Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/08/2021 Dans tous les contenus
-
PFFFFFFF.... A d'autres.... Ca tient très bien tu sauras !!!!
 4 points
4 points -
@PPAC Je traite mes bobines aux petits oignons !!!! P.S. J'étais eul dans la maison lors de la mise en scène.... par chance !!!! hi hi hi3 points
-
Si. Tu peux laisser le fichier xxxxxx.bin sur la carte sans inquiétude. Si le nom du fichier est identique au firmware déjà installé, il est ignoré (ce n'est valable que pour les cartes Creality 32 bits, d'autres fabricants modifient simplement le xxxx.bin en xxxx.cur). Le seul moyen de «reflasher» le même firmware est de modifier le nom.2 points
-
Pour compléter https://fr.wiktionary.org/wiki/Annexe:Sacres_québécois et là cette vidéo je suis fan : Cours de Juron Québécois (Pure Laine) - YouTube2 points
-
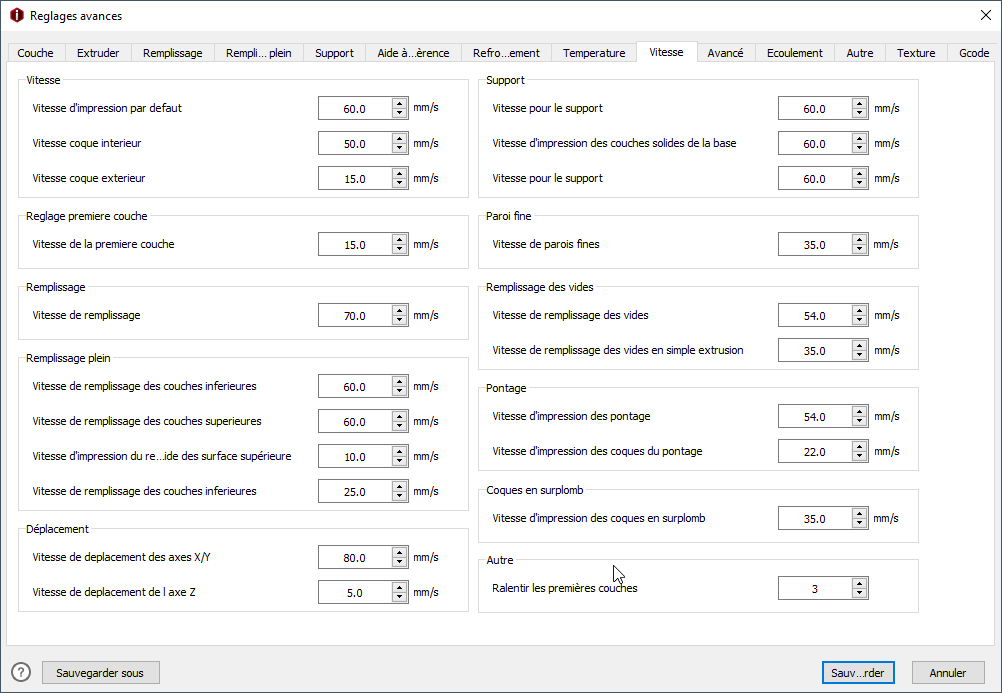
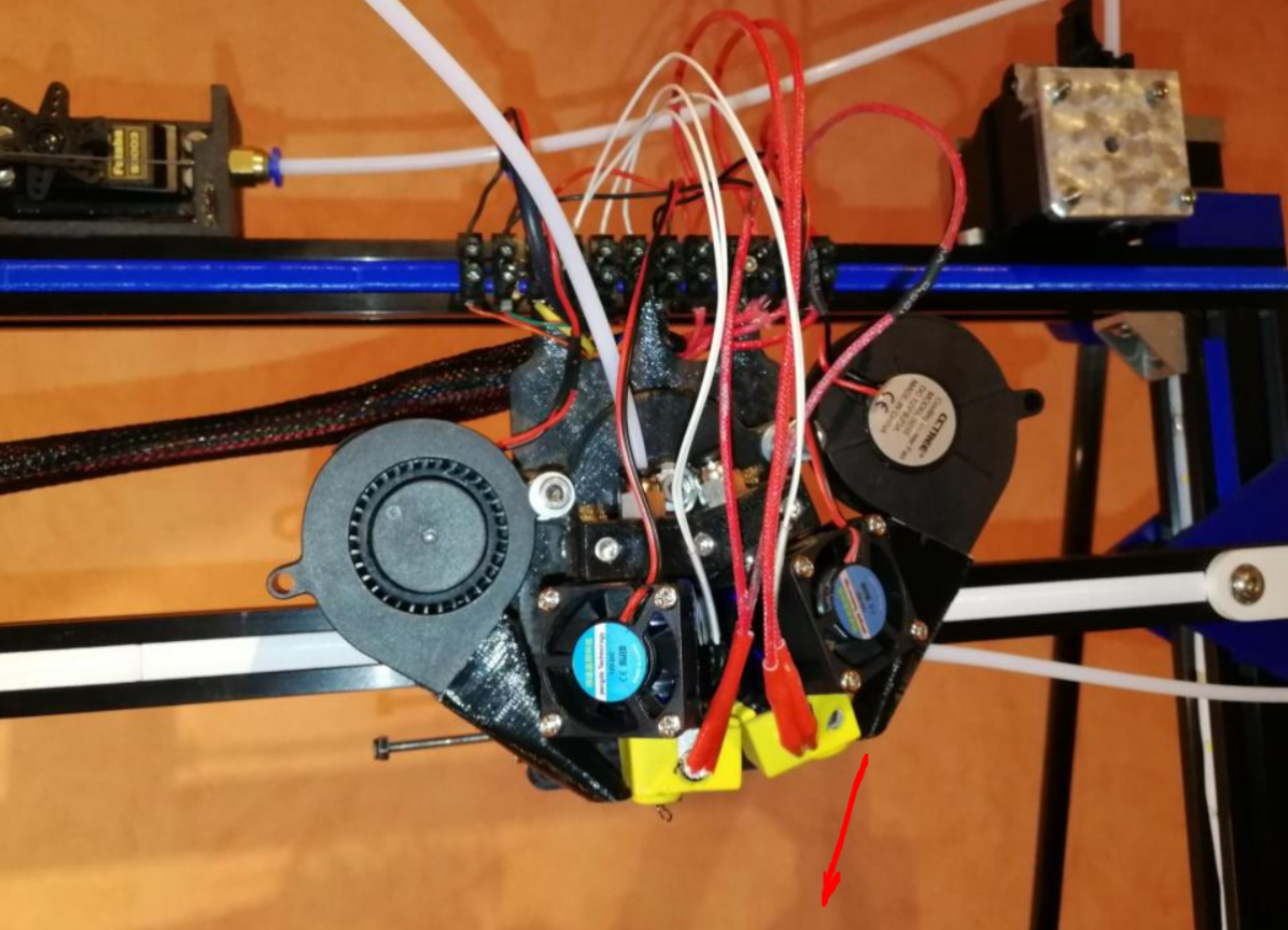
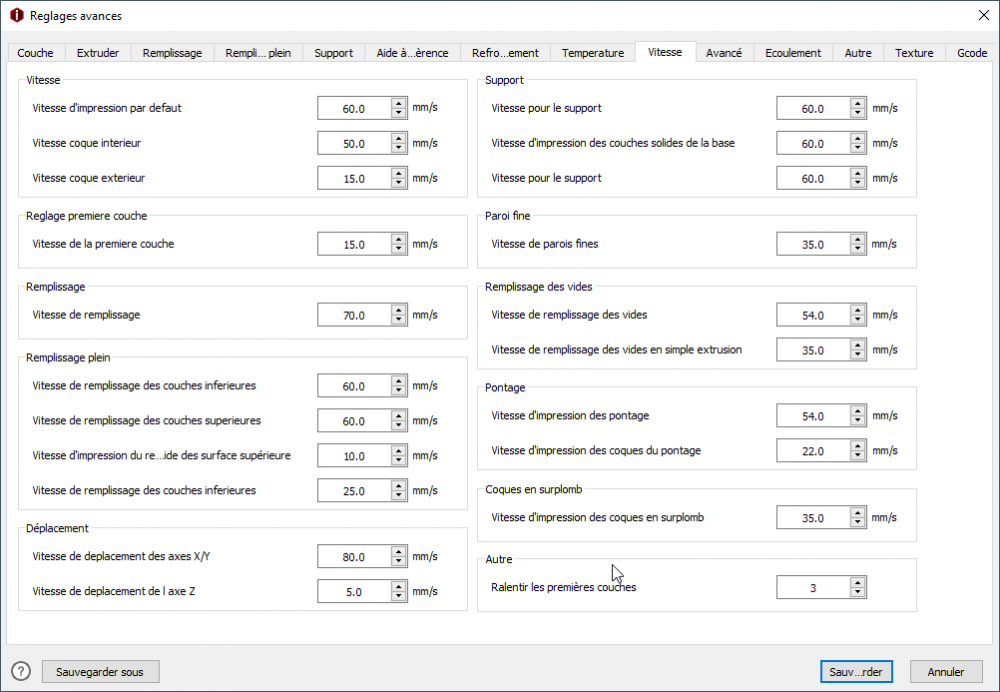
A mon retour à la maison, j'ai entrepris d'achever le montage de l'évolution IDEX sur ma vieille CR10 en remplacement de mon système double extrusion à bascule, le tout piloté par une Duet2 Wifi sous RRFv2. Pour ce faire, il me restait tout le câblage à refaire avec chaines de câbles et les supports qui vont avec, des pièces miroir, pile dans les cordes de l'Artist-D ! Mais cette garce avait décidé de m'ennuyer une fois de plus ! En effet en cours d'impression (environ 12h), je m'aperçois que la tête gauche n'extrude pratiquement plus ! Pourtant, le PLA noir à gauche et blanc à droite vient de chez ICE et je l'utilise avec bonheur depuis des années en l'imprimant entre 195° à 205°. Pour corriger rapidement ce défaut (miraculeusement découvert au moment où je venais vérifier que tout était ok!) et soupçonnant un débit volumique faible et instable, j'augmente la température de 200° à 205°, puis à 210° et j'augmente également le débit de 100% à 120%, momentanément pour tenter de combler la sous-extrusion( proche de 10 à 25%). Le défaut semble atténué sur une partie de cette couche, un peu de résine et d'UV et la pièce sera sauvée ! Je laisse passer une couche en sur-extrusion et je remets le débit à 100%... Ouf! En regardant la pièce miroir de droite en PLA blanc, je m'aperçois que le même défaut est apparu sur une partie d'une couche inférieure, mais l'impression a continué, et comme il s'agit d'une partie de la couche (entre deux évidements) un peu de résine et d'UV également devrait consolider la pièce ! Quelques couches plus loin, j'entends de nouveau des claquements d'extrudeur, j'accours et constate le début du même défaut ! Je m'empresse d'augmenter la température des 2 têtes à 215° et de réduire la vitesse globale à 90%. l'impression s'est ainsi achevée sans autre incident. Faisons un rapide résumé de la situation : Les buses utilisées pour cette impression étaient des "full metal" en 0.4 de JGMaker Les extrudeurs d'origine ont été remplacés par des BMG et calibrés "aux p'tits oignons"! Le profile est une adaptation