordi). A part ça l'impression réussi est très belle (blanchie au nettoyage), va juste falloir que j'apprenne à bien paramétrer les supports.


 2 points
2 points -
Bonjour à tous, Encore une bonne nouvelle qui va durer du 03 Juillet au 27 Juillet ! -15 % sur toute la boutique avec le code ETE2021 Bon Weekend et Bonnes vacances à tous !! www.hotends.fr
 2 points
2 points -
Bonsoir a tous ! Grand concours de l'été chez Hotends.Fr, on vous fait gagner plein de produits dont une imprimante Wanhao D12 !!! Pour participer, c'est sur notre page Facebook >>>>https://www.facebook.com/hotends.FR/posts/2615366088771777 Bonne Chance à tous et Bonne Vacances !!!
 1 point
1 point -
Victoire!!! Ca y est, je suis satisfait de mon Gcode. Il ne me reste plus qu'à faire une balayette convenable parce que là, le fil a tendance à se coller à la buse. Au lieu de mettre une lamelle de silicone, il faut que je mette une sorte de brosse métallique. grace à ce Gcode dans Gcode de commutation des buses. ;commutation T{old_extruder} G92 E0 M211 S0 ; disable software endstops G1 F2000 Z10 G1 F2000 X312 ; aller a la purge G1 F2000 E-100 ; remonter le fil G92 E0 T{new_extruder} [if {new_extruder}=0] M109 T0 S200 ; temperature Ext1 [if {new_extruder}=1] M109 T1 S200 ; temperature Ext2 G1 F2000 E130 ; ressortir du fil du nouvel extrudeur G92 E0 G4 P2000 ; pause 2 secondes G1 F4000 E-5 ; retraction G92 E0 G1 F2000 X280 G1 F2000 X312 M211 S1 ; enable software endstops ;fin de commutation et à quelques autres réglages expliqués dans ce très bon tuto: Edit: J'ai oublié de vous dire merci pour votre aide!1 point
-
Moi oui. J'ai enfin la preuve que la terre est plate
 1 point
1 point -
Probleme réglé ! j'ai remonter legerement le capteur de fin de l'axe z et depuis tout fonctionne normalement. Merci beaucoup pour votre aide !1 point
-
Début: ;Sliced by ideaMaker 4.0.1.4802, 2021-07-04 08:59:31 UTC+0200 ;Dimension: 280.000 240.000 300.000 0.400 0.400 ;Plate Shape: 0 ;Origin Center: 0 ;Extruder Offset #1: 0.000 0.000 ;Filament Diameter #1: 1.750 ;Filament Diameter #2: 1.750 ;Filament Compensation #1: 92.00 ;Filament Compensation #2: 92.00 ;Filament Density #1: 1240.00 ;Filament Density #2: 1240.00 ;Bounding Box: 16.134 168.660 16.576 148.760 0.000 0.200 ;Model Gap: 0.000 M221 T0 S92.00 M221 T1 S92.00 T0 ;Switch to Extruder 1 M109 S200 ;Set Extruder Temperature and Wait M190 S60; Wait for bed temperature to reach target temp M82 ;absolute extrusion mode G21 ;metric values G28 ;home all G90 ;absolute positioning M107 ;start with the fan off ;M106 ;start with the fan on G1 F2400 Z15.0 ;raise the nozzle 15mm G92 E0 ;reset extrusion distance G1 F2000 E50 G92 E0 ;reset extrusion distance ;end of Start GCode ;TOTAL_NUM: 2 ;PRINTING_TIME: 0 ;REMAINING_TIME: 104 M83 ;LAYER:0 ;Z:0.200 ;HEIGHT:0.200 M106 S0 ;PRINTING: NON-OBJECT ;PRINTING_ID: -1 M204 S1500.00 M205 X8.00 Y8.00 G0 F5400 X20.319 Y20.313 G0 F900 Z0.200 G0 F5400 X20.354 Y20.348 M204 S800.00 ;TYPE:SKIRT ;WIDTH:0.440 G1 F1200 X21.935 Y19.049 E0.0749 G1 X22.460 Y18.698 E0.0231 G1 X24.266 Y17.733 E0.0749 Changement de fil: G0 F1200 X115.220 Y95.320 M204 S1500.00 M205 X8.00 Y8.00 G0 F2400 X115.370 Y95.320 G0 F2400 X115.420 Y95.320 G0 F5400 X116.070 