Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/08/2021 Dans tous les contenus
-
T'as raison : l'ARN messager n'a été découvert QUE il y a cinquante ans On a pas assez de recul faut attendre cinquante ans de plus ! Tu connais l'histoire du mouton qui dit à l'autre mouton T'es qu'un mouton ?
 4 points
4 points -
Mais est-ce un servo lent ? Désolé il fallait que je la fasse , je sors ->3 points
-
Et on a quel recul sur les effets à long termes d'une contamination COVID ??? Des atteintes neuronales ont été démontrées... Et c'est quoi un COVID long ??? A part le vacciné, le seul qui gagne dans la vaccination, c'est le laboratoire qui le produit mais probablement qu'il ne gagne pas autant que les fabricants de masque ou de tests... Il me serait facile de dire que lesantivax défendent les fabricants de tests (mais ce serait tout aussi stupide que les théories des antivax) ! Le pass sanitaire a pour objectifs de limiter la propagation ET d'inciter au vaccin. Et pour info, je ne crois pas que le conduit nasal soit prévu pour supporter un écouvillon tous les 2 jours. Quant aux moutons, je n'ai pas attendu le pass sanitaire pour me faire vacciner... je veux simplement être protéger et ne pas être responsable de la contamination voire la mort de quelqu'un d'autres. Certes la vaccination n'est pas parfaite mais c'est encore la plus proche action de l'objectif que je me fixe. Et pour finir, le Covid-19 tue ! Ne l'oubliez pas ... (et la Terre n'est pas plate...)3 points
-