du profile utilisé avec succès tant sur ma Ender 5 que sur ma CR10, pour des impressions rapide de qualité standard, couche 0.25 et vitesses : Le réglage du plateau et des hauteur de têtes (delta entre les 2) est à quelques 1/100 près ! Le défaut est apparu sur le début de la couche sachant que la couche précédente s'est terminée par le remplissage à 70mm/s ! Mes conclusions : La vitesse volumétrique maximale (MVS : Maximum Volumetric Speed) des buses JGMaker est catastrophique. Le remplissage qui semble être la cause des défauts d'extrusion que j'ai constatés, était à une valeur de MVS de 7 mm3/s . J'utilise majoritairement des têtes e3d Volcano données pour une MVS de 25 mm3/s et quelques têtes e3d V6 données pour une MVS de 15 mm3/s. Je n'utilise plus que des buses NozzleX qui sont même, peut-être, supérieures en MVS que les modèles laiton ! Le constat est affligeant : La conception de l'extrudeur est très critiquable, j'ai donc opté pour son remplacement par des BMG qui ont toujours donné de bons résultats sur mes autres imprimantes, et en utilisant le lourd NEMA d'origine avec ses réglages de vRef d'origine, avec les nouvelles buses "full metal" de JGMaker, malheureusement disponibles qu'en 0.4. Et malgré cela, la fiabilité est loin d'être au rendez-vous ! Dommage, je voulais tout essayer pour garder le changement, assez pratique, des buses, mais force est de constater que ces buses semblent être à l'origine de l'instabilité de cette imprimante. J'ai bien modélisé un montage permettant d'adapter des buses e3d V6 en gardant le système de changement de buse d'origine. Mais j'avais lancé un appel pour trouver quelqu'un pour l'usinage, et je n'ai pas eu d'écho . J'ai même modélisé pour adapter les buses NiTro, c'est un peu plus "chaud" du fait de la longueur des NiTro ! Prochaine étape : L'adaptation de mes têtes de Ender5 et CR10s IDEX. Quand ma CR10s IDEX sera finalisée en DUET2 + DUEX5, il me restera une SKR Pro v1.1 en TMC2209 + eeprom + WiFi, avec un LCD12864 + MKS TFT35 qui finiront bien dans l'Artist-D !
 2 points
2 points -
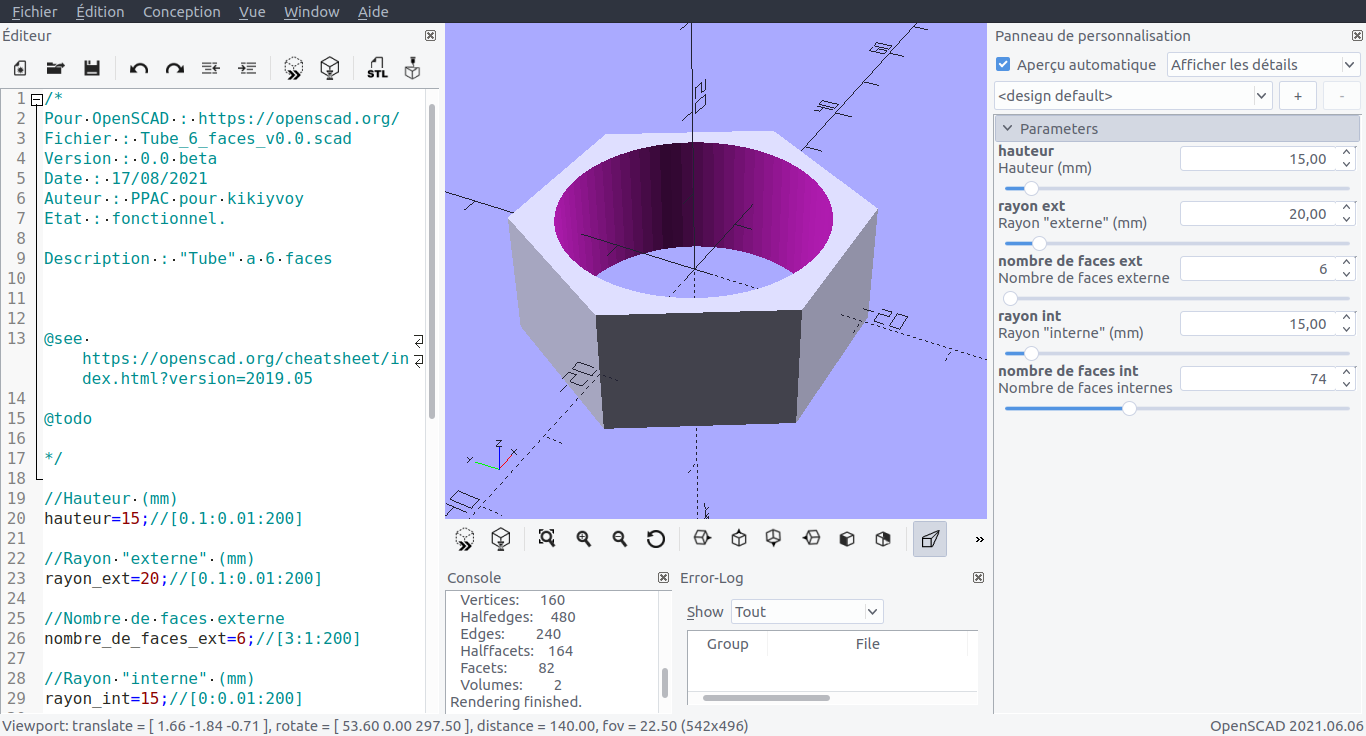
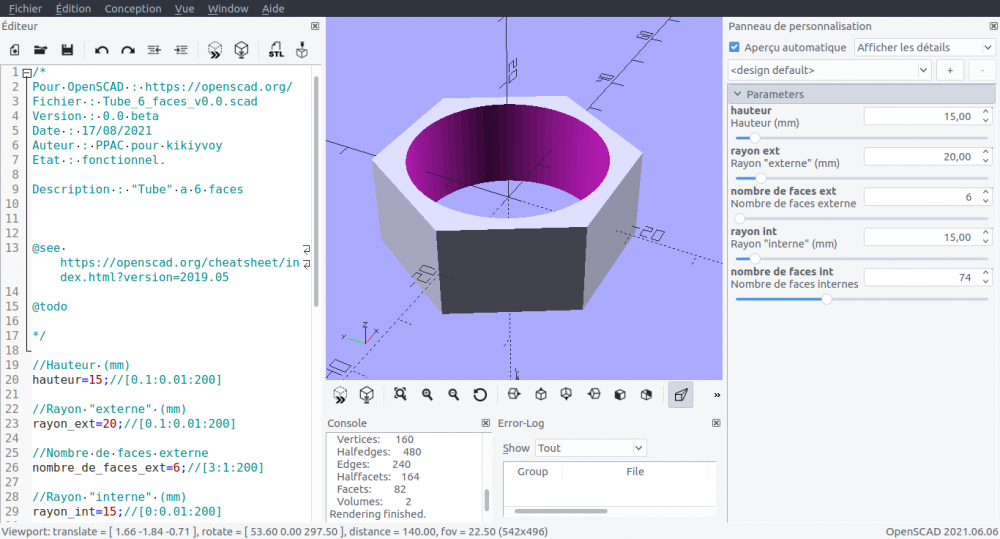
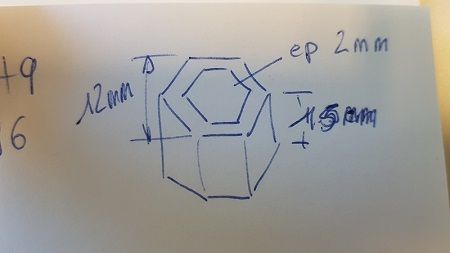
Salutation ! Comme le dit RFN_31 tu donne une description trop vague de ta pièces. Je propose d'utiliser https://openscad.org/ J'ai fait rapidement un truc qui me semble coller a ce que tu décris avec des dimensions qui sont des paramètres modifiable relativement simplement sous OpenSCAD grâce au panneau de personnalisation, puis tu fait un rendu (touche F6) et un export en fichier .stl (touche F7) de se rendu si il te conviens. Tube_6_faces_v0.0.scad Edit : https://www.google.com/search?q=model+3d+freelance ? Aussi, il doit exister des sites français qui propose des mise en relation avec des personne qui modélise en 3D sur commandes, mais je n'en ai pas en tête. Et si tu utilise mon fichier pour faire tes "tubes a 6 faces", tu me devra une photo de se pour quoi cela va te servir Bonne continuation.