Y96.161 G0 F5400 X116.100 Y96.200 ;PRINTING_TIME: 58 ;REMAINING_TIME: 46 ;HEIGHT:0.200 ;PRINTING: NON-OBJECT ;PRINTING_ID: -1 G1 F2400 E-10.0000 G1 F900 Z2.200 M82 T0 G92 E0 M211 S0 ; disable software endstops G1 F2000 Z10 G1 F2000 X312 ; aller a la purge G1 F2000 E-100 ; remonter le fil G92 E0 G1 F2000 E10 ; ressortir du fil G92 E0 T1 M109 T1 S200 ;temperature Ext2 G1 F2000 E130 ; ressortir du fil du nouvel extrudeur G92 E0 G4 P2000 ; pause 2 secondes G1 F2000 X280 G1 F2000 X312 M211 S1 ;enable software endstops M83 T1 G0 F5400 X37.950 Y35.683 G0 F5400 X37.911 Y35.653 M204 S800.00 ;TYPE:WIPE-TOWER ;WIDTH:0.440 G1 F900 Z0.200 Fin: G0 F5400 X141.100 Y96.200 ;PRINTING_TIME: 104 ;REMAINING_TIME: 0 M204 S800.00 G1 F4200 E-6.0000 G1 F900 Z2.200 M82 G0 F900 Z5.200 G0 F5400 X141.100 Y96.200 M221 T0 S100 M221 T1 S100 G92 E0 ;End GCode T0 M109 T0 S200 ; temperature G92 E0 G1 F2000 E30 ; Extruder 30mm pour assurer de faire un mouvement G92 E0 G4 P2000 ; pause 2 secondes G1 F2000 X0 G1 Y235 F1000 ;Preparer le retrait M104 T0 S0 M104 T1 S0 M109 S0 M1071 point
-
@hyoti Je crois que ceci devrait t'aider : ce que vous devez savoir1 point
-
@Jojo41200 Ce n'est pas en créant un sujet identique à un autre que tu as déjà posté que tu obtiendras plus de réponses ou des réponses différentes à celles qui t'ont déjà été faites. Je verrouille donc ce sujet. Continue à utiliser ton sujet précédent pour des aides éventuelles.1 point
-
Bonjour @Jojo41200 Autant qu'il me semble la carte 4.2.2 est une 32 bits. Comme la 4.2.7 Il me semble que tu as pris aussi un écran tactile dit v2 qui ressemble à l'écran LCD de la E3 V2 mais dont le fonctionnement paraît différent. taille mémoire et liaison avec le carte mère. Vis à vis de cet écran tout ne me semble pas clair. (Mise à jour firmware à travers la carte SD de l'écran ou à travers la carte mère, ce que j'ai vu vu sur le net laisse pas mal de doute. Bon on peut considérer qu'avec ta carte mère et ton écran tu as maintenant une Ender 3 v2, d'où les proposition qui t'on était faites de mettre Marlin Jyers. Concernant le BLtouch j'ai branché tout sur la prise 5 ports de la carte mère (4.2.2) même chose pour la la 4.2.7 sans changer l'ordre des connecteurs ( BLtouch pris sur le site de créality) il recommande de débrancher le Z-stop qui n'est plus plus utile pour éviter les interférences !!! As tu pris la prise Bltouch 5 pins sur la carte ou as tu fais du 3+2 sur z-stop ? En pratique le connecteur Z-stop étant noyé dans la colle sur ma 4.2.2 d'origine, j'ai eu peur pour la carte pour retirer la prise, j'ai donc débranché la prise au niveau du Z-switch, as tu débranché ? Le tout marche bien avec Jyers marlin. Bon si tu es toujours coincé, sauf si quelqu'un sur le forum a testé cette config, de faire un mail au support 3d creality officiel pour savoir comment réintialiser ton écran tactile, s'il y a un support SD card sur l'écran cela doit être peut-être dans ce but ? tiens nous au courant. Je me tâtais pour remplacer le LCD par le Tactile, j'étais dubitatif. As tu eu vraiment ta Ender Pro livrée avec la carte 4.2.2, au départ c'était pas cela mais une carte 8 bits. Bon courage1 point
-