Mais de quoi tu parles??? En quoi limiter l'acces aux espaces a haut risque de transmission du virus aux gens vaccines ou non contaminant les aides dans leurs magouilles??? Ca frise le complotisme, ha ba non c'est en plein dedans... Nos conseils pour identifier les discours complotistes et ne pas tomber dans leurs pièges On ne force pas un ane a boire s'il n'a pas soif mais sait-on jamais... 12 réponses à donner aux personnes qui hésitent à se faire vacciner contre le Covid-19 SoM
 3 points
3 points -
Tu peux l'être pratiquement autant qu'un non vacciné, la charge virale d'un vacciné infecté est à peu prés identique à celle d'un non vacciné. Il faudrait juste qu'on arrête de dire aux non vaccinés : t'es pas vacciné t'es un danger pour le monde et au vaccinés : t'es vacciné, tu n'a plus besoin de masque et si tu es contaminé, plus de quarantaine, c'est pas grave Ce type de communication est abominable J'en ai ma dose (la première) mais je continuerai a appliquer les geste barrières qui me paraissent beaucoup plus importants que tout le reste.2 points
-
heu commet dire ... en cellules végétale éventuellement
 2 points
2 points -
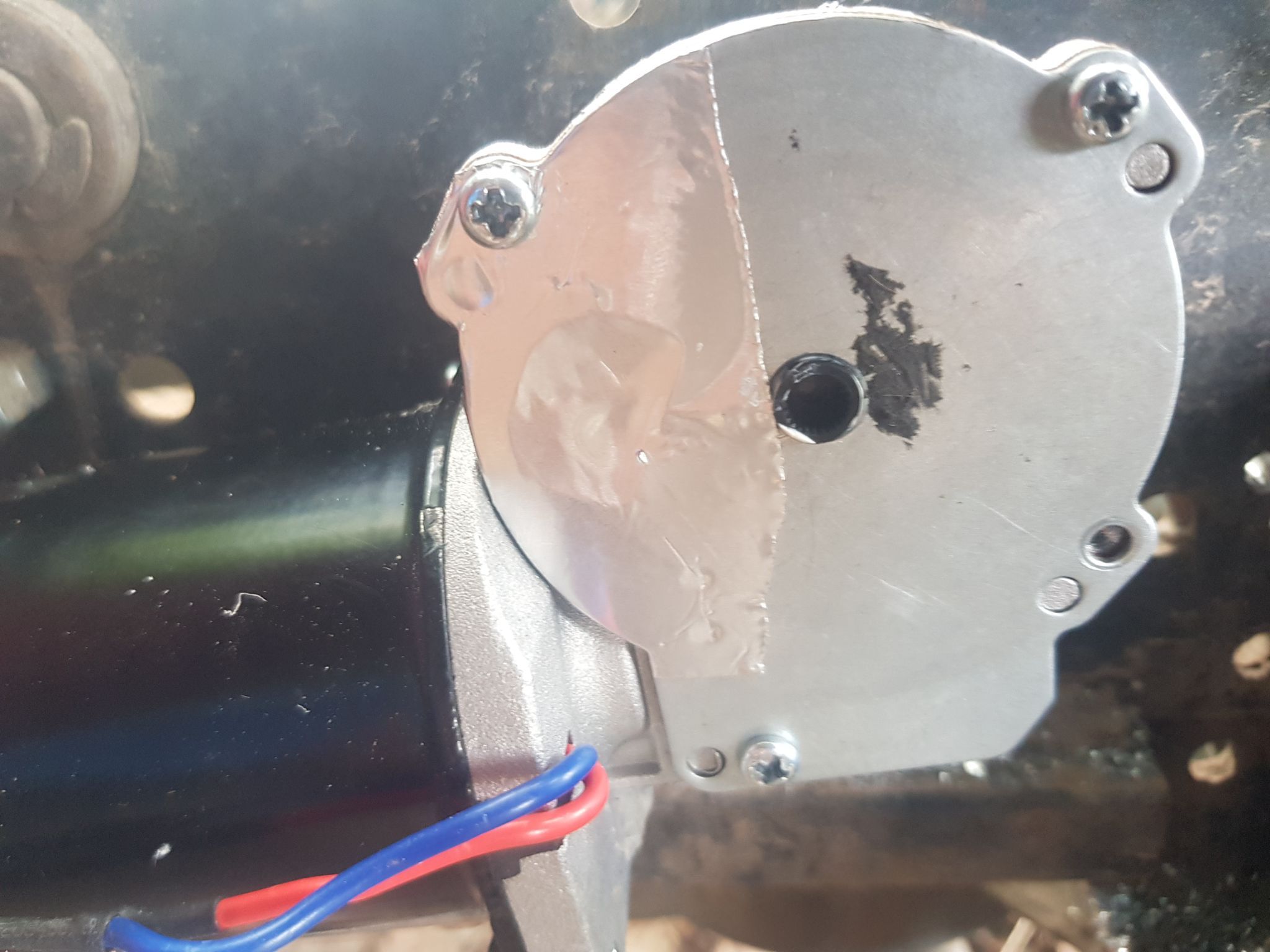
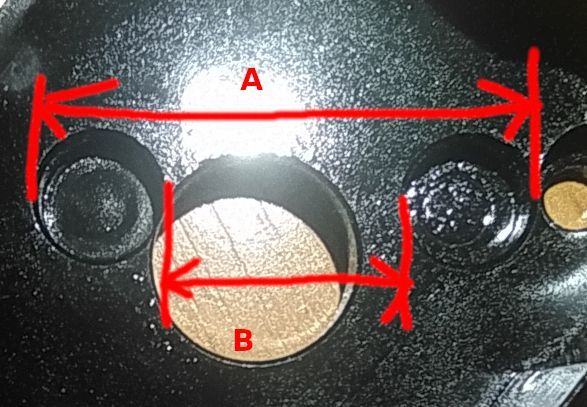
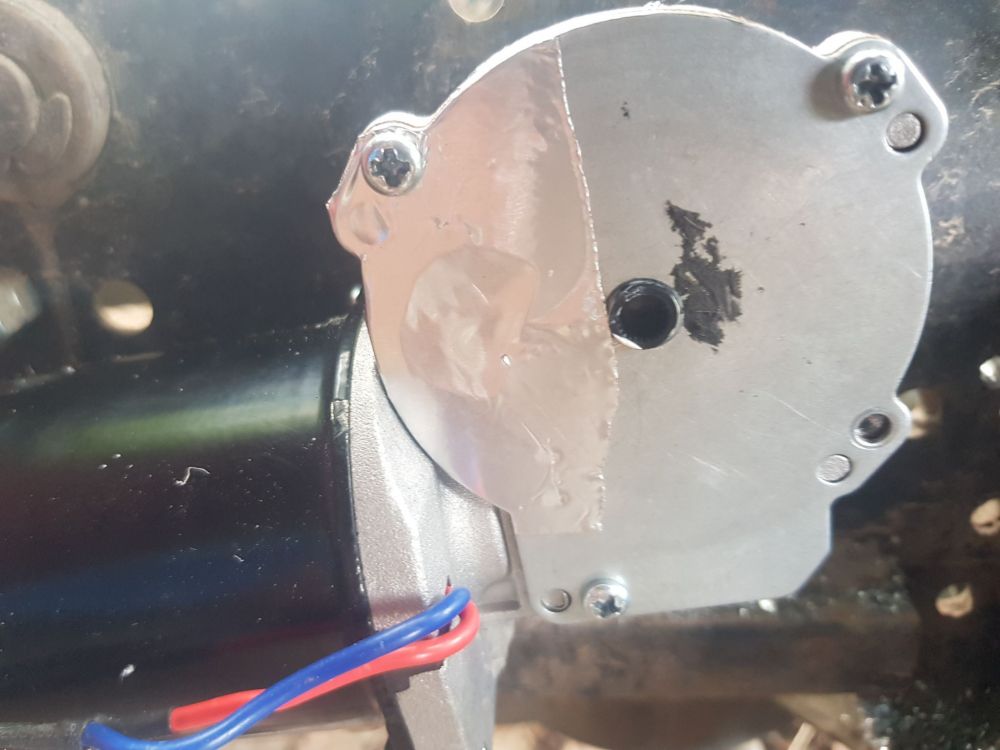
@gerardm il se peut que la mesure de l'entraxe soit légèrement faussé en effet pour prendre la mesure j'ai pris Les point A et B ( voir photo ) puis j'ai fait le calcul suivant : (A-B)/2=X puis B+X ce qui nous donne (23.8-12)/2=5.9 puis 12+5.9=17.9 c'est ce qui ma semblé le plus précis mais avec les jeux trop important présent partout.... forcement ça limite la précision ....