 2 points
2 points -
Bonjour, Pas sûr d'être au bon endroit, alors dites-moi. Je viens d'installer CURA 4.10 et bien sûr le wifi ne fonctionne pas. Pour remédier à ce problème : Fermer l'application Cura ; Vous rendre dans le répertoire « C:\Users\NomDeLordinateur\AppData\Roaming\cura\4.10\plugins\MKSWifiPlugin\MKSWifiPlugin » (ou autre partition) ; Ouvrir le fichier « plugin.json » avec un éditeur genre Notepad++ ; Modifier la ligne « "maximum_cura_version": "4.x" » en « " maximum_cura_version": "4.10" » ; Sauvegarder, quitter Notepad et ouvrir Cura.1 point
-
Perso oui, une qui la tiens l'autre qui la tourne, essaye ça marche bien1 point
-
Sur la D12 il y a qu'une buse. Donc je pense ton probleme vient de l'assemblage des deux couleurs dans ton slicer.1 point
-
En principe, le décalage entre la buse 0 et la buse 1 est renseigné dans Marlin1 point
-
Aaaaah, on peut se servir d'une clé Allen (ou clé BTR, ou clé pour vis à six pans creux, ou clé Inbus... ) avec les DEUX mains ? En aurais-je été quarante années dans l'ignorance ?1 point
-
Surtout si c'est avec la gauche, dans ce cas on peut dire qu'il est adroit (je suis gaucher) D'accord avec toi, c'est mieux que rien. D'autant que ma préférence s'oriente plutôt vers un texte accompagné de photos / images / dessins, pas besoin en ce cas de mettre en pause, etc. C'est un complément permettant de «toucher» plusieurs profils d'apprentissage (visuel / auditif / lecture / écriture / kinesthésique) même si ce domaine est sujet à controverse: le but étant que chacun y trouve son compte.1 point
-
Mais j'ai nettement l'impression que c'est un octogone dont tu as besoin et non pas un hexagone. Et la taille va dépendre de l'échelle des maquettes...1 point
-
45K ≃ -228,15°C et 45°F ≃7,2°C (et 45K ≃ -378.6°F)1 point
-
Tabernacle ! je ne l'avais pas vu venir celle là !!!1 point
-
Ci-joint un fichier stl correspondant à ton schéma. (moins de 3 minutes à modéliser sous freecad) jcjames_13009.stl [Edit] C'est améliorable avec des chanfrein par exemple : à toi me dire1 point
-
Salut Pas mieux que ce qui a été déjà proposé... au pire un petit croquis à la main si la pièce est simple. Comme ça par exemple... Une autre interprétation de ce qu'a proposé @PPAC @+ JC
 1 point
1 point -
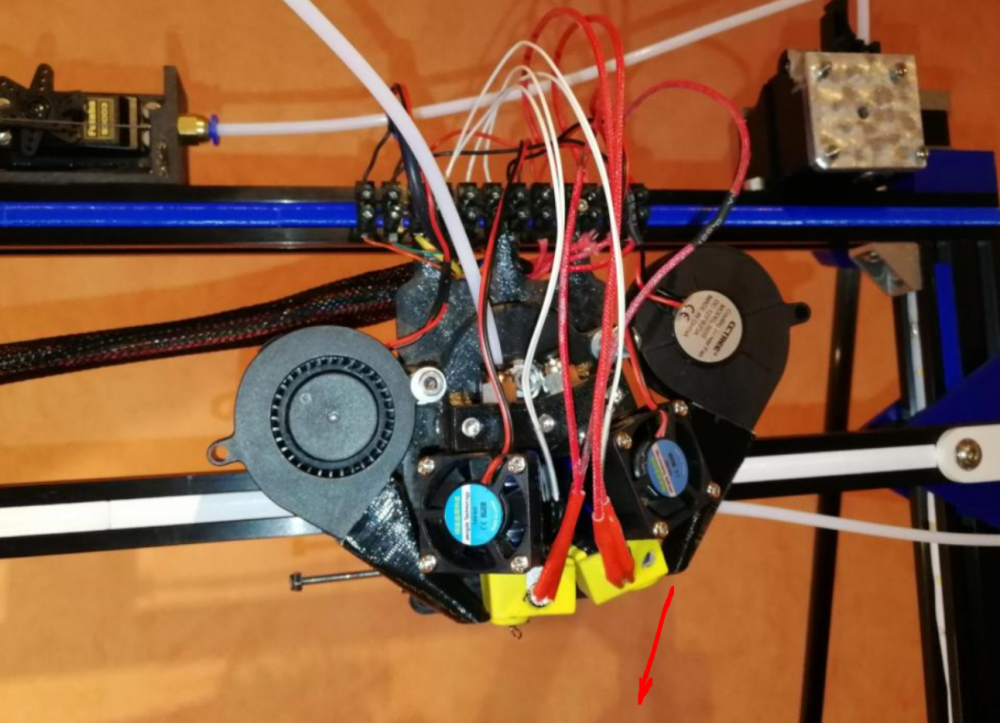
Cela ressemble plus a une erreur de connecteur. Car -14°C en mesure c'est quand on a un défaut de continuité / un faux contactes sur les fils de la thermistance où que la thermistance n'est tout simplement pas branché. Aussi, il n'y a pas de polarité pour une thermistance. Pour le reste là je ne sais pas vraiment. Le problème de Home Z doit être lié au problème de BLTouch.1 point
-
Une cervoise tiède, why not mais chaude non1 point
-
Pour modéliser, il faut que tu saches "expliquer" ta pièce... Si tu es capables de fournir un dessin industriel de ta pièce ( vue de face, de coté et du dessus au minimum) avec ses cotes, je devrais pouvoir te faire cela. Sinon je te conseille de voir les logiciels spécialisés (Freecad et Fussion 360 en particulier) : il y a plein de tuto pour apprendre...1 point
-
Hello, L'oms à demande à ne pas vacciner les moins de 18 ans parce qu'ils trouvent immoral de ne pas partager ces doses avec d'autres pays qui ont des personnes plus à risque et non pour des questions de risque sur le développement des enfants. https://www.lefigaro.fr/flash-actu/covid-19-l-oms-critique-la-strategie-des-pays-riches-et-appelle-a-ne-pas-vacciner-les-plus-jeunes-20210728 Les vaccins autorisés pour les ado 12-18 ont fait l'objet d'études et de test avant l'autorisation par l'Europe. https://www.lesechos.fr/industrie-services/pharmacie-sante/leurope-approuve-lutilisation-du-vaccin-de-moderna-pour-les-12-17-ans-1334396 Le risque principal (mais très rare) est une inflammation du myocarde chez les jeunes hommes. https://www.leparisien.fr/societe/sante/loms-estime-quun-lien-est-probable-entre-problemes-cardiaques-et-certains-vaccins-contre-le-covid-09-07-2021-UKI2WYOLNRFDTKIL6YK5EXERJQ.php Il n'y a dans le vaccin ( à ARNm) aucun élément pouvant causer des problématiques sur le développement. (l'arnm le corps y est régulièrement soumis par toute sorte de virus, les lipides bon voilà et pas d'adjuvant chez Pfizer et moderna) https://www.futura-sciences.com/sante/questions-reponses/vaccin-vaccin-sont-effets-possibles-long-terme-15861/ Oui mais non... La charge virale baisse beaucoup plus vite chez un vacciné. Donc la fenêtre de contamination est beaucoup moins longue. Donc un vax est moins contagieux. Cela ne dispense effectivement pas des gestes barrières.1 point
-
Super je vais pouvoir faire ma blague : au four avec un angle de 45° cela ne tiens pas ... il faut utiliser quoi comme technique ? mais a 45°C (degré Celsius) là oui sinon 45 Kelvin ~=7°C et 45 degré Fahrenheit ~=-228,15 °C ... et mon four ne fait pas cela Aussi pas de fours a micro ondes cela vaporise l'eau sans contrôle et créer des bulles dans le filament et déforme le filament. éviter de dépasser 60°C sinon le filament de PLA risque de se déformer et/ou de fusionner sur la bobine. http://www.recettes-bretonnes.fr/cuisine-arts-de-la-table/degres-thermostats.html Enfin il reste la technique de sachets absorbeur d'humidité dans le sachet plastique de la bobine pour le stockage (mais les sachets absorbeur saturent vite en humidité) ou de placer la bobine (sachet plastique ouvert pour que l'humidité s'échappe) plusieurs jours sur un appareil électrique qui produit un peux de chaleur (comme sur une FreeBox par exemple). Après tu a peut être a revisiter le placement de ta bobine, et/ou de l'entré de l'extrudeur pour avoir moins de torsions et de cisaillement du filament et donc qu'il casse moins (un guide filament avant l’extrudeur ? limer l'entré de l'extrudeur ?).