La TVA c'est pas la douane .... tu n'a pas de frais d'importation (frais de douane) mais dans tous les cas, faut payer la TVA .... donc si tu achète en entrepôt espagne, bah tu n'aura pas de frais supplémentaire1 point
-
Faut dire qu'à 14 euros pièce ... tu comprends mieux pourquoi les fabricants préfèrent les imprimer !1 point
-
Est-ce que le schimlblick permet d'ouvrir le frigo pour prendre une bière au feu rouge ?1 point
-
Marrant j'avais exactement le même exemple en tête, mais à 4€ (et du coup un PC portable pour 4€, car sinon c'était la benne...). Pas de vulgarité sur ce forum, sinon j'appelle un modo.1 point
-
Bien vérifier sur les têtes creality que le tube heatbreak est suffisamment vissé dans le bloc de chauffe pour que la buse vienne se serrer dessus et pas contre le bloc de chauffe . Autre chose : si tu as changé le ventilateur de hotend pour un plus silencieux, remettre l'original car si le hotend est mal refroidis le filament ramolli dans le tube ptfe et bloque l'extrusion1 point
-
Je suis aussi grossiste 3D malgré quelques essais d'autres marques, jamais eu de surprise avec leurs filaments1 point
-
C'est soit la marque amazon basics soit la marque creality . Sinon l'un et l'autre c'est la loterie pas le genre de marque que je prendrais1 point
-
@fran6p tu as tout à fait le droit de ne pas partager mon avis même si je pense que nous ne nous comprenons pas, je proposais justement de donner toutes les informations à savoir que si l'on est en volumique il faut paramétrer le slicer pour envoyer des volumes d'extrusions et non des longueurs de filament. En multipliant les step/mm on fausse tout, on envoie des longueurs de filaments en trafiquant les steps/mm pour faire correspondre à un volume pour un filament de 1.75mm... Menfin, même conclusion, à moins de savoir ce que l'on fait il faut désactiver cette option.1 point
-
C'est ton avis que je ne partage pas . Je préfère donner toutes les informations, au final c'est l'utilisateur qui décide de ce qu'il fera en connaissance de cause (comme les anglo-saxons disent: «make an educated choice» ).1 point
-
@fran6p nous sommes bien d'accord mais il est a mon avis préférable de ne pas parler de multiplier les step/mm dans le tuto, non? Car pour moi c'est une bidouille qui ne peut que se retourner contre l'utilisateur1 point
-
@fran6p j'ai re-creusé encore le sujet, il est possible de passer en volumétrique sans bidouiller les step/mm de l'extrudeur, il faut simplement indiquer au slicer d'envoyer une valeur volumétrique et non une distance de fil au commandes d'extrusion (Prusaslicer->PrinterSetting->Use Volumetric E1 point
-
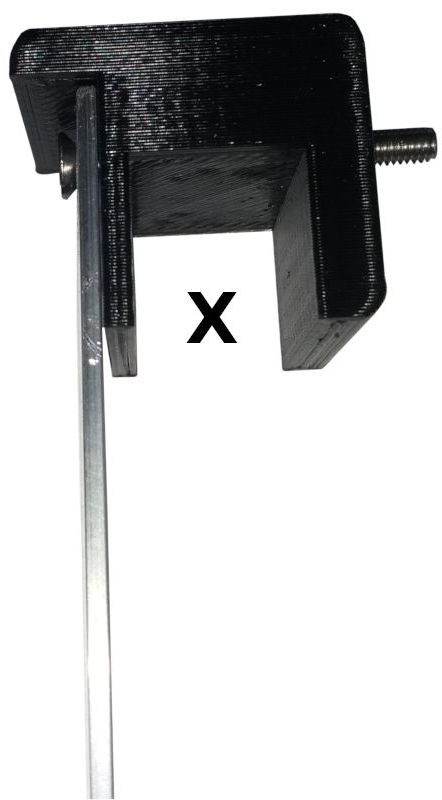
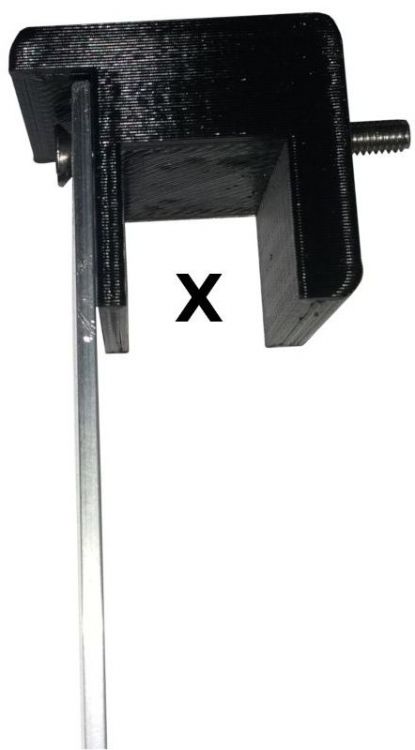
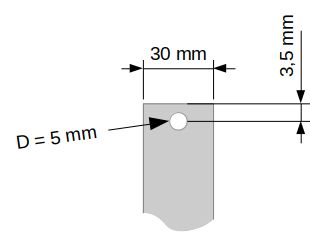
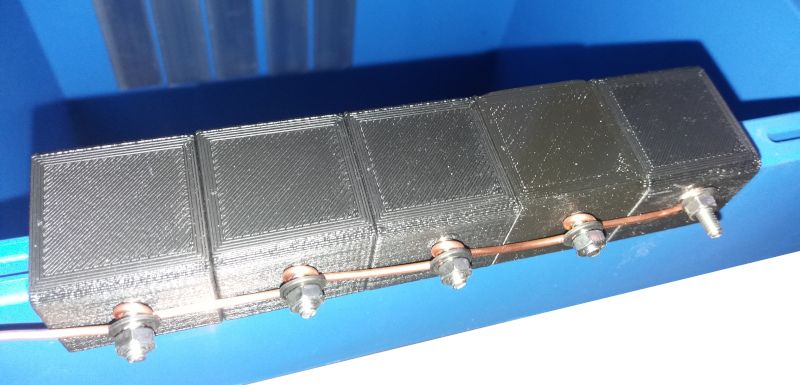