 2 points
2 points -
Perso c'est ce que je me tue à "leur" dire mais la surdité collective fait rage. Si, si c'est bien connu ! Et carrée, aussi. Pas ronde.2 points
-
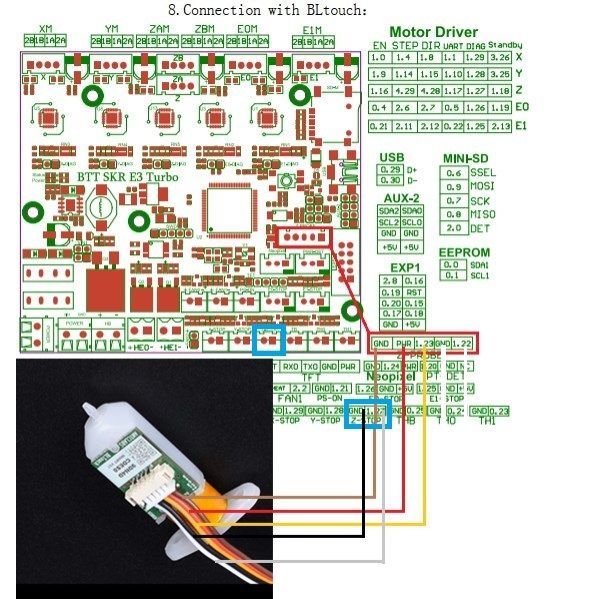
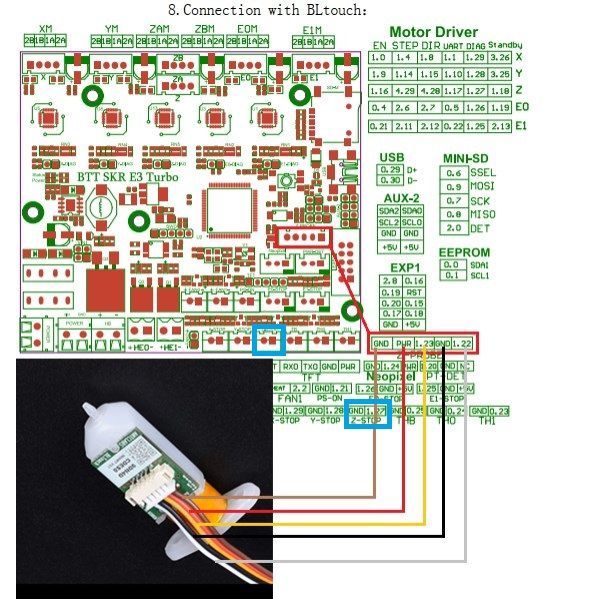
C'est qu'il ne sait pas comment gérer le BLT en tant que contacteur de fin de course (ex-Z-endstop). Les vidéos de KaminoKGY sont parfois sources d'erreurs Depuis déjà un bon moment, Marlin a ajouté une règle de vérification lors de la compilation pour le Bltouch, le «#define Z_MIN_PROBE_ENDSTOP_INVERTING» doit être à «false» (c'est d'ailleurs ce qu'indique l'erreur de compilation ). Comment ont été branchés les cinq fils du BLT (3 pour le servo, deux pour le «endstop»). Particulièrement pour les trois du servo, l'ordre est primordial (ne pas toujours se fier aux couleurs de câblage). D'après la documentation du Github de BTT soit on utilise les cinq emplacements sur la prise dédiée, soit on utilise que ceux pour le servo (3 fils) et le endstop est connecté sur l'ancien Zmin (le numéro des pins est alors différents: P1_22 pour la prise 5 broches, P1_27 pour le Zmin) ou Suivant les branchements effectués, le fichier configuration.h est «légèrement» différent : Normalement toutes les directives à modifier pour que le BLT fonctionne sont :
 2 points
2 points -
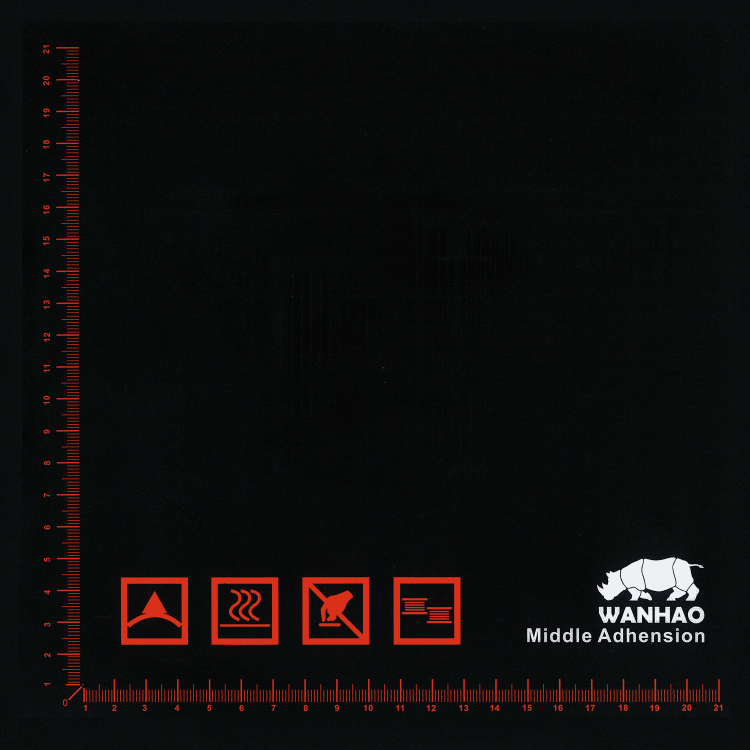
Bonjour, Juste pour le fun, pour ceux qui souhaiteraient personnaliser leur slicer , ci-joint : -scan du bed (fait maison) -stl entier (trouvé sur cura) -stl seulement du bed (trouvé je sais plus ou) Marche à suivre dans PrusaSlicer : dans réglage de l'imprimante / Taille et coordonnées > Appliquer Texture > Charger... (png) Modèle > Charger... (stl) clic gauche sur l'image ci dessus pour l'agrandir, puis à nouveau clic gauche, enfin clic droit "enregistrer l'image sous" D12-230_bed.stl D12-230_full.stl

 1 point
1 point -
il faut avoir un doctorat en déchiffrage de doc techniques (c'est pas des hiéroglyphe mais pas loin et il existe plusieurs dialectes et patois ) Avec un peux de pratique et de recherche cela ce décrypte https://github.com/makerbase-mks/MKS-GEN_L/blob/master/hardware/MKS Gen_L V1.0_008/MKS Gen_L V1.0_008 PIN.pdf En fait sur un axe ici on va dire l'axe X, on peut mettre un capteur de fin de course (endstop) a chaque extrémités en min (X-) ou en max (X+) (souvent connecté sur des ports nommé X- ou X+ sur les cartes)1 point
-
Salut @Anthony76 Je poste les fichiers Fusion 360 et stl (aucun copyright ) que tu pourras faire imprimer en suivant le lien donné par @PPAC Tu trouveras sans doute un maker proche de chez toi. Si 76 est ton département alors on est à l'opposé de l'hexagone et je n'ai pas prévu de passer du coté de Rouen ces prochains jours Si tu ne trouves pas recontacte moi et je te l'imprimerai @+ JC Raccord Aspi Scie Dewalt Version 3 v6.f3d Raccord Aspi Scie Dewalt Version 3 v6.stl1 point