 1 point
1 point -
@babou29 Hello. Un filament PLA qui casse, c'est qu'il est trop humide.... Mets le à sécher à 45°, pendant 4 ou 5 heures... ca devrait régler le problème...1 point
-
C'est une méthode similaire au moulage a cire perdu. Tu créé un positif dans un matériaux qui fond bien mais qui permet de faire ta sculpture (de la cire spéciale en temps normale, puisque à la main), dans nôtre cas de la résine castable. Ensuite tu entoure cette sculpture dans un sable très fin et facilement compactable, en laissant des passages pour couler ton métal fondu ainsi que des évents pour évacuer les bulles des éventuels culs de sacs qui vont se former pendant la couler. Pendant la couler, ton matériaux en fusion va faire fondre la résine qui va s'échapper, liquide, à travers le sable. Comme le métal en fusion aura remplacer l'intégralité de la cire/résine il suffira quand ça aura refroidi de casser la gange de sable pour extraire la sculpture. Il faudra ensuite, comme pour une impression, retirer tout les éléments superflu mais qui ont été nécessaire à la couler. Suivant le type de cire/résine tu peux ou non réutiliser le sable, si celle ci laisse des résidus c'est par contre impossible. Voilà la méthode, sans le détail j'en ai jamais fait moi même, du moulage à cire perdue qui est la méthode que l'on emploi avec la résine castable.1 point
-
Non j'ai bricolé une tête basculante, comme à mon habitude, à base de bouts de ficelle et de tringles à rideaux. C'est moche et hirsute mais ça marche très bien
 1 point
1 point -
D'accord. Merci de l'info Je vais prendre de lire ça quand j'aurais le temps. Je remet tout ça au week-end prochain pour test d'impression 3D autonome sur carte SD. Bonne semaine!1 point
-
Au niveau du PC ça va j'ai une installation opti de windows avec toutes les fonctionnalités inutiles et dévoreuses de ressources supprimées de l'os (l'optimisation d'AngaTV je sais pas si ça te parle) La même avec S3D j'ai remarqué que la prévisualisation me bouffe beaucoup de ressources du coup généralement j'affiche que la couche 1 et je cache la fenêtre. Alors j'ai laissé reposer l'imprimante quelques heures parce qu'elle tourne quand même presque non-stop depuis hier 11h du matin, j'ai relancé une impression et la rien à signaler, j'ai retrouvé qu'un seul petit point de bavure sur 3h d'impression. Voila la pièce qu'elle m'a donnée tout à l'heure ici pleine de défaut et l'impression que je viens de terminer après l'avoir laissée reposer et en n'ayant rien fait d'autre avec le PC ici. Je pense que je vais me diriger vers cette option je pourrais utiliser mon PC librement, désolé de vous avoir fait perdre du temps pour si peu, au moins ça m'aura fait découvrir ce forum plein de belles choses ! Bonne soirée1 point