Le bac d’anodisation : C’est là que vous sortez l’imprimante 3D ! Commençons par trouver un bac adapté à l’anodisation, ou plutôt aux pièces que vous voulez anodiser ! Que vous anodisiez avec un petit bain de 2 litres ou de 1000 litres, le procédé est strictement le même ! Et comme tous les bains sont permanents, je vous recommande de commencer petit, entre 2 et 8 litres. Si vous avez besoin de plus gros, vous n’aurez qu’à augmenter le volume des bains. La forme idéale, pour plusieurs raisons que nous verrons, est un sceau rectangulaire assez haut. Commençons par faire les cathodes. Je vais simplement vous montrer celles que nous avons mises au point, car c’est un système qui permet de s’adapter à n’importe quel bac. Voici la pièce à réaliser, qui permet le montage de plat alu que vous trouverez facilement en super marché de bricolage (prenez-le dans le rayon des profils, car c’est du 6060 qui est parfait). Pour l’adapter à votre cas, il vous suffit de modifier la valeur "x" en fonction de la largeur du rebord de votre bac : Et le plan de perçage du plat de 30*2 : Ensuite, imprimez-en autant que nécessaire pour obtenir quelque chose qui ressemble à ça : Plus la surface est grande, mieux c’est ! Les 2 cathodes en opposition apportent les meilleurs résultats Reliez-les ensemble avec un fil électrique rigide de forte section comme ceci : Voilà, vous avez 2 cathodes rigides, de la taille idéale suivant votre bac et que vous pouvez facilement retirer et rincer. Bien sur, vous pouvez (comme dans la vidéo) aussi utiliser du plomb si vous en avez. Maintenant, l’agitation : Plutôt que de long discours, une petite vidéo : La seule chose à garder en tête : Ce qui trempe dans le bain sans être en contact au + ou au - doit être exclusivement en Inox A4 (316), titane, alu, plomb ou plastique (PLA ou encore mieux PETG). Ce qui trempe dans le bain ET en contact au + ou au - doit être exclusivement en titane (+), alu (+), plomb (-). Votre bac est prêt, reste à monter l’électrolyte. Admettons que votre bac puisse contenir 10 litres et que vous le remplissiez avec un volume de 6 litres. Achetez en super-marché de bricolage 3 litres d’acide de batterie (Acide sulfurique pour batterie entre 32 et 37 %, environ 4€ le litre) et quelques bidons de 5 litres d’eau déminéralisée (environ 2€ les 5 litres). Pour faire 6 litres d’électrolyte, versez dans le bac 3 litres d’eau déminéralisée et ensuite 3 litres d’acide de batterie. Voilà, votre électrolyte est prêt. Dans la rubrique « Pour aller plus loin : » nous améliorerons ce bain, mais dans l’absolu, vous avez maintenant un bain d’anodisation tout à fait utilisable ! On ne va pas anodiser de suite, on va d’abord préparer les 2 derniers postes : la coloration et le colmatage. Pour aller plus loin : Les cathodes : Jusqu’à récemment, pour les cathodes, nous utilisions des plaques de plomb. Le plomb est facile à former, à couper et vous pouvez le laisser tremper à demeure dans le bain électrolytique, il ne bougera pas. Son seul défaut, ce n’est pas le meilleur conducteur du courant… Mais nous avons arrêter, car pour des raisons écologiques et sanitaires, son prix monte en flèche. La meilleure alternative, c’est l’aluminium. Facile à former et percer, excellent conducteur électrique, peu cher et facile à trouver, il n’a qu’un défaut : Il ne faut pas le laisser à demeure dans le bain, car il va dissoudre de l’alu et au bout d’un moment, trop baisser la résistivité du bain. Il fallait donc un système qui permette de sortir facilement les cathodes du bain. Vous pourriez utiliser du titane. Comme le plomb, il peut rester à demeure dans le bain, mais c’est difficile à trouver, à percer, à former, à couper et