-
On dirait que tes 3 câbles marrons sont sur la 3eme rangée de pins et non la 4eme ?1 point
-
En fait ça dépendra de la manière que tu vas utiliser pour brancher tes contacteurs de fin de course ( X et Y ) sur ta carte. Creality (on se demande pourquoi ) connecte ces endstops sur le USE_{X|Y}MAX_PLUG mais modifie l'attribution des broches pour faire croire au Marlin qu'ils sont sur les …_MIN_PLUG : Habituellement, on utilise les endstops connectés sur le X|YMIN (aucun besoin de réattribuer les pins de la carte) : Donc, sans réattribuer les pins, les deux déclarations de Marlin sont possibles. Il suffit de brancher les contacteurs sur les emplacements déclarés dans Marlin . Ne pas oublier de renseigner correctement en adéquation avec le branchement des contacteurs de fin de course : Si ton alimentation est en 24V, il est préférable d'utiliser le «CHOPPER_DEFAULT_24V» quand la carte est équipée de pilotes Trinamics (TMC2208/09/25/26/…). Quelques remarques pour ton configuration.h - vitesse de palpage bien trop élevée pour ton Z (#define Z_PROBE_FEEDRATE_FAST (15*60)) au-delà de 7/8 * 60 le TMC sort du mode silencieux. - idem pour le palpage lent: /2 est suffisant - je te déconseille de renseigner la valeur du Z dans (#define NOZZLE_TO_PROBE_OFFSET { -45, -7, -3 }) laisse à 0 et enregistre ensuite ton Zoffset - ton (#define PROBING_MARGIN 50) est grand, 30 permettra d'avoir une surface de palpage plus grand (ton plateau est grand 350x350) - pour les dimensions du plateau, je suppose que tu as tes raisons : - ta grille de palpage avec ton mode «bilinear» va mettre des «heures» à se faire (#define GRID_MAX_POINTS_X 9). Il est tant que ça déformé ton plateau ? …1 point
-
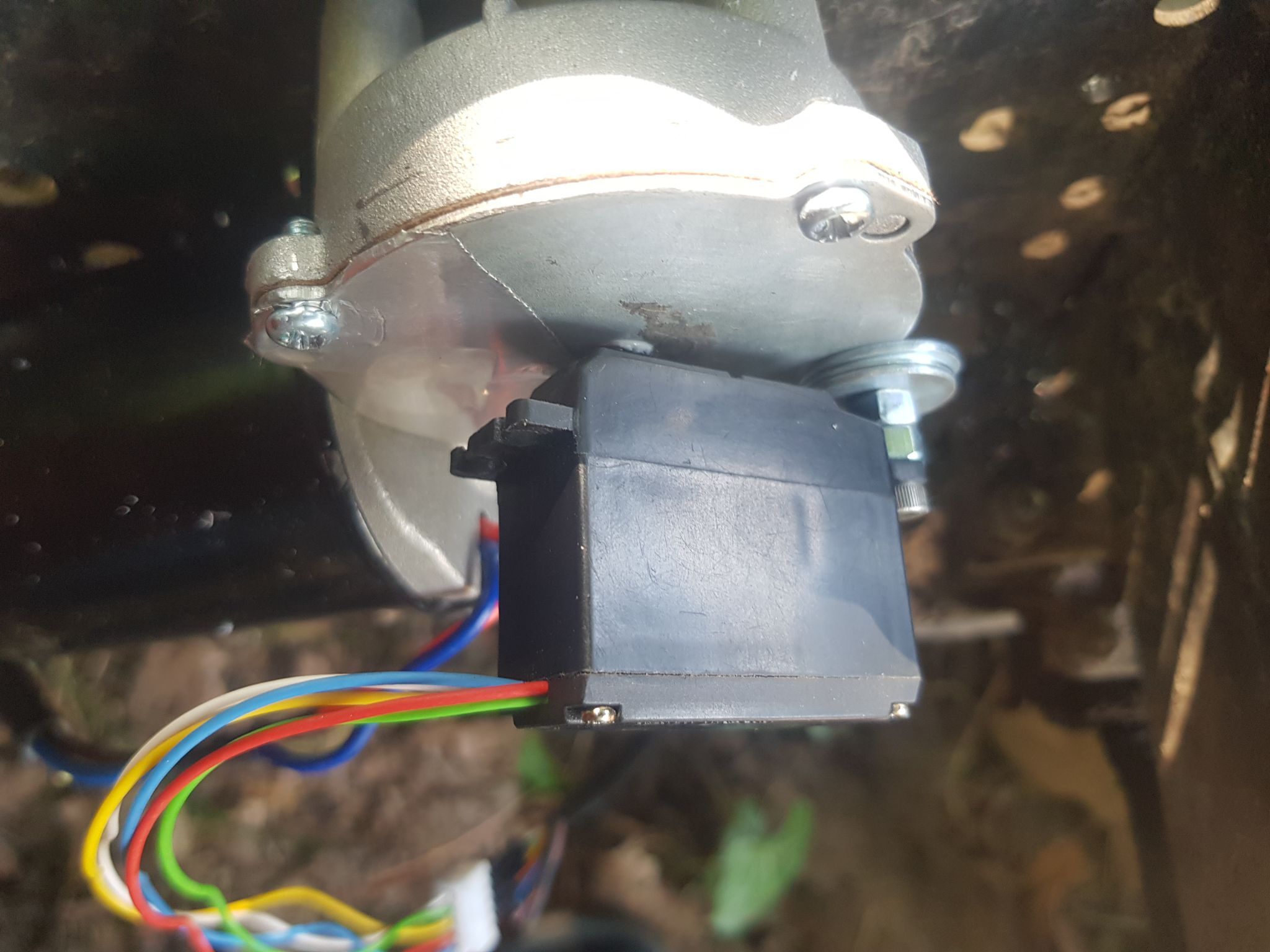
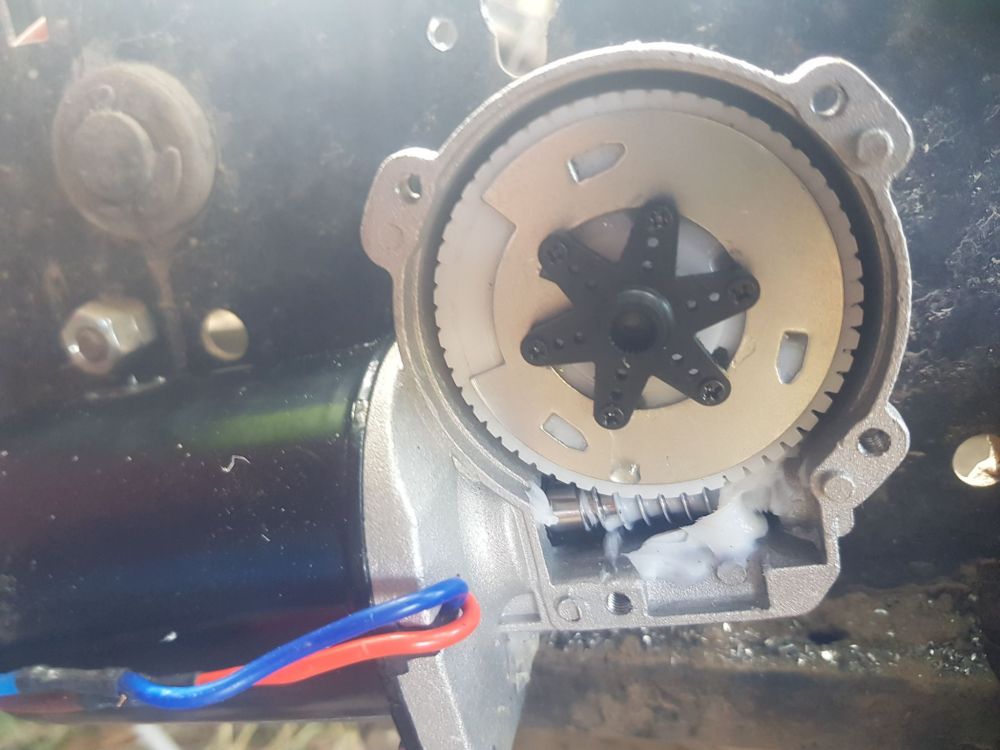
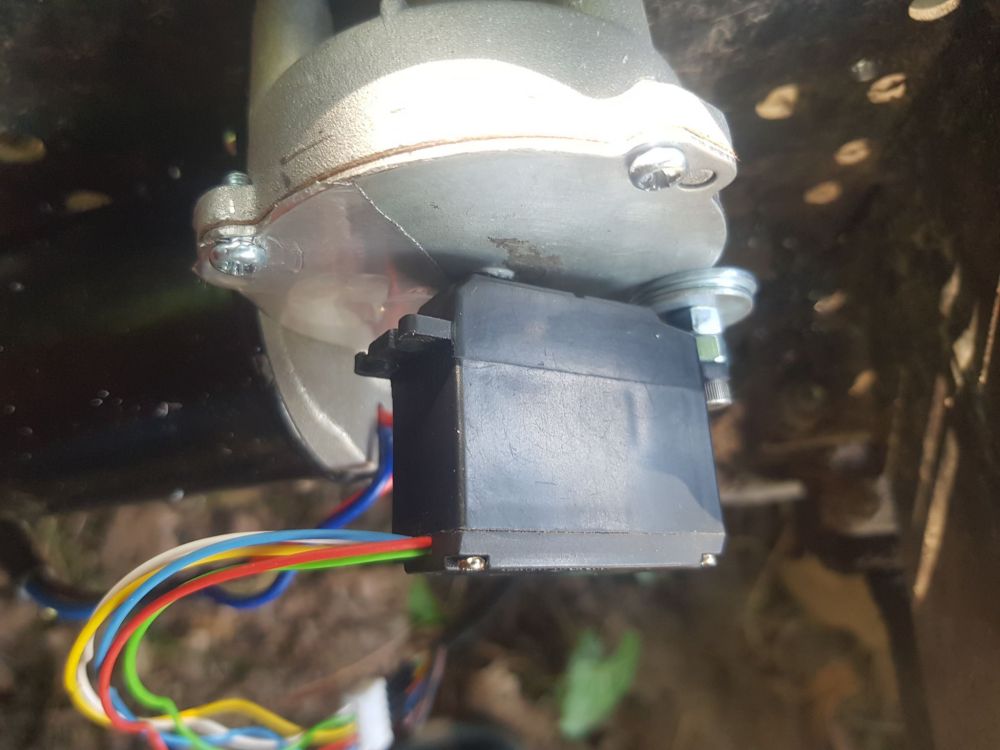
Je n ai rien inventé... d autres l on fait avant moi... C est le gros servo du pauvre Car un servo de cette taille et cette puissance c est au minimum 300€ Ici... Le moteur d essuie glace : 20€ le pont en H : 20€ le servo analogique : 5€ total : 45€1 point
-
Si tu es cable en Z+ tu dois laisser decommenté la ligne Waggster-mod et commente la première ligne en tout logique. En mod Waggster ou sur les Genius d'origine ou doit modifié dans le fichier pins.h les numéro de broche du Z- et Z+ (intervertir les numéro des 2 connecteurs). après difficile d'être catégorique car sur un firmware marlin il y un paquet de fichier qui s'imbrique, le configuration.h suivie du Configuration-adv.h et des fichier d'attribution des pins. Pour ma part je préfère mes propres firmware c'est bien plus efficace1 point
-