-
Salut @Alpes86et merci du tuyau. J'avais déjà parcouru une partie des commentaires (pas tous). Je vais les relire surtout les derniers Après lecture, j'ai re-slicer toutes les pièces surtout les 2 pieds droits pour y rajouter quelques supports et pouvoir imprimer en couches de 0.20mm au lieu de 0.15. Je pense même que j'aurais pu descendre à 0.25mm pour gagner un peu en temps d'impression... Le 1er pied est sorti tout beau tout propre. Celui là est assez facile à imprimer. Le 2ème est en cours d'impression A suivre @+ JC1 point
-
Elle est où la cuvée LesImprimantes3D.fr ?1 point
-
C'est pas bon non plus de trop en boire >>>1 point
-
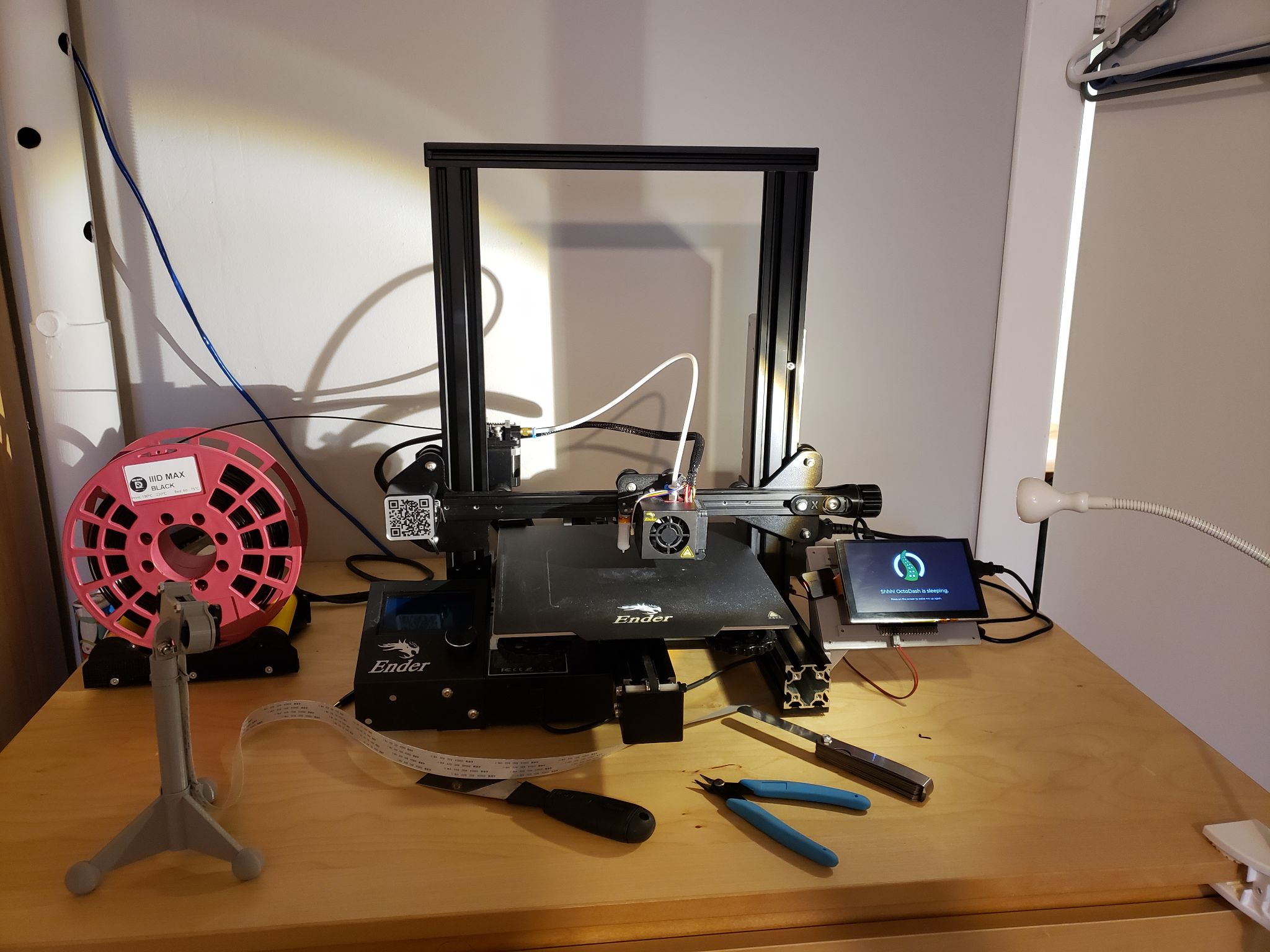
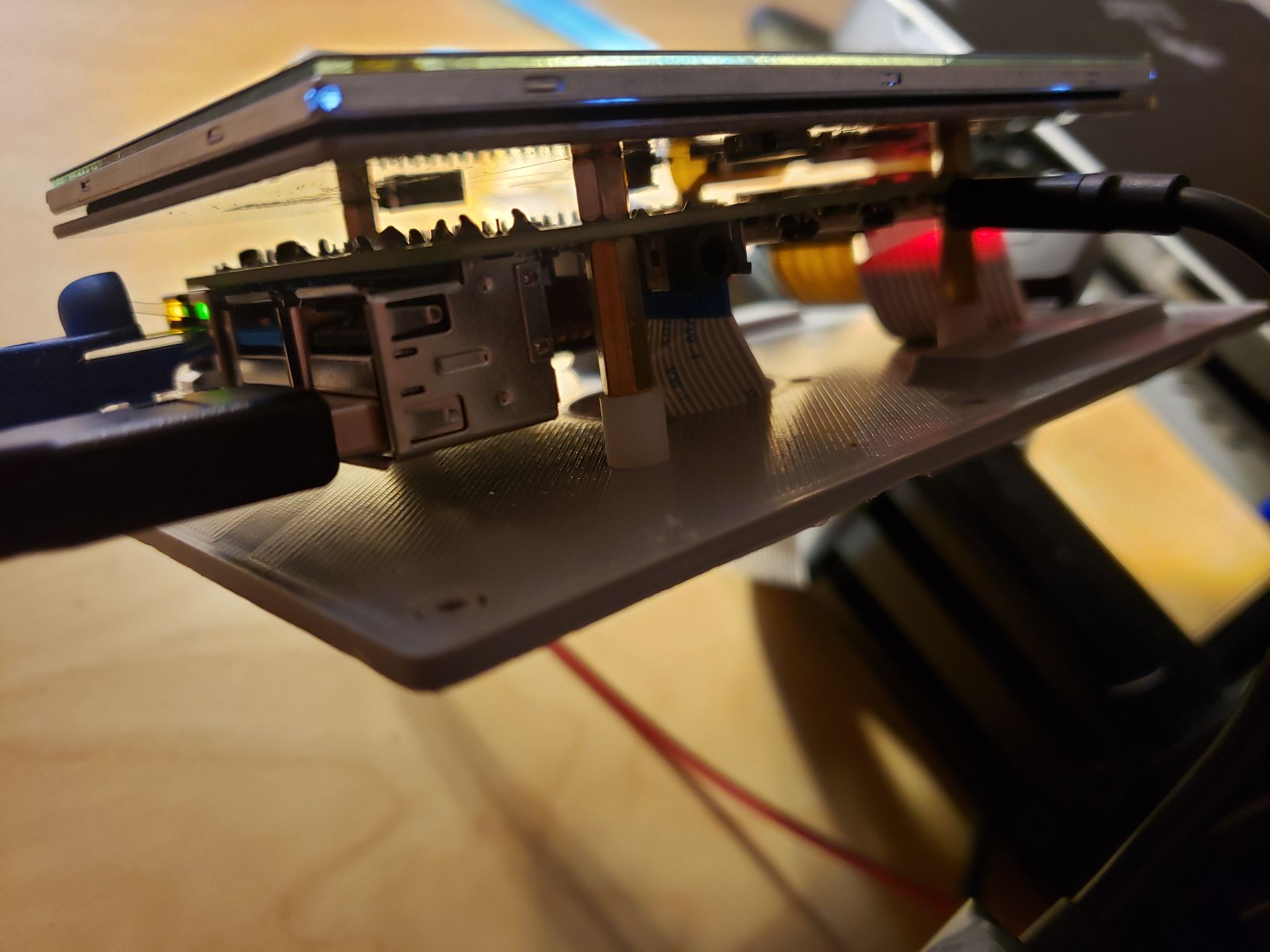
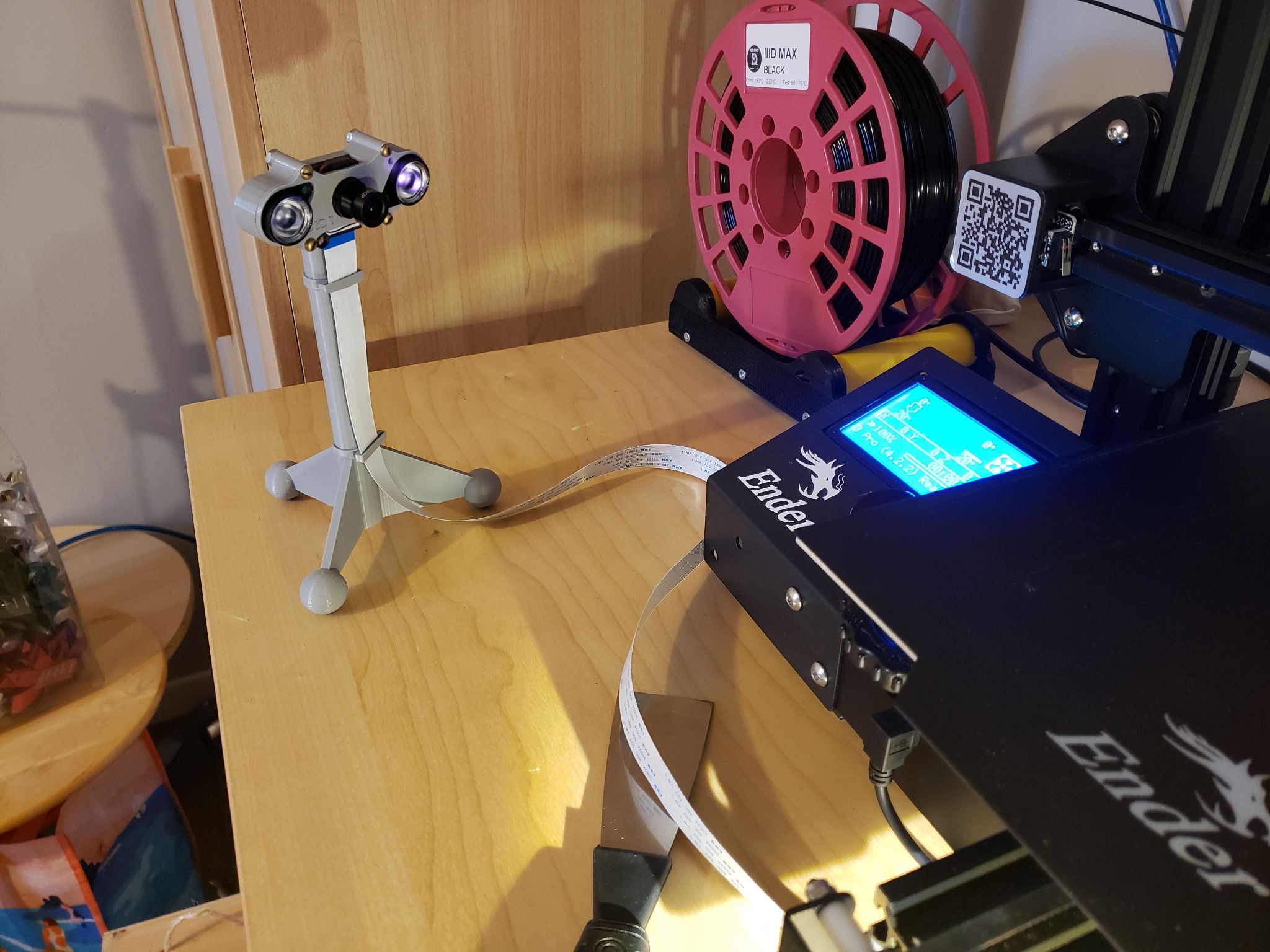
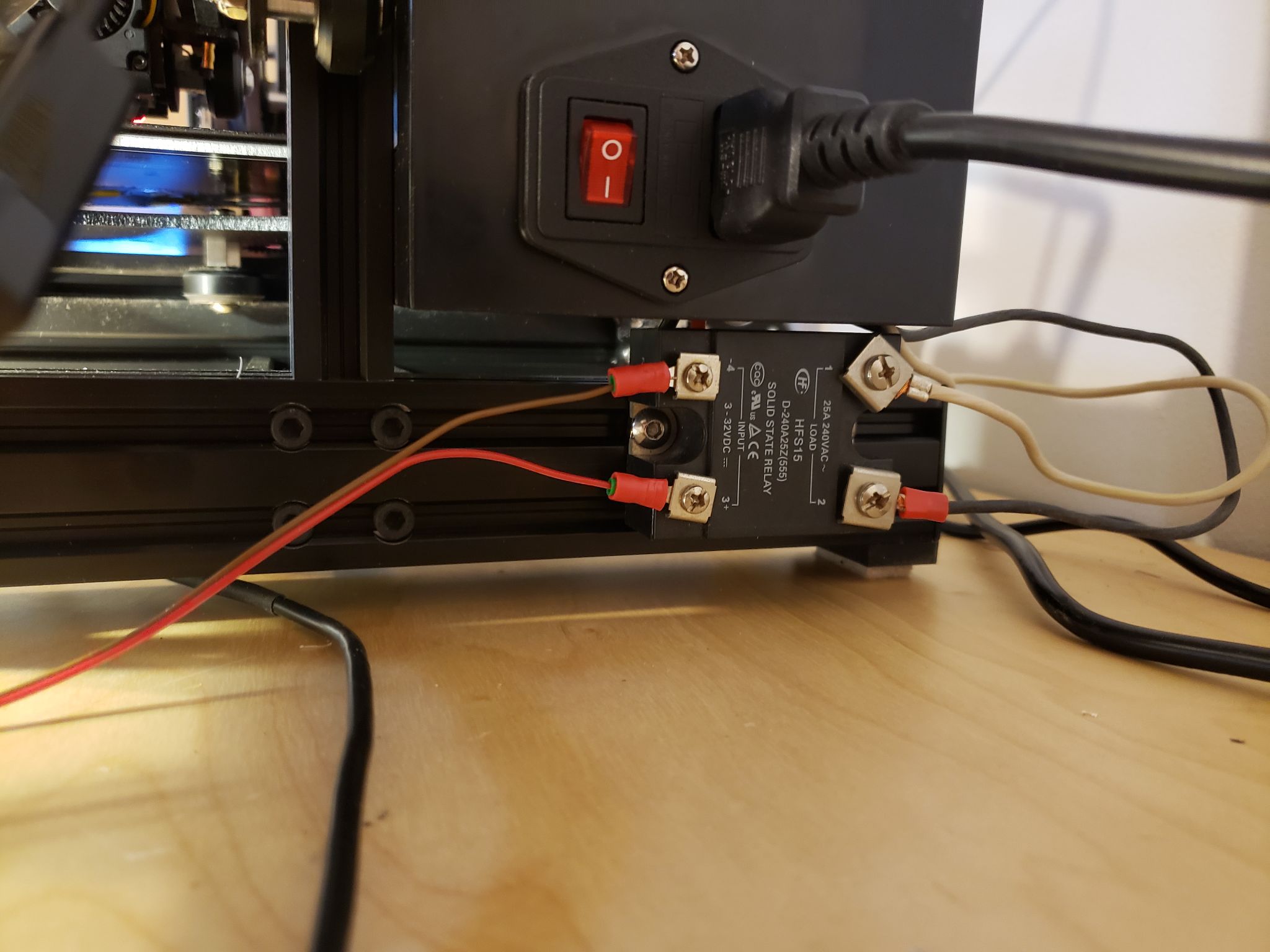
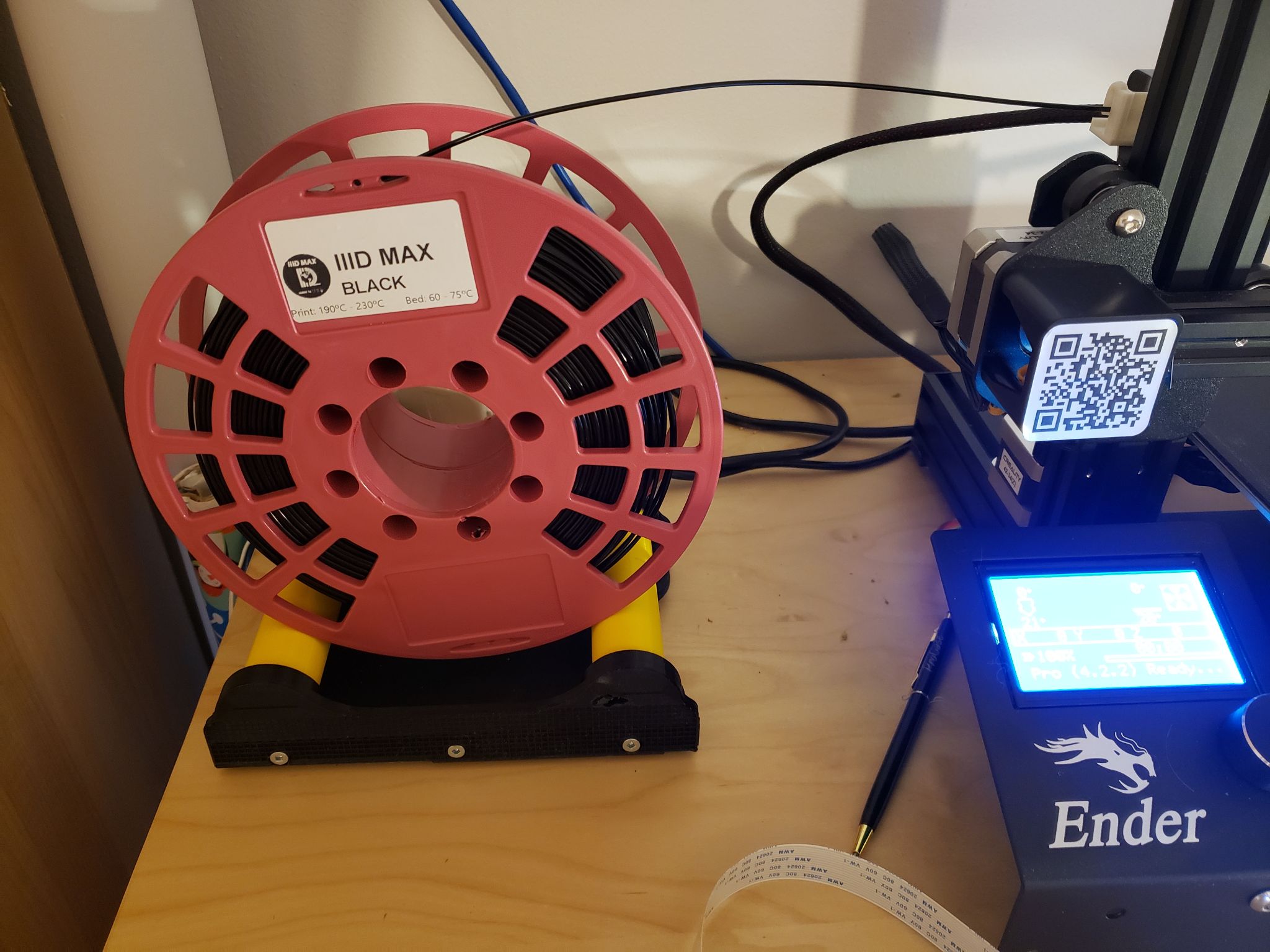
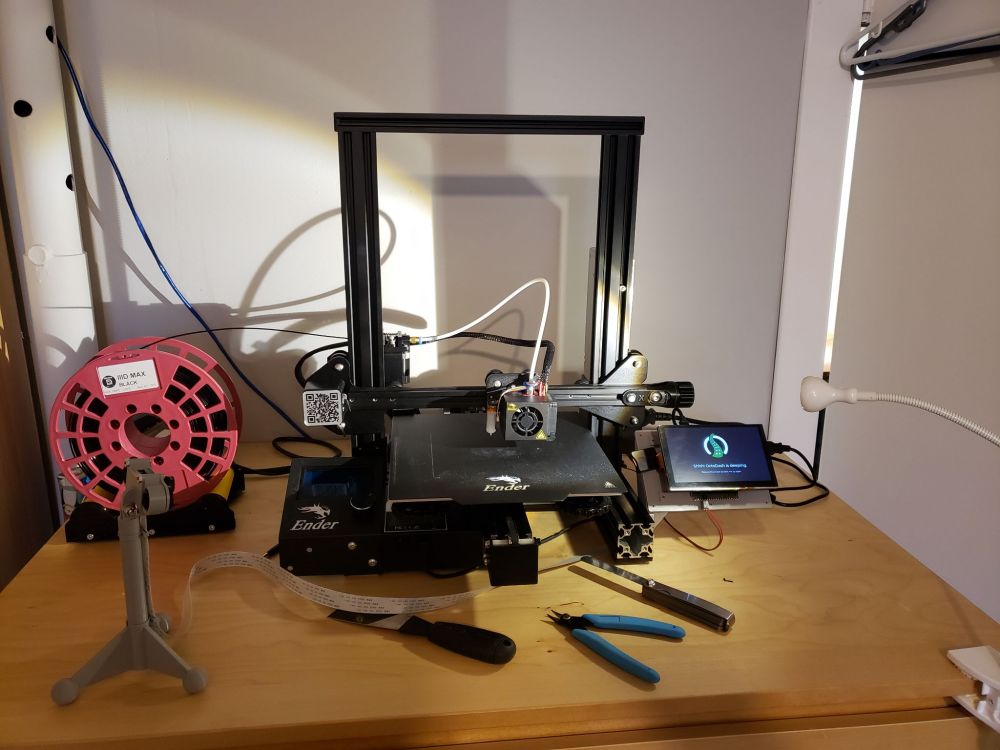
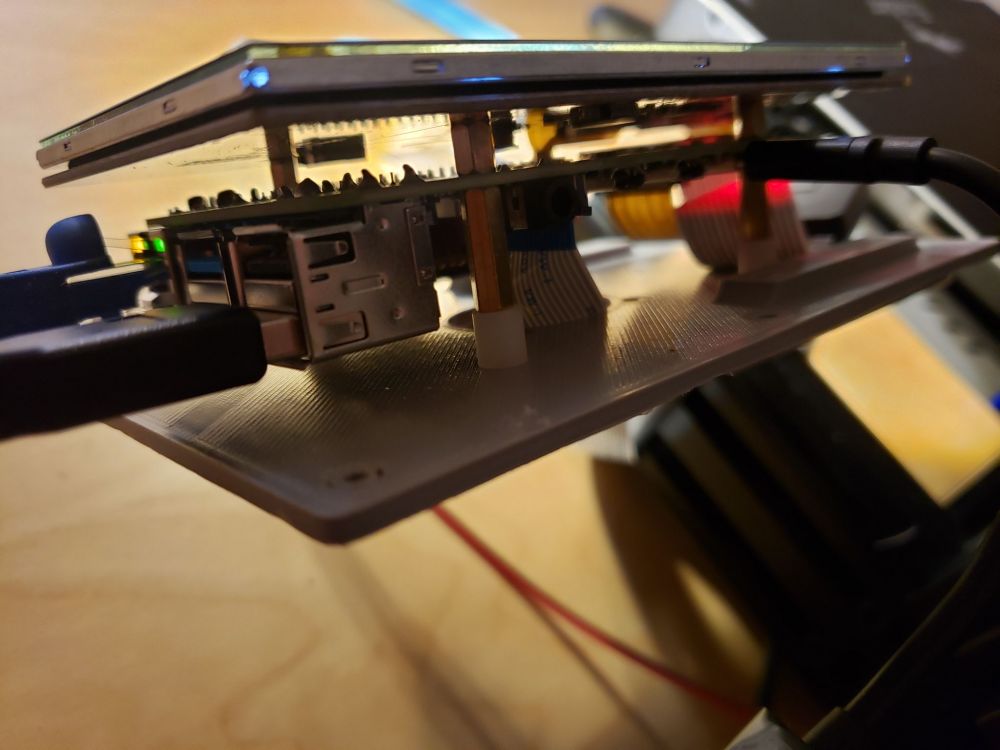
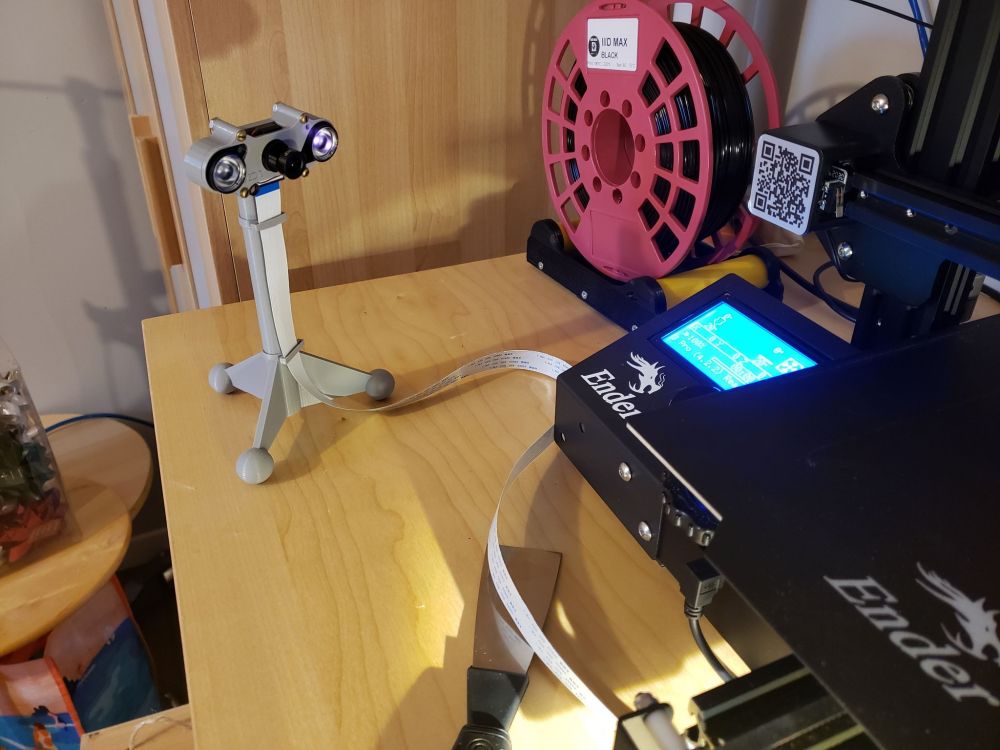
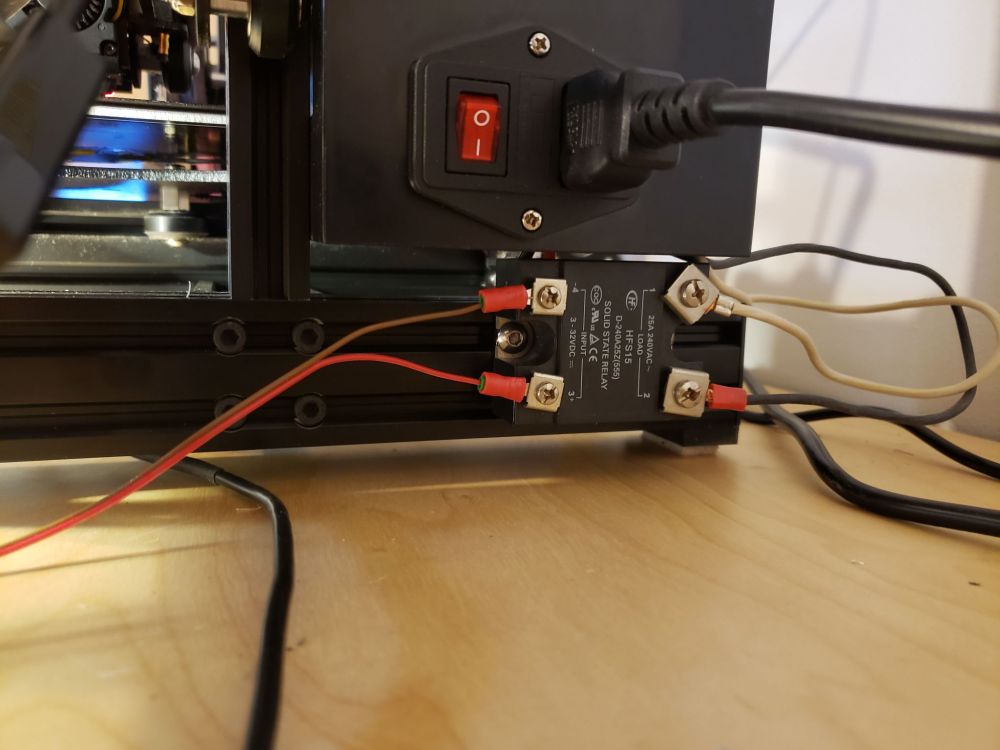
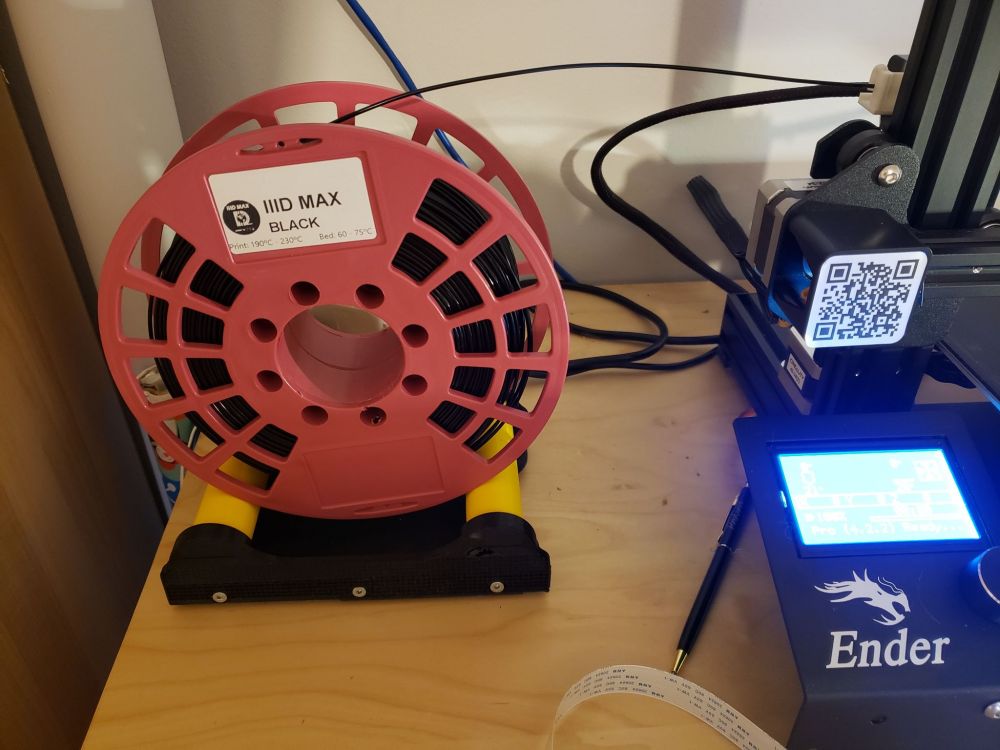
Bonjour à tous... Je vais vous montrer mon installation. Ca fait plusieurs mois que j'avais envie de me lâcher sur l'impression 3D, je me suis décidé suite à l'achat par un cousin d'une imprimante qui m'a dit que ca fonctionnait bien. J'ai donc fait le saut... Je me suis procuré une Ender 3 Pro, sur Amazon. Voici donc le ptit coin où j'ai installé l'engin : Dans une chambre très peu utilisée au sous-sol de ma maison. Comme vous pouvez le constater, je l'ai déjà pas mal adapté. Première adaptation, je lui ai adjoint un Raspberry Pi 4 de 2Go, avec Octoprint et Octodash : Le Pi est attaché à un écran TFT50 afin d'avoir Octodash. J'ai du ajouter une extension de carte SD, parce que le cable reliant l'écran au Pi m'empêche d'accéder facilement à la carte SD. J'ai aussi une caméra branchée au Pi avec un cable plat de 1 mètre : La caméra est monté sur un petit trépied de mon cru, ce qui me permet de déplacer la caméra où je veut, selon les besoins. La caméra est une LC26 de Longrunner, avec support infrarouge. Même sans éclairage, je vois très bien ce qui se passe avec mon imprimante. Le Raspberry est monté sur un support que j'ai installé à droite. J'ai donc déplacé l'écran d'origine du côté gauche. Pour moi, l'écran d'octodash est plus utile que l'écran