cher. De plus, ce n’est pas le meilleur conducteur électrique… Le titane est un bon choix avec de très gros bains où il est compliqué de retirer les cathodes. Le graphite : C’est le (pire) choix de pleins de tutos. Très difficile de trouver des plaques qui seront forcément épaisses. Quant aux mines de crayons, c’est juste une blague : surface trop petite, connections compliquées et le graphite qui sert à faire les cathodes industrielles n’a rien à voir avec des mines de crayons ! L’inox (316) : Comme le titane, mais en plus il va libérer des polluants dans le bain au fil du temps… Franchement, si vous en avez, prenez du plomb ou de l’alu… Le reste, c’est des ennuis pour aucun avantage avec des petits bains. Agitation avec moteur 220V : C’est le top! A la base, ce sont des moteurs de brassage d’aquarium. MAIS : C’est un joint qui sert de palier et ce joint ne va pas résister à l’acide. Le joint va se dévorer vitesse grand V, l’arbre va frotter contre le corps en plastique du moteur, le ronger et l’acide va rentrer dans le moteur et le mettre en court circuit. Nous, on a fait fabriquer des joints de remplacement, résistant à l’acide, mais bon, le joint (vu les volumes car vous imaginez bien qu’il n’y a pas des milliers de gens qui font de l’anodisation…) c’est le prix du moteur. Mais c’est vrai que cette solution est très confortable, réglable dans tous les sens et ne nécessite pas d’alimentation DC. 1 : Molette supérieure de réglage de profondeur du moteur (print 3D) 2 : Molette inférieure de réglage de profondeur du moteur (print 3D) 3 : Tige fileté M4 en inox A4 4 : Pivot moteur pour orientation du flux (print 3D) 5 et 6 : Moteur et prise Agitation avec moteurs courant continu : C’est un bon choix pour les bricoleurs… Facile à trouver en récupération (vieux jouets par exemple). Votre imprimante 3D vous fabriquera facilement une platine de fixation et un coupleur entre l’arbre moteur et la tige filetée en inox A4 qui vous servira à faire un arbre long. Les hélices, ben c’est des hélices ! Si vous avez pas assez de brassage, imprimez et rajoutez des hélices ;-) (détail dans la vidéo) L'électrolyte : Vous avez remarqué que je parle d'une température de bain à + de 19°C dans la vidéo. En fait, avec simplement de l'acide de batterie et de l'eau déminéralisée, vous ne devez pas dépasser 19°C. Au delà, vous allez avoir de gros défauts d'aspect. Restez même à 18°C qui est la norme en industrie... Pour monter à plus de 19°C, il faut ajouter un additif d'anodisation. Cette additif permet d'anodiser à max 27°C pour : - Créer des pores plus large et optimiser la coloration, - Avoir un contrôle plus simple de la température, - Utiliser des alimentations à 13/14V, plus facile à trouver que les 16V nécessaires à 18°C. Prochaine étape : préparation des bains de coloration et colmatage.


 1 point
1 point -
Merci beaucoup ! C'est tout à fait mon modèle. Je suis rassuré Merci encore ! J'ai pu récoler le support du moteur de l'axe Y OUF ! Je reste inquiet à propos des guides lisses de l'axe X car je pense qu'ils sont voilés...1 point
-
Salut, Voici les pièces de rechange en STL pour les I3 pro B et C Pat. PS: Ne faites pas comme moi, imprimez les direct I3B:C-STL.zip0 points