Les chiffres diffèrent beaucoup selon leur provenance aussi je me garderai bien de de m'en prévaloir. Mais il semblerait tout de même que c'est plus les non vaccinés qu'on retrouve en réa. Et oui, le vaccin n'est pas une excuse au non respect des gestes barrières. J'ai aussi beaucoup trop entendu des "j'irai me faire vacciner quand ce sera obligatoire"...1 point
-
Merci C est en fait un gros servo DIY a base de moteur d essuie glace et d'un servomoteur analogique de modélisme dont la mécanique est hs... Le servo est accouplé au moteur d essuie glace... Les 2 fils qui habituellement alimente le moteur du servo viennent commander un pont en H de 30 ampères...qui lui-même commande le moteur d essuie glace Le plus compliquer étant de trouver un servo analogique... pour que ça fonctionne correctement avec l arduino ...ce qui se fait rare maintenant... Mais si on prends le moins chère du bas de game chinoi... ça fonctionne impec


 1 point
1 point -
C'est donc pour la cuisine, ma réponse arrive juste en même temps, donc j'ai tout faut1 point
-
J'arrive après la bataille , je prends le train en marche. Je n'ai pas ce type d'extrudeur. les roues dentées qui engrènent doivent avoir le même module (= m ). Le diamètre primitif (équivalent au roues de fiction pour avoir le même rapport de réduction) d = m Z ou Z représente le nombre de dents de la roue et m le module (qui est en passant normalisé 0,5 0,6 0,8 1 1,25 1,50 2 2,5 3 4 5 6). Le diamètre de tête (diamètre extérieur de la roue ) da = d + 2 m. da = mZ +2m= m(Z+2) Pendant qu'on y est diamètre de pied (mesure sur le creux des dents) dr = d - 2,5 m. L'entraxe est égale a= (d1+d2)/2 ou d1 et d2 sont les diamètre primitif des deux roues qui engrènent. Tout ça pour dire que sauf erreur de ma part il y a un twist dans les valeurs données qui peuvent être dues soit à moi, soit aux mesures elles mêmes pas très faciles à prendre. Si la grande roue(z1=56) engrène avec la petite (z=15) avec un module de 0,5 L'entraxe a= m(Z1 +Z2)/2 a= 0,5(56+15)/2=0,5x71/2=17,75 au lieu de 17,9 ce qui peut expliquer le problème d'engrènement. Entre autre le bruit.1 point
-
Pour un début de lévitation, pour bébé yoda1 point
-
A vue de nez (et de photo) le câblage a l'air bien des deux côtés (la photo N°2 du pdf prend en compte la subtilité de la V4). Maintenant il ne reste que les firmwares * L'écran doit bien être à jour (vu le message) * Pour le molise tu as pris une version précompilée ou tu l'a compilée toi ? Si tu l'as compilé dans le configuration.h il y a marqué (ligne 141) : #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN et le probe est branché sur le max (le plus simple est de changer le fil noir de place (même position mais sur le connecteur vert de gauche) comme ça pas la peine de recompiler et recharger. A titre perso je préfère ajouter une nappe pour le bl touch : * La Led est conservée * Le End Stop est conservé * il faut juste brancher les 5 fils de la nouvelle nappe sur la cm. * Pour repasser en stock : il suffit juste de remettre le firmware d'origine (même pas la peine de "décâbler" les modifs).1 point