Ender. Et de plus, comme le cable pour l'écran est court, c'est plus aisé de l'avoir à gauche, près de la CM. J'ai rendu public le répertoire "Watched" de Octoprint. Ainsi, à partir de Cura, je sauvegarde mon fichier directement sur le répertoire accessible depuis mon ordi (qui est au premier étage). Dès qu'un fichier est déposé dans "watched", Octoprint le déplace dans le répertoire "upload" et le rend disponible à l'interface web, ou dans Octodash. De plus, j'ai déporté le répertoire Timelapse, sur un autre Pi4 qui est monté en serveur Plex et serveur de fichier (avec 30 To de disque à sa disposition). Ainsi je peut créer des timelapse sans écrire sur la carte SD du PI, et ainsi ménager l'usure de celle-ci. Le raspberry pilote un relais électronique, contrôlé par le plugin PCU Control. Le relais est piloté par un port GPIO du Pi. Ca me permet de mettre ON ou OFF mon imprimante à distance, ou directement d'Octodash. Ca permet également de mettre l'imprimante à OFF quand mon impression se termine, évitant ainsi de laisser tourner le ventilateur de l'imprimante inutilement durant des heures. Finalement, ma bobine de filament est installé sur un berceau à côté de l'imprimante. Le berceau est équipé de deux rouleux monté sur des roulements à bille. Le filament est donc très facile à tirer pour mon extrudeur. Éventuellement, le berceau sera monté sur une balance, qui me donnera le poids restant de ma bobine. Le plugin Spool Manager devrait pemettre de lire les données de la balance d'ici peu. Voici les extensions installées sur Octoprint : Bed Visualizer (permet la mise à jour du mesh facilement, et la mise à niveau du plateau très facilement) Cost estimation (en conjonction avec Filament Manager, gère mes bobines de filaments, et me donne un coût approximatif de mes impressions) Filament manager (gère les bobines de filaments, en suivant en direct le nombre de mètre de chaque bobine, et le poids de celle-ci) Octorelay (permet de gérer des petits relais via les ports GPIO, pour contrôler l'éclairage, et autre trucs) PSU Control (permet de controler la mise sous tension de l'imprimante ou sa mise hors tension) Voilà, ca fait pas mal le tour de mon installation....
 1 point
1 point -