-
C'est normal qu'avec un Z0 l'espacement soit "ok" sur les 4 coins si tu as fait un G29 (Bed Leveling) avant. Je vois que ton plateau a toujours la même forme, il est juste penché. Donc même si tu n'as pas touché aux molettes du Bed, on ne sait jamais essaie de les régler, il y a 4mm d'amplitude c'est pas énorme et ça ne doit pas sauter aux yeux. Mais fais le manuellement (moteurs coupés) pour déplacer la buse aux 4 coins, sinon Marlin risque d'utiliser la topographie du plateau si tu l'as enregistré. Juste pour confirmer que le réglage manuel soit au top1 point
-
Je te met quelques prints réalisé au mois de juillet pour les petits en PLA Blanc Chromatic et le Noir Du Eryone. Imprimer a 200°C, en 0.20 de résolution le remplissage entre 10% et 20% suivants les prints et vitesses d'impression entre 120mm/s et 150mm/s suivant le print. Cela te donnera une idée de ce que la Genius et la X1 peuvent faire quand tous est réglé au top Support Casque PC Bustes Spider Man Figurine Pikachu / Kakashi avec les support encore dessus Panneau pour porte d'enfant



 1 point
1 point -
@Inside passe Cura en mode Avancé déjà ce qui te permettra d'avoir tout les reglages courant utile le mode Basic j'ai utilisé sa pour mes 2 premier print et je suis parti ailleurs, perso je travail avec Cura et Prusa et Cura bien régler va toujours a merveille, evite de partir sur 10 slicer différente reste sur un apprend a bien le régler. Quelques observations : - Sur ton print de Donkey Kong tes surplomb son faible perso en dessous de 75° je ne place aucun support ici pas de soucis sans support. Pour les support pense a regler l'offset en Z et en X/Y sur les support normaux c'est très important, les support arborescent sont super dans certain cas surtout les figurines. - ici de ce que je vois il y a plusieurs choses . + stringing a éliminer ton filament est peut être trop chaud peut être avec des aditifs ayant tendance a favoriser le stringing ce qui est le cas du Wanhao Premium par exemple. Quels filament utilise tu ici ? Pour le chois de la température il faut que tu regarde a faire une tour de température. Sur Thingiverse tu trouvera des STL de tour de calibration pour PLA par exemple qui commence a 225°c pour finir 190°C par exemple tu DL le STL tu le slice en 0.2 remplissage 10% a 225°c si c'est la temps a la quels il commence ensuite tu repaire a quels couche la tour est censé changer de temps et tu note le numéro de layer pour chaque changement de couche. il te restera a editer le fichier Gcode pour indiquer a chaque layer ou la temps doit changer quels temps doit avoir la buse a ce moment. il y a des tuto sur le web et le forum aussi je pense. + les espèce de petit blob et micro trous sont probablement lié a la Z scare (cicatrice Z) configurer en aléatoire ! sur des formes anguleuse indique a cura de faire la jointure en Z sur un angle a l'arrière de ta pièce. Pour minimiser la Z scare un calibration des step de l'extrudeur et du debit est utile je te le recommande si besoin fait signe de te donnerais des liens pour les procedures. + Le choix du filament est très important autant voir plus que l'imprimante je m'explique même la meilleur imprimante du monde si tu as une bobine de filament Humide et ou pourrie la qualité sera abominable. Les filament PLA mais les autres comme le PTEG et ABS aussi sont sensible a l'humidité et ce gorge en humidité ambiante sur la duré le filament doit être bien entreposer et si nécessaire être déshydraté, un filament neuf ne doit pas être humide sauf si de qualité merdique ou soucis sur la chaine de fabrication, mais les filament sur Ali et banggood sa arrive souvent. Pour ma part j'ai fabriquer un deshydrateur de filament pour 30€. Pour la retraction tu as un bench qui existe mon préférer celui de Teaching Tech a faire si tu as des soucis de stringin avec un filament pour regler la retraction au mieux mais cela ne corrige pas tout. Pour infos la retraction dans cura comme la température tu peux les reglés dans bibliotheque de filament pour ma part je crée un profile de filament par marque pour indiquer la temps ideale et la distance et vitesse de retraction utile. Avec une DDrive je jamais aller au dessus de 2.5mm de retraction après tu met en danger la tête avec risque de bouchage pour ma part je depasse jamais les 2mm et parfois 1.4mm, la vitesse je suis a 30mm/s avec mes filament ou 25mm/s ne jamais dépasser 40mm/s le clone titan des creality ne supportera pas longtemps les vitesses plus elever. On vois des ligne qui ressorte plus sur la tête du print ton extrudeur est en effet pas régler au mieux pour moi et bobine en ce bloquant a fait saute des step a ton moteur du X ce qui a crée le décalage (d'où le choix bobine et a comment on les manipules).1 point
-
Bonjour @PPAC @slipaclou Sur mon Ender 3 v2 j'ai un verre carborundum d'origine. Je le nettoie au liquide vaisselle de base (sans truc pour protéger les mains) ou au savon (quand il est sale ou de temps en temps) Entre chaque impression ou tout les 2 ou 3, je nettoie à l'alcool isopropylique 99% avec du kleenex (de base surtout sans produit pour adoucir le nez ou sopalin). puis essuyage kleenex ou sopalin. Le carborundum n'a pas l'air de souffrir du tout et je n'ai pas de problème d'adhérence avec le PLA. Avec cette plaque et