hello à tous, voici ma petite installation, j'ai débuter il y a 2 semaines et j'ai déjà pas mal modifier ma diggro Alpha-3 aka Longer LK4 Pro aka Alfawise U30 PRO afin de principalement baisser le bruit. tous les ventilateur y sont passé : hotend et air duct remplacer par des "papst 414" 40x40x20 24V (il sont donné à 18dB et franchement ça le fait !) le tout monté sur un support donnée par @WhiteVnR (il est simple et cool !) remplacement du ventilateur carte mère par un "Sunon MF60252V21000UA99" en 60x60x25 24V avec un réducteur, il est donné a 22dB mais avec le réducteur ça fait pas mal de bruit de souffle (donc je pense le re-changer pour un papst comme sur la tête d'impression ou mettre un abaisser de tension pour le faire tourner moins vite) et enfin le ventilo d'alimentation remplacé par un Sunon HA60151V4-000U-999 60x60 en 12V avec ajout d'un abaisser de tension (Donné à 14,5 dB, c'est rien xD) Le tout est controlé par un octoprint sur raspberry pi 3 avec un contrôle d'extinction automatique en fin d'impression avec IFTTT, le plugin octoprint-IFTTT et une prise connecté wifi pas cher (je me suis cassé la tête la dessus, vu tous les tuto tuya qui existe et marche plus avec un android trop neuf) Je suis assez content de mon installation, au début je ne savais pas où la mettre et finalement elle termine dans mon placard/cagibis d'entrée d'appartement, on peut encore voir les support du plateau que j'ai retiré (je les laisses, on sait jamais si j'ai besoin d'accrocher des truc :P)
 1 point
1 point -
En fait ça dépendra de la manière que tu vas utiliser pour brancher tes contacteurs de fin de course ( X et Y ) sur ta carte. Creality (on se demande pourquoi ) connecte ces endstops sur le USE_{X|Y}MAX_PLUG mais modifie l'attribution des broches pour faire croire au Marlin qu'ils sont sur les …_MIN_PLUG : Habituellement, on utilise les endstops connectés sur le X|YMIN (aucun besoin de réattribuer les pins de la carte) : Donc, sans réattribuer les pins, les deux déclarations de Marlin sont possibles. Il suffit de brancher les contacteurs sur les emplacements déclarés dans Marlin . Ne pas oublier de renseigner correctement en adéquation avec le branchement des contacteurs de fin de course : Si ton alimentation est en 24V, il est préférable d'utiliser le «CHOPPER_DEFAULT_24V» quand la carte est équipée de pilotes Trinamics (TMC2208/09/25/26/…). Quelques remarques pour ton configuration.h - vitesse de palpage bien trop élevée pour ton Z (#define Z_PROBE_FEEDRATE_FAST (15*60)) au-delà de 7/8 * 60 le TMC sort du mode silencieux. - idem pour le palpage lent: /2 est suffisant - je te déconseille de renseigner la valeur du Z dans (#define NOZZLE_TO_PROBE_OFFSET { -45, -7, -3 }) laisse à 0 et enregistre ensuite ton Zoffset - ton (#define PROBING_MARGIN 50) est grand, 30 permettra d'avoir une surface de palpage plus grand (ton plateau est grand 350x350) - pour les dimensions du plateau, je suppose que tu as tes raisons : - ta grille de palpage avec ton mode «bilinear» va mettre des «heures» à se faire (#define GRID_MAX_POINTS_X 9). Il est tant que ça déformé ton plateau ? …1 point