cette procédure, d'après Marlin j'ai environ 27 jours plein d'impression de PLA. Le Carborundum est du Carbure de silicium (SiC), c'est un composé difficilement attaquable. Le Corindon est de l'oxyde d'aluminium cristallisé (Al2O3) dureté juste derrière le diamant (Forage, abrasif). @slipaclou Si les photos ci-dessus sont prises sur ta plaque je ne vois pas le côté texturé de la plaque carborundum? L'autre face lisse n'a pas forcement un revêtement de carbure de silicium peut-être verre borosilicaté pur ?, je n'ai pas essayé. Pour le PLA température 200- 205 °C généralement et plateau 50-55 °C dans mon cas.1 point
-
Tiens j avais pas pensé a faire un rat's façon madmax le prochain peut-être si non comme je sais plus quoi bidouiller, j ai ajouté une touche K2000 :1 point
-
Tu ne mets pas une combinaison pressurisée par sécurité ?1 point
-
Attention à l'étain qui à tendance à s'écraser avec le temps et provoquer des arcs électrique dans la borne (puis ça s'échauffe et prend feu). Une cosse c'est le mieux !1 point
-
Pour appeler quelqu'un, il faut effectivement utiliser le @ puis mettre la première lettre du nom recherché et...attendre 2 secondes. Un menu déroulant va apparaître avec la liste connue des membres. Si le nom n'est pas là, tu mets la deuxième lettre pour affiner la recherche et ainsi de suite...;) ok, tu as maintenant une tête direct-drive, ta rétraction doit être de 1 à 1,5 mm et pas 5 mm. Pour la vitesse, 45 mm/s c'est rapide surtout avec une rétraction faible. Tu peux aller à 40 je pense mais comme pour le moment ton extrudeur n'est pas au mieux de sa forme, 30 mm/s c'est un bon début. Sur un assemblage normal, ça devrait rentrer légèrement en force pour éviter tout mouvement du roulement. Avec le jeu, tes dentures peuvent s'user et sauter et le tout peut monter en t° au delà de ce qui est normalement prévu. Mais le problème, c'est que ça devient difficile à démonter avec risque de détruire les micro-roulements qui n'ont pas une tenue aux efforts axiaux très forte...donc les fabriquants préfèrent mettre trop de jeu, moins de risque au final. J'ai essayé plusieurs solutions. La meilleure pour le moment est la Loctite 603. Le flacon de 10ml est dans les 20€, ce qui reste cher pour une utilisation ponctuelle. Une solution de dépannage c'est de découper une bande de papier alu qui fait plusieurs tours autour de l'axe pour rattraper le diamètre. Il faut couper la bande un peu plus large que l'appui de roulement et le rabattre sur la face avant de l'axe pour servir d'avaloir sinon il est chassé au montage du roulement.1 point
-
Et voici une autre version "clean" mais avec un aspect rugueux pour faire plus réaliste. C'est moins perturbant à l'œil et on voit mieux la surface réelle.
 1 point
1 point -
Oh, un célibataire.1 point