-
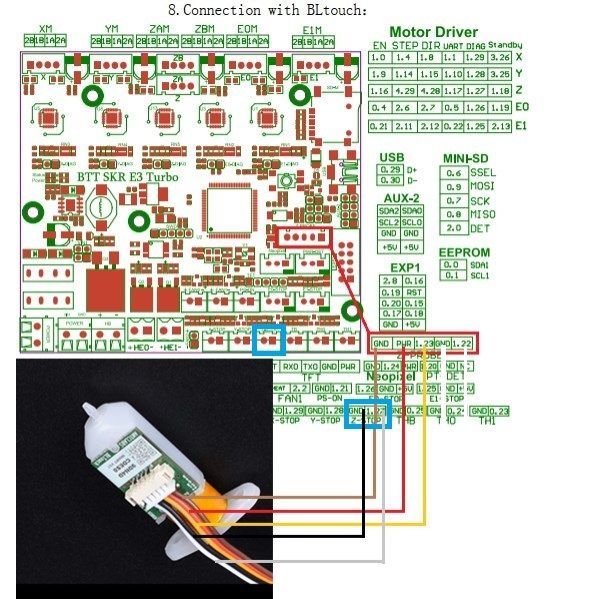
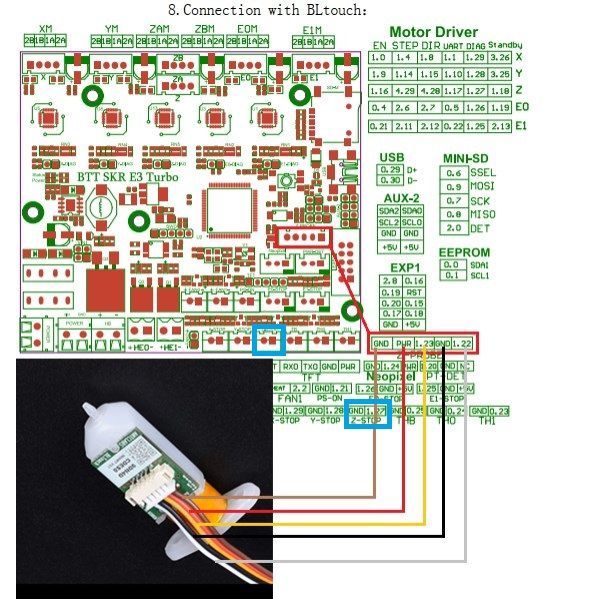
C'est qu'il ne sait pas comment gérer le BLT en tant que contacteur de fin de course (ex-Z-endstop). Les vidéos de KaminoKGY sont parfois sources d'erreurs Depuis déjà un bon moment, Marlin a ajouté une règle de vérification lors de la compilation pour le Bltouch, le «#define Z_MIN_PROBE_ENDSTOP_INVERTING» doit être à «false» (c'est d'ailleurs ce qu'indique l'erreur de compilation ). Comment ont été branchés les cinq fils du BLT (3 pour le servo, deux pour le «endstop»). Particulièrement pour les trois du servo, l'ordre est primordial (ne pas toujours se fier aux couleurs de câblage). D'après la documentation du Github de BTT soit on utilise les cinq emplacements sur la prise dédiée, soit on utilise que ceux pour le servo (3 fils) et le endstop est connecté sur l'ancien Zmin (le numéro des pins est alors différents: P1_22 pour la prise 5 broches, P1_27 pour le Zmin) ou Suivant les branchements effectués, le fichier configuration.h est «légèrement» différent : Normalement toutes les directives à modifier pour que le BLT fonctionne sont :
 1 point
1 point -
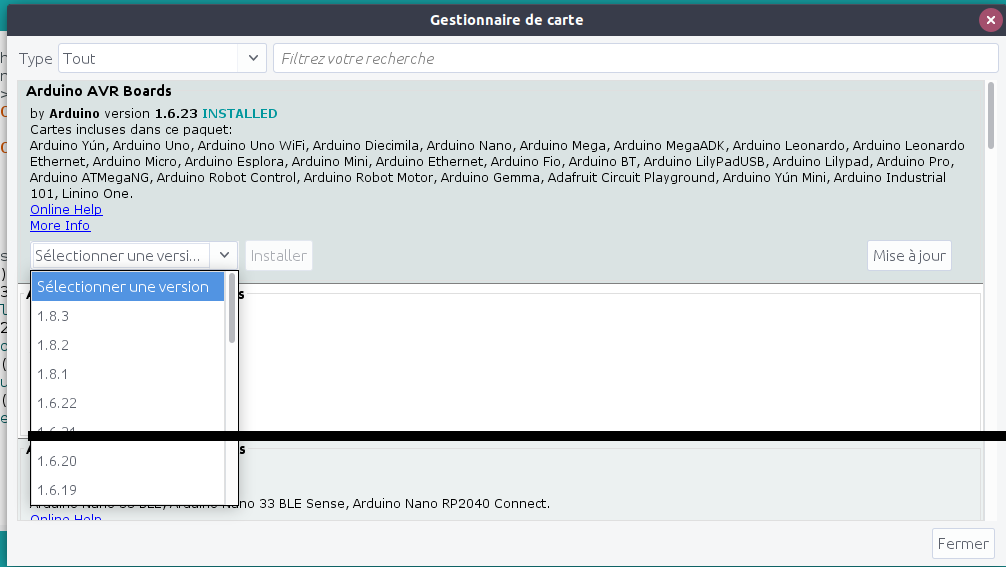
Salutation ! Je ne suis pas sur car tu donne très peux de détails ... Version de Marlin ? qui ne se compile qu'avec VSCode + PlatformIO + AutoBuildMarlin ? cf https://marlinfw.org/docs/basics/install.html#build-and-install Ou alors il faut vérifier sous Arduino IDE la version de l'environnement de compilation (ou en tester une autre ) Menu "Outils" -> "Type de carte" -> "Gestionnaire de carte " Et vérifier la version installé pour "Arduino AVR Board "
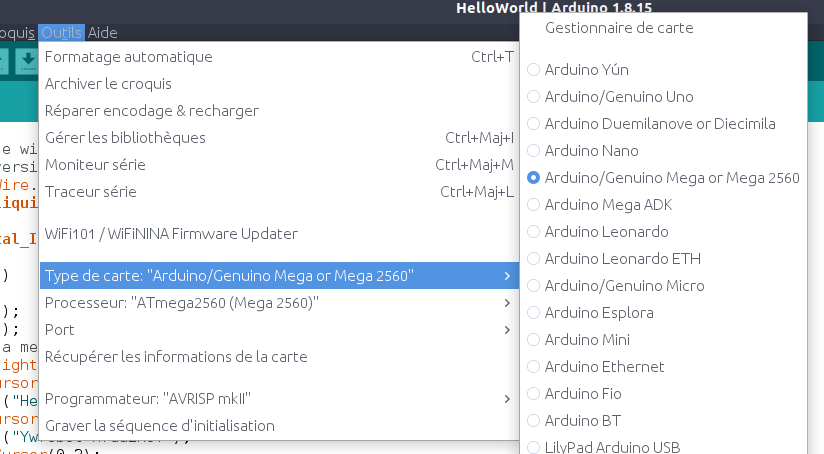
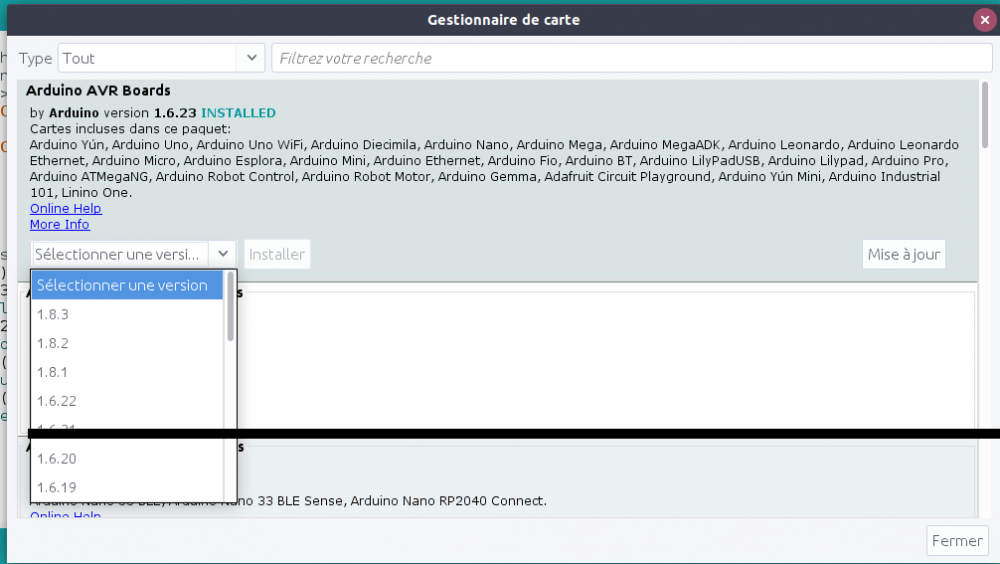 1 point
1 point -
Bonjour, @PPAC a tout dit, c'est certainement un bouchage de ta tête! Suit bien les tuto donnés et ton problème sera résolu.1 point
-
Salutation ! cela ressemble a une obstruction partiel de la buse ou du heatbreak ... éventuellement due a un défaut d'assemblage de la tête a tu déjà lu cela mais cette sous extrusion peut avoir d'autre raison comme une bobine qui se déroule mal ou un filament qui glisse au niveau de l'extrudeur ou un défaut de refroidissement du heatbreak ... pour d'autres pistes Tiens nous au jus !1 point